
1. System JIT zapobiega:
(a) Brakom połproduktow poprzez wykonanie odpowiedniego zapasu,
(b) Brakom materiałow poprzez zapewnienie 20% zapasu,
(c) Niepotrzebnemu gromadzeniu zapasow,
(d)Odpowiedzi a i b.
2.W systemach JIT produkty dostarczane są:
(a) “Dokładnie na czas”,
(b) Z wcześniej przygotowanego zapasu,
(c) “Na żądanie”,
(d) Odpowiedzi a i c.
3.W systemach JIT zapenione musi być:
(a) Niezawodne wejści do systemu materiałow i połproduktow na
żą
danie,
(b) Precyzyjna kontrola jakości, na poszczegolnych stanowiskach,
(c) Niezawodność środkow wytwarzania (sprzęt i personel),
(d)Wszystkie powyższe.
4.Systemy JIT najlepiej nadają się do produkcji:
(a) Prototypowej i jednostkowej,
(b) Krotko- seryjnej,
(c) Średnio- i wielko- seryjnej i masowej,
(d)Wszystkie powyższe.
5.Systemy oparte o strategię PULL są: ()
(a) Stosunkowo proste,
(b) Hierarchiczne lub scentralizowane,
(c) Rozproszone,
(d)Odpowiedzi a i c.
6.Kolejność topologiczna jest to:
(a) Kolejność wg rosnących numerow zadań,
(b) Kolejność wg, ktorej mają wykonywać się zadania,
(c) Kolejność od ostatniego zadania do początkowego,
(d) Odpowiedzi a i b.
7.Diagram Gantta służy do:
(a) Wyliczania ścieżki krytycznej,
(b) Segregowania zasobow w magazynie,
(c) Zarządzania harmonogramami projektow,
(d) Odpowiedzi a i b.
8.Diagram Gantta nie zawiera:
(a) Podziału projektu na poszczegolne zadania,
(b) Ewentualnych strat wynikających z opoźnień,
(c) Rozplanowania zadań w czasie,
(d) Odpowiedzi a i c.
9.System PPC to:
(a) System Planowania i Sterowania,
(b) Alternatywny system dla MRP(2),
(c) Dystrybucja Linux’a dedykowana dla przedsiębiorstw,
(d) Żadne z powyższych.
10 Systemy ERP i MRP realizowane są w ramach strategii:
(a) SQUEZEE,
(b) PUSH,
(c) PULL,
(d) CAW.

11.System oparte o strategię SQUEZEE pozwalają na:
(a) Modelowanie przy pomocy klasycznej teorii szeregowania zadań,
(b) Dynamiczne zmiany charmonogramow w przypadku zmiany
terminow,
(c) Odpowiedzi a i b,
(d) Żadne z powyższych.
12.Powstanie ssania (PULL) na wyjściu systemu:
(a) Uruchamia ssanie połproduktow i materiałow,
(b) Skierowane jest od końca systemu do jego początku,
(c) Uruchomienie działania systemu,
(d) Wszystkie powyższe.
13 Brak ssania oznacza:
(a) Awarię systemu,
(b) Bezczynność systemu i stanowisk wytworczych,
(c) Zapewnienie odpowiedniego zapasu materiałow,
(d) Odpowiedzi b i c.
14.Zaletą strategii PULL jest:
(a) Minimalizacja przestrzeni magazynowej,
(b) Ogranicza zamrożone środki kapitałowe,
(c) Zwiększa płynność produkcji,
(d) Odpowiedzi a, b, c.
15.Ścieżka krytyczna” to:
(a) Ścieżka wg. ktorej program wykona się w przypadku wystąpienia
błedu,
(b) Maksymalny czas wykonywania całego przedsięwzięcia,
(c) Lista czynności wykonywanych po sobie o najdłuższym czasie
wykonywania w całym przedsięwzięciu,
(d) Żadne z powyższych.
16.Czas graniczny jest to:
(a) Czas poniżej jakiego nie da się już skrocić wykonania czynności,
(b) Czas ostateczny w jakim ma zakończyć się harmonogram,
(c) Czas potrzebny na wykonanie ścieżki krytycznej,
(d) Odpowiedzi b i c.
17.Całkowity koszt skrocenia ścieżki krytycznej to: (odp c)
(a) Suma kosztow skrocenia wszystkich czynności na ścieżce krytycznej,
(b) Suma kosztow skrocenia czynności ktore uległy skroceniu,
(c) Suma kosztow skrocenia poszczegolnych skroconych czynności
pomnożonych przez ilość jednostek czasu o jakie zostały skrocone,
(d) Żadne z powyższych.
18.Czynności niekrytyczne to:
(a) Czynności niewywołujące błędow w trakcie pracy systemu,
(b) Czynności znajdujące się poza ścieżką krytyczną,
(c) Wszystkie czynności w sieci,
(d) Żadne z powyższych.

1. Rozpoczynanie zadao ASAP (As soon as possible) to cecha typowa systemu
a) PULL
b) PUSH
c) SQUEEZE
d) CRS
2. W systemie PULL ochrona polega na:
a. Redundancji maszyn
b. Wprowadzeniu dodatkowej kontroli jakości
c. Wprowadzeniu odpowiednich buforów
d. Zatrudnieniu dodatkowych pracowników
3. Do strat powstających w systemie produkcyjnym zalicza się:
a. Zbędny transport
b. Produkcję nadmiernej liczby wyrobów w stosunku do zapotrzebowania
c. Bezużyteczne działanie robotnika
d. Wszystkie z powyższych
4. Strategia JIT zakłada wytwarzanie produktów i półproduktów:
a. Dokładnie na czas
b. Nie później, niż w zadanym momencie
c. Nie wcześniej, niż w zadanym momencie
d. W równych odstępach czasu
5. Aby strategia PULL mogła byd skuteczna, ważne jest aby:
a. Produkcja odbywała się na odpowiednio dużą skalę
b. Dostawcy surowców/półproduktów byli rzetelni
c. Sprzęt był niezawodny
d. Odpowiedzi b i c
6. Żądania no wait, no store lub limited store najłatwiej jest zrealizowad w systemach
a. PUSH
b. PULL
c. SQUEEZE
d. ERP
7. Technika Kanban zakłada, że w systemie JIT materiały/półprodukty zamawiane są:
a. Tylko w określonych momentach
b. Nie pojedynczo, ale określonymi porcjami
c. Tylko po uwzględnieniu stanu magazynu
d. Wszystkie odpowiedzi są poprawne
8. Nieterminowośd zadania jest
a. Zawsze większa niż spóźnienie
b. Średnio równa połowie spóźnienia
c. Nie mniejsza niż spóźnienie
d. Zawsze większa od zera
9. Jeżeli nie istnieje uszeregowanie (𝐾, 𝑆
′
) zawierające operację j taką, że 𝑆
𝑗
′
< 𝑆
𝑗
oraz wszyskie maszyny ze
zbioru 𝐾
𝑗
są wolne w chwili 𝑆
𝑗
′
, to mówimy że uszeregowanie (K,S) jest:
a. Częściowo aktywne
b. Silnie aktywne
c. Lewostronnie optymalne
d. Słabo nieopóźnione

1. Dla problemu Cyklicznego Rozmieszczenia Maszyn generujemy rozwiązanie na podstawie:
a) zamiany miejscami kolejnych par maszyn i generowaniu macierzy sąsiedztwa
b) wyszukujemy cykle Hamiltona w grafie
c) wykonujemy wszystkie te czynności po kolei
d) żadna z powyższych
2. Dla problemu Cyklicznego Rozmieszczenia Maszyn wygenerowana macierz B:
a) jest symetryczna
b) jest antysymetryczna
c) jest macierzą przepływu
d) żadna z powyższych
3. Dla problemu Cyklicznego Rozmieszczenia Maszyn wygenerowana macierz B:
a) jest antysymetryczna
b) jest macierzą sąsiedztwa
c) obie powyższe odpowiedzi są poprawne
d) żadna z powyższych
4. Dla problemu Cyklicznego Rozmieszczenia Maszyn koszt liczymy na podstawie:
a) przepływów części pomiędzy maszynami
b) czasów wykonywania zadao na maszynach
c) odległości pomiędzy maszynami
d) żadna z powyższych
5. W problemie szeregowania równoległego, z nierównoczesnym wykorzystaniem maszyn, graf z
reprezentujący rozwiązanie niedopuszczalne zawiera:
a) cykle o ujemnej długości
b) cykle o dodatniej długości
c) nie zawiera cykli
d) żadna z powyższych
6. Dla problemu Cyklicznego Rozmieszczenia Maszyn:
a) minimalizujemy kryterium Lmax
b) zamieniamy łuki dysjunktywne na ścieżce krytycznej
c) znajdujemy cykl Eulera w grafie
d) żadna z powyższych
7. Jeśli G jest grafem o n wierzchołkach i m krawędziach, to G
2
ma wierzchołków i krawędzi
odpowiednio:
a) n
2
i mn
2
b) n
2
i m
2
c) mnm
2
n
d) n
2
i mn
8. W terminach problemów algorytmicznych, pseudowielomianowym nazywamy algorytm, który jest:
a) wielomianowy jeśli liczby są zapisane przy podstawie 2, wykładniczy jeśli liczby są zapisane unarnie
b) o złożoności na przykładn
log n
c) wykładniczy od rozmiaru danych i wielomianowy od wartości liczb w instancji
d) wielomianowy od rozmiaru danych i wykładniczy od wartości liczb w instancji Źle
9.Aby wykazad, że problem jest silnie NP-zupełny, wystarczy
a) wykazad, że posiada NP-zupełny podproblem o wielomianowo ograniczonej wartości największej
liczby w instancji
b) skonstruowad redukcję wielomianową z silnie NP-zupełnego problemu
c) wskazad algorytm pseudowielomianowy dla tego problemu
d) wykazad, że nie jest podproblemem silnie NP-zupełnego problemu
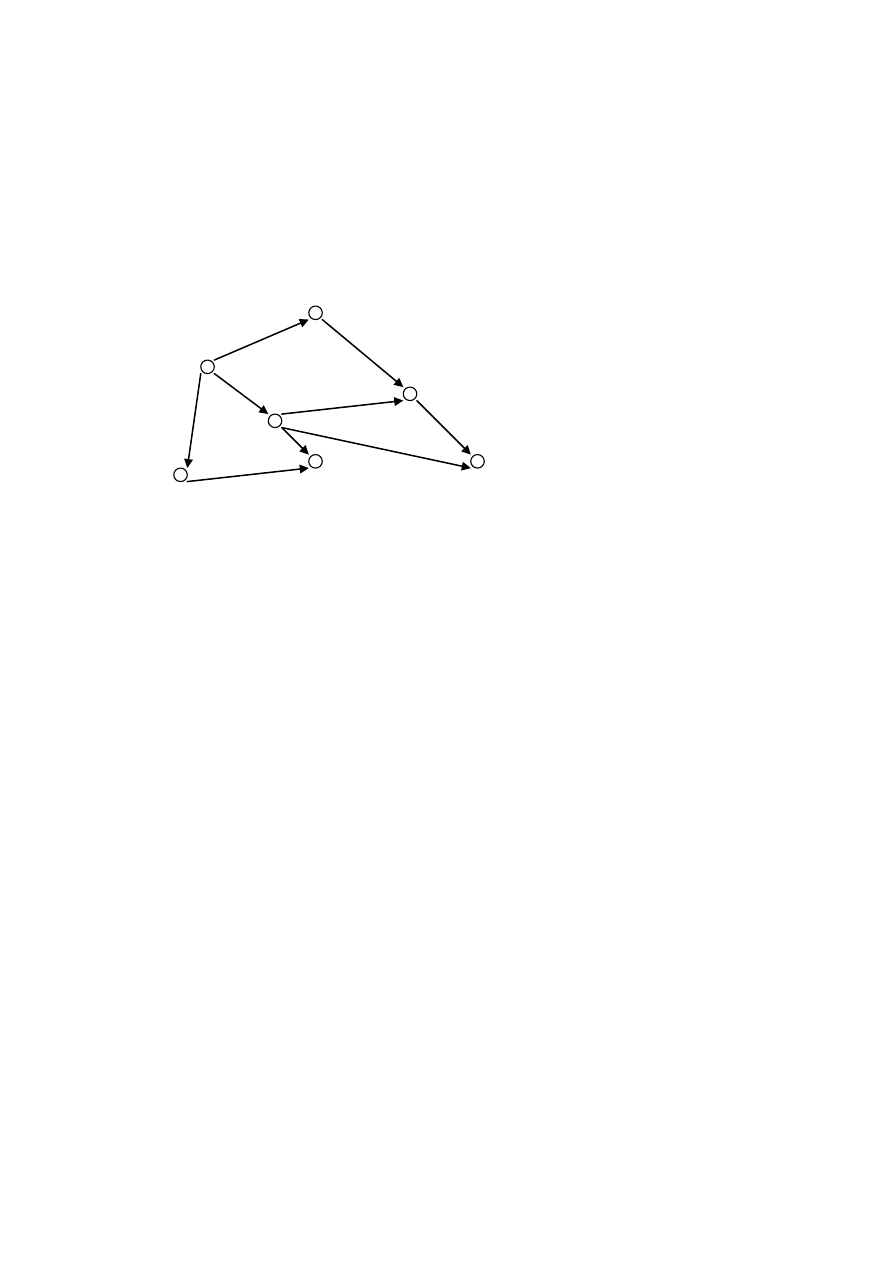
1. Poniższy graf:
a) jest przykładem grafu regularnego
b) jest przykładem grafu acyklicznego
c) jest symetryczny
d) żądne z powyższych
2. Do rozwiązania problemu programowania liniowego całkowitoliczbowego mieszanego
można zastosować:
a) algorytm simpleks
b) algorytmy wielomianowe
c) algorytm rozgałęzień i ograniczeń
d) żadne z powyższych
3. Algorytmem o mniejszej złożoności obliczeniowej w porównaniu z wykładniczą
złożonością algorytmu simpleks jest:
a) algorytm punktu wewnętrznego (Karmarkar 1984)
b) Algorytm Levenberga-Marquardta
c) algorytm płaszczyzn odcinających (Gomory)
d) algorytm oparty na metodzie elipsoidalnej (Khachiyan 1979)
4. Funkcja celu
i
j
j
i
ij
ij
x
x
c
f
|
|
dotyczy zadania programowania:
a) całkowitoliczbowego
b) nieliniowego
c) liniowego
d) mieszanego
5. Jak usunąć wartość bezwzględną z ograniczenia
ij
j
i
j
i
d
a
a
x
x
2
|
|
dla funkcji celu
postaci
i
j
j
i
ij
ij
x
x
c
f
|
|
dla problemu jednorzędowego uszeregowania maszyn:
a) rozbić wartość bezwzględną na dwa ograniczenia postaci:
ij
j
i
i
j
ij
j
i
j
i
d
a
a
x
x
d
a
a
x
x
2
2
b) wprowadzić zmienną binarną
]
1
,
0
[
ij
u
c) zamiana ograniczenia na równoważną postać wartości bezwzględnej postaci:
ij
j
i
j
i
d
a
a
x
x
2
)
(
2
d) nic nie da się zrobić. Należy zastosować algorytmy programowania nieliniowego
6. Funkcja celu dla problemu liniowego jednorzędowego uszeregowania maszyn po usunięciu
z niej nieliniowości wygląda następująco
a)
i
j
j
i
ij
ij
x
x
c
f
)
(
b)
i
j
ij
j
i
j
i
ij
ij
u
x
x
x
x
c
f
)
1
)(
(
)
(
c)
i
j
ij
j
i
j
i
ij
ij
u
x
x
x
x
c
f
)
(
)
(
d)
i
j
ij
j
i
j
i
ij
ij
u
x
x
x
x
c
f
)
1
)(
(
)
(
7. W problemie liniowego jednorzędowego uszeregowania maszyn nie jest istotna/y:
a) długość maszyn
b) min odstęp pomiędzy maszynami
c) koszt transportu dla każdej pary maszyn
d) kierunek transportu produktu między maszynami
8. Co jest zmienną decyzyjną w problemie liniowego jednorzędowego rozmieszczenia
maszyn?
a) kolejność maszyn
b) całkowity koszt
c) kolejność zadań
d) żadna z powyższych
9. Pewien producent samochodów zakupił kilka hal produkcyjnych położonych wzdłuż
autostrady. Z którym z problemów mamy do czynienia, jeżeli zjazdy (możliwość zawracania)
z autostrady znajdują się przy każdej hali.
a) problem rpq
b) liniowe jednorzędowe rozmieszczenie maszyn
c) cykliczne rozmieszczenie maszyn
d) żadna z powyższych

1. Przeciwieostwem kolejności obsługi zgłoszeo FIFO jest:
a) MIFO;
b) FIMO;
c) LIFO;
d) LIMO;
2. LIFO jest potocznie nazywane:
a. Kolejką;
b. Stosem;
c. Grafem;
d. Listą;
3. FIFO jest potocznie nazywane:
a. Kolejką;
b. Stosem;
c. Grafem;
d. Listą;
4. Które z poniższych zdao jest prawdziwe:
a. Zbiory problemów klasy P oraz NP są niezależne;
b. Zbiór problemów klasy NP zawiera się w zbiorze problemów klasy P;
c. Zbiór problemów klasy P zawiera się w zbiorze problemów klasy NP;
d. Żadne z powyższych;
5. W systemie otwartym:
a. Każde zadanie musi przejśd przez wszystkie maszyny w ściśle określonej kolejności;
b. Każde zadanie musi przejśd przez wszystkie maszyny w dowolnej kolejności;
c. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w dowolnej
kolejności;
d. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w ściśle określonej
kolejności;
6. W systemie przepływowym:
a. Każde zadanie musi przejśd przez wszystkie maszyny w ściśle określonej kolejności;
b. Każde zadanie musi przejśd przez wszystkie maszyny w dowolnej kolejności;
c. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w dowolnej
kolejności;
d. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w ściśle określonej
kolejności;
7. W systemie gniazdowym:
a. Każde zadanie musi przejśd przez wszystkie maszyny w ściśle określonej kolejności;
b. Każde zadanie musi przejśd przez wszystkie maszyny w dowolnej kolejności;
c. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w dowolnej
kolejności;

d. Każde zadanie musi przejśd przez ściśle określoną liczbę maszyn w ściśle określonej
kolejności;

1. Uszeregowanie jest aktywne („słabo aktywne”) w przypadku kryterium regularnego,
jeżeli (odp. b):
a) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja jest wykonywana przy użyciu nie zmienionego zbioru maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywania operacji pozostaje bez zmiany
b) Dla każdej operacji j nie można zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja jest wykonywana przy użyciu nie zmienionego zbioru maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywana operacji innych niż j pozostaje bez
zmiany
c) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja inna niż j wykonywana jest przy użyciu nie zmienionego zbioru
maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywania operacji innych niż j pozostaje bez
zmiany
d) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu warunku:
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio.
2. Uszeregowanie jest „lewostronnie optymalne” w przypadku kryterium regularnego
jeżeli (odp. c):
a) Dla każdej operacji j nie można zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja jest wykonywana przy użyciu nie zmienionego zbioru maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywana operacji innych niż j pozostaje bez
zmiany
b) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja jest wykonywana przy użyciu nie zmienionego zbioru maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywania operacji pozostaje bez zmiany
c) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu warunku:
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
d) Dla każdej operacji j nie można jej zakończyć wcześniej, przy jednoczesnym
spełnieniu następujących warunków:
Każda operacja inna niż j wykonywana jest przy użyciu nie zmienionego zbioru
maszyn
Każda operacja inna niż j kończy się co najmniej tak samo wcześnie jak
uprzednio
Na każdej maszynie kolejność wykonywania operacji innych niż j pozostaje bez
zmiany.
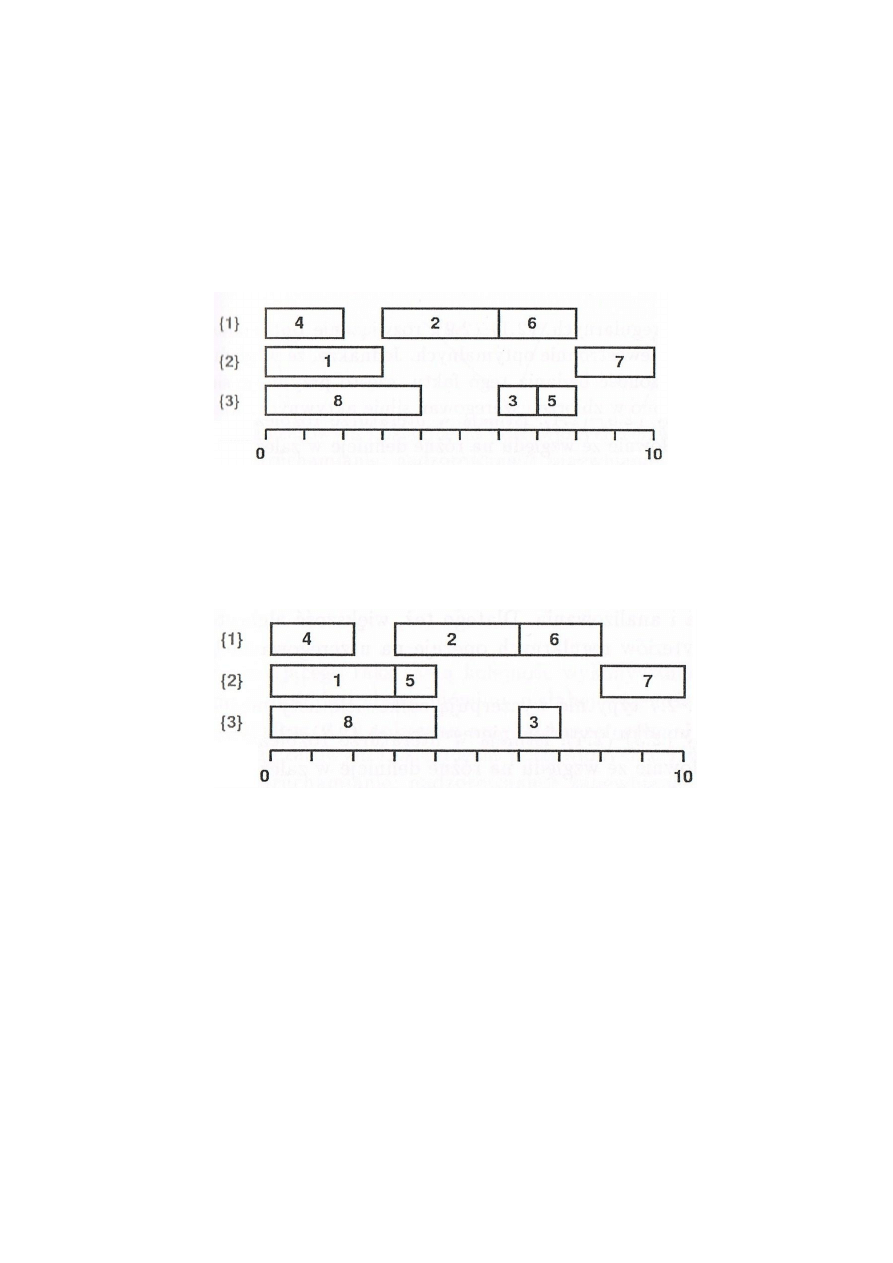
3. Podaj typ uszeregowania dla kryteriów regularnych, który ilustruje poniższy rysunek
(odp. a):
a) Uszeregowanie częściowo aktywne lub nie słabo aktywne lub dosunięte w lewo
b) Uszeregowanie lewostronnie optymalne, nieoptymalne
c) Uszeregowanie silnie aktywne, nie lewostronnie optymalne
d) Uszeregowanie słabo aktywne, nie silnie aktywne.
4. Podaj typ uszeregowania dla kryteriów regularnych, który ilustruje poniższy rysunek
(odp. d):
a) Uszeregowanie lewostronnie optymalne, nieoptymalne
b) Uszeregowanie słabo aktywne, nie silnie aktywne.
c) Uszeregowanie częściowo aktywne, nie słabo aktywne
d) Uszeregowanie silnie aktywne, nie lewostronnie optymalne.
5. Który z poniższych opisów przedstawia strategię SQUEZEE (odp. b):
a) Żądania wytwórcze (zamówienia na produkt końcowy) zostały przetłumaczone na
żądania materiałów i półproduktów w określonych punktach wewnętrznych i na
wyjściach systemu, dając szczegółowy bilans żądań materiałowych. Dostarczone
materiały są następnie przepychane za pomocą sterowań stopniowo w kierunku
wyjścia systemu, według ustalonego harmonogramu działań.
b) Zakłada, że wydajność systemu wytwórczego jest ograniczona przepustowością
wąskiego przekroju (wąskie gardło) systemu. Przekrój ten jest zestawem stanowisk
wytwórczych, przez które produkcja przechodzi powodując spiętrzenia i kolejki
zadań.
c) Strategia ta przyjmuje za podstawę produkcji zgłoszoną wielkość zapotrzebowania
na określony produkt finalny, który powoduje powstanie ssania na wyjściu systemu
wytwarzania . Ssanie to jest następnie tłumaczone na ssanie materiałów i
półproduktów, skierowane pod adresem stanowisk poprzednich i rozprzestrzeniania
się od wyjścia do systemu przeciwprądowo w kierunku wejścia systemu.
d) Steruje zleceniami produkcyjnymi w celu zapewnienia stałego średniego
obciążenia stanowisk.
6. Która ze strategii jest wykorzystywana w systemach JIT (odp. d):
a) Strategia PUSH
b) Strategia SQUEZEE
c) Strategia CRS
d) Strategia PULL.
7. Która ze strategii sterowania jest polecana w przepadku, gdy terminy dostaw są stałe,
zdolności produkcyjne są niezmienne, realizacja zadań na stanowiskach jest
monitorowana oraz dostawy materiałów są stabilne (odp. c):
a) Strategia CRS
b) Strategia PULL
c) Strategia CAW
d) Strategia PUSH.
8. Która ze strategii sterowania jest polecana dla produkcji w przeważającej części
seryjnej lub powtarzalnej, płynnej, ze stałymi zapotrzebowaniami materiałów
niezależnie od długości serii, monitorowanej(odp. a):
a) Strategia CRS
b) Strategia CAW
c) Strategia PUSH
d) Strategia SQUEZEE.
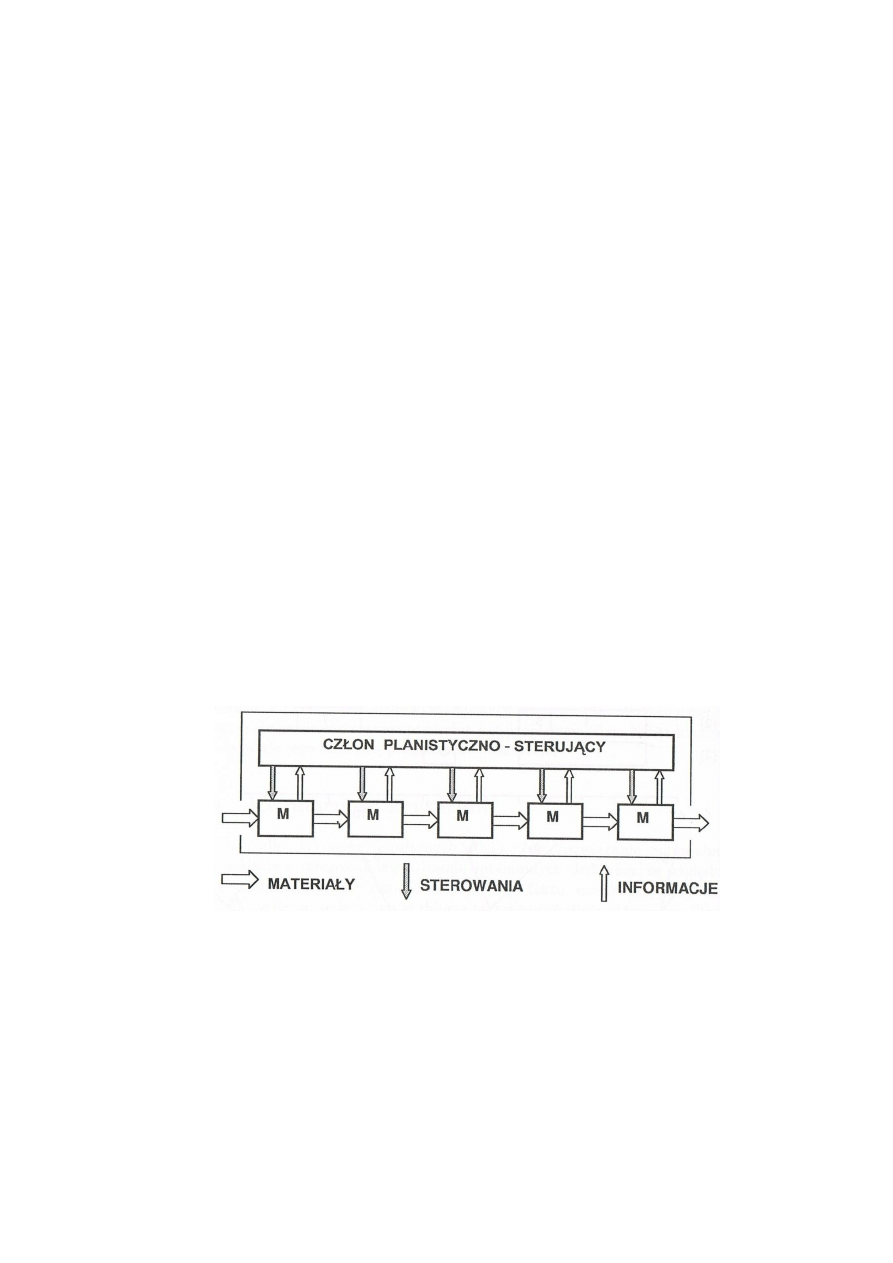
9. Podaj strategię sterowanie, którą ilustruje poniższy rysunek (odp. d):
a) Strategia SQUEZEE
b) Strategia PULL
c) Strategia CAW
d) Strategia PUSH.
1. Wskaż system obsługi zadań, w którym kolejność maszyn jest taka sama dla wszystkich
zadań
a) system gniazdowy
b) system przepływowy
c) system otwarty
2. Wskaż system obsługi zadań, w którym zadania mogą mieć różną ilość operacji
a) system gniazdowy
b) system przepływowy
c) system otwarty
3. Wskaż system obsługi zadań, w którym rozwiązanie problemu optymalizacji czasu
zakończenia wszystkich operacji jest permutacją zadań
a) system gniazdowy
b) system przepływowy
c) system otwarty
4. Wskaż system obsługi zadań, którego charakterystyka odpowiada taśmie produkcyjnej
a) system gniazdowy
b) system przepływowy
c) system otwarty
5. Wskaż system obsługi zadań, w którym zadania muszą przejść przez wszystkie maszyny, ale
kolejność jest różna dla poszczególnych zadań
a) system gniazdowy
b) system przepływowy
c) system otwarty
6. Co oznacza, że system obsługi zadań jest elastyczny (np. elastyczny system przepływowy)
a) zadania mogą mieć różny czas nadejścia
b) stosowane są maszyny równoległe
c) kolejność wykonywania operacji jest dowolna
d) każda maszyna posiada bufor na zadania oczekujące na wykonanie
7. Jaki rozkład ma prawdopodobieństwo, że w pewnej chwili do kolejki przyjdzie n osób,
zakładając, że osoby przychodzą niezależnie, z bardzo małym
prawdopodobieństwem(system M/M/1)?
a) Rozkład Poissona
b) rozkład wykładniczy
c) rozkład jednostajny
d) rozkład trójkątny
8. Jaki rozkład mają odstępy czasu pomiędzy kolejnymi napływającymi klientami, zakładając,
że osoby przychodzą niezależnie, z bardzo małym prawdopodobieństwem(system M/M/1)?
a) Rozkład Poissona
b) rozkład wykładniczy
c) rozkład jednostajny
d) rozkład trójkątny
9. Który ze skrótów nie oznacza kolejności obsługi w systemie kolejkowym?
a) FIFO
b) LIFO
c) FIRO
d) SIRO

1. Urządzenia do automatycznej wymiany narzędzi stosuje się wówczas, gdy:
a. robot wykonuje różnorodne operacje technologiczne i wymaga różnych narzędzi
b. robot wykonuje operacje lub zabiegi montażowe, które można wykonać jednym narzędziem
c. można zaprojektować taki kształt szczęk chwytnych, którymi można pewnie uchwycić
wszystkie manipulowane części przewidziane do montażu na danym stanowisku
d. wyposażenie robota w specjalistyczne urządzenia, niezbędne do wykonania jednego zabiegu
lub operacji montażowej, przy kolejnej operacji nie stanowi źródła błędów.
2. Niezależnie od konstrukcji każde urządzenie do automatycznej wymiany narzędzi
nie powinno charakteryzować się:
a. realizowane przez współpracujące elementy połączenie mechaniczne powinno
zapewniać samoczynne ich orientowanie i pozycjonowanie w trakcie operacji pobierania
narzędzia z magazynu,
b. zrealizowane połączenie mechaniczne powinno być pewne i gwarantować przenoszenie
sił i momentów we wszystkich fazach procesu montażowego, bez zmiany
wzajemnego położenia lub orientacji współpracujących elementów
c. układ realizujący sztywne połączenie obu elementów może dopuścić do ich
samoistnego rozłączenia się w przypadku zaniku jego zasilania
d. urządzenie powinno być wyposażone w złącze pneumatyczne oraz, wymagane w wielu
przypadkach, złącze elektryczne.
3. Prawdą na temat urządzeń do automatycznej wymiany narzędzi jest:
a. krótki czas wymiany, który istotnie skraca czas wykonania operacji montażowej
b. brak konieczności zakupu tylu elementów tego urządzenia (montowanych od strony
narzędzia), ile narzędzi jest w magazynie
c. nie zajmowanie przestrzeni pracy robota przez magazyn narzędzi
d. kolizja lub inna awaria nie powoduje uszkodzenia kilku narzędzi jednocześnie.
4. Prawdą na temat głowic rewolwerowych jest:
a. liczba narzędzi mocowanych na głowicy jest nie ograniczona
b. przezbrojenie robota nie jest kosztowne
c. wymiana lub naprawa jednego narzędzia nie wpływa na pracę pozostałych
d. głowicy rewolwerowej nie można stosować w miejscach montażowych trudno
dostępnych,

5. Nieprawdą na temat możliwości komputerowych narzędzi do symulacji systemów
montażowych jest:
a. brak możliwości wykrywania kolizji podczas operacji montażowych na poziomie
montażu części
b. wykrywanie kolizji podczas operacji montażowych na poziomie stanowisk montażu
ręcznego
c. wykrywanie kolizji podczas operacji montażowych na poziomie stanowisk montażu
ręcznego zrobotyzowanego.
d. wykrywanie kolizji podczas operacji montażowych na poziomie symulacji gniazda lub linii
montażowej.
6. Doboru elastycznego systemu montażowego we wczesnym etapie projektowania wyrobu
nie jesteśmy w stanie określić na podstawie:
a. ogólnych danych dotyczących wielkości wyrobu(bez podania z ilu i z jakich części wyrób
się składa).
b. planowanej wielkości produkcji
c. wskaźników charakteryzujących koszty stałe zakładu produkcyjnego.
d. planowanej długości produkcji
7. Elastyczny system montażowy jest:
a. inaczej nazywany systemem produkcyjnym
b. pojęciem dotyczącym coraz poważniejszej liczby przedsiębiorstw produkujących na
świecie
c. dużo szerszym pojęciem niż elastyczny system produkcyjny
d. tym samym co elastyczny system wytwórczy
8. Do systemu komputerowego wspomagającego symulacje elastycznych systemów
montażowych można zaliczyć:
a. PLC
b. CAD/CAM
c. CNC
d. PAC
9. Elastyczny system montażowy nie został stworzony w celu:
a. ułatwienia montażu
b.
zwiększenia kosztów produkcyjnych
c.
skrócenia czasu produkcji
d.
polepszenia dokładności montażu
Wyszukiwarka
Podobne podstrony:
Pytania z wykładu z 12 X 2011, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
Pytania z wykładu z 21.12.2011, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
PytaniaESM, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
Pytania ESM SO, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
Pytania Elastyczne Systemy Montażowe, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
ESM pytania, 1 ROK (mgr), 2gi SEMESTR, ARS, Elastyczne Systemy Montażowe
Pytania na Elastyczne Systemy Montażowe mb
Pytania na kolosa, Studia, Mechatronika, Semestr III, Techniki wytwarzania i systemy montażu, Wykład
,Urzadzenia i systemy multimedialne, pytania i odpowiedzi
I2 Elastyczny system wymiany chwytaków
Systemy dialogowe pytania na zaliczenie2010 OPRACOWANE
Zagadnienia do kolokwium UMBM st. niestacjonarne 2011-12, szkoła, PWR, Elastyczne systemy wytwórcze
,Urzadzenia i systemy multimedialne, pytania i odpowiedzi
fras,systemy wbudowane, pytania Nieznany
Systemy Montażu
systemy medialone pytania umk
ESPćw1sc, Politechnika Poznańska, Magisterka ZIiP, Semestr I (VIII), Elastyczne systemy produkcyjne
Systemy awioniczne pytania testowe, STUDIA INŻYNIERSKIE, SYSTEMY AWIONICZNE
więcej podobnych podstron