Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
49
7. MOŻLIWOŚCI KSZTAŁTOWANIA POWIERZCHNI
FREZOWANIEM
7.1. WIADOMOŚCI PODSTAWOWE
7.1.1. Rodzaje powierzchni kształtowanych frezowaniem
Frezowaniem obrabia się powierzchnie płaskie, powierzchnie kształtowe
symetryczne i niesymetryczne, rowki o różnych kształtach, wielowypusty, gwinty oraz
uzębienia. Obróbką zgrubną można uzyskać klasy dokładności IT 10 do 14 oraz
chropowatość Ra
20
m, natomiast obróbką wykańczającą klasy dokładności IT 6 do
8 oraz chropowatość Ra
1,25
10
m.
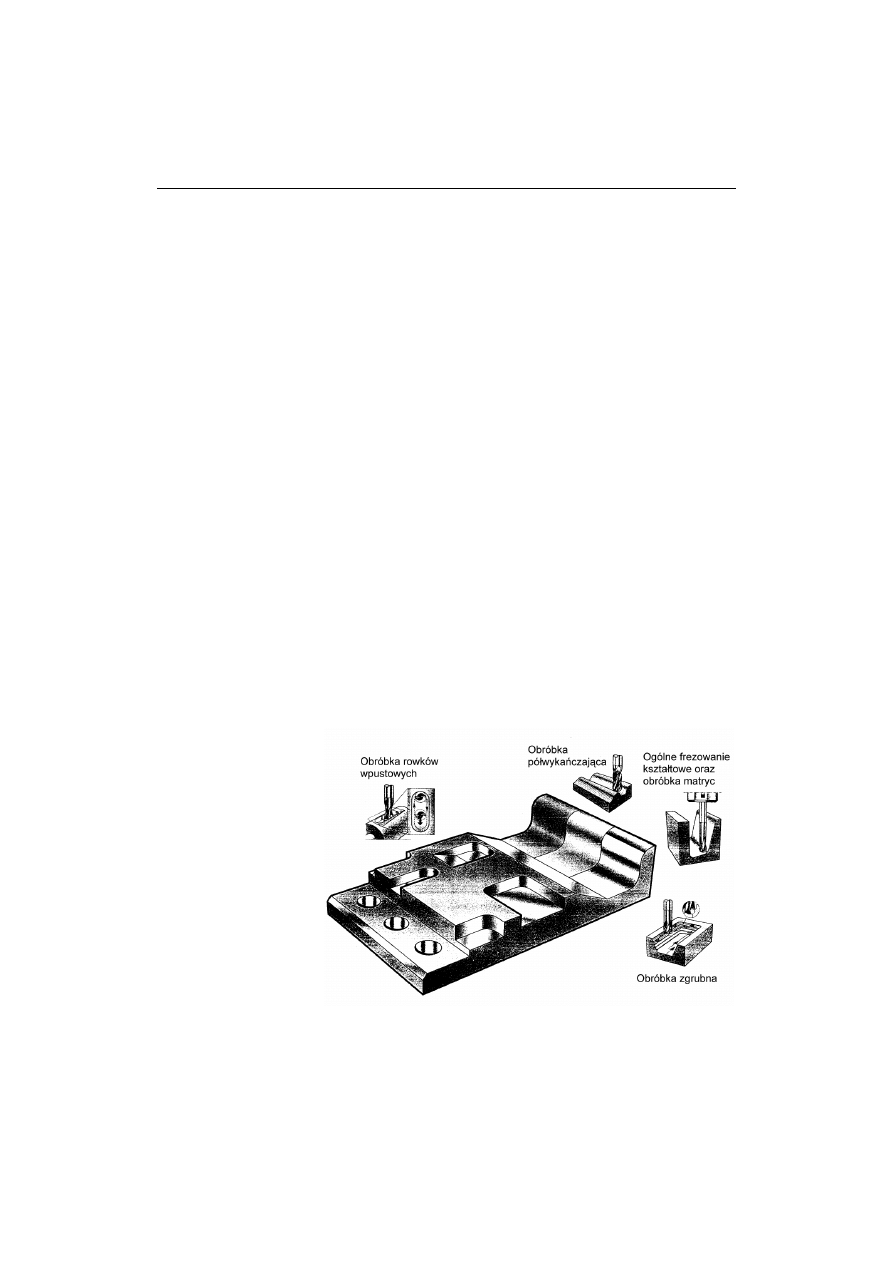
Na rysunku 7.1 przedstawiono możliwości kształtowania powierzchni frezami
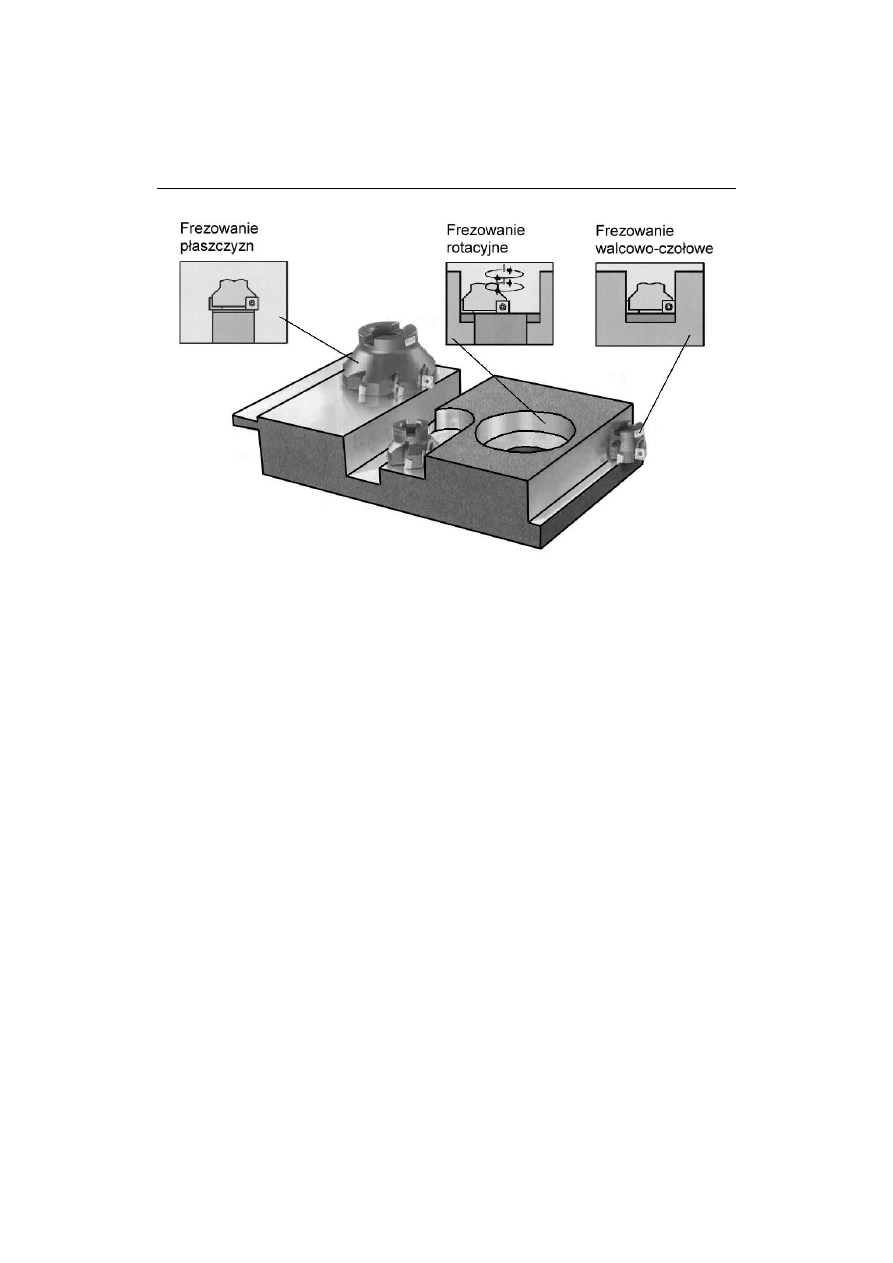
trzpieniowymi (palcowymi), a na rysunku 7.2 przykład frezowania powierzchni za
pomocą głowic frezowych.
Rys.7.1. Możliwości
kształtowania powierzchni
frezami trzpieniowymi
(wg Sandvik)
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
50
Rys.7.2. Przykłady frezowania powierzchni za pomocą głowic frezowych (wg Sandvik)
7.1.2. Zasada frezowania
Sposób obróbki skrawaniem nazywany frezowaniem odbywa się narzędziami
wieloostrzowymi – frezami – na frezarkach. Zazwyczaj narzędzie wykonuje ruch
główny obrotowy, natomiast przedmiot obrabiany ruch posuwowy prostoliniowy lub
krzywoliniowy. Cechą charakterystyczną frezowania jest cykliczna nieciągłość
skrawania, to znaczy że ostrza freza pracują z przerwami.
Wyróżnia się następujące odmiany frezowania [7.3]:
frezowanie obwodowe (walcowe),
frezowanie czołowe,
frezowanie skośne,
frezowanie obwiedniowe.
Frezowaniem obwodowym nazywa się takie frezowanie, w którym oś obrotu
freza jest równoległa do powierzchni obrabianej (rys.7.3a). Frezowaniem czołowym
nazywamy takie, w którym oś obrotu freza jest prostopadła do powierzchni obrabianej
(rys.7.3b). Natomiast frezowanie skośne występuje zazwyczaj podczas stosowania
frezów kątowych (rys.7.3c), oś obrotu freza jest usytuowana pod kątem do obrabianej
powierzchni.
Frezowanie obwiedniowe jest zazwyczaj stosowane do nacinania kół
zębatych, wielowypustów itp. (rys.10.20).
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
51
L
L
d
d
n
n
n
b
D
b
D
b
D
a)
b)
c)
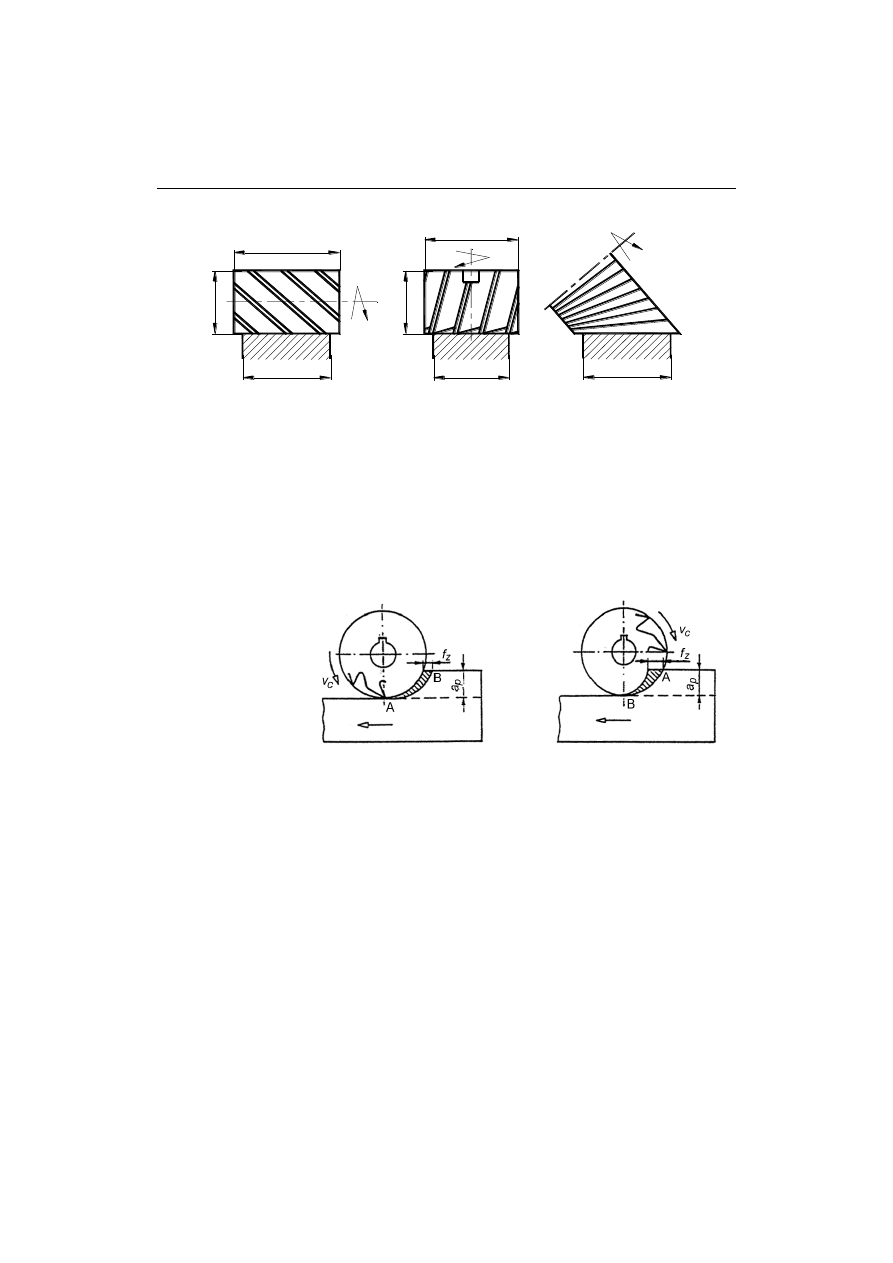
Rys.7.3. Odmiany frezowania: a) frezowanie obwodowe, b) frezowanie czołowe,
c) frezowanie skośne
Pod względem kinematycznym frezowanie obwodowe można podzielić na:
frezowanie przeciwbieżne, w którym przedmiot obrabiany wykonuje ruch
posuwowy w kierunku przeciwnym do kierunku wektora prędkości
obwodowej freza (rys.7.4a),
frezowanie współbieżne, w którym przedmiot obrabiany wykonuje ruch
posuwowy w kierunku zgodnym z kierunkiem wektora prędkości obwodowej
freza (rys.7.4b).
Rys.7.4. Frezowanie
obwodowe:
a) przeciwbieżne,
b) współbieżne
v
f
v
f
Podczas frezowania przeciwbieżnego każde ostrze freza skrawa warstwę
materiału o grubości zmiennej, teoretycznie od grubości równej zeru (w momencie
zetknięcia ostrza z materiałem), do pewnej maksymalnej wartości w chwili wybiegu
ostrza. Luz między nakrętką a śrubą pociągową napędu posuwu ulega skasowaniu, co
zapewnia spokojną pracę. Ten sposób frezowania jest korzystny w przypadku
istnienia na powierzchni obrabianej utwardzonej warstwy, np. w postaci naskórka
odlewniczego lub kuźniczego, bowiem ostrza skrawają go od spodu, przez co mniej
zużywają się. We frezowaniu przeciwbieżnym frez oddziałuje na przedmiot obrabiany
starając oderwać go od stołu frezarki, dlatego zamocowanie przedmiotu obrabianego
powinno być szczególnie sztywne i pewne.
Podczas frezowania współbieżnego grubość warstwy skrawanej zmienia się od
wartości maksymalnej do zera. Frezowanie współbieżne jest na ogół korzystniejsze
niż przeciwbieżne. Na podstawie doświadczeń można stwierdzić, że podczas obróbki
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
52
stali frezowanie współbieżne zapewnia 2-3 krotnie większą trwałość ostrzy narzędzia
niż frezowanie przeciwbieżne. Również chropowatość obrotowej powierzchni jest
lepsza. Także zapotrzebowanie mocy napędu ruchu posuwowego jest 3-4 krotnie
mniejsze niż podczas frezowania przeciwbieżnego.
Frezowanie współbieżne nie daje określonych korzyści podczas frezowania
materiałów o dużej twardości, a także materiałów kruchych, mało podatnych na zgniot
obróbkowy. Ten sposób obróbki wymaga obrabiarki o dobrym stanie technicznym.
Pożądane jest by obrabiarka charakteryzowała się brakiem luzów między nakrętką
a śrubą pociągową stołu frezarki.
Frezowanie czołowe, z uwagi na różne położenie freza względem przedmiotu
obrabianego, można podzielić na:
frezowanie czołowe pełne, w którym szerokość freza b
D
jest równa średnicy
freza d (rys.7.5a),
frezowanie czołowe niepełne symetryczne, gdy szerokość frezowania b
D
jest
mniejsza od średnicy freza d, a położenie narzędzia jest symetryczne
w stosunku do przedmiotu obrabianego (rys.7.5b),
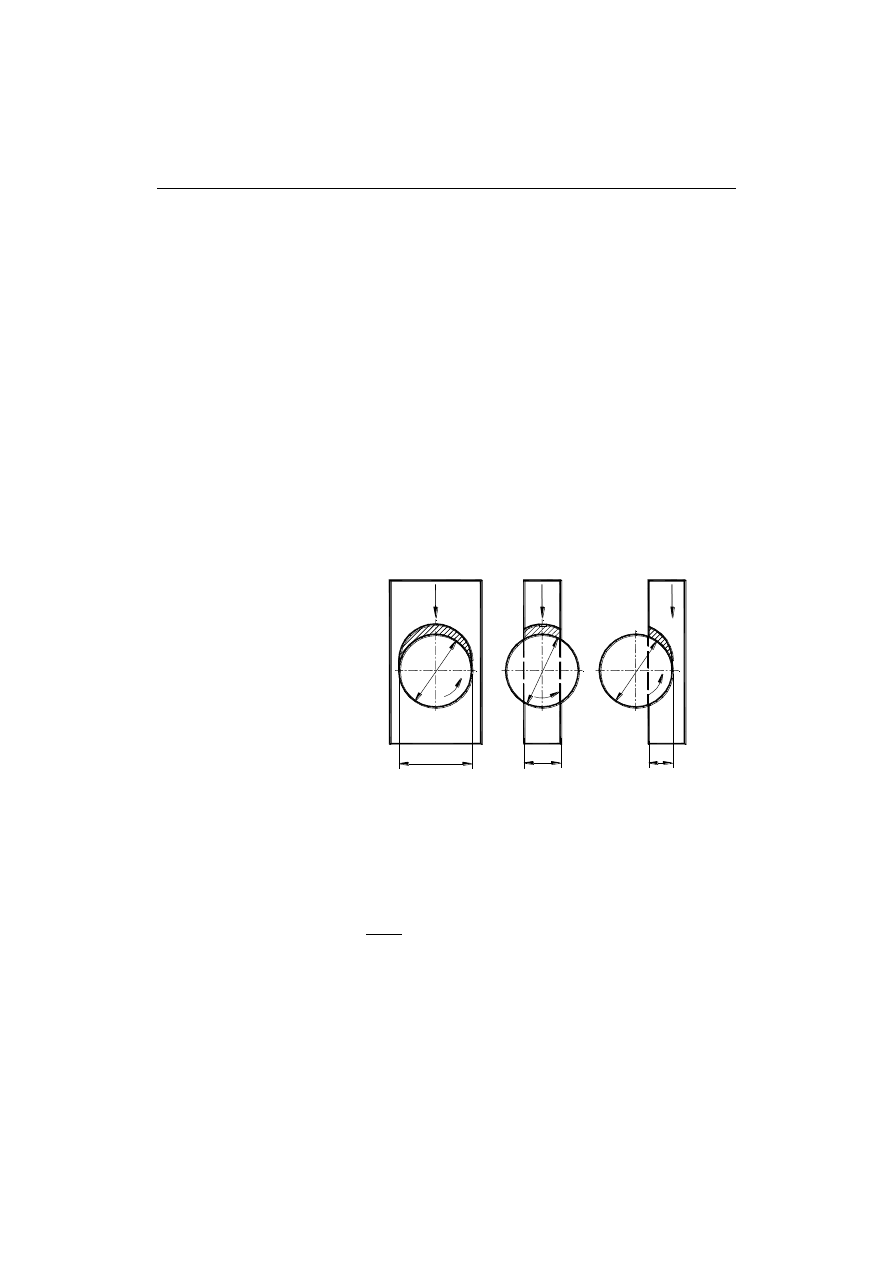
frezowanie czołowe niepełne niesymetryczne (rys.7.5c).
Rys.7.5. Odmiany frezowania
czołowego: a) pełne,
b) niepełne symetryczne,
c) niepełne niesymetryczne
b
D
b
D
b
D
d
d
d
a)
b)
c)
7.1.3. Parametry stosowane we frezowaniu
Do najważniejszych parametrów skrawania należy zaliczyć prędkość
skrawania. We frezowaniu jest to prędkość obwodowa freza v
c
, którą obliczyć można
z zależności
1000
dn
v
c
[m/min]
(7.1)
w której: n – prędkość obrotowa wrzeciona frezarki, obr/min; d - średnica freza, mm.

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
53
Zalecane prędkości frezowania zależą od wielu czynników. W głównej mierze
od rodzaju materiału obrabianego i narzędzia. Przeciętne wartości prędkości
skrawania podczas frezowania stali i żeliwa wynoszą: dla frezów ze stali szybkotnącej
10-30 m/min, dla narzędzi z ostrzami z węglików spiekanych 50
200 m/min, a dla
ostrzy ceramicznych 200
500 m/min.
We frezowaniu zgrubnym należy dążyć do możliwie największej głębokości
frezowania, w celu usunięcia całego naddatku w jednym przejściu. Natomiast podczas
frezowania wykańczającego głębokość frezowania zawiera się w przedziale a
p
=0,1
0,4
mm.
We frezowaniu rozróżniamy:
posuw na ostrze (ząb) fz,
posuw na obrót freza f , przy czym:
z
f
f
z
[mm/obr]
(7.2)
gdzie: z - liczba ostrzy freza.
Posuw minutowy (prędkość posuwu) v
f
- jest wartością przesunięcia przedmiotu
obrabianego względem freza w czasie jednej minuty
n
z
f
n
f
v
z
f
[mm/min]
(7.3)
gdzie: n - prędkość obrotowa freza, obr/min.
Szerokość frezowania B określana jest szerokością powierzchni obrabianej.
7.1.4. Frezy do obróbki powierzchni płaskich i kanałków
W zależności od powierzchni, na której są wykonane ostrza skrawające,
rozróżnia się frezy walcowe, czołowe oraz walcowo-czołowe.
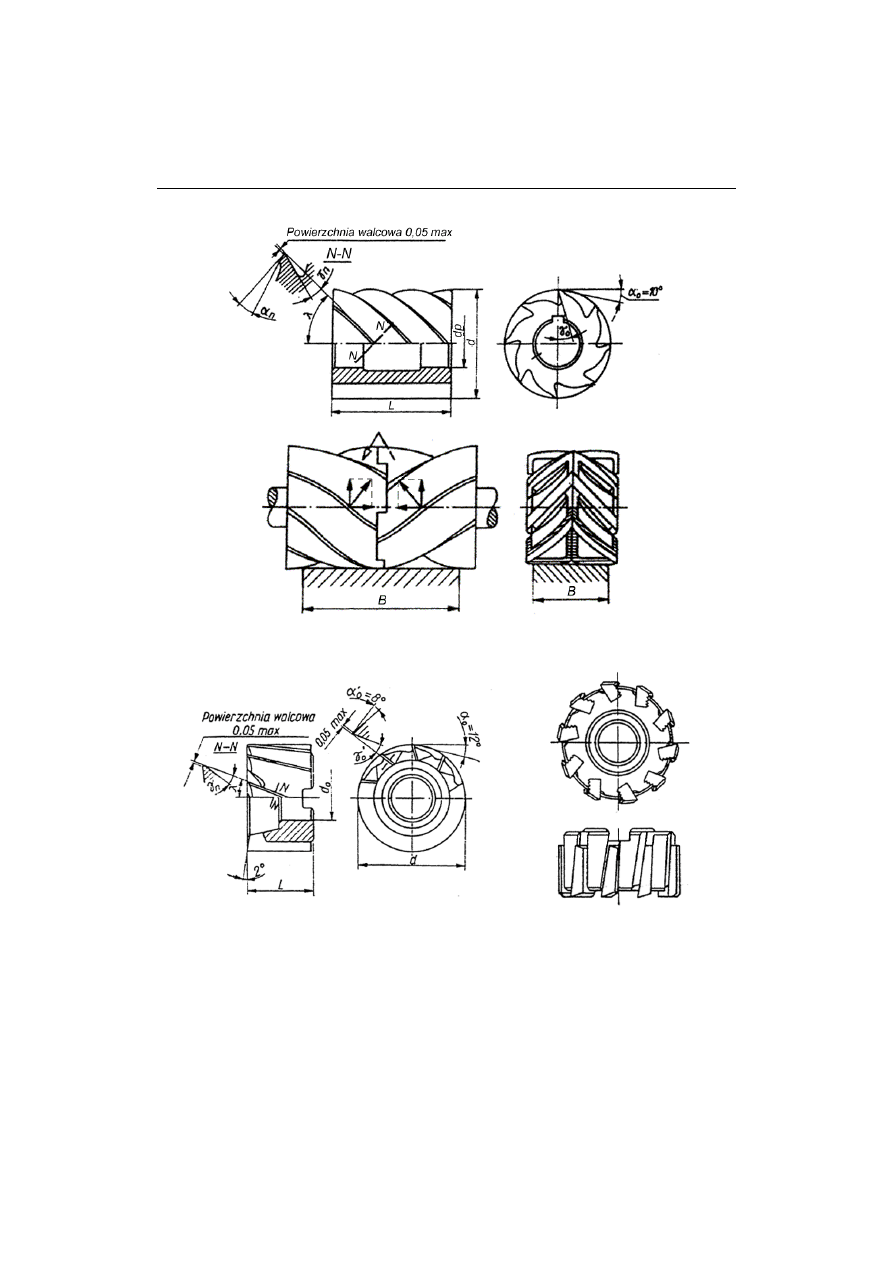
Frezy walcowe (rys.7.6) mają ostrza tylko na powierzchni walcowej. Długość
freza L dobierana jest w zależności od szerokości frezowanej płaszczyzny B.
Frezy walcowe mają ostrza śrubowe o dużym kącie pochylenia (najczęściej
45
o
), co zapewnia równomierną pracę narzędzia. Frezy walcowe do obróbki szerokich
płaszczyzn lub do dużych głębokości frezowania wykonuje się jako frezy zespołowe
(rys.7.6b), składające się z dwóch części o przeciwnej zwojności ostrzy na obu
częściach. Zaletą stosowania takich frezów jest wzajemne znoszenie się sił
poosiowych występujących na obu częściach skrawających.
Frezy walcowo-czołowe (rys.7.7) mają ostrza na powierzchni obwodowej i na
jednej z obu powierzchni czołowych. Służą one do frezowania jednostronnie
ograniczonych płaszczyzn lub do obróbki wąskich płaszczyzn swobodnych.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
54
a)
b)
c)
Rys.7.6. Frezy walcowe: a) prawozwojny, b) zespołowy, c) zespołowy ze wstawionymi ostrzami
a)
b)
Rys.7.7. Frezy walcowo-czołowe: a) prawozwojny, b) ze wstawionymi ostrzami
Ostrza na powierzchni obwodowej freza są śrubowe i mają pochylenia
=15
o
,
20
o
lub 30
o
. Normalne frezy walcowo-czołowe wykonywane są o średnicach 40
125
mm, długościach 32
56 mm i liczbie ostrzy 6
16.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
55
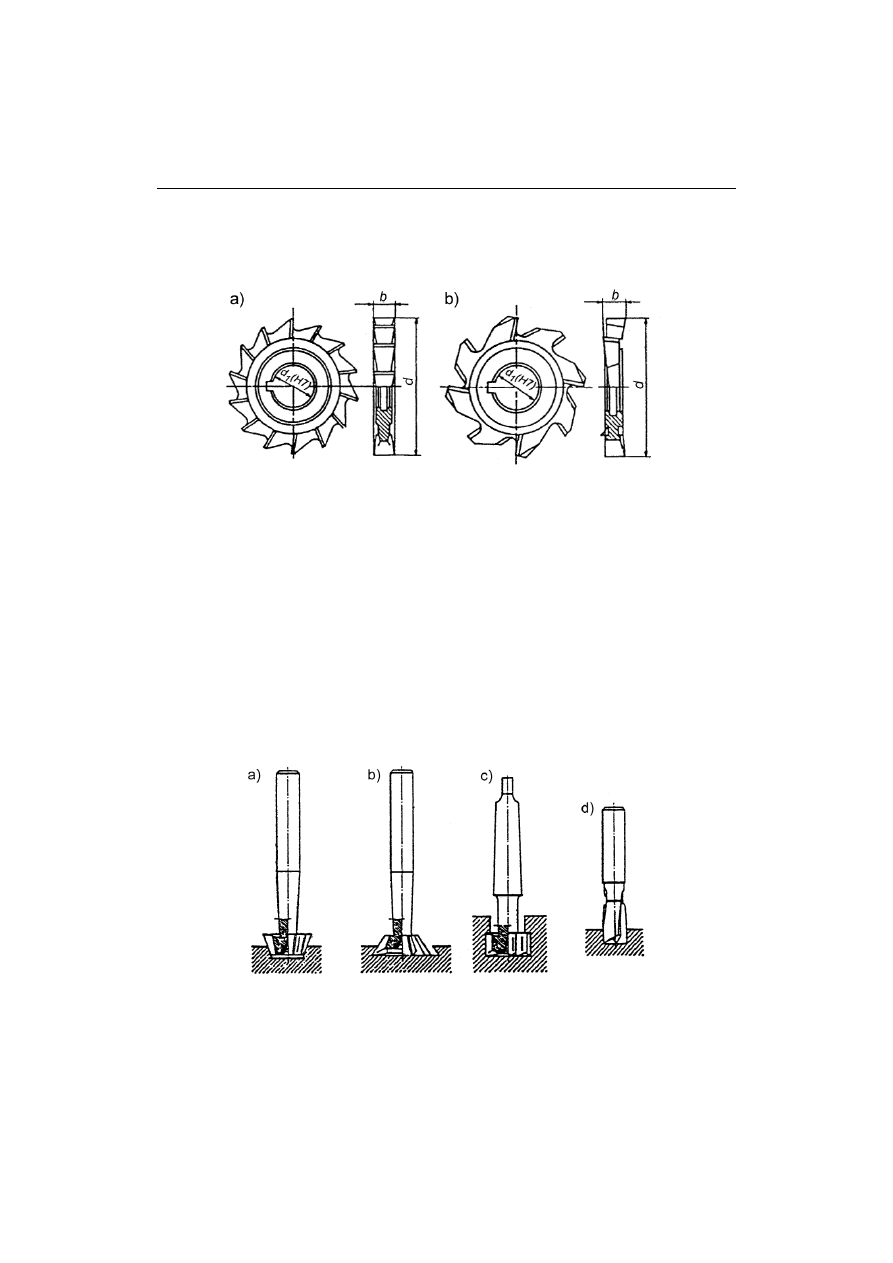
Frezy tarczowe mają ostrza skrawające rozłożone zarówno na obwodzie jak i na
ściankach bocznych. Istnieje wiele odmian frezów tarczowych, niektóre z nich
przedstawiono przykładowo na rys.7.8.
Rys.7.8. Frezy tarczowe trzystronne z ostrzami: a) prostymi, b) na przemian skośnymi
Frezy tarczowe trzystronne (rys.7.8a) mają ostrza proste na powierzchni
obwodowej oraz na obu powierzchniach czołowych. Szerokość freza dobierana jest
w zależności od szerokości frezowanego rowka. Frezy te wykonywane są o średnicach
50
125 mm i szerokościach 4
28 mm. Są stosowane do frezowania stosunkowo
płytkich rowków z małymi posuwami na ostrze freza.
Frezy tarczowe trzystronne na przemian skośne (rys.7.8b) mają ostrza na
obwodzie i obu powierzchniach czołowych. Frezy te stosowane są do frezowania
głębokich rowków, z dużymi posuwami na ostrze.
Frezy trzpieniowe przedstawiono na rysunku 7.9. Frezy kątowe o małych
średnicach (16
40 mm) są stosowane do frezowania rowków trapezowych
(rys.7.9a,b). Frezami trzpieniowymi można wykonywać również rowki teowe i rowki
prostokątne (rys.7.9c,d).
Rys.7.9. Frezy trzpieniowe: a), b) do rowków trapezowych, c) do rowków teowych,
d) do rowków prostokątnych
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
56
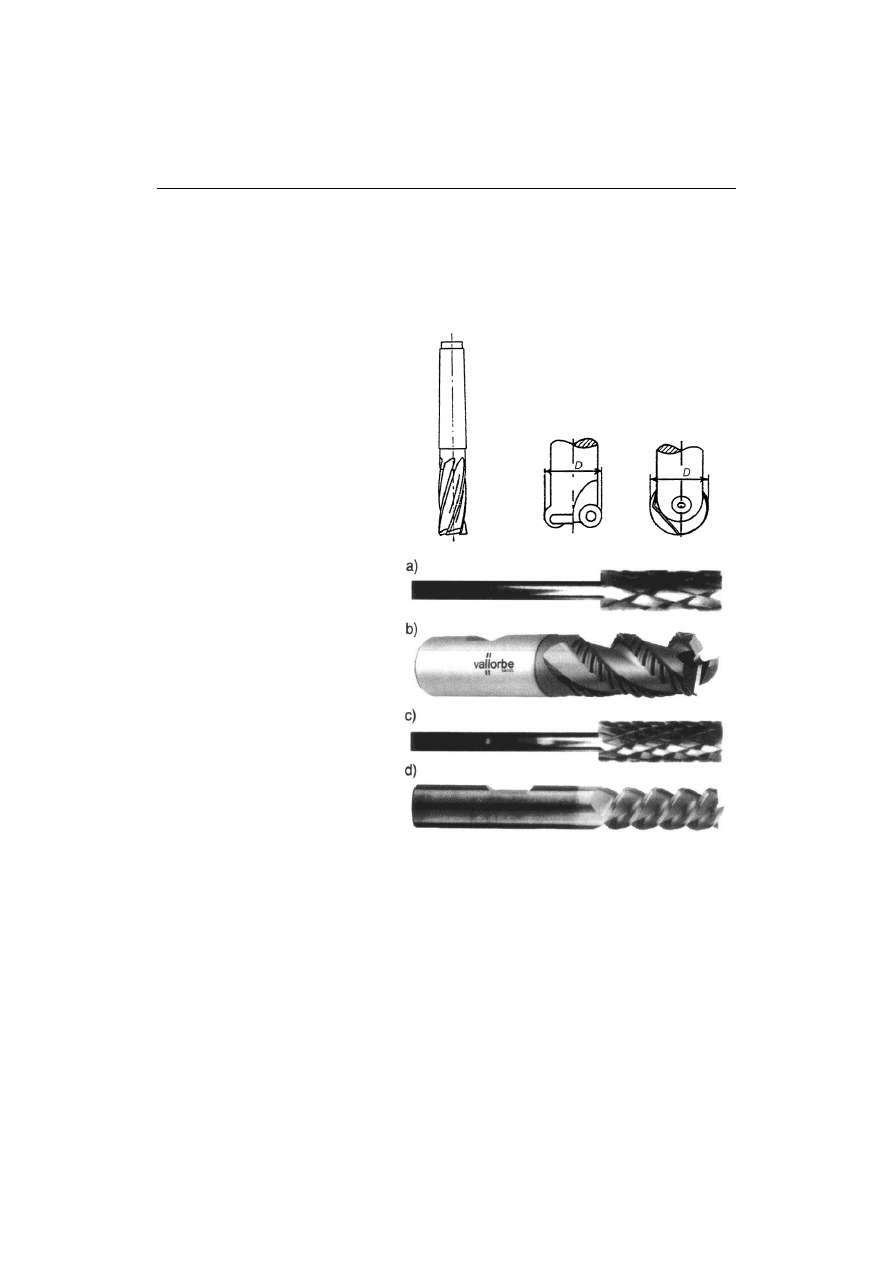
W procesie wytwarzania matryc i form najczęściej stosowane są frezy
trzpieniowe (rys.7.10).
Do frezowania z dużymi prędkościami (HSM) stosuje się frezy monolityczne
z węglików spiekanych lub z wymiennymi płytkami z azotku boru CBN. Na rysunku
7.11 pokazano frezy palcowe z węglików spiekanych.
Rys.7.10. Schematyczne przedstawienie
frezów trzpieniowych: a) frez walcowo-
czołowy, b) frez torusowy, c) frez kulisty
a)
c)
b)
Rys.7.11. Frezy palcowe z węglików
spiekanych do obróbki zgrubnej – firmy
a) RITZ, b) VALLORBE i obróbki
wykańczającej - firmy c) RITZ,
d) ROBB JACK
7.2. FREZARKI
7.2.1. Frezarki wspornikowe
Frezarki odznaczają się uniwersalnością zastosowania i, po tokarkach, są
obrabiarkami najbardziej rozpowszechnionymi. Stosowanie narzędzi wieloostrzowych
oraz wysokich parametrów skrawania czyni frezarki obrabiarkami o dużej
wydajności.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
57
Ruch główny obrotowy wykonuje wrzeciono z zamocowanym w nim frezem,
ruch posuwowy, zazwyczaj prostoliniowy, wykonuje stół frezarki z zamocowanym na
nim przedmiotem obrabianym. Napęd posuwów (wzdłużnego i poprzecznego) we
frezarkach jest najczęściej niezależny od napędu wrzeciona i realizowany jest
odrębnym silnikiem.
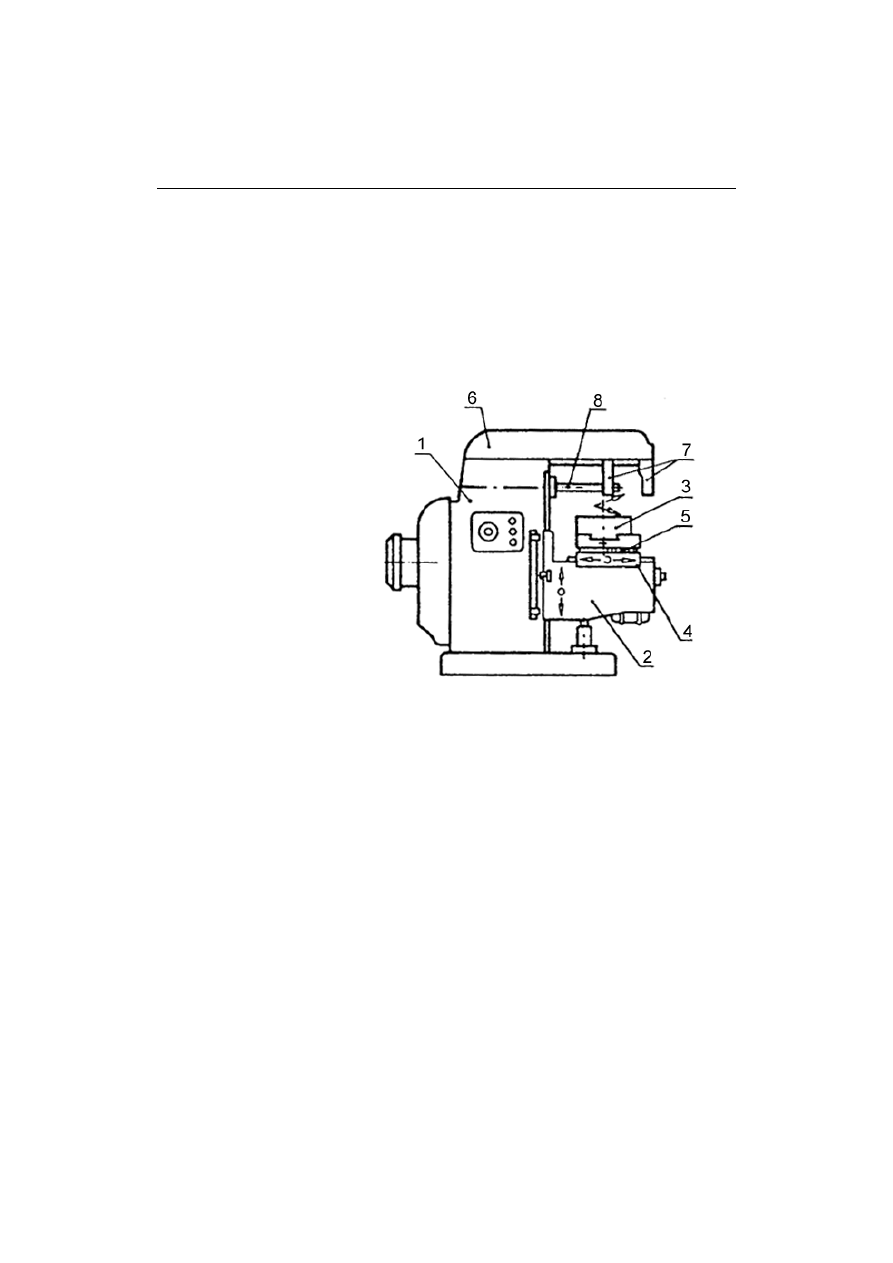
Najbardziej rozpowszechnione są frezarki wspornikowe, tzw. konsolowe [7.6].
Frezarki te mogą mieć oś wrzeciona usytuowaną poziomo lub pionowo. Frezarki
wspornikowe poziome mają wrzeciono o poziomej osi (rys.7.12).
Rys.7.12. Frezarka wspornikowa
pozioma:
1-korpus,
2-wspornik,
3-stół,
4-sanie poprzeczne,
5-obrotnica,
6-belka wspornikowa,
7-podtrzymki,
8-trzpień frezarski
Na prowadnicach korpusu 1 przesuwa się pionowo wspornik 2 zwany konsolą,
na którym umieszczony jest stół krzyżowy 3 lub krzyżowo-skrętny na saniach
poprzecznych 4. W górnej części znajduje się belka wspornikowa 6 z podtrzymkami 7
do podpierania trzpieni frezarskich 8. Frez lub zespoły frezów walcowych osadza się
na trzpieniu frezarskim, którego jeden koniec mocuje się w wrzecionie a drugi
podpiera w łożysku podtrzymki 7, złączonej przesuwnie z belką wspornika 6.
Frezarki wspornikowe pionowe mają oś wrzeciona usytuowaną pionowo lub
skrętnie wokół osi poziomej (rys.7.13). Frezarki pionowe są przeznaczone do obróbki
powierzchni płaskich za pomocą głowic frezowych oraz do frezowania rowków
o różnych kształtach. Jeżeli w napędzie w trzech kierunkach posuwów występują
sprzęgła elektromagnetyczne to frezarka może pracować w cyklu automatycznym.
W przedstawionym schemacie kinematycznym do napędu posuwów roboczych
i przyspieszonych służy oddzielny silnik E
f
. Frezarka ta ma możliwości napędu stołu
w trzech kierunkach. W układzie napędu ruchu głównego, w celu zwiększenia liczby
prędkości obrotowych wrzeciona, zastosowano odboczkę.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
58
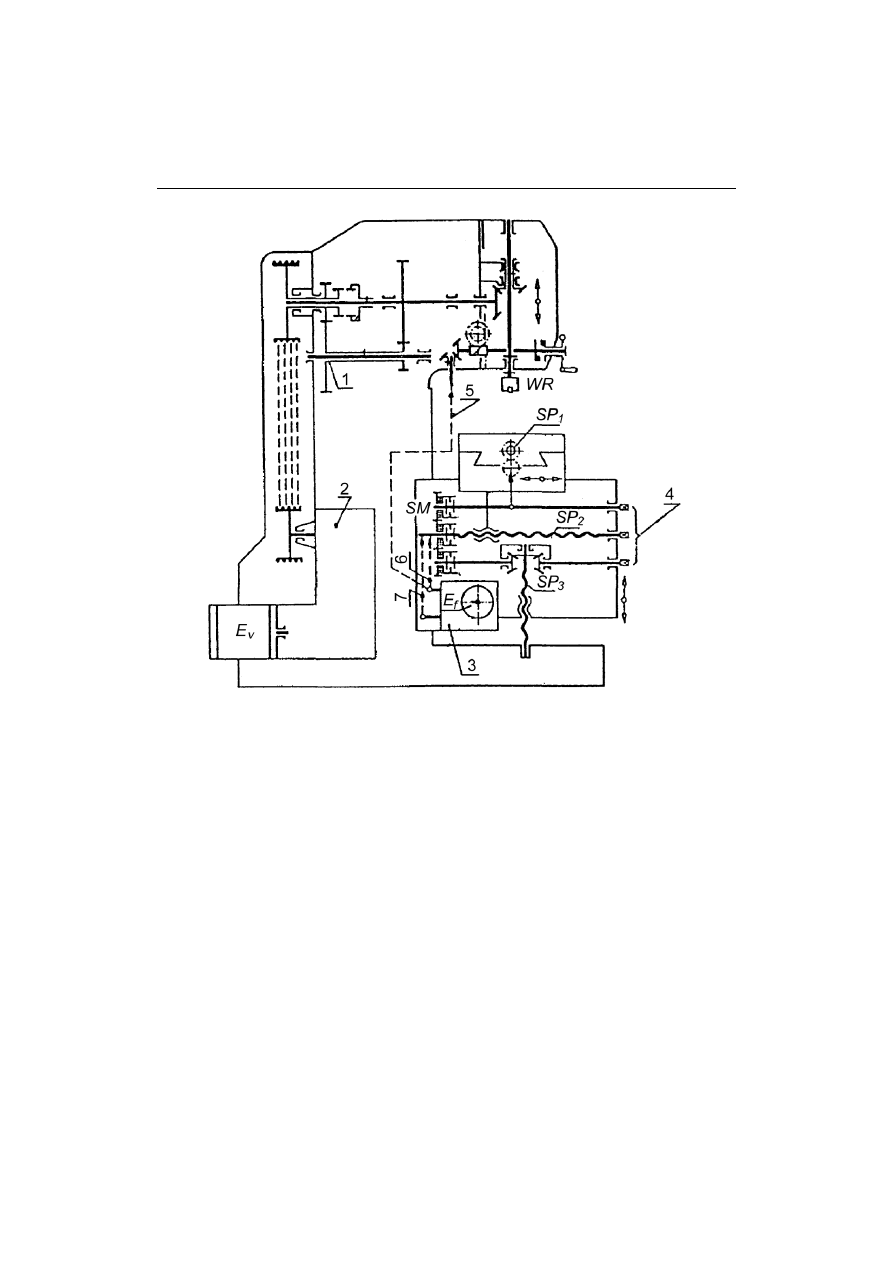
Rys.7.13. Schemat kinematyczny frezarki wspornikowej pionowej: SP1, SP2, SP3-śruby pociągowe do
przemieszczania stołu, WR-wrzeciono, SM-sprzęgło elektromechaniczne, E
v
, E
f
-silniki napędu ruchu
głównego i posuwowego; 1-odboczka, 2-skrzynka prędkości, 3-skrzynka posuwów, 4-napęd ręczny,
5-posuw główny, 6-posuwy robocze, 7-szybkie przesuwy
7.2.2. Frezarki sterowane numerycznie
Obecnie coraz częściej stosuje się w przemyśle frezarki sterowane numerycznie
CNC (Computer Numerical Control). W budowie sterowań CNC stosuje się układy
mikroprocesorowe. Układy te mogą wykonywać różne funkcje sterowania,
realizowane przez odpowiednio oprogramowane systemy.
Nowoczesną konfiguracją układów CNC stosowanych w obrabiarkach i innych
urządzeniach, jest wielomikroprocesorowa struktura mieszana, oparta na
mikroprocesorach 32 lub 64 bitowych.
Zasadniczym elementem architektonicznym układu jest centralna magistrala
systemowa. Realizuje połączenie między poszczególnymi modułami układu.
Komunikacja między modułami jest realizowana za pośrednictwem trzech grup linii
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
59
sygnałowych, które tworzą tzw. szyny. Występuje więc szyna adresowa, szyna danych
i szyna sterująca.
Podstawowym modułem systemu jest procesor centralny, posiadający własną
pamięć operacyjną, podstawowe układy wejścia/wyjścia oraz system przerwań.
Obróbka na współczesnych frezarkach sterowanych numerycznie przynosi wiele
korzyści technicznych i ekonomicznych. Możliwa jest obróbka bardzo dokładnych
powierzchni płaskich i otworów oraz dokładnych powierzchni krzywoliniowych.
Proces przebiega z określonym następstwem zabiegów, według z góry ustalonego
programu.
W zależności od zastosowań technologicznych sterowanie numeryczne
obrabiarek dzieli się na:
punktowe,
odcinkowe,
kształtowe.
Nowoczesne obrabiarki CNC pracują wyłącznie na zasadzie elektronicznej. Na
ogół obrabiarki sterowane numerycznie muszą być sztywniejsze niż porównywalne
obrabiarki konwencjonalne. Z uwagi na dużą kapitałochłonność, obrabiarki CNC
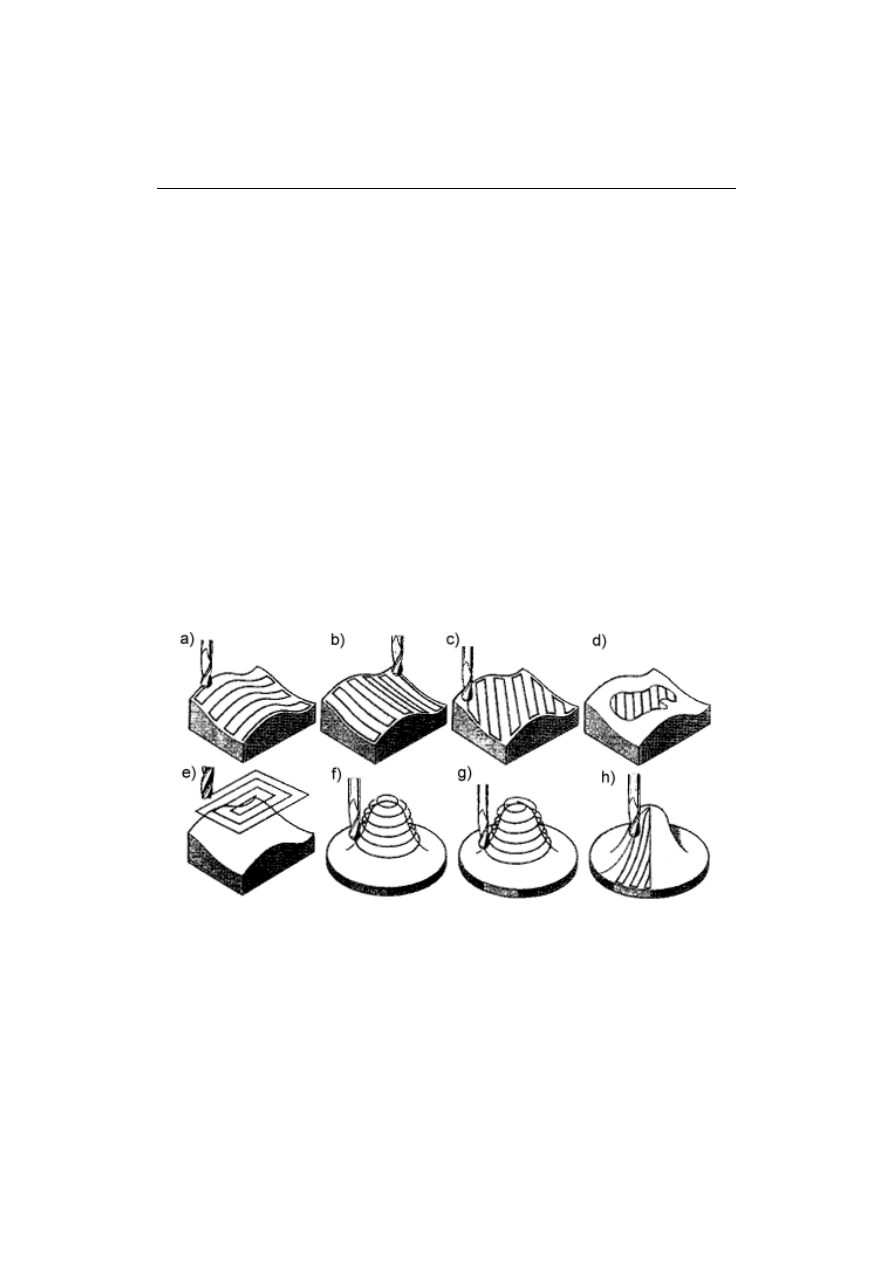
powinny być wykorzystywane w pracy wielozmianowej. Jeden ze systemów CAM
stosowanych w CNC umożliwia szeroki zakres strategii programowania toru
narzędzia w kilku osiach. Na rysunku 7.14 pokazano przykładowe strategie
frezowania powierzchni oparte na wierszowaniu.
Rys.7.14. Przykładowe strategie frezowania oparte na wierszowaniu: a) w osi X, b) w osi Y,
c) pod dowolnym kątem, d) wewnętrznym pod dowolnym kątem, e) tarasowym, f) kołowym,
g) spiralnym, h) promieniowym [7.5]
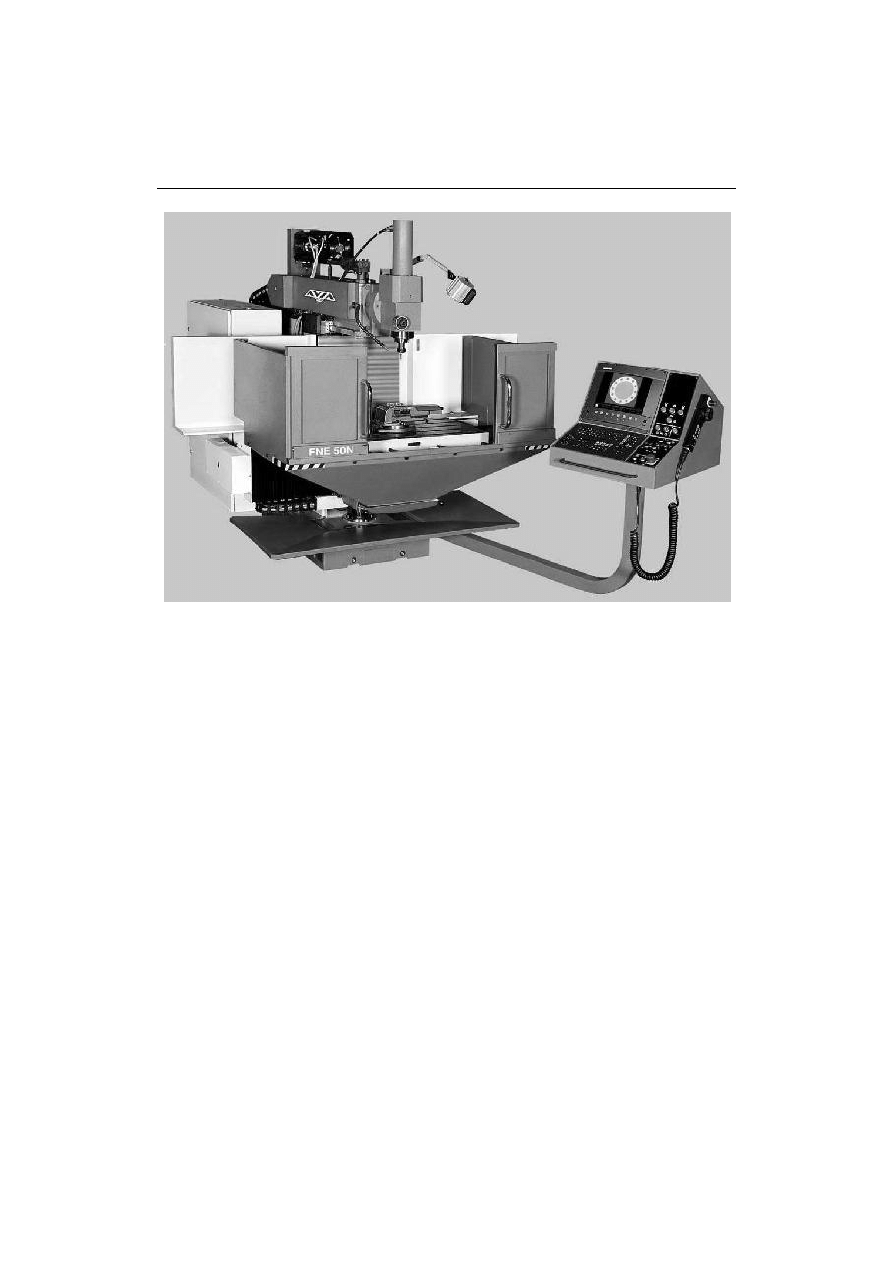
Na rysunku 7.15 pokazano widok frezarki sterowanej numerycznie FNE50
firmy AVIA.
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
60
Rys.7.15. Frezarka sterowana numerycznie FNE50
7.3. MOCOWANIE NARZĘDZI I MATERIAŁU OBRABIANEGO
7.3.1. Mocowanie frezów
Mocowanie frezów zależy od ich konstrukcji. Do tego celu stosuje się różne
trzpienie i oprawki. Stożki w gnieździe wrzeciona frezarki (o zbieżności 7:24) służą
do środkowania trzpienia, który jest mocowany śrubą przechodzącą przez wrzeciono.
Moment obrotowy na trzpień jest przenoszony przez kamienie zabierakowe
umieszczone na powierzchni czołowej końcówki wrzeciona. Są to tzw.
konwencjonalne złącza SK. Do zalet tych złącz można zaliczyć:
proste wykonanie,
symetryczną konstrukcję,
zdolność samocentrowania.
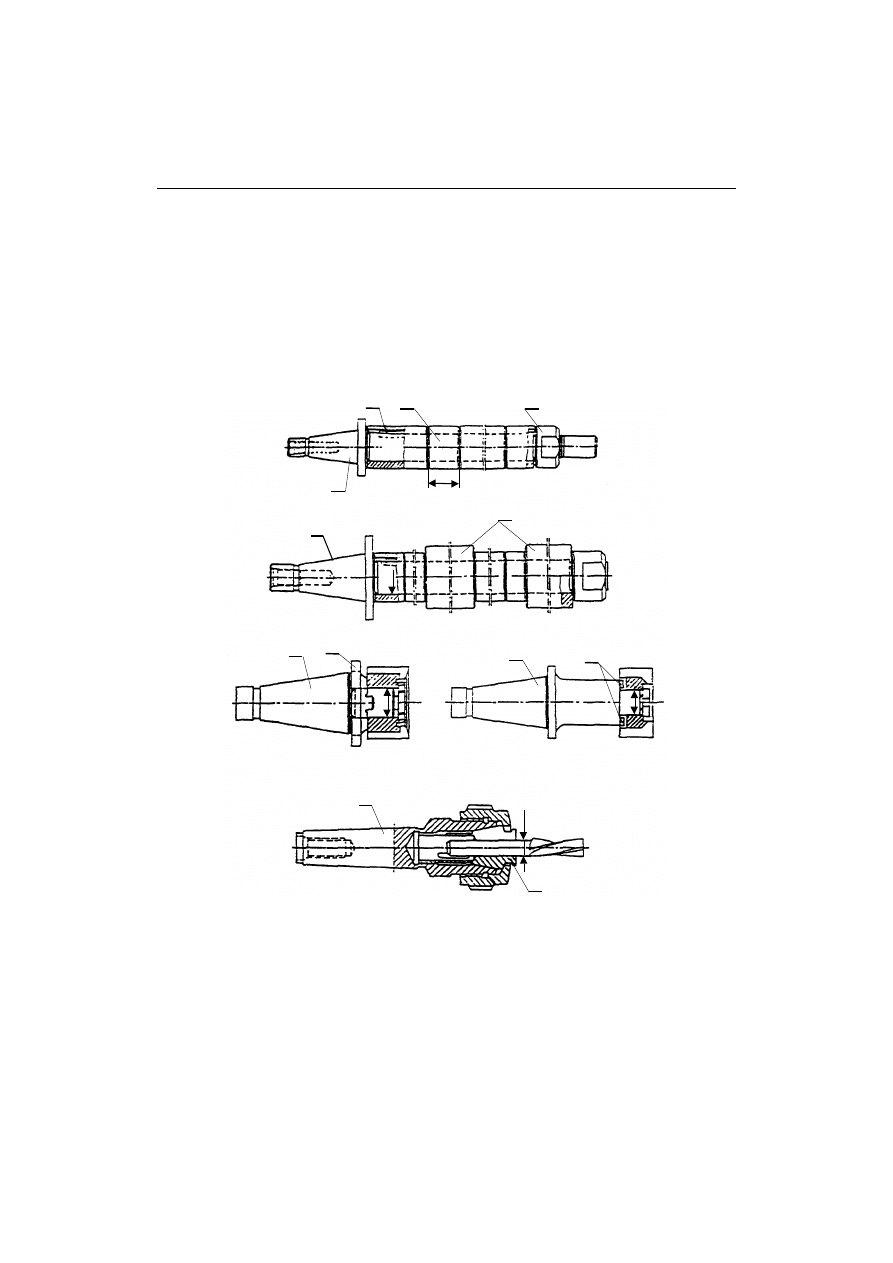
Frezy walcowe i inne frezy nasadzane, z wzdłużnym rowkiem wpustowym
w otworze, są mocowane na trzpieniach (rys.7.16).
Rozróżnia się trzpienie z końcowym podparciem (rys.7.16a), mające na końcu
czop 4 do podparcia trzpienia w podtrzymce stałej frezarki, oraz trzpienie
z podparciem tylko na tulejkach prowadzących 5 (rys.7.16b). Trzpienie drugiej
odmiany nie mają na końcu czopa. Podparcie ich odbywa się na tulejkach
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
61
prowadzących w najbardziej dogodnych miejscach, na podtrzymce stałej i ruchomej.
Zmniejsza się w ten sposób ugięcie trzpienia. Do mocowania frezów walcowo-
czołowych służą trzpienie frezarskie zabierakowe. Rozróżnia się trzpienie zwykłe
(rys.7.16c) i wydłużone (rys.7.16d). W trzpieniach zwykłych moment obrotowy
przenoszony jest z wrzeciona frezarki na frez za pośrednictwem zabieraka (6),
natomiast w trzpieniach wydłużonych za pośrednictwem wkładek zabierakowych (7).
Frezy trzpieniowe z chwytem walcowym mocowane są w oprawkach zaciskowych
(rys.7.16e). Oprawki te mają chwyt stożkowy o zbieżności 7:24.
a)
1
b
2
3
4
b)
d
5
c)
d
1
6
d)
d
1
7
e)
8
d
1
1
Rys.7.16. Trzpienie frezarskie i oprawka zaciskowa: a,b) trzpienie długie; c,d) trzpienie zabierakowe, e)
oprawka zaciskowa; 1-chwyt stożkowy o zbieżności 7:24, 2-wpust, 3-tulejki dystansowe,
4-nakrętka, 5-tulejki prowadzące, 6-zabierak, 7-wkładki zabierakowe, 8-tulejka zaciskowa
W przypadku frezowania z dużymi prędkościami (HSM), stosowane dotychczas
złącza SK nie zapewniają zadowalających rezultatów mocowania. Wynika to stąd, że
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
62
dla dużej prędkości obrotowej wrzeciona dochodzi do większego oddziaływania siły
odśrodkowej na stożkowe gniazdo wrzeciona niż na stożek narzędzia (adaptera). To
powoduje, że gniazdo stożkowe rozszerza się w większym stopniu niż stożek
narzędzia i narzędzie pod działaniem mocującej siły wciągającej może zostać osiowo
przestawione. Aby zapobiec tym niedogodnościom, jak i zwiększyć wybór złącz,
skonstruowano nowe złącza HSK (rys.7.17). Znajduje ono coraz szersze zastosowanie
w obecnie produkowanych obrabiarkach. Złącza te charakteryzują się lekko
stożkowym konturem zewnętrznym (stożek 1:10) i wewnętrznym wydrążonym
otworem.
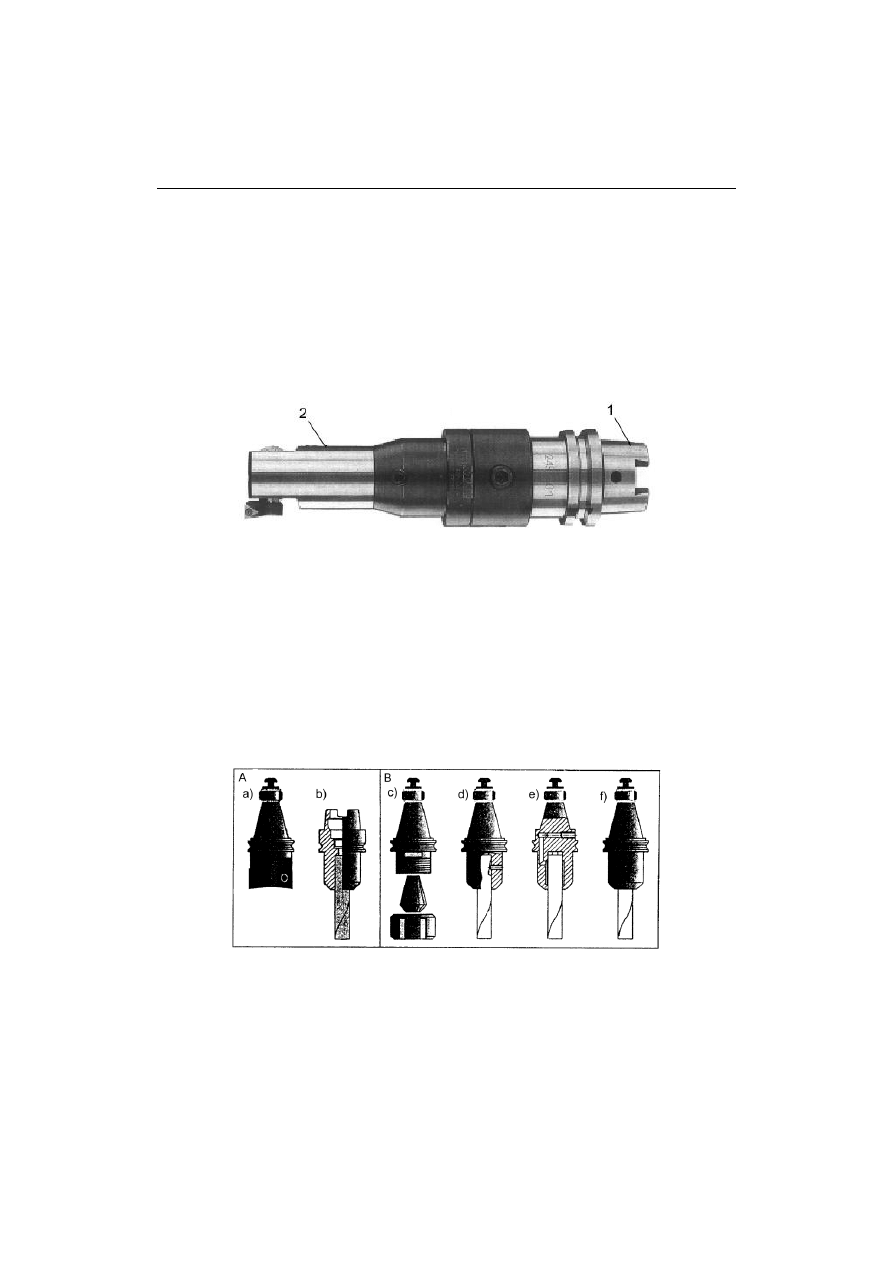
Rys.7.17. Mocowanie narzędzia za pomocą złącza HSK: 1-złącze HSK, 2-narzędzie skrawające
Konstrukcja złącza HSK zapewnia idealne połączenie narzędzia z wrzecionem
przy mocowaniu automatycznym, a także przy mocowaniu ręcznym. Zalety takiego
mocowania są następujące:
wysoka sztywność statyczna i dynamiczna,
pewność zamocowania dla dużych prędkości obrotowych wrzecion,
zdolność przenoszenia dużych momentów,
bardzo duża dokładność i powtarzalność pozycjonowania,
krótki czas wymiany narzędzia.
Rys.7.18. Złącza systemów narzędzi zespolonych; A-złącza wrzeciono-adapter: a) stożek
niesamohamowny (o dużej zbieżności), b) krótki stożek z wydrążonym chwytem (HSK); B-złącza
adapter-narzędzie obróbkowe: c) chwyt w tulei zaciskowej, d) zamocowanie Weldona, e) hydrauliczny
uchwyt zaciskowy, f) uchwyt skurczowy o zacisku równomiernym
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
63
7.3.2. Mocowanie przedmiotów obrabianych
Sposób zamocowania przedmiotu obrabianego na frezarce zależy od kształtu
i wymiarów przedmiotu, wielkości produkcji (jednostkowa, seryjna) oraz rodzaju
wykonywanej operacji. Duże przedmioty, jak odlewy i odkuwki o prostych kształtach,
w produkcji małoseryjnej mocuje się bezpośrednio do stołu frezarki za pomocą
docisków (rys.7.19).
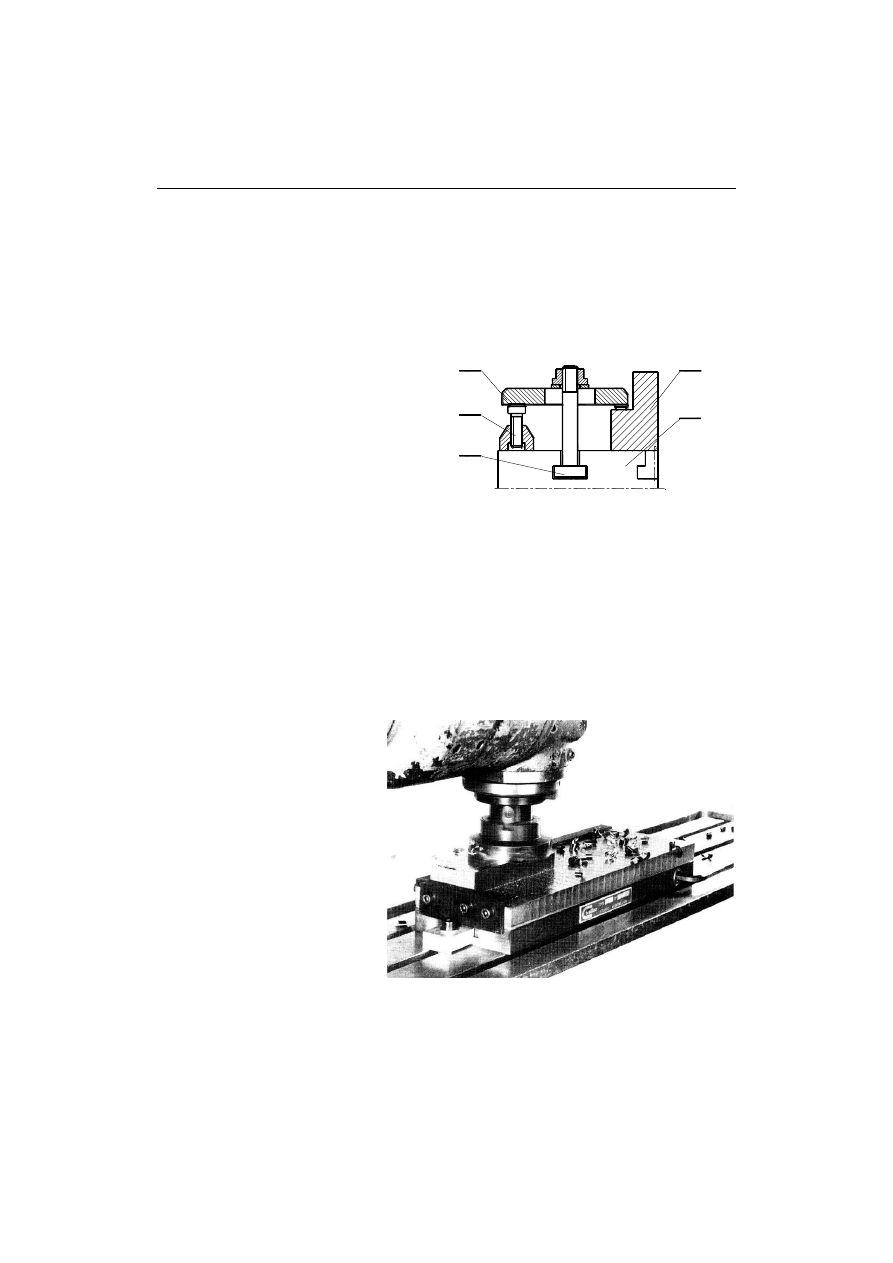
Rys.7.19. Zamocowanie przedmiotu do stołu
frezarki: 1 - przedmiot obrabiany, 2 - stół
frezarki,3 - śruba mocująca, 4 - docisk,
5 - śruba regulacyjna
4
5
3
1
2
Przedmioty małych rozmiarów mocuje się zwykle w imadle maszynowym,
przymocowanym do stołu frezarki. Imadła maszynowe mogą być: stałe, obrotowe
i pochylne. W pozostałych przypadkach przedmioty mogą być mocowane:
na stołach dwupozycyjnych, mających dwa uchwyty doprowadzone kolejno
wraz z przedmiotem obrabianym w strefę skrawania,
w uchwytach frezarskich specjalnych wieloprzedmiotowych,
w kłach podzielnicy i podstawki ustawionej na stole frezarki,
w uchwycie samocentrującym, osadzonym na wrzecionie podzielnicy.
Na rysunku 7.20 przedstawiono mocowanie płyty w uchwycie magnetycznym.
Rys.7.20. Frezowanie płyty
w uchwycie magnetycznym
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
64
7.4. CHROPOWATOŚĆ POWIERZCHNI FREZOWANYCH
Chropowatość przedmiotu obrabianego frezowaniem zależy od:
posuwu na ostrze,
prędkości skrawania,
właściwości obrabianego materiału,
odmiany frezowania,
dokładności położenia poszczególnych ostrzy freza względem części
chwytowej,
bicia promieniowego i osiowego wrzeciona obrabiarki,
zakłóceń procesu np. drgania obrabiarki itp.
7.4.1. Teoretyczna chropowatość powierzchni po frezowaniu walcowym
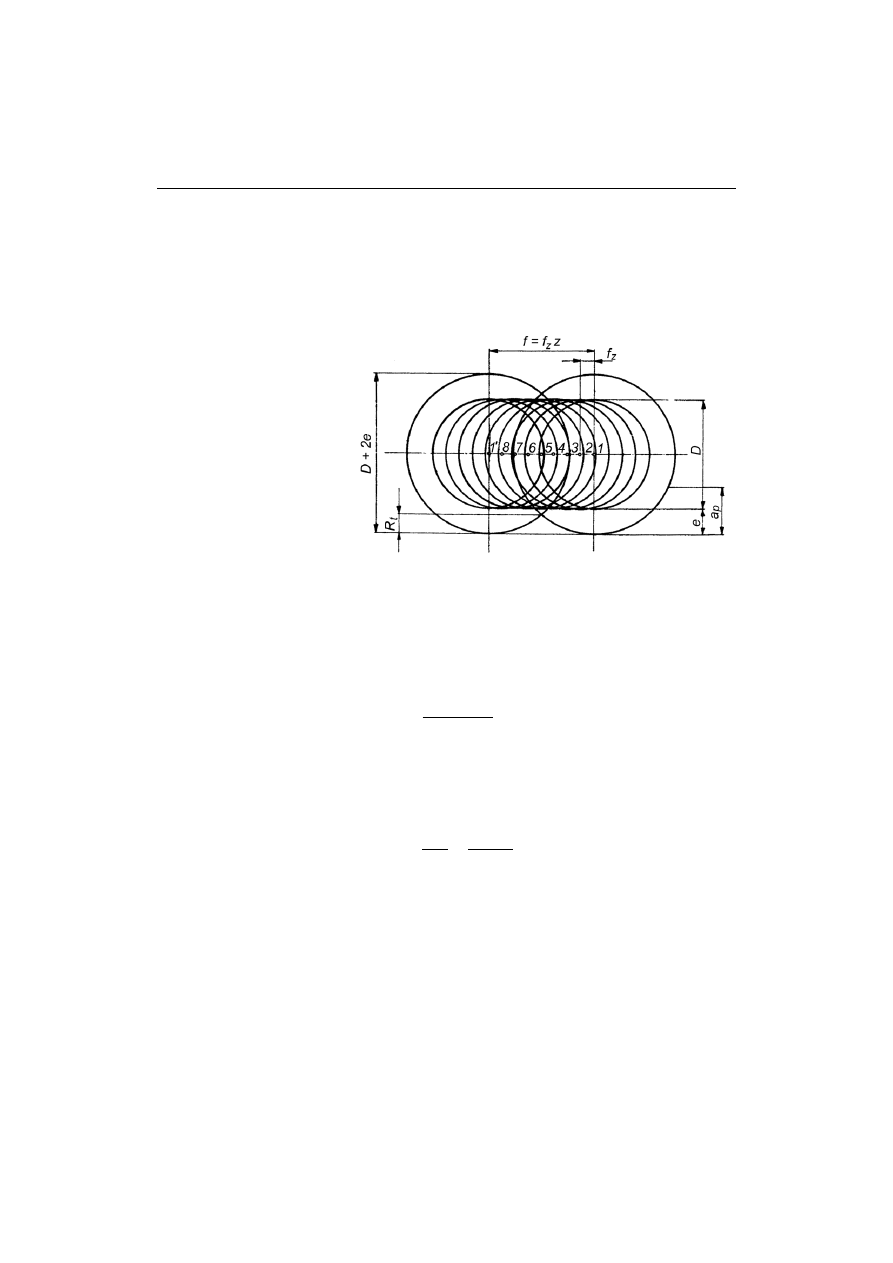
Teoretyczna wysokość chropowatości podczas frezowania walcowego zależy
od posuwu na ostrze. Jeżeli przedstawić dwa położenia freza O
1
i O
2
, odpowiadające
przesunięciu o wartość posuwu na ostrze, to teoretyczną wysokość chropowatości
można obliczyć na podstawie prostych geometrycznych zależności wynikających
z rysunku 7.21.
Rys.7.21. Rysunek pomocniczy do wyznaczenia teoretycznej
wysokości chropowatości podczas frezowania walcowego
frezem, którego krawędzie ostrzy są równoległe do osi obrotu
2
2
5
,
0
z
t
f
D
D
CB
AC
R
(7.4)
gdzie: R
t
- teoretyczna wysokość chropowatości, D - średnica freza, f
z
- posuw na
ostrze.
Wykonując przekształcenia wzoru (7.4), otrzymujemy zależność na teoretyczną
chropowatość powierzchni obrobionej frezowaniem walcowym
D
f
R
z
t
4
2
(7.5)
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
65
Zależności (7.4) i (7.5) nie uwzględniają promieniowego bicia ostrzy freza,
które praktycznie zawsze występuje i spowodowane jest niedokładnością wykonania
narzędzia, błędami zamocowania freza, ugięciami trzpienia frezarskiego itp. Jeżeli
jedno z ostrzy freza jest wysunięte w kierunku promieniowym w stosunku do
pozostałych to występuje tzw. bicie promieniowe e (rys.7.22).
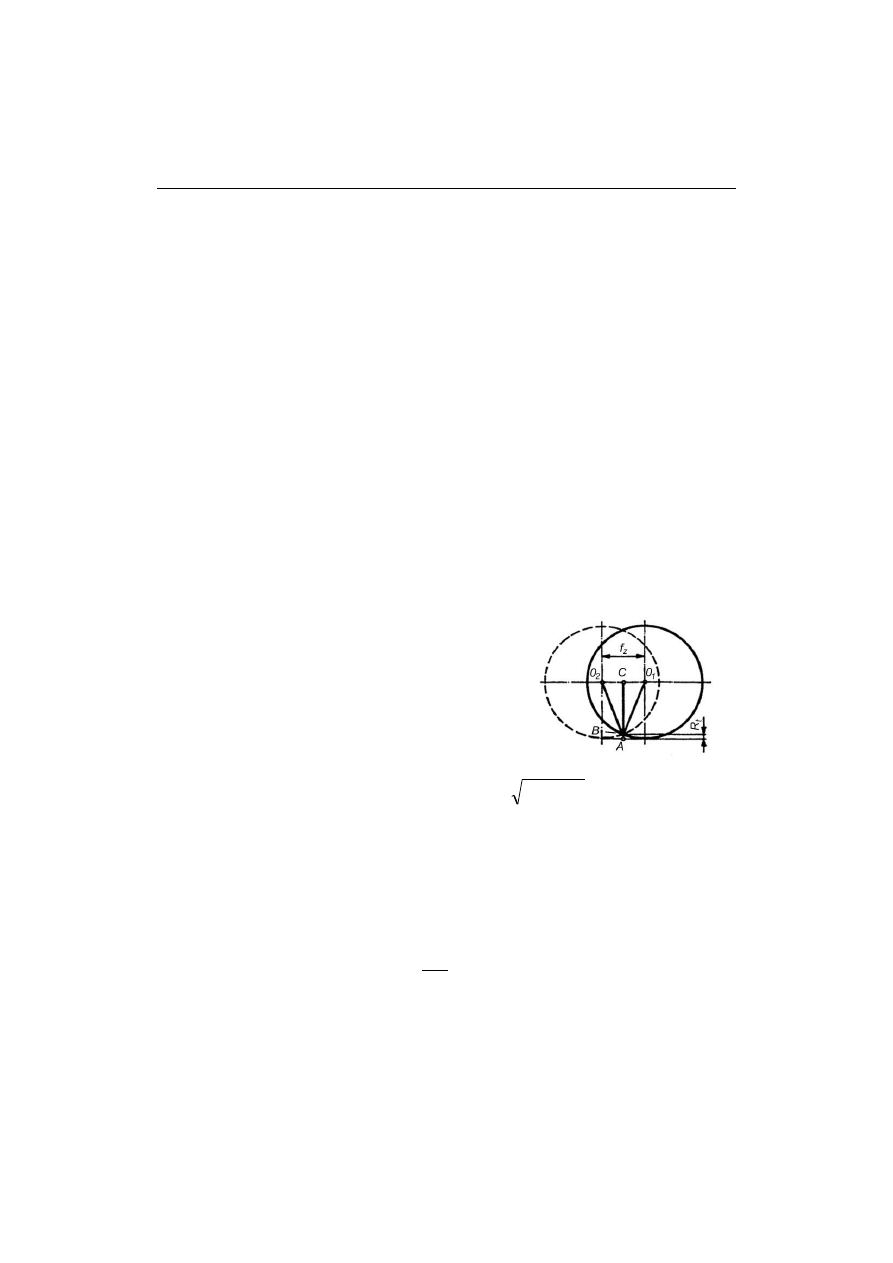
Rys.7.22. Rysunek pomocniczy
do wyznaczenia teoretycznej
wysokości chropowatości
podczas frezowania walcowego
W przedstawionych warunkach teoretyczna wysokość chropowatości
powierzchni będzie wyznaczana przecięciem się dwóch okręgów kół (zakreślonych
najbardziej wysuniętym ostrzem) o średnicy (D+2e) przesuniętych o wartość posuwu
na jeden obrót freza. Z rozważań tych otrzymujemy zależność na teoretycznie
obliczoną wartość nierówności R
t
e
D
f
R
t
2
4
2
(7.6)
Wartość 2e jest znacznie mniejsza od średnicy freza (rys.7.22) więc możemy ją
pominąć, otrzymujemy wtedy
e
D
z
f
D
f
R
z
t
4
4
2
2
(7.7)
Rzeczywiste wartości wysokości nierówności powierzchni R
rz
są większe od
wartości teoretycznych wyznaczonych ze wzoru (7.7). Różnica między nimi jest tym
mniejsza, im większa jest wartość posuwu na jeden obrót freza. W przypadku
posuwów większych od około 2 mm/obr można przyjąć że
t
rz
R
R
4
,
1
(7.8)
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
66
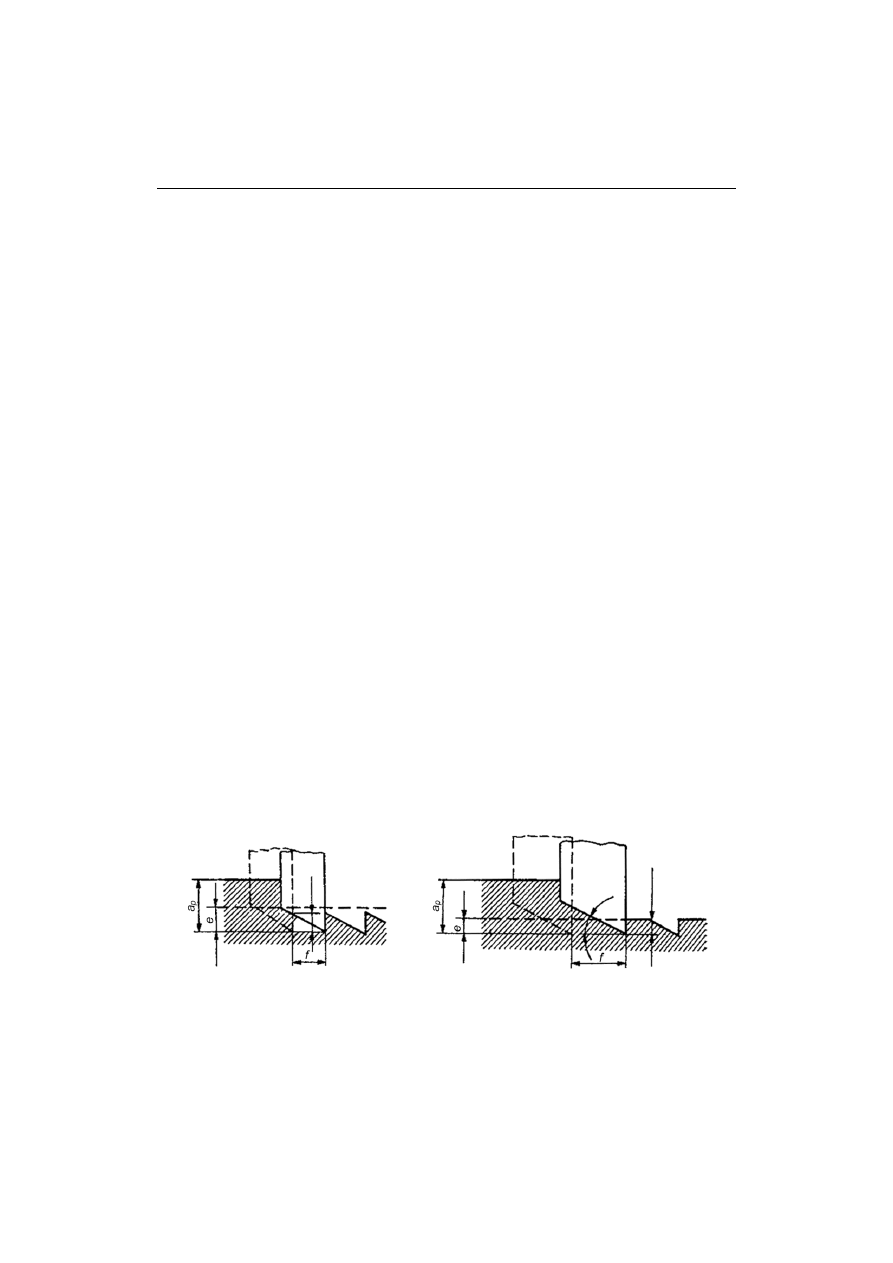
7.4.2. Teoretyczna chropowatość powierzchni po frezowaniu czołowym
Teoretyczna wysokość chropowatości powierzchni po frezowaniu czołowym
zależy od geometrii ostrza, posuwu oraz od czołowego bicia ostrzy freza. Rozrzut
położeń ostrzy freza spowodowany jest błędami ostrzenia lub błędami mocowania
płytek wieloostrzowych oraz zależy od nieprawidłowego ustawienia narzędzia
w stosunku do obrabianej powierzchni [7.2].
W zależności od wartości bicia ostrzy freza i zadanego posuwu można
wyróżnić dwa przypadki kształtowania powierzchni. Dla uproszczenia przedstawione
one będą dla czołowego frezowania ostrzami o kącie przystawienia
r
= 90
o
.
Pierwszy przypadek, gdy wartość czołowego (osiowego) bicia ostrzy e spełnia
nierówność (rys.7.23a)
'
tg
r
f
e
(7.9)
to teoretyczna wysokość chropowatości wynosi
'
tg
r
t
f
R
(7.10)
gdzie: f - posuw na jeden obrót freza,
r
- pomocniczy kąt przystawienia.
Drugi przypadek, gdy bicie czołowe freza spełnia nierówność
'
tg
r
f
e
(7.11)
to wówczas teoretyczna wysokość chropowatości odpowiada wartości bicia e (rys.7.23b),
tj.
e
R
t
(7.12)
e<ftg
’
r
e>ftg
’
r
’
r
R
t
R
t
=
e
a)
b)
Rys.7.23. Rysunek pomocniczy do wyznaczenia teoretycznej chropowatości powierzchni podczas
frezowania czołowego w warunkach gdy jedno z ostrzy jest przesunięte w kierunku osiowym
Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
67
w stosunku do pozostałych: a) przy małych posuwach, b) przy dużych posuwach
Z badań wynika, że rzeczywista wysokość chropowatości R
rz
uzyskiwana
podczas frezowania czołowego jest większa niż teoretyczna wartość wyznaczona na
podstawie zależności (7.12). W przybliżeniu można przyjąć, że praktyczna
chropowatość powierzchni wynosi
t
rz
R
R
7
,
1
(7.13)
Po frezowaniu wykańczającym uzyskuje się powierzchnie, których średnia
wysokość nierówności Ra zawiera się w przedziale 5
1,25
m.
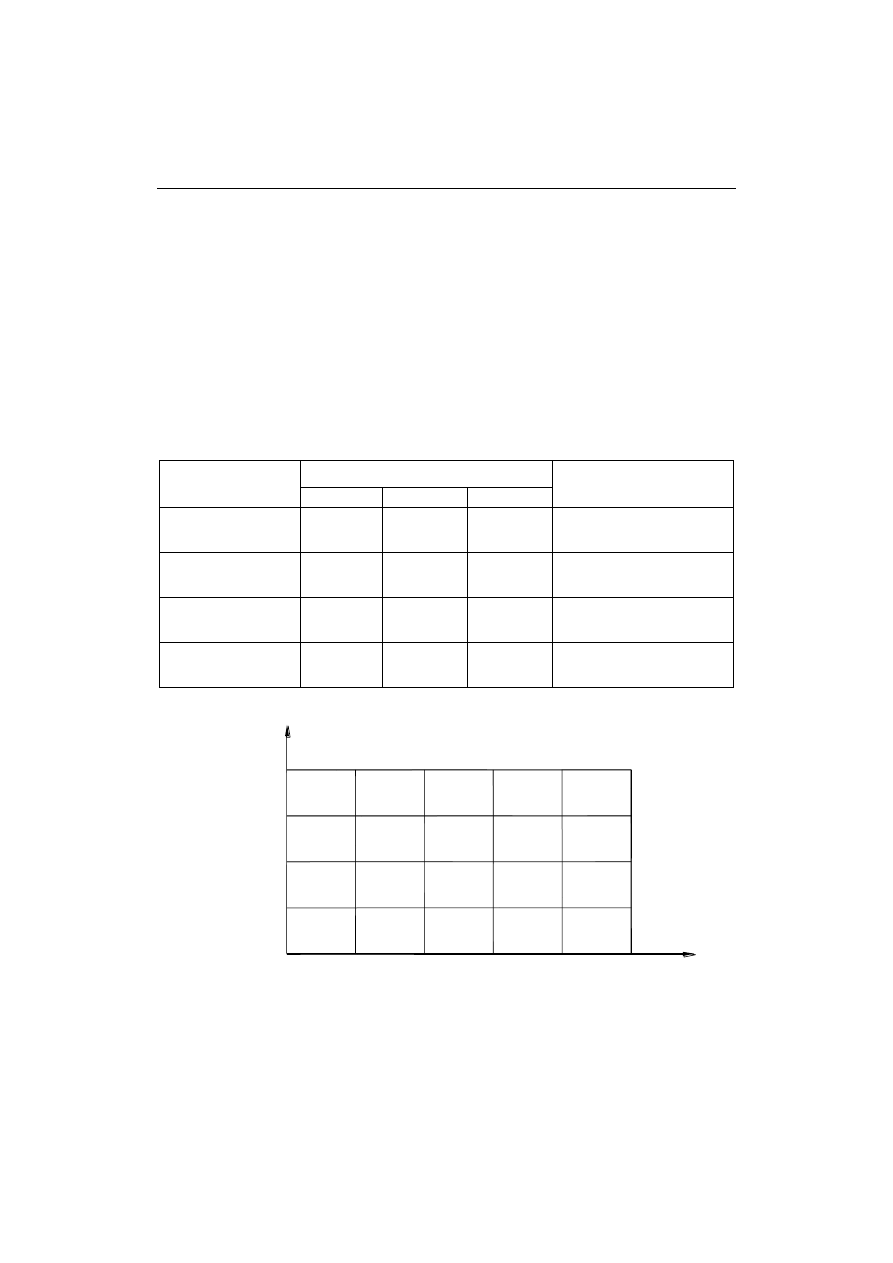
Tabela wyników pomiarów
Parametry zmienne
Parametry stałe
Chropowatość
powierzchni Ra [
m]
a
p
[mm]
v
c
[m/min]
materiał
f
z1
[mm/ostrze]
f
z2
[mm/ostrze]
f
z3
[mm/ostrze]
f
z4
[mm/ostrze]
Rys.7.24. Wpływ posuwu na chropowatość powierzchni
f
z
[mm/ostrze]
Ra
[µm]

Ć
Ć
W
W
I
I
C
C
Z
Z
E
E
N
N
I
I
E
E
3
3
:
:
M
M
O
O
Ż
Ż
L
L
I
I
W
W
O
O
Ś
Ś
C
C
I
I
K
K
S
S
Z
Z
T
T
A
A
Ł
Ł
T
T
O
O
W
W
A
A
N
N
I
I
A
A
P
P
O
O
W
W
I
I
E
E
R
R
Z
Z
C
C
H
H
N
N
I
I
F
F
R
R
E
E
Z
Z
O
O
W
W
A
A
N
N
I
I
E
E
M
M
68
7.5. PRZEBIEG ĆWICZENIA
1. Prezentacja komputerowa procesu frezowania oraz narzędzi i obrabiarek.
2. Zaprezentowanie przedmiotów obrabianych metodą frezowania.
3. Przygotowanie frezarki do pracy:
a) zamocowanie przedmiotu obrabianego,
b) zamocowanie głowicy frezowej we wrzecionie frezarki,
c) dobór parametrów do frezowania powierzchni płaskiej,
d) przeprowadzenie próby frezowania powierzchni płaskiej dla różnych prędkości
posuwu na ostrze f
z
.
4. Wyznaczenie zależności Ra=f(f
z
) po frezowaniu czołowym niepełnym
symetrycznym:
a) pomiar chropowatości obrobionej powierzchni (tabela wyników pomiarów),
b) wykonanie wykresu Ra=f(f
z
) (rys.7.24).
5. Frezowanie przeciwbieżne i współbieżne:
a) zamocowanie freza trzpieniowego,
b) przeprowadzenie próby frezowania przeciwbieżnego, a następnie
współbieżnego na bocznej powierzchni próbki.
6. Frezowanie rowka prostokątnego i rowków kształtowych:
a) wykonanie rowka prostokątnego,
b) wykonanie rowka teowego,
c) wykonanie rowka trapezowego,
d) wykonanie rowka kątowego.
7. Omówienie rezultatów prób.
8. Kartkówka.
7.6. LITERATURA UZUPEŁNIAJĄCA
[7.1]
KOCH J.: Systemy wytwarzania. Wydawnictwo Politechniki Wrocławskiej, Wrocław 1977.
[7.2]
DMOCHOWSKI J., UZAROWICZ A.: Obróbka skrawaniem i obrabiarki. PWN, Warszawa
1980.
[7.3]
PRACA ZBIOROWA: Poradnik inżyniera, Obróbka skrawaniem. Tom 1. WNT, Warszawa
1991.
[7.4]
PRITSCHOW G.: Technika sterowania obrabiarkami i robotami przemysłowymi. Oficyna
Wydawnicza Politechniki Wrocławskiej, Wrocław 1995.
[7.5]
OCZOŚ K.: Obróbka z dużymi prędkościami. Mechanik, nr 3, 1998.
[7.6]
FILIPOWSKI R., MARCINIAK M.: Technika obróbki mechanicznej i erozyjnej. Oficyna
Wydawnicza Politechniki Warszawskiej, Warszawa 2000.
Wyszukiwarka
Podobne podstrony:
gwintowanie skrypt 2008
drążenie elektroerozyjne skrypt 2008
obróbka ścierna skrypt 2008
Protologia skrypt 2008, Teologia dogmatyczna(1)
teologia dogmatyczna - charytologia - skrypt(2008), teologia
edukacja osób z niepełnosprawnością, Edukacja religijna niepeł. intelekt. Skrypt 2008, ¬
gwintowanie skrypt 2008
Skrypt 2008
Jabłońska Bonca J Wstęp do prawoznawstwa Skrypt [2008]
18 2008 01 17 15 01 46 Klasyczne zdania kategoryczne, skrypty
ppm skrypt, Prawo, prawo administracyjne, sesja letnia 2008 psa ppm
Skrypt- Religie a Polityka cz.I 2008(2), religia a polityka
Finanse publiczne i prawo finansowe - skrypt H. Dzwonkowski 2008-2009, Prawo finansowe(11)
więcej podobnych podstron