Ćwiczenie nr 5
OCENA STOPNIA ZUŻYCIA CZĘŚCI MASZYN
1. Cel ćwiczenia
Poznanie zasad oceny statystycznego obrazu i stopnia zużycia części maszyny
rolniczej.
2. Wprowadzenie
Intensywność zużywania elementów jest funkcją różnego rodzaju oddziaływania oraz
odporności ich obszarów tarcia warstw wierzchnich.
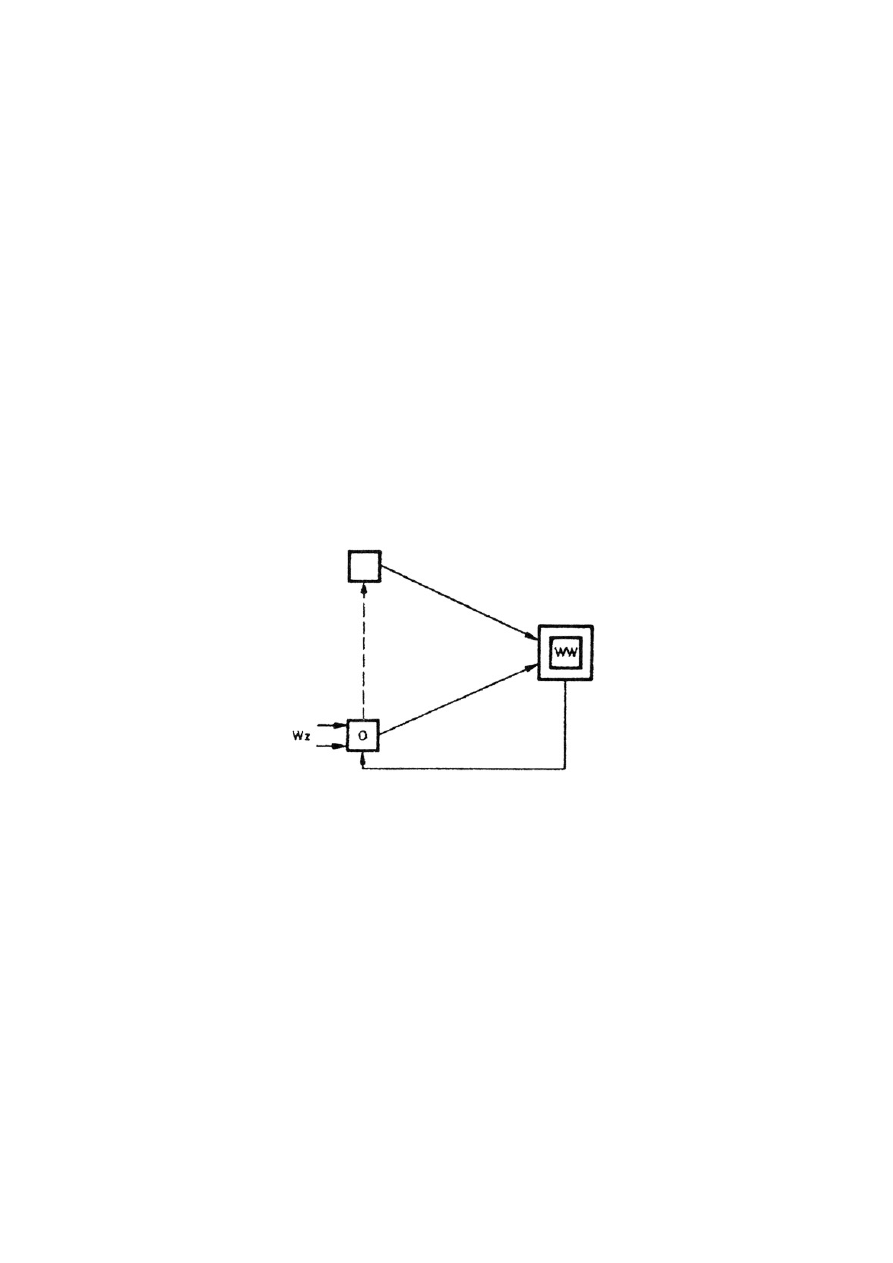
Rozpatrując element maszyny rolniczej, jako układ względnie odosobniony, można go
przedstawić w postaci modelu pokazanego na rysunku 5.1. W modelu tym przyjęto, że
zasadnicze oddziaływania występują na trajektorii: O – WW – R – WW – O gdzie:
R – oznacza rdzeń,
WW – warstwę wierzchnią,
O – otoczenie,
W
z
– wymuszenie zewnętrzne,
Rys 5.1 Model trybologiczny części maszyny
Zużycie części maszyn następuje głównie w wyniku nakładania się skutków różnego
rodzaju oddziaływań w warstwach wierzchnich. Procesy zużycia są na ogół pośrednią
przyczyną powstawania niezdatności maszyny. Przykładowo, dopuszczalne zużycie na skutek
tarcia łożysk ślizgowych silnika jest określone dopuszczalną wartością luzu. W tego rodzaju
zużyciu zwiększa się w czasie eksploatacji maszyny prawdopodobieństwo wystąpienia jej
niezdatności. Nakładanie się skutków tarcia i gwałtowne przejście maszyny w stan
niezdatności występują łącznie, np. zużywanie łożyska i „wytopienie panewki”.
W eksploatacji maszyn często przyjmuje się następujące podziały procesów
zużywania: zużycie średnie, adhezyjne, zmęczeniowe, erozyjne (przez utlenienie,
elektrochemiczne – korozyjne, zużycie kawitacyjne) oraz inne. Na ogół nie spotyka się
wyłącznego oddziaływania jednego rodzaju zużywania, najczęściej mamy do czynienia z
wieloma procesami, ale istotne jest stwierdzenie wiodącego rodzaju zużycia części maszyny.
Pojęcie „zużycia części” oznacza przede wszystkim proces, w rezultacie którego część
maszyny zmienia swe wymiary geometryczne, pierwotny stan masy, skład chemiczny,
strukturę i stan naprężeń warstwy wierzchniej materiału. Intensywność zużycia zależy od
wielu czynników. Mogą to być czynniki zewnętrzne, takie jak: warunki pracy, prędkość

robocza, jakość smarowania, opory robocze itp. lub wewnętrzne, do których zalicza się:
jakość materiału, rodzaj obróbki cieplnej, cieplno – chemicznej, chropowatość itp.
Określenie dopuszczalnej granicznej wielkości zużycia wymaga wnikliwej i
wielostronnej analizy pracy pary kinematycznej lub elementu roboczego. Zużycie z jednej
strony może wpływać na pogorszenie się jakości pracy maszyny lub określonej jej części, a z
drugiej - na zwiększenie kosztów eksploatacji. Wychodząc z tych przesłanek graniczną
wielkość zużycia można określić z punktu widzenia technicznego lub z punktu widzenia
ekonomicznego. Wymienione tu kryteria w ścisły sposób wiążą się ze sobą.
Zmiana wymiarów geometrycznych części maszyny lub połączenia prowadzi w
konsekwencji do zmiany wskaźników pracy maszyny, do zwiększenia zapotrzebowania na
moc, zwiększenia zużycia materiałów eksploatacyjnych, zmniejszenia wydajności pracy.
Odbija się to na efektach techniczno – ekonomicznych pracy danej maszyny. W wielu
przypadkach przy określaniu zużycia kryterium techniczne może mieć decydujące znaczenie
np. wówczas, kiedy wymiary geometryczne lub inne parametry techniczne określają jakość
wykonywanej pracy, a eksploatacja maszyny może się odbywać tylko pod warunkiem
wykonywania przez nią pracy odpowiadającej wymaganiom jakościowym.
Coraz
większa złożoność rozwiązań konstrukcyjnych maszyny rolniczej wymaga, w
racjonalnej eksploatacji, znajomości obrazów i stopni zużycia konkretnych części, par
kinetycznych i zespołów maszyny.
Pod
pojęciem statystycznego obrazu zużycia rozumie się jakościowe i ilościowe
rozkłady zużyć obiektu technicznego (części, podzespołu, maszyny) po określonym czasie
eksploatacji. Obraz zużycia może być podstawą do przyjęcia niezbędnych parametrów w
procesie przywracania (regeneracji) obiektom istotnych własności początkowych po
określonym czasie eksploatacji. Własności początkowe są całym zespołem mierzalnych i
niemierzalnych cech maszyny wynikających z rozwiązań konstrukcyjnych, zaprojektowanych
kształtów geometrycznych, przyjętej technologii wytwarzania oraz własności mechanicznych
i fizykochemicznych tworzyw konstrukcyjnych.
Opracowanie statystycznego obrazu zużycia części danego obiektu ma dwa znaczenia:
konstrukcyjne i obsługowo – naprawcze. Przy modernizacji zespołu, konstruktor – dzięki
znajomości obrazu zużycia – ma możliwość likwidacji „słabych ogniw” w dotychczasowym
zespole, jak również prognozowania wskaźników trwałości i niezawodności.
W procesie obsługowo naprawczym znajomość obrazu zużycia pozwala na:
- skuteczniejsze stosowanie diagnostyki technicznej, dzięki znajomości skupień w zużyciu
istotnych elementów
- uproszczenia procesu weryfikacji, dzięki znajomości rozkładu wartości zużycia na danej
powierzchni oraz skupień tych wartości,
- wprowadzenie parametrów technologicznych regeneracji poprzez przywracanie
elementom tych własności początkowych, które mają istotny wpływ na ich wskaźniki
zużycia.
Niekiedy
określa się stopień zużycia, czyli stosunek osiągniętej wielkości zużycia
dopuszczalnego (granicznego). W celach praktycznych można ustalić kilka stopni zużycia
(małe, średnie, duże), z których każdy mógłby charakteryzować się określonym zakresem,
np. zużycie nieznaczne od 0 do 0,2, małe od 0,2 do 0,4 itd.
Wprowadzenie stopni zużycia pozwala na ilościowe określenie procesu zużycia,
przede wszystkim w tych przypadkach, kiedy zmiana wymiarów geometrycznych ma
decydujące znaczenie.
3. Wykonanie ćwiczenia
3.1. Schemat pomiarów
Dla wszystkich rodzajów powierzchni przyjąć, wzdłuż osi, trzy przekroje
pomiarowe – na początku, w środku i na końcu powierzchni. Kolejność przekrojów wynika z
położenia wałka (czopa) w układzie kinematycznym i powinna być zgodna z kierunkiem
przenoszonego obciążenia.
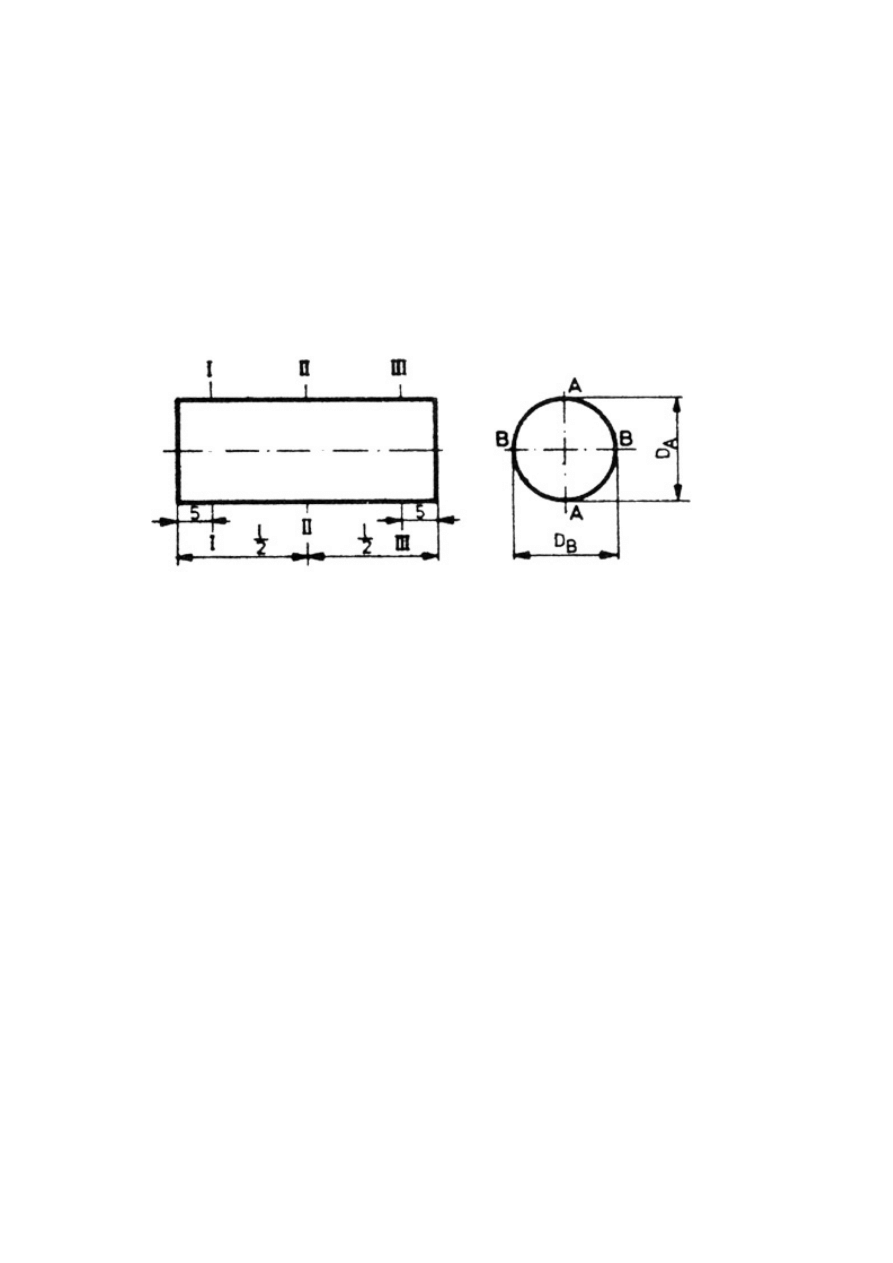
Przyjąć dwie płaszczyzny pomiarowe A-A, B-B oraz trzy przekroje i obliczyć błędy
kształtu, takie jak: owalność, baryłkowatość, zwężkowość, przy czym owalność należy
obliczyć w przekrojach I-I i III-III, jak na rysunku 5.2.
Rys. 5.2 Schemat pomiaru powierzchni cylindrycznej
Podczas pomiaru wałki (czopy) należy umieścić w przyrządzie kłowym, co zapewni
jednoznaczne ich zamocowanie i przyjęcie stałych baz pomiarowych.
Pomiary
wykonać mikrometrem i wyznaczyć błąd pomiaru. Liczbę wykonanych
pomiarów jednej powierzchni wałków określi prowadzący ćwiczenia oraz poda wymiary
nominalne powierzchni cylindrycznych zewnętrznych badanych elementów.
3.2. Obliczenia wskaźników zużycia
Obliczanie
wartości zużycia rozpatrywanych elementów (wałków) należy
przeprowadzić przez odniesienie wyniku pomiaru średnicy w danym przekroju do wymiaru
nominalnego, powiększonego o połowę wartości teoretycznej pola tolerancji. Wartość
zużycia powierzchni cylindrycznej można określić wzorem:
Z
i
= (D
n
+ 1/2T
NR
)- D
Ei
, [mm]
gdzie:
Z
i
- wartość zużycia powierzchni w i-tym przekroju,
D
N
- średnica nominalna czopa (lub otworu),
T
NR
- tolerancja rzeczywista,
D
Ei
- średnica czopa (otworu) w i-tym przekroju po określonym czasie eksploatacji.
Należy przyjąć, że badany element (czop) jest reprezentowany przez 3 punkty z
przyporządkowanymi średnimi wartościami zużycia obliczonymi w przekrojach I, II i III.
Wartości błędów kształtu: owalność w przekrojach I i III, stożkowatość,
baryłkowatość i zwężkowość, obliczyć zgodnie z podstawowymi zasadami obowiązującymi
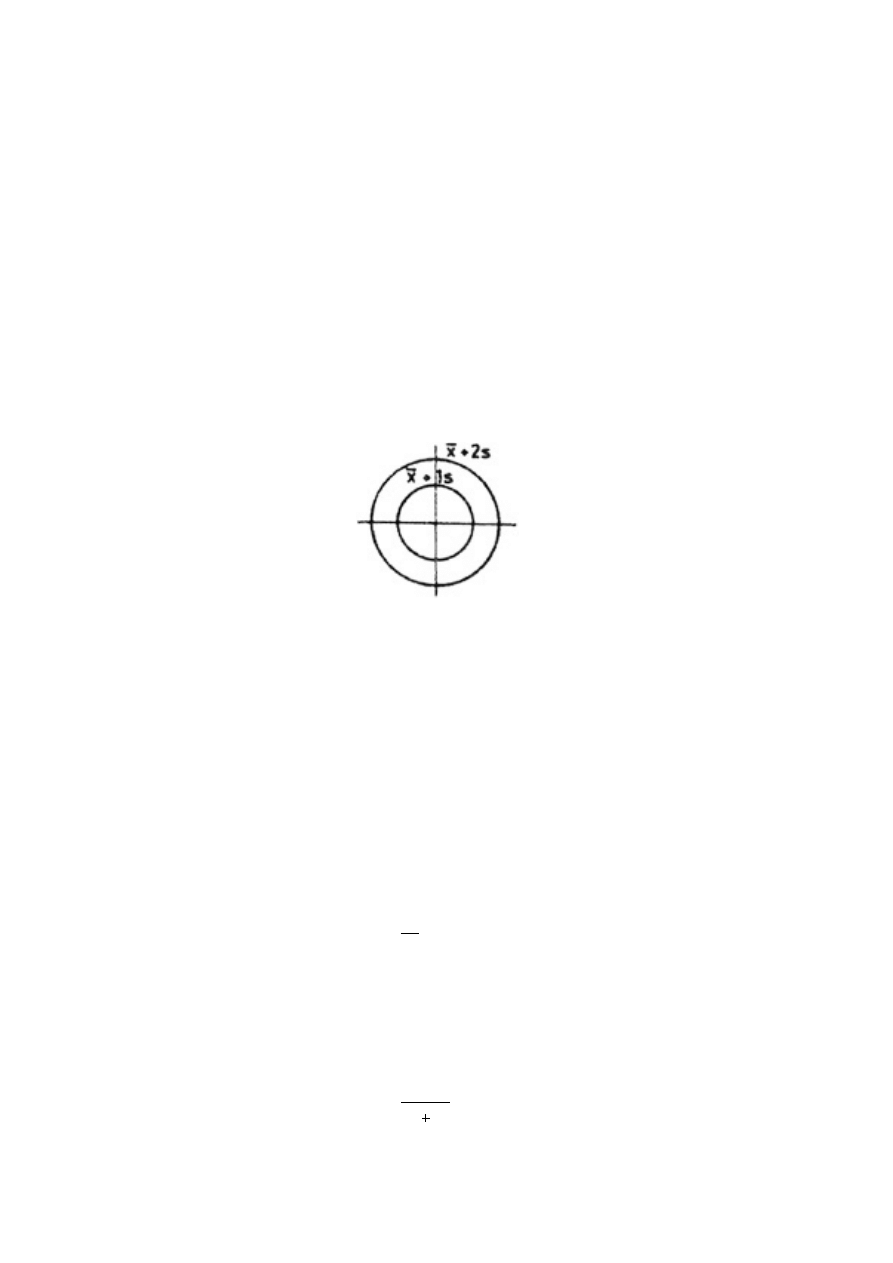
w metrologii warsztatowej (3). Obraz skupień wartości zużycia powierzchni cylindrycznych
zewnętrznych wyraża się wzorem:
d
kr
= x + 2S ,
gdzie:
d
kr
- długość krytyczna (wielkość krytyczna zużycia),
x - wartość średnia zużycia czopa,
S - odchylenie standardowe zużycia czopa.
Na rysunku 5.3 przykładowo przedstawiono dendryt wartości zużycia powierzchni
cylindrycznych zewnętrznych. Na podstawie analizy tego dendrytu (d
kr
) należy
zaproponować metodę regeneracji części danego łańcucha konstrukcyjnego oraz obliczyć
stopień zużycia części maszyny rolniczej.
Rys. 5.3 Obraz skupień wartości powierzchni cylindrycznej
3.3. Wyznaczanie stopnia zużycia badanych elementów i asymetrii rozkładu zużycia
tych elementów.
Asymetrię rozkładu zużycia elementów wyznaczyć za pomocą wskaźnika asymetrii:
L
z
= (x – m
o
)/S
gdzie:
x – średnia arytmetyczna zużycia,
m.
o
– średnia modalna zużycia,
S - odchylenie standardowe.
Średnią arytmetyczną x szeregu rozdzielczego oblicza się ze wzoru:
X =
gdzie:
N
i
- liczebność poszczególnych klas,
X
i
- środki przedziałów klasowych,
N - łączna liczebność.
Wartość modalną „m.
o
” oblicza się ze wzoru:
m
o
= x
1
+
gdzie:
x
1
- dolna granica klasy, w której leży moda,
.
Xi
Ni
N
.
c d
1
d
1
d
2
c - długość przedziału klasowego,
d
1
- różnica między liczebnością klasy, w której leży moda i poprzedniej,
d
2
- różnica między liczebnością klasy, w której leży moda i nastepnej.
Na podstawie otrzymanego szeregu rozdzielczego obliczyć odchylenie standardowe:
S=
4. Opracowanie wyników i wnioski
Na podstawie otrzymanych pomiarów geometrycznego zużycia elementów maszyny
sporządzić histogram, obliczyć wielkość zużycia (z
i
), wielkość krytyczną zużycia (d
kr
) oraz
wskaźnik asymetrii zużycia (L
z
). Opierając się na otrzymanych wynikach wnioskować o
przebiegu eksploatacji i zaproponować metodę regeneracji części.
5. Literatura
1. Hebda M., Wachal A., 1980, Trybologia, WNT, Warszawa.
2. Łuczak A., Mazur T., 1981, Fizyczne starzenie elementów maszyn, WNT, Warszawa.
3. Poradnik metrologa warsztatowego, 1981, praca zbiorowa, WNT, Warszawa.
4. Wojdak j., Wrotkowski J., 1979, Poradnik remontowy mechanizatora rolnictwa, PWRiL,
Warszawa.
6. Pytania kontrolne
1. Co to jest zużycie?
2. Jak zapobiegać procesom fizycznego starzenia maszyn?
3. Co to jest warstwa wierzchnia i jak jest zbudowana?
4. Scharakteryzować przyczyny zużycia elementów maszyn rolniczych.
5. Podać podstawowe metody oceny wielkości i stopnia zużycia elementów maszyn.
.
1
N
=
1
N
i
x
1
x
2
Opracowanie wyników
Dla uproszczenia badanego zagadnienia przyjmujemy, że próby są niezależne a
populacje normalne lub w przybliżeniu normalne o nieznanych lecz równych wariancjach.
Hipoteza H
0
:
Nie ma istotnej różnicy w zużyciu partii sworzni pomiędzy przekrojami: II a I i III.
Hipoteza H
1
:
Jest istotna różnica w zużyciu partii sworzni pomiędzy przekrojami: II a I i III.
Założenie weryfikacyjne H
0
:
Jeżeli t
0
< -t
α,r
lub t
0
> t
α,r
to nie ma podstaw do odrzucenie hipotezy H
0
.
t
0
– obliczona wartość statystyczna t-studenta,
t
α,r
- wartość statystyczna odczytana z tablicy t-studenta dla
α=0,05 i r=n
1
+n
2
-2.
1. Wartość zużycia sworzni w miejscach pomiarowych:
X
i
=(D
N
+0,5T
NR
)-D
Ei
[mm]
gdzie:
X
i
- wartość zużycia powierzchni w i-tym przekroju,
D
N
- średnica nominalna sworznia,
T
NR
- tolerancja rzeczywista,
D
Ei
- średnica sworznia w przekroju I, II, III, w płaszczyźnie A i B.
Lp
Wart. zużycia w
II przekroju.
Wart. zużycia w
przekroju I i III
x
2
x
1
2
x
2
2
x
1
x
21
x
23
x
21
2
x
23
2
1
A
2
A
3
A
4
A
5
A
1
B
2
B
3
B
4
B
5
B
∑x
1
∑x
2
∑x
1
2
∑x
2
2
2. Średnia arytmetyczna wartości zużycia x
x
x
n
i
n
1
1
1
=
=
∑
x
x
n
i
n
2
2
1
=
=
∑
gdzie:
x
1
, x
2
- indywidualna wartość zużycia,
n - liczba elementów w próbie.
3. Suma kwadratów odchyleń od średniej nS
2
:
n S
x
x
n
i
n
i
n
1
1
2
1
2
1
2
1
1
=
−
=
=
∑
∑
n S
x
x
n
i
n
i
n
2
2
2
2
2
2
2
1
1
=
−
=
=
∑
∑
4.Wartość statystyki t
0
:
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
+
⋅
−
+
+
−
=
2
1
2
1
2
2
2
1
2
1
2
1
0
1
1
2
n
n
n
n
S
n
S
n
x
x
t
Z tablic rozkładu t-studenta dla n
1
+n
2
-2 stopni swobody odczytać t
α,r
dla którego P(
⏐t⏐) > t
α,r
.
Jeżeli t
0
< t
α,r
to nie ma podstaw do odrzucenie hipotezy H
0
.
Wyszukiwarka
Podobne podstrony:
Ocena stopnia zużycia hamulca tarczowego i klocków firmy ATE
FP 8 Wydatki budzetu panstwa ma Nieznany
archetypy w reklamie artykul ma Nieznany (2)
ocena uziemienia stacji SNnn id Nieznany
Ocena stopnia narażenia dzieci i młodzieży na agresję w szkole w środowisku wielkomiejskim
Pomiar parametrow w obwodach ma Nieznany
instrukcja bhp przy obsludze ma Nieznany (26)
Ocena zgodnoXci wyrobow id 3296 Nieznany
christmas zestaw cwiczen do ma Nieznany
instrukcja bhp przy obsludze ma Nieznany (19)
instrukcja bhp przy obsludze ma Nieznany (28)
ocena stopnia zanieczyszczenia stali
Technologia marynat Ocena stopnia dojrzałości półfabrykatów
więcej podobnych podstron