„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Izabela Rosiak
Charakteryzowanie maszyn i urządzeń 741[01].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Dorota Andrzejewska
mgr inż. Grażyna Jakubczyk
Opracowanie redakcyjne:
mgr inż. Joanna Kośka
Konsultacja:
mgr inż. Barbara Kapruziak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 741[01].O1.03
Charakteryzowanie maszyn i urządzeń zawartego w modułowym programie nauczania dla
zawodu cukiernik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut
Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
8
4.1. Informacja techniczna
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające 15
4.1.3. Ćwiczenia 15
4.1.4. Sprawdzian postępów 16
4.2. Materiały konstrukcyjne
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające 22
4.2.3. Ćwiczenia 23
4.2.4. Sprawdzian postępów 24
4.3. Części maszyn i urządzeń
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające 31
4.3.3. Ćwiczenia 31
4.3.4. Sprawdzian postępów 32
4.4. Maszyny typowe
33
4.4.1. Materiał nauczania
33
4.4.2. Pytania sprawdzające 38
4.4.3. Ćwiczenia 38
4.4.4. Sprawdzian postępów 40
4.5. Instalacje, gospodarka – wodno ściekowa
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające 45
4.5.3. Ćwiczenia 45
4.5.4. Sprawdzian postępów 46
4.6. Aparatura kontrolno-pomiarowa
47
4.6.1. Materiał nauczania
47
4.6.2. Pytania sprawdzające 48
4.6.3. Ćwiczenia 49
04.6.4. Sprawdzian postępów 50
4.7. Maszyny i urządzenia
51
4.7.1. Materiał nauczania
51
4.7.2. Pytania sprawdzające 53
4.7.3. Ćwiczenia 54
4.7.4. Sprawdzian postępów 55
5.
Sprawdzian osiągnięć
56
6.
Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1.
WPROWADZENIE
Poradnik ten może okazać się dla Ciebie pomocny w przyswojeniu ogólnych zagadnień
związanych z charakteryzowaniem maszyn i urządzeń. Poradnik zawiera ogólne wiadomości
dotyczące informacji technicznej, części maszyn, materiałów konstrukcyjnych stosowanych
w przemyśle spożywczym oraz eksploatacji maszyn, urządzeń, instalacji, aparatury kontrolno
- pomiarowej.
Dużą wagę zwrócono na zastosowanie przepisów bezpieczeństwa i higieny pracy podczas
użytkowania maszyn, urządzeń oraz instalacji stanowiących wyposażenie zakładów przemysłu
spożywczego.
W poradniku zamieszczono:
−
wymagania wstępne, jakie są konieczne byś mógł przystąpić do realizacji tej jednostki
modułowej;
−
cele kształcenia, które opanujesz podczas kształcenia w tej jednostce modułowej;
−
materiał nauczania (podzielony na siedem rozdziałów) umożliwiający samodzielne
opanowanie materiału i przygotowanie się do wykonania ćwiczeń i zaliczenia
sprawdzianu. W celu poszerzenia wiedzy powinieneś zapoznać się ze wskazaną literaturą
oraz innymi źródłami informacji np. katalogami, dokumentacjami techniczno-ruchowymi
maszyn i urządzeń.
−
pytania sprawdzające - przed przystąpieniem do ćwiczeń w celu sprawdzenia stopnia
opanowania materiału powinieneś udzielić odpowiedzi na zawarte pytania.
−
ćwiczenia po każdym z rozdziałów, które pozwolą osiągnąć umiejętności praktyczne
związane tą jednostką modułową.
−
sprawdzian postępów, który umożliwi Ci sprawdzenie poziomu wiedzy po wykonaniu
ćwiczeń.
−
sprawdzian osiągnięć, który pozwoli Ci na sprawdzenie wiadomości i umiejętności
opanowanych podczas realizacji programu jednostki modułowej. Sprawdzian podany jest
w formie testu.
−
wykaz literatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
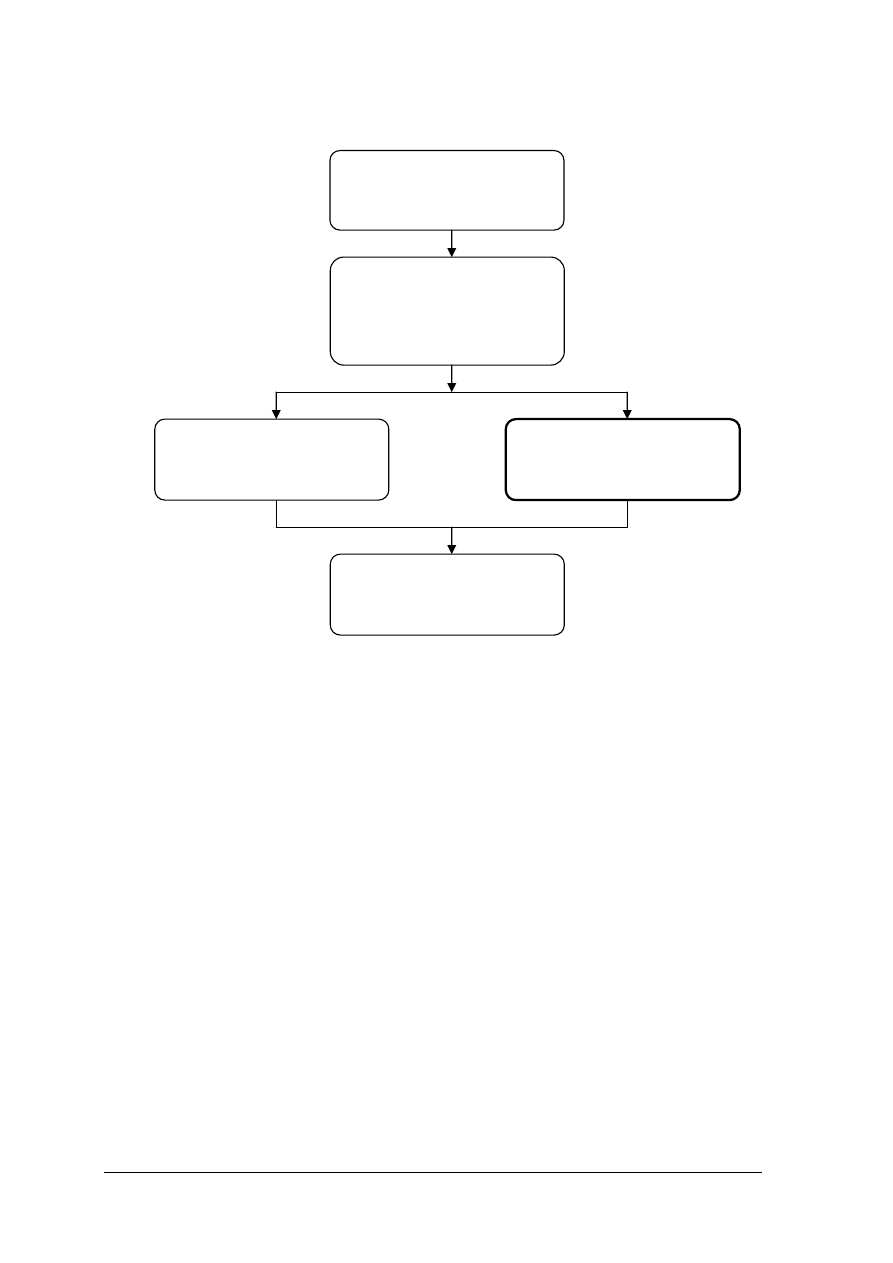
Schemat układu jednostek modułowych
741[01].O1
Podstawy przetwórstwa
spożywczego
741[01].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy
ochrony przeciwpożarowej oraz
ochrony środowiska
741[01].O1.04
Zastosowanie normalizacji
w przetwórstwie spożywczym
741[01].O1.03
Charakteryzowanie maszyn
i urządzeń
741[01].O1.02
Charakteryzowanie surowców
i materiałów pomocniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
określać zagrożenia dla zdrowia i życia występujące w zakładach spożywczych,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska obowiązujące w zakładach spożywczych,
−
dobierać i stosować środki ochrony indywidualnej w zależności od rodzaju
wykonywanych prac,
−
udzielać pierwszej pomocy osobom poszkodowanym,
−
określać oraz scharakteryzować czynniki powodujące zagrożenia dla środowiska,
−
określać wpływ różnych grup przemysłu spożywczego na środowisko,
−
określać możliwości zagospodarowania odpadów poprodukcyjnych przemysłu
spożywczego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
posłużyć się instrukcjami obsługi oraz Dokumentacją Techniczno-Ruchową,
−
określić rodzaje oraz zastosowanie rysunku technicznego,
−
odczytać podziałkę, rozróżnić formaty arkuszy rysunkowych,
−
określić rodzaje linii rysunkowych,
−
zwymiarować rysunki techniczne,
−
rozpoznać oznaczenia oraz uproszczenia rysunkowe,
−
wykonać rysunki w rzutach prostokątnych,
−
sporządzić schematy oraz wykonać rysunki przedmiotów w przekrojach,
−
odczytać rysunki techniczne,
−
scharakteryzować oraz określić zastosowanie materiałów konstrukcyjnych,
−
określić czynniki decydujące o rodzaju odkształceń,
−
określić znaczenie naprężeń dopuszczalnych,
−
wyjaśnić zjawisko zmęczenia materiałów,
−
określić sposoby zapobiegania korozji,
−
rozpoznać oraz scharakteryzować podstawowe części maszyn,
−
określić znaczenie normalizacji części maszyn,
−
zidentyfikować główne zespoły maszyn i urządzeń,.
−
określić zasady eksploatacji maszyn i urządzeń,
−
rozróżnić oraz scharakteryzować rodzaje i elementy instalacji elektrycznych,
−
zinterpretować znaki i oznaczenia elektryczne,
−
rozróżnić zabezpieczenia instalacji elektrycznej,
−
rozróżnić elementy instalacji gazowej, cieplnej, wodociągowej i kanalizacyjnej,
−
określić zagrożenia wynikające z niewłaściwego stanu technicznego instalacji
technicznych,
−
scharakteryzować maszyny i urządzenia stosowane w cukiernictwie,
−
wyjaśnić zasady wentylacji i klimatyzacji pomieszczeń,
−
zastosować przepisy bezpieczeństwa i higieny pracy podczas obsługi instalacji
technicznych, maszyn i urządzeń,
−
określić niebezpieczeństwa związane z wykorzystaniem parowych instalacji
energetycznych,
−
określić zastosowanie oraz sposoby przesyłania energii cieplnej,
−
określić sposoby poboru i uzdatniania wody dla celów produkcyjnych,
−
scharakteryzować technologię oczyszczania ścieków,
−
określić zagrożenia dla środowiska powodowane przez przetwórstwo spożywcze,
−
obliczyć zużycie energii elektrycznej i cieplnej,
−
rozliczyć zużycie wody,
−
wyjaśnić zasady działania aparatury kontrolno - pomiarowej,
−
dokonać pomiarów z zastosowaniem urządzeń kontrolno - pomiarowych,
−
zastosować przepisy bezpieczeństwa i higieny pracy podczas obsługi aparatury kontrolno
-pomiarowej.
−
określić zakres stosowania urządzeń chłodniczych w przetwórstwie spożywczym,
−
scharakteryzować czynniki chłodnicze,
−
wyjaśnić zasady działania sprężarkowego urządzenia chłodniczego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
−
rozróżnić elementy układów sterowania oraz określić ich zastosowanie,
−
scharakteryzować zabezpieczenia maszyn i urządzeń,
−
określić znaczenie mechanizacji, automatyzacji i komputeryzacji,
−
dokonać klasyfikacji maszyn i urządzeń ze względu na przeznaczenie i sposób pracy,
−
określić zasady eksploatacji i konserwacji maszyn i urządzeń,
−
zastosować przepisy bezpieczeństwa i higieny pracy dotyczące obsługi maszyn
i urządzeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.
MATERIAŁ NAUCZANIA
4.1.
Informacja techniczna
4.1.1.
Materiał nauczania
Rysunek jest jedną z form wypowiadania się i wzajemnego porozumiewania, umożliwia
przekazywanie myśli technicznej pomiędzy ludźmi niezależnie od ich narodowości i języka.
Rysunki techniczne wchodzą w skład tzw. dokumentacji technicznej, niezbędnej do
prawidłowego wykonania wyrobu. Dokumentacja techniczna zawiera rysunki konstrukcyjne
wszystkich elementów i zespołów wyrobu oraz wskazówki wykonawcze w postaci planów
operacyjnych i informacji dotyczących przyrządów niezbędnych do obróbki i montażu.
Podział rysunków technicznych
Ze względu na rodzaj odwzorowania (rzutowania):
−
rysunki wykonywane w rzutach prostokątnych,
−
rysunki aksonometryczne (perspektywiczne),
−
schematy.
Ze względu na sposób wykonania:
−
rysunki odręczne (szkice), wykonywane najczęściej na cienkim białym papierze przy
użyciu ołówka,
−
rysunki podkładowe, wykonywane jw., lecz przy użyciu przyborów kreślarskich (linii,
cyrkla, krzywika) w odpowiedniej skali odwzorowania,
−
oryginały dokumentacji, wykonywane tuszem na kalce technicznej z rysunków
podkładowych lub komputerowo,
−
odbitki, otrzymywane metodą fotochemiczną z oryginałów sporządzonych na kalce.
Zależnie od treści rysunki dzieli się na:
−
rysunki części, przedstawiające jedną część maszynową,
−
rysunki złożeniowe, przedstawiające wszystkie zespoły i części urządzenia w złożeniu.
Do rysunków technicznych można zaliczyć również:
−
rysunki ofertowe służące celom handlowym,
−
rysunki instruktażowe (poglądowe) ułatwiające poznanie zasad działania, obsługi
i konserwacji różnego rodzaju urządzeń technicznych.
Rysunki instruktażowe są nieodzowną częścią dokumentacji techniczno-ruchowej (DTR),
która jest dołączona do każdego wyprodukowanego urządzenia technicznego, zarówno
przeznaczonego do pracy w zakładach, jak i powszechnego użytku.
Dokumentacja techniczno-ruchowa zawiera ponadto najważniejsze dane dotyczące
urządzeń, zbiór instrukcji i zaleceń dotyczących jego użytkowania i obsługi, a niekiedy
schematy.
Rysunek techniczny powinien zawierać jedynie konieczne informacje, musi być czytelny,
łatwo i jednoznacznie rozumiany. Musi być wykonywany zgodnie z ustalonymi zasadami
i przepisami wynikającymi z państwowych i międzynarodowych norm oraz zaleceń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Normalizacji podlegają m.in.:
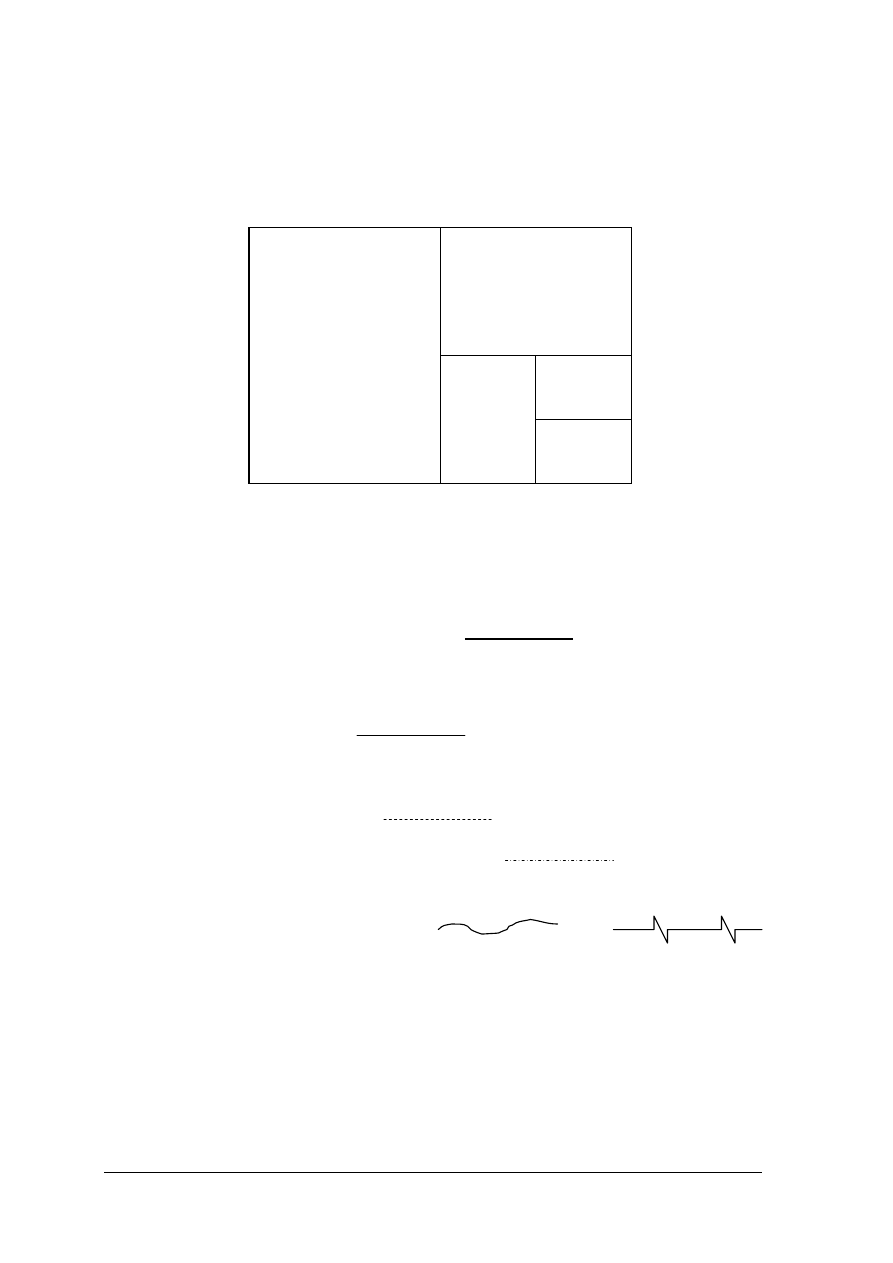
Formaty rysunkowe
Format podstawowy A4 ma wymiary 210 x 297mm. Inne formaty powstają przez
zwielokrotnienie formatu podstawowego (A1, A2, A3) lub podzielenie (A5).
Rys. 1. Formaty arkuszy rysunkowych
Linie rysunkowe
W rysunku technicznym stosuje się różne rodzaje linii cienkiej, grubej i bardzo grubej.
Najczęściej używane linie:
Linia ciągła gruba służy do przedstawiania:
−
widocznych krawędzi przedmiotów w widokach i przekrojach,
−
końców płaszczyzn przekrojów za pomocą krótkich kresek,
−
linii obramowania arkusza.
Linia ciągła cienka służy do:
−
rysowania linii wymiarowych,
−
rysowania linii pomocniczych,
−
kreskowania przekrojów.
Linia kreskowa cienka służy do:
−
rysowania niewidocznych krawędzi przedmiotów.
Linia punktowa cienka jest stosowana do rysowania:
−
osi symetrii i śladów płaszczyzn symetrii,
−
osi okręgów oraz innych osi przedmiotów.
Linia falista lub łamana (zygzakowata) służy do: ,
−
rysowania urwania i przerywania przedmiotów i linii ograniczających przekroje cząstkowe.
Podziałka
Podziałka (skala) jest to stosunek liczbowy wielkości liniowych przedstawionych na rysunku do
odpowiadających im wielkości rzeczywistych rysowanych przedmiotów. Najczęściej stosuje
się następujące podziałki:
−
podziałka rzeczywista 1:1 (wielkość naturalna),
−
podziałki powiększające np.: 100:1, 50:1, 20:1, 10:1, 5:1, 2:1,
−
podziałki zmniejszające np.: 1:2, 1:5, 1:10, 1:20, 1:50, 1:100.
A2
A3
A4
A5
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
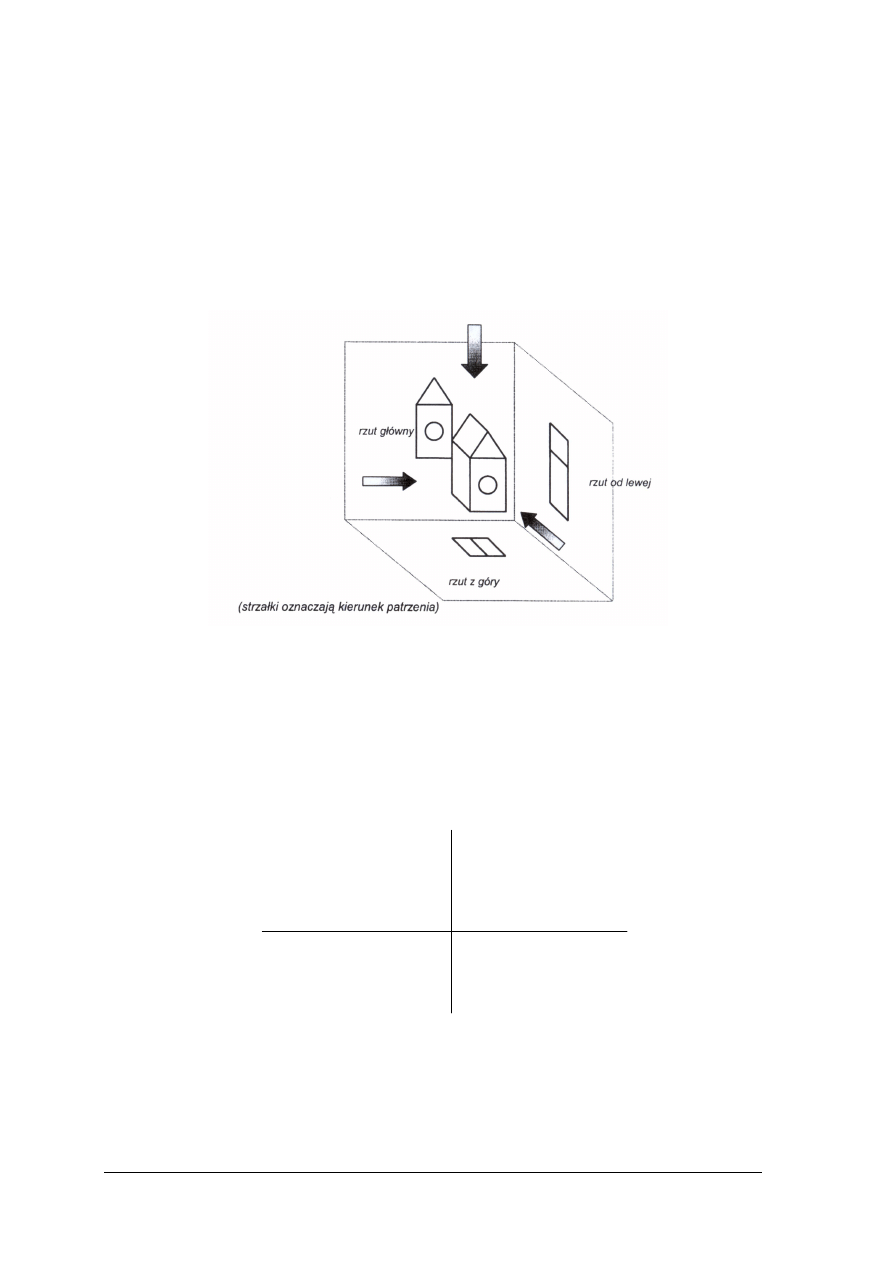
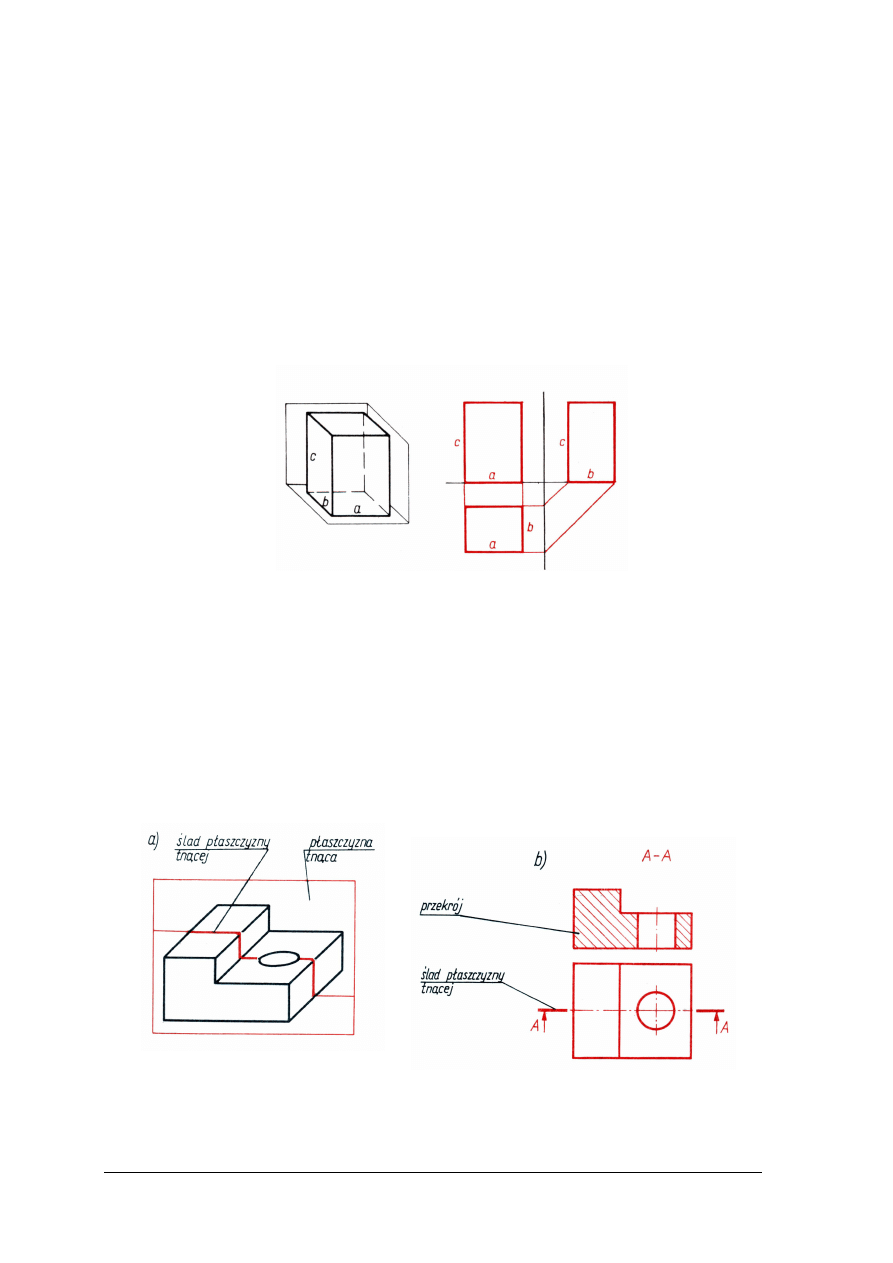
Rzutowanie
Rzutowanie prostokątne – kształt przedmiotu przedstawia się, rysując jego widoki
z różnych stron na wzajemnie prostopadłych płaszczyznach. Przedmiot umieszcza się pomiędzy
obserwatorem, a płaszczyzną rysowania i patrząc na ten przedmiot, rysuje się jego zarys
i widoczne krawędzie linią ciągłą grubą na płaszczyźnie położonej po jego przeciwnej stronie.
Główne płaszczyzny przedmiotu lub jego osie czy płaszczyzny symetrii powinny być ustawione
prostopadle lub równolegle do płaszczyzn (rzutni), na których przedmiot ten rysujemy.
Kształt przedmiotu przedstawia się najczęściej na trzech wzajemnie prostopadłych
płaszczyznach.
Rys. 2. Rzutowanie przedmiotu na płaszczyzny wzajemnie prostopadłe [1, s. 13
]
Rysunki wykonane na tych płaszczyznach nazywamy rzutami. Wyróżnia się:
−
rzut z przodu (rysunek na płaszczyźnie znajdującej się za przedmiotem),
−
rzut od lewej strony (rysunek na płaszczyźnie położonej po prawej stronie przedmiotu),
−
rzut z góry (rysunek na płaszczyźnie położonej u dołu przedmiotu).
Układ przestrzenny, ze względu na niedogodność sprowadzany jest do układu płaskiego.
Rys. 3. Płaszczyzny rzutowania w układzie płaskim
W praktyce najczęściej rezygnuje się z rysowania prostokątów rzutni, zaznaczając jedynie
osie układu współrzędnych. A między poszczególnymi rzutami prowadzi się linie pomocnicze
(odnoszące), rysuje się je linią cienką ciągłą.
rzut z przodu
(rzut główny)
rzut z góry
rzut boczny
(od lewej strony)
I
III
II
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Przedstawianie przedmiotów w rzutach prostokątnych jest powszechnie stosowane, gdyż.
umożliwia:
−
wierne odtworzenie trójwymiarowego przedmiotu na dwuwymiarowej płaszczyźnie rysunku;
−
dokładne wykonanie przedmiotu na podstawie wykreślonego rysunku,
−
prawidłowe wymiarowanie.
Poza tym rysowanie i wymiarowanie przedmiotów w rzutach prostokątnych jest o wiele
prostsze i dogodniejsze niż w rzutowaniu aksonometrycznym.
Przy rzutowaniu aksonometrycznym przedmiot przedstawia się na rysunku za pomocą
jednego rzutu, który umożliwia w sposób poglądowy zobrazowanie jego kształtu. Przyjmuje
się przy tym pewien umowny układ osi współrzędnych, względem którego zostaje
usytuowany rzut przedmiotu.
Rys. 4. Rzutowanie prostopadłościanu [10, s. 32] a) aksonometryczne, b) prostokątne
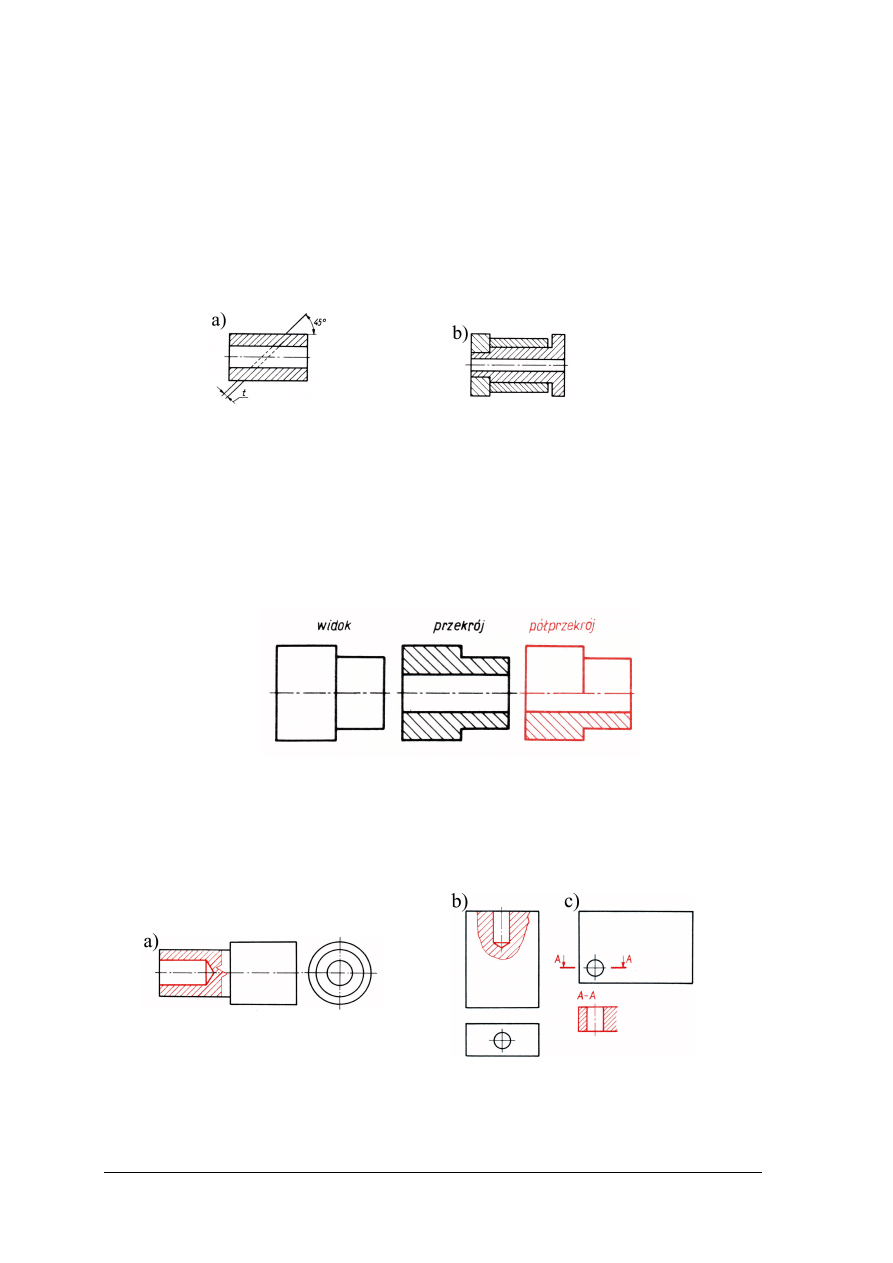
Przekroje
Przekroje stosuje się w celu dokładnego pokazania wewnętrznego kształtu przedmiotu.
Przekrój powstaje przez przecięcie przedmiotu wyobrażalną płaszczyzną tnącą
i narysowaniu rzutu przeciętego przedmiotu.
Położenie płaszczyzny przekroju na rzucie głównym zaznacza się odcinkami linii ciągłej
grubej (które nie powinny przecinać zarysu rzutu). Kierunek rzutowania przekroju zaznacza
się strzałkami. Płaszczyznę przekroju oznacza się dwiema jednakowymi literami (wielkimi)
np. A-A, oznaczenie to umieszcza się również nad przekrojem.
Rys. 5. Zasady wykonywania przekroju [10, s. 39] a) zasady ogólne, b) wykonanie przekroju
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Płaszczyzna przekroju powinna być prowadzona w taki sposób, aby przekrój ukazywał
jak najwięcej szczegółów przedmiotu. Jeżeli do tego celu nie wystarcza jedna płaszczyzna,
wówczas wykonuje się kilka przekrojów tego samego przedmiotu lub np.: przekrój stopniowy
lub łamany.
Płaszczyznę przekroju kreskuje się liniami ciągłymi cienkimi nachylonymi pod kątem 45°
do głównych krawędzi przedmiotu. Kreskowanie powierzchni przekroju stykających się czę-
ści powinno różnić się kierunkiem lub odległością.
Rys. 6. Kreskowanie przekrojów [10, s. 40] a) ogólne zasady, b) na rysunku złożeniowym
Rodzaje przekrojów:
Półprzekrój – stosuje się aby pokazać budowę wewnętrzną przedmiotu mającego co
najmniej dwie płaszczyzny symetrii. Półprzekrój przedstawia jednocześnie kształt zewnętrzny
i wewnętrzny przedmiotu.
Rys. 7. Wykonanie półprzekroju [10, s. 42]
Przekrój cząstkowy – stosuje się w celu pokazania wewnętrznej budowy fragmentu
dużego przedmiotu. Nie dokonuje się przekroju całego przedmiotu, ale tylko wybranego jego
miejsca.
Rys. 8. Przekrój cząstkowy [10, s. 43] a) wzdłuż osi wałka, b) w płytce, c) uwidaczniający kształt płytki
(oznacza się go zgodnie z ogólnymi zasadami )
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
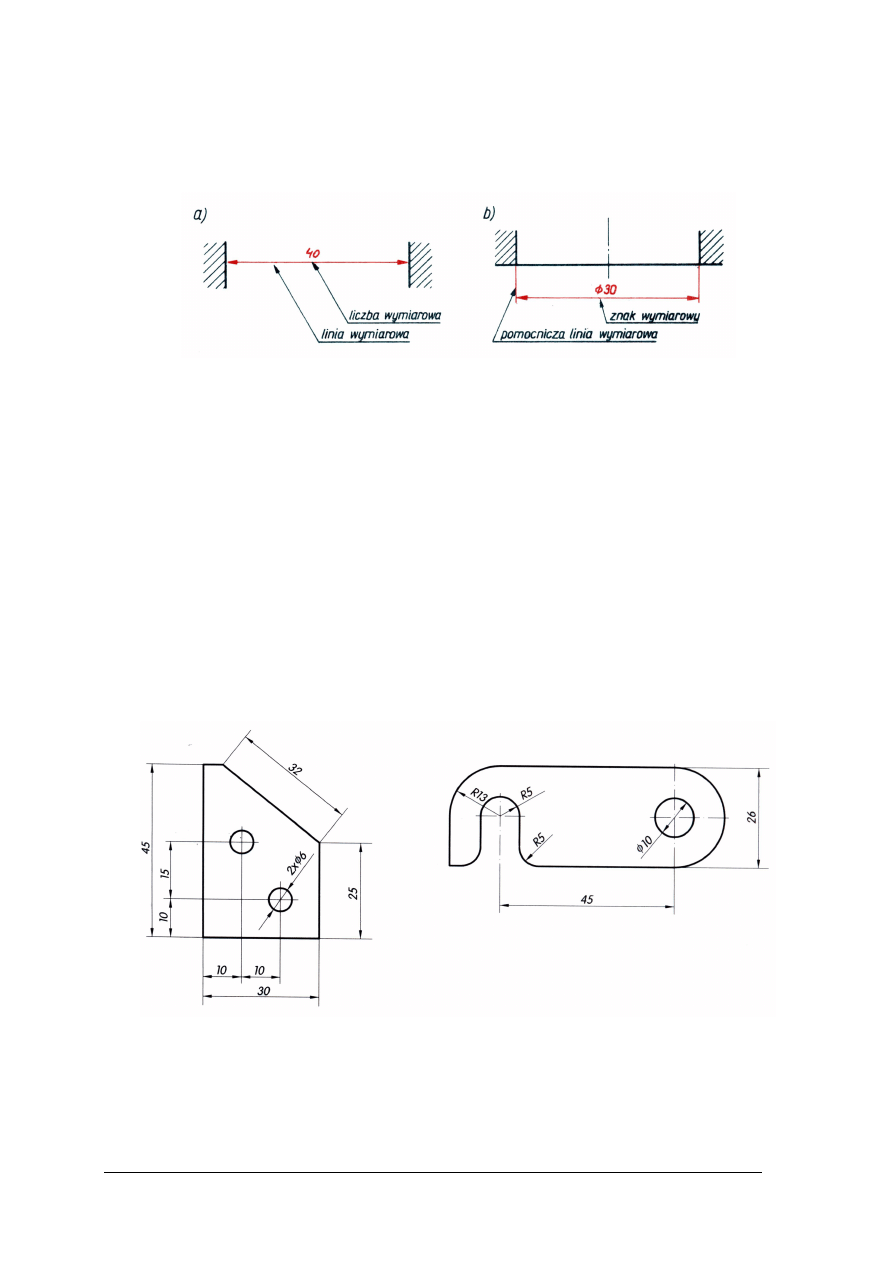
Wymiarowanie
Wymiarowanie powinno umożliwić wykonanie przedmiotu na podstawie rysunku.
Rysunki wymiaruje się za pomocą linii wymiarowych i liczb wymiarowych oraz
dodatkowo w razie potrzeby pomocniczych linii wymiarowych i znaków wymiarowych
Rys. 9. Elementy wymiarowania [10, s. 48]
Wartość wymiaru długości, podaje się w milimetrach, umieszcza się ją na rysunku nie
podając symbolu jednostki „mm”.
Najczęściej używane znaki wymiarowe to:
Ø – średnica,
R – promień,
x – grubość.
Zasady wymiarowania:
Zasada wymiarów koniecznych – należy podać wszystkie wymiary niezbędne do
wykonania przedmiotu, a przede wszystkim tzw. wymiary gabarytowe, czyli zewnętrzne
wymiary określające jego wielkość.
Zasada pomijania wymiarów oczywistych, np. wartości kątów prostych.
Zasada niepowtarzania wymiarów – dany wymiar podaje się tylko na jednym z rzutów.
Zasada niezamykania łańcucha wymiarowego – w przypadku wymiarowania kilku
kolejnych wymiarów, podajemy je z wyjątkiem jednego, najmniej ważnego ponadto podajemy
wymiar ogólny (gabarytowy).
Rys. 10. Przykłady wymiarowania [7, s. 15]
Zasada wymiarów konstrukcyjnych – wymiary elementów współpracujących ze sobą
muszą zapewniać tę współpracę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Zasada wymiarowania od baz – przyjmuje się bazę, np. dolną krawędź płytki i od niej
zaznacza się pozostałe wymiary.
Rys. 11. Przykłady wymiarowania [10, s. 51,61]
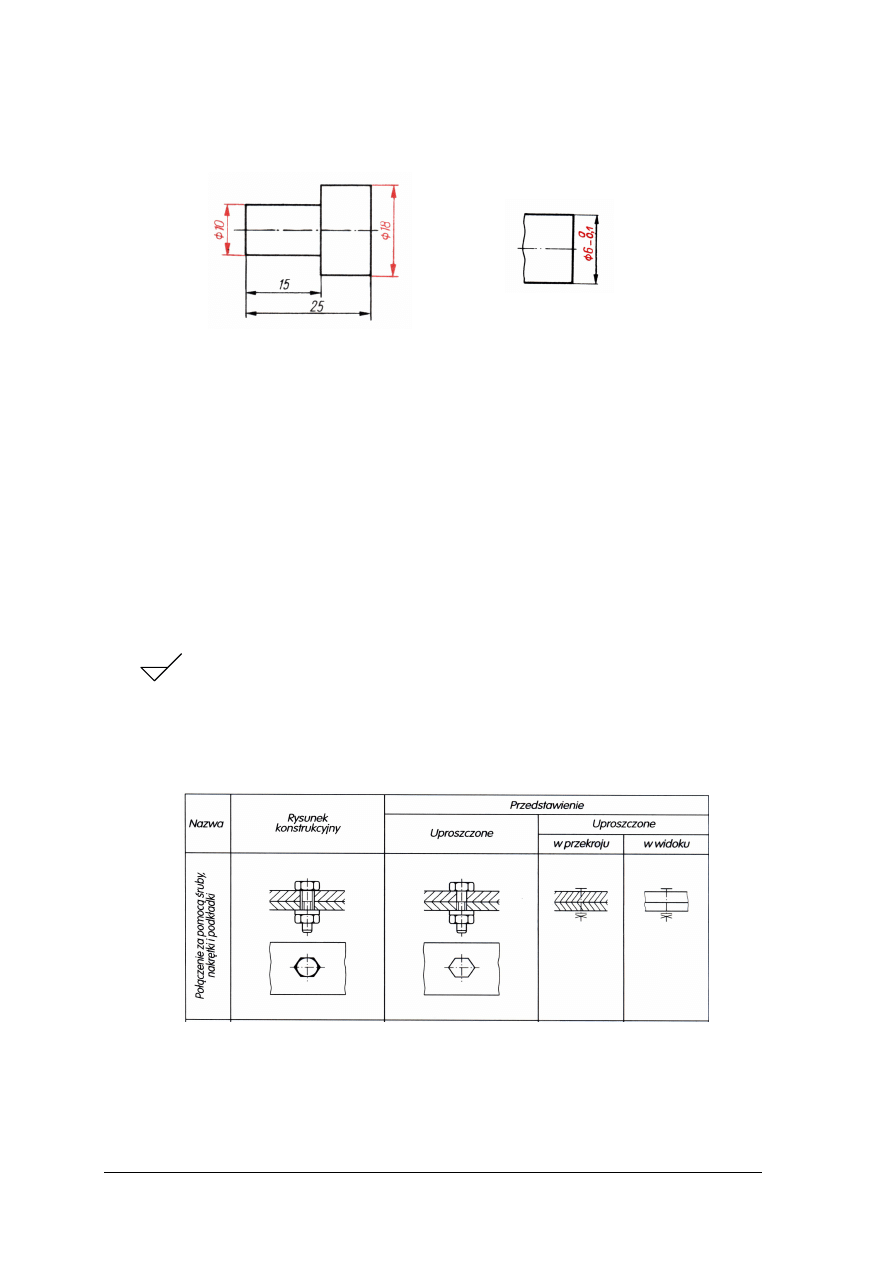
Niektóre wymiary na rysunku są tolerowane. Tolerancję wymiaru można podawać:
−
w sposób bezpośredni, np.
+0,1
40 gdzie: 40 – wymiar nominalny, +0,1 – górna odchyłka, -0,2 – dolna odchyłka
-0.2
Oznacza to, że w rzeczywistości wymiar musi zawierać się w granicach 39,8 - 40,1mm.
−
za pomocą symboli, np.
30h8 gdzie: 30 – wymiar nominalny, h – rodzaj pasowania, 8 – klasa dokładności
Tolerancja określana jest na podstawie odpowiednich norm.
Oznaczenia
Na rysunku technicznym w razie potrzeby oznacza się tzw. strukturę geometryczną
powierzchni. Obejmuje ona szereg cech powierzchni związanych z rodzajem obróbki jakiej
poddawany jest wyrób podczas jego wytwarzania m.in.: chropowatość.
– znak oznacza powierzchnię obrabianą przez skrawanie, bez określonych
wymagań
Uproszczenia rysunkowe
Uproszczenia rysunkowe stosuje się do przedstawienia urządzeń o skomplikowanych
kształtach. Uproszczenia określone są w odpowiednich normach.
Rys. 12. Uproszczenie rysunkowe połączenia gwintowego [5, s. 37]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie linie wykorzystuje się najczęściej do rysowania rysunków technicznych i jakie jest
ich przeznaczenie?
2.
Jak dzieli się rysunki ze względu na sposób ich odwzorowywania (rzutowania)?
3.
Jakie są zasady wykonywania rzutu prostokątnego?
4.
Co to jest skala (podziałka)?
5.
Jakie są rodzaje skali?
6.
Na czym polega wymiarowanie?
7.
Jakie są zasady wymiarowania?
4.1.3.
Ćwiczenia
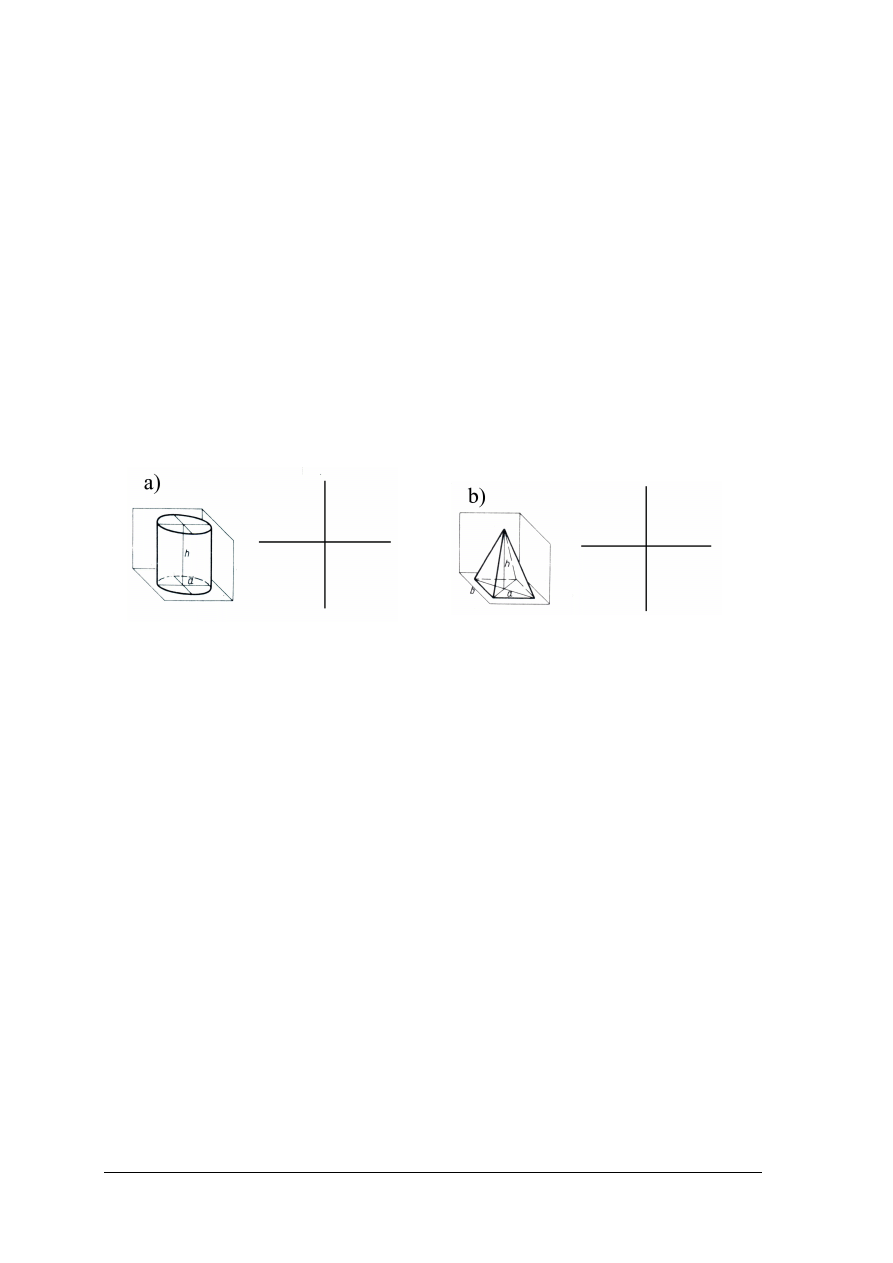
Ćwiczenie 1
Wykonaj rzut prostokątny brył geometrycznych: walca i ostrosłupa prostego
o podstawie prostokątnej.
Rys. Rzut aksonometryczny i płaszczyzny rzutowania prostokątnego [10, s. 32] a) walca, b) ostrosłupa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z zasadami wykonywania rzutów prostokątnych,
2)
przeanalizować sposób wykonania przykładowego rzutu prostokątnego np.
prostopadłościanu,
3)
zapoznać się z rodzajami linii stosowanymi w rysunku technicznym i ich
przeznaczeniem,
4)
wykonać osie wyznaczające płaszczyzny rzutowania,
5)
narysować rzut z przodu walca (na płaszczyźnie I) – wg ustawienia bryły jak na
rysunku a),
6)
przeprowadzić linie pomocnicze na płaszczyznę II i III,
7)
narysować rzut walca z góry (na płaszczyźnie II),
8)
przeprowadzić linie pomocnicze na płaszczyznę III,
9)
wykonać rzut z boku (na płaszczyźnie III),
10)
wykonać rzut ostrosłupa wg wskazówek podanych dla walca,
11)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
rysunek przedstawiający rzut prostokątny np. prostopadłościanu,
−
modele brył: walca ostrosłupa,
−
poradnik,
−
brystol, przybory do rysowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
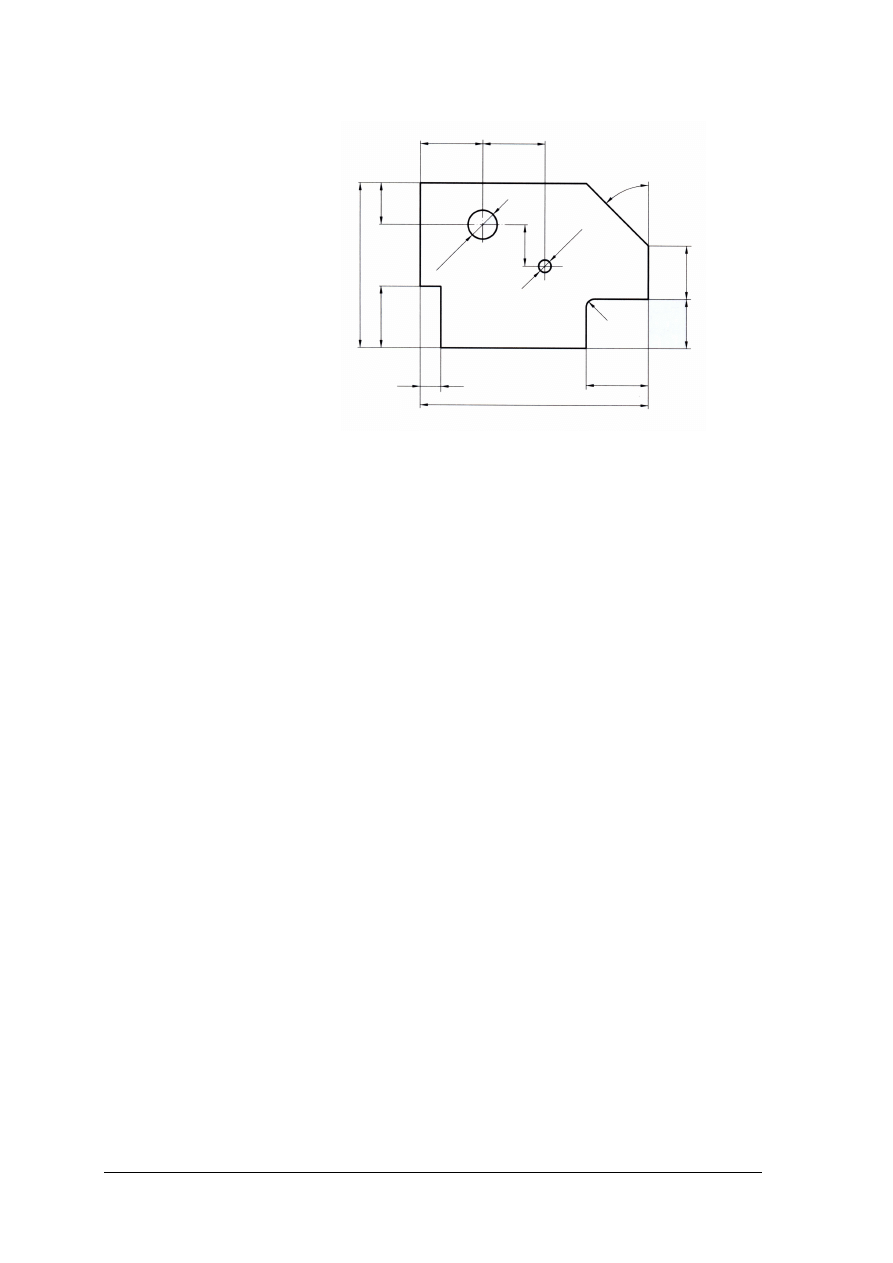
Ćwiczenie 2
Zwymiaruj rysunek.
Rys. Element do wymiarowania (skala 1:1) [7, s. 8]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się ze sposobem wymiarowania,
2)
wpisać liczby wymiarowe zgodnie z zasadami wymiarowania, zachowując podziałkę 1:1
(wymiary na rysunku przed ich wpisaniem należy zmierzyć),
3)
w odpowiednich miejscach wpisać znaki wymiarowe,
4)
przedstawić pracę.
Wyposażenie stanowiska pracy:
−
rysunek z elementem do wymiarowania,
−
poradnik,
−
normy dotyczące wymiarowania,
−
przybory do rysowania.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje linii stosowanych w rysunku technicznym
i określić jakie jest ich przeznaczenie?
!
!
2)
wyjaśnić sposób wykonywania rzutu prostokątnego?
!
!
3)
wykonać rzut prostokątny bryły geometrycznej?
!
!
4)
odczytać rzut aksonometryczny?
!
!
5)
wyjaśnić różnice między rzutowaniem prostokątnym,
a aksonometrycznym?
!
!
6)
omówić pojęcie skali ?
!
!
7)
wymienić rodzaje skali?
!
!
8)
omówić sposób wymiarowania?
!
!
9)
odczytać rysunek?
!
!
10)
wymienić zasady wymiarowania i je omówić?
!
!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.
Materiały konstrukcyjne
4.2.1.
Materiał nauczania
Materiały konstrukcyjne stosowane w przemyśle spożywczym
Materiały stosowane do budowy maszyn i urządzeń w przemyśle spożywczym muszą spełniać
szczególne wymagania. Do wymagań tych należy zaliczyć:
−
odpowiednią wytrzymałość mechaniczną i trwałość,
−
łatwość obróbki,
−
odporność na korozję
−
wymogi higieniczne.
Materiały te powinny się charakteryzować odpowiednimi właściwościami - między innymi:
chemicznymi, fizycznymi oraz technologicznymi.
Właściwości materiałów są ważne ze względu na ich kontakt z produktami żywnościowymi
i środowiskiem naturalnym. Materiały powinny być odporne na działanie: olejów, tłuszczów,
wilgotności oraz zmian temperatury. Ponadto nie powinny negatywnie oddziaływać na żywność.
Materiały konstrukcyjne stosowane w przemyśle spożywczym to:
1.
metale,
−
żelazne – żeliwo, stal,
−
nieżelazne (kolorowe) – aluminium, miedź, cynk, nikiel, chrom itd.,
2.
niemetale – ceramika, szkło, drewno, tworzywa sztuczne,
Metale
Właściwości metali:
−
dobre przewodnictwo cieplne i elektryczne,
−
duży połysk powierzchni,
−
znaczna podatność na odkształcenia plastyczne,
−
lejność, tj. możliwość nadawania im kształtu przez wlewanie (po roztopieniu) do form; po
ostygnięciu kształt formy zostaje zachowany,
−
tworzenie przez ich tlenki bezwodników zasad, w przeciwieństwie do tlenków niemetali, które
najczęściej są bezwodnikami kwasów,
−
korzystne właściwości mechaniczne – duża twardość, odporność na rozciąganie, ściskanie
i zginanie, dobra sprężystość i plastyczność,
−
dobra obrabialność metodą obróbki skrawaniem i obróbki plastycznej.
Dzięki tym cechom metale są bardzo szeroko stosowane jako tworzywa konstrukcyjne do
wytwarzania różnego rodzaju elementów maszyn i urządzeń.
Czyste metale odznaczają się najczęściej gorszymi właściwościami mechanicznymi niż
ich stopy, dlatego do celów konstrukcyjnych stosuje się przeważnie stopy metali.
Żeliwo
Żeliwo składa się głównie z żelaza oraz węgla (w ilości od 2 do 4,5%). Charakteryzuje się dużą
wytrzymałością, jest kruche, łamie się pod wpływem uderzeń.
Wyróżnia się żeliwa szare, białe, ciągliwe i stopowe. Trzy pierwsze grupy różnią się
właściwościami mechanicznymi. Natomiast żeliwo stopowe dzięki różnym dodatkom, takim
jak np. nikiel, chrom, krzem, molibden, wykazuje oprócz zwiększonej odporności na ścieranie
także większą odporność na wysoką temperaturę, korozję i działanie środków chemicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Używane jest głównie do wykonywania:
−
korpusów maszyn i urządzeń, najczęściej są to elementy kotłów, pieców, trzonów
kuchennych,
−
garnków, mieszadeł (żeliwo cynowe),
−
zlewozmywaków, brodzików.
Stal
Stop żelaza z węglem (0,1 – 2%) oraz innych składników stopowych. Im większa
zawartość węgla, tym stal jest bardziej twarda i krucha. W zależności od przebiegu procesu
powstawania stali oraz zastosowanych dodatków uzyskuje się stal o różnych właściwościach.
Wyróżnia się stal:
−
konstrukcyjną – używaną na części maszyn i urządzeń, elementy konstrukcyjne,
−
narzędziową – stosowaną do wyrobu noży, pił, brytfann,
−
stopową – o dużej zawartości celowo wprowadzanych domieszek (np.: chromu, manganu,
wolframu), w ten sposób uzyskuje się stal o różnym przeznaczeniu tzw. stal specjalną
(nierdzewną, kwasoodporną, żaroodporną), produkuje się z niej wybrane części urządzeń,
naczynia, meble itp.; stal wysokostopowa nie wchodzi w reakcje ze składnikami
pożywienia, nie wpływa na jego smak i zapach.
Aluminium
Posiada mały ciężar właściwy, dobre przewodnictwo elektryczne i cieplne, odporność na
korozję, dobre właściwości plastyczne.
W stanie czystym jest używane do produkcji naczyń kuchennych i opakowań (tuby,
puszki, folia). Stopy aluminium (durale) wykorzystuje się do produkcji m.in. urządzeń
w gospodarstwie domowym i przemyśle spożywczym.
Ceramika i szkło
Do grupy materiałów ceramicznych można zaliczyć: cegły (m.in. cegły szamotowe,
ogniotrwałe stosowane do produkcji pieców), wyroby kamionkowe, kafle, płytki tzw. glazurę,
ceramikę szlachetną (np. porcelanę z której wytwarza się naczynia domowe oraz wyroby
artystyczne, fajans stosowany do produkcji zlewów sprzętu sanitarnego).
Wszystkie te materiały posiadają dobre właściwości izolacyjne.
Ze szkła wytwarza się m.in. szyby okienne, naczynia. Wyroby charakteryzują się wysoką
wytrzymałością mechaniczną na ściskanie, odpornością na działanie czynników chemicznych,
niewielkim ciężarem właściwym.
Drewno
Jest niezastąpione w procesach związanych z fermentacją (produkcją i przechowywaniem
wina, kiszeniem produktów żywnościowych), ze względu na zdolność utrzymywania
odpowiedniej flory bakteryjnej. Z drewna wykonuje się beczki, kadzie fermentacyjne, stoły do
rozbioru mięsa.
Nie należy używać sprzętu drewnianego np.: chochli, stolnic, gdyż drewno łatwo
wchłania wodę i źle reaguje na wysoką temperaturę co utrudnia mycie i dezynfekcję.
Drewno w zależności od gatunku i warunków cechuje się różną wartością: twardości,
łupliwości, sprężystości.
Tworzywa sztuczne
Tworzywa sztuczne stosuje się do produkcji drobnego sprzętu kuchennego, elementów
maszyn i wyposażenia. Zaletą tych wyrobów jest lekkość, możliwość nadawania dowolnej
barwy, dobre właściwości izolacyjne, łatwość utrzymania w czystości. Są one podatne na

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
zarysowania, kruche i łamliwe. Niektóre rodzaje tworzyw sztucznych są mało odporne na
działanie wysokiej i niskiej temperatury. Do tworzyw sztucznych dopuszczonych do kontaktu
z żywnością należą:
−
melamina (aminoplasty) – płyty laminowane, naczynia stołowe, elementy instalacji
sanitarnej i elektrycznej,
−
PCW (polichlorek winylu) – tace, stolnice, wałki do ciast, elementy mebli, instalacji
sanitarnych,
−
saran (polichlorek winylidenu) – folie, opakowania kurczliwe,
−
polistyren - pojemniki na żywność i butelki do napojów bezalkoholowych,
−
teflon (politetrafluoroetylen) – powierzchnie robocze aparatów grzejnych oraz maszyn do
wyrobu ciast.
Do pakowania żywności stosuje się również folie wiskozową (celofan), będącą
naturalnym modyfikowanym polimerem.
Proces korozji
Korozja – to proces stopniowego niszczenia materiałów pod wpływem działania
otaczającego je środowiska (atmosfery, opadów, wód), jak i czynników technologicznych
uwalnianych do atmosfery w wyniku działalności człowieka (tlenków siarki, azotu, dwutlenku
węgla, kurzu, itp. oraz wszelkiego rodzaju chemikaliów).
Zjawisko korozji odnosi się do metali i ich stopów, jednak może również dotyczyć
tworzyw niemetalowych, takich jak beton, materiały ceramiczne, tworzywa sztuczne, itp.
Niszczenie materiałów, polega na zmianie składu chemicznego i ich własności fizycznych,
rozpoczyna się na powierzchni wyrobu i postępuje w głąb.
Rozróżnia się korozję równomierną oraz korozję lokalną.
Przyczyną korozji są różnorodne procesy chemiczne, elektrochemiczne, biologiczne
i mechaniczne.
Najczęściej występujące rodzaje korozji metali to:
–
Korozja elektrochemiczna – jest najbardziej rozpowszechnionym rodzajem korozji.
Powstaje ona w środowisku wilgotnym i ma mechanizm elektrochemiczny, który polega
na tworzeniu się lokalnych ogniw korozyjnych na powierzchni metalu. Istotnym
składnikiem tych ogniw jest roztwór elektrolitu, który powstaje w wyniku rozpuszczenia
w wodzie takich substancji jak tlen, dwutlenek węgla, dwutlenek siarki, tlenki azotu i inne.
Korozja metali najczęściej objawia się poprzez powierzchniowe ubytki metalu (plamy
i wżery), bądź przez obniżenie wytrzymałości metali.
Produktem korozji żelaza i jego stopów jest rdza. Rdza tworzy się na powierzchni żelaza,
jest ona mieszaniną wodorotlenków, tlenków i węglanów. Warunkiem koniecznym do
powstania rdzy jest obecność tlenu i wody.
–
Korozja chemiczna – polega na bezpośrednim oddziaływaniu czynnika korozyjnego
(suchych gazów lub cieczy nie przewodzących prądu elektrycznego) na metal lub stopy.
Charakteryzuje się tym, że przez metal podczas reakcji z czynnikiem korozyjnym
(utleniaczem) nie przepływa prąd elektryczny.
Korozja chemiczna atakuje zwykle równocześnie całą powierzchnię metalu narażoną na
zetknięcie z czynnikiem korozyjnym albo prowadzi do wytworzenia szczelnie przylegającej
ochronnej warstwy produktów korozji, albo daje w wyniku warstwę porowatą, nie chroniącą
metalu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Typowym procesem korozji chemicznej, jest korozja metalu pod wpływem tlenu
w podwyższonej temperaturze.
Ochrona przed korozją
Podstawowym sposobem ochrony przed korozją jest zmniejszanie podatności na korozję
poprzez odpowiedni dobór materiałów oraz ograniczanie czynników wywołujących korozję.
Ochrona przed korozją za pomocą powłok ochronnych. Powszechnie stosowanymi
powłokami ochronnymi są:
1.
Powłoki nieorganiczne: metalowe i niemetalowe.
Powłoki metalowe – można podzielić na dwie grupy:
−
powłoki anodowe – wykonane z metali (mniej szlachetnych) niż metal chroniony,
często jest to cynk i kadm np. pokrywanie stali powłoką cynkową (blachy
ocynkowane);
−
powłoki katodowe - są wykonane z metali bardziej szlachetnych niż metal chroniony;
przykładem powłok katodowych są np. powłoki z miedzi, niklu, chromu, cyny lub
srebra; powłoka katodowa jest skuteczna tylko wówczas, kiedy cała powierzchnia
stalowa jest nią szczelnie pokryta.
Metaliczne powłoki ochronne mogą być nakładane przez:
−
zanurzenie w ciekłym metalu,
−
platerowanie (zwalcowanie na gorąco),
−
natryskiwanie roztopionego metalu na powierzchnię chronioną
−
elektrolizę.
Niemetaliczne powłoki ochronne wywoływane są na powierzchni metali przez
wytworzenie na niej związku chemicznego w wyniku zabiegów chemicznych takich jak:
−
utlenianie (oksydowanie) mające na celu wytworzenie na chronionym metalu
pasywnych warstewek tlenkowych,
−
fosforanowanie za pomocą kwasu fosforowego (tworzą się trudno rozpuszczalne
fosforany metali),
−
chromianowanie za pomocą mieszaniny kwasu chromowego i siarkowego
w wyniku którego tworzą się powłoki chromianowe; chromowanie wykonywane jest
przez elektrolizę i daje jasne, błyszczące powierzchnie; używane jest zarówno do
dekoracji, jak i do zabezpieczeń.
Do niemetalicznych powłok ochronnych zalicza się również emalie szkliste, które
wyróżniają się dobrą odpornością na działanie alkaliów, kwasów a także na działanie
rozpuszczalników organicznych i na działanie podwyższonych temperatur.
2. Powłoki organiczne: farby, lakiery, tworzywa sztuczne, smoła i smary.
Ochrona przed korozją – uszlachetnianie stopu, polega na wprowadzeniu metalu
odpornego na korozję np. do stopu stali wprowadza się chrom i nikiel (metale odporne na
korozję).
Wytrzymałość materiałów
Każda (nawet dowolnie mała) siła, działająca na ciało stałe, wywołuje odkształcenie,
którego charakter zależy od jej wartości i rodzaju.
Odkształcenie – to zmiana kształtu lub wymiaru ciała pod wpływam działania sił
zewnętrznej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rodzaje odkształceń:
−
odkształcenie sprężyste – to takie, które zanika z chwilą usunięcia sił działających na
ciało,
−
odkształcenie plastyczne (trwałe) – to takie, które nie zanika po usunięciu sił działających na
ciało.
Niewielkie siły wywołują małe obciążenia, czego efektem jest odkształcenie sprężyste,
przekroczenie pewnej wartości przez siły obciążające spowoduje pojawienie się odkształcenia
trwałego. Dalszy wzrost siły może wywołać zniszczenie (pęknięcie) elementu.
Obciążenia mogą być różne, różne są również ich skutki.
Rodzaje obciążeń:
−
rozciąganie,
−
ściskanie,
−
zginanie,
−
skręcanie,
−
ścinanie.
Często występują obciążenia złożone, składające się z kilku różnych obciążeń
równocześnie, np. zginanie ze ścinaniem i skręcaniem.
Ze względu na różne zachowanie się materiałów konstrukcyjnych pod wpływem
obciążenia można wyróżnić trzy zasadnicze grupy materiałów: sprężyste, kruche i plastyczne.
Do materiałów sprężystych zalicza się: stal obrobioną cieplnie (hartowaną), niektóre tworzywa
sztuczne i twarde drewno.
Materiały kruche to: szkło, materiały ceramiczne oraz bardzo twarda, hartowana, stal
wysokowęglowa.
Do materiałów plastycznych należy zaliczyć większość czystych metali, stal niskowęglową
(o zawartości węgla poniżej 0,3%), wiele tworzyw sztucznych, zwłaszcza w podwyższonych
temperaturach.
Wartość odkształcenia lub zniszczenie przedmiotu zależy nie tylko od obciążenia (wyrażonego
w jednostkach siły), lecz także od wymiarów ciała, na które to obciążenie działa.
Wartość siły odniesionej do powierzchni przekroju poprzecznego, wyrażana jest jako
naprężenie.
F
σ = --- (w przypadku rozciągania lub ściskania)
S
gdzie:
σ – naprężenie [Pa],
F – siła [N],
S – powierzchnia przekroju elementu, na którą działa siła [m
2
].
Naprężenie jest miarą odporności elementu.
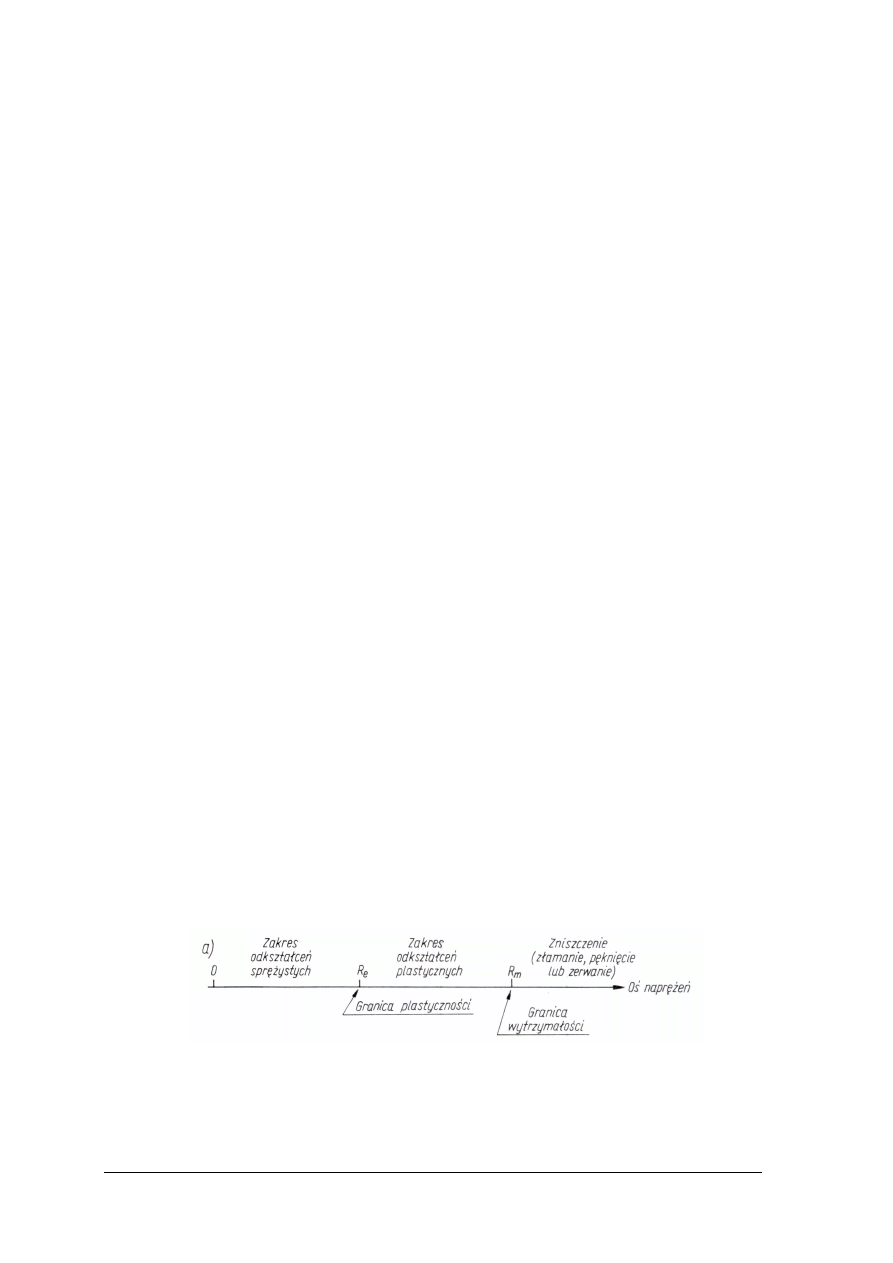
Rys. 13. Zakresy odkształceń i charakterystyczne wartości naprężeń [4, s. 25]
R
e
– granica plastyczności – jest to wartość naprężenia stała dla danego materiału, rozdziela zakresy odkształceń
sprężystych i plastycznych.
R
m
– granica wytrzymałości – jest to naprężenie ograniczające zakres odkształcenia plastycznego, jego przekroczenie
spowoduje zniszczenie obciążanego elementu. Jest podstawowym parametrem wytrzymałościowym materiału.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wartości granicy plastyczności i wytrzymałości m.in. na rozciąganie dla różnych materiałów
są podane w tablicach wytrzymałościowych.
Elementy różnorodnych urządzeń technicznych są tak projektowane, że największe
wartości naprężeń, jakie w nich występują podczas pracy, nie przekraczają granicy
plastyczności. Zapobiega to powstawaniu odkształceń trwałych, które, jeżeli mają miejsce, są
wynikiem obciążeń nieprzewidzianych przez konstruktorów (np. uderzeń). Przy naprężeniach nie
przekraczających wartości granicy plastyczności materiału występują jedynie odkształcenia
sprężyste.
Niezbędnym warunkiem zapewnienia właściwego działania elementów konstrukcji jest takie
ich zaprojektowanie, aby występujące podczas pracy naprężenia nie przekroczyły wartości
dopuszczalnych.
Wartość naprężenia dopuszczalnego może być obliczona z następującego wzoru:
R
e
σ
dop
= ---
n
gdzie:
σ
dop
– naprężenie dopuszczalne [Pa],
R
e
– granica plastyczności materiału [Pa],
n – współczynnik bezpieczeństwa.
Współczynnik bezpieczeństwa jest zależny od rodzaju obciążenia i warunków pracy
elementu. Jego wartość zmienia się w granicach od l do 10.
Gdy obciążenie zmienia się w czasie w sposób cykliczny i liczba cykli zmian obciążenia jest
bardzo duża (np. praca resorów pojazdów mechanicznych), zniszczenie (pęknięcie) elementu
może nastąpić wówczas przy naprężeniach znacznie (nawet trzykrotnie) mniejszych od R
m
. Zjawisko
takie, nazywane zmęczeniem materiałów, jest bardzo groźne dla konstrukcji nie tylko dlatego, że
występuje przy bardzo małych naprężeniach, lecz również z powodu gwałtownie pojawiającego
się pęknięcia, nie poprzedzonego odkształceniami plastycznymi, jak to ma miejsce w przypadku
niszczenia pod wpływem nadmiernych sił działających jednorazowo.
W tablicach wytrzymałościowych podane są wartości naprężeń, które działając cyklicznie przez
długi czas doprowadzą do zmęczeniowego zniszczenia konstrukcji. Naprężenia te, zwane granicą
zmęczenia Z
g
mogą być wyznaczone w sposób doświadczalny. Wartość granicy zmęczenia
różnych materiałów zależy od różnych czynników związanych z warunkami pracy urządzenia,
stanem powierzchni elementów itp. Na przykład korozja bardzo silnie obniża wytrzymałość
zmęczeniową metali.
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie materiały konstrukcyjne stosowane są w przemyśle spożywczym?
2.
Do konstrukcji jakich przedmiotów stosowanych w przemyśle spożywczym
wykorzystane są materiały konstrukcyjne?
3.
Jakie cechy posiadają typowe materiały konstrukcyjne?
4.
Co to jest odkształcenie?
5.
Jakie są rodzaje odkształceń?
6.
Co wyraża pojęcie naprężenie?
7.
Jak jest znaczenie naprężenia dopuszczalnego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.3.
Ćwiczenia
Ćwiczenie 1
Dobierz rodzaj materiału konstrukcyjnego do danego przedmiotu. Scharakteryzuj
materiały.
przedmioty
rodzaj materiału
konstrukcyjnego
zalety wady
blat stołu do obróbki
ciasta
formy do wypieku
sztućce
...............
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
dobrać dwa rodzaje materiałów konstrukcyjnych, z których można wykonać przedmioty
podane w tabelce,
2)
określić zalety i wady przedmiotów wykonanych z danych materiałów,
3)
zaproponować przedmioty i scharakteryzować je jak poprzednio,
4)
wypełnić tabelkę,
5)
przeanalizować zapisy w tabeli,
6)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
katalogi sprzętów i urządzeń stosowanych w przemyśle spożywczym,
−
poradnik,
−
zeszyt, przybory do rysowania i pisania.
Ćwiczenie 2
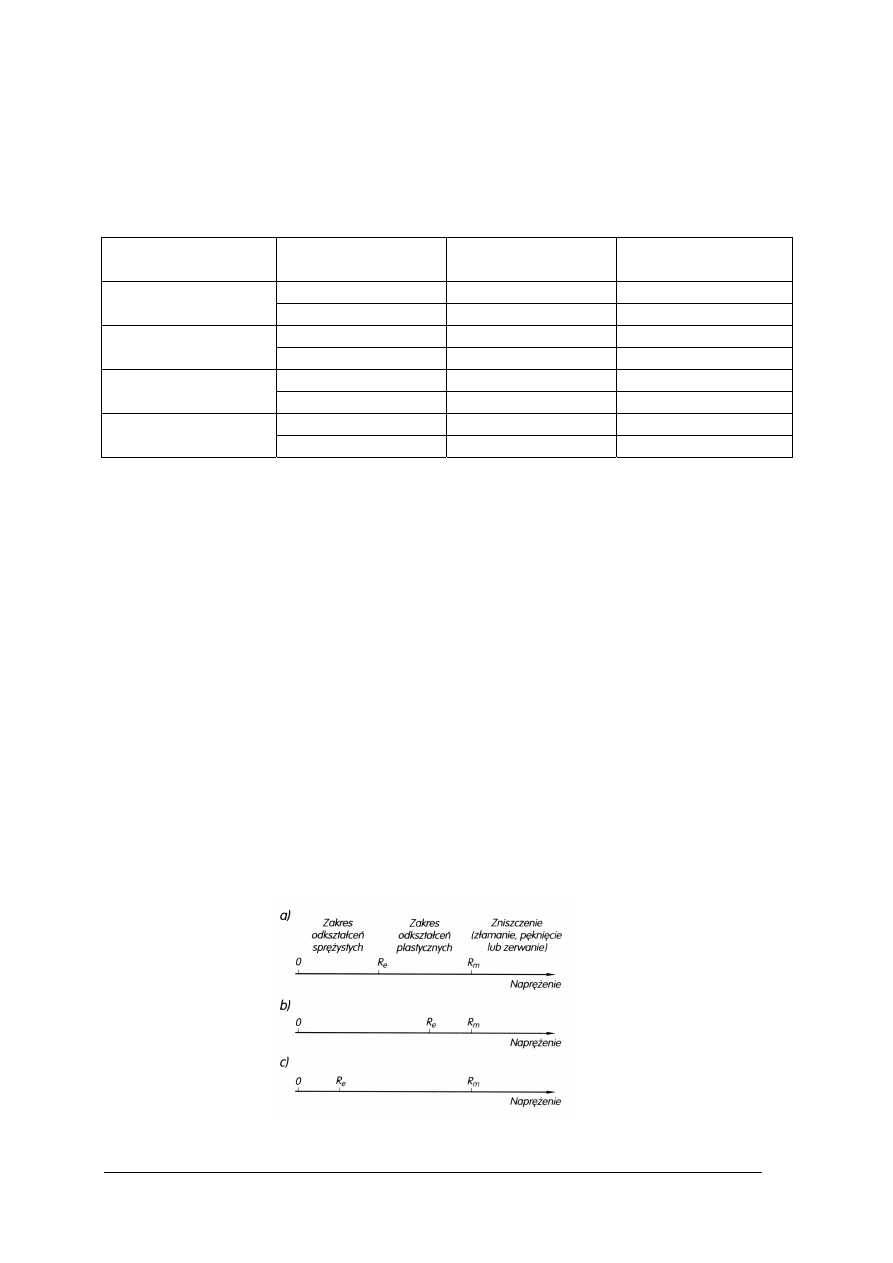
Biorąc pod uwagę zachowanie się materiałów konstrukcyjnych, scharakteryzuj rodzaj
odkształceń dla danej grupy materiałów: kruchych sprężystych i plastycznych.
Rys. Rodzaje odkształceń dla różnych materiałów [5, s. 87] a)......., b)........, c)........

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Opisy:
1. Materiały ......................... nie wykazują odkształceń trwałych w dużym zakresie
obciążeń – po przekroczeniu granicy sprężystości można nadal zwiększać obciążenie zanim
nastąpi pęknięcie elementu.
2. Materiały ...................... zachowują sprężystość w dużym zakresie obciążeń, jednak przekroczenie
granicy sprężystości powoduje prawie natychmiast zniszczenie elementu.
3. W materiałach ...................... szybko pojawiają się odkształcenia plastyczne, lecz zniszczenie
następuje dopiero po znacznym przekroczeniu granicy sprężystości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z rodzajami odkształceń i ich efektami,
2)
przeanalizować wykresy przedstawiające rodzaje odkształceń,
3)
przeczytać i przeanalizować opisy charakteryzujące dany wykres,
4)
dobrać opis do wykresu i danej grupy materiałów (kruchych, sprężystych, plastycznych),
5)
przerysować wykresy i sporządzić opis dla danej grupy materiałów,
6)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
wykresy (plansze) przedstawiające rodzaje odkształceń,
−
opisy wykresów przedstawiających rodzaje odkształceń,
−
poradnik,
−
zeszyt, przybory do rysowania i pisania.
4.2.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować materiały konstrukcyjne stosowane w przemyśle
spożywczym?
!
!
2)
wskazać zastosowanie materiałów konstrukcyjnych?
!
!
3)
określić właściwości materiałów konstrukcyjnych?
!
!
4)
porównać właściwości przedmiotów wykonanych z różnych
materiałów konstrukcyjnych?
!
!
5)
zdefiniować pojęcie odkształcenia?
!
!
6)
wymienić rodzaje odkształceń i je scharakteryzować?
!
!
7)
zdefiniować pojęcie naprężenia?
!
!
8)
wyjaśnić znaczenie naprężenia dopuszczalnego?
!
!
9)
scharakteryzować rodzaj odkształceń dla danej grupy materiałów:
kruchych sprężystych i plastycznych?
!
!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3.
Części maszyn i urządzeń
4.3.1.
Materiał nauczania
Każda maszyna, urządzenie czy mechanizm składa się z pewnej ściśle określonej liczby
części składowych, które nazywamy częściami maszyn. Są części charakterystyczne dla danej
maszyny i takie, które spotyka się w różnych maszynach.
Typowe części maszyn podlegają normalizacji. Produkowane są wg ustalonych norm,
które określają ich kształt, wymiary oraz materiał konstrukcyjny.
Dzięki normalizacji części maszyn można:
−
zmniejszyć liczbę produkowanych części,
−
produkować wielkoseryjnie,
−
uzyskać oszczędności w produkcji części,
−
zapewnić stałą jakość,
−
usprawnić naprawę i konserwację maszyn.
Klasyfikacja części maszyn:
−
połączenia,
−
osie, wały oraz części do ich łączenia i łożyskowania,
−
napędy.
Połączenia
Połączenia nierozłączne – charakteryzują się tym, że w przypadku próby ich
rozłączenia, części łączone lub łączące ulegają uszkodzeniu, np.: połączenie nitowe,
spawanie, lutowanie, zgrzewanie, klejenie.
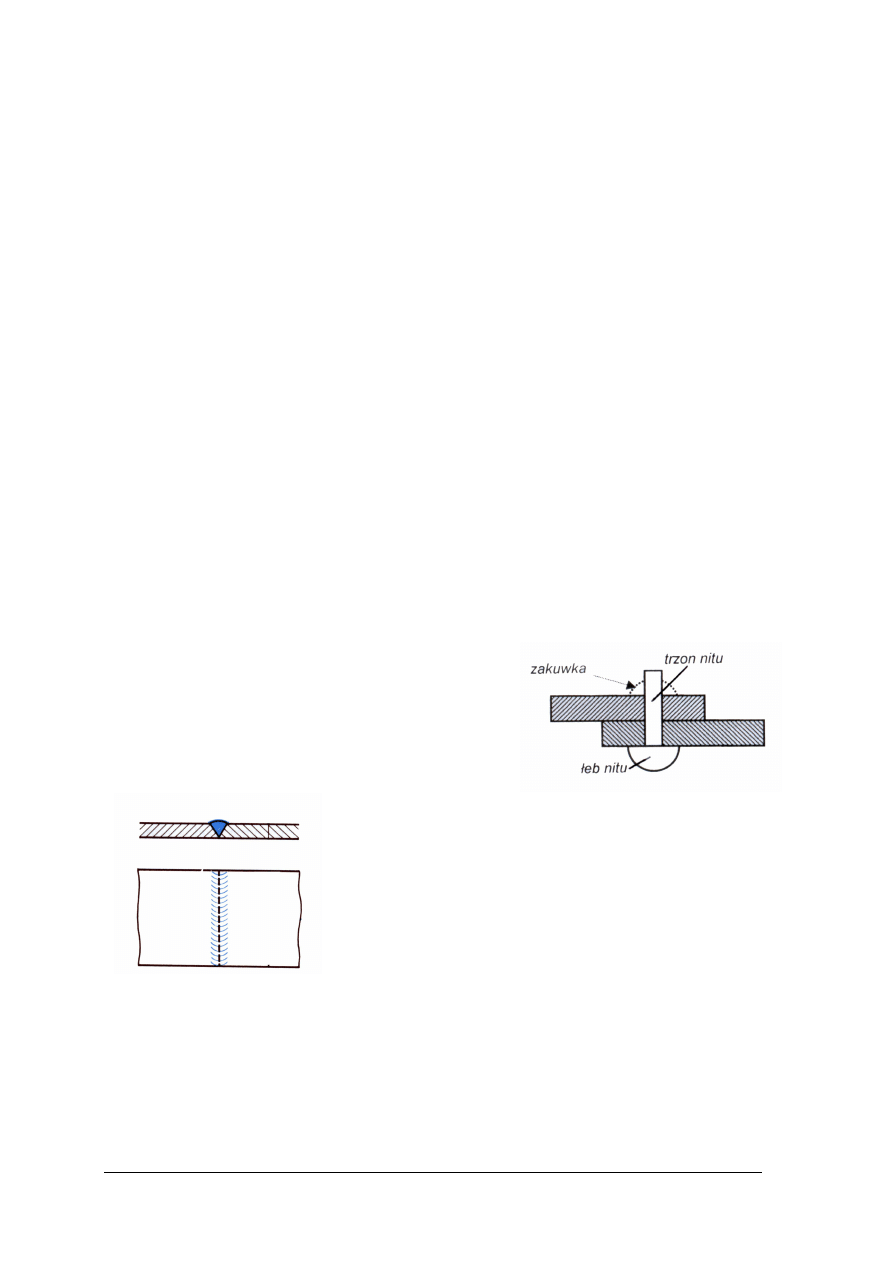
Nitowanie – polega na przesunięciu przez otwory
wykonane w łączonych elementach nitu,
a następnie jego zamknięciu (rozklepaniu). Nity
wykonywane są z materiałów o dużej plastyczności
(miękka stal, mosiądz, aluminium). Nity zamyka się na
zimno lub gorąco, ręcznie lub maszynowo.
Rys. 14. Połączenie nitowe [1, s. 55]
Spawanie – polega na łączeniu metali przez ich miejscowe
stopienie. W celu uzupełnienia ubytku metalu podczas
topienia części łączonych oraz wypełnienia luki między nimi
doprowadza się metal dodatkowy tego samego, rodzaju j co
metal łączony. Ten dodatkowy metal nazywa się spoiwem,
a miejsce spawane – spoiną. Rozróżnia się spawanie gazowe
lub elektryczne.
Rys. 15. Spawanie – spoina czołowa [3, s. 51]
Lutowanie – jest to proces polegający na łączeniu części metalowych za pomocą spoiwa
(lutu), którym jest metal łatwiej topliwy niż metal łączony. Miejsca łączone powinny być
przed lutowaniem dokładnie oczyszczone.
Zgrzewanie polega na miejscowym nagrzaniu metali do temperatury plastyczności, nałożeniu
ich na siebie i dociśnięciu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
W połączeniach rozłącznych części i łączniki można rozłączyć i złączyć ponownie bez ich
uszkodzenia, co umożliwia ich wielokrotny montaż i demontaż, np.: połączenia gwintowe,
wpustowe, sworzniowe, kołkowe.
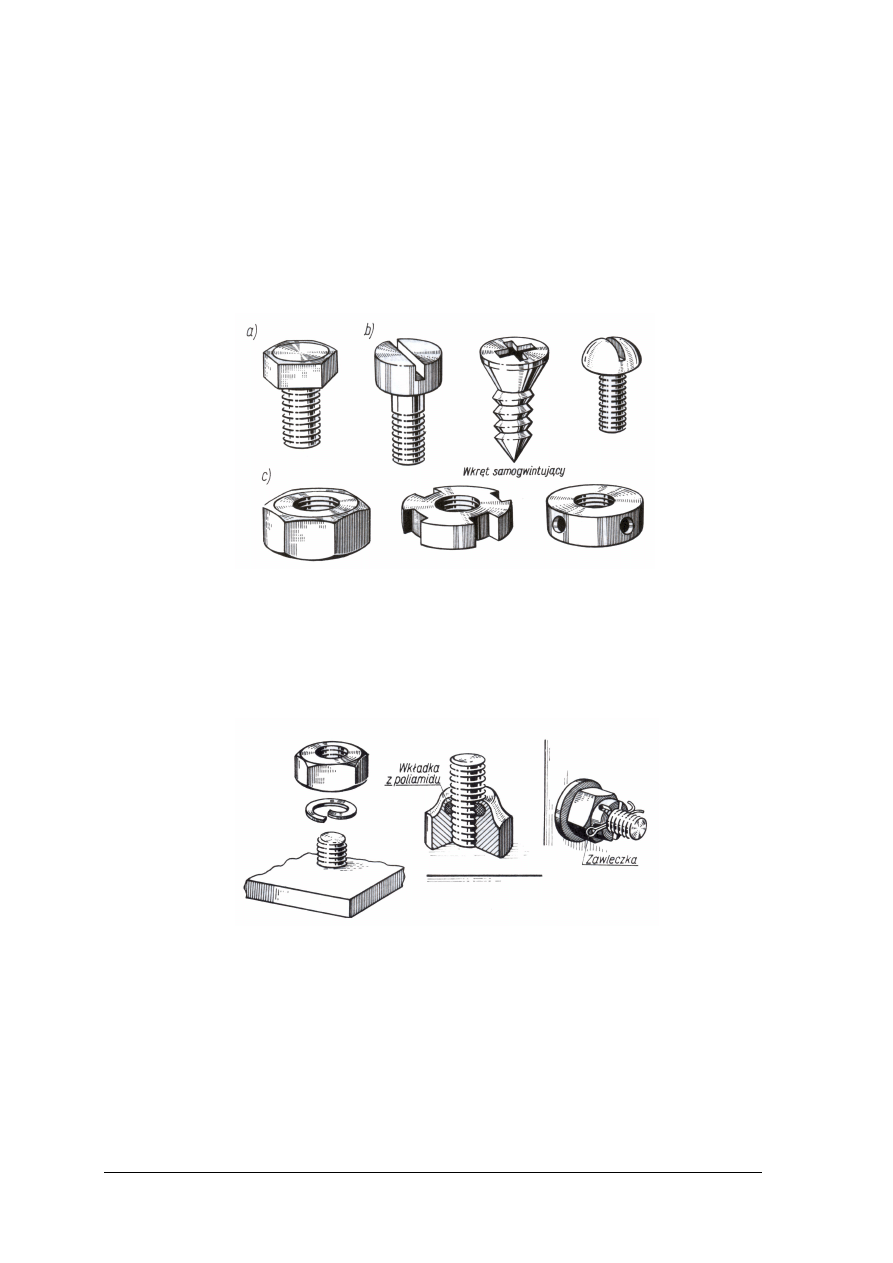
Połączenie gwintowe – składa się z dwóch elementów, śruby i nakrętki lub wkrętu. Elementy
gwintowe posiadają gwint na powierzchni zewnętrznej (wkręty, śruby) lub na powierzchni
wewnętrznej (nakrętki).
Gwintem nazywa się rowek w kształcie linii śrubowej na powierzchni bocznej elementu
walcowego. W zależności od kształtu zarysu rozróżnia się gwinty: trójkątne, trapezowe,
prostokątne i okrągłe. Najbardziej rozpowszechnione to gwinty trójkątne – metryczne. Gwint
może być prawy lub lewy.
Rys. 16. Łączniki gwintowe [4, s. 38] a) śruba, b) wkręty, c) nakrętki
Aby zapobiec samoczynnemu odkręcaniu się elementów gwintowych podczas pracy
(drgań) urządzenia stosuje się pod nakrętki podkładki sprężyste, wkładki z tworzywa sztucznego
(poliamidu) umieszczone w nakrętce lub nakrętki koronkowe i zawleczki.
Rys. 17. Elementy zabezpieczające połączenia gwintowe przed odkręceniem [4, s. 39]
"
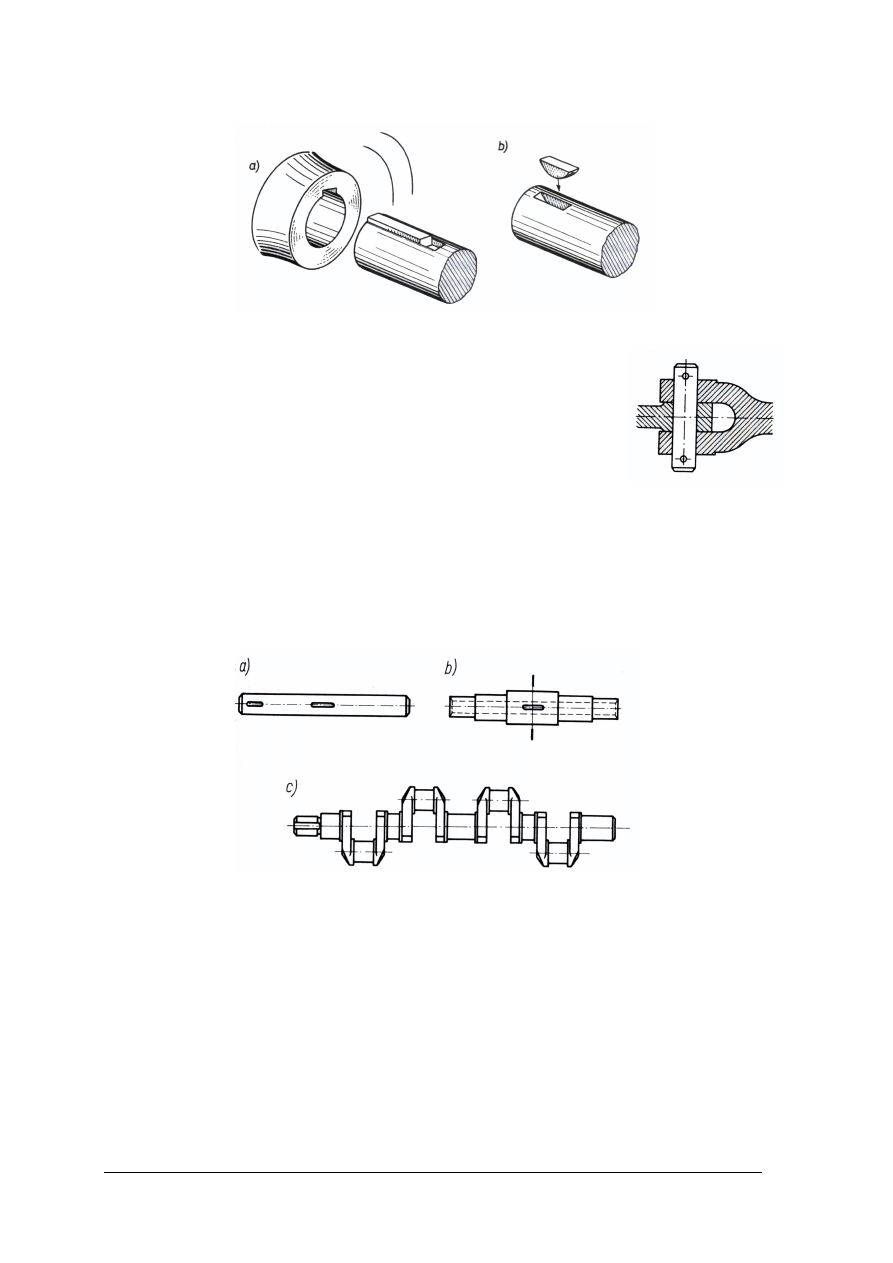
Połączenie wpustowe umożliwia osadzenie na wale kół lub piasty elementów osadzanych,
tak by nie mogły się na nim obracać. Wpusty umieszczane są w rowku wyciętym w wałku
i w piaście koła, co uniemożliwia obracanie się elementów osadzonych na wale.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 18. Połączenie wpustowe [4, s. 39] a) pryzmatyczne, b) czółenkowe
Połączenie sworzniowe umożliwia obracanie się łączonych części
względem siebie. Sworzeń (odmiana kołka) przekładany jest przez
otwory w elementach łączonych. Sworzeń zabezpieczany jest przed
wypadnięciem za pomocą zawleczek.
Rys. 19. Połączenie
sworzniowe [3, s. 68]
Osie, wały, łożyska i sprzęgła
Osie i wały to części maszyn w kształcie walca.
Osie podtrzymują elementy na nich osadzanych np. koła zębate, pasowe. Osie mogą być
ruchome (obracają się wraz z zamocowanymi częściami maszyn), lub nieruchome
(pozostające w spoczynku, podczas gdy osadzone części wykonują ruch obrotowy).
Wały są ruchome i przenoszą napęd, z jednego elementu na drugi.
Rys. 20. Rodzaje osi i wałów [3, s. 71]
a) prosty, b) stopniowy (schodkowy), c) korbowy z wykorbieniem wielokrotnym
Części osi i wałów, na których są osadzone inne elementy maszyn, nazywa się czopami.
Łożyska służą do podtrzymywania osi i wałów oraz przenoszenia obciążeń z jednego
elementu na drugi. Ich zadaniem jest zmniejszenie oporów ruchu.
Łożyska ślizgowe składają się z dwóch elementów: czopa oraz panewki. Panewka
osadzona jest w nieruchomym korpusie urządzenia. Między otworem w panewce, a czopem
występuje luz konstrukcyjny zapewniający swobodny ruch czopa. Luz wypełnia się smarem.
Łożyska toczne. Czop i panew są oddzielone od siebie elementami tocznymi w postaci
kulek, stożków, igiełek lub wałeczków. Od nazwy elementu tocznego łożysko przyjmuje
nazwę np. łożysko toczne. Łożyska toczne wymagają smarowania w celu odprowadzenia
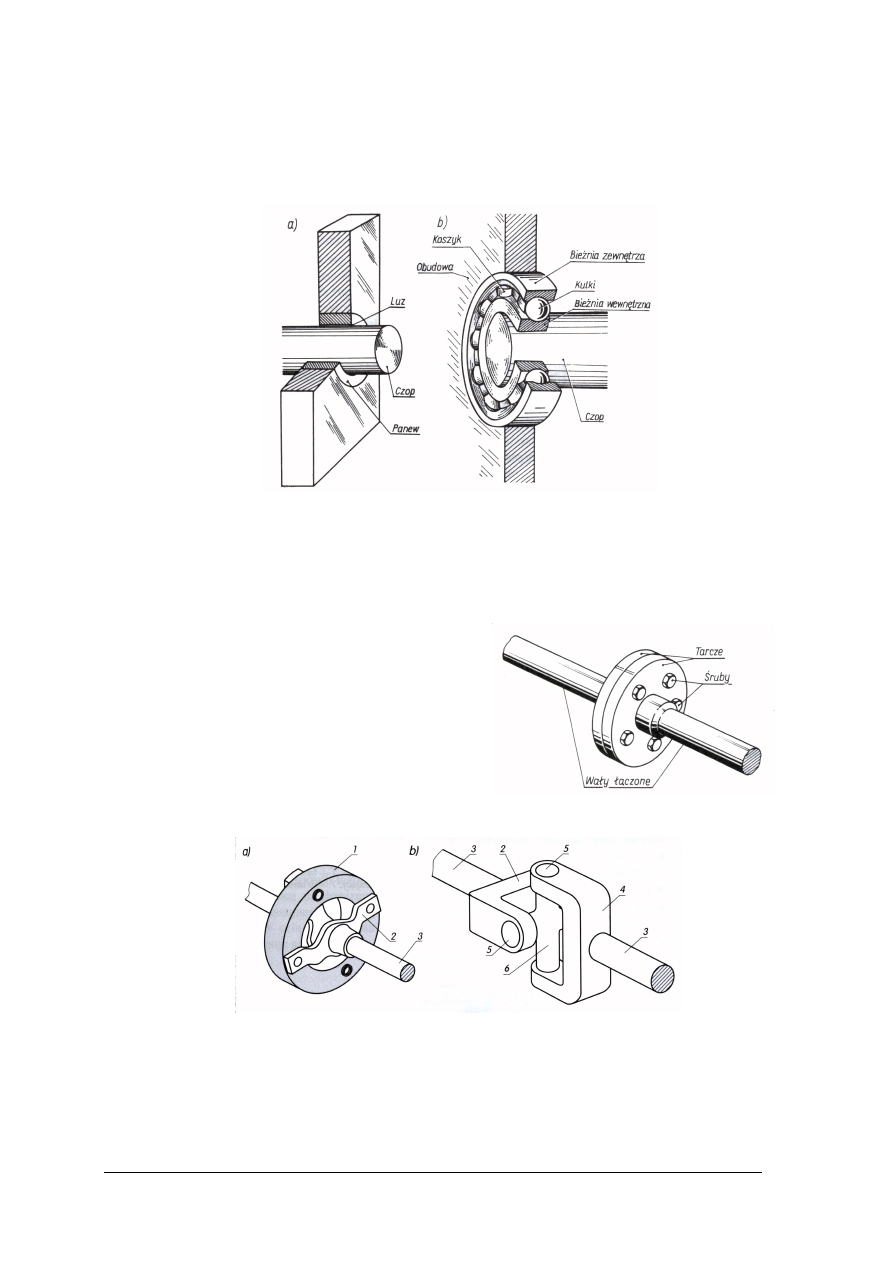
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
wydzielonego podczas pracy ciepła oraz zabezpieczenia bieżni i elementów tocznych przed
korozją.
Rys. 21. Łożyska [4, s. 43] a) ślizgowe, b) toczne
Sprzęgła służą do przekazywania momentu obrotowego między dwoma wałkami
mechanizmu (wału czynnego na bierny). Umożliwiają łączenie lub łączenie i rozłączanie
wałów.
Podział sprzęgieł:
−
nierozłączne (stałe): sztywne, podatne lub
przegubowe,
−
rozłączne: sterowane, samoczynne.
Sprzęgła stałe, można rozłączyć dopiero po
zatrzymaniu wału przez demontaż sprzęgła.
Sprzęgła podatne umożliwiają wykonywanie
względem siebie niewielkich ruchów.
Rys. 22. Sprzęgło sztywne (tarczowe) [5, s. 60]
Rys. 23. Sprzęgła [5, s. 61] a) podatne, b) krzyżakowe (Cardana)
1 – pierścień gumowy, 2, 4 – widełki, 3 – wałki, 5 – łożyska widełek, 6 - krzyżak
Sprzęgła rozłączne umożliwiają odłączenie napędu bez potrzeby wyłączania silnika
napędowego. Sprzęgła rozłączne mogą być sterowane z zewnątrz albo samoczynnie:
prędkością obrotową, kierunkiem obrotu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
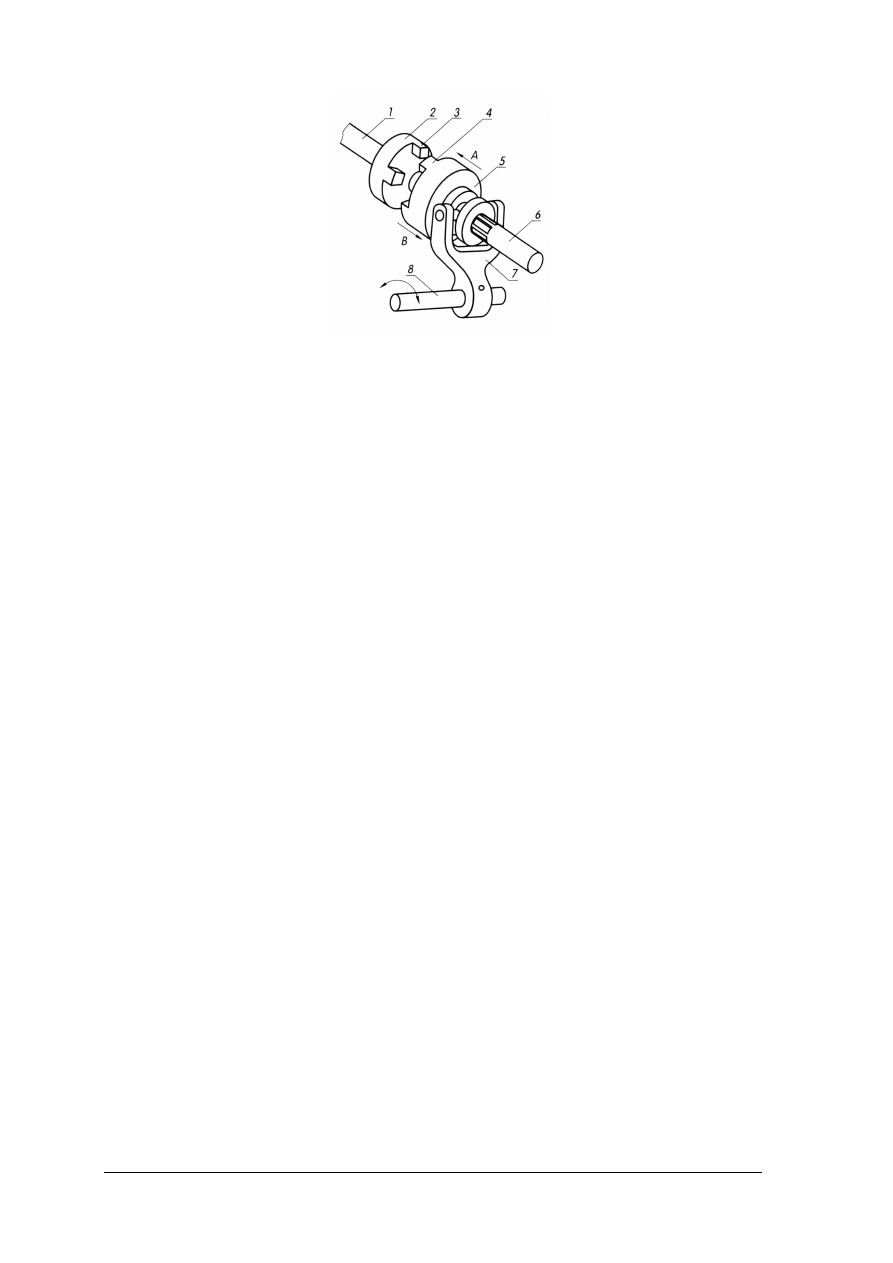
Rys. 24. Sprzęgło kłowe [5, s. 62]
1 – wałek odbiorczy, 2 – tarcza kłowa nieprzesuwana z kłami, 3, 4 – kły sprzęgające, 5 – tarcza kłowa
przesuwana, 6 – wałek napędzający, 7 – widełki włączające, 8 – wałek sterujący
Przekładnie
Przekładnie mechaniczne służą do przenoszenia ruchu obrotowego między wałami, z wału
czynnego (napędzającego) na wał bierny (napędzany). Najczęściej prędkość obrotowa silnika
napędzającego maszynę różni się od prędkości roboczych. Zmiany te uzyskujemy dzięki
przekładniom.
Przekładnie ponadto umożliwiają: zmianę płaszczyzny ruchu, kierunek ruchu, dokonać
zmiany momentu siły.
Podstawowym parametrem przekładni jest – przełożenie.
ω
1
n
1
D
2
z
2
i = --- = --- = ---- = ---
ω
2
n
2
D
1
z
1
gdzie:
i – przełożenie przekładni,
ω – prędkość kątowa wału (koła),
n – prędkość obrotowa wału (koła),
D – średnica koła,
z – liczba zębów koła,
1 – dotyczy wału (koła) napędzającego,
2 – dotyczy wału napędzanego.
W zależności od wartości przełożenia wyróżnia się:
−
reduktory, tzn. przekładnie zwalniające (i > 1),
−
multiplikatory, tzn. przekładnie przyspieszające (i < 1).
Rozróżnia się trzy podstawowe rodzaje przekładni mechanicznych: cierne, cięgnowe i zębate.
Przekładnie cierne – przenoszenie ruchu obrotowego z wału czynnego na bierny następuje
dzięki siłom tarcia, które powstają w skutek docisku do siebie kół ciernych o gładkiej powierzchni.
Stykające się powierzchnie kół powinny być wykonane z materiałów o dużym współczynniku
tarcia tocznego i dużą odpornością na ścieranie (stal, guma, tworzywo sztuczne). Rozróżnia się
przekładnie cierne o stałym i zmiennym przełożeniu (bezstopniowe).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
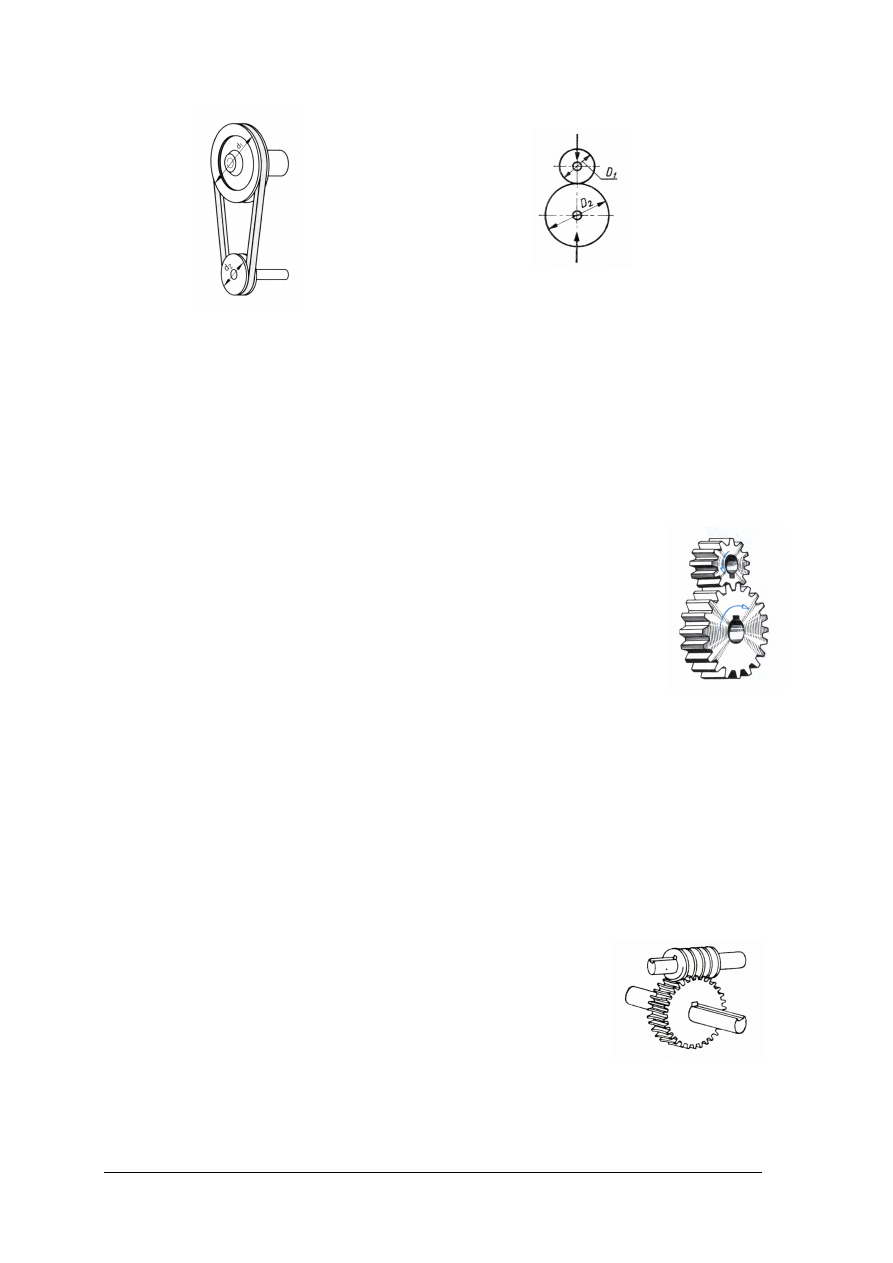
Rys. 25. Przekładnia cierna [3, s. 93] D
1
, D
2
– średnice kół
Rys. 26. Przekładnia pasowa [5, s. 57]
d
1
, d
2
-
średnice kół
Przekładnie cięgnowe. Cięgnem może być: pas, łańcuch, lina. Od rodzaju cięgna przekładnie
przyjmują nazwy: przekładnia pasowa, łańcuchowa, linowa.
Zastosowanie cięgna umożliwia przenoszenie napędu na większe odległości.
Pasy stosowane w przekładniach mogą być: płaskie, klinowe, zębate. Wykonuje się je
z materiału elastycznego lecz nierozciągliwego.
W przekładniach z pasem zębatym lub przekładniach łańcuchowych nie występuje
poślizg. Warunkiem dobrej pracy łańcuchów jest obfite smarowanie.
Przekładnie zębate
Przekładnia zębata składająca się z jednej pary kół i dwóch wałów
nazywa się przekładnią jednostopniową, a gdy tych par i wałów jest więcej
przekładnią wielostopniową.
Ze względu na kształt koła zębate dzieli się na: walcowe, stożkowe
i płaskie (tzw. zębatki). W zależności od kształtu zębów rozróżniamy koła
z zębami prostymi, skośnymi, łukowymi i daszkowymi.
Ze względów technologicznych liczba zębów koła zębatego nie może być
mniejsza niż 10, przełożenie jednej pary kół zębatych nie przekracza
w zasadzie 7.
Rys. 27. Przekładnia zębata
[3, s. 105]
W celu uzyskania większych przełożeń stosuje się przekładnie wielostopniowe. Całkowite
przełożenie przekładni wielostopniowej jest równe iloczynowi przełożeń poszczególnych stopni.
i
c
= i
1
· i
2
.......... · i
i
gdzie:
i
c
– przełożenie całkowite
i
1
· i
2
........... · i
i
– przełożenie poszczególnych stopni.
Duże wartości przełożenia można ponadto uzyskać przy użyciu przekładni ślimakowej.
W tym przypadku jedno z kół przekładni jest zastąpione ślimakiem Jeden obrót ślimaka
jednozwojnego spowoduje obrócenie się koła, zwanego ślimacznicą, o jeden ząb, a zatem
wartość przełożenia przekładni ślimakowej jest równa odwrotności
liczby zębów ślimacznicy.
W przekładni ślimakowej jest możliwość przenoszenia napędu
jedynie od strony ślimaka (napędzany ślimak). Przenoszenie napędu
w przeciwnym kierunku jest niemożliwe z powodu zakleszczenia się
na skutek tarcia. (tzw. samohamowność).
Rys. 28. Przekładnia ślimakowa [6, s. 85]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Konserwacja maszyn i urządzeń
Utrzymanie maszyn i urządzeń w stanie pełnej sprawności technicznej wymaga
stosowania wielu zabiegów konserwacyjnych. Do ważniejszych należy zaliczyć smarowanie
oraz ochronę antykorozyjną.
Współpracujące części maszyn, narażone na działanie tarcia, ulegają podczas pracy zużyciu.
Wynika to ze wzajemnego ścierania się współpracujących elementów, miejscowego
podwyższenia temperatury oraz korozji. Zmniejszenie wpływu wymienionych czynników uzyskuje
się za pomocą smarów. W łożyskach tocznych smar dodatkowo zapewnia tłumienie drgań
elementów tocznych.
Istnieje wiele różnych gatunków smaru przeznaczonych do prac; w najrozmaitszych
warunkach. Wybór smaru do konserwacji konkretnej maszyny powinien być zgodny ze
wskazówkami zawartymi w instrukcji fabrycznej.
4.3.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co zawiera dokumentacja techniczno – ruchowa?
2.
Jak można sklasyfikować części maszyn?
3.
Z jakich części maszyn zbudowana jest ubijarka cukiernicza?
4.
Na czym polega eksploatacja i konserwacja części maszyn?
5.
Kto może dokonywać eksploatacji i konserwacji części maszyn?
6.
Jaki jest cel stosowania poszczególnych części maszyn?
7.
Jak przedstawia się na rysunku technicznym uproszczenia typowych części maszyn?
4.3.3.
Ćwiczenia
Ćwiczenie 1
Zaplanuj czynności eksploatacyjno-konserwacyjne, które należy wykonać przy ubijarce
cukierniczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentacje techniczno-ruchową ubijarki cukierniczej,
2)
zapoznać się z budową, zasadą działania i obsługą ubijarki cukierniczej,
3)
określić codzienne czynności eksploatacyjne,
4)
określić czynności konserwacyjne i wskazać czas ich wykonywania,
5)
odszukać na schemacie miejsca ubijarki (części maszyn), które należy poddać
codziennym czynnością eksploatacyjnym lub okresowym czynnością konserwacyjnym,
6)
zapisać i zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczno-ruchowa ubijarki cukierniczej,
−
poradnik,
−
zeszyt, przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 2
Narysuj schemat układu napędowego wybranego urządzenia stosowanego w przemyśle
spożywczym (np. miesiarki widelcowej), omów jego działanie
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować dokumentacje techniczno – ruchową miesiarki widelcowej,
2)
zapoznać się z budową i działaniem miesiarki widelcowej,
3)
określić elementy składające się na układ napędowy dzieży i mieszadła,
4)
narysować uproszczony schemat układu napędowego,
5)
nazwać poszczególne części maszyn wchodzące w skład układu napędowego,
6)
określić funkcję jaką spełniają w układzie napędowym poszczególne części maszyn,
7)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
model urządzenia – miesiarki widelcowej,
−
dokumentacja techniczno-ruchowa miesiarki widelcowej,
−
poradnik,
−
zeszyt, przybory do rysowania.
4.3.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić elementy dokumentacji techniczno-ruchowej ?
!
!
2)
określić cel korzystania z dokumentacji techniczno-ruchowej?
!
!
3)
posługiwać się dokumentacją techniczno-ruchową?
!
!
4)
sklasyfikować części maszyn?
!
!
5)
określić funkcję podstawowych części maszyn w układzie
napędowym?
!
!
6)
wyjaśnić pojęcie eksploatacji i konserwacji części maszyn?
!
!
7)
określić cel przeprowadzania eksploatacji i konserwacji części
maszyn?
!
!
8)
omówić ogólne czynności eksploatacyjne i konserwacyjne części
maszyn na przykładzie ubijarki cukierniczej?
!
!
9)
odczytać na schemacie przedstawiającym układ napędowy danej
maszyny typowe części maszyn?
!
!
10)
narysować uproszczony schemat układu napędowego danego
urządzenia (miesiarki widelcowej)?
!
!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4.
Maszyny typowe
4.4.1.
Materiał nauczania
Realizacja procesów produkcyjnych opiera się na wykorzystaniu wielu maszyn
i urządzeń. Są to zarówno maszyny stosowane w danej branży jak i tzw. maszyny typowe np.
pompy, sprężarki, urządzenia chłodnicze.
Pompy
Pompy są to urządzenia które umożliwiają przenoszenie cieczy z poziomu niższego na
wyższy lub przetłaczanie jej ze zbiornika o ciśnieniu niższym do zbiornika o ciśnieniu
wyższym.
Działanie pomp opiera się na wytworzeniu różnicy ciśnień.
Klasyfikacja pomp (ze względu na sposób wytworzenia ciśnienia potrzebnego do
przetłoczenia cieczy):
−
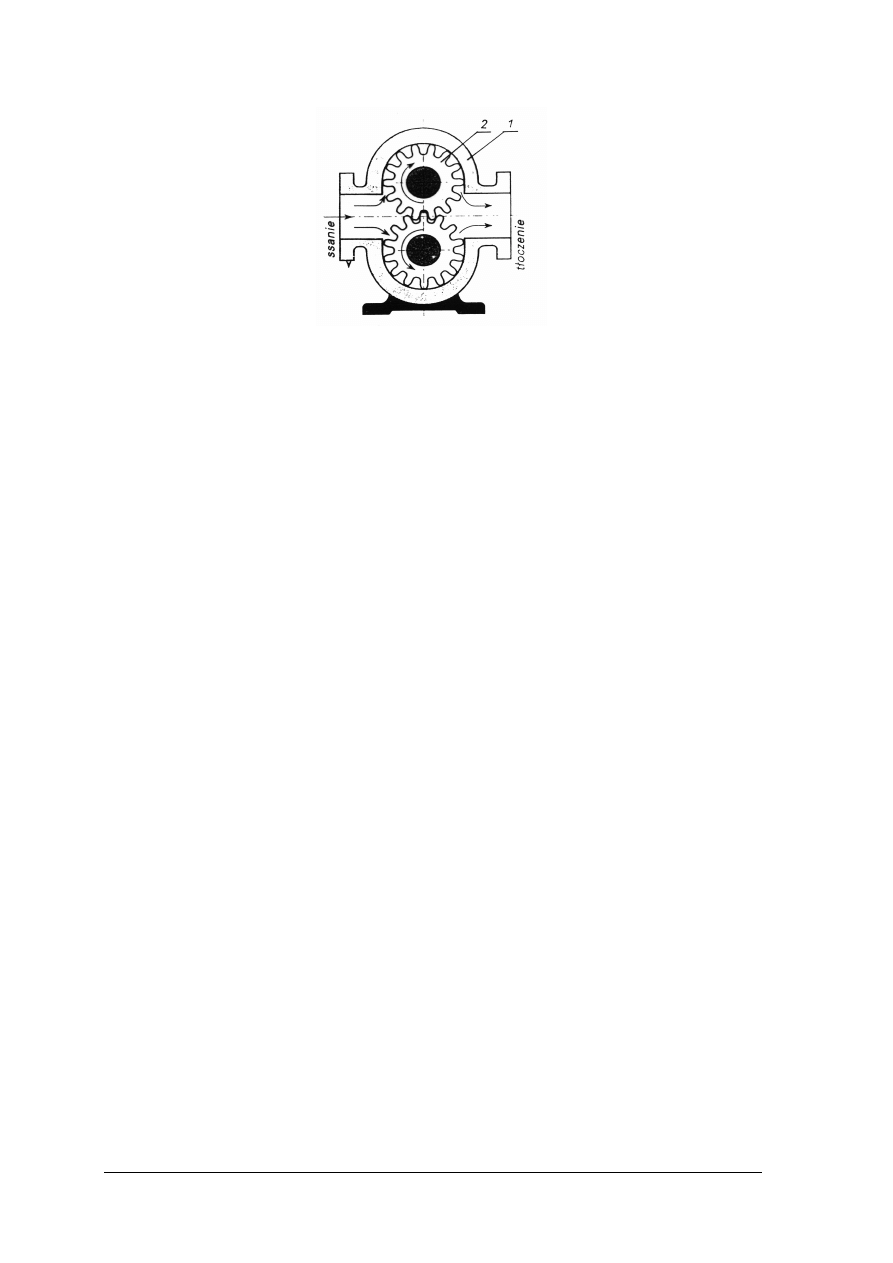
Pompy wyporowe – uzyskują ciśnienie przez cykliczną zmianę objętości komory
tłocznej, która przy wzroście objętości zasysa płyn przewodem wlotowym, a przy jej
zmniejszeniu wytłacza go otworem wylotowym. Pod względem budowy różnią się
między sobą jedynie szczegółami konstrukcyjnymi (elementem tłocznym).
Wyróżnia się pompy: tłokowe, skrzydełkowe, membranowe, zębatkowe, śrubowe
.
−
Pompy wirowe – wytwarzają ciśnienie przez ruch obrotowy elementu wyposażonego
w łopatki.
Wyróżnia się pompy: promieniowe, osiowe (śmigłowe).
"
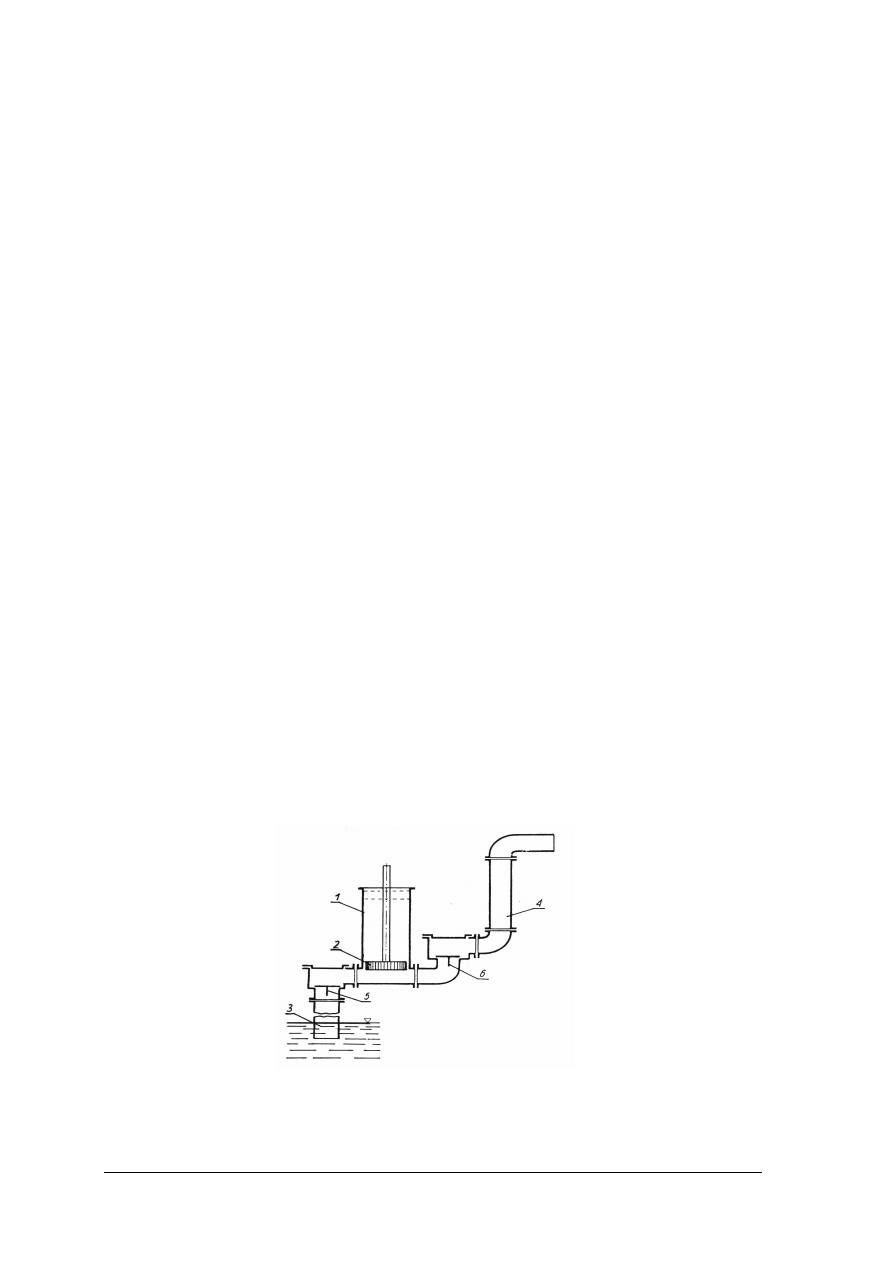
Pompa tłokowa
Podczas ruchu tłoka do góry zwiększa się czynna objętość cylindra, co powoduje w nim
spadek ciśnienia. Z powodu niższego ciśnienia pod tłokiem niż w dolnym zbiorniku zawór
ssący otwiera się samoczynnie, a ciecz wpływa do rury ssącej i podąża za tłokiem wypełniając
cylinder. Podczas ruchu tłoka ku dołowi na skutek wzrastającego pod nim ciśnienia ciecz
ciśnie na zawór ssący i tłoczący. Zwór ssący zostaje dociśnięty do gniazda, natomiast zawór
tłoczący unosi się ku górze i ciecz zostaje wypchnięta przez tłok do przewodu tłoczącego,
doprowadzając ciecz do miejsca przeznaczenia, po czym unoszący się znowu do góry tłok
zasysa nową porcję cieczy i cały proces się powtarza.
Rys.29. Pompa tłokowa [6, s. 134]
1 - cylinder, 2 – tłok, 3 - przewód ssący, 4 – przewód tłoczący, 5 – zawór ssący, 6 – zawór tłoczący
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
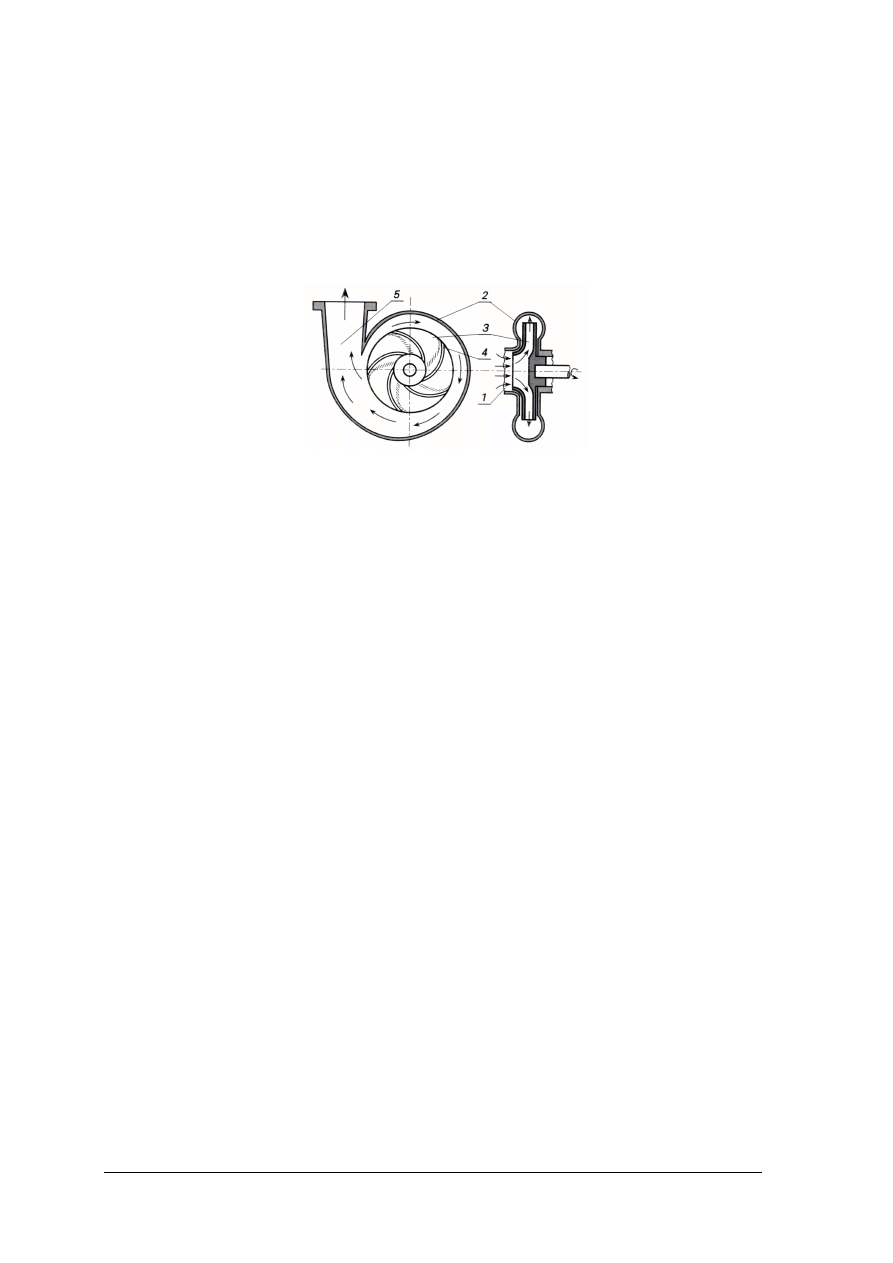
Pompa promieniowa (odśrodkowa)
Wirnik pompy obraca się z określoną prędkością, a jego łopatki pociągają za sobą ciecz
znajdującą się w kanałach między łopatkowych. Siła odśrodkowa odrzuca ciecz od środka
wirnika ku obwodowi, co powoduje wzrost ciśnienia przy obwodzie wirnika (tłoczenie),
a spadek ciśnienia w części środkowej wirnika (ssanie). W chwili uruchomienia pompy
konieczne jest jej zalanie cieczą.
Nadają się do gęstych cieczy m.in. do ścieków kanalizacyjnych. Stosuje się je do
tłoczenia solanki w chłodniach.
Rys. 30. Pompa odśrodkowa [6, s. 140]
1 – przewód wlotowy – ssanie, 2 – korpus, 3 – wirnik, 4 – łopatki, 5 - przewód wylotowy – tłoczenie
Podstawowe parametry pracy pompy:
−
wysokość podnoszenia (wysokość ssania plus wysokość tłoczenia) [m],
−
wydajność – ilość cieczy, jaką przetłacza pompa w jednostce czasu [m ³/s],
−
moc potrzebna do napędu pompy – moc, którą doprowadza się do wału pompy (jest to
najczęściej moc silnika napędzającego) [W]
−
sprawność pompy - stosunek mocy efektywnej pompy (mocy przekazanej cieczy do mocy
doprowadzonej na wał pompy) [%]
Sprężarki
Sprężarki stosowane są do sprężania (podnoszenia ciśnienia) par i gazów. Sprężanie gazu
zachodzi od ciśnienia ssania do ciśnienia tłoczenia.
Klasyfikacja sprężarek
Ze względu na sposób działania wyróżniamy następujące maszyny sprężające:
−
maszyny objętościowe (wyporowe) zwane często kompresorowymi, wywołujące wzrost
ciśnienia w wyniku zmniejszenia objętości gazu.
Dzielą się na: tłokowe, łopatkowe, rotacyjne, z pierścieniem cieczowym, śrubowe,
przeponowe (membranowe), tłokowe.
−
maszyny przepływowe – wywołują wzrost ciśnienia na skutek oddziaływania na cząstki
gazu sił bezwładności.
Dzielą się na: promieniowanie, osiowe.
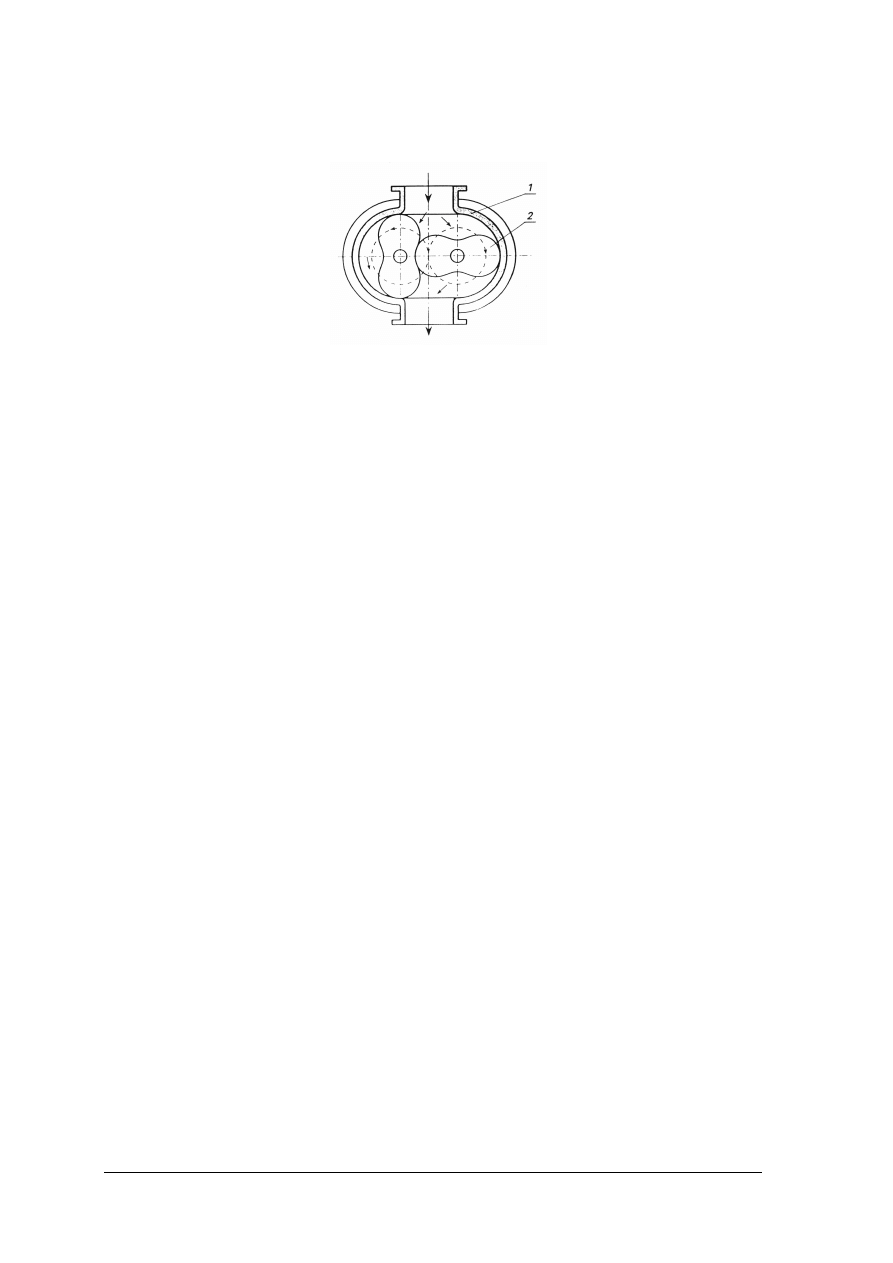
Sprężarka rotacyjna Roots’a
Stosowana jest do sprężania gazów do niskich i średnich wielkości ciśnień.
W korpusie sprężarki umieszczone są dwa tłoki krzywkowe zamontowane na
równoległych wałach, które wirują w przeciwnych kierunkach przesuwając gaz w normalnym
kierunku do ich osi. Zsynchronizowany napęd, umieszczony na zewnątrz zapewnia dobry
kontakt tłoków między sobą i ze ścianką cylindra. W trakcie wirowania z przestrzeni ssawnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
są pobierane i odcinane objętości gazu, stanowiące przestrzeń między tłokami a korpusem
i przenoszone do przestrzeni tłocznej, gdzie ulegają sprężeniu.
Rys.31. Sprężarka rotacyjna Roots’a [11, s. 193] 1 - korpus, 2 – tłoki krzywkowe
Sprężarki służą do sprężania powietrza oraz gazów powszechnie stosowanych w wielu
gałęziach przemysłu spożywczego. Sprężone gazy są stosowane np. w chłodnictwie
(dwutlenek węgla, amoniak i freony).
By zmniejszyć zapotrzebowanie energii sprężania i zapewnić bezpieczeństwo
prowadzenia procesów korpus (cylindry) sprężarki są chłodzone.
Sprężarki wyposażone są w chłodnice odprowadzające nadmiar ciepła, jakie wydziela się
podczas sprężania gazu i może doprowadzić do znacznego podniesienia się jego temperatury
(nawet do kilkuset °C). Ponadto sprężarki są wyposażone w urządzenia umożliwiające
usunięcie wilgoci ze sprężonego gazu oraz par oleju używanego do smarowania elementów
ruchomych sprężarki.
W celu uzyskania wyższego stopnia sprężania gazu buduje się sprężarki tłokowe
wielostopniowe. Sprężanie odbywa się kolejno w kilku cylindrach (I–III) z jednoczesnym
chłodzeniem międzystopniowym.
Sprężenie wielostopniowe połączone z chłodzeniem międzystopniowym jest bardziej
ekonomiczne.
Parametry sprężarek:
−
wydajność objętościowa [m/s] lub masowa [kg/s],
−
spręż – stopień sprężania (stosunek ciśnienia tłoczenia do ciśnienia ssania).
W zależności od wartości sprężu rozróżnia się następujące typy maszyn sprężających:
−
sprężarki,
−
dmuchawy,
−
wentylatory.
Wentylatory stosuje się w urządzeniach klimatyzacyjnych do wymiany powietrza,
w przenośnikach materiałów sypkich, w silnikach spalinowych i elektrycznych, do czyszczenia
i sortowania nasion itp.
Wyróżnia się wentylatory: promieniowe i osiowe.
Urządzenia chłodnicze
Istotnym czynnikiem zapobiegającym pogorszeniu właściwości przechowywanych
artykułów żywnościowych jest niska temperatura.
Niska temperatura jest uzyskiwana w urządzeniach chłodniczych wykorzystujących
następujące właściwości czynników chłodniczych:
−
ciśnienie skraplania nie powinno przekraczać 1,5 MPa ze względu na wytrzymałość
urządzeń,
−
ciepło parowania i przewodność cieplna powinny być możliwie duże,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
−
temperatura krzepnięcia powinna być możliwie niska,
−
powinny być niepalne i nietoksyczne,
−
nie powinny powodować korozji metali.
Czynniki chłodnicze można podzielić na dwie grupy:
–
węglowodory nasycone i nienasycone: metan, etan, propan, butan, izobutan, etylen
i propylen,
–
pochodne węglowodorów nasyconych; obejmują one pochodne metanu i etanu utworzone
przez zastąpienie części lub wszystkich atomów wodoru przez atomy chloru lub fluoru;
część z nich występuje pod nazwą freonów C
m
H
x
F
y
Cl
z
., a w szczególności freon F
12
(CCl
2
F
2
) i F
13
(CCl
3
F).
Urządzenia chłodnicze stosowane w przemyśle, chłodziarkach domowych, magazynach
artykułów spożywczych oraz środkach transportu służących do przewozu tych artykułów
występują jako urządzenia sprężarkowe lub absorpcyjne.
Urządzenia sprężarkowe, jako wydajniejsze i tańsze w eksploatacji są częściej stosowane.
"
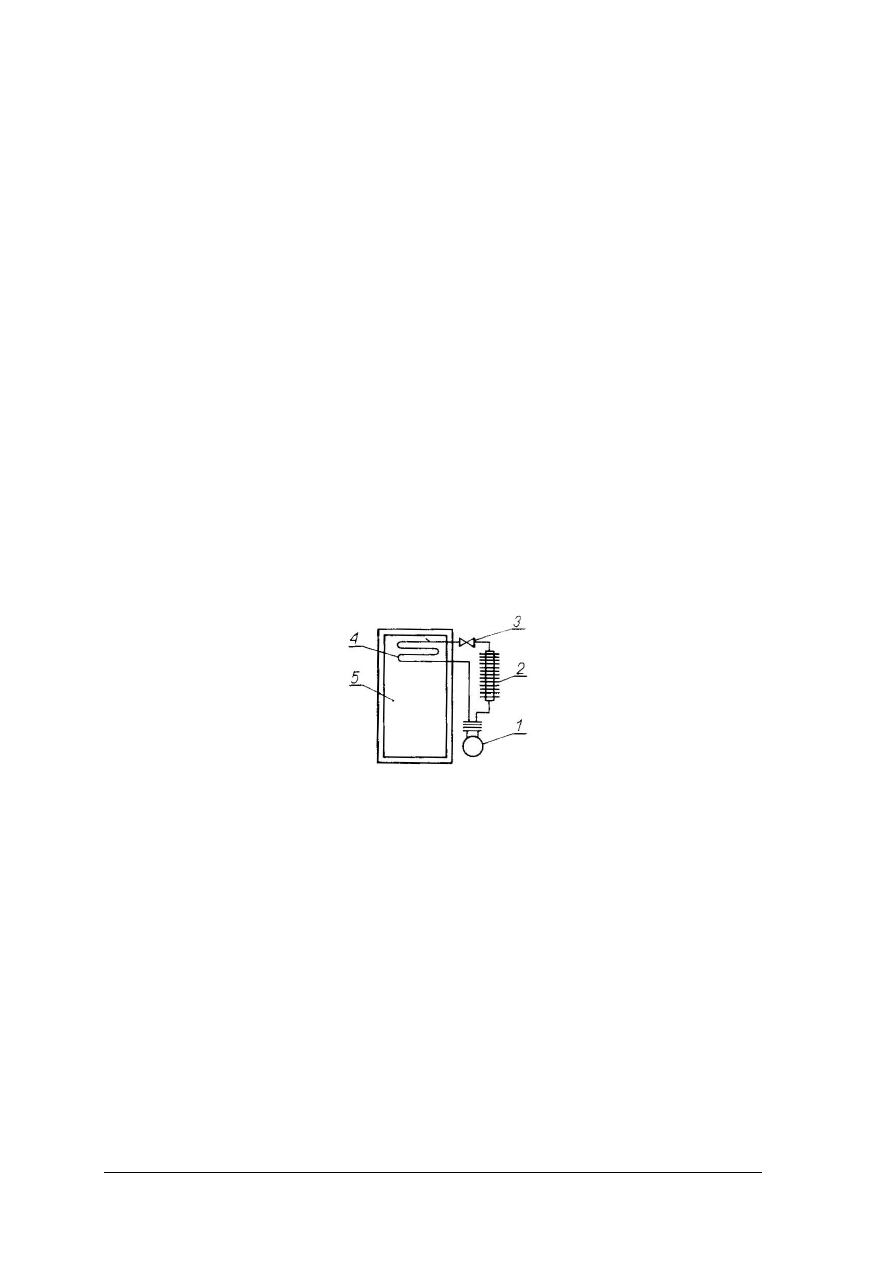
Chłodziarka sprężarkowa - w oziębianej przestrzeni znajduje się parownik, naczynie
o dużej powierzchni, w którym paruje ciecz pobierająca ciepło. Nasycona para cieczy jest
zasysana z parownika przez sprężarkę i przetłaczana do skraplacza. W wyniku sprężania
temperatura pary wzrasta (para zostaje przegrzana) powyżej temperatury otoczenia.
W
skraplaczu na skutek odprowadzenia ciepła do otoczenia para zostaje ochłodzona
i skroplona. Ze skraplacza ochłodzona ciecz przez rozprężarkę (często zawór dławiący)
dostaje się z powrotem do parownika. Obieg zostaje zamknięty.
Rys. 32. Chłodziarka sprężarkowa [11, s. 196]
1 – sprężarka, 2 – skraplacz, 3 – zawór dławiący (rozprężarka), 4 – parownik,
5 – przestrzeń oziębiana
Urządzenia chłodnicze wykorzystujemy w przemyśle i handlu. W przemyśle spożywczym
są stosowane m.in. w: mleczarstwie, ciastkarstwie, cukiernictwie, piekarnictwie,
browarnictwie, przetwórstwie mięsnym i rybnym. Chłodziarki mają również zastosowanie
w życiu prywatnym, gdzie wykorzystywane są do zabezpieczenia artykułów spożywczych
przed zepsuciem.
Wytwornice pary
Para wodna jest nośnikiem ciepła bardzo często wykorzystywanym w przemyśle
spożywczym do ogrzewania m.in. wyparek, pasteryzatorów, kotłów warzelnych (parowych).
Para do celów energetycznych jest wytwarzana w kotłach.
Kotły parowe są zespołem urządzeń do zmiany energii cieplnej powstałej ze spalania
paliwa w kotle na parę wodną o wysokim ciśnieniu i temperaturze. Energia cieplna pary
wodnej przeznaczona jest do bezpośredniego wykorzystania ciepła lub zmiany na energię
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
elektryczną (w elektrowniach cieplnych).
Kotły są ogrzewane ciepłem uzyskiwanym ze spalania paliwa: stałego (np. koksu, węgla
kamiennego, węgla brunatnego), ciekłego (np. gazu ziemnego). Paliwa są związkami
organicznymi, które dają w wyniku spalania (łączenie się z tlenem) wodę oraz dwutlenek
węgla.
Najczęściej wykorzystywane kotły parowe to:
–
kocioł walczakowy (wodnorurkowy),
–
kocioł wodnorurkowy opromieniowany.
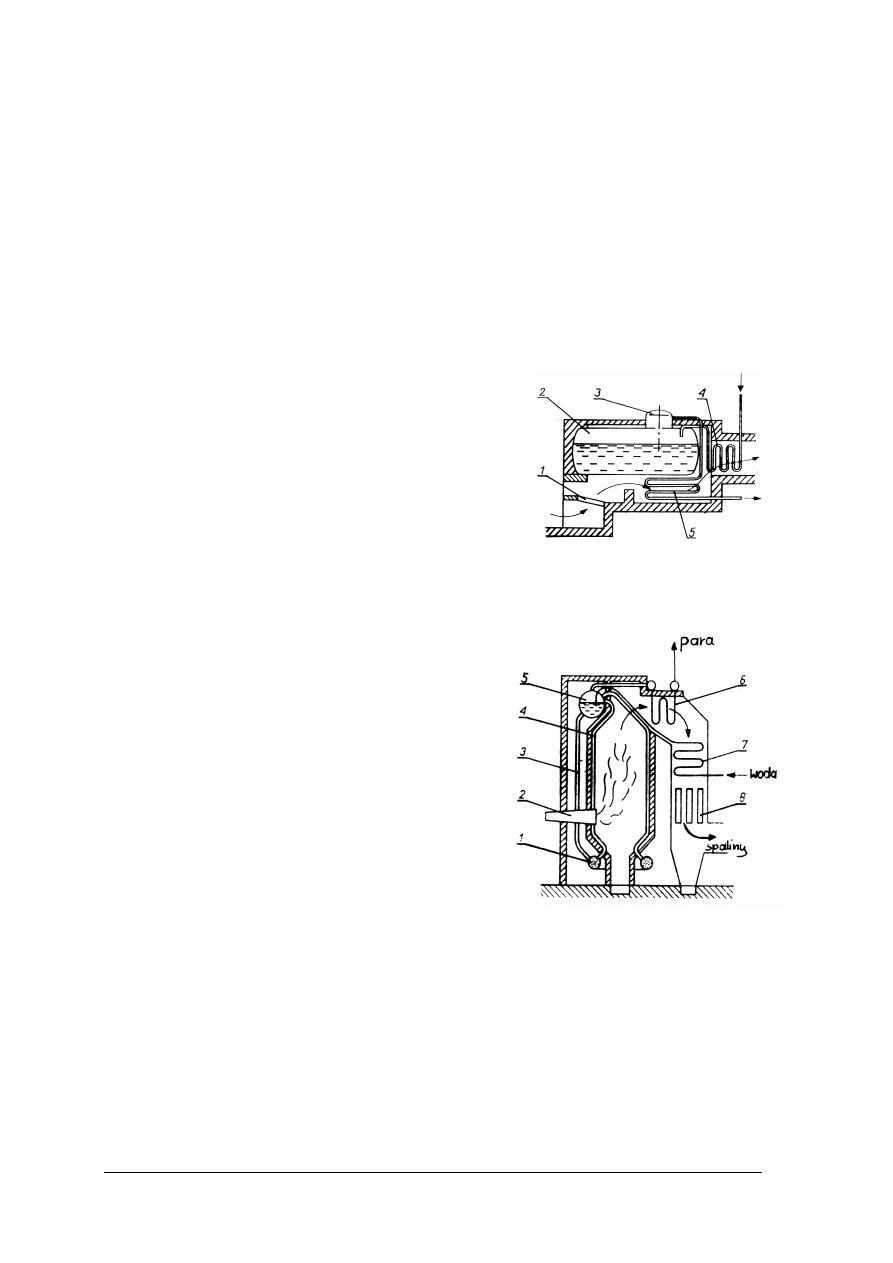
Kocioł walczakowy - paliwo stale spalane na ruszcie paleniska ogrzewa wodę
w walczaku (cylindrycznym zamkniętym naczyniu). Para jest pobierana z wężownicy
podgrzewacza pary podgrzewanej spalinami ulatującymi do komina. Dla lepszego
wykorzystywania ciepła spaliny ulatniające się do komina podgrzewają doprowadzaną do
kotła wodę z wężownicy do podgrzewacza wody.
Wady:
–
panujące wysokie ciśnienie w kotłach o dużej
pojemności stanowi potencjalne zagrożenie
w przypadku pęknięcia kotła,
–
duża masa gorącej wody zawartej w walczaku
utrudnia szybką zmianę wydajności kotła zmuszając
niekiedy do wypuszczania pary podczas przerwy w jej
odbiorze.
Rys.33. Kocioł walczakowy [11, s. 178]
1 - ruszt, 2 - walczak, 3 - kołpak parowy,
4 - podgrzewacz wodny, 5 - podgrzewacz pary
Kocioł wodnorurkowy opromieniowany –
ściany kotła zbudowane z cegły ognioodpornej są
wyłożone rurami wypełnionymi wodą, które
stanowią ekran chroniony ścianami kotła. Ciepło jest
przyjmowane dzięki promieniowaniu. Woda jest
doprowadzona przez podgrzewacz do walczaka skąd
rurami opadowymi spływa do komory spalania
oddając ciepło wodzie znajdującej się w rurach
wznoszących, gdzie wytwarza się para
odprowadzana na zewnątrz poprzez walczak.
Spaliny uchodzące do komina przechodzą przez
przegrzewacz pary i podgrzewacz powietrza.
Powietrze podgrzane w podgrzewaczu jest
doprowadzone do palnika.
Rys.34. Kocioł wodnorurkowy opromieniowany [11,
s.179], 1 – komora dolna, 2 – palnik, 3 - rury opadowe,
4 – rury wznoszące, 5 – walczak, 6 – przegrzewacz pa-
ry, 7 – podgrzewacz wody, 8 – podgrzewacz powietrza
Z uwagi na niewielką objętość wrzącej wody, ewentualne skutki wybuchu kotła, nie są
groźne.
Dla zapewnienia bezpiecznej pracy w kotle musi znajdować się określona ilość wody,
której poziom wskazują wodowskazy. Niezbędnym wyposażeniem kotła są manometry
(ciśnieniomierze). Dla zabezpieczenia przed rozerwaniem kotła stosowne są zawory
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
bezpieczeństwa otwierające się, gdy ciśnienie w kotle wzrośnie powyżej wartości
dopuszczalnej.
Nowoczesne kotły są w pełni zautomatyzowane.
Ze względu na duże zagrożenie, jakie stanowi uszkodzenie kotła, musi on stale
znajdować się pod nadzorem uprawnionego pracownika o odpowiednich kwalifikacjach.
Główne objawy zagrożenia to zakłócenia w dopływie wody, nadmierny wzrost ciśnienia,
widoczne uszkodzenia mechaniczne.
Dopuszczenie kotła do ruchu może nastąpić jedynie za zgodą Urzędu Dozoru
Technicznego (UDT), który również przeprowadza okresową kontrolę stanu technicznego
kotłów.
4.4.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jakim celu stosowane są pompy?
2.
Jak można sklasyfikować pompy?
3.
W jaki sposób działają pompy wyporowe?
4.
W jaki sposób działają pompy wirowe?
5.
Jaką rolę w konstrukcji pomp wyporowych odgrywa element tłoczny?
6.
Jakie kształty przyjmuje element tłoczny?
7.
Jakie jest przeznaczenie kotłów parowych?
8.
Jakie różnice występują w konstrukcji i eksploatacji kotłów parowych?
9.
Jakie zagrożenia mogą wystąpić przy eksploatacji kotłów parowych?
10.
W jaki osprzęt powinien być wyposażony kocioł parowy?
4.4.3.
Ćwiczenia
Ćwiczenie 1
Rozróżnij na podstawie schematów pompy. Nazwij je i wymień ich główne
elementy budowy (dla pomp wyporowych określ elementy tłoczące).
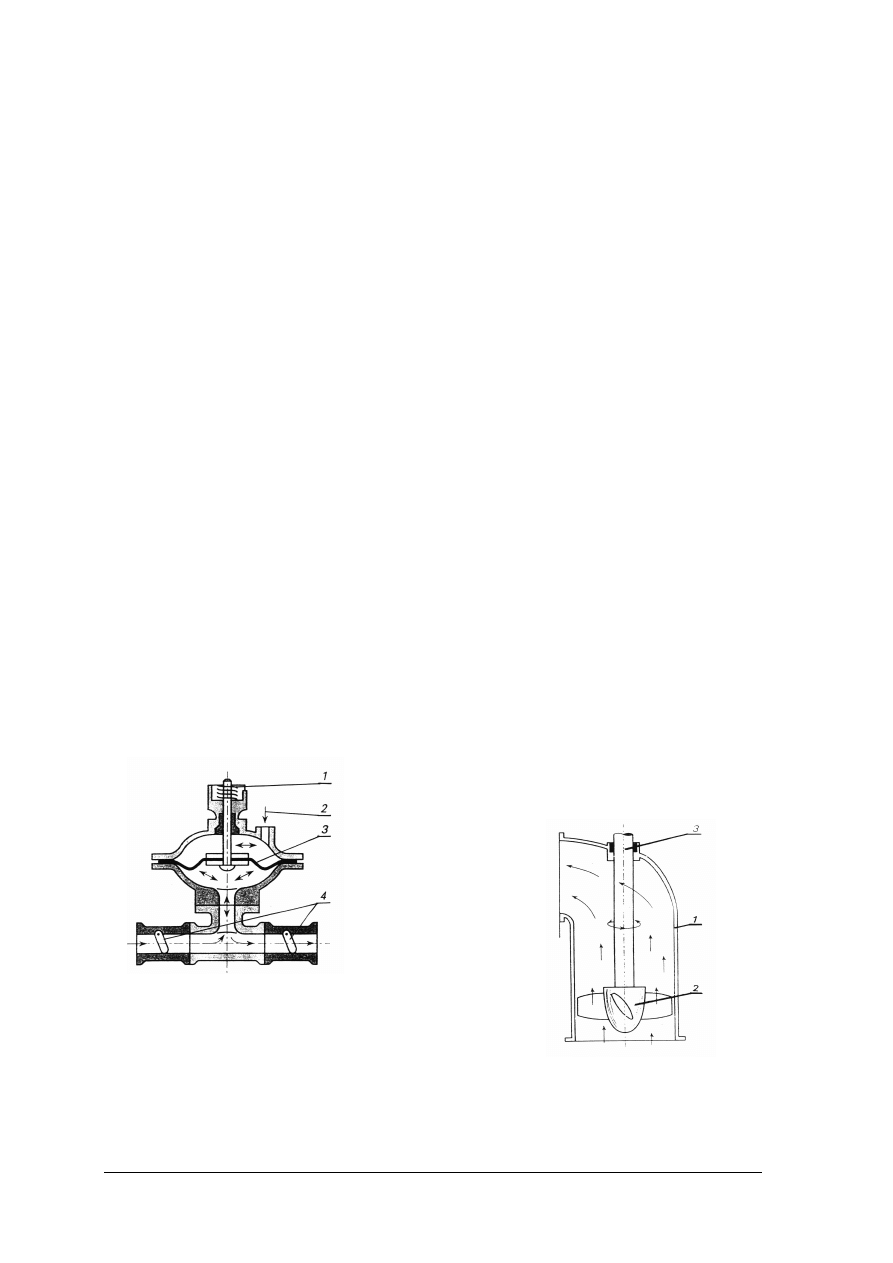
Rys. Pompa ............. [12, s. 51]
1 - korpus, 2 – wirnik, 3 – uszczelnienie dławicowe
Rys. Pompa ............[12, s. 54]
1 – sprężyna, 2 – wlot płynu roboczego,
3 – membrana, 4 – zawory płytkowe (klapowe)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. Pompa .............. [12, s. 52] 1 - korpus, 2 – koła zębate
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
zapoznać się z klasyfikacją pomp,
2)
przeanalizować budowę i działanie pomp,
3)
rozpoznać na schematach poszczególne pompy,
4)
określić główne elementy budowy pomp,
5)
zapisać i zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
modele maszyn,
−
poradnik,
−
plansze lub foliogramy,
−
dokumentacje techniczne,
−
zeszyt, przybory do pisania.
Ćwiczenie
2
Określ zagrożenia jakie mogą wystąpić przy eksploatacji kotłów parowych i sposoby ich
zapobiegania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
zapoznać się z budową i zasadą działania kotłów parowych,
2)
przeanalizować różnice związane z konstrukcją i eksploatacją kotłów parowych,
3)
określić zagrożenia jakie mogą wystąpić przy eksploatacji kotłów parowych,
4)
określić sposoby zapobiegania zagrożeniom, które mogą wystąpić przy eksploatacji
kotłów parowych,
5)
zapisać i przedstawić pracę.
Wyposażenie stanowiska pracy:
−
dokumentacje techniczno-ruchowe kotłów,
−
poradnik,
−
zeszyt, przybory do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.4.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wskazać cel stosowania pomp?
!
!
2)
sklasyfikować pompy?
!
!
3)
omówić działanie pomp wyporowych?
!
!
4)
omówić działanie pomp wirowych?
!
!
5)
omówić budowę i działanie pompy tłokowej, membranowej,
osiowej, zębatej?
!
!
6)
określić przeznaczenie kotłów parowych?
!
!
7)
sklasyfikować kotły parowe?
!
!
8)
wymienić główne elementy budowy kotłów parowych?
!
!
9)
omówić różnice występujące w konstrukcji i eksploatacji kotłów
parowych?
!
!
10)
określić zagrożenia jakie mogą wystąpić przy eksploatacji kotłów
parowych?
!
!
11)
wymienić osprzęt kotła i określić cel jego zastosowania?
!
!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5.
Instalacje, gospodarka wodno – ściekowa i energetyczna
4.5.1.
Materiał nauczania
Instalacja elektryczna
Energia elektryczna (prąd elektryczny przemienny trójfazowy) wytwarzana w elektrowni
przekazywana jest siecią wysokiego, średniego aż do niskiego napięcia.
Z sieci niskiego napięcia prąd przesyłany jest do tablicy rozdzielczej na terenie
nieruchomości lub budynku, gdzie rozprowadzane są instalacje wewnętrzne:
−
miejska, o napięciu 230V (umożliwia zasilanie urządzeń gospodarstwa domowego,
urządzeń elektronicznych, instalacji oświetleniowej),
−
siłowa, o napięciu 400V (umożliwia zasilanie maszyn przemysłowych, urządzeń
grzewczych).
Instalacja musi być odporna na wpływy czynników otoczenia: wilgoć, wysoką temperaturę czy
zapylenie.
Wszystkie maszyny i urządzenia muszą mieć zabezpieczenie przed porażeniem prądem
elektrycznym.
Środki ochrony dzielimy na podstawowe i dodatkowe.
Do środków podstawowych ochrony należą:
−
izolowanie części urządzeń znajdujących się pod napięciem,
−
osłony uniemożliwiające dotknięcie części znajdujących się pod napięciem,
−
umieszczenie części znajdujących się pod napięciem w miejscach niedostępnych lub trudno
dostępnych.
Do środków dodatkowych należą:
−
uziemienie ochronne – połączenie przewodem specjalnego zacisku znajdującego się na
obudowie maszyny ze specjalnym przedmiotem metalowym stykającym się z ziemią,
−
zerowanie – fabrycznie wykonane połączenie obudowy silnika lub maszyny
z przewodem zerowym sieci za pomocą dodatkowego przewodu znajdującego się w kablu
elektrycznym doprowadzającym prąd,
−
wyłączniki przeciwporażeniowe – stosuje się wówczas, gdy niecelowe jest stosowanie
uziemienia lub zerowania,
−
izolacja ochronna np. izolacja podłogi, chodniki, rękawice ochronne,
−
ochronne obniżenie napięcia roboczego do 24V – uzyskuje się przez zastosowanie
transformatorów,
−
separacja odbiorników,
−
izolowanie stanowisk.
Instalacja wodna
Wodociąg powinien spełniać następujące warunki:
−
woda doprowadzana powinna mieć odpowiednią jakość tzn. powinna być zdana do picia,
−
ciśnienie wody musi być stałe o odpowiedniej wartości
−
powinna być zapewniona ciągłość dostawy wody.
Ponadto powinien dostarczać wodę na potrzeby przeciwpożarowe. Wyróżnia się
instalacje przeciwpożarowe: hydrantowe i automatyczne (tryskaczowe lub zraszaczowe).
Główne elementy wodociągu to:
−
ujęcie wody,
−
stacja uzdatniania wody,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
−
urządzenia transportujące wodę (przewody rurowe),
−
urządzenia do przenoszenia ciśnienia wody (np. pompy),
−
urządzenia do magazynowania,
−
instalacje wodociągowe.
Instalacje wodociągowe składają się z:
−
połączenia wodociągowego (odcinek odprowadzający wodę od wodociągu do
budynku, zakończony wodomierzem),
−
wewnętrznej sieci wodociągowej (zespół przewodów rozprowadzających wodę
w budynku lub po terenie nieruchomości w sposób umożliwiający czerpanie wody),
−
punktów czerpalnych (umożliwiające pobieranie wody).
Instalacja wodociągowa zawiera ponadto armaturę: regulacyjną (zawory odcinające,
przepływowe, redukcyjne), czerpalną (krany, baterie), zabezpieczającą (zawory
bezpieczeństwa), pomiarową (przepływomierze, manometry).
Do podnoszenia i utrzymania ciśnienia wody stosuje się: pompy, zespół pomp, układ
ze zbiornikiem górnym lub urządzenie hydroforowe.
Instalacja kanalizacyjna
Kanalizacja służy do zebrania, odprowadzenia oraz unieszkodliwienia ścieków
powstałych w wyniku działalności człowieka.
Kanalizacja jest przystosowana również do przyjęcia i odprowadzenia również ścieków
opadowych.
W kanalizacji można wyróżnić następujące elementy:
−
instalacje kanalizacyjne,
−
sieć kanalizacyjną,
−
urządzenie do podnoszenia ciśnienia ścieków (pompy),
−
urządzenia do oczyszczania ścieków.
Do zbierania ścieków służą kratki ściekowe oraz wszelkiego rodzaju przybory sanitarne
(zlewy, umywalki, brodziki, sedesy itp.).
Instalacja cieplna
Instalacja cieplna umożliwia podniesienie temperatury powietrza w pomieszczeniach,
a także podnoszenia temperatury cieczy, stosowanej do celów domowych i gospodarczych czy
też produkcyjnych. Podniesienie temperatury cieczy odbywa się przez ogrzewanie jej
(dostarczanie energii cieplnej) z różnych źródeł
Źródłem ciepła są najczęściej:
−
paliwa płynne (olej opałowy),
−
gazowe (gaz ziemny, propan, butan),
−
węgiel,
−
tzw. paliwa ekonomiczne – biopaliwa (m.in. słoma, drewno, oleje roślinne, alkohol,
biogaz).
Główne elementy instalacji to:
−
urządzenia grzewcze (piece, podgrzewacze, wymienniki ciepła itp.),
−
przewody rozprowadzające,
−
pompy,
−
urządzenia kontrolno-pomiarowe i elementy automatycznych instalacji regulacyjnych.
Przewody, którymi transportowana jest woda w pomieszczeniach bez ogrzewania lub na
zewnątrz budynku muszą być izolowane.
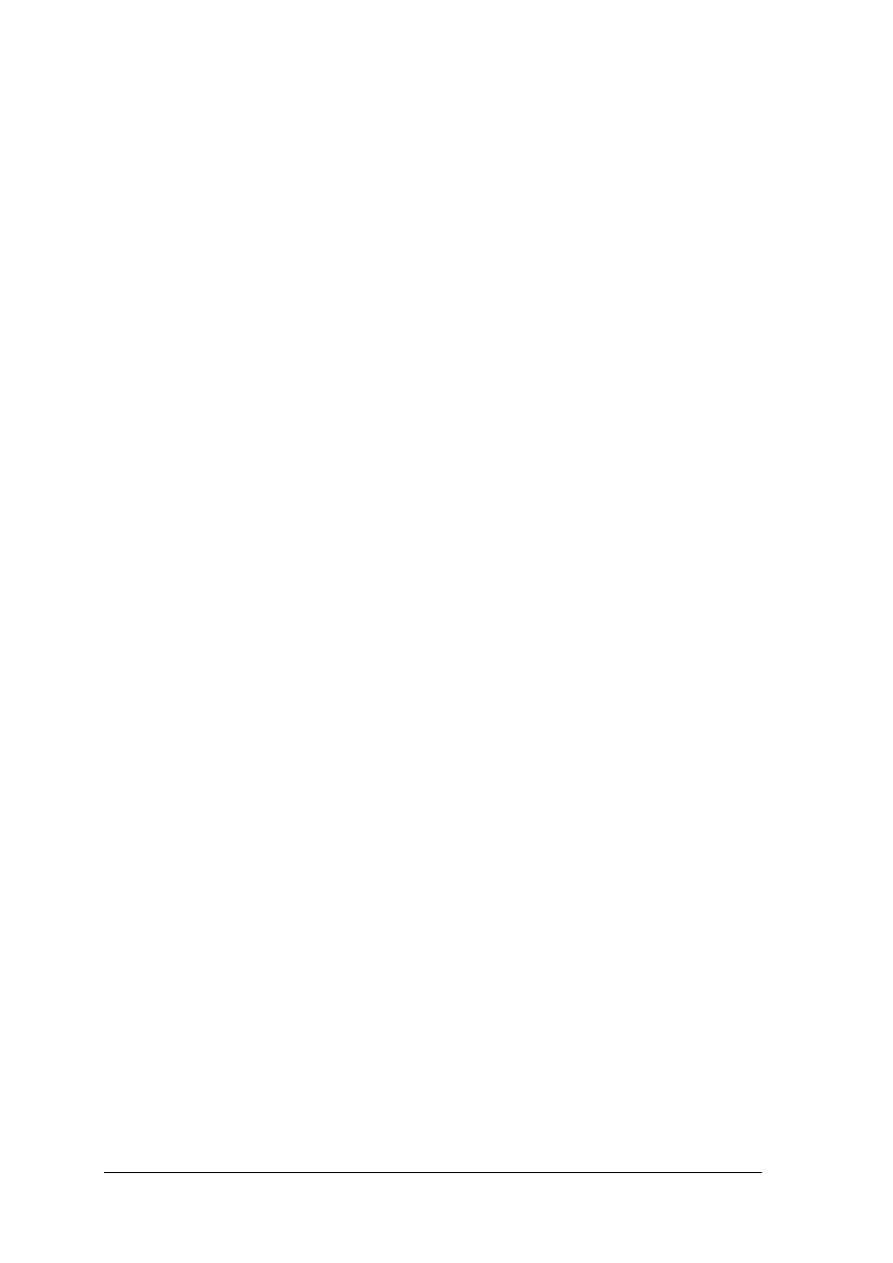
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Instalacja
gazowa
Gaz jest paliwem o dużej wartości opałowej. Stosowany jest powszechnie do ogrzewania
pomieszczeń, podgrzewania wody, gotowania, suszenia itd.
Instalacja gazowa zbudowana jest najczęściej z: przyłącza gazowego, sieci przewodów,
gazomierza, urządzeń odbiorczych, urządzeń wentylacyjnych oraz odprowadzających spaliny.
Instalacja gazowa może być podłączona do sieci niskiego lub średniego ciśnienia (do
obniżenia ciśnienia stosowany jest reduktor).
Gaz mieszając się z powietrzem nawet w małych stężeniach tworzy niebezpieczną
mieszaninę wybuchową. Źródłem zagrożenia mogą być również wydostające się do
pomieszczenia gazy powstające w wyniku spalania gazu (spaliny).
Zalecane środki ostrożności:
−
stosowanie instalacji gazowej
−
montowanie czujników reagujących na ulatnianie się gazu
−
stosowanie automatycznych zaworów zamykających dopływ gazu w wyniku
niekontrolowanego przerwania spalania gazu,
Stosuje się również zabezpieczenie polegające na nadaniu gazu nieprzyjemnej woni
w celu jego identyfikacji.
Instalacja wentylacyjna
Wentylacja polega na wymianie powietrza w pomieszczeniach.
Wentylacja pomieszczeń może się odbywać w sposób:
−
naturalny (grawitacyjny), działa na zasadzie różnicy temperatur powietrza
w pomieszczeniu i na zewnątrz,
−
mechaniczny odbywa się przy pomocy wentylatora (wentylacja wyciągowa, nawiewna,
nawiewno-wyciągowa).
Oprócz wentylacji ogólnej, która usuwa nadwyżki ciepła, wilgoci i zanieczyszczenia
z rozproszonych źródeł, konieczne jest zainstalowanie okapów lub wyciągów miejscowych
nad większymi źródłami ciepła.
W celu osiągnięcia odpowiednich warunków środowiskowych, temperatury, wilgotności
i świeżości (wymiany) powietrza w pomieszczeniach, niezależnie od zewnętrznych warunków
klimatycznych stosuje się urządzenia klimatyzacyjne.
Gospodarka wodno-ściekowa i energetyczna
Wodę wykorzystywaną w przemyśle spożywczym dzieli się na:
−
wodę technologiczną (wchodzącą w skład produktu, do transportu surowca, jego mycia
i obróbki),
−
wodę techniczną (do zasilania kotłów, do celów chłodniczych),
−
wodę do celów sanitarnych i porządkowych, tj. do mycia opakowań, czynności
laboratoryjnych, do picia.
Woda technologiczna musi odpowiadać warunkom wody zdatnej do picia, a oprócz tego
powinna spełniać dodatkowe wymagania, związane ze specyfiką poszczególnych branż
przemysłu.
Wodę w stanie surowym należy poddać uzdatnianiu (oczyszczaniu).
Uzdatnianie polega na dostosowaniu jej składu chemicznego i innych właściwości do
wymagań, wynikających z jej przeznaczenia. Sposób uzdatniania zależy od rodzaju i stopnia
zanieczyszczenia wody, jak i celu, do jakiego ma być użyta, np. do picia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Metody uzdatniania wody dzieli się na:
−
mechaniczne, tj. usuwanie zawiesin za pomocą sedymentacji (naturalne opadanie cząstek,
powodujących zanieczyszczenie), filtrowanie, odgazowywanie i usuwanie zapachów
za pomocą napowietrzania,
−
fizyczno-chemiczne, tj. koagulacja, zmiękczanie, demineralizacja, odżelazianie,
odmanganianie, dezynfekcja chlorem lub ozonem oraz filtracja.
W większości zakładów korzysta się z własnych ujęć wód podziemnych, woda również
może być pobierana z wodociągów komunalnych lub ujęć wód powierzchniowych.
W procesach produkcyjnych, w których niezbędny jest udział wody powstają ścieki . Ilość
i skład ścieków z przemysłu spożywczego jest różny, zmienny, zależnie od zakładu oraz
sposobu organizacji gospodarki wodno-ściekowej. Ścieki te mogą mieć różne stężenia i różny
ładunek zanieczyszczeń.
Sposoby oczyszczania ścieków:
−
oczyszczanie mechaniczne, polega na usuwaniu stałych zawiesin łatwo opadających lub
substancji nierozpuszczalnych w wodzie (tłuszczów); do mechanicznych urządzeń,
oczyszczających ścieki, należą: kraty i sita, piaskowniki, osadniki, odtłuszczacze;
−
chemiczne i fizykochemiczne oczyszczanie ścieków (koagulacja, sorpcja);
−
oczyszczanie ścieków z wykorzystaniem osadów czynnych (bakterii, pierwotniaków).
W zakładach przemysłu spożywczego zużywa się energię różnego rodzaju, a mianowicie:
−
energię w postaci ciepła – podgrzewanie, odparowywanie, suszenie, gotowanie,
sterylizacja, rozparzanie, blanszowanie, destylacja, prażenie itp.;
−
energię w postaci „zimna” – chłodzenie, oziębianie, mrożenie, z wykorzystaniem różnych
mediów chłodzących i mrożących;
−
energię mechaniczną – rozdrabnianie, mieszanie, czyszczenie, dozowanie itp.;
−
energię elektryczną – przemiany elektrotermiczne (ogrzewanie), promienniki, generatory
mikrofal;
−
energię sprężonego powietrza – transport pneumatyczny, fluidyzacja (suszenie lub
mrożenie w silnym podmuchu powietrza), mycie z użyciem płuczek wodno-
-pneumatycznych itp.
Źródłem ciepła stosowanego w technologii żywności mogą być:
−
paliwa stałe (węgiel kamienny, węgiel brunatny, koks, drewno),
−
paliwa ciekłe (ropa naftowa, olej opałowy),
−
paliwa gazowe (gaz ziemny, koksowniczy),
−
energia elektryczna, pochodząca z paliw stałych, ciekłych i gazowych.
Nośnikiem energii jest substancja, za pomocą której można magazynować lub przenosić
odpowiednie rodzaje energii.
Do pierwotnych nośników energii zalicza się paliwa naturalne stałe, ciekłe i gazowe.
Wtórnymi nośnikami są paliwa stałe, ciekłe i gazowe (koks, gaz, biogaz, olej napędowy
i opałowy, gorąca woda, para, energia elektryczna), uzyskane przez przetworzenie nośników
pierwotnych.
Przy wyborze źródła energii cieplnej należy kierować się nie tylko względami
ekonomicznymi, ale także ich wpływem na jakość żywności oraz na środowisko.
Przemysł spożywczy ma swój udział w zakłócaniu równowagi środowiska naturalnego.
Jest to przemysł wytwarzający różnorodne produkty, przy użyciu różnych surowców,
materiałów pomocniczych, technologii. Zróżnicowanie przemysłu charakteryzuje się
wytwarzaniem wielu typów odpadów i ścieków.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Odpady, powstające przy produkcji żywności, na ogół nie są niebezpieczne, niekiedy
jednak ich znaczne ilości sprawiają problemy z utylizacją.
Dużą ilość ścieków odprowadzają przemysły, takie jak mięsny, cukrowniczy, mleczarski,
ziemniaczany, owocowo - warzywny i olejarski, gdyż zużywają dużo wody. Ścieki zawierają
znaczne ilości substancji organicznych, głównie białek i węglowodanów, oraz
nieorganicznych. Ścieki te są trudne do oczyszczenia i stanowią zwykle zagrożenie dla
środowiska. Ponadto zawierają one coraz częściej znaczne ilości środków chemicznych.
Przemysł piekarski, ciastkarski i cukierniczy nie stanowi istotnego zagrożenia dla
środowiska naturalnego. Z zakładów tych nie odprowadza się ścieków w ilościach, mogących
zagrozić środowisku. Najczęściej ścieki te są odprowadzane do ścieków komunalnych.
W dużych zakładach piekarskich i cukierniczych niezbędne jest spalanie znacznych ilości
paliwa niezbędnego do ogrzewania pieców, wyparek i innych urządzeń, co powoduje emisję
gazów spalinowych do atmosfery. Zagrożeniem dla załogi zakładów są pyły, powstające
w procesach technologicznych (pył mączny, pył cukrowy), które niezależnie od szkodliwego
oddziaływania na ludzi (pył cukrowy) i aparaturę, tworzą mieszaniny wybuchowe
z
powietrzem. Działaniem zapobiegawczym jest usuwanie pyłów z pomieszczeń
produkcyjnych. Wykonuje się to z użyciem odpowiednich filtrów, przez stosowanie
intensywnej wentylacji. Uciążliwe dla otoczenia mogą być również intensywne zapachy,
utrzymujące się w okolicy dużych zakładów cukierniczych i piekarskich.
4.5.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są rodzaje wewnętrznej instalacji elektrycznej?
2.
Jakie parametry opisują instalacje elektryczne?
3.
Z jakich elementów składa się instalacja elektryczna?
4.
Jakie zabezpieczenia stosuje się w instalacji elektrycznej?
5.
Jakie zanieczyszczenia i odpady powstają w wyniku produkcji cukierniczej?
6.
W jaki sposób można utylizować odpady?
7.
Jakie są metody oczyszczania ścieków?
4.5.3.
Ćwiczenia
Ćwiczenie 1
Narysuj schemat instalacji elektrycznej pomieszczenia produkcyjnego cukierni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
określić rodzaj i ilość zasilanych urządzeń oraz punktów świetlnych,
2)
określić rodzaje instalacji (rodzaj napięcia) do wcześniej ustalonych założeń,
3)
zaplanować ilość gniazd elektrycznych,
4)
narysować rozmieszczenie instalacji,
5)
zaznaczyć na schemacie rozmieszczenie zabezpieczeń (bezpieczników) oraz
wyłączników,
6)
wykorzystać przy rysowaniu instalacji znormalizowane symbole i oznaczenia,
7)
zaprezentować pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wyposażenie stanowiska pracy:
−
normy,
−
katalogi maszyn,
−
dokumentacje techniczne urządzeń,
−
poradnik,
−
zeszyt, przybory do rysowania.
Ćwiczenie
2
Określ charakter „odpadów” powstałych w wyniku produkcji w zakładzie cukierniczym.
Zaproponuj sposób ich utylizacji i oczyszczania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
określić rodzaj produkcji w zakładzie cukierniczym,
2)
wskazać rodzaj „odpadów” powstałych w wyniku tej produkcji,
3)
zaproponować metody utylizacji lub oczyszczania „odpadów”,
4)
zapisać i przedstawić pracę.
Wyposażenie stanowiska pracy:
−
podręczniki,
−
poradnik,
−
zeszyt, przybory do pisania.
4.5.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wskazać cel stosowania instalacji elektrycznej?
!
!
2)
sklasyfikować rodzaje wewnętrznej instalacji elektrycznej?
!
!
3)
określić parametry charakterystyczne dla danego rodzaju instalacji?
!
!
4)
wymienić elementy instalacji?
!
!
5)
wskazać funkcje jakie spełniają poszczególne elementy instalacji?
!
!
6)
narysować i odczytać prostą instalację elektryczną?
!
!
7)
opisać znormalizowane symbole i oznaczenia elementów instalacji
elektrycznej?
!
!
8)
wymienić główne zanieczyszczenia powstałe w wyniku produkcji
cukierniczej?
!
!
9)
wymienić i opisać sposoby utylizacji i oczyszczania odpadów?
!
!
10)
dobrać określony sposób utylizacji i oczyszczania do danego
rodzaju odpadów?
!
!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.6.
Aparatura kontrolno-pomiarowa
4.6.1.
Materiał nauczania
Właściwy przebieg procesów technologicznych zależy od utrzymania na odpowiednim
poziomie różnych parametrów. Do najistotniejszych należą:
−
temperatura (np. w procesie pieczenia),
−
wilgotność (np. w pomieszczeniach magazynowych),
−
ciśnienie (np. w zbiornikach z substancjami gazowymi),
−
masa (np. surowców).
Systemy jakości ISO lub HACCP wymagają nie tylko szczegółowej kontroli wielu
parametrów procesu produkcji, ale również prowadzenia dokumentacji. Efektem jest częste
stosowanie urządzeń pomiarowych z rejestratorami mierzonych wielkości. Ponadto rośnie
ogólny stopień skomplikowania technicznego urządzeń, co wymaga zapewnienia
odpowiedniej aparatury pomiarowej w czasie produkcji i podczas eksploatacji.
Najnowsze urządzenia kontrolno-pomiarowe to często urządzenia bezprzewodowe, które
są wygodne w obsłudze.
Aparatura pomiarowa stosowana jest nierzadko do pracy w trudnych warunkach
otoczenia, na które składa się zarówno nieprawidłowa eksploatacja przez osoby obsługujące
jak i podatność na całą gamę narażeń środowiskowych lub uszkodzenia mechaniczne. Dlatego
aparatura kontrolno-pomiarowa musi być okresowo kontrolowana i kalibrowana. Usuwanie
wszelkiego rodzaju usterek lub naprawy mogą być przeprowadzane tylko przez osoby do tego
upoważnione.
Na stanowiskach pracy powinny być wywieszone w widocznym miejscu czytelne
instrukcje bezpieczeństwa i higieny pracy dotyczące obsługi aparatury kontrolnej.
Z instrukcjami powinni być zapoznani pracownicy.
Pomiar temperatury
Temperatura jest wskaźnikiem stanu cieplnego materiału lub ciała jednorodnego. Wyraża
energię ruchu cząsteczek materiału.
Najczęściej stosowaną jednostką temperatury jest stopień Celsjusza [°C] (w układzie SI
obowiązuje kelwin [K]).
Do pomiaru temperatury stosuje się termometry. Umożliwiają one oznaczanie
temperatury
w sposób pośredni, poprzez rejestrację wybranej, zależnej od temperatury wielkości fizycznej.
W termometrach wykorzystuje się m. in.:
−
rozszerzalność cieplną cieczy (termometry rtęciowe i alkoholowe),
−
rozszerzalność cieplną gazów (termometry gazowe),
−
rozszerzalność ciał stałych (zwłaszcza bimetali – termometry mechaniczne),
−
termiczne zmiany oporności elektrycznej (termometry elektryczne),
−
zmiany napięcia kontaktowego metali (termopara) itd.
Popularne są termometry, za pomocą których dokonuje się pomiarów metodą
bezkontaktową pracujące w zakresie podczerwieni czyli pirometry. Pomiar temperatury za
pomocą pirometrów jest mniej dokładny, lecz wygodny.
Pomiar wilgotności
Wilgotność względna określa zawartość pary wodnej w powietrzu. Parametr ten
wskazuje, jak daleki od nasycenia jest stan pary wodnej zawartej w powietrzu.
Wartość wilgotności określana jest w [%].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Najprostszymi urządzeniami do pomiaru wilgotności powietrza są:
−
higrometr włosowy (jego działanie opiera się na zdolności zmiany długości włosa
ludzkiego w zależności od zmiany wilgotności względnej),
−
psychrometr aspiracyjny (zbudowany z dwóch termometrów rtęciowych: suchego
i mokrego).
Coraz częściej stosuje się do pomiaru wilgotności przyrządy elektroniczne, są one
funkcjonalne i zapewniają dokładność pomiaru.
Higrometry często występują razem z innymi przyrządami, do pomiaru wartości
temperatury i ciśnienia.
Pomiar ciśnienia
Ciśnienie to wielkość fizyczna określona stosunkiem siły działającej (prostopadle) na
daną powierzchnię do pola tej powierzchni.
Ciśnienie wyraża się w paskalach [Pa].
Do pomiaru ciśnienia cieczy i gazów służą manometry (ciśnieniomierze).
Według zasady działania manometry można podzielić na:
−
hydrostatyczne (działają w oparciu o zjawiska rządzące cieczą pozostającą w spoczynku,
w stanie równowagi),
−
prężne: przeponowe, mieszkowe, z rurką Bourdona (działanie oparte jest o zjawisko
odkształcenia elementów sprężystych pod wpływem różnicy ciśnień).
W zależności od charakteru mierzonego ciśnienia manometry można rozróżnić na:
podciśnienia, nadciśnienia, małych ciśnień, ciśnienia bezwzględnego (barometry) oraz
wielkich ciśnień.
Pomiar masy
Pomiar masy umożliwiają wagi. Wartość masy w układzie SI wyrażana jest
w kilogramach [kg].
Wagi można podzielić na:
−
mechaniczne (działają one na zasadzie porównywania siły – ciężaru ciała o mierzonej
masie, do masy odważników) są to wagi: dźwigniowe /równo- lub różnoramienne/,
uchylne, sprężynowe,
−
hydrauliczne (wyznaczenie masy opiera się na wyznaczeniu ciśnienia płynu w układzie
hydraulicznym),
−
elektroniczne (ciężar ładunku ważonego jest równoważony przez elektroniczny
przetwornik siły, wytwarzając w nim proporcjonalny do ciężaru sygnał elektryczny).
4.6.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie przyrządy kontrolno – pomiarowe umożliwiają pomiar temperatury i wilgotności?
2.
Jakie rodzaje termometrów umożliwiają pomiar temperatury w pomieszczeniu?
3.
Które przyrządy umożliwiają pomiar wilgotności powietrza w pomieszczeniu?
4.
W jakich jednostkach wyraża się wielkości temperatury i wilgotności powietrza?
5.
W jakim celu stosuje się manometry?
6.
Na jakie grupy można podzielić manometry ze względu na zasadę działania?
7.
Na jakiej zasadzie działają manometry prężne?
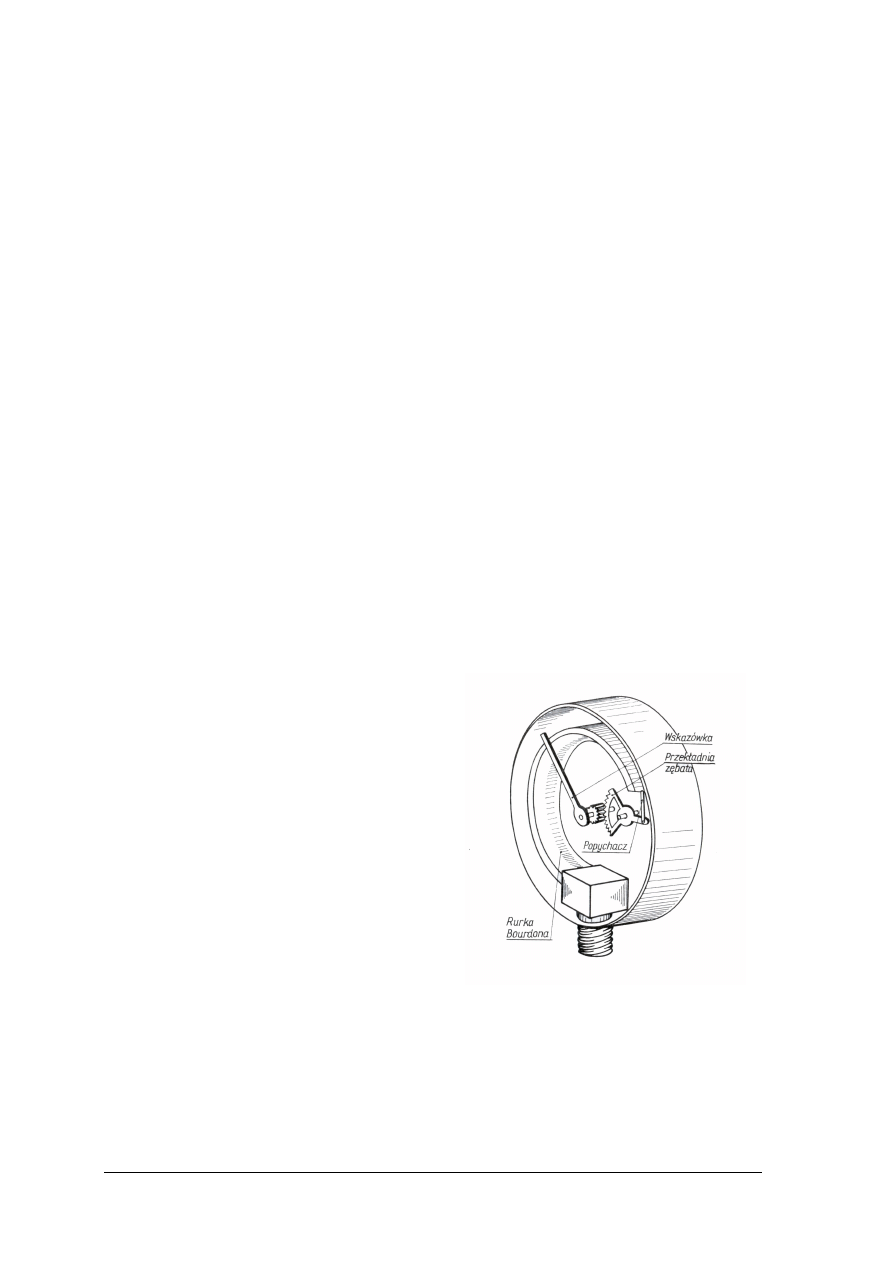
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.6.3.
Ćwiczenia
Ćwiczenie 1
Wykonaj pomiar temperatury i wilgotności w pomieszczeniu np. w pomieszczeniu
magazynowym cukierni lub w pracowni zajęć praktycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z przyrządami do pomiaru temperatury i wilgotności,
2)
w zależności od rodzaju przyrządów pomiarowych dokonać (zgodnie z zaleceniami dla
danego przyrządu) odczytu wartości mierzonych parametrów,
3)
zapisać wartości i jednostki mierzonych parametrów,
4)
pomiar dokonać dwu- lub trzykrotnie w ciągu dnia,
5)
zinterpretować wyniki pomiarów w odniesieniu do zalecanych parametrów, jakie
powinny panować w pomieszczeniu magazynowym (pracowni),
6)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
przyrządy kontrolno-pomiarowe do pomiaru temperatury i wilgotności,
−
opisy zasady działania poszczególnych przyrządów,
−
instrukcje obsługi przyrządów kontrolno-pomiarowych,
−
poradnik,
−
zeszyt, przybory do pisania.
Ćwiczenie 2
Omów budowę i działanie manometru
z rurką Bourdona.
Rys. Schematy budowy manometru z rurką Bourdonam [4, s. 68]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z opisem budowy manometru z rurką Bourdona,
2)
przeanalizować schemat budowy manometru,
3)
przeanalizować działanie manometru,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
4)
zaklasyfikować manometr z rurką Bourdona do odpowiedniej grupy manometrów,
5)
narysować uproszczony schemat budowy manometru w zeszycie, zaznaczyć główne
elementy budowy manometru,
6)
podpisać zasadę działania manometru,
7)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
schemat (foliogram) manometru z rurką Bourdona,
−
model manometru,
−
poradnik,
−
zeszyt, przybory do rysowania i pisania.
4.6.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić przyrządy kontrolno-pomiarowe wykorzystywane do
pomiaru temperatury i wilgotności?
!
!
2)
rozróżnić i scharakteryzować typy termometrów?
!
!
3)
rozróżnić i scharakteryzować rodzaje urządzeń do pomiaru
wilgotności?
!
!
4)
wskazać przyrządy, za pomocą których można dokonać pomiaru
temperatury i wilgotności w pomieszczeniu?
!
!
5)
określić jednostki, za pomocą których wyraża się temperaturę
i wilgotność?
!
!
6)
dokonać pomiaru temperatury i wilgotności powietrza?
!
!
7)
zinterpretować wyniki pomiaru?
!
!
8)
określić zastosowanie manometru?
!
!
9)
sklasyfikować manometry ze względu na ich zasadę działania?
!
!
10)
omówić budowę i zasadę działania manometru z rurką Bourdona?
!
!
11)
wskazać zastosowanie manometrów?
!
!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.7.
Maszyny i urządzenia
4.7.1.
Materiał nauczania
W przemyśle spożywczym niezależnie od branży, w procesie produkcyjnym stosuje się
nowoczesne technologie wytwarzania produktów, w których wykorzystuje się wiele maszyn
i urządzeń. Są to maszyny specjalistyczne stosowane w danej branży (wykorzystywane m.in.
do obróbki mechanicznej, termicznej, operacji dyfuzyjnych) oraz maszyny typowe (np.
pompy, sprężarki, urządzenia chłodnicze).
W branży cukierniczej można wyróżnić następujące grupy maszyn i urządzeń:
−
magazynowe,
−
do wytwarzania i obróbki półproduktów cukierniczych,
−
do wypieku, smażenia i konfekcjonowania,
−
do wytwarzania wyrobów cukierniczych.
Klasyfikacja maszyn ze względu na rodzaj pracy:
−
maszyny o działaniu okresowym,
−
maszyny o działaniu ciągłym (umożliwiające zestawienie w ciąg linii produkcyjnej).
Mechanizacja wiąże się z doborem odpowiednio funkcjonalnego wyposażenia (maszyn
i urządzeń) w zakładzie oraz z modyfikacją procesu produkcyjnego.
W małych zakładach rzemieślniczych wiele czynności produkcyjnych wykonuje się
ręcznie przy pomocy drobnego sprzętu lub wprowadza się pojedyncze maszyny ewentualnie
ich zestawy.
Maszyny mogą być wyposażone w mikroprocesory, które umożliwiają sterowanie
i monitoring poszczególnych czynności (automatyzacja).
W zakładach przemysłowych wiele operacji jest zautomatyzowanych. Często stosowane
są linie produkcyjne, które umożliwiają potokową produkcję. Ich obsługa sprowadza się do
programowania procesu produkcyjnego i kontroli parametrów produkcji.
Sterowanie procesem produkcyjnym może być wykonywane:
−
przez pracownika (sterowanie ręczne),
−
przez urządzenia (sterowanie automatyczne).
Sterowanie automatyczne zapewnia szybkość i dokładność nieosiągalną dla osoby
obsługującej maszynę.
Można wyróżnić dwa układy sterowania automatycznego:
−
otwarty (zwany układem sterowania),
−
zamknięty (zwany układem regulacji).
W układzie sterowania zamkniętego przy wytwarzaniu sygnałów sterujących
doprowadzana jest informacja o bieżących wartościach wielkości sterowanych określających
rzeczywiste stany obiektu (maszyny, urządzenia) Występuje sprzężenie pomiędzy stanem
wielkości wyjściowej, a stanem wielkości wejściowej tego samego elementu – tzw. sprzężenie
zwrotne (zwane układem regulacji automatycznej).
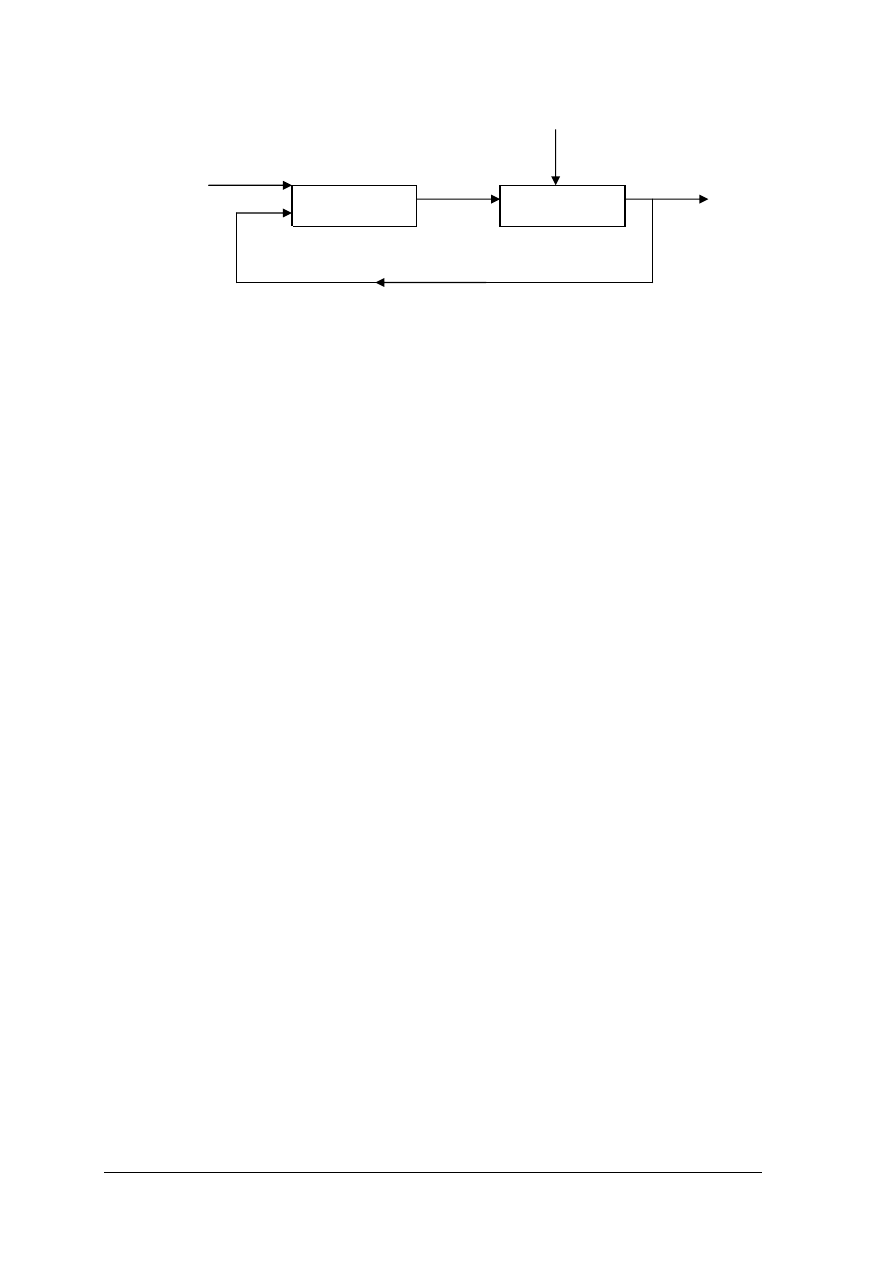
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Rys.35. Przepływ informacji w układzie regulacji ze sprzężeniem zwrotnym [2, s.143]
w – wartość zadana „powinno być”, u – wielkość sterująca, y – wartość mierzona, wyjściowa
Ogólne zasady eksploatacji maszyn i urządzeń:
1.
Maszyny i urządzenia oraz narzędzia powinny:
−
być prawidłowo ustawione i zamocowanie oraz podłączone do instalacji;
−
być utrzymane w stanie technicznym zgodnym z wymaganiami aktualnych przepisów
i norm oraz stosowane w zakresie i warunkach podanych w instrukcji obsługi lub
dokumentacji techniczno-ruchowej (DTR);
−
posiadać deklarację zgodności z normami wprowadzonymi do obowiązkowego
stosowania oraz wymaganiami określonymi właściwymi przepisami (dotyczy
pozostałych);
−
być oznaczone znakiem bezpieczeństwa i posiadać certyfikat uprawniający do
oznaczania tym znakiem (jeśli znajdują się one w wykazie wyrobów podlegających
obowiązkowi zgłaszania do certyfikacji na znak bezpieczeństwa i oznaczania tym
znakiem).
2. Osłony blokujące i inne urządzenia ochronne:
−
nie mogą być demontowanie;
−
trzeba sprawdzać pod względem kompletności i prawidłowego działania oraz
zapewnienia przez nie bezpiecznej odległości uniemożliwiającej dostęp rąk i nóg oraz
innych części ciała do stref niebezpiecznych.
Zabronione jest otwieranie osłon podczas ruchu maszyny.
3. Elementy sterownicze (zwłaszcza wyłączniki: start i stop, wyłącznik awaryjny, wyłącznik
krańcowy) oraz elementy informacyjne:
−
powinny być odpowiednio oznakowane;
−
należy sprawdzać pod względem stanu i działania.
4. Na stanowisku pracy musi być dostępna pełna informacja o użytkowaniu maszyny
(instrukcja obsługi, bhp, znaki i napisy na maszynie).
5. Należy zachować szczególną ostrożność podczas czyszczenia, konserwacji i napraw (po
wyłączeniu zasilania).
6. Wykonywanie okresowych przeglądów technicznych oraz napraw musi odbywać się
zgodnie z instrukcją obsługi lub dokumentacją techniczno-ruchową, przez osobę do tego
upoważnioną.
7. Pracownicy muszą stosować właściwie dobrane środki ochrony indywidualnej,
odpowiednią odzież i obuwie robocze (oznaczone znakiem bezpieczeństwa i posiadające
ważny certyfikat upoważniający do takiego oznaczania).
Układ regulacji
Obiekt regulacji
w
u
y
y
sprzężenie zwrotne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
8. Należy poddawać sprawdzeniu i zapewnić właściwe funkcjonowanie pozostałych
urządzeń ochronnych i zabezpieczających takich jak: fotokomórki, łączniki położeniowe,
zawory, bezpieczniki.
Pracownik obsługujący maszynę powinien znać na pamięć instrukcję jej obsługi,
w której są także zawarte przepisy bhp.
9. Przed rozpoczęciem produkcji należy:
−
sprawdzić podłączenie maszyny do sieci elektrycznej,
−
sprawdzić ustawienie i stan elementów roboczych (noży, walców taśm itp.),
−
przejrzeć w maszynie drogę przejścia produktu i ewentualnie usunąć jego resztki,
−
przyciskiem lub przyciskami sterującymi uruchomić maszynę,
−
sprawdzić prawidłowość pracy maszyny na biegu jałowym,
−
w przypadku prawidłowej pracy jałowej uruchomić produkcję,
−
sprawdzić jakość otrzymywanych wyrobów i w razie potrzeby skorygować (wyregulować)
funkcjonowanie maszyny,
−
w razie trudności eksploatacyjnych wezwać mechanika (elektryka).
10. Po zakończeniu produkcji należy:
−
oczyścić całą maszynę, a zwłaszcza jej elementy robocze i w razie potrzeby umyć je
gorącą wodą,
−
ustawić maszynę na miejscu jej postoju (jeśli takie jest) i nakryć ewentualnie pokrowcem.
Mechanizacja i automatyzacja procesów technologicznych w znacznym stopniu
ograniczają możliwość powstawania wtórnych zakażeń z zewnątrz, a także od pracowników,
stwarzają jednak trudności z odpowiednim myciem i dezynfekcją urządzeń. Zarówno
urządzenia, jak i aparatura mogą mimo wszystko stać się istotnym źródłem zakażania
żywności. Aby zapewnić dobry poziom higieny produkcji należy m.in. odpowiednio często
i prawidłowo przeprowadzać proces mycia i dezynfekcji maszyn, urządzeń i sprzętu.
Mycie umożliwia usunięcie zanieczyszczeń mechanicznych, chemicznych
imikrobiologicznych z powierzchni (stykającej się z produktem) maszyn i urządzeń. Mycie
może odbywać ręcznie (najczęściej w małych zakładach) lub mechanicznie (w zakładach
przemysłowych).
Dezynfekcja powoduje niszczenie drobnoustrojów. Odbywa się ona za pomocą środków
fizycznych (cieczy dezynfekującej, gorącej wody, pary wodnej) lub chemicznych.
W warunkach przemysłowych najczęściej stosuje się środki chemiczne.
4.7.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie czynniki mają wpływ na podział zakładów na rzemieślnicze, zmechanizowane lub
zautomatyzowane?
2.
Jakie urządzenia wymagają obsługi ręcznej?
3.
Na czym polega obsługa ręczna maszyn i urządzeń?
4.
W jaki sposób obsługuje się maszynę zautomatyzowaną?
5.
Na czym polega pojęcie sterowania?
6.
W jaki sposób może odbywać się sterowanie?
7.
Na czym polega automatyczna regulacji?
8.
W jaki sposób tworzy się i odczytuje schemat blokowy?
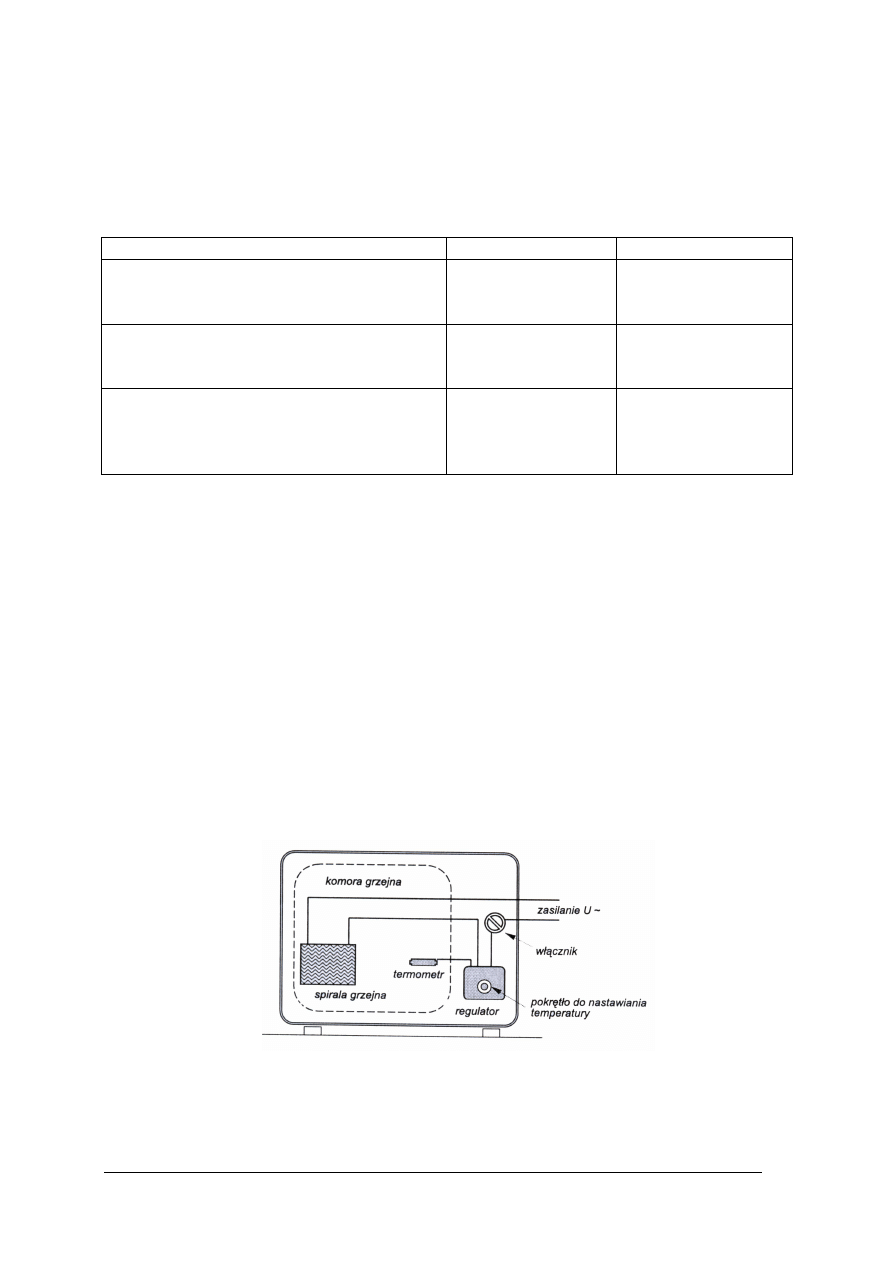
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.7.3.
Ćwiczenia
Ćwiczenie 1
Dokonaj charakterystyki porównawczej zakładów produkcyjnych (rzemieślniczych,
zmechanizowanych i zautomatyzowanych) pod kątem zastosowania maszyn i urządzeń
o różnym stopniu mechanizacji i automatyzacji.
zalety
wady
zakład rzemieślniczy (pojedyncze maszyny
i urządzenia – wymagają ręcznej obsługi, są
uzupełnieniem pracy ręcznej)
zakład zmechanizowany (maszyny
i urządzenia pracujące pojedynczo lub
w zespołach, wymagają obsługi ręcznej)
zakład zautomatyzowany (maszyny
i urządzenia pracujące pojedynczo lub
w zespołach – linie produkcyjne,
automatyczny proces obsługi)
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z charakterystyką zakładów produkcyjnych,
2)
określić cechy zakładów ze względu na stopień zmechanizowania i zautomatyzowania,
3)
określić zalety i wady występujące w danym typie zakładu,
4)
wypełnić tabelkę,
5)
zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
poradnik,
−
arkusz papieru, przybory do pisania.
Ćwiczenie 2
Przedstaw za pomocą schematu blokowego układ automatycznej regulacji stosowany do
utrzymania stałej zadanej temperatury w piecu elektrycznym.
Rys. Układ regulacji w piecu ogrzewanym elektrycznie [2, s.144]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Układ regulacji jest zbudowany z elektrycznego urządzenia ogrzewania, z włącznika
prądu elektrycznego, z termometru kontaktowego oraz z regulatora z pokrętłem do ustawiania
wartości temperatury wewnętrznej. Po włączeniu pieca ogrzewanie wnętrza jego komory
powoduje spirala grzejna zasilana prądem elektrycznym. Znajdujący się w komorze pieca
termometr mierzy temperaturę wewnętrzną i przesyła do regulatora ciągłe sygnały o bieżącym
stanie temperatury.
W przypadku nadmiernego wzrostu temperatury wewnętrznej (powyżej temperatury
zadanej) regulator powoduje wyłączenie dopływu prądu do spirali grzejnej i wyłączenie
ogrzewania. Piec, ochładzając się, obniża temperaturę wewnętrzną. Gdy zmaleje ona poniżej
akceptowanej wartości, regulator powoduje włączenie prądu do spirali grzejnej, prowadząc
ponownie do wzrostu temperatury. Proces wyłączania i włączania ogrzewania pieca trwa bez
przerwy w celu utrzymania temperatury na wybranym zadanym poziomie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z pojęciem układu automatycznej regulacji,
2)
przeanalizować układ regulacji temperatury w piecu,
3)
narysować schemat blokowego układ automatycznej regulacji
,
4)
zaprezentować pracę.
Wyposażenie stanowiska pracy:
−
poradnik,
−
zeszyt, przybory do rysowania i pisania.
4.7.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje zakładów produkcyjnych pod kątem
mechanizacji i automatyzacji maszyn?
!
!
2)
opisać ogólne czynności obsługi maszyn mechanicznych
i automatycznych?
!
!
3)
wskazać zalety i wady wynikające z różnego stopnia
zmechanizowania i zautomatyzowania maszyn w zakładzie
produkcyjnym?
!
!
4)
określić, które z urządzeń mogą współpracować ze sobą w produkcji
potokowej?
!
!
5)
omówić pojęcie sterowania?
!
!
6)
rozróżnić i scharakteryzować rodzaje sterowania?
!
!
7)
wyjaśnić pojecie automatycznej regulacji?
!
!
8)
odczytać prosty schemat blokowy?
!
!
9)
narysować schemat blokowy przedstawiający proces regulacji np.
temperatury w piecu elektrycznym?
!
!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań wyboru wielokrotnego (tylko jedna odpowiedz jest prawidłowa).
5.
Test składa się z pytań o różnym stopniu trudności: pytania 4, 18, 19 są
z poziomu ponadpodstawowego, pozostałe z poziomu podstawowego.
6.
Odpowiedzi udzielaj na załączonej karcie odpowiedzi. Prawidłową odpowiedź zakreśl
„X”.
7.
W przypadku pomyłki dotyczącej wyboru odpowiedzi poprzednio zaznaczoną odpowiedź
zakreśl „kółkiem” i zaznacz ponownie „X” właściwą odpowiedź.
8.
Przestrzegaj podanej przez nauczyciela normy czasowej (40 min).
9.
Pracuj sam, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10.
Porozumiewanie się z innymi uczniami lub korzystanie ze „środków pomocy” wiąże się
z otrzymaniem oceny niedostatecznej.
11.
Jeżeli masz jakieś wątpliwości dotyczące testu spytaj nauczyciela.
12.
Po skończonej pracy test wraz z kartą odpowiedzi oddaj nauczycielowi.
Życzę powodzenia
ZESTAW ZADAŃ TESTOWYCH
1.
Wymiary 210 x 297 mm posiada arkusz
a)
A2.
b)
A3.
c)
A4.
d)
A5.
2.
Linia ciągła cienka służy do rysowania
a)
osi symetrii i linii wymiarowych.
b)
linii wymiarowych i kreskowania przekrojów.
c)
kreskowania przekrojów i osi symetrii.
d)
krawędzi niewidocznych.
3.
Szkic to rysunek, który
a)
wykonuje się przy pomocy przyborów kreślarskich.
b)
wykonuje się odręcznie bez zachowania skali.
c)
wykonuje się tuszem na kalce.
d)
posiada obramowanie i tabliczkę rysunkową.
4.
Wymiary kwadratu o długości boku 60 mm narysowanego w skali 1:3 wynoszą
a)
20 x 60.
b)
180 x 180.
c)
20 x 20.
d)
60 x 60.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
5.
Stal to stop żelaza z węglem, o zawartości węgla
a)
do 2%.
b)
od 3%.
c)
do 0,1%.
d)
od 2%.
6.
Materiał nie wykorzystywany do produkcji opakowań to
a)
szkło.
b)
drewno.
c)
aluminium.
d)
żeliwo.
7.
Niszczenie materiałów pod wpływem działania gazów suchych to
a)
odkształcenie.
b)
korozja elektrochemiczna.
c)
korozja chemiczna.
d)
naprężenie.
8.
Odkształcenie sprężyste ma miejsce, gdy po ustaniu działania siły zewnętrznej na ciało, to
ciało
a)
powraca do pierwotnego kształtu.
b)
nie powraca do pierwotnego kształtu.
c)
powraca do pierwotnego kształtu lub nie, w zależności od miejsca przyłożenia siły.
d)
powraca do pierwotnego kształtu lub nie, w zależności od liczby przyłożonych sił.
9.
Oś od wału różni się
a)
grubością.
b)
długością.
c)
łożyskowaniem.
d)
przeznaczeniem.
10.
W tym samym kierunku obracają się koła przekładni
a)
ciernej.
b)
łańcuchowej.
c)
zębatej.
d)
ślimakowej.
11.
Smarowanie części maszyn nie zabezpiecza przed
a)
korozją.
b)
ścieraniem.
c)
uszkodzeniem mechanicznym.
d)
wyboczeniem.
12.
Konieczność „zalania” pompy przed jej uruchomieniem dotyczy pompy
a)
membranowej.
b)
tłokowej.
c)
odśrodkowej.
d)
osiowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
13.
Sprężarki stosuje się by
a)
zwiększyć ciśnienie par i gazów.
b)
zwiększyć ciśnienie cieczy.
c)
zmniejszyć ciśnienie par i gazów.
d)
przemieszczać ciecze.
14.
Bezpośrednio za sprężarką w agregacie chłodniczym znajduje się
a)
skraplacz.
b)
przestrzeń oziębiana.
c)
parownik.
d)
zbiornik.
15.
W celu zabezpieczenia przed porażeniem prądem elektrycznym stosuje się
a)
zestawianie odbiorników.
b)
rozdzielnice.
c)
zerowanie.
d)
transformatory.
16.
Hydrofor jest elementem instalacji
a)
kanalizacyjnej.
b)
gazowej.
c)
wodnej.
d)
elektrycznej.
17. Do pomiaru ciśnienia stosujemy
a)
higrometr.
b)
manometr.
c)
psychrometr.
d)
pirometr.
18.
O dokładności pomiarowej termometru decyduje
a)
rodzaj skali termometru.
b)
wielkość przedmiotu, którego temperaturę mierzymy.
c)
wielkość termometru.
d)
zakres mierzonej temperatury.
19.
Urządzeniem o działaniu ciągłym jest
a)
sito ręczne.
b)
piec przelotowy.
c)
ubijarka cukiernicza.
d)
dzielarka ręczna.
20.
Utrzymanie pewnych wielkości fizycznych na określonym poziomie to
a)
regulacja.
b)
podejmowanie decyzji.
c)
pomiar.
d)
obserwacja.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Charakteryzowanie maszyn i urządzeń
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź Punkty
1
a b c d
2
a b c d
3
a b c d
4
a b c d
5
a b c d
6
a b c d
7
a b c d
8
a b c d
9
a b c d
10
a b c d
11
a b c d
12
a b c d
13
a b c d
14
a b c d
15
a b c d
16
a b c d
17
a b c d
18
a b c d
19
a b c d
20
a b c d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6.
LITERATURA
1.
Błaszkiewicz Z.: Podstawy techniki. Cz.1. 2Mpi
2
, Poznań 2002
2.
Błaszkiewicz Z.: Podstawy techniki. Cz.2. 2Mpi
2
, Poznań 2002
3.
Bożenko L.: Maszynoznawstwo WSiP, Warszawa 1996
4.
Dąbrowski A.: Aparatura i urządzenia techniczne w przemyśle spożywczym. WSiP,
Warszawa 1996
5.
Dąbrowski A.: Podstawy techniki w przemyśle spożywczym. WSiP, Warszawa 1999
6.
Fijałkowski K., Mac S. Maszynoznawstwo. Państwowe Wydawnictwa Szkolnictwa
Zawodowego, Warszawa 1973
7.
Giełdowski L.: Wymiarowanie. WSiP, Warszawa 1999
8.
Grzesińska W.: Wyposażenie techniczne zakładów. WSiP, Warszawa 2005
9.
Jarczyk A.: Technologia żywności. WSiP, Warszawa 2001
10.
Paprocki K.: Rysunek Techniczny. WSiP, Warszawa 1996
11.
Potycki A.: Podstawy technologii i konstrukcji mechanicznych. WSiP, Warszawa 1995
12.
Warych J.: Aparaty i urządzenia przemysłu chemicznego i przetwórczego. WSiP,
Warszawa 1996
Wyszukiwarka
Podobne podstrony:
cukiernik 741[01] o1 03 n
cukiernik 741[01] o1 03 n
cukiernik 741[01] o1 03 u
cukiernik 741[01] o1 04 n
cukiernik 741[01] z4 03 n
cukiernik 741[01] z3 03 u
cukiernik 741[01] z2 03 n
cukiernik 741[01] o1 04 u
cukiernik 741[01] z3 03 n
cukiernik 741[01] z2 03 u
cukiernik 741[01] o1 01 n
cukiernik 741[01] z4 03 u
cukiernik 741[01] o1 02 n
cukiernik 741[01] o1 04 n
cukiernik 741[01] z4 03 n
cukiernik 741[01] z3 03 u
cukiernik 741[01] o1 01 n
cukiernik 741[01] o1 01 u
więcej podobnych podstron