KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
SPRAWDZANIE NARZĘDZI
POMIAROWYCH
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
SPRAWDZANIE SUWMIAREK
Pełna procedura sprawdzenia suwmiarki uniwersalnej obejmuje następujące testy:
1. Sprawdzenie stanu ogólnego suwmiarki.
2. Sprawdzenie chropowatości powierzchni i krawędzi pomiarowych.
3. Sprawdzenie płaskości i prostoliniowości powierzchni krawędzi pomiarowych.
4. Sprawdzenie przylegania płaskich powierzchni pomiarowych szczęk.
5. Sprawdzenie równoległości powierzchni i krawędzi pomiarowych.
6. Sprawdzenie dokładności wskazań szczęk do pomiarów zewnętrznych.
7. Sprawdzenie dokładności wskazań szczęk do pomiarów wewnętrznych.
8. Sprawdzenie dokładność wskazań głębokościomierza.
W trakcie laboratorium sprawdzanym narzędziem może być dowolna suwmiarka (np. używana)
o zakresie pomiarowym do 1000 mm i dokładności 0,02 mm, 0,05 mm lub 0,1 mm.
Przed przystąpieniem do sprawdzania narzędzia pomiarowego należy spełnić następujące
warunki:
•
sprawdzana suwmiarka powinna być dokładnie oczyszczona. Powierzchnie zabrudzone
należy starannie przemyć benzyną ekstrakcyjną, toluenem lub innym rozpuszczalnikiem,
a następnie wytrzeć do sucha,
•
sprawdzana suwmiarka oraz używane do jej sprawdzania narzędzia pomiarowe powinny się
znajdować w laboratorium pomiarowym przez minimum 3 godziny przed rozpoczęciem
sprawdzenia,
•
podczas sprawdzenia narzędzia pomiarowego temperatura w laboratorium powinna wynosić
20 ±3ºC
Sprawdzanie narzędzia pomiarowego należy rozpocząć od jego identyfikacji. Identyfikacji tej
należy dokonać zgodnie z klasyfikacją ustaloną przez Polskie Normy. Pełne oznaczenie suwmiarki
wymaga podania następujących danych:
•
symbolu suwmiarki zgodnie z obowiązującą normą,
•
górnej granicy zakresu pomiarowego,
•
dokładności odczytu noniusza w minimetrach,
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
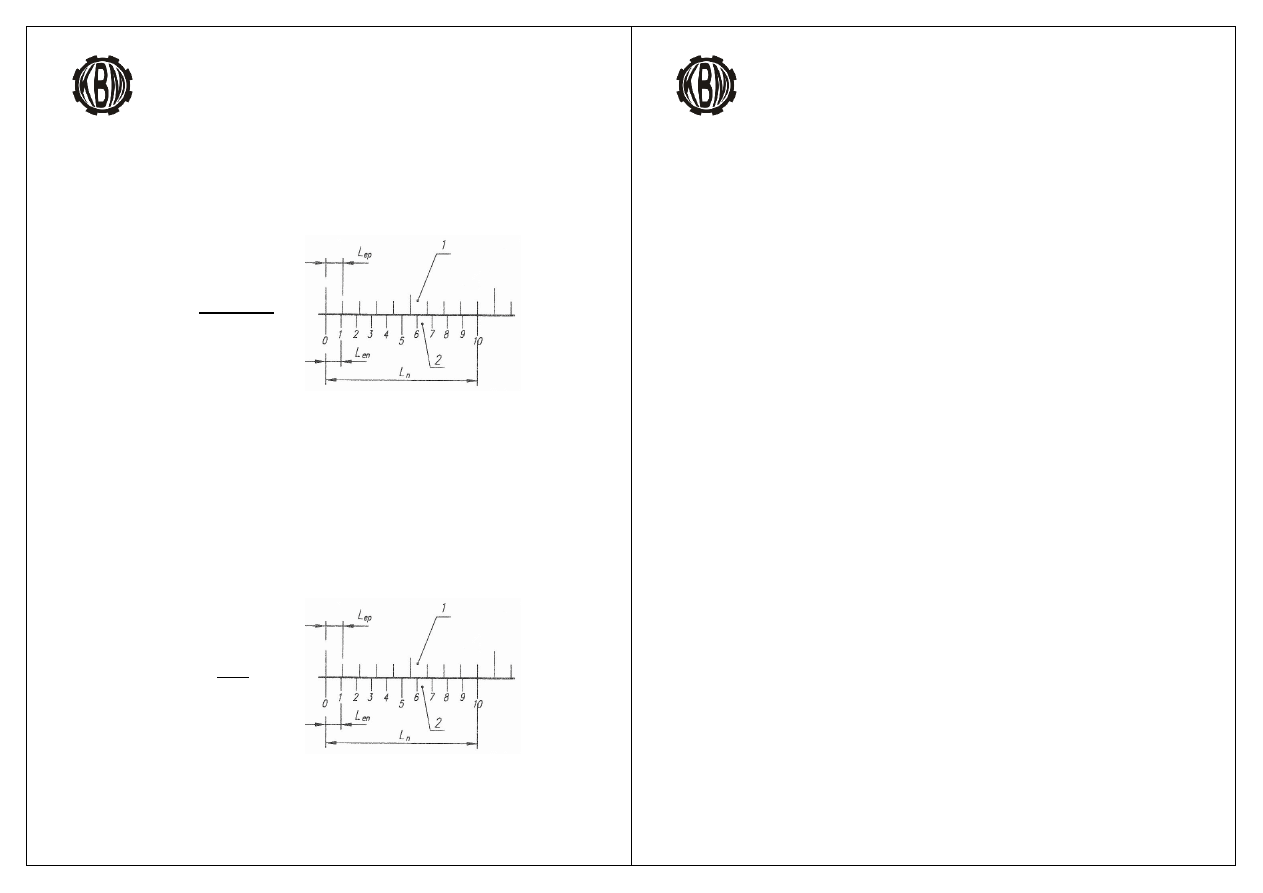
modułu podziałki suwaka (noniusza),
Noniusze narzędzi pomiarowych wykonywane są z modułami M
o różnej wartości (0, 1, 2 ...). Dla przyrządów suwmiarkowych zalecane są
noniusz 0,1mm o module 2.
M =
L
n
L
ep
L
ep
⋅n
gdzie:
n – liczba działek noniusza.
Najczęściej spotykane moduły noniuszy to:
- M = 0 gdy całkowita długość noniusza równa jest jednej działce skali
głównej,
- M = 1 gdy długość działki elementarnej noniusza i skali głównej są
w przybliżeniu równe sobie,
- M = 2 gdy długość działki elementarnej noniusza jest w przybliżeniu
dwukrotnie większa od długości działki elementarnej skali głównej.
=
L
ep
n
gdzie:
n – liczba działek noniusza.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
symbolu odmiany konstrukcyjnej według Polskiej Normy.
Po zakończeniu identyfikacji narzędzia pomiarowego można przystąpić do sprawdzenie stanu
ogólnego suwmiarki. Obejmuje ono następujące czynności:
•
sprawdzenie czy suwmiarka posiada trwałe oznaczenie (znak wytwórcy, numer fabryczny,
numer inwentarzowy),
•
sprawdzenie czy suwmiarka nie posiada trwałych uszkodzeń mechanicznych,
•
sprawdzenie czy suwmiarka nie posiada uszkodzeń korozyjnych wpływających na jej
właściwości metrologiczne,
•
sprawdzenie czy krawędzie oraz powierzchnie radełkowane nie posiadają ostrych występów,
•
sprawdzenie czy śruby zaciskowe nie mają zatartych gwintów i umożliwiają prawidłowy
zacisk bez stosowania nadmiernej siły,
•
sprawdzenie czy kreski podziałek są kontrastowe, a oznaczenia (opisy liczbowe) dobrze
widoczne,
•
sprawdzenie czy po zwolnieniu śruby zaciskowej lub zacisku samoczynnego suwak
przesuwa się płynnie po prowadnicy w całym zakresie pomiarowym,
•
sprawdzenie czy śruba dociskowa lub zacisk samoczynny umożliwia pewne
unieruchomienie suwaka w każdym jego położeniu na prowadnicy.
•
w przypadku gdy suwmiarka posiada suwak pomocniczy z nakrętką nastawczą, należy
sprawdzić, czy po unieruchomieniu pomocniczego suwaka i obracaniu nakrętki nastawczej
suwak z noniuszem przesuwa się płynnie, bez oporów,
•
sprawdzić czy suwak nie przemieszcza się po prowadnicy pod własnym ciężarem,
•
sprawdzić czy części suwmiarki nie wskazują właściwości magnetycznych (występowanie
własności magnetyczne ustalamy przy użyciu odpowiedniego oprzyrządowania lub opiłków
stalowych. W przypadku gdy narzędzie pomiarowe wykazuje właściwości magnetyczne
należy je rozmagnesować).
Po sprawdzeniu stanu ogólnego suwmiarki przystępujemy do sprawdzenia chropowatości
powierzchni pomiarowych. Oceny dokonujemy poprzez wzrokowe porównanie ich z wzorcami
chropowatości. Wymagania dotyczące chropowatości powierzchni suwmiarek w normie (tabela 1).
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Tabela 1
RODZAJ POWIERZCHNI
R
a max
[µ
µ
µ
µm]
Powierzchnie pomiarowe płaskie
0,16
Powierzchnie pomiarowe walcowe
0,32
Powierzchnie pomiarowe płaskie szczęk
pomiarowych
0,63
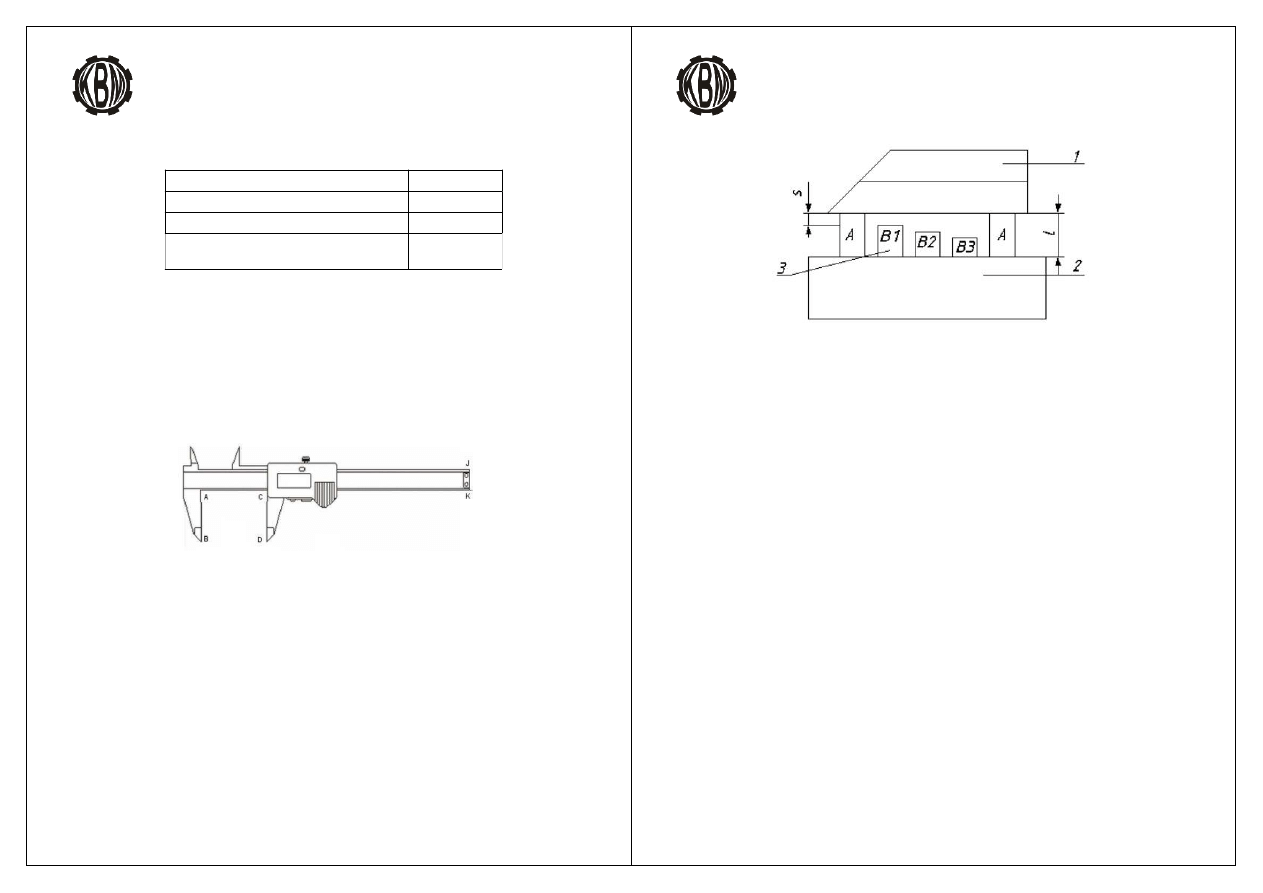
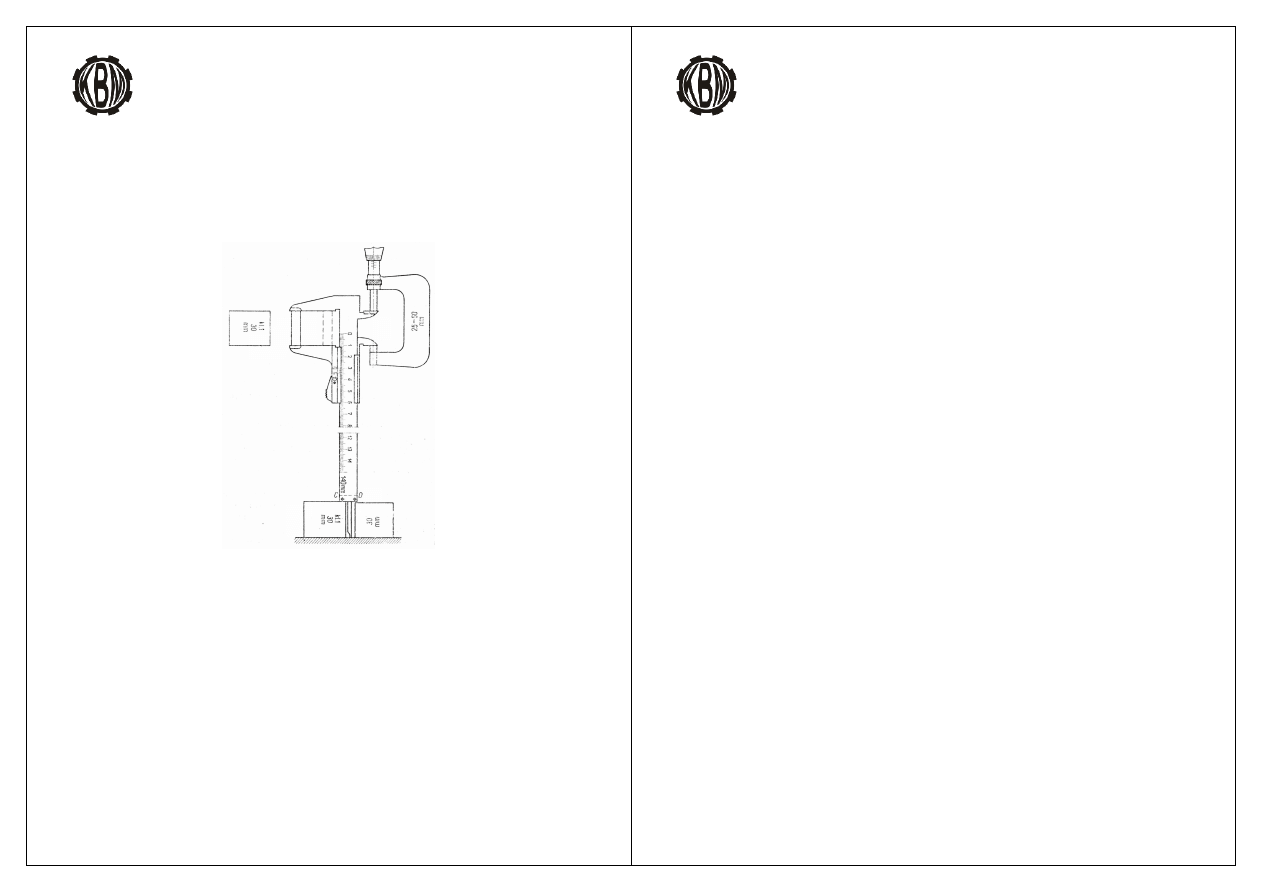
Kolejną czynnością którą należy wykonać podczas kontroli suwmiarki jest sprawdzenie
płaskości i prostoliniowości powierzchni krawędzi pomiarowych. Sprawdzenia płaskości
powierzchni szczęk pomiarowych (A-B i C-D; rys.1) oraz powierzchni czołowych prowadnicy
i głębokościomierza (J-K; rys.1) dokonujemy przy pomocy liniału krawędziowego, obserwując
szerokość szczeliny pomiędzy liniałem a powierzchnią sprawdzaną. Do sprawdzania
prostoliniowości krawędzi pomiarowych szczęk zewnętrznych należy użyć płytkę wzorcową
o wymiarze nominalnym około 12 mm.
Rys.1. Widok suwmiarki uniwersalnej.
Liniał krawędziowy przykładamy do powierzchni płaskich trzykrotnie (dwa razy po przekątnej
i raz wzdłuż krawędzi powierzchni badanej). Szerokość szczeliny badanej oceniamy wzrokowo
porównując ją ze szczelinami wzorcowymi. Szczeliny wzorcowe budujemy zgodnie ze schematem
przedstawionym na rysunku numer 2. Do płytki interferencyjnej należy przyłożyć dwie skrajne
płytki wzorcowe A o jednakowej długości L. Między nimi umieszczamy kilka płytek wzorcowych
(stosów płytek wzorcowych) B
1
, ..., B
n
o odpowiednich długościach różniących się od L
o określoną wartość równą szerokości szczeliny wzorcowej S. Po przyłożeniu liniału
krawędziowego do skrajnych płytek otrzymuje się szczeliny wzorcowe S
1
, ..., S
n
. o żądanych
szerokościach.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Rys. 2. Budowa szczeliny wzorcowej (1 - liniał krawędziowy, 2 - płytka interferencyjna,
3 - płytki wzorcowe)
Do budowy szczelin wzorcowych używa się mikronowego lub setkowego kompletu płytek
wzorcowych. Minimalną wartość szczeliny wzorcowej przyjmuje się na poziomie 1 µm, gdyż
zdrowe ludzkie oko nie jest w stanie zaobserwować mniejszej szczeliny świetlnej. Obserwacji
szczelin należy dokonywać przy dobrym oświetleniu, najlepiej naturalnym.
Błąd prostoliniowości można określić również poprzez wzrokową ocenę szerokości szczeliny,
która powstaje po przyłożeniu płytki wzorcowej do krawędzi pomiarowej i porównanie jej
z szerokością szczeliny wzorcowej.
Błąd płaskości i prostoliniowości krawędzi pomiarowych i tworzących walcowych szczęk do
pomiarów wewnętrznych przy sprawdzaniu okresowym suwmiarek używanych nie powinien
przekraczać 15 µm/100 mm.
Po sprawdzeniu płaskości i prostoliniowości powierzchni krawędzi powierzchni krawędzi
pomiarowych przystępujemy do sprawdzenia przylegania płaskich powierzchni pomiarowych
szczęk. Sprawdzenie przylegania kontrolowanych szczęk suwmiarki polega na doprowadzeniu tych
powierzchni do zetknięcia, i obserwacji szczeliny świetlnej występującej pomiędzy nimi. Następnie
zaobserwowaną szczelinę porównujemy z szczeliną wzorcową (rys.2).
W przypadku suwmiarek nowych nie powinniśmy zaobserwować szczeliny świetlnej, natomiast
w przypadku suwmiarek używanych dopuszczalne jest występowanie szczeliny świetlnej. Wartości
graniczne szczelin świetlnych zestawiono w tabeli 2.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Tabela 2
TYP SUWMIARKI
Wielkość
zaobserwowanej
szczeliny świetlnej
[µ
µ
µ
µm]
Suwmiarka z noniuszem 0,02 mm
6
Suwmiarka z noniuszem 0,05 mm
10
Suwmiarka z noniuszem 0,10 mm
15
Kolejnym etapem kontroli dokładności suwmiarki jest sprawdzenie równoległości powierzchni i
krawędzi pomiarowych. Sprawdzeniu podlegają powierzchnie (A-B i C-D; rys.1) szczęk suwmiarki
przeznaczone do pomiaru wymiarów zewnętrznych. Pomiar przeprowadza się w kilku różnych
położeniach suwaka, rozmieszczonych w całym zakresie pomiarowym suwmiarki. Wartość
wyznaczonego błędu równoległości stanowi największa ze zmierzonych odchyłek we wszystkich
położeniach pomiarowych.
Pomiar realizujemy przy użyciu płytek wzorcowych klasy pierwszej. Przebieg sprawdzania
równoległości obejmuje:
•
umieszczenie wybranej płytki wzorcowej pomiędzy szczękami pomiarowymi,
•
ustawienie płytki wzorcowej w taki sposób aby dłuższy bok powierzchni pomiarowej był
w przybliżeniu prostopadły do bocznych powierzchni szczęk,
•
przesuwanie płytki wzorcowej wzdłuż powierzchni pomiarowych i obserwację szczeliny
świetlnej.
Sprawdzenie równoległości krawędzi pomiarowych szczęk wewnętrznych (do pomiaru
wymiarów wewnętrznych) przeprowadza się przy pomocy mikrometru zewnętrznego
o odpowiednim zakresie pomiarowym. Przed przystąpieniem do pomiaru należy umieścić płytkę
wzorcową pomiędzy powierzchniami szczęk zewnętrznych. Równoległość powierzchni lub
krawędzi pomiarowych należy sprawdzić zarówno po uruchomieniu, jak i po zwolnieniu suwaka
z noniuszem.
Ostatni etap sprawdzania suwmiarki obejmuje swym zakresem sprawdzenie dokładności
wskazań (dokładność wskazań szczęk do pomiarów zewnętrznych, dokładność wskazań szczęk do
pomiarów wewnętrznych, dokładność wskazań wysuwki głębokościomierza).
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Sprawdzanie dokładności wskazań suwmiarki polega na określeniu błędu wskazania zerowego
oraz błędów wskazań dla minimum trzech różnych pozycji z użyciem szczęk zewnętrznych,
wewnętrznych i wysuwki głębokościomierza. W skład zestawu do kontroli suwmiarek wchodzą
następujące elementy:
•
kontrola szczęk zewnętrznych: 30 mm; 41,3 mm; 131,4 mm (płytki w klasie 1),
•
pierścienie wzorcowe: 4 mm; 25mm.
W pierwszej kolejności określamy błąd wskazania zerowego. W tym celu należy doprowadzić
powierzchnie pomiarowe szczęk płaskich do zetknięcia ze sobą i sprawdzić czy, kreska zerowa
noniusza znajduje się na przedłużeniu zerowego wskazu podziałki (głównej) prowadnicy.
Następnie przystępujemy do wyznaczenia błędów wskazań suwmiarki dla kolejnych
kontrolowanych wymiarów:
•
w pomiarach wymiarów zewnętrznych korzystamy z płytek wzorcowych. Błąd wskazania
stanowi różnicę między odczytaniem wskazania za pomocą noniusza i wartością nominalną
płytki wzorcowej,
•
w pomiarach wymiarów wewnętrznych, korzystamy z pierścieni wzorcowych lub możemy
skorzystać z mikrometru. Błąd wskazania stanowi różnicę między odczytaniem wskazania
za pomocą noniusza i wartością nastawioną na mikrometrze,
•
w pomiarach wykonywanych z użyciem wysuwki głębokościomierza należy sprawdzać za
pomocą odpowiednich par płytek wzorcowych o tych samych wymiarach nominalnych,
ustawionych na stalowej płycie pomiarowej.
Tablica 3
Górna granica
zakresu
pomiarowego
w [mm]
Dokładność noniusza w [mm]
0,02
0,05
0,1
Granica dopuszczalnych błędów wskazania
315
±20 µm
±50 µm
±100 µm
500
±30 µm
±50 µm
±100 µm
1000
±40 µm
±50 µm
±100 µm
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Sprawdzanie powinno się odbywać zarówno przy unieruchomionym, jak i przy zwolnionym
suwaku. Schematycznie sprawdzenie dokładności wskazań suwmiarki dla wszystkich trzech
przypadków przedstawiono na rysunku numer 3. Dopuszczalne błędy wskazań suwmiarek według
Polskiej Normy przedstawiono w tabeli 3.
Rys. 3. Sprawdzenie dokładności wskazań suwmiarki.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
SPRAWDZANIE MIKROMETRU
Procedura sprawdzania mikrometru (zewnętrznego) obejmuje następujące testy:
1. Sprawdzenie stanu ogólnego mikrometru.
2. Sprawdzenie chropowatości powierzchni pomiarowych.
3. Sprawdzenie płaskości powierzchni pomiarowych.
4. Sprawdzenie równoległość powierzchni pomiarowych.
5. Sprawdzenie równoległości powierzchni i krawędzi pomiarowych.
6. Sprawdzenie dokładności wskazań w całym zakresie pomiarowym.
7. Określenie czy sprawdzany mikrometr spełnia wymagania normy.
Ponadto podczas kontroli mikrometrów sprawdza się także:
•
sztywność kabłąka,
•
naciski pomiarowe,
•
zmianę położenia powierzchni pomiarowej wrzeciona pod wpływem działania zacisku.
W trakcie laboratorium sprawdzanym narzędziem może być dowolny mikrometr o wybranym
zakresie pomiarowym.
Przed przystąpieniem do sprawdzania mikrometru należy spełnić podobne warunki, jak w
przypadku suwmiarki:
•
sprawdzany mikrometr powinien być dokładnie oczyszczony. Powierzchnie zabrudzone
należy starannie przemyć benzyną ekstrakcyjną, toluenem lub innym rozpuszczalnikiem,
a następnie wytrzeć do sucha,
•
sprawdzany mikrometr oraz używane do jego sprawdzania narzędzia pomiarowe powinny
się znajdować w laboratorium pomiarowym przez minimum 3 godziny przed rozpoczęciem
sprawdzenia,
•
podczas sprawdzenia narzędzia pomiarowego temperatura w laboratorium powinna wynosić
20 ±3ºC
Sprawdzanie narzędzia pomiarowego należy rozpocząć od jego identyfikacji. Identyfikacji tej
należy dokonać zgodnie z klasyfikacją ustaloną przez normę. Pełne oznaczenie mikrometru
wymaga podania następujących danych:
•
symbolu mikrometru zgodnie z obowiązującą normą,
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
zakresu pomiarowego,
•
dokładności narzędzia,
•
symbolu odmiany konstrukcyjnej według normy.
Po wykonaniu wyżej wymienionych czynności można przystąpić do sprawdzenie stanu
ogólnego mikrometru. Obejmuje ono następujące czynności:
•
sprawdzenie czy mikrometr posiada trwałe oznaczenie (znak wytwórcy, numer fabryczny,
numer inwentarzowy),
•
sprawdzenie czy powierzchnie zewnętrzne mikrometru nie mają rdzawych plam, zadrapań
i pęknięć a także sprawdzenie czy części radełkowane nie są ostre,
•
sprawdzenie czy kreski podziałki wzdłużnej na tulei i kreski podziałki obwodowej na bębnie
są kontrastowe, a ich oznaczenia są poprawne i czytelne,
•
sprawdzenie czy po zaciśnięciu zacisku wrzeciono nie obraca się przy pokręcaniu sprzęgła,
•
sprawdzenie czy wrzeciono po zwolnieniu zacisku obraca się swobodnie bez wyczuwalnych
luzów i zacięć oraz czy ruch bębna przy jego obrocie jest swobodny,
•
sprawdzenie czy mikrometr nie wskazują właściwości magnetycznych (występowanie
własności magnetyczne ustalamy przy użyciu odpowiedniego oprzyrządowania lub opiłków
stalowych. W przypadku gdy narzędzie pomiarowe wykazuje właściwości magnetyczne
należy je rozmagnesować).
Po sprawdzeniu stanu ogólnego mikrometru przystępujemy do sprawdzenia chropowatości
powierzchni wrzeciona i kowadełka. Oceny dokonujemy poprzez wzrokowe porównanie ich
z wzorcami chropowatości.
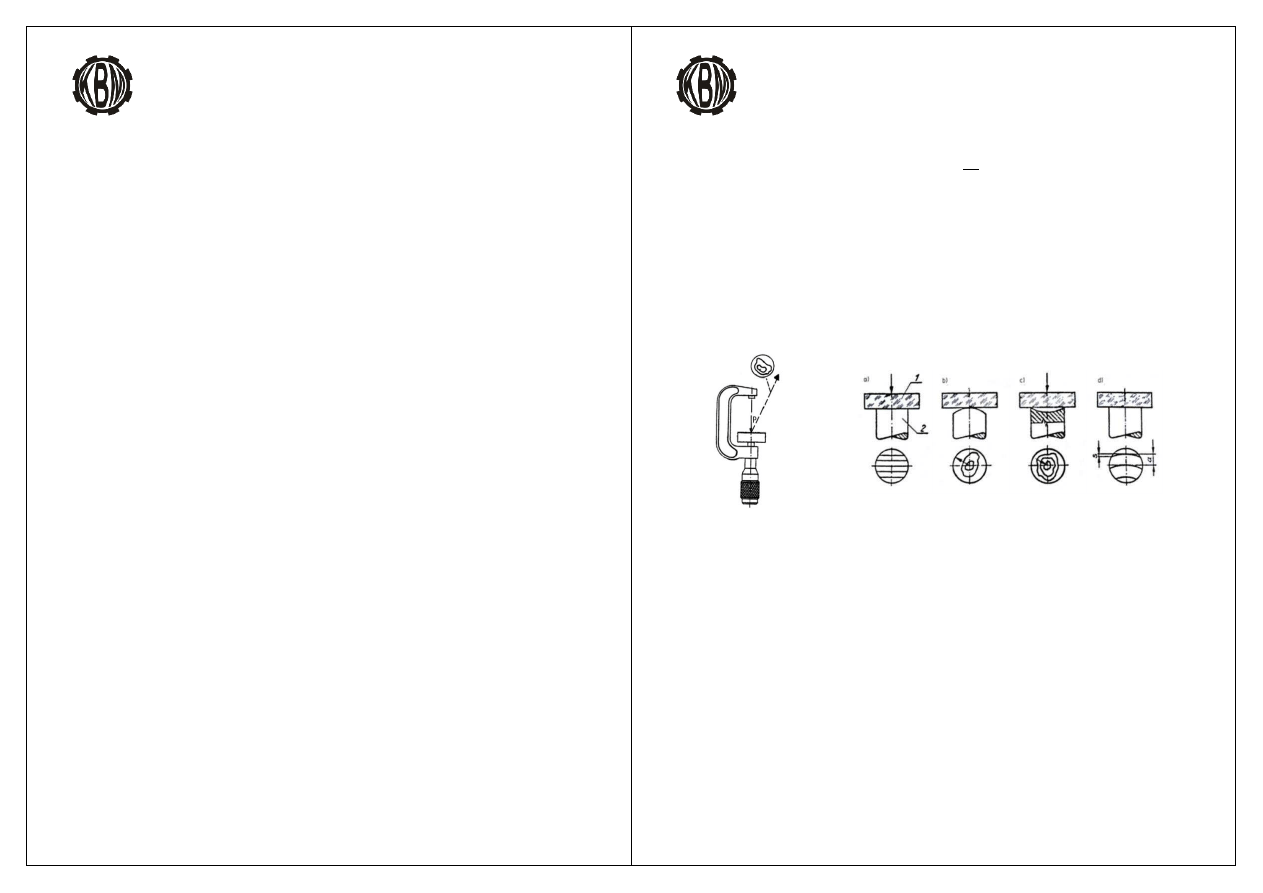
Kolejnym etapem kontroli mikrometru jest sprawdzenie płaskości i równoległości powierzchni
pomiarowych wrzeciona i kowadełka. Płaskość powierzchni pomiarowych wrzeciona (rys.4)
i kowadełka należy sprawdzić przy pomocy płaskiej płytki interferencyjnej, która umieszcza się na
sprawdzanej, uprzednio oczyszczonej powierzchni z lekkim dociskiem, aby ukazał się obraz
interferencyjny (rys.5). Jeśli powierzchnia sprawdzana jest płaska, to prążki są proste, równoległe
i równo oddalone od siebie. Błąd płaskości oblicza się ze wzoru:
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
p=m⋅
2
gdzie:
m - odchylenie prążka od prostoliniowości, jeśli za jedność przyjmie się odległość między
sąsiednimi prążkami, lub liczba prążków, jeśli tworzą one krzywe zamknięte,
λ - długość fali światła stosowanego do badań; jeśli obserwacje prowadzi się w świetle
dziennym, to przyjmuje się λ = 0,6 mm.
Tolerancja płaskości powierzchni pomiarowych płaskich wynosi 0,9 mm (wg normy).
Rys. 4. Sprawdzanie
powierzchni pomiarowej
wrzeciona.
Rys. 5. Sprawdzanie płaskości powierzchni mierniczych
(a-powierzchnia płaska; b-powierzchnia wypukła; c-powierzchnia
wklęsła; d-określenie błędu powierzchni płaskości);
1 - płytka interferencyjna, 2 - przedmiot mierzony
W mikrometrach o zakresie pomiarowym do 75 mm równoległość powierzchni pomiarowych
wrzeciona i kowadełka sprawdza się specjalnie do tego celu produkowanymi kompletami płasko-
równoległych MLAp płytek interferencyjnych. Płytki takie produkowane są po cztery sztuki w
komplecie i w zależności od mikrometru sprawdzanego mają odpowiednie wymiary (tab. 4).
Wymiary płytek są tak dobrane, aby różniły się miedzy sobą o 1/4 skoku śruby mikrometrycznej.
Umożliwia to sprawdzenie równoległości powierzchni kowadełka i wrzeciona w czterech
położeniach kątowych wrzeciona rozłożonych co 90°.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Tabela 4
ZAKRES
MIKROMETRU
w [mm]
WYMIARY PŁYTEK
w [mm]
0÷25
15,00; 15,12; 15,25; 15,37
15÷50
40,00; 40,12; 40,25; 40,37
50÷75
65,00; 65,12; 65,25; 65,37
W celu przeprowadzenia sprawdzania należy umieścić kolejno każdą z płytek interferencyjnych
między kowadełkiem i wrzecionem (rys.6) zaciskając ją siłą wynikającą z obrotu sprzęgła,
przesuwając ją jednocześnie i lekko pochylając tak, aby z jednej strony uzyskać jak najmniejszą
liczbę prążków interferencyjnych. Jeśli prążki nie znikną całkowicie, to najmniejszą ich liczbę
uzyskuje się gdy skrajny prążek tworzy linię zamkniętą. Należy wtedy przerwać ustawianie
i policzyć liczbę prążków z obu stron płytki łącznie. Błąd równoległości wyznacza się
z następującego wzoru:
r =m
1
m
2
⋅
2
gdzie:
m
1
- liczba prążków na powierzchni krawędziowej,
m
2
- liczba prążków na powierzchni wrzeciona,
λ - długość fali użytego światła.
Rys.6. Sprawdzanie równoległości powierzchni pomiarowych wrzeciona i kowadełka za pomocą
płytek interferencyjnych
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Jako błąd równoległości dla danego przyrządu przyjmuje się maksymalną wartość r uzyskaną ze
wszystkich czterech położeń kątowych wrzeciona. Sprawdzanie równoległości powierzchni
pomiarowych wrzeciona i kowadełka w mikrometrach o większym zakresie pomiarowym można
dokonać przywierając do odpowiednio dobranej płytki wzorcowej, np. 65 mm, po jednej płytce
interferencyjnej płasko-równoległej z obu stron jej końców, przy czym z jednej strony będzie
przywarta płytka o wymiarach 15,12 mm, a z drugiej kolejno płytki interferencyjne o wymiarach
15,12 mm, 15,25 mm, 15,37 mm. Błąd równoległości wyznacza się zgodnie z wcześniejszym
opisem. Sprawdzanie równoległości powierzchnio pomiarowych wrzeciona i kowadełka
w mikrometrach o górnej granicy zakresu pomiarowego 100mm dokonuje się za pomocą
odpowiednio dobranych stosów płytek wzorcowych. Stosy te należy tak dobrać, aby ich długość
nominalna odpowiadała mniej więcej połowie zakresu pomiarowego i aby różniły się one między
sobą o 0,12 mm. Następnie należy dokonać pomiaru każdego stosu płytek sprawdzanym
mikrometrem według schematu pokazanego na rysunku 7.
Rys.7. Sprawdzane równoległości powierzchni pomiarowych wrzeciona i kowadełka za pomocą
stosu płytek wzorcowych
Każdy stos mierzy się cztery razy ustawiając go względem osi mikrometru tą samą stroną.
Błędem równoległości jest największa z różnic między czterema wskazaniami otrzymanymi
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
z pomiarów każdego stosu. Tolerancja T
r
równoległości powierzchni pomiarowych płaskich dla
różnych zakresów pomiarowych mikrometrów podano w tabeli 5.
Tabela 5
ZAKRE MIKROMETRU
w [mm]
TOLERANCJA
RÓWNOLEGŁOŚCI w [µ
µ
µ
µm]
0÷25
2
50÷75
3
100÷125
4
Ostatnim etapem sprawdzenia mikrometru jest określenie dokładności wskazań mikrometru.
Przy sprawdzaniu mikrometru rozróżnia się dwa rodzaje błędów wskazań:
•
błąd wskazania zerowego f
A
(dolnej granicy zakresu pomiarowego),
•
błąd w całym zakresie wskazań f
i
.
Błąd wskazania zerowego f
A
wyznacza się dla mikrometru o zakresie 0÷25 mm poprzez
doprowadzenie do zetknięcia kowadełka z wrzecionem z siłą nacisku sprzęgła. Przy sprawdzeniu
mikrometrów o innych zakresach błąd wskazania f
A
dla dolnej granicy zakresu pomiarowego
wyznacza się przez pomiar odpowiedniej płytki wzorcowej lub wzorca nastawczego, który
powinien być na wyposażeniu przyrządu.
Błąd wskazania f
i
w całym zakresie pomiarowym wyznacza się dokonując pomiarów płytek
wzorcowych o różnych wymiarach. Zalecane punkty sprawdzania to:
A
A + 5,10
A + 10,30
A + 15,00
A + 20,20
A + 25,00
gdzie A jest dolna granicą zakresu pomiarowego. Do tego celu można używać dedykowanych
zestawów, które dodatkowo uzupełnione są w płytki o wymiarach 50,00mm, 75,00mm i 100,00mm
pozwalające na sprawdzenie mikrometrów o większych zakresach pomiarowych. Punkty
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
pomiarowe są tak dobrane, aby były oddalone od siebie o wartość uwzględniającą obrót wrzeciona
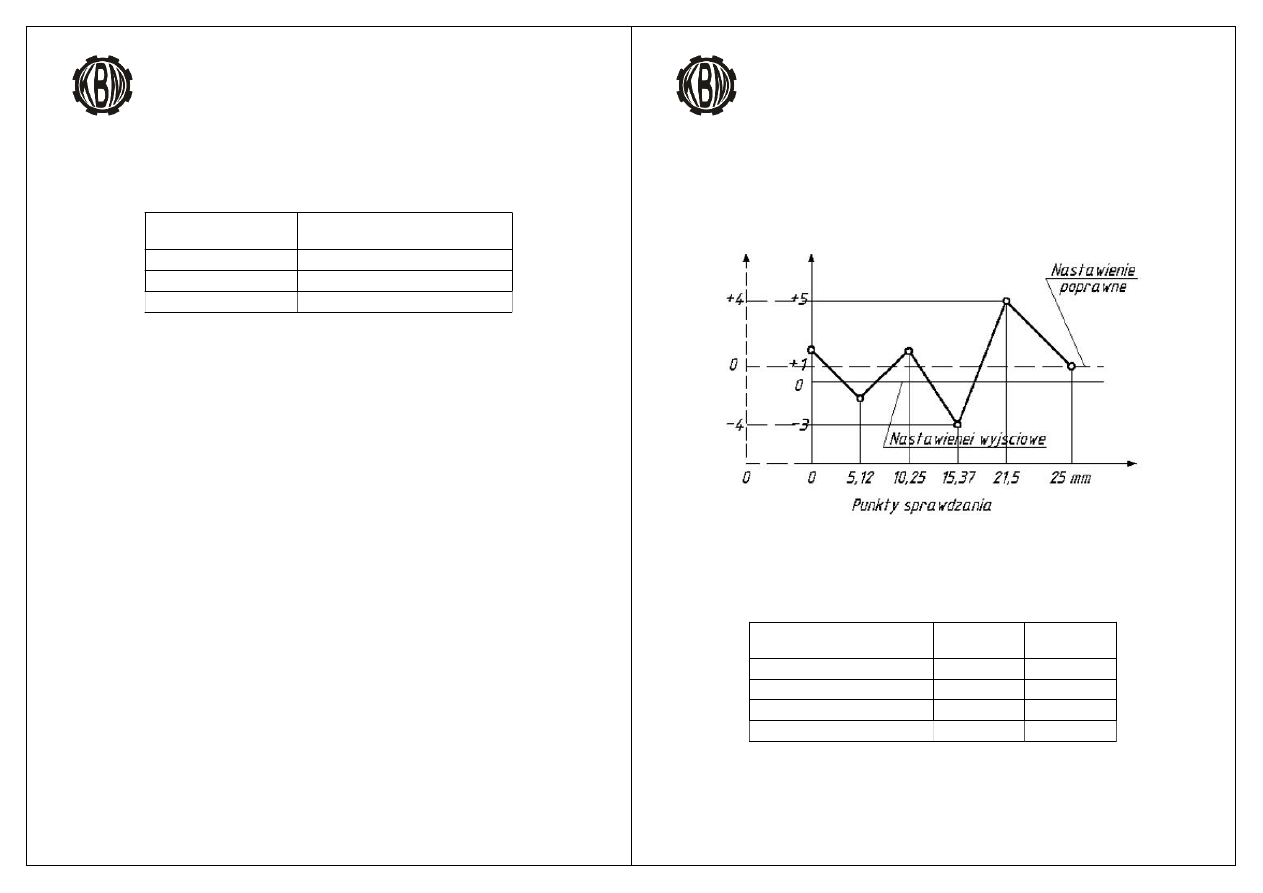
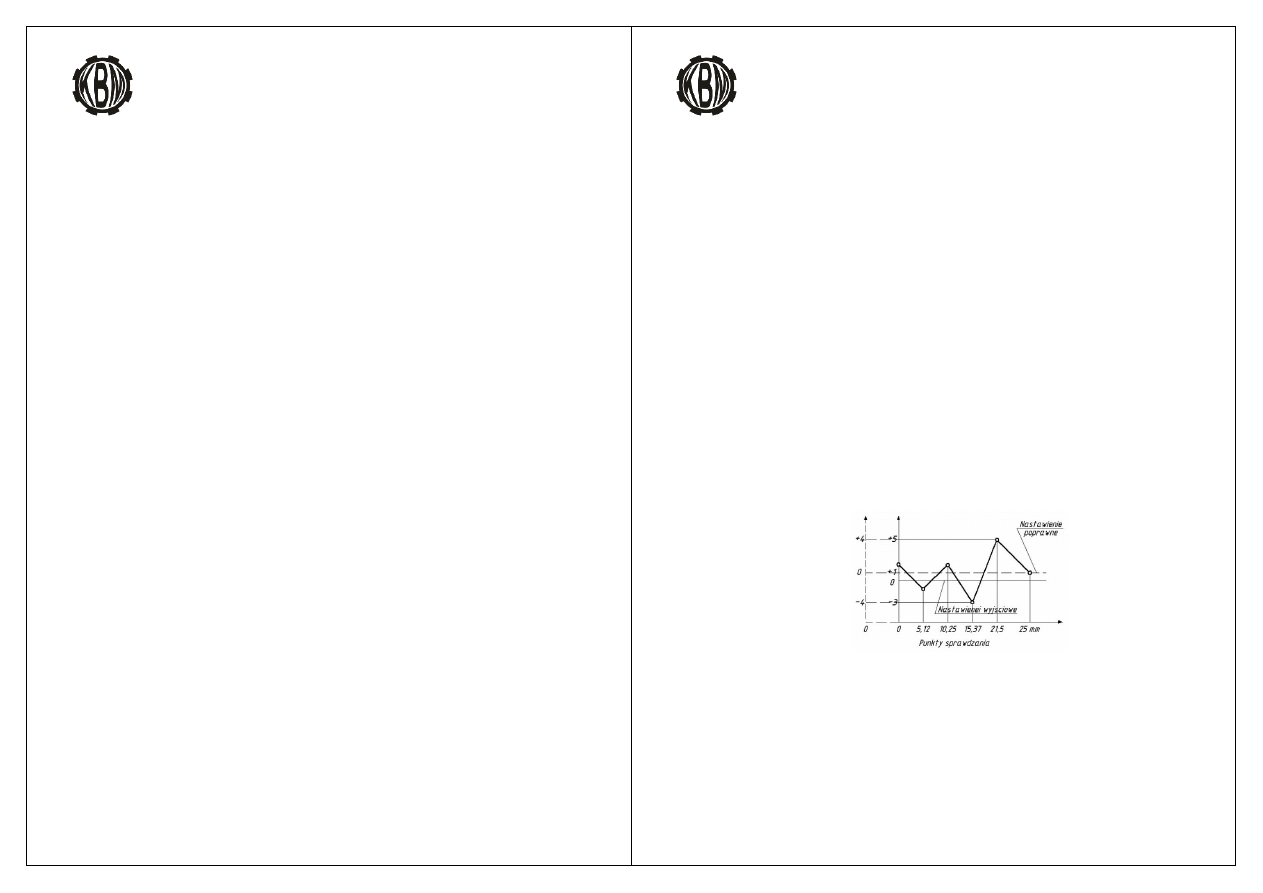
o 90°, plus dolna granica zakresu pomiarowego. Na podstawie przeprowadzonych pomiarów i
wyznaczonych błędów wskazań mikrometru należy sporządzić krzywą błędów wskazań.
Przykładową krzywą przedstawiono na rysunku 8.
Rys.8. Przykładowa krzywa błędów wskazań mikrometru
Mikrometr można dopuścić do dalszego użytkowania, jeśli wszystkie błędy mieszczą się w
granicach dopuszczalnych (tabela 7).
DOLNA GRANICA ZAKRESU
POMIAROWEGO w [mm]
f
A
w [
µ
µ
µ
µ
m]
f
i
w [
µ
µ
µ
µ
m]
0 do 25
2
4
50 do 75
3
5
100 do 125
4
6
150 do 175
5
7
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
SPRAWDZANIE CZUJNIKA ZEGAROWEGO
Procedura sprawdzania czujnika zegarowego obejmuje następujące testy:
1. Sprawdzenie stan ogólny czujnika.
2. Sprawdzenie stanu końcówki pomiarowej.
3. Sprawdzenie zmienność wskazań czujnika.
4. Sprawdzenie dokładność wskazań czujnika.
W trakcie laboratorium sprawdzanym czujnikiem morze być dowolny czujnik o dowolnej
działce elementarnej.
Przed przystąpieniem do sprawdzania czujnika należy spełnić takie same warunki jak w
przypadku suwmiarki i mikrometru:
•
sprawdzany czujnik zegarowy powinien być dokładnie oczyszczony. Powierzchnie
zabrudzone należy starannie przemyć benzyną ekstrakcyjną, toluenem lub innym
rozpuszczalnikiem, a następnie wytrzeć do sucha,
•
sprawdzany czujnik oraz używane do jej sprawdzania narzędzia pomiarowe powinny się
znajdować w laboratorium pomiarowym przez minimum 3 godziny przed rozpoczęciem
sprawdzenia,
•
podczas sprawdzenia narzędzia pomiarowego temperatura w laboratorium powinna wynosić
20 ±3ºC
Sprawdzanie narzędzia pomiarowego należy rozpocząć od jego identyfikacji. Identyfikacji tej
należy dokonać zgodnie z klasyfikacją ustaloną przez obowiązujące normy. Pełne oznaczenie
czujnika zegarowego wymaga podania następujących danych:
•
oznaczenia, symbolu czujnika, zakresu i klasy dokładności,
•
oznaczenia wartości działki elementarnej np. 0,01 mm na tarczy z podziałką,
•
znaku wytwórni i numeru inwentarzowego.
Po wykonaniu wyżej wymienionych czynności można przystąpić do sprawdzenie stanu
ogólnego czujnika. Obejmuje ono:
•
sprawdzenie czy powierzchnie metalowe nie mają pęknięć, plam korozyjnych i innych
uszkodzeń, które mogą mieć wpływ na jego użytkowanie. W szczególności, czy szybka
osłaniająca tarczę z podziałką nie jest pęknięta i jest dostatecznie czysta,
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
•
sprawdzenie czy końcówka pomiarowa jest dostatecznie sztywno połączona z trzpieniem
czujnika i czy ruch trzpienia w całym zakresie jest płynny, bez wyczuwalnych luzów
i zacięć,
•
sprawdzenie czy wskazówki w dowolnym ich położeniu nie dotykają tarczy i czy odległość
wskazówek od tarczy nie jest większa niż 0,5 mm. Dodatkowo należy zwrócić uwagę czy
mała wskazówka odmierza pełne obroty wskazówki dużej,
•
sprawdzenie czy koniec dużej wskazówki pokrywa krótkie kreski podziałki, (nie więcej niż
0,8 mm ich długości),
•
sprawdzenie czy poprawnie działa pierścień do nastawiania zerowego wskazania czujnika,
i czy wskaźniki tolerancji można ustawić w dowolnym położeniu,
•
ssprawdzenie czy czujnik nie jest namagnesowany w stopniu powodującym przyciąganie
opiłków żelaza.
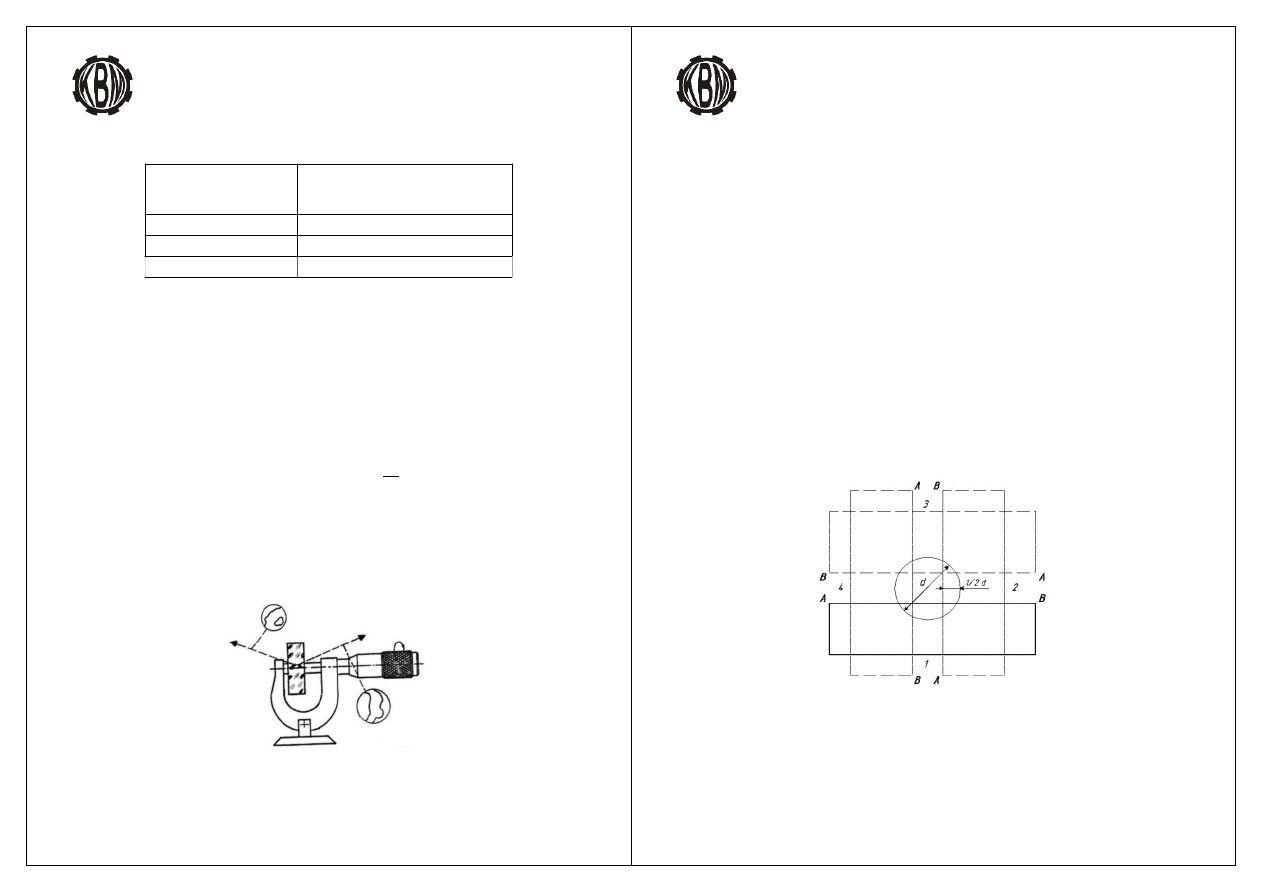
Po ocenie stanu ogólnego czujnika zegarowego
sprawdzamy stan końcówki/ek
pomiarowej/wych. Sprawdzanie dokonuje się przy pomocy lupy o powiększeniu pięcio- lub
ośmiokrotnym. Należy zwrócić uwagę, czy końcówka pomiarowa nie ma uszkodzeń
mechanicznych ani plam korozyjnych, które mogą wpłynąć na wynik pomiaru.
Rys.8. Sprawdzanie dokładności wskazań czujnika
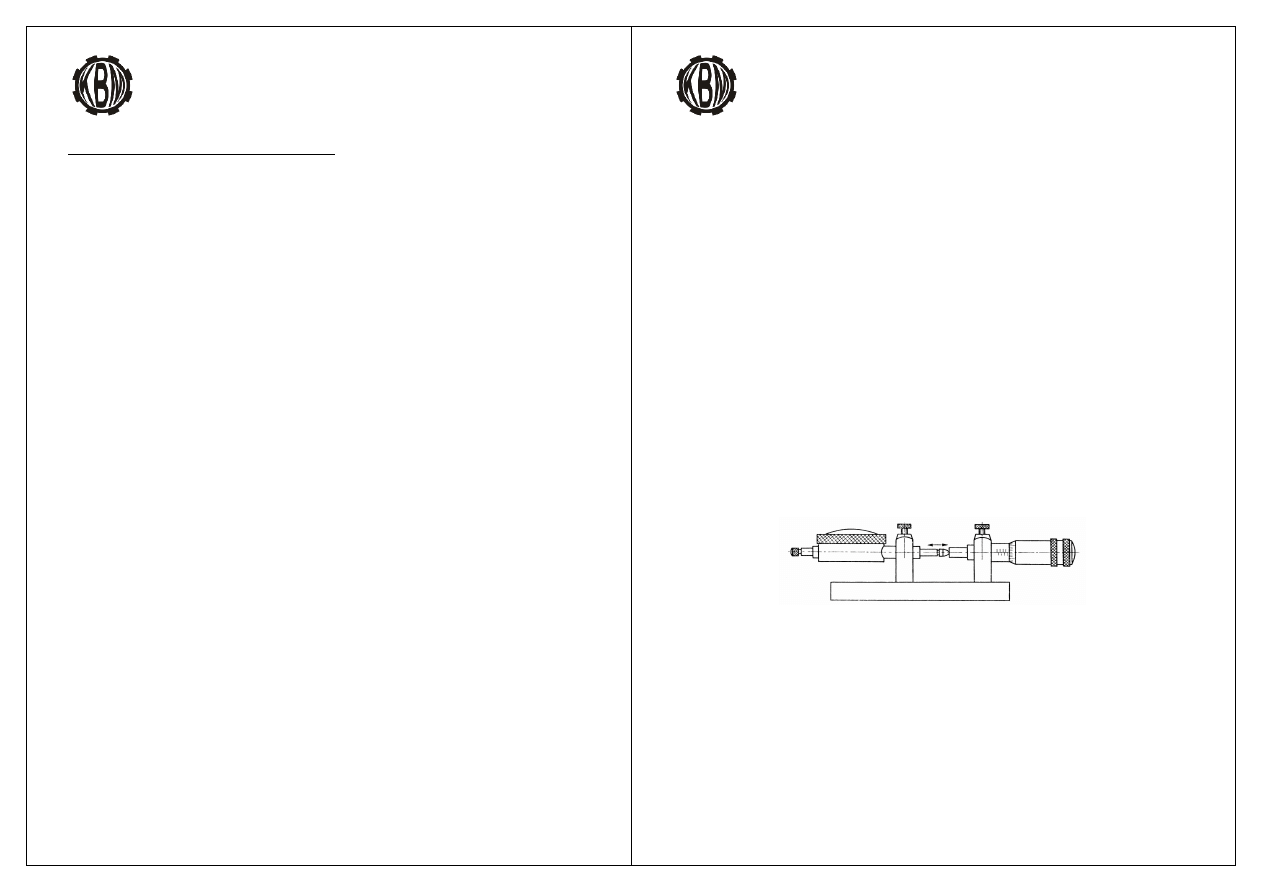
Sprawdzenie zmienności wskazań czujnika zegarowego przeprowadza się przy użyciu przyrządu
z głowicą mikrometryczną. Po zamocowaniu w przyrządzie sprawdzanego czujnika należy
doprowadzić jego końcówkę do zetknięcia z wrzecionem głowicy. Następnie ustawiamy głowicę
mikrometryczną w zadanej pozycji (obranym punkcie zakresu pomiarowego czujnika)
i odczytujemy wskazanie czujnika. Odczytu dokonujemy co najmniej pięciokrotnie po odciągnięciu
trzpienia pomiarowego i następnie ponownym powolnym doprowadzeniem do zetknięcia jego
z wrzecionem głowicy mikrometrycznej. Powyższe czynności powtarzamy dla pięciu punktów
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
zakresu pomiarowego. W oparciu o otrzymane wyniki określamy największe różnice pomiędzy
wskazaniami czujnika w każdym ze sprawdzanych punktów zakresu pomiarowego. Największa
z otrzymanych różnic stanowi szukaną zmienność wskazań.
Sprawdzenie dokładności wskazań czujnika zegarowego odbywa się przy pomocy głowicy
mikrometrycznej i zestawu elektronicznego SILVAC 80. Głowicę mikrometryczną należy ustawić
w takim położeniu, aby odczyt był całkowitą, np. 10,00 mm. Czujnik sprawdzany należy ustawić
tak, aby jego końcówka pomiarowa stykała się z czołem wrzeciona głowicy mikrometrycznej,
a wskazówki przyjęły położenie zerowe. Następnie należy sprawdzić stałość tego położenia przez
kilkakrotne zwolnienie trzpienia pomiarowego za pomocą obracania śruby mikrometrycznej
każdorazowo doprowadzając układ do stanu początkowego. Obracając bęben głowicy
mikrometrycznej co 0,1 mm w kierunku wskazań rosnących odnotowuje się wskazania czujnika
z uwzględnieniem ich znaku i wpisuje się do karty sprawdzania w wierszu górnym począwszy od
punktu 0,00 aż do punktu 10,00 mm, tj. do końca zakresu pomiarowego czujnika. Po przekroczeniu
górnej granicy zakresu pomiarowego o kilka działek elementarnych należy zmienić kierunek obrotu
śruby mikrometrycznej i dokonać pomiaru w tych samych punktach pomiarowych w kierunku
wskazań malejących, tj. od 10,0 do 0,0. Należy przy tym pamiętać, że najeżdżanie głowicą
mikrometryczną na dany punkt pomiarowy powinno być zawsze z tego samego kierunku, aby
uniknąć wpływu histerezy śruby mikrometrycznej na wynik pomiaru. Wyniki uzyskane w karcie
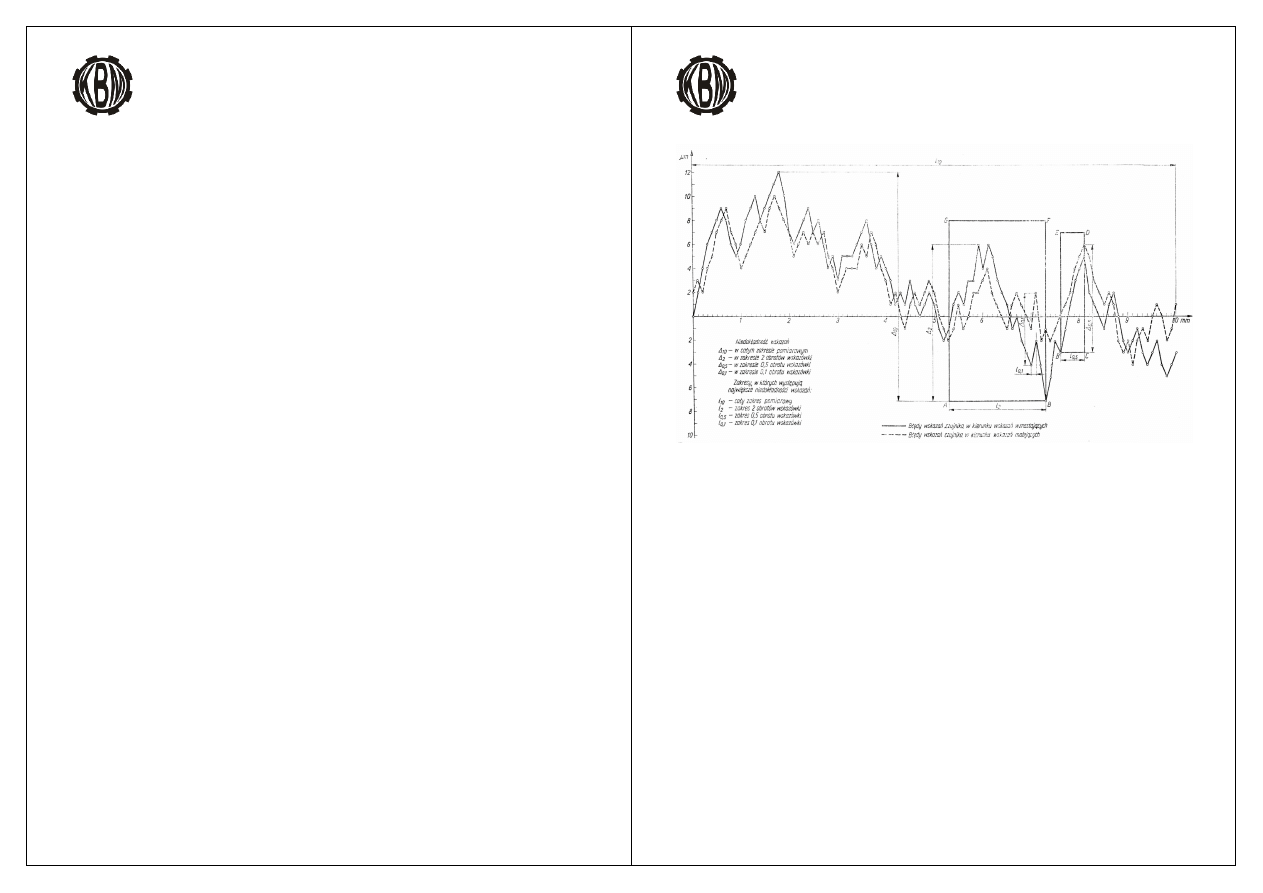
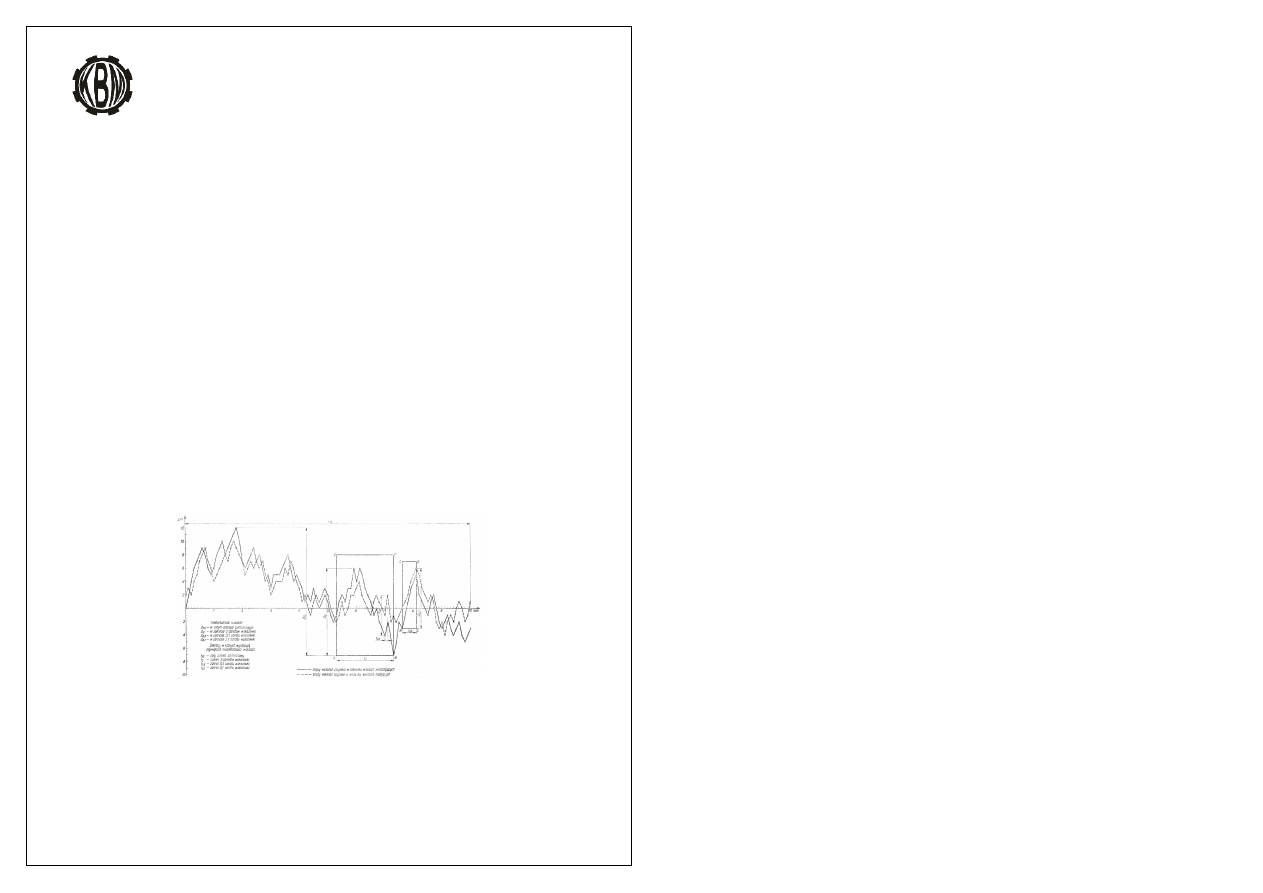
sprawdzania należy nanieść na wykres błędów wskazań czujnika zegarowego (rys.9.).
Jako błędy wskazań czujnika zegarowego ocenia się różnicę algebraiczną pomiędzy największą
a najmniejszą wartością błędów wskazań znalezionych dla obydwu kierunków (wzrastających
i malejących):
•
całego zakresu pomiarowego czujnika,
•
w zakresie 2,0 obrotu wskazówki dużej,
•
w zakresie 0,5 obrotu wskazówki dużej,
•
w zakresie 0,1 obrotu wskazówki dużej.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Rys.9. Wykres błędów wskazania czujnika zegarowego.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Zadanie 1 – Sprawdzenie suwmiarki uniwersalnej.
Sprawdzić wybraną suwmiarkę uniwersalną zwracając szczególną uwagę na sprawdzenie
dokładności wskazań.
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
komplet dedykowany do sprawdzania suwmiarek (w skład którego wchodzą płytki
wzorcowe: 30mm 41,3mm, 131,4mm, oraz pierścienie wzorcowe 4mm i 25mm),
•
zestaw płytek wzorcowych (min. 47 sztuk),
•
komplet dedykowany do sprawdzania prostoliniowości i płaskości (np. liniał
krawędziowy itp.),
•
zestaw wzorców chropowatości powierzchni, lub przyrząd do pomiaru chropowatości
powierzchni.
Przebieg realizacji zadania:
1. Dokonać identyfikacji sprawdzanej suwmiarki.
2. Ocenić stan ogólny suwmiarki (zgodnie z instrukcją: sprawdzić czy suwmiarka posiada
trwałe oznaczenie, ... itd.).
3. Ocenić chropowatość powierzchni pomiarowych w oparciu o wzorce chropowatości lub
dokonując pomiaru.
4. Ocenić przyleganie powierzchni pomiarowych, w oparciu o ocenę wielkości szczeliny
świetlnej).
5. Sprawdzić dokładność wskazań dla:
a) wymiarów zewnętrznych (dedykowany komplet płytek),
b) wymiarów wewnętrznych (dedykowany komplet pierścieni),
c) wymiarów głębokościomierza (zestawić odpowiednie stosy płytek)
6. Każdy z testów podsumować oceniając stan narzędzia.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Zadanie 2 – Sprawdzenie mikrometru.
Sprawdzić wybrany mikrometr zwracając szczególną uwagę na sprawdzenie dokładności
wskazań.
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
komplet dedykowany do sprawdzania mikrometrów (w skład którego wchodzą płytki
wzorcowe: 5,1mm, 10,3mm, 15mm, 20,2mm, 25mm, 50mm, 75mm, 100mm oraz płytka
interferencyjna).
Przebieg realizacji zadania:
1. Dokonać identyfikacji sprawdzanego mikrometru.
2. Ocenić stan ogólny mikrometru (zgodnie z instrukcją: sprawdzić czy mikrometr
posiada ... itd.).
3. Sprawdzić dokładność wskazań mikrometru:
a) dokonać niezbędnych pomiarów,
b) narysować krzywą błędów wskazania mikrometru,
Rys.10. Przykładowa krzywa błędów wskazań mikrometru
c) ocenić stan narzędzia.
.
KATEDRA BUDOWY MASZYN
PRACOWNIA MIERNICTWA WARSZTATOWEGO
Zadanie 3 – Sprawdzenie czujnika zegarowego.
Sprawdzić wybrany czujnik zegarowy zwracając szczególną uwagę na sprawdzenie dokładności
wskazań.
Wykaz sprzętu niezbędnego do realizacji ćwiczenia:
•
stanowisko Sylvac 80 do sprawdzania czujników,
•
stanowisko do sprawdzania zmienności wskazań czujnika.
Przebieg realizacji zadania:
1. Dokonać identyfikacji sprawdzanego czujnika.
2. Ocenić stan ogólny czujnika, oraz samej końcówki pomiarowej (zgodnie z instrukcją:
sprawdzić czy suwmiarka posiada trwałe oznaczenie, ... itd.).
3. Sprawdzić zmienność wskazań czujnika dla pięciu różnych wymiarów.
4. Sprawdzić dokładność wskazań czujnika:
a) dokonać niezbędnych pomiarów na stanowisku Sylvac 80,
b)narysować wykres błędów wskazania czujnika ,
Rys.11. Przykładowy wykres błędów wskazania czujnika.
c) ocenić stan narzędzia.
.
Wyszukiwarka
Podobne podstrony:
2012 cw9 sprawdzanie narzedzi M
Opracowanie wynikow Aneks do instrukcji 2012
Lab ME MI1 instrukcja 2012 E
Lab ME MPS instrukcja 2012 E
Lab ME MS instrukcja 2012 E id Nieznany
instrukcja 2012 cw1 liniowe
Lab ME TR instrukcja 2012 E id Nieznany
Aparat stały, Asystentka stomatologiczna, Asystentka stomatologiczna - instruktaże, Asystentka stoma
Wykonanie wkładu koronowo-korzeniowego, Asystentka stomatologiczna, Asystentka stomatologiczna - ins
ekstrakcja zęba, Asystentka stomatologiczna, Asystentka stomatologiczna - instruktaże, Asystentka st
Szlifowanie zęba pod koronę porcelanową, Asystentka stomatologiczna, Asystentka stomatologiczna - in
Odpowiedzi do sprawdzianu Węgiel i jego związki z wodorem C D, Chemia nowej ery 3 ( 2011 - 2012 ) -
Wypełnienie chemoutwardzalne, Asystentka stomatologiczna, Asystentka stomatologiczna - instruktaże,
HG - skaling i piaskowanie, Asystentka stomatologiczna, Asystentka stomatologiczna - instruktaże, As
Elektroniczne instrumenty klawiszowe jako narzędzie wspomagające nauczanie muzyki
BIOLOGIA lab instrukcje 2012 13
Sprawdzanie narzędzi pomiarowych, Studia, metrologia
0-Wykonanie korony protetycznej-Tabela, Asystentka stomatologiczna, Asystentka stomatologiczna - ins
Instrukcja ta sprawdza czy jest spełniony warunek postawiony po, Szkoła -Sciągi
więcej podobnych podstron