C1
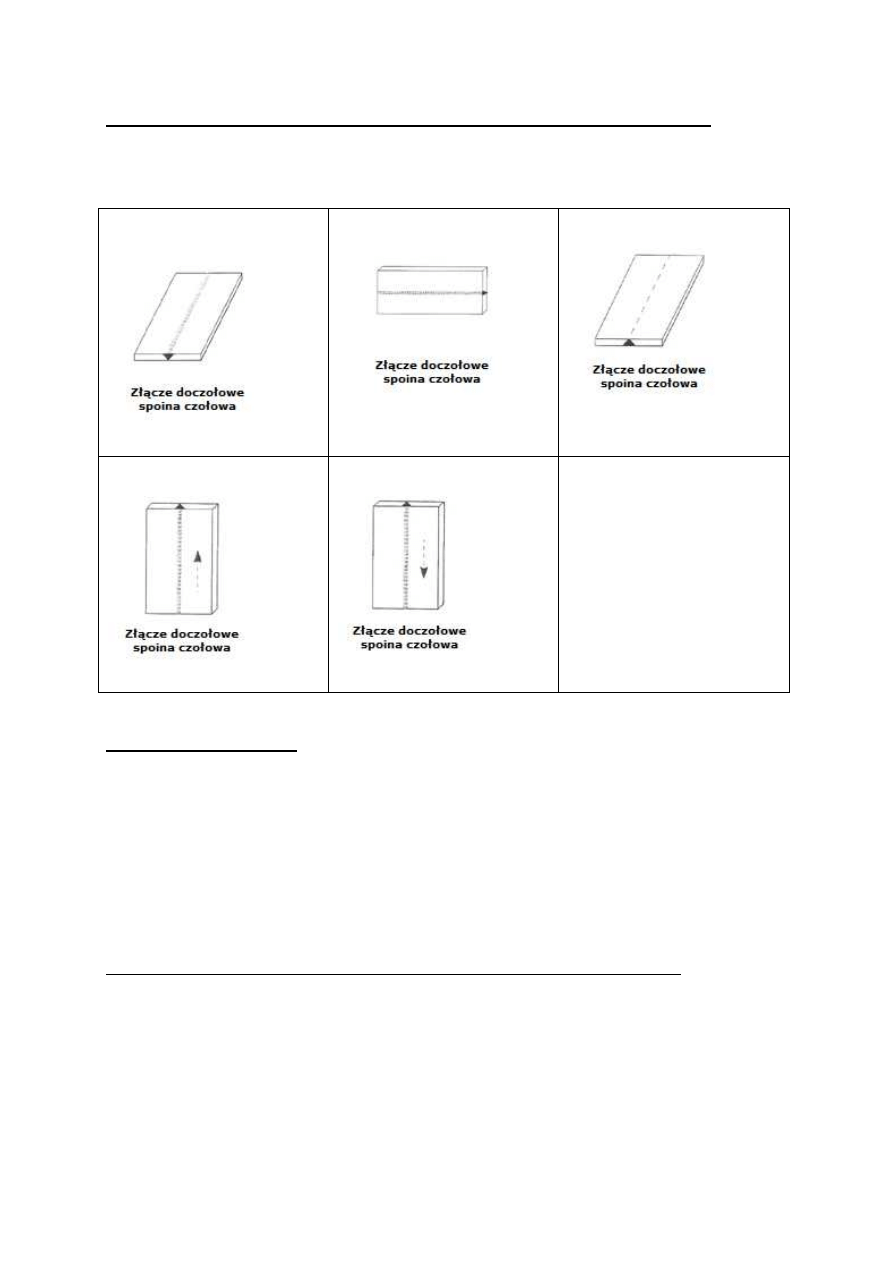
Narysować złącze doczołowe w różnych pozycjach spawania i nazwać te pozycje
Pozycja spawania: podolna: PA
Pozycja spawania: naścienna:
PC
Pozycja spawania: pułapowa:
PE
Pozycja spawania: pionowa z
dołu do góry: PF
Pozycja spawania: pionowa z
góry na dół: PG
C2
Co to jest lutowalność?
Lutowność – podatność elementów i podłoży na wykonanie bezwadliwych złączy lutowanych
Lutowność rozpatruje się w 3 aspektach:
Wymagań cieplnych, zwilżalności(najważniejsze) i odporności na ciepło lutowania
Kryteria dobrej zwilżalności : stopień zwilżania, szybkość zwilżania.
Lutowalność = lutowność. Podatność materiału do tworzenia w określonych warunkach technologiczno-
metalurgicznych złącza lutowanego o wymaganej użyteczności.
C3
W jaki sposób chroni sie ciekły metal podczas spawania różnymi metodami?
Ciekły metal możemy chronić poprzez zastosowanie osłony gazowej ( aktywna ,obojętna , mieszana), topnika
oraz płomienia redukującego np. acetylenowo-tlenowy
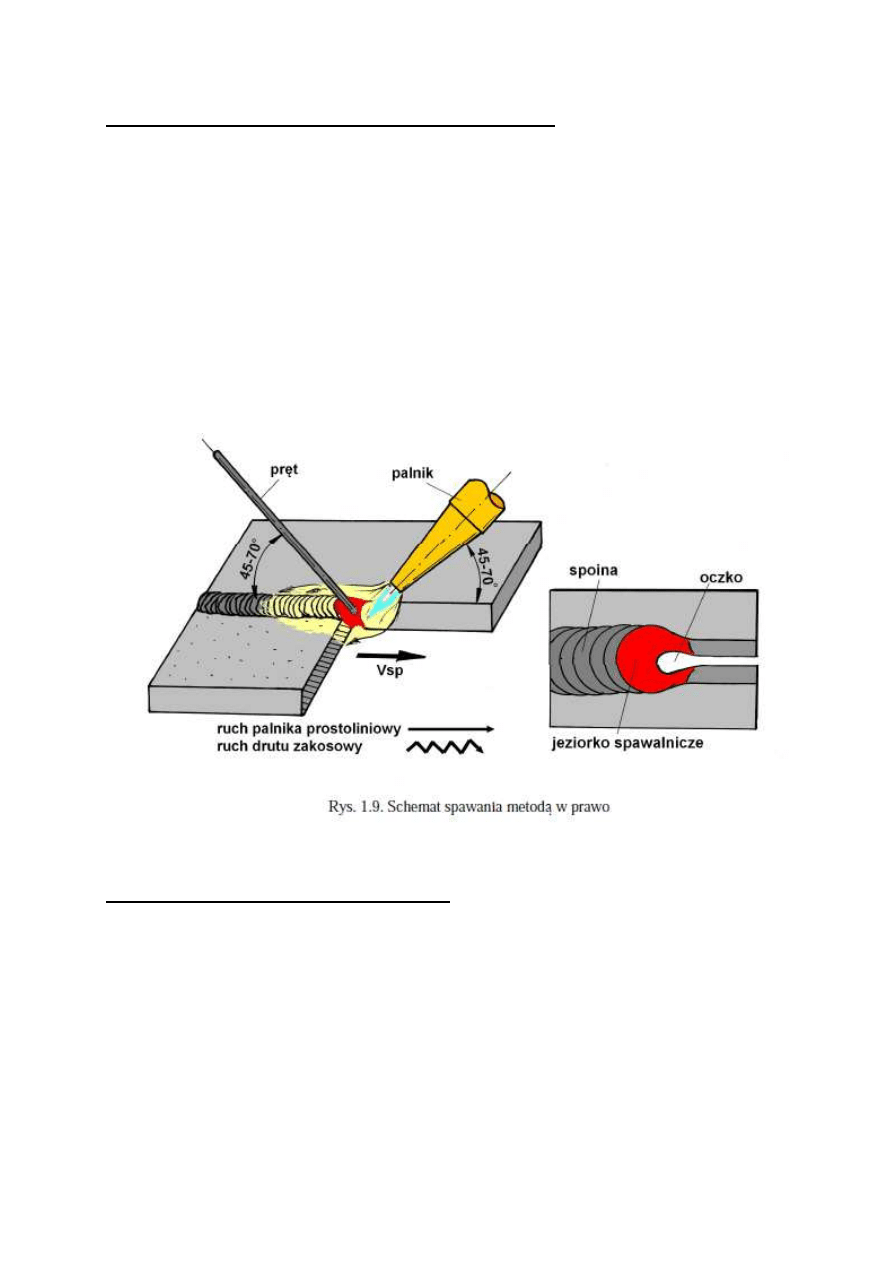
C4 Narysować i opisać technikę spawania gazowego w prawo
W spawaniu w prawo płomień palnika jest zwrócony w kierunku wykonanej spoiny. W czasie spawania palnik
przesuwa się równomiernie ruchem prostoliniowym od strony lewej ku prawej, stapiając brzegi łączonych blach
i tworząc charakterystyczne dla tej metody jeziorko stopionego metalu z tzw. oczkiem. Jądro płomienia
znajduje się wewnątrz rowka spawalniczego, a spoiwo, w postaci drutu, dotyka powierzchni tego jeziorka i
wykonuje na nim niewielkie ruchy poprzeczne lub eliptyczne rozprowadzające metal w taki sposób, aby krople
stopionego spoiwa spływały ciągle do jeziorka spawalniczego (rys. 1.9). Spawanie w prawo jest stosowane
zwykle do połączeń odpowiedzialnych, a także do łączenia blach o grubości większej niż 4 mm, wymagających
ukosowania brzegów oraz do łączenia rur niezależnie od ich grubości.
Do zalet tej metody zalicza się:
-możliwość spawania przy dowolnym położeniu spoiny w przestrzeni,
-duży stopień wykorzystania ciepła płomienia,
-dobre kontrolowanie przetopu grani dzięki ciągłej obecności „oczka”,
-ciągłe podgrzewanie i powolne stygnięcie spoiny co ułatwia wydzielenie się z niej gazów
-lepsze właściwości wytrzymałościowe złączy niż przy spawaniu w lewo.
Do wad spawania w prawo należą trudności w otrzymaniu gładkiego lica spoiny.
C5 Jaką role spełnia otulina podczas spawania?
Otulina jest sprasowaną mieszaniną składników głównie mineralnych, a także organicznych, i dodatków
stopowych. W celu zwiększenia uzysku stopiwa, a przez to wydajności spawania, niekiedy do otuliny dodaje się
proszku żelaza. Otulina polepsza własności złącza i wpływa korzystnie na przebieg spawania. Powinna ona
pokrywać rdzeń równomiernie i tworzyć trwałą powłokę na całej długości. Na jednym końcu elektrody otulina
jest usunięta w celu mocowania w uchwycie spawalniczym.
Zasadnicze funkcje otuliny, to:
- osłona łuku przed dostępem atmosfery powietrza
- wprowadzenie do obszaru spawania pierwiastków odtleniających, wiążących azot i rafinujących ciekły metal
spoiny,
- wytworzenie powłoki żużlowej na ciekłym jeziorkiem i krzepnącym metalem spoiny,
- regulacja składu chemicznego spoiny.
- zwiększenie zdolności termoemisyjnych elektrod, zapewniając bardziej stabilny łuk oraz mniejszy rozprysk.
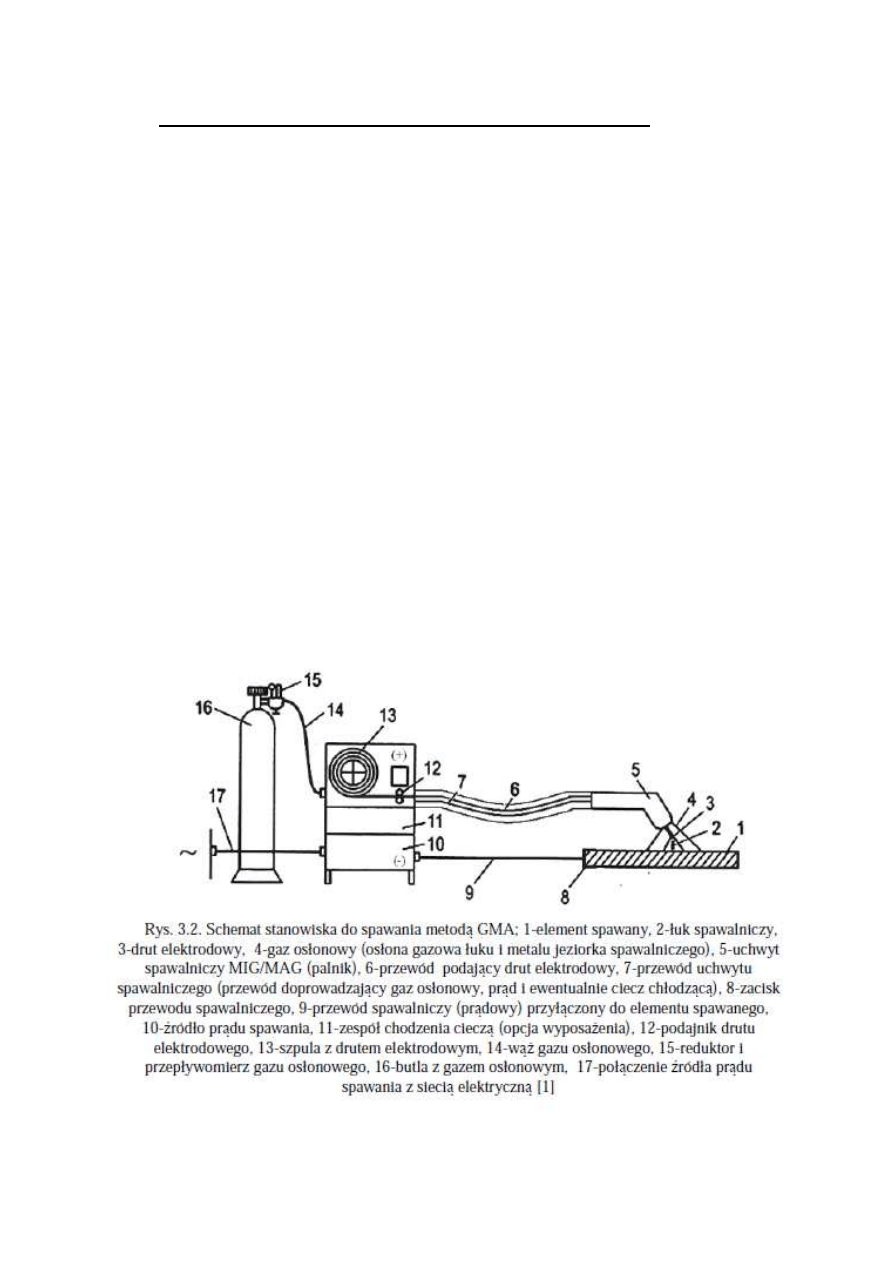
C6 Narysować i opisać schemat stanowiska do spawania MIG/MAG
A) zasilacze łuku spawalniczego
Podstawowymi zespołami w urządzeniach do spawania elektrodami topliwymi w osłonach gazowych są
zasilacze łuku spawalniczego, dostarczające energię do łuku.
Jako zasilacze są stosowane prostowniki:
diodowe,
tyrystorowe,
inwersyjne.
B) podajniki drutu elektrodowego
Drugim ważnym zespołem stosowanym w urządzeniach do spawania elektrodą topliwą w osłonach gazowych
jest podajnik drutu elektrodowego. Istnieją dwa sposoby podawania drutu elektrodowego: klasyczny
(stosowany od dawana) za pomocą rolek napędzanych poprzez przekładnię klasyczną oraz nowszy z przekładnią
planetarną. Podajnik drutu elektrodowego składa się z silnika napędowego, przekładni mechanicznej, rolek
napędzających drut, szpuli z drutem oraz układu sterowania.
C) uchwyty spawalnicze
Uchwyty spawalnicze są wykonywane w dwóch odmianach: fajkowe- chłodzone naturalnie lub wodą oraz
pistoletowe- wyposażone w zespół napędowy elektrody typu "ciągnij", chłodzone wodą. Uchwyty powinny być
łatwe i wygodne w użyciu, a ich masa nie powinna przekraczać 0,4 kg. Do zapewnienia dobrego przepływu
prądu do ruchomej elektrody w postaci drutu służy rurka kontaktowa, której otwór musi być dopasowany do
średnicy tego drutu. Uchwyt spawalniczy jest połączony z podajnikiem za pomocą przewodu giętkiego. W
przypadku uchwytów chłodzonych wodą przewód ten składa się z powłoki ochronnej, węża doprowadzającego
gaz, przewodu prądowo wodnego, węża doprowadzającego wodę, węża z wkładką wewnętrzną do transportu
elektrody drutowej oraz żył sterujących.
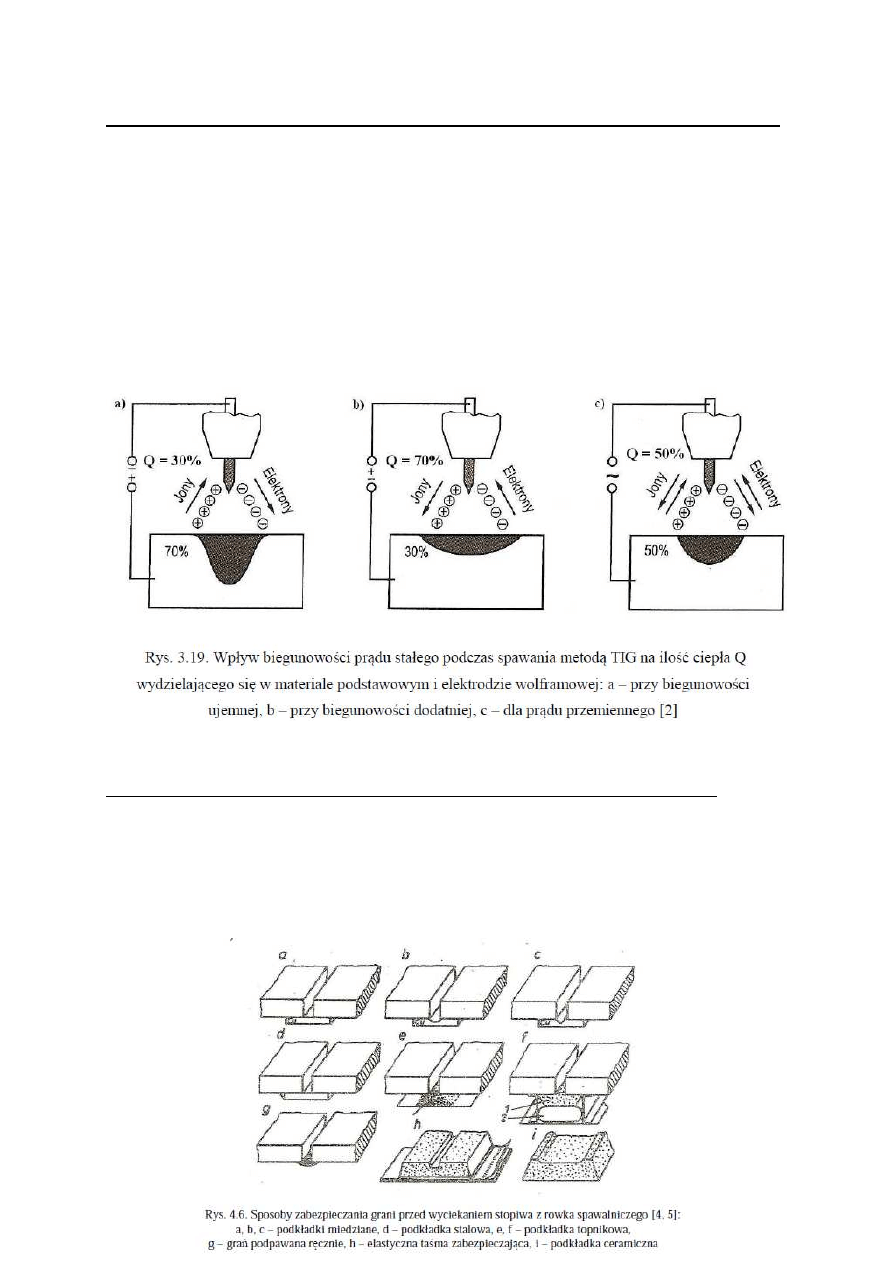
C7 Wyjaśnij wpływ biegunowości prądu na rozbijanie tlenków podczas spawania metoda TIG
Podstawową korzyścią zastosowania biegunowości dodatniej jest zjawisko tzw. katodowego czyszczenia, czyli
usuwania warstewki tlenków z powierzchni jeziorka kąpieli metalowej. Jest to szczególnie ważne przy spawaniu
materiałów o trudnotopliwej warstwie tlenków (aluminium, magnez). Jednak spawanie prądem o biegunowości
dodatniej powoduje przeciążenie prądowe elektrody, co prowadzi do nadtopienia jej końcówki i szybkiego
zużycia.
Spawanie przy użyciu prądu przemiennego stosuje się przeważnie do łączenia aluminium, magnezu i ich
stopów, ze względu na połączenie cech spawania prądem stałym o biegunowości ujemnej i dodatniej.
Czyszczenie katodowe następuje wówczas, gdy elektroda wolframowa jest anodą, natomiast po zmianie
biegunowości staje się katodą, a to daje zwiększenie głębokości wtopienia w materiale spawanym.
Zatem w jednej połówce okresu następuje odsłonięcie powierzchni czystego metalu,
a w drugiej zwiększenie przetopu, bez obawy nadmiernego zużycia elektrody. Daje
to również możliwość stosowania większych prądów spawania przy tej samej średnicy
elektrody.
C8 Narysować sposoby kształtowania grani spoiny podczas spawania łukiem krytym
Stosuje się
różne sposoby zabezpieczenia grani przed wyciekaniem stopiwa z rowka
spawalniczego. Są
to m. in. podkładka miedziana bez kształtowania grani (rys. 4.6a)
oraz podkładka miedziana z kształtowaniem grani (rys. 4.6b,c), podkładka stalowa
mocowana do spawanych blach (rys. 4.6d), podkładka topnikowa luźna (rys. 4.6e)
oraz dociskana sprężonym powietrzem (rys. 4.6f), grań
podpawana ręcznie
(rys. 4.6g), elastyczna taśma zabezpieczająca (rys. 4.6h) oraz podkładka ceramiczna
(rys. 4.6i).

C9 Jakie znaczenie ma wielkość szczeliny w złączu lutowanym?
Wielkość szczeliny kapilarnej pomiędzy łączonymi częściami umożliwiająca samoczynne wnikanie lutu oraz
zapewniająca najkorzystniejsze własności mechaniczne połączenia powinna wynosić 0,05-0,3 mm w zależności
od rodzaju lutu i metody lutowania
C10 Na czym polega zgrzewanie doczołowe zwarciowe?
Przy zgrzewaniu zwarciowym przylegające do siebie i silnie dociśnięte powierzchnie czołowe
łączonych części nagrzewają się płynącym przez nie prądem elektrycznym. Gdy metal w strefie
zgrzewania osiągnie stan wysokiej plastyczności wówczas pod działaniem siły poosiowej ulega on
spęczeniu, a stykające się powierzchnie łączą się. Prąd wyłącza się jeszcze przed całkowitym
zakończeniem spęczania.
Zgrzewanie doczołowe zwarciowe znajduje zastosowanie do łączenia części o przekrojach zwartych (okrągłych,
kwadratowych itp. ze stali niestopowych, stopowych, miedzi i jej stopów, aluminium i jego stopów. Z uwagi na
duża wartość siły spęczającej części zgrzewane powinny mieć dużą sztywność przekroju aby nie uległy
wyboczeniu.
Części o różnych wymiarach należy wstępnie przygotować tak, aby w miejscu styku zapewnić jednakowy
wymiar przekroju zapewniający równomierny i jednakowy stopień nagrzania obu części.
Duże siły spęczania wymagają mocnego zacisku części w szczękach zgrzewarki.
Wyszukiwarka
Podobne podstrony:
logika KOLOS gr 3 id 272135 Nieznany
gr B 2 id 194097 Nieznany
MIKROEKONOMIA gr id 301247 Nieznany
Gr B id 152257 Nieznany
gr A 3 id 194092 Nieznany
logika KOLOS gr 3 id 272133 Nieznany
plan zajec PV gr I id 361365 Nieznany
GR A 2 id 194094 Nieznany
logika KOLOS gr 1 id 272134 Nieznany
AM rozwiazania gr A id 58681 Nieznany
logika KOLOS gr 3 id 272135 Nieznany
gr III 10 id 194120 Nieznany
gr III 8 id 194124 Nieznany
gr III 6 id 194123 Nieznany
gr III 11 id 194121 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
więcej podobnych podstron