
Instytut
Spawalnictwa
w Gliwicach
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ
ekonomiki procesów spawania
4.8
opracowa³:
mgr in¿. Wanda Zeman
Nowelizacja materia³u: 01. 2010 r.
2
1. WPROWADZENIE
W specjalnym raporcie dotyczącym wizji spawalnictwa w 3. tysiącleciu, a
sporządzonym przez Amerykańskie Stowarzyszenie Spawalnicze (AWS), na
pierwszym miejscu strategicznych celów do 2020 roku, znajduje się obniżka kosztów
spawania o ponad 30 % i równocześnie wzrost zastosowania technologii
spawalniczych o ponad 25 %. [1]. Ta pozytywna dla spawalnictwa ocena dokonana
przy współudziale międzynarodowych ekspertów podkreśla znaczenie zarówno
problematyki kosztów, jak również spawania jako technologii, która ma zasadniczy
udział w przetwarzaniu materiałów konstrukcyjnych na wyroby i konstrukcje
spawane.
W procesie wytwarzania konstrukcji spawanych udział kosztów związanych ze
spawaniem, cięciem i technologiami pokrewnymi może stanowić od kilku do
kilkunastu procent ogólnych kosztów produkcji.
Na globalizującym się i coraz bardziej konkurencyjnym rynku istnieje silny nacisk na
obniżkę kosztów. Koszty to główny składnik ceny, a cena i jakość to wyznaczniki
konkurencyjności na każdym rynku, w tym również spawalniczym. Ponieważ cena
w warunkach gospodarki wolnorynkowej wyznaczana jest przez rynek, głównym
czynnikiem wpływającym na zysk a tym samym na istnienie i rozwój firm stosujących
technologie spawania są koszty wytwarzania finalnego wyrobu.
Producent konstrukcji spawanych ma ograniczony wpływ na maksymalizację zysku
poprzez wzrost cen sprzedaży. Zbyt wysokie ceny mogą spowodować utratę klienta,
zbyt niskie mogą przyczynić się do powstania straty. Obniżka kosztów produkcji, przy
danej cenie konstrukcji umożliwia (w dużym uproszczeniu) zwiększenie zysku, a tym
samym możliwości rozwoju firmy.
Wpływ kosztów na zysk firmy
Producent A
Koszt produkcji
Zysk
Cena rynkowa
Producent B
Koszt produkcji Zysk
Cena rynkowa
C
Producent A będzie miał znacznie większe szanse utrzymania się na rynku i rozwoju
niż producent B. Większy zysk pozwoli np. na inwestycje umożliwiające wzrost
wydajności i jakości produkcji, dalszą obniżkę kosztów, rozszerzenie produkcji o
nowe wyroby lub podjęcie innych działań zapewniających konkurencyjność. [2]
Redukcja kosztów wg ekspertów AWS ma się odbywać poprzez optymalizację
doboru technologii spawania, wzrost automatyzacji i robotyzacji oraz obniżenie ilości
braków i koniecznych napraw. Są to ogólne tendencje i kierunki zmian, które mają
miejsce na świecie, jak również w Polsce. Za tymi ogólnymi hasłami kryją się jednak
konkretne reguły działania rynku oraz czynniki wpływające na poziom kosztów,
których znajomość umożliwia poprawę ekonomiki produkcji.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 1

3
2. CEL ANALIZY KOSZTÓW SPAWANIA
Spawalnictwo ma do zaoferowania ponad 100 metod łączenia stali, metali
nieżelaznych i tworzyw termoplastycznych. Metody te różnią się między sobą
parametrami pracy, wydajnością, jakością wytwarzania, możliwościami mechanizacji
i automatyzacji itp. Każdy z tych czynników wpływa, w większym lub mniejszym
stopniu na koszty wytwarzania. Im większa jest wiedza dotycząca wpływu
poszczególnych czynników na koszty, tym większe możliwości wpływu na ich poziom
oraz racjonalne zarządzanie. Odpowiedź na pytanie, czy i gdzie należy szukać
obniżki kosztów produkcji nie będzie możliwa, jeśli nie znamy aktualnego poziomu
kosztów, oraz kosztów konkurencyjnego rozwiązania.
Dane dotyczące kosztów spawania oraz ich analiza mogą być podstawą do
sporządzania oferty, oceny celowości wdrożenia nowocześniejszych rozwiązań,
dokonania zmian w sposobie spawania, oceny potrzeb w zakresie personelu oraz
urządzeń i oprzyrządowania spawalniczego, podejmowania decyzji w procesie
zarządzania i organizacji produkcji, porównania opłacalności spawania z innymi
metodami wytwarzania.
Ogólnie można stwierdzić, że ocena opłacalności ekonomicznej metod spawania
ma na celu porównanie, dla danych warunków techniczno-organizacyjnych,
kosztów spawania i wybór metody najkorzystniejszej z ekonomicznego punktu
widzenia.
2.1. Wskaźnik poziomu kosztów
Wśród syntetycznych wskaźników oceniających pracę przedsiębiorstwa, jako całości
wyróżnić można m.in. wskaźnik poziomu kosztów produkcji.
Wskaźnik poziomu kosztów jest stosunkiem procentowym kosztów poniesionych
dla osiągnięcia danej produkcji do wartości produkcji sprzedanej. Wskaźnik ten
zależy w głównej mierze od kosztów robocizny oraz od kosztów materiałów
zużytych do produkcji danego wyrobu. Im niższy udział kosztów w wartości
sprzedaży tym większe szanse na wzrost zysku.
3. CZYNNIKI WPŁYWAJĄCE NA KOSZTY SPAWANIA
Aby uzyskać pełny i prawidłowy obraz kosztów spawania konieczne jest
kompleksowe spojrzenie na proces wytwarzania. W procesie łączenia elementów za
pomocą technologii spawania występuje cały szereg czynników, które mają wpływ na
koszty wytwarzania. Do czynników tych zaliczyć należy:
• operacje związane z przygotowaniem elementów do spawania (prostowanie i
odprężanie blach, czyszczenie z rdzy, oleju, śrutowanie, cięcie, ukosowanie,
mocowanie, pozycjonowanie, sczepianie, montaż, obróbka cieplna, jeśli jest
wymagana, itp. )
• wskaźniki wpływające na koszty spawania (cykl pracy spawacza,
współczynnik jarzenia się łuku, współczynnik stapiania oraz wydajność
stapiania i spawania)
• masa spoin.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 2

4
3.1. Operacje związane z przygotowaniem elementów do spawania
Prostowanie i odprężanie
Materiałem wyjściowym dla konstrukcji spawanych są różnego typu blachy i profile.
Często w materiałach tych występują naprężenia powalcownicze, które mogą się
ujawnić w postaci deformacji lub pęknięć na dalszych etapach produkcji. Aby
uniknąć kłopotów na kolejnych etapach produkcji należy zwrócić uwagę, czy blachy
przeznaczone na konstrukcje spawane zostały poddane walcowaniu odprężającemu.
Jeżeli zakład nie ma specjalistycznych urządzeń prostująco - odprężających warto
przy zakupie blach w hucie lub u dystrybutora zamówić taką usługę, za dodatkową
opłatą.
Czyszczenie
Kolejną czynnością, istotną z punktu widzenia jakości i kosztów, jest usuwanie
zgorzeliny walcowniczej, korozji i innych zanieczyszczeń przed procesem cięcia i
spawania. Rdza, olej i inne zanieczyszczenia istniejące na powierzchni blach mogą
być przyczyną obniżenia jakości połączeń spawanych. Koszty naprawy wadliwego
połączenia znacznie przekraczają koszty wykonania nowego, ponieważ najpierw
należy usunąć spoinę w której powstały niezgodności spawalnicze lub wady, a
następnie ułożyć nową. Czyszczenie blach przed spawaniem umożliwia eliminację
kosztów napraw wadliwych złączy. Dlatego też bardzo istotne jest, aby na tym etapie
wytwarzania mieć świadomość, zarówno poziomu jakości, jak i kosztów. Często
wyższy koszt jednej operacji wpływa na zmniejszenie kosztów na kolejnych etapach
produkcji.
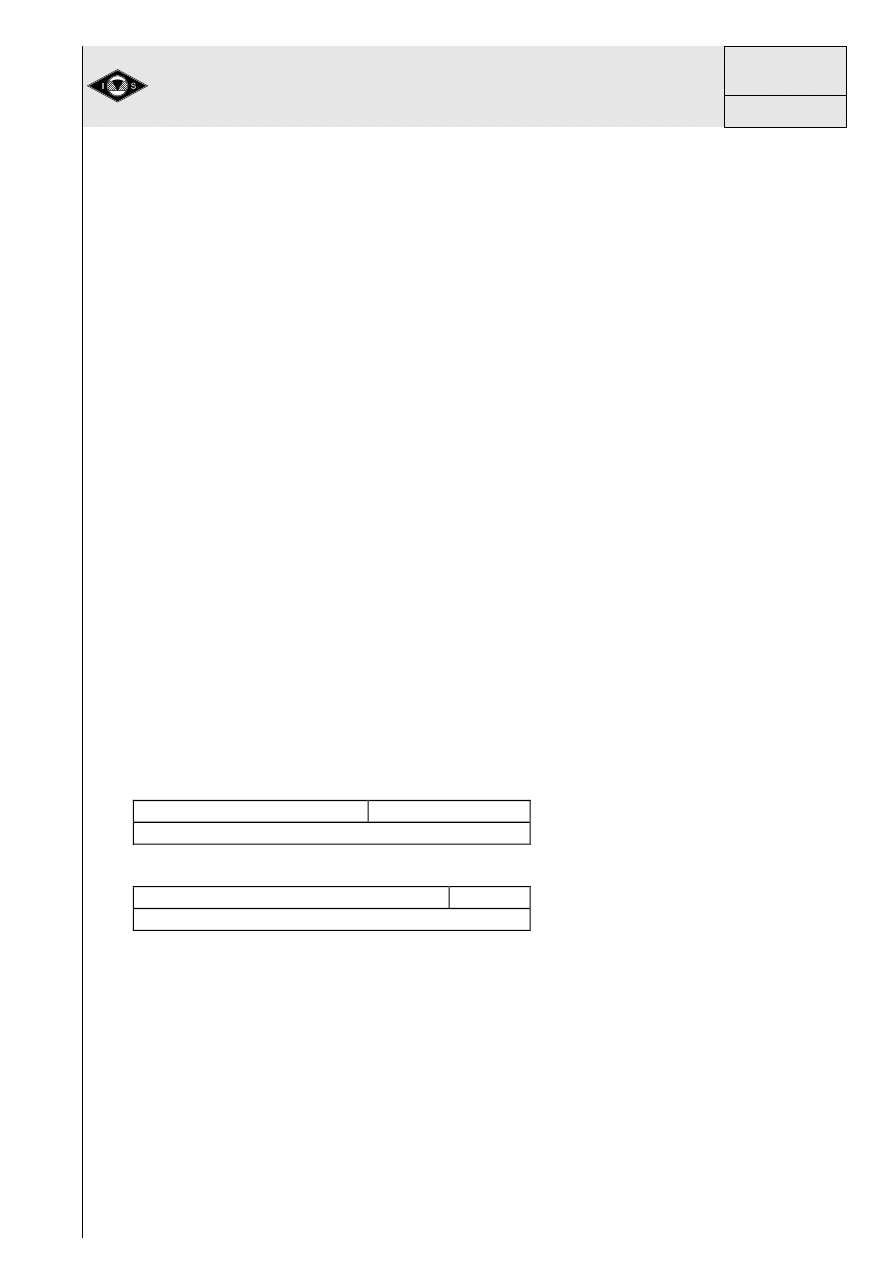
Cięcie
Konstrukcje spawane, w przeważającej części wymagają niestandardowych
elementów, wycinanych z większych całości. Dla dużej części złączy spawanych
istnieje konieczność specjalnego przygotowania blach do spawania poprzez
ukosowanie. Producenci konstrukcji spawanych mają obecnie do wyboru całą gamę
metod cięcia różniących się między sobą stopniem mechanizacji, jakością ciętych
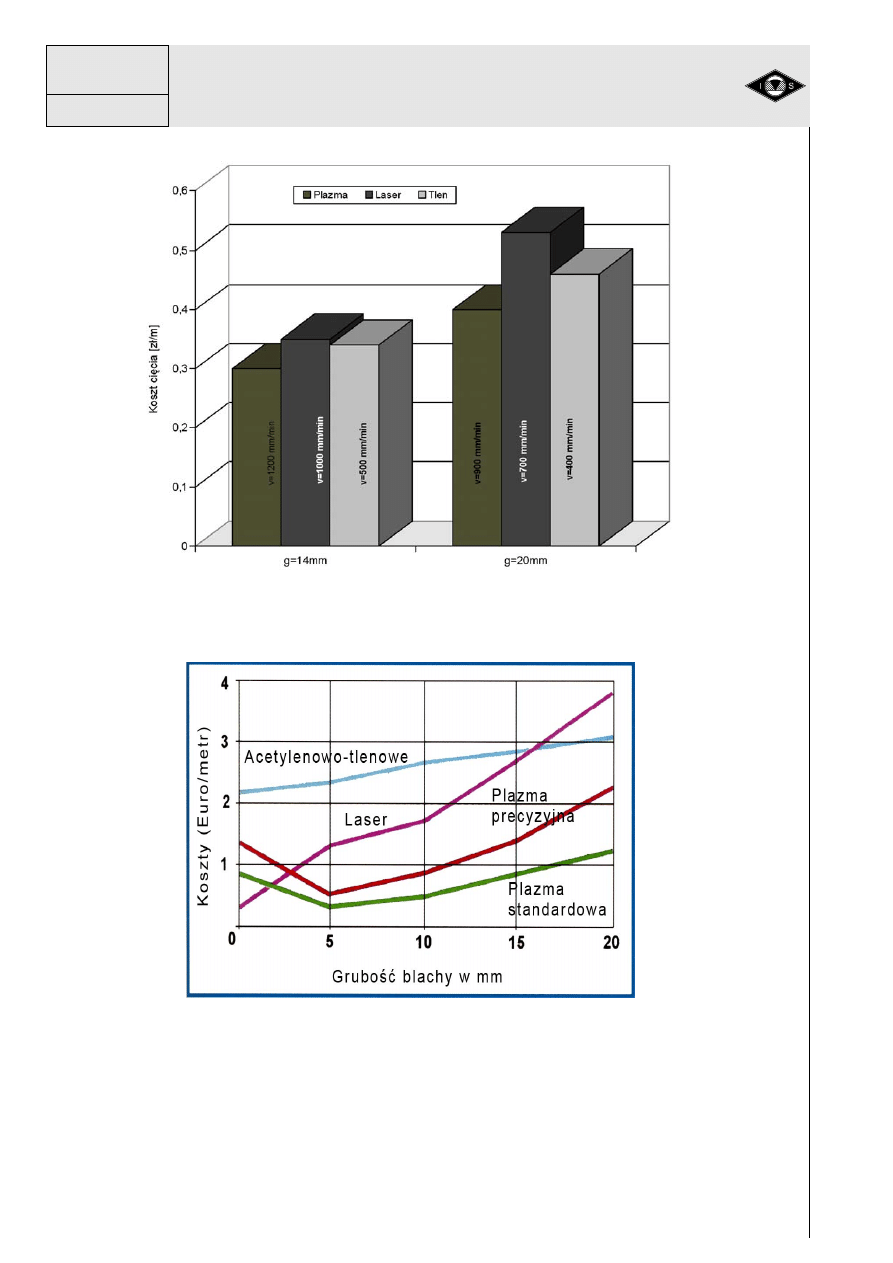
blach i kosztami cięcia. Porównanie kosztów dla różnych metod cięcia przedstawiono
na rys. 1 i rys.2.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 3
5
Rys.1. Porównanie kosztów cięcia 1 metra bieżącego blach St3S plazmą
powietrzną, laserem i tlenem przy optymalnych prędkościach cięcia. [3]
Rys 2. Porównanie kosztów cięcia termicznego dla różnych metod. [4]
O tym, jaki rodzaj cięcia wybrać, w dużej mierze decydować powinien charakter
produkcji. Im większe będą wymagania klienta w zakresie jakości i powtarzalności
konstrukcji spawanych tym więcej uwagi należy poświęcić zmechanizowanym i
zautomatyzowanym metodom cięcia. Wysoka jakość i powtarzalność cięcia
składowych elementów konstrukcji ma szczególnie duże znaczenie przy
automatyzacji i robotyzacji procesów spawania, będąc np. alternatywą drogich
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 4
6
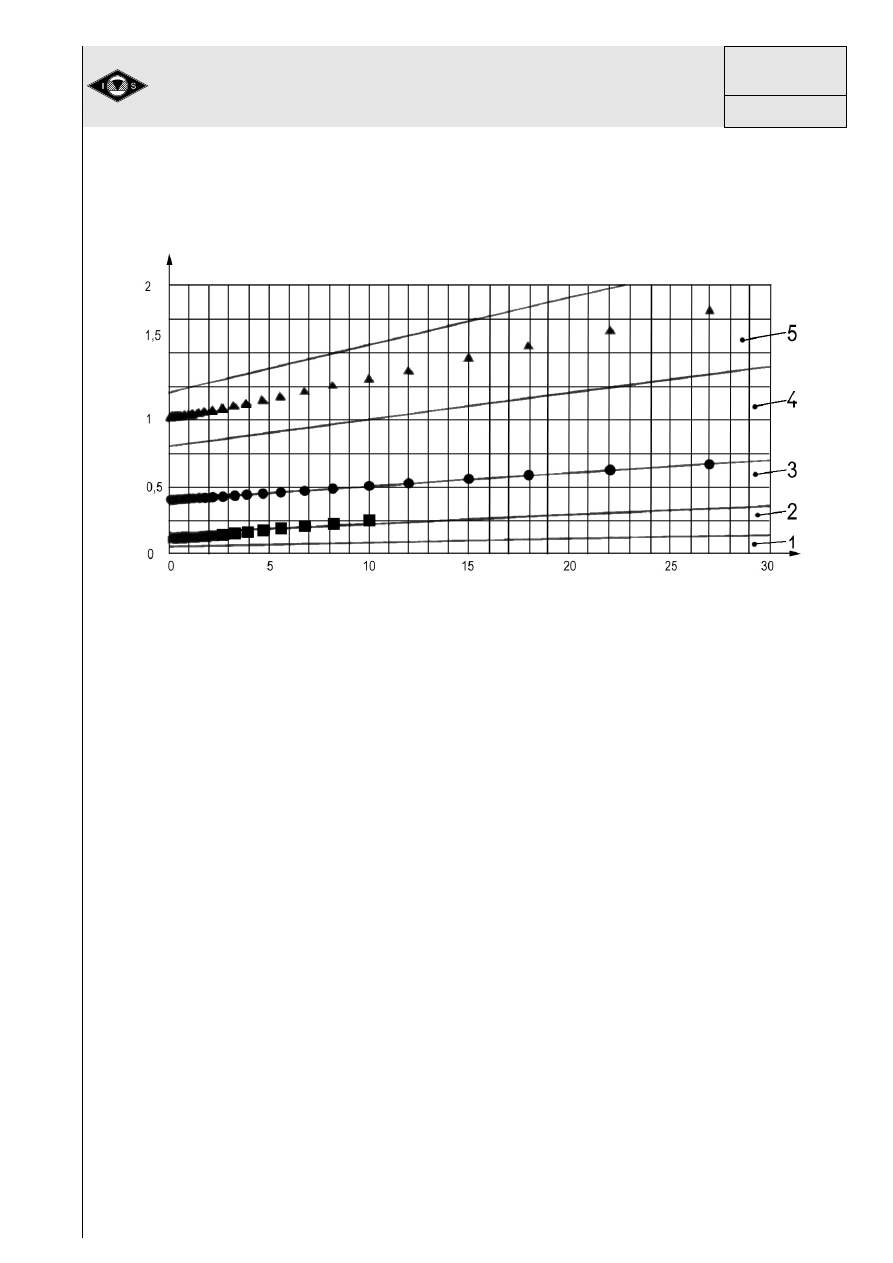
układów śledzenia spoiny. Wysoka jakość i powtarzalność cięcia umożliwia
przestrzeganie założonych parametrów rowka spawalniczego, ograniczając ilość
zużytego stopiwa i robociznę konieczną na jego ułożenie. Przykład tolerancji jakości
cięcia w oparciu o normę PN-EN ISO 9013 przedstawiono na rys. 3.
X -
grubość cięcia w mm
Q
- cięcie tlenowe
Y
- tolerancja prostopadłości i pochylenia , u w
mm
J
- cięcie laserowe
1 - 5 - poziom jakości
▲ -
cięcie plazmowe
Rys. 3. Jakość cięcia w zakresie prostopadłości i pochylenia dla blach u o grubości
do 30 mm [5].
Przy ręcznym cięciu blach odstępy pomiędzy spawanymi elementami są
zróżnicowane, a często nadmierne. Spawacz wypełnia te odstępy dodatkowym
stopiwem, co nie stanowi dla niego większego problemu technologicznego,
natomiast generuje dodatkowe koszty. Przy spawaniu automatycznym nadmierne
odstępy mogą powodować powstawanie wadliwych złączy i konieczność ich napraw
co znajdzie odzwierciedlenie w kosztach spawania.
Czyszczenie, cięcie i składanie to operacje mające bezpośredni wpływ na jakość i
koszty na kolejnych etapach wytwarzania konstrukcji spawanych. Nieprostoliniowość
krawędzi, deformacje w płaszczyźnie blachy, w każdym przypadku będą rzutować na
jakość montażu i spawania.
Według badań autorów japońskich [6], dokładność wykonania rzędu 4-6 mm/10m
przy trasowaniu i cięciu wymaga nakładu pracy przy wykonywaniu kadłuba statku od
50 do 80 godz/t. Zwiększenie dokładności wykonania do wartości mniejszej niż 2
mm/10m (co jest możliwe przy zastosowaniu technik laserowych) obniża
pracochłonność do około 25 godz/t .
Z doświadczeń angielskiej stoczni wynika, że zastąpienie cięcia plazmowego cięciem
laserowym przy produkcji 83 metrowej korwety było kluczowym elementem wzrostu
wydajności produkcji. Duża dokładność cięcia, dzięki której wszystkie elementy
pasowały do siebie, usprawniła proces spawania, a także przyczyniła się do
zmniejszenia zużycia materiałów dodatkowych (na skutek mniejszej objętości
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 5

7
rowków spawalniczych lub ich eliminacji). Wyeliminowano konieczność dodatkowej
obróbki z uwagi na brak odkształceń (wąska SWC) i doskonałe przygotowanie
wyrobów do spawania. [7]
Mocowanie i składanie
Czyste i jakościowo pocięte i zukosowane elementy konstrukcji spawanej nie są
warunkiem wystarczającym racjonalnej, z ekonomicznego punktu widzenia,
produkcji. Aby nie zmarnować nakładów poniesionych na czyszczenie i cięcie,
poszczególne elementy konstrukcji przed spawaniem powinny być złożone i jeśli to
konieczne sczepione w taki sposób aby zapewnić wymagane parametry rowków
spawalniczych oraz powtarzalność wymiarową spawanej konstrukcji.
Wykorzystywanie odpowiednich przyrządów do powtarzalnego mocowania,
składania i sczepiania poszczególnych elementów konstrukcji umożliwia
racjonalizację odstępów pomiędzy łączonymi elementami, stabilność wymiarową
oraz odpowiednią sztywność konstrukcji, zapobiegając m.in. odkształceniom
spawalniczym. W konsekwencji ww. przyrządy przyczyniają się do zmniejszenia
kosztów spawania poprzez ograniczenie ilości zużytego stopiwa oraz robocizny (w
wyniku uniknięcia nadmiernych odstępów), zmniejszenie kosztów prostowania
konstrukcji, zmniejszenie czasu na montaż konstrukcji finalnej z uwagi na
powtarzalność wymiarową poszczególnych podzespołów.[2]
Pozycjonowanie
Pozycjonowanie ma na celu ustawienie elementu w pozycji najdogodniejszej do spawania
oraz do załadowania i rozładowania elementu z pozycjonera. Wśród pozycjonerów
wyróżnić możemy manipulatory spawalnicze, obrotniki, słupowysięgniki.
Manipulatory spawalnicze przeznaczone są do obracania elementów spawanych lub
napawanych obwodowo w różnych położeniach osi obrotu. Znajdują również
zastosowanie jako pozycjonery do ustawienia elementu spawanego w pozycji
dogodnej dla spawacza. Na urządzeniach tych instalowane są często przyrządy do
mocowania i powtarzalnego składania elementów do spawania. Obrotniki
wykorzystywane są przy spawaniu spoin obwodowych. Słupowysięgniki
wykorzystywane są do spawania lub napawania wielkogabarytowych przestrzennych
konstrukcji. Przy współpracy z obrotnikami rolkowymi nadają się do wykonywania
spoin obwodowych lub wzdłużnych na dużych zbiornikach cylindrycznych. Do
pozycjonowania elementów cylindrycznych wykorzystywane są tzw. centratory.
Wszystkie te urządzenia mają na celu ułatwienie dostępu do spawanego elementu
oraz lepsze wykorzystanie czasu pracy.
Montaż
Wszystkie wymienione operacje związane z przygotowaniem elementu do spawania
mają na celu ułatwienie montażu oraz zapewnienie powtarzalności wymiarowej
konstrukcji finalnej
Reasumując można stwierdzić, że niski poziom przygotowania elementów do
spawania zwiększy pracochłonność spawania i montażu konstrukcji finalnej i obniży
ich jakość. Wyższy koszt cięcia, koszty związane z przygotowaniem
specjalistycznych przyrządów do mocowania i składania oraz wykorzystanie różnego
typu pozycjonerów i obrotników może być zrekompensowany zwiększeniem
wydajności i obniżką kosztów robocizny na kolejnych etapach produkcji.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 6
8
3.2. Wskaźniki wpływające na koszty spawania
Producenci mają do wyboru wiele istniejących technologii i metod spawania
zapewniających poprawne wykonanie złącza spawanego. Z punktu widzenia
obliczania kosztów spawania metody te różnią się zazwyczaj między sobą takimi
wskaźnikami, jak m.in.: cykl pracy spawacza, współczynnik czasu jarzenia się łuku,
wydajność stapiania, wskaźnik uzysku stopiwa oraz masa spoiwa niezbędna na
ułożenie spoiny. Wszystkie te wskaźniki są powiązane między sobą, np. czas
spawania zależy od ilości stopiwa, które należy ułożyć przy spawaniu danej
konstrukcji ale również od wydajności stapiania. Wydajność stapiania zależy m.in. od
metody spawania, a ta z kolei wpływa na czas jarzenia się łuku. Znajomość ww.
wskaźników jest niezbędna przy obliczaniu kosztów spawania.
3.3. Cykl pracy spawacza (czas spawania)
Podczas wykonywania złącza spawanego, spawacz, oprócz operacji spawania, kiedy
to jarzy się łuk i tworzona jest spoina, wykonuje cały szereg czynności
pomocniczych. Rodzaj czynności wykonywanych przez spawacza zależy od metody
spawania, długości spoiny, spawanego wyrobu oraz organizacji procesu produkcji.
Cykl pracy spawacza określa tzw. techniczna norma czasu spawania
Techniczna norma czasu spawania T
N
obiektywnie niezbędny czas potrzebny na wykonanie operacji spawania, przy
założeniu normalnych i racjonalnych warunków pracy
Czas przygotowawczo-zakończeniowy (t
pz
)
Czas na zapoznanie się z instrukcją technologiczną spawania (WPS), wytycznymi
technologicznymi, rysunkiem itp. Występuje raz na serię wyrobu
Czas główny spawania (t
g
)
czas zużyty na topienie się spoiwa i materiału rodzimego,
w wyniku czego powstaje spoina – inaczej czas jarzenia się łuku
Czas pomocniczy spawania (t
p
)
czas na wykonanie wszystkich czynności pomocniczych koniecznych do wykonania
operacji spawania dzieli się na:
• czas pomocniczy zależny od metody spawania (t
pm
), np.: czas na nastawienie
parametrów spawania, wymianę elektrody lub szpuli drutu, czyszczenie spoiny,
założenie i odłożenie maski, znakowanie, ustawienie głowicy, przyspawanie blach
wybiegowych itp.,
• czas pomocniczy zależny od przedmiotu spawanego (t
pp
), np.: czas na
zamocowanie, obrócenie, zdjęcie przedmiotu (t
pp
)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 7
9
Czas uzupełniający (t
u
)
• czas na obsługę stanowiska spawalniczego (t
o
), oraz
• czas na potrzeby fizjologiczne spawacza (t
f
)
Strukturę cyklu pracy spawacza tzw. techniczną normę czasu pracy przedstawiono
na rys. 4. [8]
3.4. Współczynnik czasu jarzenia się łuku
Z analizy cyklu pracy spawacza wynika, że z operacją spawania związany jest czas
podczas którego powstaje spoina oraz czynności i czasy pomocnicze kiedy spawacz
nie tworzy spoiny, ale które są niezbędne do powstania złącza spawanego.
Stosunek tzw. czasu głównego lub inaczej czasu jarzenia się łuku (t
g
), czyli czasu
podczas, którego powstaje spoina do całkowitego czasu na wykonanie operacji
spawania (T
n
) określa się mianem współczynnika czasu jarzenia się łuku (W
j
).
Wj często ze względów praktycznych mnoży się przez 100 i przedstawia się w % .
Ilość czasu poświęconego bezpośrednio procesowi spawania w dużej mierze zależy
od stopnia mechanizacji procesu. Im bardziej zmechanizowany proces tym mniej
czasu poświęca się na czynności pomocnicze i uzupełniające, a więcej czasu na
sam proces spawania.
Orientacyjne współczynniki czasu jarzenia się łuku (wyrażone procentowo)
przedstawiają się następująco:
spawanie zrobotyzowane
-
70 - 95 %
spawanie zautomatyzowane
50 - 80 %
spawanie zmechanizowane
35 – 50 %
spawanie ręczne elektrodami otulonymi -
20 – 30 %
Maksymalizacja współczynnika czasu jarzenia się łuku jest ze wszech miar
pożądana, ponieważ jest to informacja, że relatywnie więcej czasu spawacz, automat
lub robot poświęca na czynności związane bezpośrednio ze spawaniem.
Przy porównywaniu współczynników czasu jarzenia się łuku należy jednak mieć
świadomość, że warunki spawania są porównywalne i porównujemy „jabłka z
jabłkami i pomarańcze z pomarańczami”. [9]
W oparciu o współczynnik jarzenia się łuku nie można wyciągać jednoznacznych
wniosków odnośnie możliwości i wydajności produkcji bez odniesienia się do takich
parametrów, jak wydajność stapiania i w konsekwencji wydajność spawania.
Jak wskazują poniższe przykłady, przy niższym współczynniku jarzenia się łuku
może wzrosnąć wielkość produkcji ze względu na wzrost wydajności spawania.
Tn
tg
Wj
=
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 8
10
Rys.4 Struktura technicznej normy czasu pracy spawacza. [2]
C
zas p
rz
ygo
to
w
aw
cz
o
-
-za
ko
ń
czen
iowy
t
pz
Cz
as
je
dn
os
tk
ow
y
tj
C
zas
w
yko
na
ni
a
tw
Cza
s
gł
ów
ny
tg
Czas pom
o
cni
czy
tp
Cz
as
z
wi
ą
za
n
y z
dł
ugo
ści
ą
s
po
in
y
i me
tod
ą
sp
a
w
a
ni
a
tp
m
Cz
a
s
zwi
ą
za
ny
z pr
ze
d-
mi
ot
e
m
tp
p
St
ruk
tu
ra
tech
nic
znej
no
rmy
cz
asu
tp
1
tp
2
tp
3
tp
4
C
zas
u
zup
e
łni
aj
ą
cy
tu
C
zas
ob
sł
u
gi
to
Cz
a
s
po
tr
ze
b
fiz
jo
l.
tf
Nor
m
a
czasu
T
N
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 9
11
Wyrób spawany metodą I
• czas główny spawania t
g
= 10 min/ szt
• czas pomocniczy i uzupełniający t
p+
t
u
= 10 min/szt
• całkowity czas spawania T
n
= 10 min + 10 min = 20 min/szt
współczynnik czasu jarzenia się łuku W
j
=
%
50
%
100
5
,
0
20
10
=
×
=
=
Tn
tg
Wielkość produkcji N w skali 1 dniówki czyli 8 godz.
szt
szt
godz
N
24
min/
20
min
60
8
=
×
=
Wyrób spawany metodą II
• czas główny spawania t
g
= 5 min/ szt
• czas pomocniczy i uzupełniający t
p+
t
u
= 10 min/szt
• całkowity czas spawania T
n
= 5 min + 10 min = 15 min/szt
współczynnik czasu jarzenia się łuku W
j
=
%
33
100
33
,
0
15
5
=
×
=
=
Tn
tg
Wielkość produkcji N w skali 1 dniówki czyli 8 godz.
szt
szt
godz
N
32
min/
15
min
60
8
=
×
=
Przy zastosowaniu I metody spawania współczynnik czasu jarzenia się łuku wyniósł
50%, a wielkość produkcji w skali dniówki 24 szt. Przy zastosowaniu II metody
współczynnik czasu jarzenia się łuku wyniósł 33%, jednak z uwagi na wzrost
wydajności spawania, dzięki czemu czas główny został skrócony z 10 do 5 min/szt.
wielkość produkcji wzrosła z 24 do 32 szt. w skali dniówki
3.5. Współczynnik stapiania
Na wydajność spawania istotny wpływ mają takie współczynniki, jak: współczynnik
stapiania (topienia), wydajność stapiania oraz współczynnik jarzenia się łuku.
Współczynnik stapiania (Wt) to ilość stopiwa uzyskana na 1 amper i 1 godz
Wt = g/Ah
3.6. Wydajność stapiania (Wst)
Najczęściej jednak w różnego typu materiałach informacyjnych i katalogach
podawana jest informacja dotycząca wydajności stapiania.
Wydajność stapiania (Wst) to ilość stopiwa uzyskana w jednostce czasu
jarzenia się łuku, np. kg/godz., z uwzględnieniem strat na rozpryski,
powstawanie żużla, ogarki elektrody itd., itp.
.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 10
12
Mnożąc współczynnik stapiania przez natężenie prądu spawania oraz czas spawania
otrzymujemy informację dotyczącą wydajności stapiania.
Np. 9,2 g/Ah x 230 A x 1 godz. = 2,12 kg/godz.
Tzn. że przy spawaniu elektrodą o otulinie rutylowo – kwaśnej prądem 230 A
spawacz ułoży w ciągu 1 godz. 2,12 kg stopiwa. Im wyższy współczynnik stapiania i
wyższy prąd spawania, tym większa wydajność stapiania i tym mniejszy czas
spawania, a zatem i niższe koszty robocizny związane ze spawaniem.
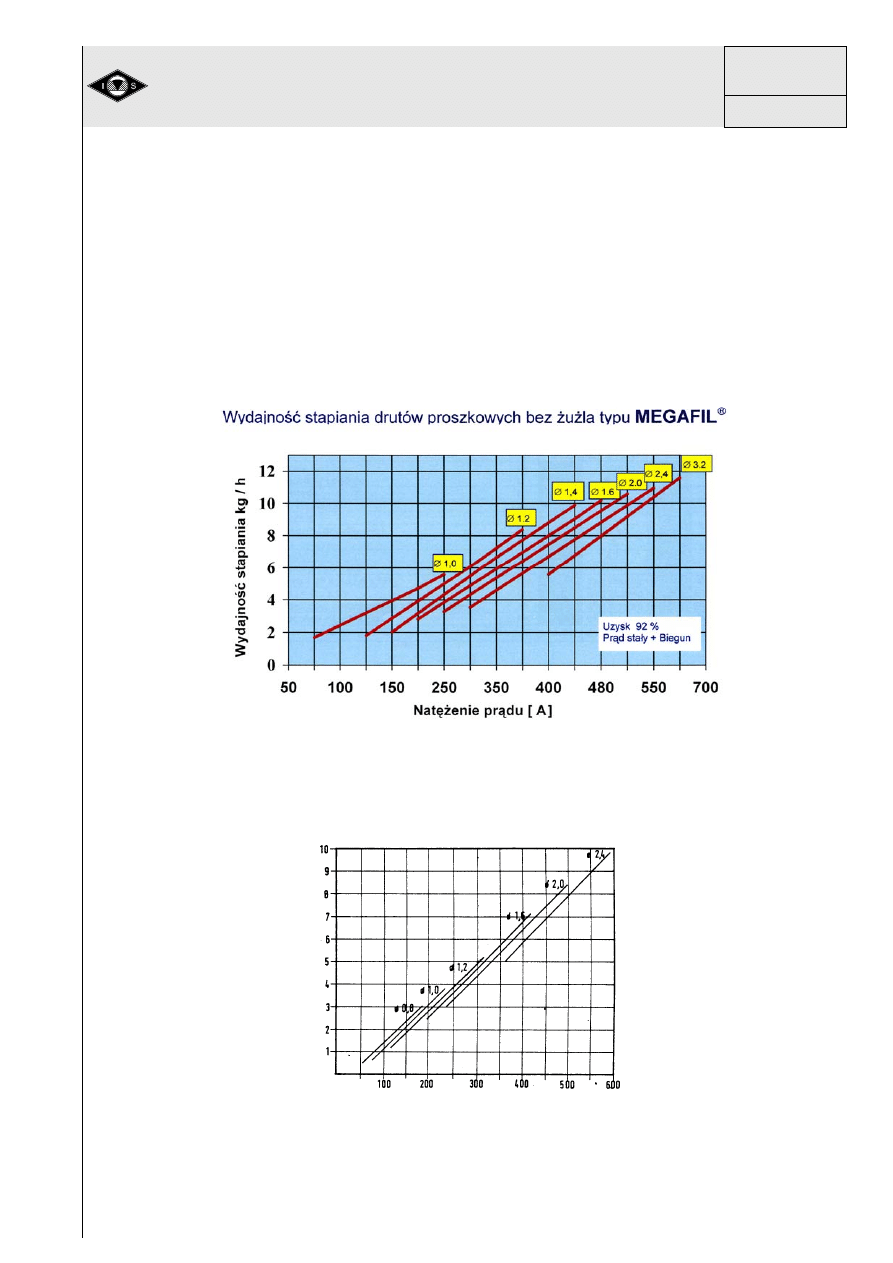
Przykładową wydajność stapiania dla drutów proszkowych firmy Drahtzug Stein oraz
dla firmy Oerlikon podano na rys. 5. i rys. 6.
Rys. 5 Wydajność stapiania drutów proszkowych bez żużla typu Meagfil. [10]
Wartość wydajności stapiania zależna jest od zastosowanej metody spawania,
średnicy elektrod lub drutów, a także od parametrów spawania tj. natężenia prądu i
napięcia luku spawalniczego.
uzysk 95%
Rys. 6 Wydajność stapiania metodą MAG drutami litymi firmy Oerlikon . [11]
Wydajność stapiania określa ile kilogramów stopiwa można ułożyć podczas 1
godziny jarzenia się łuku. Jak wynika z poprzednich rozważań czas jarzenia się łuku
k
g
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 11

13
jest tylko częścią czasu jaki jest niezbędny na wykonanie złącza spawanego. Dlatego
też przy obliczaniu rzeczywistej wydajności spawania w warunkach produkcyjnych
należy uwzględniać wszelkie czasy pomocnicze i uzupełniające jakie występują
podczas procesu spawania określonego wyrobu.
3.7. Wydajność spawania
Na wydajność spawania (oprócz czynników wymienionych przy wydajności stapiania)
wpływa również rodzaj spawanego wyrobu, wyposażenie stanowiska w urządzenia
pomocnicze takie, jak np.: manipulatory, obrotniki, słupowysięgniki, pozycjonery,
rodzaj szpuli drutu i częstotliwość jej wymiany, organizacja pracy. Nie bez znaczenia
są również warunki pracy, takie jak wentylacja ogólna i stanowiskowe odciągi
dymów, rodzaj i jakość przyłbic i innych ochron osobistych. Spawacz pracujący w
dobrych warunkach męczy się wolniej i może się skoncentrować na jakości i
wydajności spawania.
Wydajność spawania to ilość stopiwa uzyskana w jednostce czasu z
uwzględnieniem całkowitego czasu spawania T
N
(czyli , oprócz czasu
głównego również wszystkich czasów pomocniczych) niezbędnego na ułożenie
1 kg stopiwa
Aby obliczyć wydajność spawania należy wydajność stapiania pomnożyć przez
współczynnik czasu jarzenia się łuku.
Wydajność spawania (Wsp) kg/godz = Wst kg/godz x Wj np
2,12 kg/godz (wydajność stapiania) x 0,3 (współczynnik jarzenia się łuku) = 0,636
kg/godz.
Oznacza to, że spawacz, po uwzględnieniu wszystkich czasów pomocniczych i
uzupełniających, w ciągu godziny ułoży 0,636 kg stopiwa
Znając czas główny i współczynnik czasu jarzenia się łuku możemy obliczyć
orientacyjny całkowity czas spawania (T
N
) danego wyrobu.
T
N
=
Wj
tg
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 12
13
4. MASA SPOIN
Masa spoin stanowi podstawowy wskaźnik wpływający na koszty spawania.
Informację dotyczącą masy spoiny można ustalić w oparciu o normatywy, różnego
typu specjalistyczne katalogi, informatory i programy komputerowe. Masę spoiny
można ustalić również doświadczalnie, w oparciu o zużycie materiału dodatkowego
do spawania lub ważąc element, przed i po spawaniu,
W przypadku braku możliwości wykorzystania wyżej wyszczególnionych metod,
masę spoiny (przeważnie w odniesieniu do 1 m spoiny) można obliczyć na
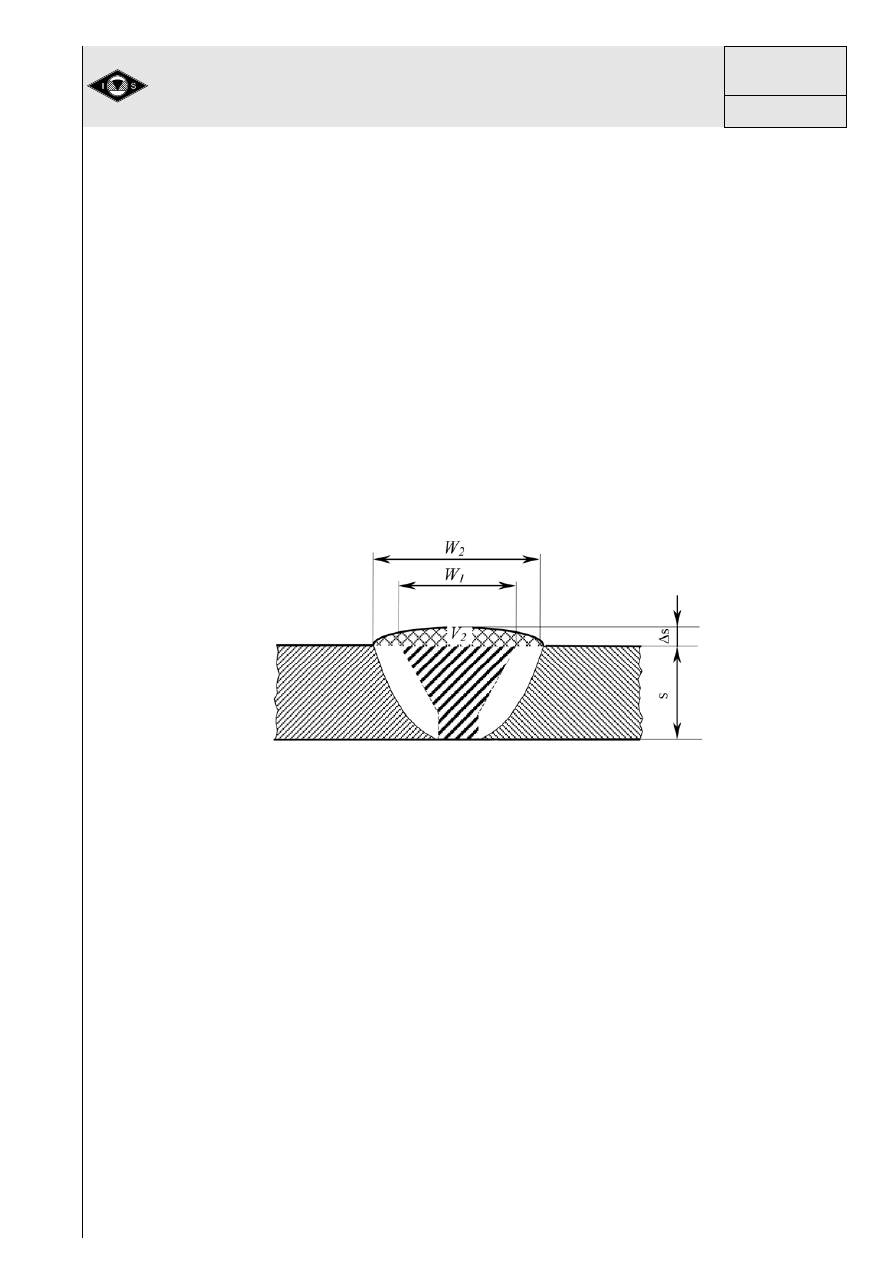
podstawie kształtu i parametrów rowka spawalniczego. Podstawę do obliczenia masy
spoiny stanowi objętość rowka spawalniczego. [Rys. 7}
Objętość V jednego metra spoiny można podzielić na:
- objętość spoiny wewnątrz rowka spawalniczego V
1
w cm
3
/m
- objętość spoiny w nadlewie V
2
w cm
3
/m
a zatem:
V =V
1
+ V
2
cm
3
/m
Rys. 7 Podział objętości spoiny oraz parametry wymiarów nadlewu spoiny.[2] s
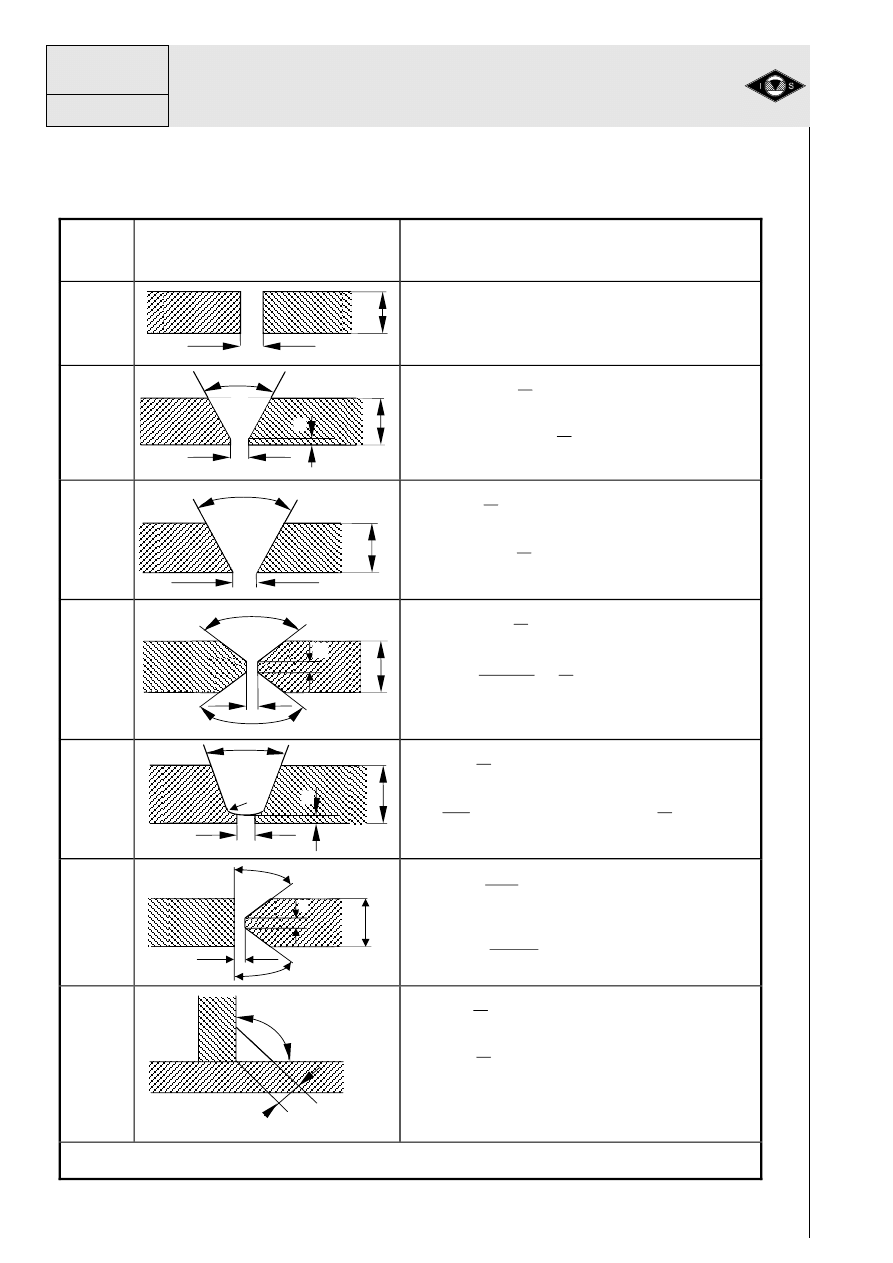
Wzory na obliczanie objętości spoiny w rowku V
1
oraz szerokości rowka
spawalniczego W
1
dla najczęściej spotykanych rodzajów spoin przedstawiono w
tablicy 1.
Przyjmowane do obliczeń dopuszczalne szerokości lica spoiny W
2
kształtują się
następująco:
- przy spawaniu elektrodami otulonymi i w osłonach gazów
- dla spoin z ukosowaniem brzegów np. spoiny V, K, U itp. W
2
= W
1
+ (2
÷ 4) mm,
- dla spoin I W
2
= W
1
+ (3
÷ 5) mm,
- przy spawaniu łukiem krytym
- dla spoin I W
2
= 2
× grubość spoiny,
- dla spoin z ukosowaniem brzegów W
2
= W
1
+ (10
÷ 15) mm,
Objętość V
2
nadlewu 1 m spoiny wynosi:
V
2
= 2/3
∆sW
2
cm
3
/m
gdzie:
∆
s – wysokość nadlewu spoiny, mm ; W2 – szerokość nadlewu spoiny, mm.
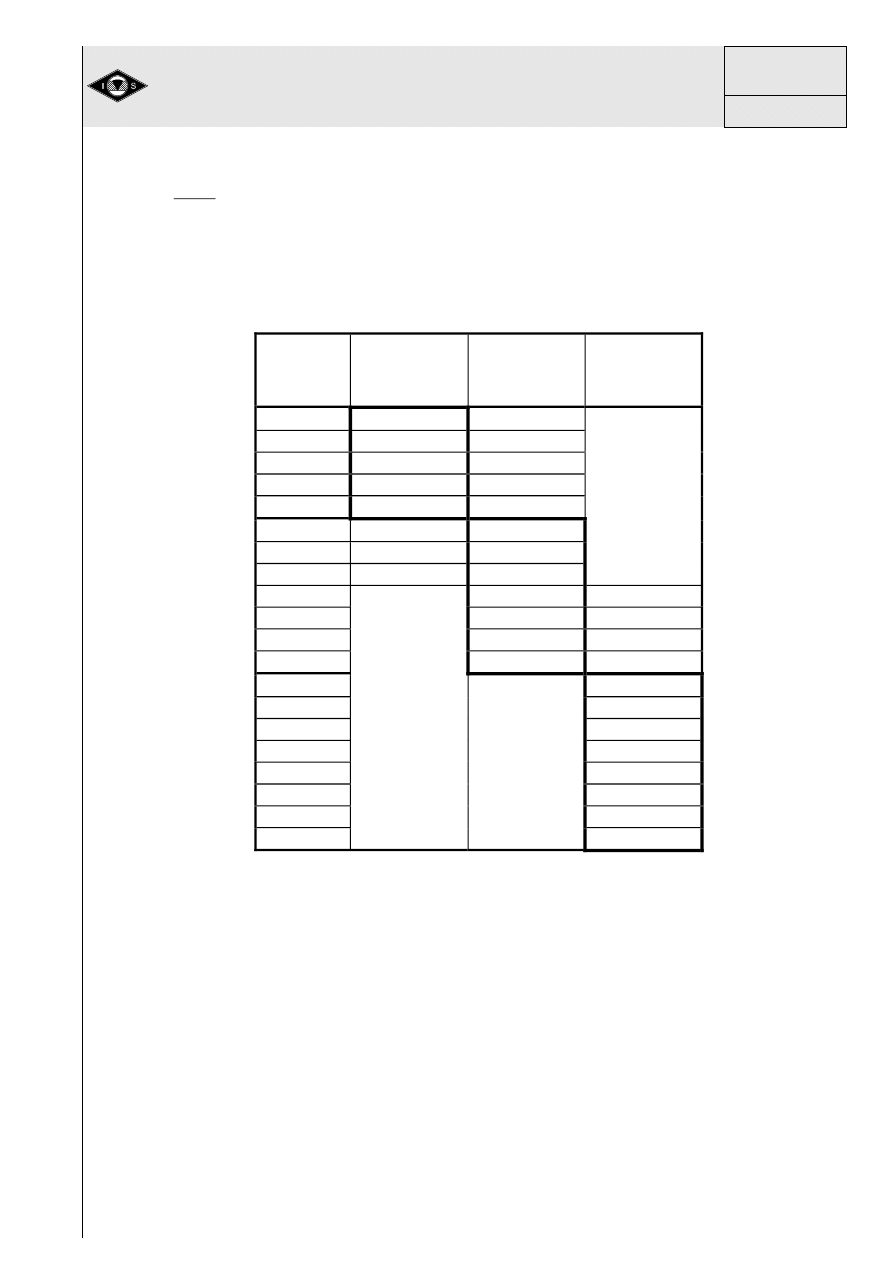
Obliczone według wzoru objętości nadlewów spoiny V
2
przedstawiono w tabl. 2,
gdzie w pogrubionych ramkach ujęto objętość nadlewów spoiny przy optymalnej
wysokości nadlewu
∆s).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 13
14
Tablica 1. Zestawienie wzorów do obliczania objętości 1m spoiny (bez
nadlewu) V
1
oraz szerokości rowka spawalniczego W
1
. [2]
Nazwa
spoiny
Przygotowanie brzegów do spawania
Wzory obliczeń szerokości
rowka spoiny W
1
w mm
oraz objętości spoiny V
1
w cm
3
/m
Spoina I
W
1
=b
V
1
=sb
Spoina Y
W
s
c tg
b
1
2
2
=
−
+
(
)
α
(
)
V
sb
tg
s c
1
2
2
=
+
−
α
Spoina V
W
s tg
b
1
2
2
=
+
α
V
s b
s tg
1
2
=
+
⎛
⎝⎜
⎞
⎠⎟
α
Spoina X
(
)
W
s
c tg
b
1
2
= −
+
α
(
)
V
sb
s
c
tg
1
2
2
2
=
+
−
α
Spoina U
(
)
[
]
W
tg
s
r
c
r
b
1
2
2
2
=
− +
+
+
α
( )
[
]
( )
[
]
V
r
bs
r
s
r c tg
s
r c
1
2
4
2
2
=
+
+
+ − +
⎧
⎨
⎩
⎫
⎬
⎭
− +
π
α
Spoina K
W
tg
s c
b
1
2
=
−
⎛
⎝⎜
⎞
⎠⎟
+
α
V
tg
bs
s c
1
2
2
=
+
−
⎛
⎝⎜
⎞
⎠⎟
α
Spoina L
W
tg
s
1
2
2
=
α
V
s tg
1
2
2
=
α
Uwaga: Wartości s, c, b i r należy do wzorów wstawiać w mm
α
s
r
b
α
c
s
b
c
α
s
α
b
c
α
s
s
b
α
b
c
α
α
s
s
b
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 14
15
Masa spoiny G
G
V
=
×
γ
1000
kg / m
gdzie: V – objętość spoiny, cm
3
/m.;
γ– gęstość właściwa kg/dm
3
, wynosząca dla stali 7,85 kg/dm
3
Tablica 2. Objętości nadlewu V
2
1 m spoiny
W
1
mm
V
2
dla
∆
s
= 1mm
cm
3
/m
V
2
dla
∆
s
=2 mm
cm
3
/m
V
2
dla
∆
s
= 3 mm
cm
3
/m
2
1,33
4
2,67
5,33
6
4,0
8,0
8
5,33
10,67
10
6,67
13,33
12 8,0 16,0
14 9,33 18,67
16 10,67 21,33
18
24,0
36,0
20
26,76
40,0
22
29,33
44,0
24
32,0
48,0
26
52,0
28
56,0
30
60,0
32
64,0
34
68,0
36
72,0
38
76,0
40
80,0
Dane dotyczące parametrów rowków spawalniczych znajdują się w serii norm PN-EN
ISO 9692 pt. "Spawanie i procesy pokrewne. Zalecenia dotyczące przygotowania
złączy".
5. Koszty spawania
Syntetycznym obrazem wpływu poszczególnych wskaźników charakteryzujących
proces spawania oraz cech spawanej konstrukcji (np. grubość i rodzaj spawanego
materiału, metoda spawania, zastosowane materiały dodatkowe, pozycja spawania,
parametry rowka spawalniczego, dostęp do miejsca spawanego itp.) na ekonomikę
produkcji są koszty spawania. Celem obliczania kosztów spawania jest wybór,
najkorzystniejszej z ekonomicznego punktu widzenia, metody spawania
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 15
16
Dla potrzeb analizy kosztów spawania rozróżnia się dwa rodzaje kosztów tj.:
o
koszty bezpośrednie spawania, które można bezpośrednio odnieść do
danego wyrobu np. zużycie materiałów, robocizny bezpośredniej, energii itp.,
o
koszty pośrednie (ogólne), których nie można bezpośrednio odnieść do
danego wyrobu, np.: koszty zarządu, administracji, utrzymania ruchu, itp.
Koszty te odnosi się do poszczególnych wyrobów za pomocą tzw. narzutów.
Najczęściej narzuty te rozliczane są w stosunku do robocizny bezpośredniej.
Bardzo często firmy, przy obliczaniu kosztów spawania posługują się narzutami
kosztów ogólnych. Taki sposób podejścia może jednak zniekształcać obraz
rzeczywistych kosztów spawania, co można wykazać na przykładzie przedstawionym
w tablicy 3.
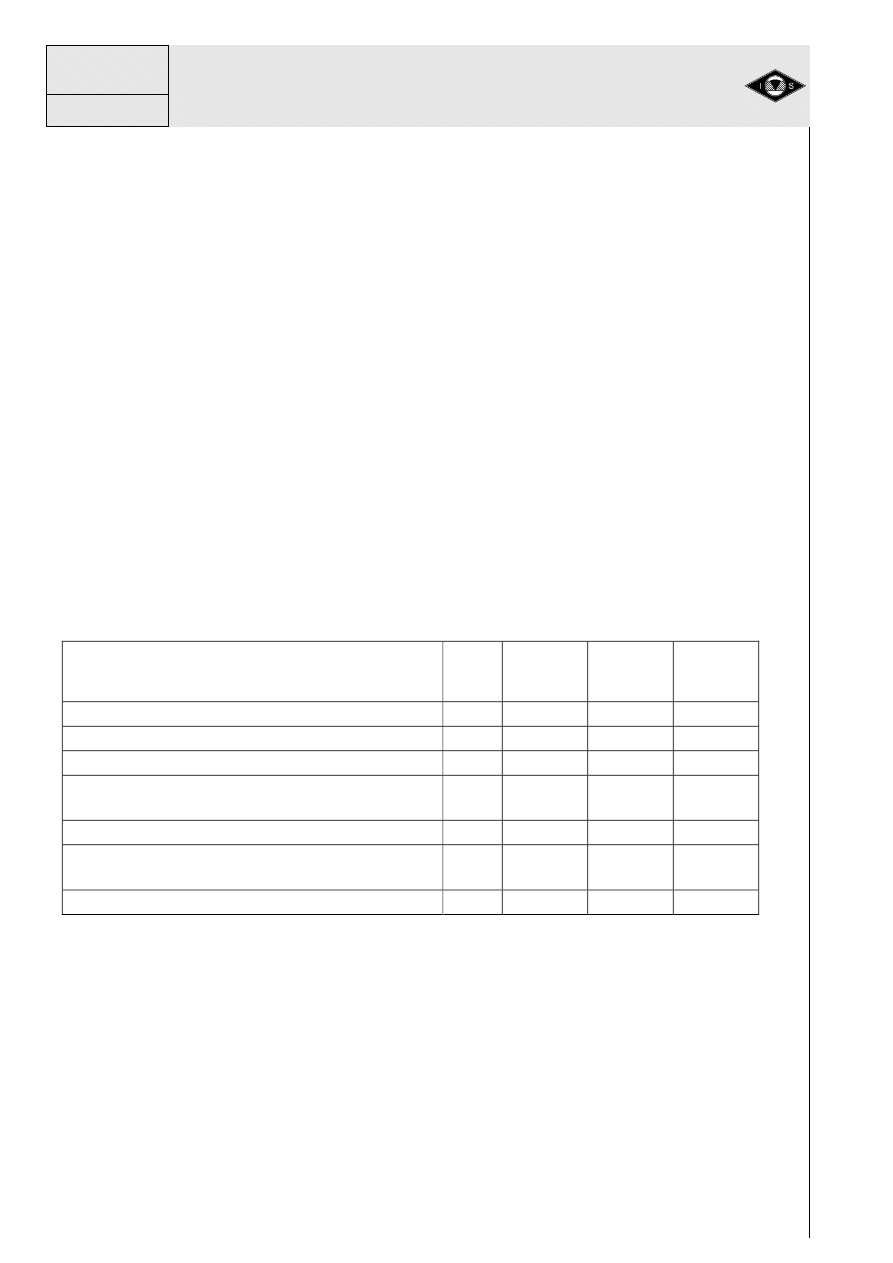
W firmie, w której koszty, przy wykorzystaniu dotychczasowej metody spawania
wynoszą 500 zł/szt, przewiduje się wdrożenie jednej z dwu nowych metod. Metoda I
umożliwia obniżkę kosztów robocizny o 50 zł., a metoda II umożliwia obniżkę
kosztów materiałów dodatkowych o 50 zł., powodując równocześnie wzrost kosztów
robocizny o 10 zł./szt. Wdrożenie nowych metod nie spowodowało zmian w kosztach
zarządu, administracji, obsłudze magazynowej itp.
Tablica 3 Przykład błędnych wniosków, przy wykorzystaniu do obliczania
korzyści ze stosowania nowych metod spawania, narzutu kosztów ogólnych
Rodzaj kosztów
Jedn.
Metoda
dotych-
czasowa
Metoda I
Metoda
II
Robocizna zł 200 150 210
Materiały dodatkowe do spawania
zł 100 100 50
Razem koszty bezpośrednie zł 300 250 260
Narzut kosztów ogólnych tj. 100 % kosztów
robocizny
zł 200 150 210
Razem koszty spawania
zł 500 400 470
Korzyści w stosunku do dotychczasowej
metody wynikające z kalkulacji kosztów
zł
- +100
+30
Rzeczywiste korzyści zł
- +50
+40
Jak widać z tablicy 3 oszczędności w kosztach zostały zawyżone o 50 zł., przy
metodzie I, a zaniżone o 10 zł. przy metodzie II.
Stosowanie narzutu kosztów wydziałowych i ogólnozakładowych znajduje
uzasadnienie głównie w przypadkach dużych inwestycji, które mają wpływ na poziom
kosztów wydziałowych, zarządu i administracji.
5.1. Bezpośrednie koszty spawania
Przy porównywaniu kilku metod spawania, co najczęściej ma miejsce w praktyce
produkcyjnej, rzeczywisty obraz kosztów dają koszty bezpośrednie.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 16
17
Bezpośrednie koszty spawania obejmują:
• koszty materiałów dodatkowych
• koszty robocizny
• koszty energii elektrycznej
• koszty urządzeń
Struktura kosztów spawania zależy głównie od metody spawania, wydajności
procesu oraz od stopnia mechanizacji.
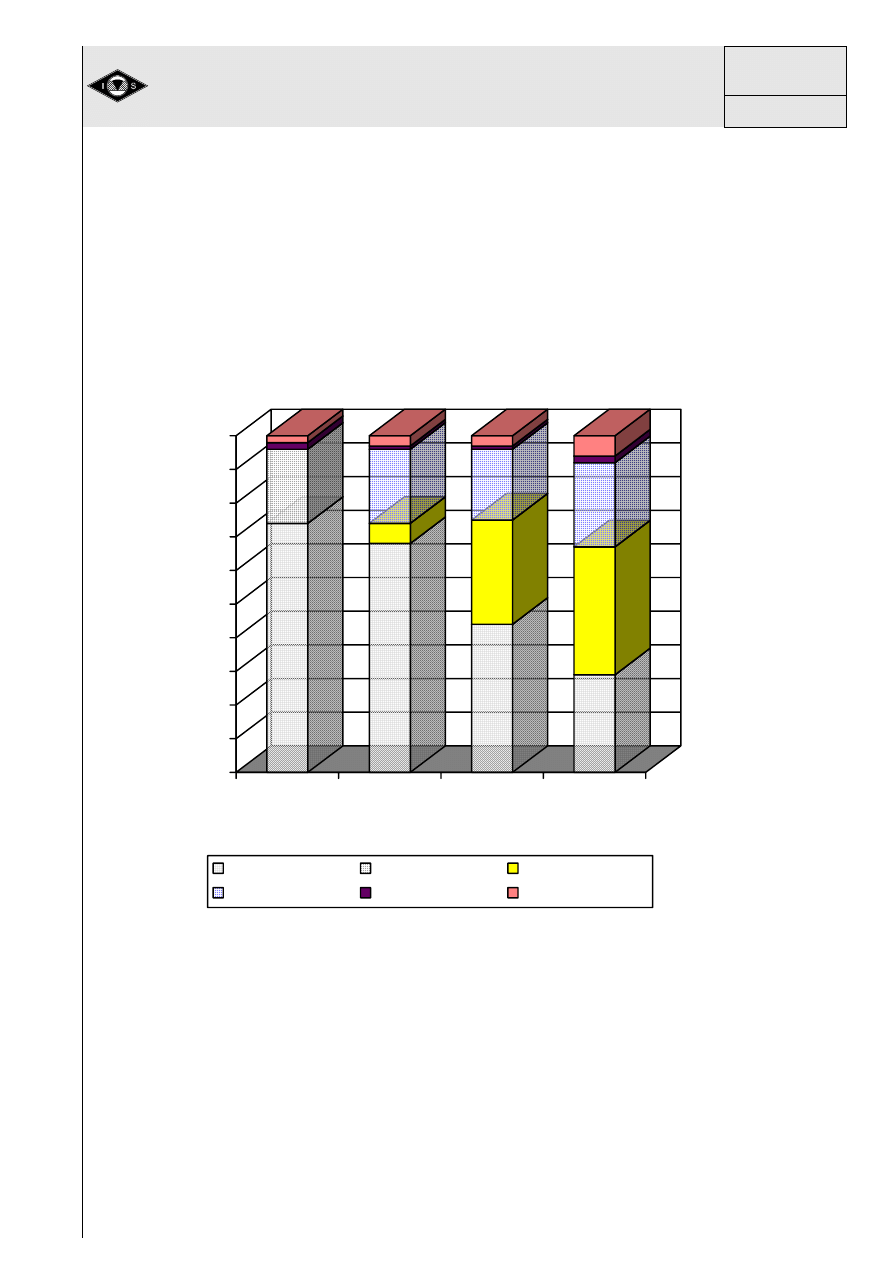
Orientacyjny obraz struktury kosztów spawania przedstawiono na rys. 8.
A - spawanie ręczne otuloną elektrodą zasadową
B – spawanie częściowo zmechanizowane w osłonie CO
2
C - spawanie częściowo zmechanizowane w osłonie ArCO
2
D – spawanie zautomatyzowane w osłonie ArCO
2
Rys. 8 Struktura kosztów spawania. [12]
Rys.8 ma na celu zwrócenie uwagi na fakt, że wraz ze wzrostem mechanizacji
procesu zmniejsza się udział kosztów robocizny w strukturze kosztów spawania
5.2. Koszty
materiałów dodatkowych
Pod pojęciem materiałów dodatkowych do spawania rozumie się materiały, które
stapiane podczas spawania tworzą spoinę, tj.: elektrody, druty lite, druty z rdzeniem
proszkowym, oraz topniki i gazy osłonowe służące do osłony łuku spawalniczego.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
A
B
C
D
Metoda spawania
Koszt robocizny
Koszt elektrod
Kosz gazu
Koszt drutu
Koszt energii
Koszt amortyzacji
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 17

18
Masa stopiwa tworzącego spoinę różni się jednak od masy zużytego drutu lub
elektrod. Różnica ta spowodowana jest stratami na rozpryski, żużel, ogarki elektrody
itp. Straty te zależne są od metody spawania i stosowanego materiału, rodzaju
osłony gazowej i pozycji spawania. Ich wielkość określa tzw. wskaźniki uzysku
stopiwa.
Wskaźnik uzysku stopiwa (Uc) jest to stosunek masy uzyskanego stopiwa do
masy zużytego drutu lub elektrod.
Orientacyjne wskaźniki uzysku stopiwa (Uc) dla poszczególnych metod spawania
przedstawiają się następująco:
121 SAW
- 0,97 – 1,0
141
TIG
-
1,0
135 MAG (mieszanki)
- 0,97
135 MAG CO
2
- 0,89 – 0,93
114 FCAW (samoosłonowe) -
0,83
136 FCAW (w osłonie gazów)
- 0,86
111 MMAW
- 0,45 – 0,70
Spawanie elektrodami otulonymi (MMAW)
W przypadku spawania elektrodami otulonymi koszty materiałów dodatkowych
obejmują jedynie koszt elektrod.
5.2.1. Koszt elektrod (K
E
)
I. Dane wyjściowe: masa stopiwa (np.w kg/m)
K
E
=
E
C
Uc
G × , gdzie
K
E -
koszt elektrod
zł/m spoiny
G - masa stopiwa na wykonanie spoiny w kg/m
U
C
- wskaźnik uzysku
C
E
- cena elektrod zł/kg
Jeśli nie mamy informacji jaka jest masa stopiwa, a wiemy np. jaki jest czas główny
spawania wyrobu (tg) możemy również obliczyć koszty elektrod wykorzystując
wskaźnik wydajności stapiania.
II. Dane wyjściowe: czas główny spawania wyrobu (np. w godz/szt)
K
E
= tg x W
st
x C
E
, gdzie
W
st
- wydajność stapiania w kg/godz
tg - czas główny spawania w godz/szt
C
E
- cena elektrod zł/kg
Spawanie elektryczne w osłonach gazu – MIG/MAG, TIG, FCAW (drut + gaz
osłonowy)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 18

19
W przypadku spawania w osłonach gazu koszty materiałów dodatkowych obejmują
koszty drutu oraz koszty gazu osłonowego
5.2.2. Koszt drutu (K
D
)
I. Dane wyjściowe: masa stopiwa (np.w kg/m)
K
D
=
D
C
Uc
G × , gdzie
K
D -
koszt drutu zł/m spoiny
G – masa stopiwa w kg/m
U
C
- wskaźnik uzysku stopiwa
C
D
– cena drutu zł/kg
II. Dane wyjściowe: czas główny spawania wyrobu (np. w godz/szt)
K
E
= tg x W
st
x C
D
, gdzie
K
D -
koszt drutu zł/szt
Wst - wydajność stapiania w kg/godz
tg - czas główny spawania w godz/szt
C
D
– cena drutu zł/kg
5.2.3. Koszt gazu osłonowego (K
G
)
Koszt gazu osłonowego możemy obliczyć wykorzystując dane z rotametru,
dotyczące szybkości przepływu gazu lub tzw. współczynnik zużycia gazu, który
określa stosunek zużytego gazu do ilości zużytego drutu (jest to jedynie orientacyjna
informacja).
E – współczynnik zużytego gazu do ilości zużytego drutu : dla MIG/MAG = 0,6
÷ 1,0,
dla MIG - 0,5, dla TIG –0,96
I. Dane
wyjściowe: masa stopiwa (np.w kg/m)
K
G
=
G
C
E
Uc
G
×
×
, gdzie
K
G
- koszt gazu w zł/m
E – współczynnik zużytego gazu do ilości zużytego drutu
C
G
– cena gazu w zł/kg
II. Dane
wyjściowe: czas główny spawania wyrobu w godz/szt
K
G
= V
G
× tg × C
G
, gdzie
V
G
- szybkość przepływu gazu w l/godz
tg - czas główny spawania w godz/m
C
G
- cena gazu w zł/l
lub w przeliczeniu na sztukę wyrobu
K
G
zł/szt = V
G
l/godz
× tg godz/szt × C
G
zł/l, gdzie
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 19

20
5.2.4. Koszt topnika
(K
T
)
W przypadku spawania lukiem krytym koszty materiałów dodatkowych obejmują
koszt drutu i koszt topnika. Orientacyjnie zużycie topnika możemy określić w
stosunku do ilości zużytego drutu. Wskaźnik ten (U
T
) wynosi od 1,2
÷2,0 i wzrasta ze
wzrostem grubości blachy, zależy jednak również od systemu obiegu i regeneracji
topnika.
Koszty drutu obliczany w ten sam sposób, jak w przypadku spawania metodami
MIG/MAG, TIG, FCAW
Koszt topnika (K
T
)
I. Dane wyjściowe: masa stopiwa (np.w kg/m)
K
T
=
T
T
C
U
Uc
G
×
×
, gdzie
K
T
– koszt topnika w zł/m
G – masa stopiwa w kg/m
Uc – wskaźnik uzysku stopiwa
U
T
– wskaźnik ilości zużytego topnika
C
T
– cena topnika w zł/kg
II. Dane wyjściowe: czas główny spawania wyrobu (np. w godz/szt)
K
T
=
T
T
st
g
C
U
Uc
W
t
×
×
×
, gdzie
G – masa stopiwa kg/szt
K
T
-
koszt topnika zł/szt
tg - czas główny spawania w godz/szt
Wst - wydajność stapiania w kg/godz
U
T
– wskaźnik ilości zużytego topnika
C
T
– cena topnika w zł/kg
5.3.
Koszt robocizny bezpośredniej (pracy spawacza) K
R
Podstawą do obliczenia kosztów robocizny jest czas spawania, który może być
określony na podstawie pomiarów na stanowisku pracy lub z normatywów
technologicznych. Czas spawania można również określić w oparciu o masę stopiwa,
wskaźnik wydajności stapiania oraz współczynnik jarzenia się łuku.
Należy podkreślić, że czas spawania niezbędny do obliczenia kosztów robocizny
musi uwzględniać wszystkie czasy niezbędne na wykonanie operacji spawania, a nie
tylko czas główny spawania.
W koszcie pracy spawacza należy uwzględnić:
płacę brutto spawacza(S
h
zł/godz.), która obejmuje:
- wynagrodzenie spawacza z wszelkimi dodatkami uzupełniającymi, (np.
premia, dodatek za warunki szkodliwe, trzynasta pensja itp.) -
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 20
21
- koszty jakie ponosi spawacz w związku z zatrudnieniem (tj. podatek,
obciążenia z tytułu świadczeń emerytalnych, rentowych, chorobowych i
zdrowotnych, uwzględnione są w płacy brutto),
koszty jakie ponosi pracodawca w związku z zatrudnieniem spawacza (tj.
obciążenia z tytułu świadczeń emerytalnych, rentowych, wypadkowych oraz z
tytułu tzw. gwarantowanych świadczeń pracowniczych. Koszty te stanowią
około 20 % wynagrodzenia brutto spawacza.
Całkowity czas spawania
Tn =
j
g
W
t
, gdzie
Tn – całkowity czas spawania na ułożenie spoiny np. godz/m lub godz/szt
Wj – współczynnik czasu jarzenia się łuku
Czas główny spawania
tg =
st
W
G , gdzie
tg - czas główny spawania w godz/m lub godz/szt
G – masa stopiwa w kg/m lub kg/szt
W
st
–wydajność stapiania w kg/godz
Koszt pracy spawacza (koszt robocizny bezpośredniej K
R
)
K
R =
(S
h
+ 0,2S
h
)
× Tn, gdzie
K
R
– koszt pracy spawacza (koszt robocizny bezpośredniej) w zł/m lub zł/szt
S
h
– płaca brutto spawacza zł/godz
Tn – czas spawania w godz/m lub godz/szt
5.4.
Koszt energii elektrycznej (K
EL
)
Na zużycie energii elektrycznej wpływ mają parametry spawania (natężenie i
napięcie łuku elektrycznego), sprawność źródła energii, moc biegu jałowego oraz
czas główny spawania i czas pomocniczy zależny od metody spawania.
Zużycie energii elektrycznej w kWh/m (Z
E
)
pm
g
El
t
P
t
U
I
Z
×
+
×
×
=
0
1000
η
, gdzie
Z
El
– zużycie energii elektrycznej w kWh/m lub kWh/szt
I – natężenie prądu spawania w A
U - napięcie prądu spawania w V
t
g
– czas główny spawania w godz/m lub godz/szt
η – sprawność źródła energii
P
o
– moc biegu jałowego
t
pm
– czas pomocniczy związany z metodą spawania w godz/m lub kWh/szt
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 21
22
Koszt energii elektrycznej K
El
K
El
= Z
El
× C
El
, gdzie
Z
El
– zużycie energii elektrycznej w kWh/m lub kWh/szt
K
El
– koszt energii elektrycznej w zł/m lub zł/szt
C
El
– cena energii elektrycznej w zł/kWh
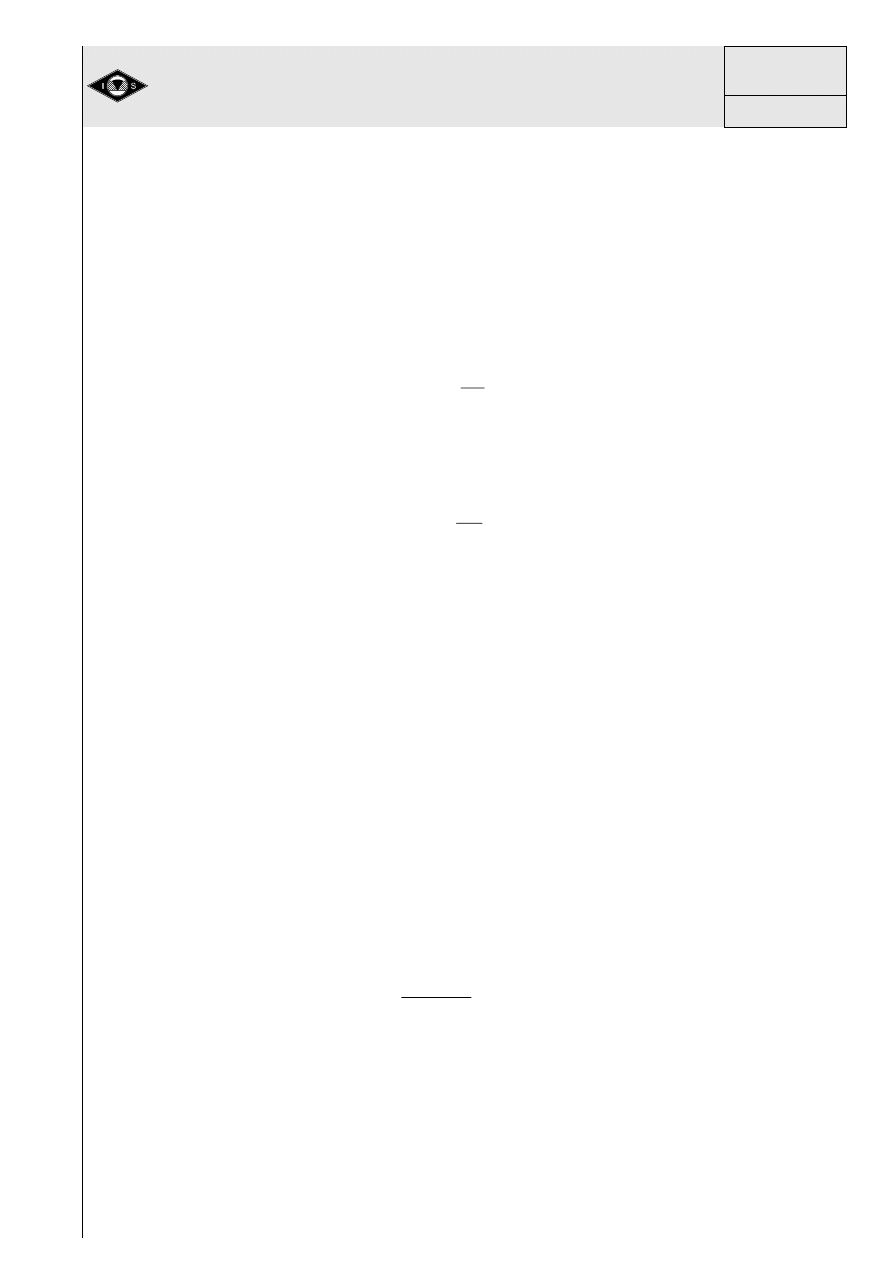
Zużycie energii, niekoniecznie elektrycznej, może być spowodowane dodatkowo
koniecznością podgrzewania spawanych elementów przed lub w trakcie spawania
lub koniecznością obróbki cieplnej całej konstrukcji po spawaniu. Analiza możliwości
zastosowania materiałów podstawowych i dodatkowych nie wymagających obróbki
cieplnej lub zastąpienie wyżarzania odprężającego stabilizacją wibracyjną stanowi
poważne źródło obniżki kosztów energii. Porównanie zużycia energii elektrycznej dla
różnych źródeł energii przedstawiono na rys. 9.
Rys. 9 Zużycie energii dla różnych typów źródeł energii do spawania ręcznego.
[13]
5.5. Koszty
urządzeń K
U
Do kosztów urządzeń zaliczamy:
• koszt amortyzacji K
A
• koszt remontów K
R
• koszt powierzchni produkcyjnej K
P
czyli: K
U
= K
A
+ K
R
+ K
P
Amortyzacja jest to rozłożenie w czasie wartości zużycia środków trwałych.
Środek trwały to urządzenie o okresie używania większym niż 1 rok i wartości
powyżej 3500 zł.
Aby obliczyć koszt amortyzacji, konieczne jest obliczenie tzw. odpisu
amortyzacyjnego określającego koszt pracy urządzenia w jednostce czasu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 22

23
Odpis amortyzacyjny A
n
u
F
a
C
A
×
=
, gdzie
A – odpis amortyzacyjny w zł/godz
C
u
– cena urządzenia w zł
a – stopa amortyzacji urządzenia w skali roku
F
n
- nominalny roczny fundusz czasu pracy
Stopy amortyzacyjne [a] urządzeń podane są w Dzienniku Ustaw, w przypadku
urządzeń spawalniczych mieszczą się w granicach 10-18%. Nominalny roczny fundusz
czasu pracy = około 2000 godz./rok (kalendarzowy czas pracy – dni wolne od pracy).
Koszt amortyzacji urządzeń K
A
K
A
= A
× T
n
, gdzie
K
A
- koszt amortyzacji urządzenia zł/m
A – odpis amortyzacyjny w zł/godz
T
n
– czas wykonania spoiny w godz/m
Koszt remontów K
R
Brak jest ogólnych wzorów na obliczanie kosztów remontów urządzeń, muszą być
one ustalane indywidualnie. Szacunkowo można przyjąć, że koszt remontów stanowi
9% kosztów amortyzacji, czyli:
K
R
= 0,09
× K
A
, oznaczenia jak wyżej
Koszt powierzchni produkcyjnej [KP]
Koszt powierzchni produkcyjnej liczymy wyłącznie w przypadku, jeśli porównujemy metody
spawania o zdecydowanie różnych wymaganiach w zakresie wymaganej powierzchni.
N
N
AP
P
T
F
P
K
K
×
×
=
, gdzie
K
P
- koszt 1 m
2
powierzchni produkcyjnej w zł/m
P – niezbędna powierzchnia produkcyjna w m
2
F
N
– nominalny czas pracy w godz/rok (można przyjąć w wysokości 2000 godz)
T
N
– całkowity czas spawania w godz/m
Wzory na obliczanie kosztów bezpośrednich spawania poszczególnymi metodami
Koszty bezpośrednie spawania ręcznego elektrodami otulonymi MMAW
K
B
= K
E
+ K
R
+ K
EL
+ K
U
Koszty bezpośrednie spawania elektrycznego w osłonach gazowych MIG/MAG/TIG
K
B
= K
D
+ K
G
+ K
R
+ K
EL
+ K
U
Koszty bezpośrednie spawania łukiem krytym SAW
K
B
= K
D
+ K
T
+ K
R
+ K
EL
+ K
U
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 23
24
6. Okres zwrotu nakładów Zn i wskaźnik efektywności We
Okres zwrotu nakładów to wskaźnik określający za jaki okres zwrócą się
nakłady (czyli zainwestowany kapitał) poniesione na zakup urządzeń,
technologii lub innego typu przedsięwzięcie.
gdzie Zn – okres zwrotu nakładów w latach,
N - wielkość nakładów poniesionych na wdrożenie przedsięwzięcia w zł.
E - uzyskane lub przewidywane efekty w zł/rok
Opłacalność danego procesu spawania określa się również za pomocą tzw.
wskaźnika efektywności W
e
.
Wskaźnik efektywności (w dużym uproszczeniu) określa ile zł efektów można
uzyskać z 1 zł. poniesionych nakładów (czyli zainwestowanego kapitału).
N
E
W
e
=
, gdzie
W
e
– ilość efektów uzyskana z 1 zł nakładów w zł/zł
E - przewidywane efekty z tytułu wdrożenia przedsięwzięcia (dla całego okresu
eksploatacji) w zł.
N - nakłady poniesione na wdrożenie przedsięwzięcia w zł.
Przewidywane efekty ekonomiczne określa się poprzez:
a/ porównanie kosztów bezpośrednich wykonania określonej ilości spoin lub ułożenia
określonej ilości stopiwa za pomocą dwu lub więcej metod spawania,
E = (K
b1
– K
b2
)
× n, gdzie
E – efekt ekonomiczny w zł/rok, w przypadku obliczania wskaźnika
efektywności, efekt ten należy pomnożyć przez ilość lat w których będzie on
uzyskiwany,
K
b1
-
koszty bezpośrednie spawania przed wdrożeniem przedsięwzięcia,
K
b2
- koszty bezpośrednie spawania po wdrożeniu przedsięwzięcia
n – ilość spoin/rok (stopiwa lub sztuk wyrobów)
b/ obliczenie efektów z tytułu uruchomienia produkcji wyrobu spawanego
Ten sposób efektów liczenia efektów ma miejsce w przypadku, gdy technologia
spawania warunkuje uruchomienie produkcji wyrobu.
E = (C – K)
× V , gdzie
E – jw.
C – cena wyrobu spawanego zł/szt.,
K – koszt produkcji wyrobu spawanego,
V – wielkość produkcji wyrobów spawanych.
Im wyższy wskaźnik efektywności tym większa opłacalność przedsięwzięcia.
Analizując koszty urządzeń pod kątem zwrotu nakładów i efektywności procesu
spawania, ważne jest, aby oprócz kosztów zakupu urządzeń uwzględniać również
korzyści związane z ich stosowaniem. Wydatki na zakup urządzeń ponosimy raz,
natomiast korzyści związane z ich eksploatacją, w postaci np. wzrostu wydajności
E
N
Zn
=
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 24

25
i jakości produkcji, obniżki kosztów będą istniały przez wiele lat. Wielkość tych
korzyści będzie zależała od stopnia wykorzystania urządzeń. Dlatego też, przy
zakupie urządzeń konieczna jest m.in. analiza, czy wydajność urządzeń odpowiada
potrzebom firmy oraz w jakim stopniu urządzenia te będą wykorzystane.
Przy porównywaniu kosztów urządzeń warto zwrócić uwagę na koszty części
zamiennych. Często bowiem producenci chcąc zdobyć rynek zaniżają ceny urządzeń
rekompensując sobie tą obniżkę relatywnie wyższymi kosztami części zamiennych.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 25
26
7. OBLICZANIE KOSZTÓW SPAWANIA
Przykład: Koszty spawania półautomatycznego metodą MAG drutem pełnym
Dane:
pozycja spawania
Podolna
rodzaj złącza Doczołowe
rodzaj i średnica drutu
SG2
φ 1,2
gaz osłonowy Mieszanka
ArCO
2
rodzaj i parametry rowka:
kąt ukosowania
grubość blachy
odstęp krawędzi
V
α = 50
o
s = 10mm
b = 2mm
c = 2mm
gęstość właściwa stali
γ = 7,85 g/cm
3
współczynnik stapiania
W
t
= 17,53 g/Ah
współczynnik czasu jarzenia się łuku W
j
= 0,4
prąd spawania
I = 260 A
napięcie spawania
U = 26 V
wskaźnik uzysku stopiwa
U
c
= 95% (0,95)
wskaźnik zużycia gazu
E = 0,6
wydajność stapiania
W
s
= 4,2 kg/godz
sprawność
η = 85% (0,85)
cena urządzenia C
u
= 5230,00 zł
stawka amortyzacyjna
a = 17%
cena 1 kWh
C
E
= 0,31 zł/kWh
cena drutu
C
D
= 3,00 zł/kg
cena gazu osłonowego C
g
= 4,70 zł/kg
wynagrodzenie spawacza
S
h
= 20 zł/godz.
Nominalny fundusz czasu pracy
F
n
= 2000 godz/rok
Obliczyć bezpośrednie koszty wykonania 1m złącza spawanego.
7.1.
Obliczanie masy spoiny.
a) masa spoiny według normatywów V = 0,5 kg/m,
b) masa spoiny obliczona według wzorów trygonometrycznych z tablicy 1 i 2 wynosi
0,63 kg/m
Do dalszych obliczeń przyjmuje się średnią masę spoiny w wysokości 0,56 kg/m.
7.2. Obliczanie
kosztów
materiałów dodatkowych.
7.2.1. Obliczenie kosztów drutu
Wskaźnik uzysku stopiwa wynosi U
c
= 0,95
m
zł
kg
zł
m
kg
K
D
/
80
,
1
/
3
95
,
0
/
56
,
0
=
×
=
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 26
27
7.2.2. Obliczenie kosztów gazu
Wskaźnik zużycia gazu E = 0,6
Zużycie gazu Z
g
= Z
d
× E = 0,56 kg/m × 0,6 = 0,35 kg/m
Koszt gazu K
g
= 0,35 kg/m
× 4,70 zł/kg = 1,65 zł/m ≈ 1,70 zł/m
7.3. Obliczanie
kosztów robocizny bezpośredniej.
Obliczenie czasu głównego t
g
a) Czas główny spawania według normatywów t
g
= 12,07 min/m = 0,2 godz/m
b) Czas spawania ustalony według wykresu
Wydajność stapiania według danych firmy Öerlikon dla I = 260 A wynosi W
s
= 4,2
kg/godz.
Masa stopiwa w analizowanym przykładzie wynosi 0,56 kg/m czyli czas główny wynosi
c) Czas główny spawania według współczynnika stapiania W
t
.
W
t
= 17,53 g/Ah
W
s
= 17,53 g/Ah
× 260 A = 4557 g/godz ≈ 4,5 kg/godz
Obliczanie całkowitego czasu spawania T
n
Gdzie 0,4 jest to współczynnik czasu jarzenia się łuku.
Koszt robocizny K
R
K
R
= 1,2
× S
h
× t
j
= 1,2
× 20 zł/godz × 0,3 godz/m = 7,2 zł/m
7.4.
Obliczanie kosztu energii elektrycznej K
El.
K
El
= 0,30zł/m
m
godz
godz
kg
m
kg
t
g
13
,
0
2
,
4
56
,
0
=
=
m
godz
godz
kg
m
kg
t
g
12
,
0
5
,
4
56
,
0
=
=
m
godz
m
godz
T
n
3
,
0
4
,
0
12
,
0
=
=
m
zl
kWh
zl
m
godz
V
A
K
El
30
,
0
31
,
0
1000
85
,
0
12
,
0
26
260
02
,
1
=
×
×
×
×
=
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 27
28
7.5.
Obliczanie kosztów urządzeń K
A
K
A
= 0,44 zł/godz
× 0,3 godz/m = 0,13 zł/m
7.6.
Obliczanie kosztu bezpośredniego K
B
K
B
= K
d
+ K
g
+ K
R
+ K
El
+ K
A
= 1,80 zł/m + 1,70 zł/m + 7,20 zł/m + 0,30 zł/m +
+ 0,13 zł/m = 11,13 zł/m
Koszt bezpośredni wykonania 1m złącza spawanego wynosi 11,13 zł/m
8. ZASTOSOWANIE PROGRAMÓW SOFTWAROWYCH DO
OBLICZEŃ
Obliczanie kosztów spawania jest czynnością bardzo pracochłonną, głównie z uwagi
na konieczność pomiaru lub poszukiwania danych źródłowych. Dlatego tez wiele firm
opracowuje programy komputerowe zawierające odpowiednie bazy danych, które
ułatwiają proces liczenia kosztów. Ważne jest, aby te programy nie były jedynie
narzędziem reklamowym, uzasadniającym oferowany materiał, ale, aby obiektywnie
przedstawiały korzyści ze stosowania danej technologii, czy materiału dodatkowego.
Przykładem komputerowego programu do obliczania kosztów spawania jest program
ESAB.PRO. opracowany przez Zakład Spawalnictwa Instytutu Inżynierii Materiałowej
Politechniki Szczecińskiej oraz program WELDING ESTIMATOR opracowany przez
angielski Instytut Spawalnictwa w Abington.
Jak wykazano na przykładzie liczenia kosztów, wyniki obliczeń, zależą od przyjętej
metodyki oraz danych, które są podstawą do liczenia kosztów i mogą się różnić
między sobą.
Najważniejsze dane będące podstawą do obliczania kosztów to masa stopiwa, czas
główny i czas jarzenia się łuku. Obiektywnym obrazem tych danych są pomiary na
stanowisku pracy. Nie zawsze jednak jest to możliwe lub stosowane. Korzystając z
programów komputerowych trzeba uważnie prześledzić metodykę oraz weryfikować
dane przyjmowane do obliczeń, aby mieć pewność, że wyniki są adekwatne do
rzeczywistości.
Można jednak stwierdzić, że obliczanie kosztów, nawet z pewnymi błędami jest
zawsze lepsze, niż całkowita rezygnacja z tej czynności. Nie mając informacji o
poziomie kosztów, racjonalne zarządzanie nimi jest praktycznie niemożliwe,
ponieważ nie bardzo wiemy, czy i w jaki sposób można je obniżać.
godz
zl
rok
godz
zl
A
44
,
0
2000
17
,
0
230
.
5
=
×
=
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 28
29
9. SPOSOBY
OBNIŻANIA KOSZTÓW SPAWANIA
9.1. Definicja
jakości
Jednym z podstawowych elementów wpływających na koszty spawania jest szeroko
pojęta jakość. Analizując jakość w aspekcie kosztów należy mieć na uwadze definicję
jakości. Według normy PN-EN ISO 9000:2007 „Systemy zarządzania jakością -
Podstawy i terminologia” definicja jakości brzmi następująco:
„Jakość to stopień, w jakim zbiór inherentnych (tkwiących w istocie czegoś)
właściwości spełnia wymagania (potrzeby lub oczekiwania, które zostało
ustalone, przyjęte zwyczajowo lub jest obowiązkowe)”.[14]
A zatem „jakość” nie jest abstrakcyjnym i uniwersalnym pojęciem odpowiednim dla
każdego produkowanego wyrobu. Według przedstawionej definicji „jakość” zależy od
konkretnych (najczęściej ustalonych na etapie umowy) wymagań klienta,
obowiązujących przepisów, ustalonych lub przyjętych zwyczajowo oczekiwań
użytkowników wyrobu.
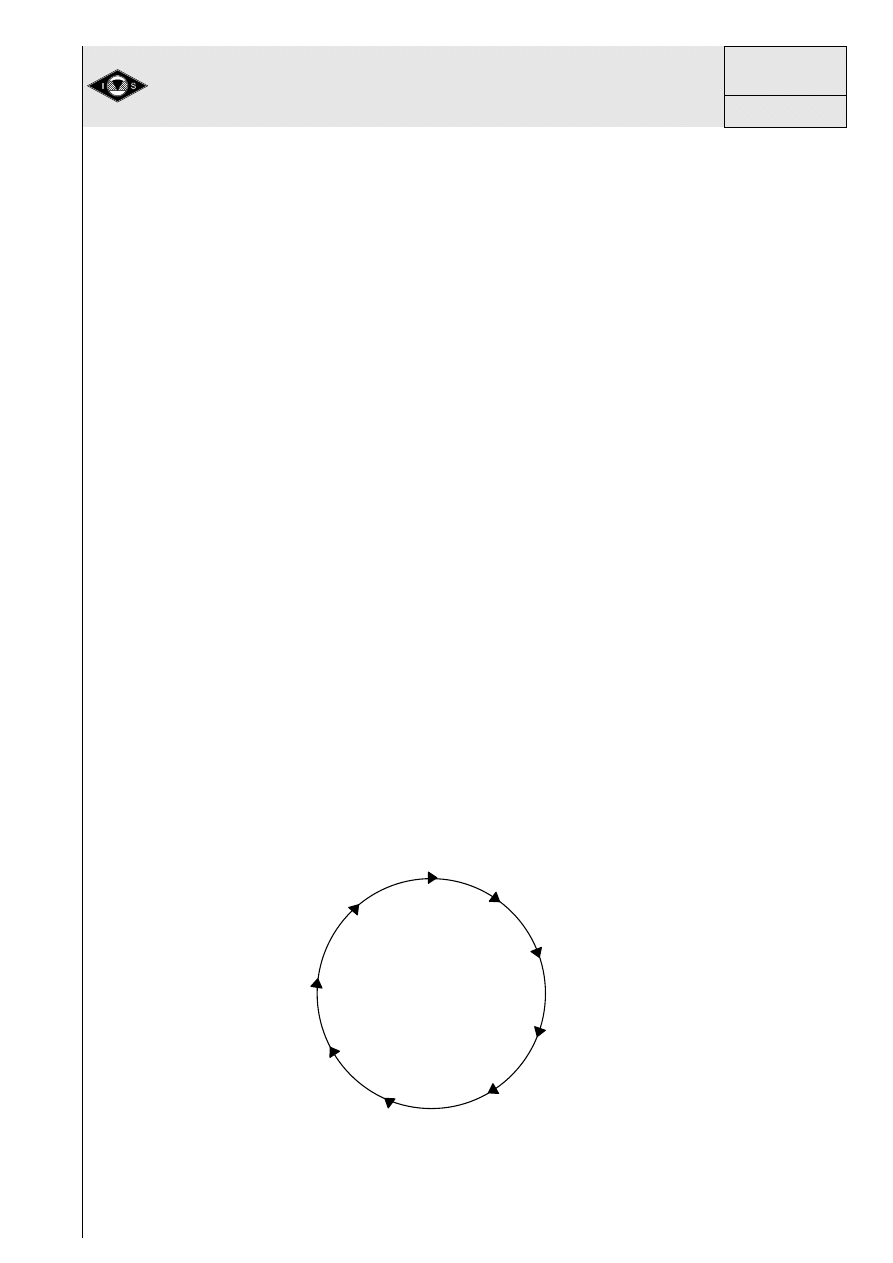
9.1.1. Pętla jakości
Często uważa się, że za jakość odpowiedzialni są pracownicy działów kontroli
jakości, którzy nie powinni dopuszczać wadliwego wyrobu na rynek. Na tym etapie
produkcji poniesiono już poważne koszty, które w przypadku stwierdzenia braków
będą nie do odzyskania. Dlatego też o jakość produktu należy zadbać na każdym
etapie wytwarzania tj. zaczynając od rozpoznania potrzeb, projektowania, a na
utylizacji konstrukcji kończąc. Taki sposób podejścia do procesu produkcji nosi
nazwę „pętli jakości”. [Rys.10]
PĘTLA JAKOŚCI to współzależność różnych działań, wpływających na jakość
wyrobów, podejmowanych w trakcie badań marketingowych, w trakcie
projektowania wyrobu, zaopatrzenia, planowania, produkcji, kontroli, serwisu,
itd., aż do likwidacji po wykorzystaniu.
Rys. 10 Pętla jakości według M. Portera. [15]
Badanie rynku
Projektowanie
wyrobu
Planowanie
procesu
Zakupy
Produkcja
Dystrybucja
Sprzedaż
Serwis
Unieszkodliwianie
i utylizacja
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 29
30
W przypadku spawania, gdzie wady wyrobu ujawniają się najczęściej dopiero podczas
procesu eksploatacji konstrukcji, należy przestrzegać określonych procedur, które
ułatwiają zapewnienie jakości. Procedury te określone są m.in. w seriach norm PN-EN
ISO 9000 pt. „Systemy zarządzania jakością” oraz PN-EN ISO 3834:2007 pt. „Wymagania
jakości dotyczące spawania materiałów metalowych”.
Nowoczesne metody zarządzania jakością w spawalnictwie kładą nacisk na optymalizację
projektu i procesu spawania, zapobieganie niezgodnościom oraz na inspekcję jakości
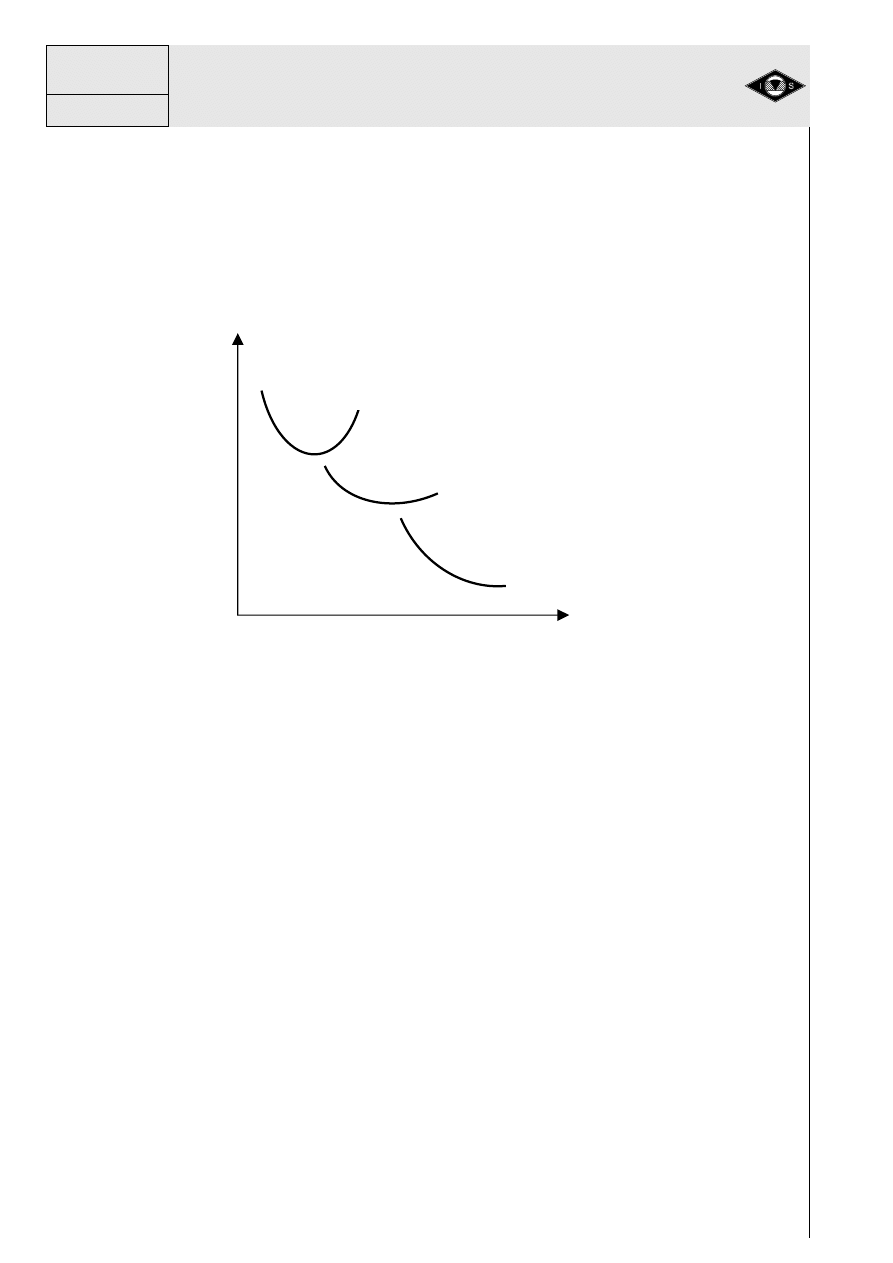
procesu spawania, zamiast kontroli spoiny lub wyrobu spawanego. [Rys.11]
Rys. 11. Redukcja kosztów wynikająca z nowych metod zarządzania jakością.
Im wcześniej zostaną wykryte i wyeliminowane nieprawidłowości i im więcej uwagi
poświęci się optymalizacji projektowania i wytwarzania konstrukcji spawanych tym
większe są szanse na obniżenie kosztów.
Prawdopodobieństwo uzyskania wymaganej przez klienta i przepisy jakości związane
jest ściśle z możliwością pomiaru, sterowania, monitorowania i optymalizowania
parametrów spawania. Możliwości takie w coraz większym stopniu stwarzają
nowoczesne technologie i urządzenia do spawania. Redukcja strat osiągana jest
poprzez redukcję zmienności parametrów procesu spawania czyli dopuszczalnej
różnicy pomiędzy górną a dolną wartością parametrów istotnych dla jakości spoiny.
Istotnym jest również komunikatywny przekaz wiedzy naukowej dotyczącej jakości
pracownikom niższego szczebla, a przede wszystkim spawaczom, którzy powinni
alarmować o zjawiskach niekorzystnych dla jakości produkcji.
9.1.2. Jakość, a koszty
Jakość w kontekście kosztów spawania to m.in. nowoczesne rozwiązania
projektowe, racjonalnie zaprojektowane i wykonane złącza spawane. Błędy
popełniane na etapie projektowania są bardzo trudne lub wręcz niemożliwe do
usunięcia na kolejnych etapach produkcji. Naprawa błędów lub usterek kosztuje dużo
więcej, niż prawidłowe wykonanie wyrobu. Koszty usuwania błędów wzrastają 10-
krotnie na każdym etapie wytwarzania. Dlatego też na koszty w przypadku
konstrukcji spawanych należy spojrzeć kompleksowo, zaczynając od etapu
projektowania, poprzez wytwarzanie, a na eksploatacji kończąc.
Doskonałość produktu
koszt
Kontrola
produktu
Kontrola
procesu
Optymalizacja
projektu i procesu
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 30
31
Koszty usunięcia błędu w zależności od etapu wytwarzania
•
w trakcie projektowania
1
•
po zatwierdzeniu projektu
10
•
w trakcie projektu technologicznego
100
•
w trakcie produkcji
1000
•
po wypuszczeniu produktu na rynek
10000
Zarówno klient jak i producent muszą mieć świadomość, że jakość kosztuje a
element ten powinien być szczegółowo przedyskutowany i uzgodniony na etapie
przeglądu projektu i umowy. Niedopełnienie tego punktu może spowodować
poważne konsekwencje finansowe zarówno dla producenta, jak i zamawiającego.
Poziom jakości złączy określony jest w normie PN-EN 5817:2007, pt. "Spawanie.
Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem spawanych wiązką).
Poziomy jakości według niezgodności spawalniczych”. [15] Jeśli niezgodności
przekraczają wymagany poziom jakości, złącze trzeba naprawić lub wykonać od
nowa, a to kosztuje. Dlatego też jednym z głównych czynników obniżania kosztów
spawania jest unikanie niezgodności spawalniczych.
Konkurencyjna kosztowo strategia jakości dla spawalnictwa polega na poszukiwaniu
takich metod i parametrów spawania oraz organizacji pracy, które optymalizują
poziom jakości złącza spawanego i całej konstrukcji spawanej.
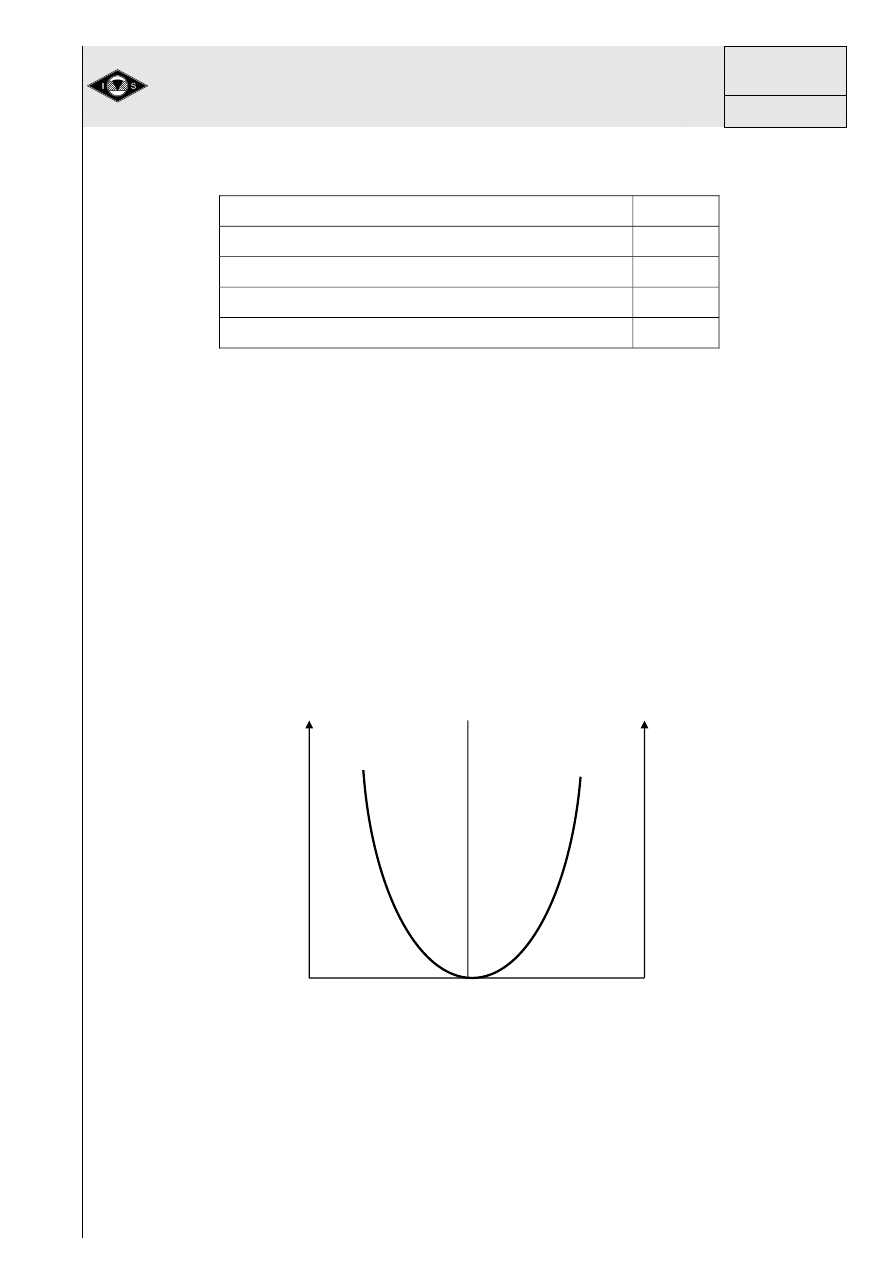
Rys. 12 Poziom jakości w funkcji strat finansowych.
[16]
Rysunek 12 ma na celu zobrazowanie, że zarówno zbyt niski, jak również zbyt
wysoki poziom jakości, w stosunku do wymagań klienta, wiąże się ze stratami.
Przykładowo zakwalifikowanie złącza spawanego łukowo do poziomu jakości D
zamiast do B zmieni dość istotnie poziom wymagań w zakresie granicznych
wymiarów niezgodności i może wpłynąć na koszty produkcji.
Niski poziom
jakości
Straty
finansowe
Straty
finansowe
Cel
Wysoki poziom
jakości
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 31
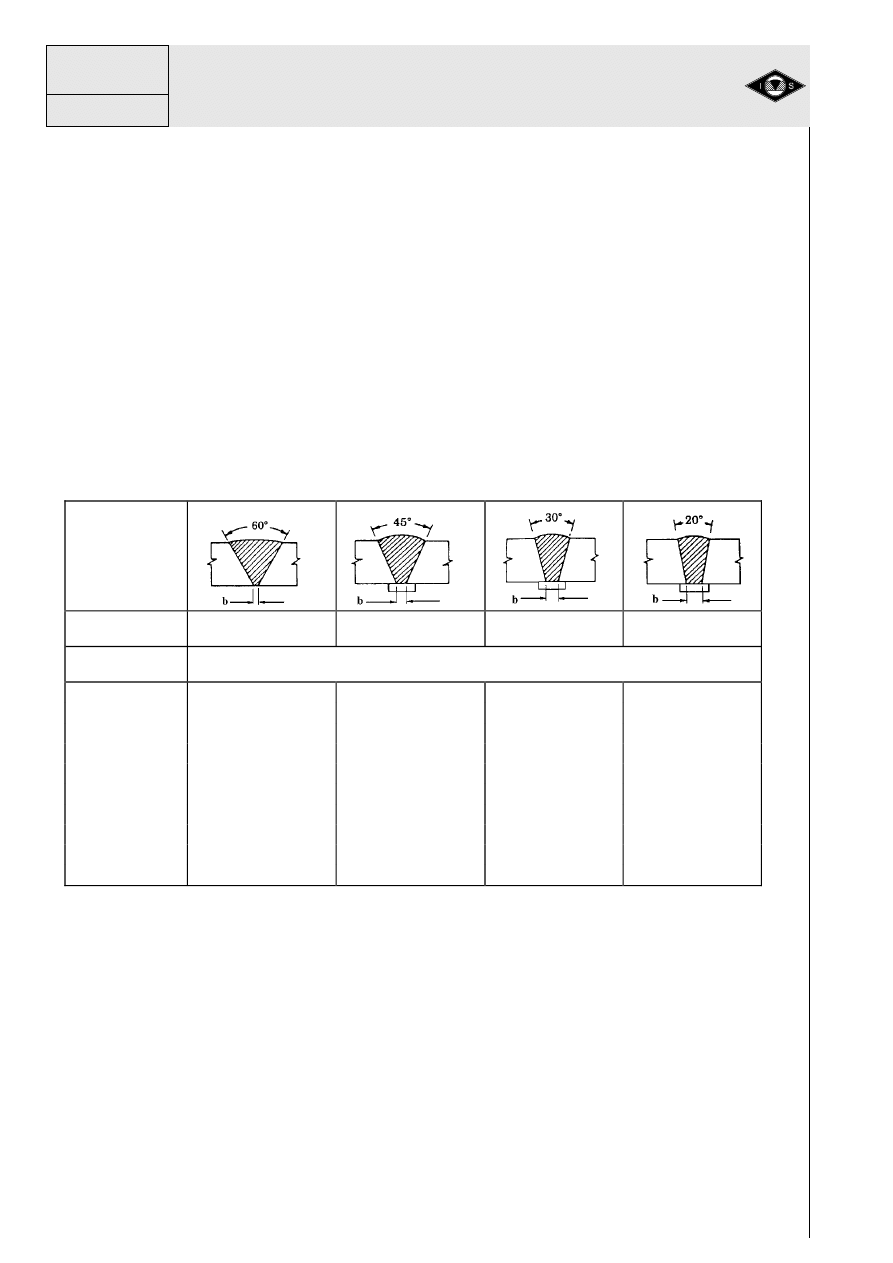
32
9.2. Wpływ parametrów rowka spawalniczego oraz rodzaju spoin na koszty
spawania
Masa stopiwa zużyta na wykonanie złącza jest fundamentalnym czynnikiem kosztów
spawania oraz kosztów związanych z koniecznością prostowania konstrukcji w
wyniku powstających podczas spawania, naprężeń. Im większa masa stopiwa tym
większy koszt robocizny, zużytego drutu lub elektrod, gazu osłonowego lub topnika
oraz energii elektrycznej. Obniżenie masy stopiwa (dopuszczalne z punktu widzenia
własności użytkowych) wpływa korzystnie na obniżenie kosztów wytwarzania
konstrukcji spawanych.
Ilość koniecznego stopiwa może być obniżona na różne sposoby. Jednym z nich jest
zmniejszenie kąta ukosowania rowka spawalniczego bez szkody dla wytrzymałości
złącza spawanego. [Tablica 4]
Tablica 4. Wpływ kąta ukosowania rowka spawalniczego na zużycie stopiwa [17]
Odstęp progowy
krawędzi (mm)
3 6 9
12
Grubość blach
(mm)
Zużycie stopiwa (kg/m)
15 1,8 1,6 1,9 2,1
20 2,8 2,7 2,7 2,9
25 4,1 3,8 3,6 3,7
35 7,2 6,4 5,7 5,5
50 13,6 11,4 9,5 8,8
75 28,8 23,1 18,1 15,6
100 49,7 38,8 29,3 24,2
150 109,4 83,2 60,0 46,9
200 191,1 143,3 100,9 76,2
250 295,5 219,7 152,4 112,4
Jak wynika z tablicy 4, przy zmniejszeniu kąta ukosowania rowka spawalniczego,
pomimo zwiększenia odstępu progowego, dla złączy powyżej 25 mm pojawiają się
już pewne różnice w ilości wymaganego stopiwa. Im grubsze złącze tym różnice są
większe. Przy blachach o grubości 50 mm zmniejszając kąt ukosowania z 60
°
do
20
°
można zaoszczędzić około 5 kg stopiwa na 1 metr spoiny, a przy blachach o
grubości 250 mm zmniejszenie kąta ukosowania rowka spawalniczego z 45
°
do 20
°
umożliwi zaoszczędzenie ponad 100 kg stopiwa na 1 metr spoiny.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 32
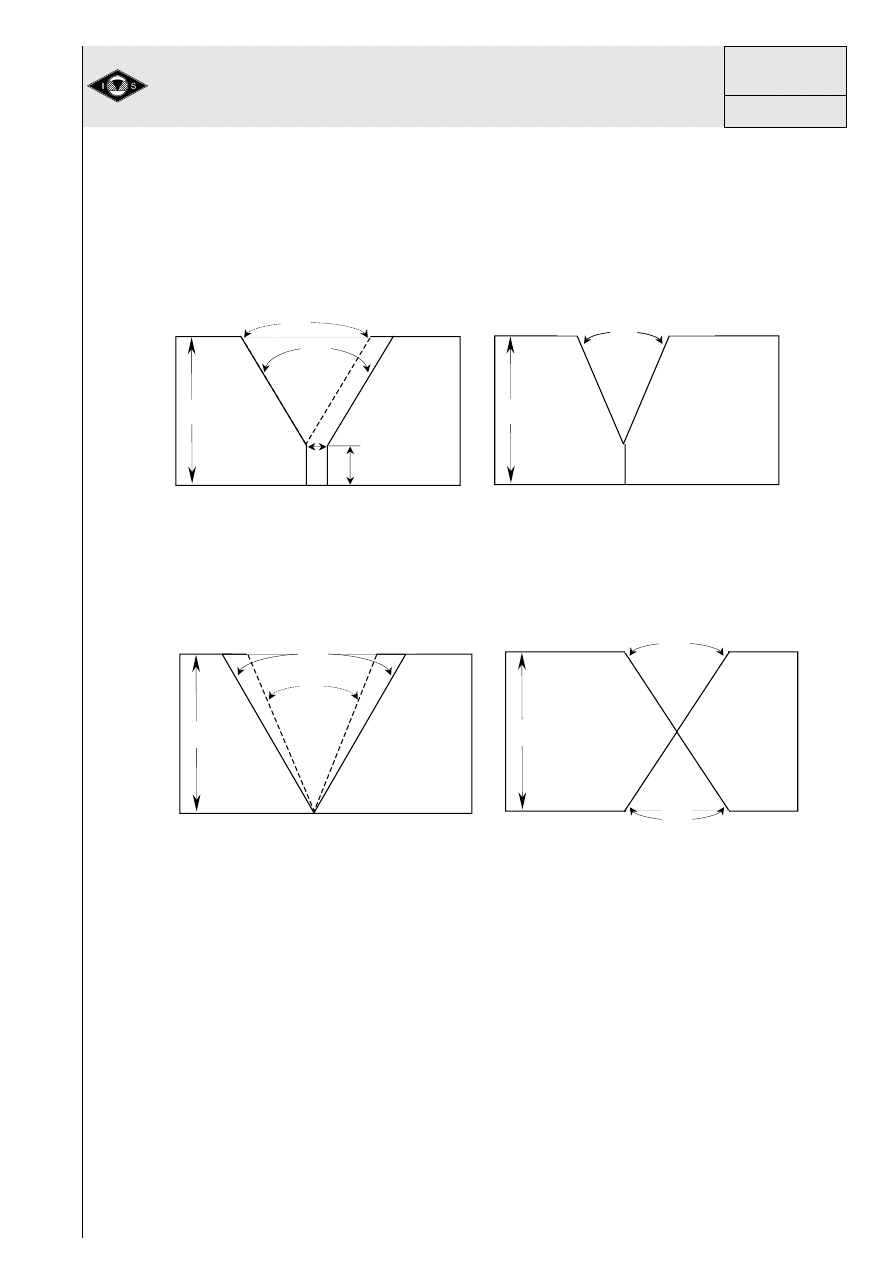
33
Przykładem możliwości obniżki kosztów spawania jest zastosowanie spoin
dwustronnych w miejsce spoin jednostronnych. Jak wynika z rys. 13 taka zmiana
może spowodować zmniejszenie zużycia stopiwa nawet o 50 %.
A = 93 mm
2
A = 38 mm
2
A = 93 mm
2
A = 46 mm
2
Rys. 13. Wpływ parametrów ukosowania rowka spawalniczego na przekrój spoiny [18].
Projektant postawiony jest często przed koniecznością wyboru pomiędzy spoiną
pachwinową a doczołową. Tutaj kryterium wyboru może być koszt spawania.
Spoiny pachwinowe, w porównaniu do spoin doczołowych, są łatwiejsze do wykonania ponieważ nie
wymagają specjalnego przygotowania blach do spawania. Spoiny te mogą być wykonane przy
użyciu elektrod o dużych średnicach i dużym prądzie spawania co w konsekwencji zwiększa
wydajność spawania. Jednak koszt wykonania spoin pachwinowych wzrasta ze względu na dużo
wyższe zużycie stopiwa. Pewnym rozwiązaniem z punktu widzenia kosztów jest zastosowanie
połączenia mieszanego, tj. doczołowo – pachwinowego. Z wykresu przedstawionego na rys. 14,
uwzględniającego wszystkie koszty związane z wykonaniem spoiny (tj. ukosowania, wykonania
warstwy przetopowej itp.) posiadającej wytrzymałość materiału rodzimego wynika, że przy blachach o
grubości powyżej 30 mm najkorzystniejszym rozwiązaniem są połączenia doczołowo – pachwinowe
o kącie ukosowania 60
°
.
13 mm
60º
45º
13 mm
60º
60º
13 mm
60º
60º
13 mm
45º
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 33
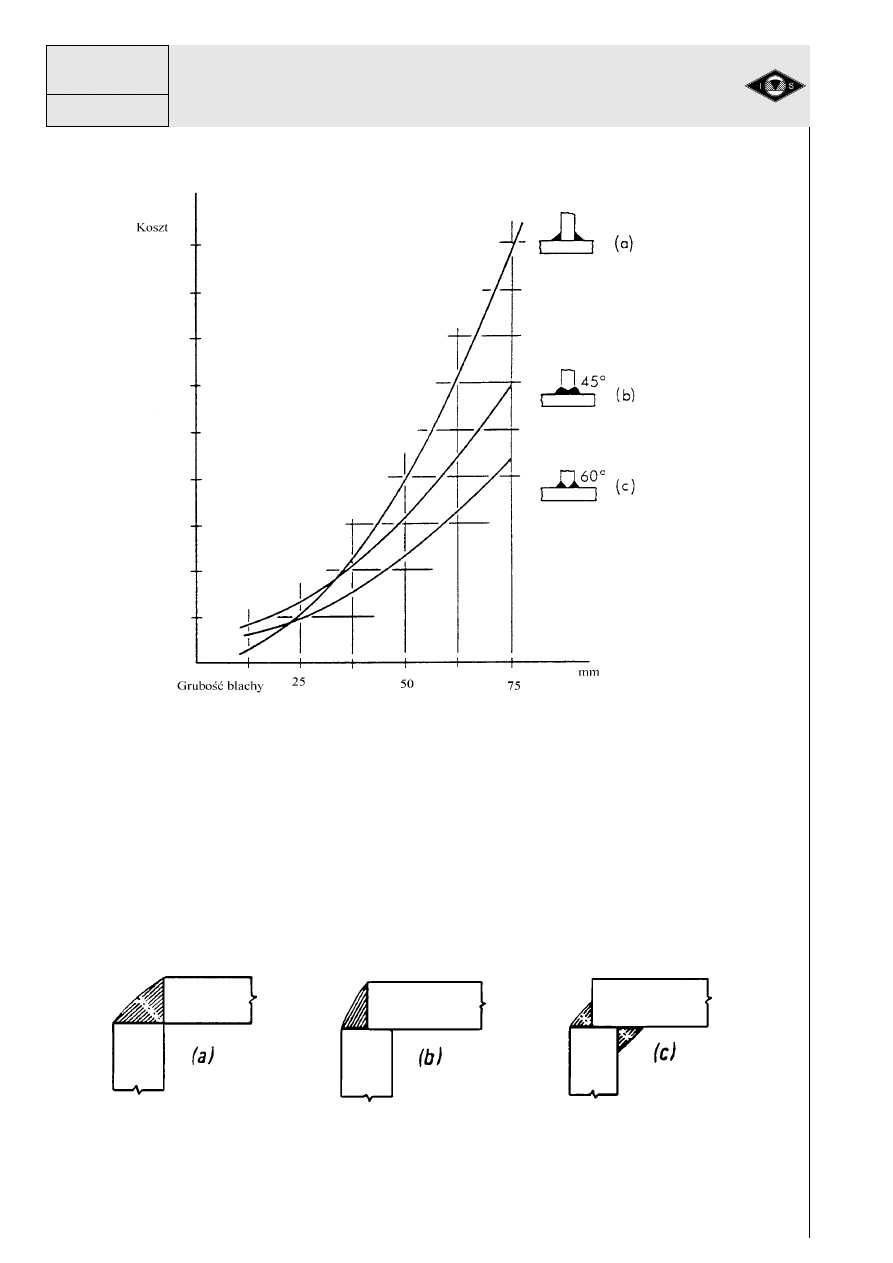
34
Rys. 14 Względny koszt wykonania złącza elektrodami otulonymi z uwzględnieniem
kosztów ukosowania [17].
W przypadku konstrukcji maszynowych często stosowane są złącza spawane
narożne. Istnieje wiele rodzajów połączeń narożnych spełniających te same
wymagania techniczne natomiast różniące się dość znacznie zużyciem stopiwa, a
tym samym kosztami ich wykonania. Ilustracją mogą być przykłady złączy narożnych
przedstawionych na rys. 15
Rys. 15 Wpływ rodzaju spoin narożnych na zużycie stopiwa [17].
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 34
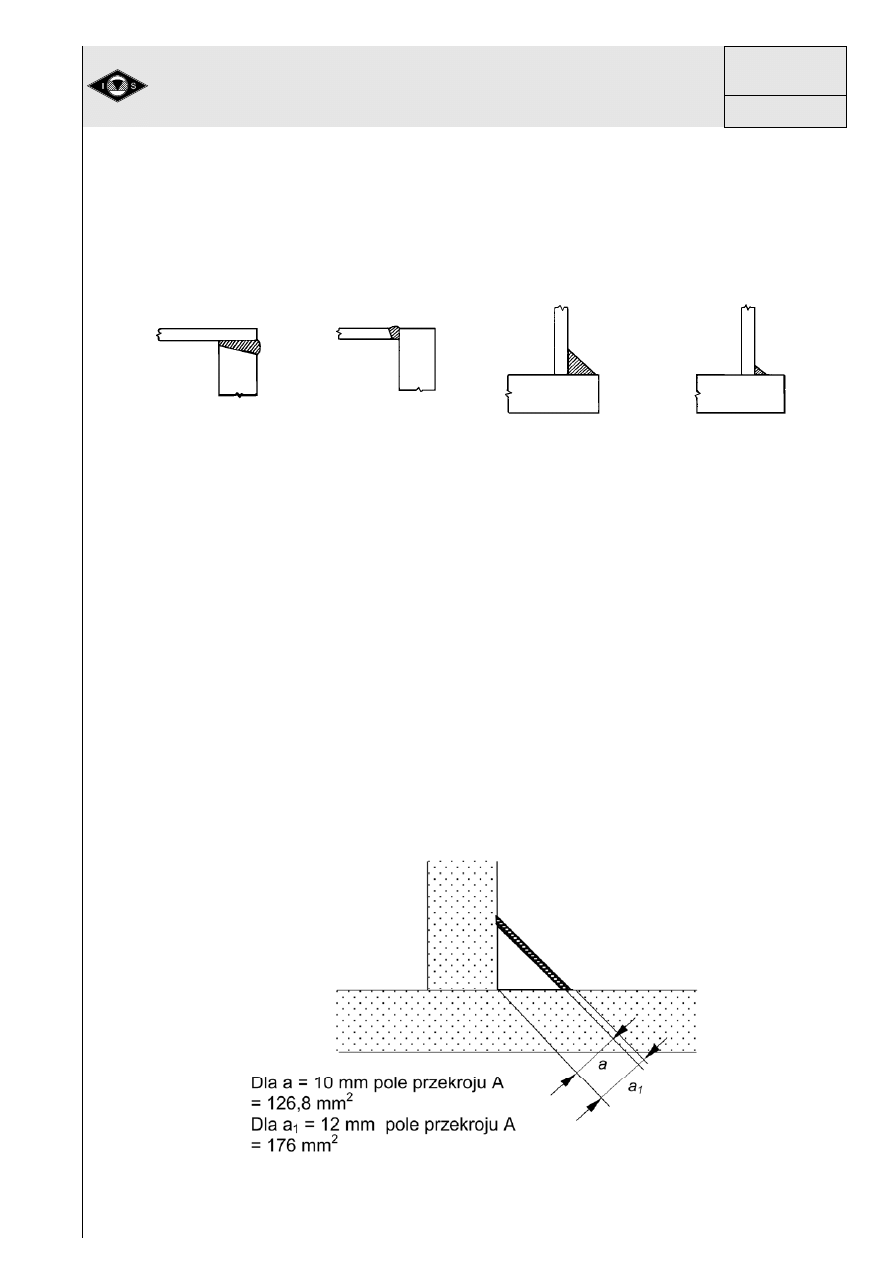
35
Złącze przedstawione na rys. 15a (oprócz problemów technologicznych związanych
z jego wykonaniem, a wynikających z braku wzajemnego podparcia się blach)
wymaga 2-krotnie większej ilości stopiwa w porównaniu do złączy przedstawionych
na rys.15 b i c. Złącze przedstawione na rys.15 b jest łatwe do wykonania, lecz mogą
powstać problemy związane z wykonaniem przetopu, które znikają w przypadku
umieszczenia spoin pachwinowych po obu stronach złącza, jak na rys. 15 c.
źle dobrze
źle dobrze
Rys. 16 Wpływ rodzaju spoin przy łączeniu elementów o zróżnicowanych
grubościach na zużycie stopiwa [17].
Przy połączeniach dwu elementów o różnych grubościach spoina powinna być
odniesiona do elementu cieńszego rys. 16. Dostosowanie spoiny do elementu
grubszego nie wpłynie na własności złącza, a znacznie podwyższy zużycie stopiwa,
a tym samym i koszty wytwarzania.
9.3.
Spoina pachwinowa o optymalnej grubości
W konstrukcjach spawanych dominują spoiny pachwinowe. Dość często
popełnianym błędem, z punktu widzenia kosztów, ale nie tylko, jest
przewymiarowanie spoin pachwinowych. Projektanci z reguły wolą zaprojektować
spoinę nieco grubszą, sądząc, że zwiększa to gwarancję bezpieczeństwa
konstrukcji. W praktyce przewymiarowanie spoiny stanowi stratę materiału
dodatkowego, robocizny i energii, a dodatkowo jeszcze wpływa na zwiększenie
naprężeń powstających w konstrukcji podczas spawania.
Rys. 17 Pole przekroju spoiny pachwinowej (wraz z nadlewem).[19]
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 35

36
Niewielki wzrost grubości spoiny, bo zaledwie o 2 mm będzie miał istotny wpływ na
koszty. Jak wynika z rys. 17 na ułożenie 1 m spoiny o grubości 10 mm metodą MAG
spawacz zużyje 1,05 kg drutu, a na ułożenie spoiny o jedyne 2 mm grubszej 1,45 kg
drutu, czyli o koło 40 % więcej. Za większym zużyciem drutu idzie wzrost kosztów
robocizny, energii itd.
9.4.
Likwidacja spoin nie pełniących żadnych inżynierskich funkcji
Oszczędności stopiwa poprzez wybór optymalnego złącza są stosunkowo łatwe do
ustalenia. Znacznie trudniej uchwycić oszczędności wynikające z możliwości
likwidacji spoin, które nie pełnią żadnych inżynierskich funkcji, a są wynikiem
powielania nienowoczesnych rozwiązań. Czasem spoiny ciągłe można zastąpić
spoinami przerywanymi albo je wyeliminować jak np. w jednej z firm, w której
przyspawane uchwyty zastąpiono wycięciem pełniącym rolę uchwytów. Dlatego też
krytyczne spojrzenie na konstrukcję z tego punktu widzenia może pomóc w szukaniu
możliwości obniżki kosztów spawania.
9.5.
Unikanie nadmiernego nadlewu
Kolejnym czynnikiem wpływającym na koszty spawania jest nadmierny nadlew. Przy
obciążeniu statycznym konstrukcji nadmierny nadlew nie ma istotnego wpływu na
własności wytrzymałościowe złącza. Podwyższa tylko niepotrzebnie koszty. Przy
konstrukcji obciążonej zmęczeniowo nadmierny nadlew nie tylko wpływa na wzrost
ilości zużytego stopiwa i tym samym kosztów spawania, ale również obniża
wytrzymałość zmęczeniową złącza poprzez umiejscowienie naprężeń na przejściu
nadlew – materiał rodzimy. Zdarza się również, że ze względów estetycznych nadlew
musi być usunięty i wówczas koszty szlifowania są adekwatne do wielkości nadlewu.
Brak wyposażenia spawaczy w spoinomierze jest częstym zjawiskiem na
spawalniach. Ponieważ spawacze nie są pewni wymiarów spoiny, dla asekuracji
wolą ułożyć spoinę nieco grubszą, aby mieć pewność, że ułożyli niezbędną ilość
stopiwa. Na nadmierny nadlew duży wpływ mają również kwalifikacje spawaczy,
niemniej jednak, zarówno w pierwszym, jak i w drugim przypadku wyposażenie
spawacza w spoinomierz zwiększa jego świadomość odpowiedzialności za złącze,
jak również możliwość kontrolowania tego co zrobił. Jednorazowy wydatek na zakup
spoinomierzy wpłynie na redukcję kosztów oraz wzrost jakości spawania w sposób
ciągły.
9.6. Ograniczenie
rozprysków
Rozpryski należą do najczęściej występujących niezgodności spawalniczych. Ich
uniknięcie lub ograniczenie może przyczynić się do poważnych oszczędności
kosztów robocizny związanych z ich usuwaniem oraz nieco mniejszego zużycia
materiału dodatkowego, z uwagi na wzrost wskaźnika uzysku stopiwa. Duża ilość
rozprysków wskazuje na niewłaściwy dobór parametrów spawania, ale może być
spowodowana niewłaściwą osłoną łuku. Porównanie kosztów spawania z
uwzględnieniem kosztów czyszczenia złącza z rozprysków przedstawiono na rys. 18.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 36
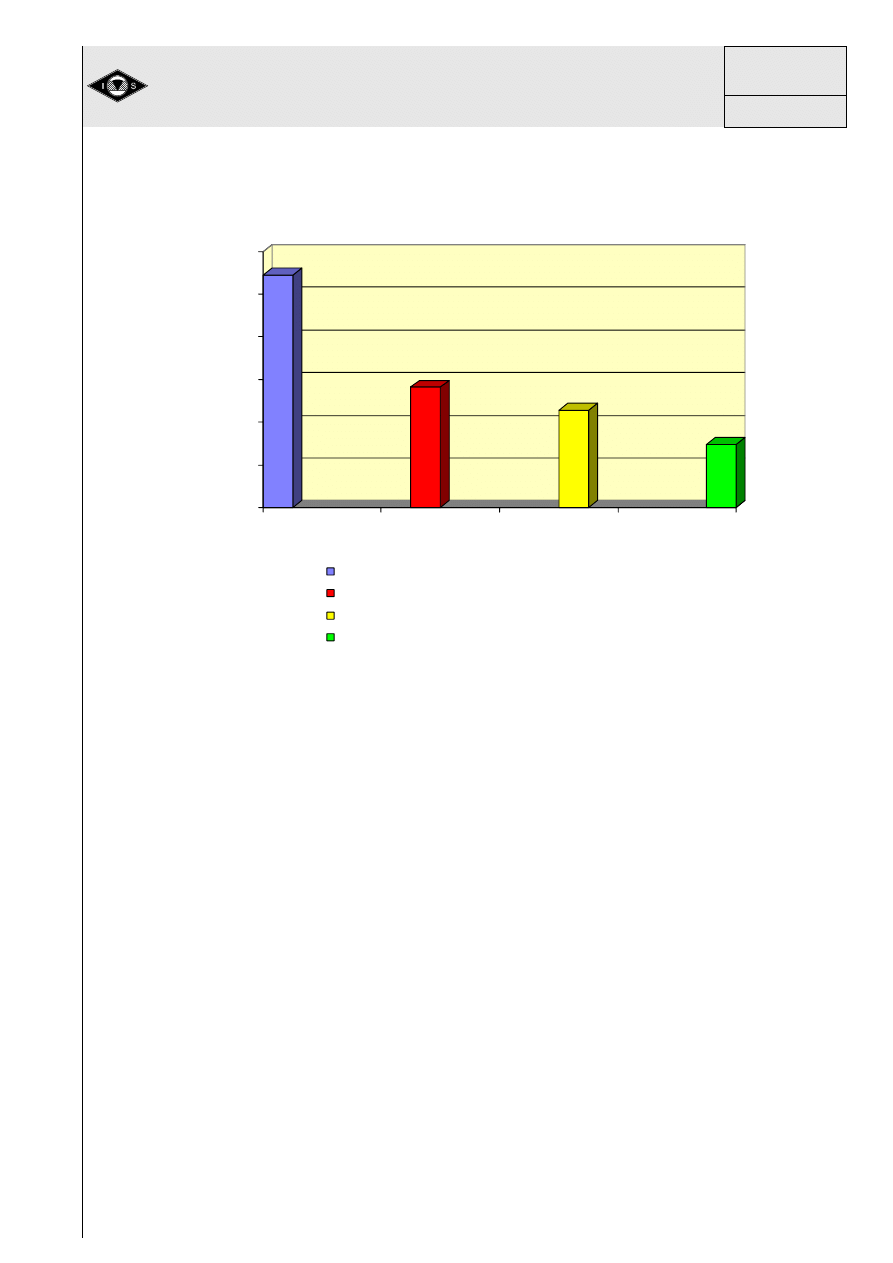
37
Rys. 18. Koszty spawania z uwzględnieniem kosztów czyszczenia złącza z
rozprysków. [12]
Ograniczenie ilości rozprysków można uzyskać poprzez: zastąpienie spawania
elektrodami otulonymi spawaniem w osłonach gazowych, zastosowaniem do osłony
łuku mieszanki ArCO
2
zamiast CO
2,
zastosowanie drutów proszkowych w połączeniu
z mieszankami spawalniczymi, jak również z CO
2
,
właściwie dobrane parametry
spawania.
Zwiększone koszty mieszanki, w porównaniu z CO
2
rekompensowane są obniżeniem
ilości rozprysków i konieczności ich usuwania. Właściwie dobrane parametry
spawania, materiał dodatkowy oraz gazy osłonowe to główne warunki minimalizacji
rozprysków.
9.7. Zmiana długości wolnego wylotu drutu
Poprzez zwiększenie długości wylotu drutu, przy tym samym prądzie spawania
można uzyskać dodatkową ilość stopiwa. Trzeba jednak pamiętać, że zbyt długi
wylot drutu może utrudnić zajarzenie łuku, ograniczyć wtopienie oraz zakłócić
prawidłową osłonę gazową jeziorka spawalniczego. Praktycznie podczas spawania
ręcznego nie jest możliwe utrzymanie stałego odstępu końcówki stykowej od
materiału spawanego. Doświadczony spawacz dostosowuje ten odstęp do grubości
spawanego materiału. Mniejszy odstęp pozwala na uzyskanie mniejszego wtopienia
co jest istotne przy spawaniu cienkich elementów z dużą prędkością. [20]
27,26
14,09
11,4
7,42
0
5
10
15
20
25
30
Ko
szt 1 kg
sto
p
iwa (z
ł)
1
2
3
4
Metoda spawania
Ręczne elektryczne, elektrodą EB
Częściowo zmechanizowane, w osłonie CO2
Częściowo zmechanizowane, w osłonie Ar + CO2
Częściowo zmechanizowane, w osłonie mieszanki TIME
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 37

38
9.8. Kontrola
zużycia gazu
Oszczędności może dawać wykorzystanie reduktorów ciśnienia gazu pozwalających
na nastawienie natężenia przepływu gazu na odpowiednim poziomie dla każdego
stanowiska spawalniczego oraz obniżenie nagłego uderzenia gazu na starcie
procesu spawania.
Konstrukcja reduktora, długość węża, konstrukcja zbieraczy butlowych, ciśnienie w
instalacji itp. wpływają na rzeczywiste zużycie gazu.
W przypadku własnej instalacji gazowej celowym jest rozważenie, czy wielkość
zużycia gazu odpowiada rzeczywistym potrzebom związanym z osłoną łuku podczas
spawania. Porównanie ilości zużytego gazu i rzeczywistego czasu spawania
umożliwi identyfikację przecieków.
9.9. Zwiększenie wielkości szpuli drutu
Użycie szpuli drutu o większej masie, z precyzyjnie nawiniętym drutem wpływa na
redukcję czasu przestoju związanego z wymianą szpuli drutu oraz na likwidację
problemów związanych z posuwem drutu. W przypadku klasycznych szpuli końcowa
część drutu często bywa odkształcona, co może być przyczyną braków lub
kosztownych poprawek. Specjalna technika nawijania z tzw. przeciwskrętem (jak to
ma miejsce np. w przypadku opakowań drutu typu Marathon Pac, firmy ESAB)
zapewnia, że drut wysuwany z opakowania jest prosty i dokładnie pozycjonowany.
Ma to szczególne znaczenie przy spawaniu zautomatyzowanym i zrobotyzowanym,
ze względu na konieczność pozycjonowania drutu w tym samym miejscu i pod tym
samym kątem. Również w przypadku spawania półautomatycznego precyzyjnie
nawinięty drut ułatwia spawanie. Brak w zestawie typu Marathon Pac obracających
się szpul, a równocześnie wysuwanie się prostszego drutu powoduje mniejsze
zużycie końcówek prądowych, a także rolek i silników w podajnikach.
W jednej z wersji opakowań istnieje możliwość całkowitej eliminacji przestojów,
ponieważ zanim skończy się drut w pierwszym opakowaniu, jego koniec łączy się (za
pomocą przenośnej zgrzewarki doczołowej) z początkiem drutu w następnym
opakowaniu.
Jak wynika z materiałów informacyjnych firmy ESAB, stosując np. szpule drutu typu
Marathon Pac o masie 250 kg można zredukować czas przestoju aż o 95 %, w
porównaniu z użyciem szpul o masie 18 kg. Równocześnie wydłuża się czas
jarzenia się łuku oraz zmniejsza ilość przerw w pracy. [21]
9.10. Zastosowanie nowoczesnych i wysokowydajnych metod spawania
Na przestrzeni wielu lat głównym motorem rozwoju metod spawania były i nadal są -
obniżka kosztów i wzrost jakości i wydajności spawania. Rozwój ten przejawia się w
zmianie struktury stosowanych metod, a w szczególności wzroście zastosowania
wysokowydajnych metod spawania.
Spawanie ręczne elektrodami otulonymi wypierane jest przez spawanie w osłonie
gazów metodami MIG/MAG drutami pełnymi. Spawanie elektrodami, jak również
spawanie drutami pełnymi zastępowane jest spawaniem drutami proszkowymi.
Główne powody takiej zamiany to m.in. większa wydajność stapiania, ograniczenie
rozprysków, a w rezultacie obniżka kosztów spawania. [Rys. 19 i 20]
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 38
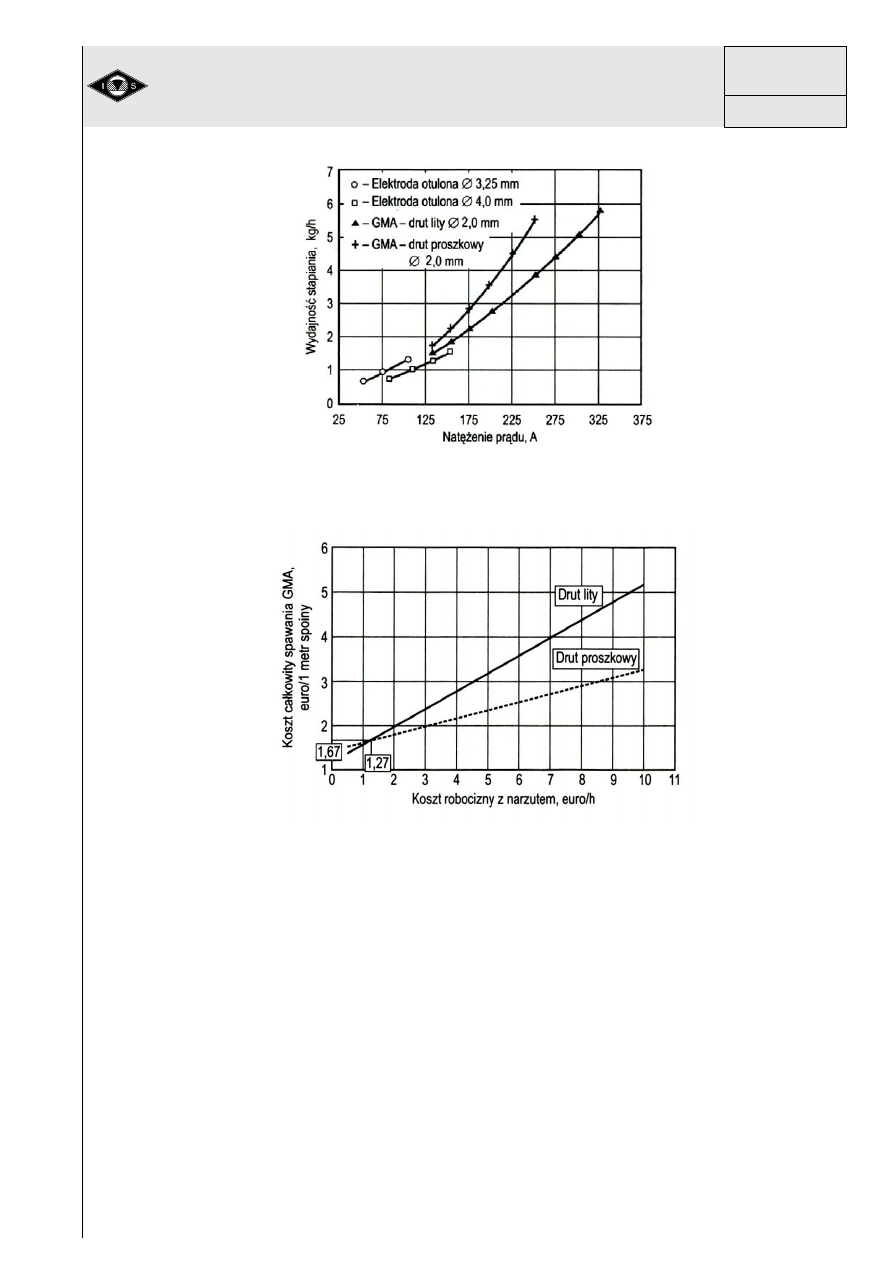
39
Rys.19 Porównanie wydajności stapiania różnych procesów spawania łukowego złącza
doczołowego ze stali austenitycznej w pozycji pionowej PF (z dołu do góry). [22]
Rys. 20 Wpływ kosztów robocizny na całkowity koszt procesów spawania MIG/MAG
drutem litym i proszkowym. [22]
Przykładem nowoczesnych metod mogą być odmiany metody MIG/MAG tzw.
procesy STT (surface tension transfer) oraz CMT (cold metal transfer). Dzięki
precyzyjnemu sterowaniu przenoszeniem metalu w metodzie STT zminimalizowany
jest rozprysk metalu, zapewnione poprawne wtopienie, zmniejszone
niebezpieczeństwo przepaleń i emisji dymów. W metodzie CMT programowana
prędkość podawania drutu wpływa na zwiększenie stabilności jarzenia się łuku,
zmniejszenie strat na rozpryski, poprawę formowania ściegów, w tym przy
wykonywaniu połączeń o małej grubości oraz w pozycjach przymusowych. [21]
Metodą MIG/MAG, która umożliwia wzrost wydajności jest spawanie dwułukowe (tandem).
W metodzie tej dwie elektrody drutowe stapiają się w jednym jeziorku, umożliwiając uzyskanie
(w optymalnych warunkach) wydajności stapiania do 20 kg/godz. Z uwagi na wielkość
palnika, wysoką wydajność stapiania elektrody i szybkość spawania, metodę tę stosuje się
wyłącznie w procesach zautomatyzowanych.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 39
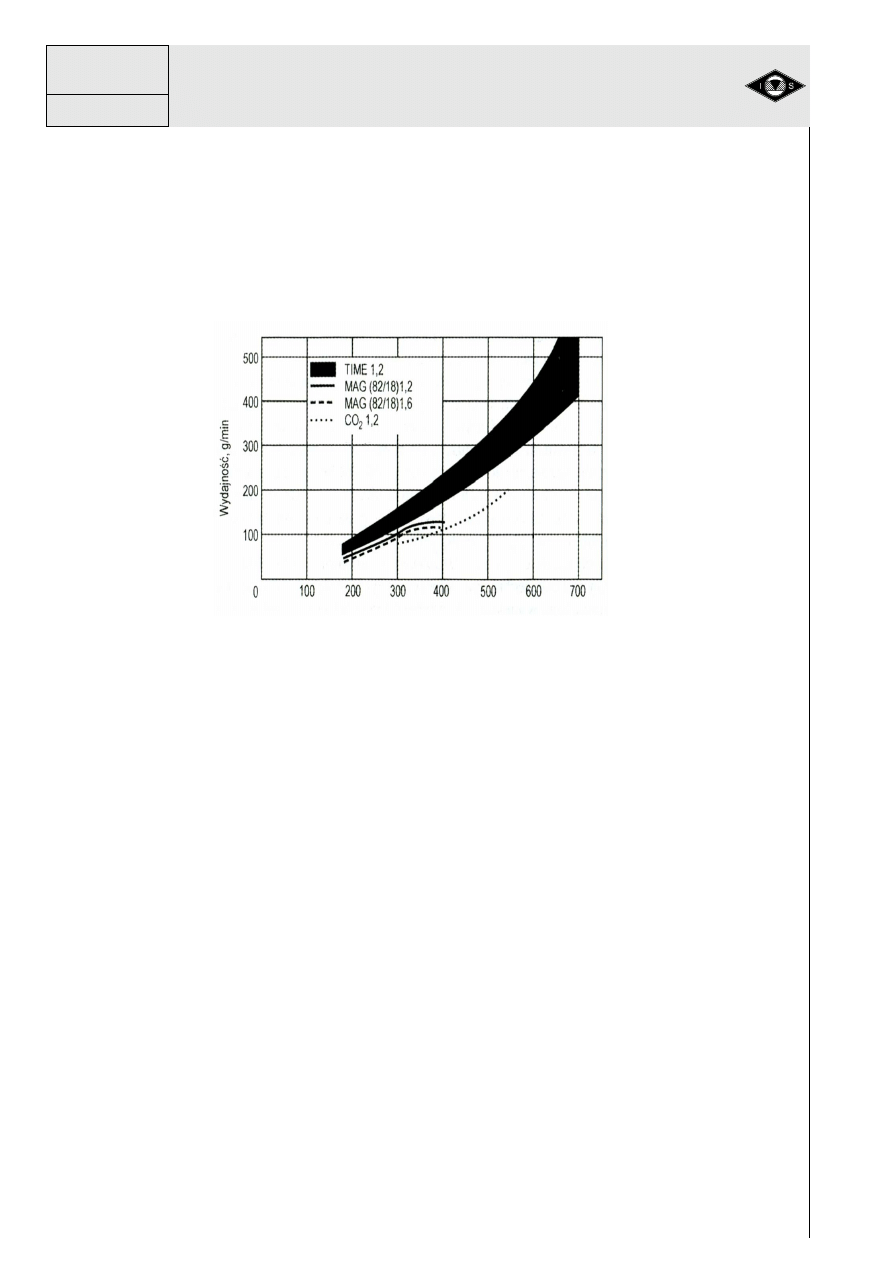
40
W produkcji ciężkich konstrukcji spawanych, w których występują spoiny o dużych
grubościach stosowana może być tzw. metoda TIME. Natężenie prądu, przy
spawaniu półautomatycznym drutem o średnicy 1,2 mm przekracza 500 A,
umożliwiając uzyskanie wydajności stapiania w wysokości 12,7 kg/godz. Przy
spawaniu automatycznym prądem 760 A wydajność procesu dochodzi do 27
kg/godz. [23] Porównanie wydajności stapiania w metodzie TIME z innymi metodami
przedstawiono na rys. 21.
Rys 21. Porównanie wydajności stapiania w metodzie TIME z innymi metodami. [23]
Klasycznym procesem o wysokiej wydajności jest spawanie łukiem krytym. Metoda ta
stosowana jest głównie do spawania stali powyżej 5 mm w pozycjach podolnej (PA) i
nabocznej (PB). Zastosowanie elektrod o dużych średnicach w połączeniu z wysokim
natężeniem prądu spawania umożliwia uzyskanie wysokiej wydajności stapiania oraz
wypełnienie większych przekrojów spoin niewielką liczbą warstw.
Możliwości zwiększania wydajności spawania łukiem krytym polegają m.in. na:
− zastosowaniu spawania dwoma drutami (oba łuki jarzą się we wspólnym
jeziorku, wspólny obwód prądu, który stapia obie elektrody drutowe). Przy prądzie
800 A, drut 2x 2,5 mm, wydajność stapiania wynosi 11 kg/godz, przy prądzie 1100
A, drut 2x2 mm, wydajność stapiania wynosi 18 kg/godz).
− spawanie łukiem krytym tandem (wspólne jeziorko, lecz druty zasilane są
oddzielnymi źródłami energii, stwarza to możliwość kombinacji ze sobą różnych
średnic drutu oraz odpowiedniego wpływu na kształt spoiny. Wydajność stapiania
przy 2 drutach o średnicy 4 mm (prąd spawania 1000 A i 850 A) wynosi 21 kg.
− spawanie łukiem krytym wieloma drutami elektrodowymi (max. 5
dodatkowych drutów. Każdy łuk zasilany jest z własnego źródła energii.
Wydajność stapiania około 50 kg/godz.
− spawanie łukiem krytym cienkimi drutami. Coraz częściej przy spawaniu
łukiem krytym podwójną elektrodą, jak i w procesie spawania tandem stosuje się
druty o średnicy 1,2 do 2 mm. W związku z dużą prędkością podawania drutu
uzyskuje się wysoką wydajność stapiania oraz bardzo głębokie wtopienie. Stwarza
to możliwość ekonomicznie uzasadnionego spawania łukiem krytym również spoin
o mniejszych przekrojach. Wydajność stapiania przy zastosowaniu drutów o
średnicy 1,2 i 1,6 mm i natężeniu prądu 420/480 A wynosi okolo 16,2 kg/godz.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 40

41
− spawanie łukiem krytym z dodatkiem tzw. zimnego drutu (SCW™ - Synergic
Cold Wire technique). W poprzednio przedstawionych metod spawania łukiem
krytym wysokie wydajności stapiania wynikały z wysokiego natężenia prądu, które
równocześnie zwiększało ilość ciepła wprowadzonego do spawanego materiału.
Przekroczenie właściwych dla danego materiału obciążeń termicznych narażało
spawany materiał na powstawanie struktur hartowniczych, pojawienie się
kruchości, gruboziarnistośc itp. W metodzie SCW™ do jeziorka spawalniczego
powstającego z topienia się drutu elektrodowego doprowadzany jest synergicznie
drugi drut (lub dwa tzw. zimne drutów) w układzie bezprądowym. Dodatkowe druty
stapiane są w jeziorku spawalniczym, dostarczając dodatkową ilość materiału, ale
nie dodatkowej energii. Innym rozwiązaniem wzrostu wydajności stapiania bez
dodatkowej energii jest dodanie proszku metalowego, który topi się pod
działaniem łuku wytwarzanego przez elektrody przewodzące prąd. [24]
Spawanie łukiem krytym o wysokich wydajnościach stosuje się najczęściej do
spawania długich spoin o dużych przekrojach.
Spawanie łukowe zastępowane jest przez tzw. technologie wysokoenergetyczne tj.
spawanie i cięcie laserowe oraz spawanie elektronowe. Technologie
wysokoenergetyczne (spawanie laserowe, plazmowe, elektronowe) wykorzystywane
są wszędzie tam, gdzie wymagana jest wysoka jakość i precyzja połączeń. Duża
koncentracja energii ogranicza strefę wpływu ciepła umożliwiając eliminację lub
ograniczenie odkształceń, zmniejszenie zużycia materiałów dodatkowych do
spawania, energii elektrycznej, wzrost wydajności spawania. Wiązkę laserową lub
elektronową można stosować do łączenia bardzo cienkich materiałów, czyli takich,
których nie daje się spawać klasyczną metodą łukową. W procesie spawania bardzo
duże znaczenie ma jakość i powtarzalność przygotowania elementów do spawania.
Cięcie laserowe jest tutaj nie do zastąpienia. [25]
Nowością są również tzw. metody hybrydowe polegające na połączeniu kilku metod
spawania). Metody te umożliwiają wysoką jakość i precyzję połączeń. Duża
koncentracja energii ogranicza strefę wpływu ciepła umożliwiając eliminację lub
ograniczenie odkształceń, zmniejszenie zużycia materiałów dodatkowych do
spawania, energii elektrycznej oraz wzrost wydajności spawania. Proces hybrydowy
w porównaniu do spawania w osłonie gazu ochronnego charakteryzuje się większą
głębokością wtopienia, przy większej prędkości spawania. W przypadku grubych
blach główne korzyści polegają jednak nie na wzroście prędkości spawania, ale na
zastąpieniu wielowarstwowych połączeń jednowarstwowymi oraz wyeliminowaniu
konieczności ukosowania spawanego złącza.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 41
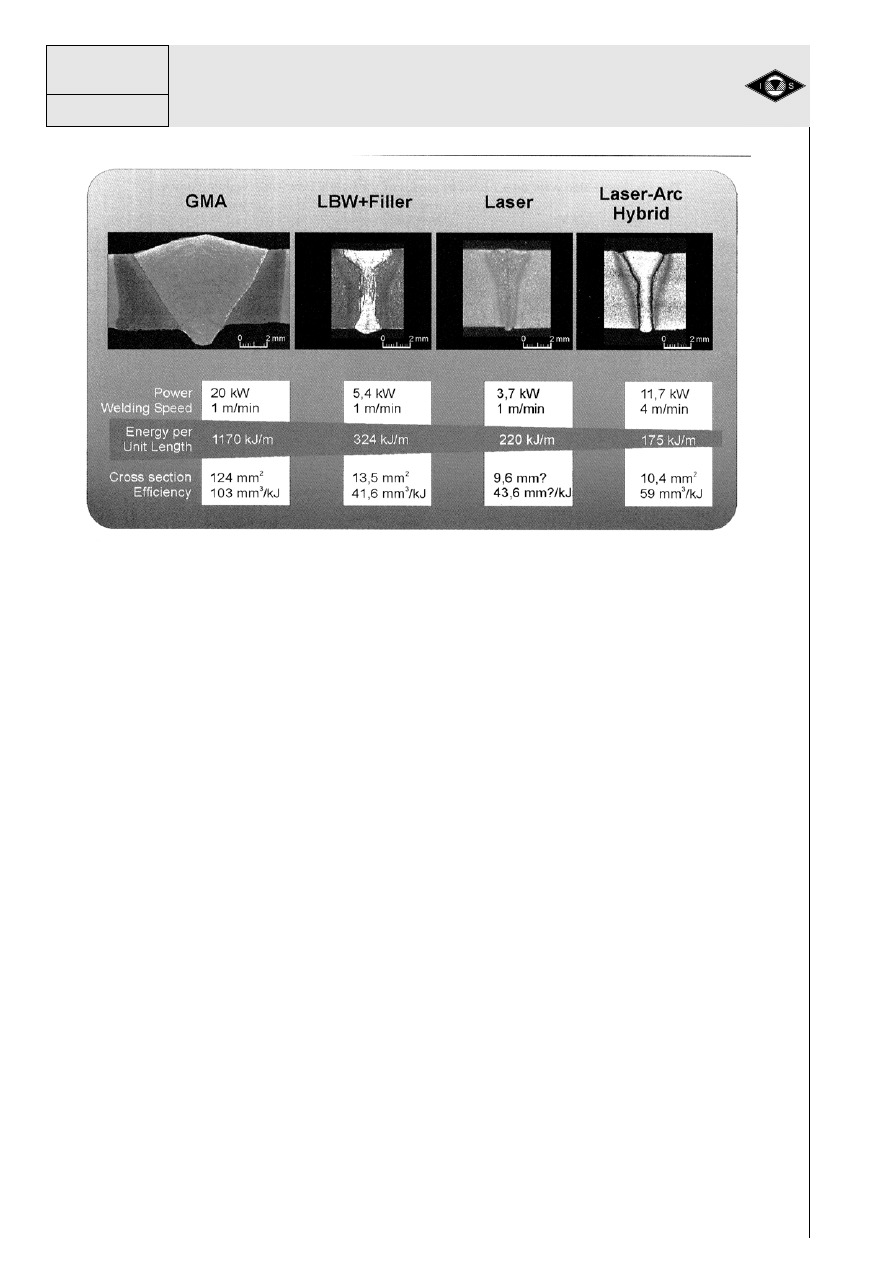
42
Rys. 22 Porównanie przekroju spoin oraz parametrów spawania przy wykorzystaniu
różnych metod spawania. [26]
Przedstawione na rys. 22 dane i parametry wskazują, że im bardziej nowoczesna
metoda spawania tym większe mogą być korzyści z jej stosowania. Do
najpoważniejszych należą: obniżenie zużycia stopiwa z uwagi na zmniejszenie
przekroju rowka spawalniczego (ponad 12- krotne przy zamianie spawania łukowego
w osłonie gazów na spawanie laserowe), zmniejszenie odkształceń w wyniku około 3
do ponad 6 - krotnego zmniejszenia energii liniowej spawania, około 2 - krotny
wzrost wydajności na jednostkę energii.
Sprawdzonym w praktyce przemysłowej źródłem oszczędności robocizny i
materiałów dodatkowych jest zastosowanie do spawania stali wysokostopowych
metody A-TIG (z wykorzystaniem topnika aktywującego) w miejsce spawania
tradycyjną metodą TIG.[27] Korzyści z zastosowania topnika aktywującego do
spawania metodą A-TIG przedstawiono na rys. 23.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 42
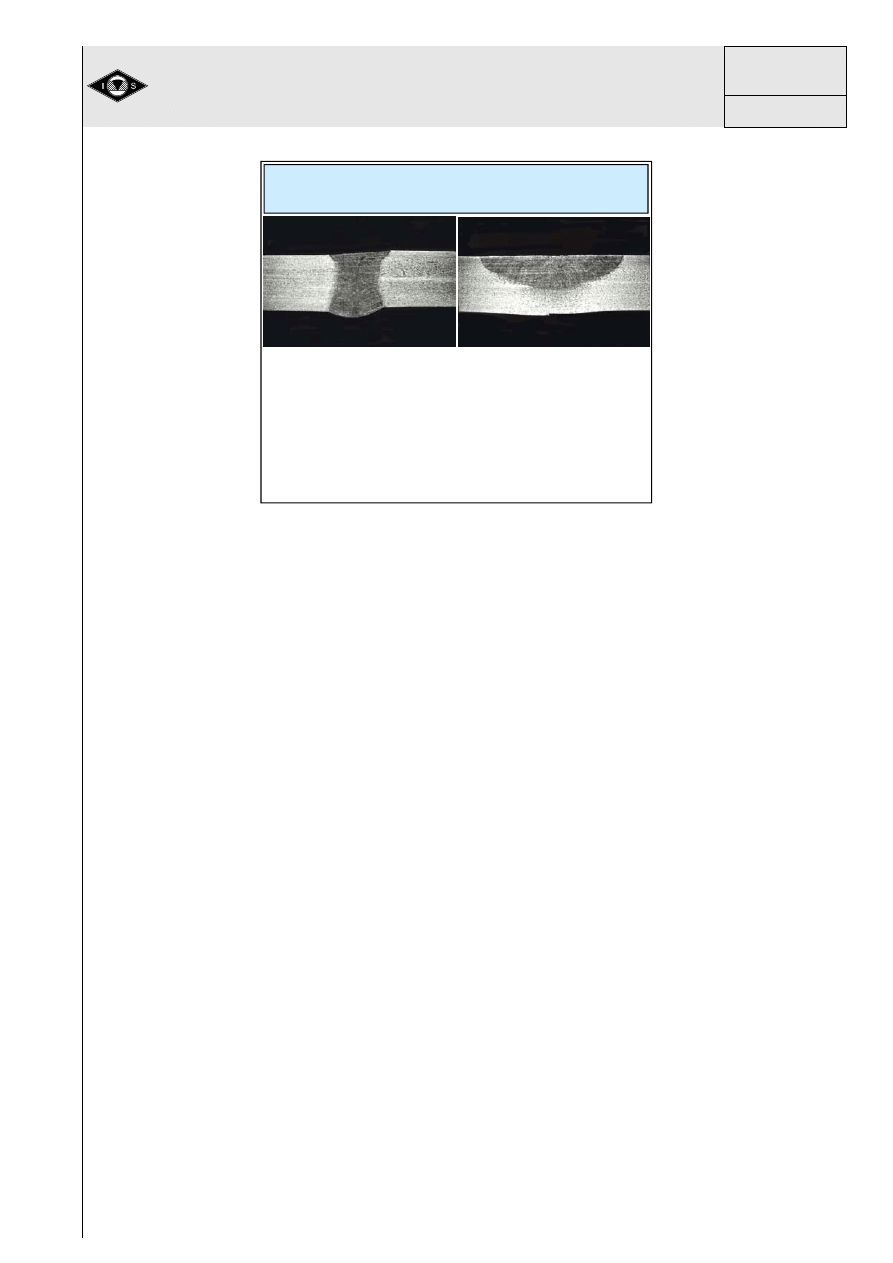
43
Rys 23 Korzyści z zastosowania topnika aktywującego do spawania metodą A-TIG
stali wysokostopowych. [27]
Nowe i wysokowydajne metody spawania wiążą się najczęściej z nowymi
sterowanymi numerycznie urządzeniami umożliwiającymi precyzyjną regulację
parametrami prądu spawania, programowaniem prędkości podawania drutu
elektrodowego, a równocześnie z automatyzacją i robotyzację.
9.11. Organizacja
produkcji
Organizacja produkcji jest często niedocenianym czynnikiem wpływającym na koszty
wytwarzania konstrukcji spawanych. Zróżnicowane koszty wytwarzania takiej samej
konstrukcji w kilku różnych firmach mogą być spowodowane m.in. nieracjonalnym
wykorzystaniem czasu pracy. W przypadku spawania na racjonalne wykorzystanie
czasu pracy wpływa mechanizacja i automatyzacja spawania, wyposażenie
stanowisk spawalniczych w odpowiednie urządzenia i materiały dodatkowe do
spawania, zapewnienie instrukcji technologicznych spawania, przygotowanie
stanowiska spawalniczego w taki sposób, aby spawacz koncentrował się na
spawaniu, a nie na czynnościach pomocniczych (np. szukaniu odpowiednich
materiałów dodatkowych, naprawa sprzętu, usuwanie awarii itp.), zaplanowanie
właściwej kolejności układania spoin w celu unikania odkształceń itp.
Z punktu widzenia organizacji istotne znaczenie mają warunki pracy spawacza takie
jak np.: zapewnienie właściwej wentylacji, wyposażenie spawacza w obrotniki,
pozycjonery, rękawice, fartuchy, przyłbice spawalnicze itp.
Ciekawe doświadczenie przeprowadziła jedna z firm, aby zmierzyć coś tak
nieuchwytnego, jak straty czasu pracy związane z przemieszczaniem elementów
konstrukcji. Operatorzy byli poproszeni o zostawianie specjalnych znaków na każdej
części, za każdym razem, jak ją dotykali. Wszyscy byli zdziwieni, jak wiele razy część
była podnoszona, transportowana i kładziona. Spojrzenie na organizację procesu
spawania, również z tego punktu widzenia może przyczynić się do redukcji kosztów i
wzrostu wydajności produkcji. [28]
A-TIG
TIG
• spawanie blach o grubości do 10 mm, ukosowanych na "I",
bez dodatku spoiwa w jednym przejściu
w porównaniu z metodą TIG
• dwukrotny wzrost głębokości wtopienia oraz ponad
dwukrotne zmniejszenie szerokości spoin
• skrócenie czasu spawania
• zmniejszenie strefy wpływu ciepła
• zmniejszenie odkształceń powstających podczas spawania
Stosowanie topnika aktywującego do spawania
metodą A-TIG stali nierdzewnych umożliwia:
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 43

44
9.12. Systemy
zarządzania jakością oraz kwalifikowania zakładów produkcji
spawalniczej
Systemy zarządzania jakością oraz wszelkiego typu świadectwa kwalifikacyjne,
certyfikaty, procedury spawania, kojarzą się przede wszystkim z ogromem pracy i
dużymi wydatkami. Te skojarzenia są zgodne z prawdą, ale głównie na początkowym
etapie wdrażania i działania systemów. W zakładach w których systemy jakości
funkcjonują zgodnie z założeniami, umożliwiają pełną kontrolę procesu wytwarzania
oraz dają gwarancję powtarzalności parametrów konstrukcji spawanych lub
świadczonych usług. Dzięki temu uzyskuje się minimalizację kosztów napraw, ilości
braków i reklamacji. [29]
W przypadku konstrukcji spawanych, gdzie wady wyrobu ujawniają się najczęściej
dopiero podczas procesu eksploatacji, należy przestrzegać określonych procedur,
które ułatwiają zapewnienie jakości. Procedury te określone są m.in. w seriach norm
PN-EN ISO 9000 pt. „Systemy zarządzania jakością” oraz PN-EN ISO 3834:2007 pt.
Wymagania jakości dotyczące spawania materiałów metalowych”.
W większości krajów przedsiębiorstwa wytwarzające wyroby i konstrukcje spawane
poddawane są obowiązkowej lub dobrowolnej ocenie swoich kompetencji w zakresie
produkcji spawalniczej, w upoważnionych ośrodkach certyfikujących. W Polsce
kwalifikuje się zakłady wg normy PN-87/M.-69009 „Spawalnictwo. Zakłady stosujące
procesy spawalnicze. Podział.”. Firmy wytwarzające konstrukcje na rynek niemiecki
weryfikowane i uznawane są wg normy DIN 18800 Arkusz 7 „Konstrukcje stalowe.
Wytwarzanie i dopuszczanie do spawania. Zakłady produkujące konstrukcje
spawane dla budownictwa potwierdzają swoje kwalifikacje zgodnie z wymaganiami
normy PN-EN 1090-2
pt. Wykonanie konstrukcji stalowych i aluminiowych. Część 2
Wymagania techniczne dotyczące konstrukcji stalowych.
Świadectwa kwalifikacyjne i uznania nie tylko podnoszą prestiż firmy, ale dzięki
przestrzeganiu określonych procedur ogranicza się możliwość popełniania błędów,
których konsekwencje związane są nie tylko z kosztami, ale w krańcowych
przypadkach również z odpowiedzialnością karną.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 44

44
10. MECHANIZACJA, AUTOMATYZACJA I ROBOTYZACJA
PROCESÓW SPAWANIA
Wzrastająca konkurencja na rynku konstrukcji spawanych wymusza na producentach
coraz krótsze terminy realizacji zamówień, wzrost jakości i powtarzalności produkcji oraz
obniżkę kosztów spawania. Środkiem do spełnienia tych wymagań jest m.in. mechanizacja
procesów spawania. Coraz nowocześniejsze urządzenia i technologie spawania oraz
zróżnicowany asortyment urządzeń i sprzętu pomocniczego stwarzają możliwości
zwiększania wydajności i jakości spawania oraz dostosowania rozwiązań sprzętowo-
technologicznych do potrzeb spawanego wyrobu. Dzięki zastosowaniu specjalnych
systemów sterowania i kontroli procesami spawania, zapewnione są stabilne parametry
jakościowe oraz ograniczane lub eliminowane są błędy popełniane przez człowieka.
10.1. Stopnie mechanizacji procesu spawania
W zależności od wyposażenia stanowiska roboczego w urządzenia i sprzęt
pomocniczy oraz udziału człowieka w procesie spawania rozróżniamy kilka stopni
mechanizacji spawania, tj.:
-
spawanie bez mechanizacji – urządzenia do spawania ręcznego, spoiny
układane są przez spawacza
-
spawanie zmechanizowane – półautomaty spawalnicze wyposażone w
podajniki drutu, spoiny układane są przez spawacza. Przy wykonywaniu
długich, równomiernych spoin, sprawdza się tzw. "mała mechanizacja" z
wykorzystaniem specjalnego jeżdżącego wózka na którym umieszczony jest
palnik.
-
spawanie zautomatyzowane – automaty spawalnicze dostosowane do
produkcji określonego wyrobu, umożliwiają sterowanie parametrami spawania
i trajektorią ruchu palnika. Spawacz pełni rolę nadzoru. Zasada działania
oparta jest zwykle na zespołach umożliwiających przemieszczanie głowicy
spawalniczej po założonej trajektorii. Do najczęściej wykorzystywanych
urządzeń w procesie spawania zautomatyzowanego należą: traktory
spawalnicze, poruszające się zwykle po zadanej trajektorii wymuszającej
kształt układanej spoiny; słupowysięgniki ułatwiające prace spawalnicze, przy
spawaniu różnego typu zbiorników; przejezdne urządzenia typu bramowego
szczególnie nadające się do spawania profili.
-
spawanie zrobotyzowane – elastyczne, wyposażone w urządzenia peryferyjne, w
pełni programowalne roboty, umożliwiające szybkie przystosowanie się do
spawania nowego wyrobu, proces spawania wymaga opracowania programu,
nadzór nad pracą stanowiska zrobotyzowanego pełni operator.
W procesie mechanizacji bardzo istotną rolę spełniają urządzenia pomocnicze do
spawania, takie jak: manipulatory, pozycjonery, obrotniki, słupowysięgniki, centrowniki itp.
Manipulatory spawalnicze przeznaczone są do obracania elementów spawanych lub
napawanych obwodowo w różnych położeniach osi obrotu. Znajdują również
zastosowanie jako pozycjonery do ustawienia w dogodne dla spawacza położenie
elementu spawanego. Obrotniki wykorzystywane są przy spawaniu spoin
obwodowych. Słupowysięgniki wykorzystywane są do spawania lub napawania
wielkogabarytowych przestrzennych konstrukcji. Przy współpracy z obrotnikami
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 45

45
rolkowymi nadają się do wykonywania spoin obwodowych lub wzdłużnych na dużych
zbiornikach cylindrycznych. Urządzenia te ułatwiają dostęp do spawanego elementu,
ograniczają lub eliminują konieczność pracy w pozycjach przymusowych,
zmniejszają ilość czasu poświęcanego na czynności nie związane ze spawaniem, a
zwiększają tym samym czas jarzenia się łuku.
Im wyższy stopień mechanizacji i automatyzacji tym wyższy współczynnik jarzenia
się łuku i lepsze wykorzystanie czasu pracy.
11. Kryteria mechanizacji, automatyzacji i robotyzacji spawania
Przy ustalaniu kryteriów mechanizacji, automatyzacji i robotyzacji zakłada się, że
dokonano analizy rynku oraz określono celowość i wielkość produkcji danego rodzaju
elementów lub konstrukcji spawanych.
Z ekonomicznego punktu widzenia, decyzja w jakim stopniu zautomatyzować proces
spawania może być podejmowana w oparciu o następujące kryteria:
podatność konstrukcji (złącza) na mechanizację
wielkość i rodzaj produkcji
potencjalne zdolności produkcyjne stanowiska spawalniczego
wymagany poziom jakości wyrobu finalnego
dostępność spawaczy
efektywność ekonomiczna inwestycji
11.1. Podatność konstrukcji (złącza) na mechanizację
W strukturze stosowanych metod spawania udział spawania ręcznego
systematycznie się obniża. Pomimo stałej tendencji do zastępowania spawania
ręcznego metodami zmechanizowanymi, część konstrukcji nadal spawana jest
elektrodami otulonymi. W pewnych przypadkach, jak np. : spawanie na montażu,
wymagania dotyczące specyficznego składu stopiwa i materiału podstawowego, to
przykłady przyczyn, dla których spawanie ręczne elektrodami otulonymi jest i będzie
w najbliższej przyszłości stosowane. Pierwszym kryterium mechanizacji procesu
spawania powinna być analiza, czy z technicznego i technologicznego punktu
widzenia istnieje możliwość i celowość mechanizacji. Dlatego też konieczna jest
analiza aktualnej sytuacji w zakresie spawania tj.: ocena jakości i powtarzalności
przygotowania blach do spawania, rodzaju i długości spoin (kształtu rowka, grubości
spawanych elementów, masy spoin, dostępności i pozycji spawania).
11.2. Wielkość i rodzaj produkcji
Planując mechanizację spawania trzeba mieć na względzie techniczne i
technologiczne możliwości automatyzacji lub robotyzacji spawania danego wyrobu
oraz wielkość produkcji, jaka będzie wytwarzana przy wykorzystaniu danego
urządzenia, czy stanowiska spawalniczego. Jeśli planowana wielkość produkcji
zapewni obciążenie robota lub automatu jedynie w części jego zdolności
produkcyjnych to będzie to czysta strata dla zakładu, który będzie musiał ponosić
koszty amortyzacji bez możliwości jej zrekompensowania przychodami ze sprzedaży
wyrobu. Wpływ wielkości produkcji na koszt jednostkowy przedstawiono na rys. 24.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 46
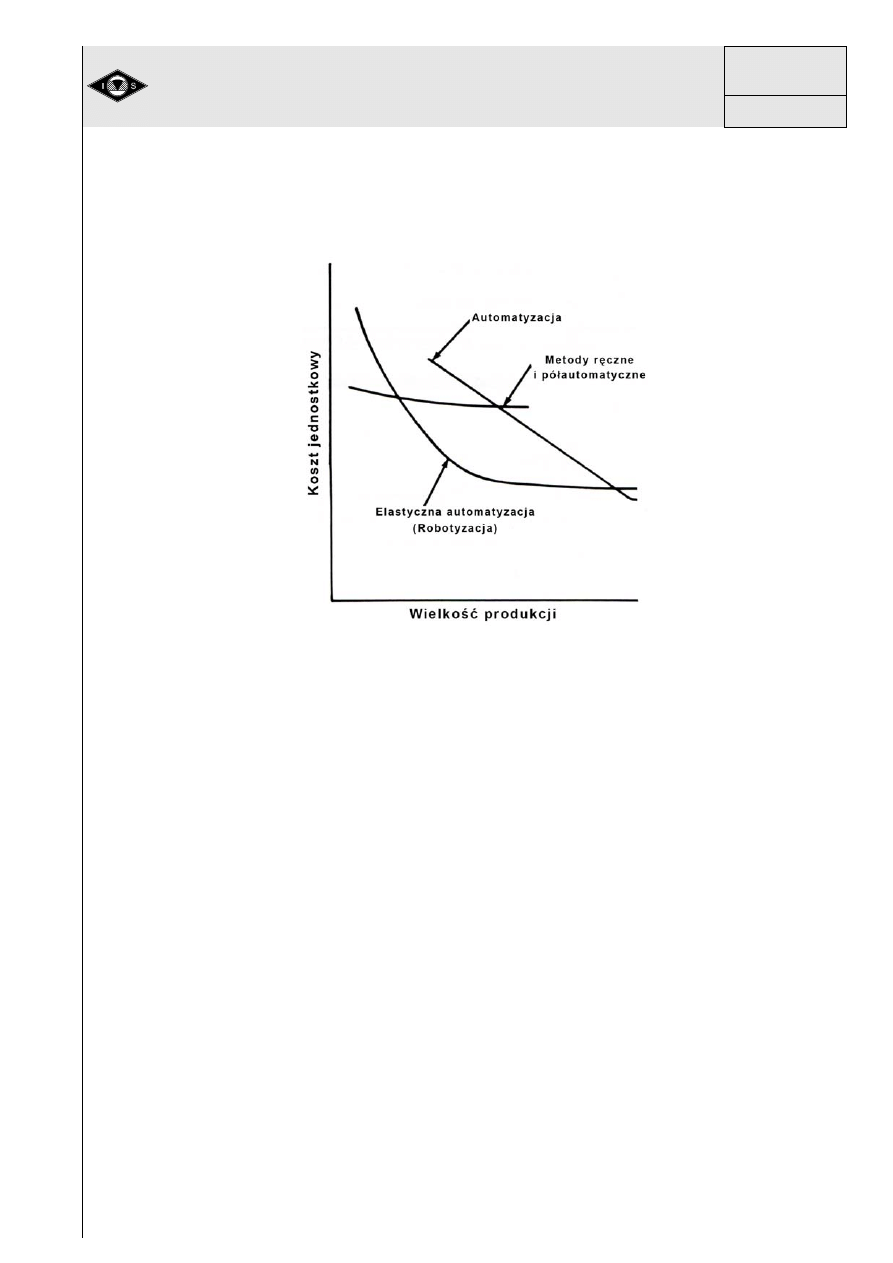
46
Automatyzacja znajduje uzasadnienie w przypadku seryjnej i wielkoseryjnej produkcji
jednego lub kilku wyrobów (elementów) możliwych do spawania na danym
stanowisku. Wielkość produkcji powinna zapewnić racjonalne, z punktu widzenia
ekonomicznego wykorzystanie stanowiska zautomatyzowanego.
Rys. 24 Wpływ wielkości produkcji na koszty jednostkowe spawania. [30]
Z reguły stanowiska zautomatyzowane przystosowane są do spawania określonego
wyrobu lub określonych spoin. W przypadku elastycznych stanowisk, które
najczęściej są stanowiskami zrobotyzowanymi, wielkość produkcji nie ma tak
istotnego znaczenia, jak dla stanowisk zautomatyzowanych. Przystosowanie robota
do spawania nowego wyrobu polega głównie na zmianie programu. Ważne są
jednak gabaryty spawanego wyrobu oraz rodzaj spoin. Przykładowo masa i długość
wyrobu warunkują rodzaj urządzeń peryferyjnych, w które należy wyposażyć
stanowisko zrobotyzowane, a rodzaj spoin np. doczołowe czy pachwinowe w sposób
zasadniczy różnią się stopniem trudności i wymogami w zakresie przygotowania
krawędzi blach do spawania.
11.3. Wymagany poziom jakości
Wysokie wymagania w zakresie niezawodności, jakości i powtarzalności złączy
spawanych oraz wyrobu finalnego są jednym z głównych kryteriów uzasadniających
automatyzację lub robotyzację procesu spawania. Możliwość zaprogramowania i
sterowania parametrami spawania, przy równoczesnej wysokiej jakości
przygotowania elementów do spawania, zapewnia wysoką i powtarzalną jakość
złączy spawanych. W przypadku złożonych konstrukcji spawanych nie bez znaczenia
jest obniżenie kosztów związanych ze składaniem i spawaniem wyrobu finalnego.
Dzięki wysokiej jakości i powtarzalności poszczególnych elementów, wszystkie
części pasują do siebie.
Mając na względzie korzyści, jakie niesie ze sobą automatyzacja, należy jednak
podkreślić, że żaden robot, czy automat nie jest tak inteligentny, jak spawacz.
Spawacz jest w stanie skorygować błędy przygotowania elementów do spawania,
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 47

47
stapiając większą ilość spoiwa, czy prostując lub czyszcząc źle przygotowane elementy.
Automat lub robot powtarza swoją czynność według takiego samego, zaprogramowanego
sposobu. Układy śledzenia i kontroli złącza, po pierwsze kosztują, a po drugie nie są w
stanie skorygować wszystkich błędów. Dlatego też, bezwzględnym warunkiem
wykorzystania zalet spawania zautomatyzowanego i zrobotyzowanego jest wysoka jakość
i powtarzalność przygotowania elementów do spawania.
Wyższe koszty związane z przygotowaniem elementów do spawania są
rekompensowane obniżką kosztów na kolejnych etapach produkcji.
11.4. Dostępność spawaczy
Jednym z ważnych czynników wpływających na wzrost automatyzacji i robotyzacji
spawania jest brak spawaczy lub ich zbyt niskie kwalifikacje. W krajach wysoko
uprzemysłowionych praca spawacza cieszy się coraz mniejszą popularnością. W
Polsce brak spawaczy jest obecnie związany z atrakcyjnymi ofertami pracy na
zagranicznych budowach i ich okresową emigracją.
Kolejnym powodem zastosowania automatyzacji i robotyzacji w procesie produkcji
wyrobów spawanych jest likwidacja problemów, które wiążą się z zatrudnieniem
spawaczy. Automaty i roboty, w przeciwieństwie do spawacza nie popełniają błędów
(chyba, że są źle zaprogramowane), nie są zmęczone, nie chodzą na urlopy i
zwolnienia chorobowe, nie zwalniają się z pracy i nie trzeba za nie płacić składek
ZUS i podatków. Ważną korzyścią z tytułu automatyzacji jest poprawa warunków
BHP, ponieważ operator nie jest już tak bezpośrednio narażony na działanie
czynników szkodliwych, jak przy spawaniu zmechanizowanym. I gdyby nie wysokie
koszty inwestycyjne można by było powiedzieć, że automatyzacja i robotyzacja
zawsze jest uzasadniona.
11.5. Ocena
efektywności ekonomicznej inwestycji w oparciu o przykład
Zastosowanie innowacyjnych rozwiązań technologicznych wiąże się najczęściej z
nakładami inwestycyjnymi. W przypadku np. automatyzacji i robotyzacji metod
spawania nakłady te obejmują nie tylko koszty urządzeń spawalniczych, ale również
koszty urządzeń pomocniczych, jak urządzenia peryferyjne, urządzenia
pozycjonujące wyrób, portale itp. Często koszt urządzeń pomocniczych i
oprzyrządowań jest wyższy niż urządzeń do spawania. Do kosztów inwestycyjnych
dochodzą również koszty szkolenia, niezbędne zmiany w przygotowaniu produkcji.
Często jednak firmy skupiają się głównie na obniżaniu kosztów inwestycyjnych, nie
analizując korzyści, jakie niosą ze sobą innowacyjne rozwiązania. Nakłady na
inwestycje ponosi się tylko raz, natomiast korzyści z nowych rozwiązań
technologicznych i wysokowydajnych, zautomatyzowanych stanowisk osiąga się
przez wiele lat ich eksploatacji. Oprócz skrócenia czasu spawania nowoczesne
metody umożliwiają np. zastąpienie spawania wielowarstwowego spoiną
jednościegową lub eliminują konieczność mechanicznego ukosowania brzegów (np.
frezowania, szlifowania, strugania).
Nie bez znaczenia jest również fakt, że skrócenie czasu produkcji, dzięki
wysokowydajnym metodom spawania stwarza możliwość szybkiego i elastycznego
dostosowania się do potrzeb rynku.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 48
48
Przykład oceny efektywności inwestycyjnej przedsiębiorstwa w dziedzinie spawalnictwa
Nakłady inwestycyjne:
MAG, drut proszkowy:
robot z urządzeniami peryferyjnymi
150 000 euro
źródło energii łuku spawalniczego
15 000 euro
razem
165 000
euro
MAG tandem
robot z urządzeniami peryferyjnymi
150 000 euro
źródło energii łuku spawalniczego
35 000 euro
razem
185 000
euro
Spawanie hybrydowe
robot z urządzeniami peryferyjnymi
150 000 euro
źródło promieniowania laserowego
400 000 euro
źródło energii łuku spawalniczego
15 000 euro
komora laserowa
35 000 euro
razem
600 000
euro
Dane do obliczenia efektywności ekonomicznej inwestycji przy zadanej wielkości
produkcji (19500 m spoin/rok)
Spawanie zrobotyzowane
Wyszczególnienie
Jedn.
MAG, drut
proszkowy
MAG
Tandem
Hybrydowe
MAG- Laser
Koszty inwestycyjne
euro
165 000
185 000
600 000
Długość spoin
m
19 500
19 500
19 500
Masa spoin
kg/m
13 650
13 650
4 875
Czas główny spawania
min/m
5,70
3,20
2,0
Współczynnik czasu jarzenia się
łuku
% 75 70 75
Całkowity czas spawania
min/m
7,6
4,57
2,66
Czas główny spawania 19500 m
godz
1852,5
1040
650
Całkowity czas spawania 19500m
godz 2470 1486 867
Potencjalny całkowity czas pracy
stanowiska na1 zmianę
godz/rok
1900 1900 1900
Stopień wykorzystania stanowiska
%
130
78
46
Stawka
godzinowa
€/godz
25 25 35
Koszt
robocizny
€/m 3,17 1,90 1,56
Koszty energii i mat. dodatkowego
€/m
2,05
1,32
0,56
Koszt robocizny, energii i mat.
dodatkowego
€/m 5,22 3,22 2,12
Koszt przygotowania złącza do
spawania
€/m
4,0 4,0 1,50
Koszty ogółem 1 m spoiny
€/m
9,22
7,22
3,62
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 49

49
Ocena efektywności zastąpienia spawania MAG drutem proszkowym, metodą
MAG tandem dla zadanej produkcji 19500 m spoin
Efekty na m spoiny – 9,22€/m – 7,22 €/m = 2,0 €/m
Efekty dla zadanej wielkości produkcji - 2,0 €/m x 19 500 m = 39 000 €/
Uwaga: konieczność uruchomienia 2 zmiany, obciążenie stanowiska wynosi 130 %
Okres eksploatacji urządzenia -5 lat
Efekty z tytułu 5-letniego okresu eksploatacji urządzenia :
39 000 € x 5 lat = 195 000 €
Wskaźnik efektywności -
185000
195000 = 1,05 €/€ , to znaczy, że 1 euro nakładów
inwestycyjnych przyniesie 1,18 euro efektów.
Okres zwrotu nakładów-
39000
185000 = 4,74 lat
Oszczędności z tytułu zastąpienia spawania zrobotyzowanego MAG drutem
proszkowym, spawaniem hybrydowym
Efekty na m spoiny – 9,22€/m – 3,62 €/m = 5,60 €/m
Efekty dla zadanej wielkości produkcji - 5,60 €/m x 19 500 m = 109 200 €/
Okres eksploatacji urządzenia -5 lat
Efekty z tytułu 5-letniego okresu eksploatacji urządzenia –109 200 € x 5 lat =
546 000 €
Wskaźnik efektywności -
600000
546000 = 0,91 €/€ , to znaczy, że 1 euro nakładów
inwestycyjnych przyniesie 0,91 euro efektów.
Okres zwrotu nakładów-
109200
600000 = 5,49 lat
Z przedstawionej analizy wynika, że inwestycja mająca na celu zastąpienie spawania
zrobotyzowanego metodą MAG drutem proszkowym przez spawanie metodą tandem
zwróci się po 4,74 latach, a w przypadku spawania hybrydowego po 5,49 lat. Należy
jednak zauważyć, ze stanowisko do spawania hybrydowego wykorzystane jest
jedynie w 46 %, stanowisko do spawania metodą tandem w 78 %, a stanowisko do
spawania MAG drutem proszkowym w 130 %, a zatem konieczne byłoby
uruchomienie pracy na 2 zmianę.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 50
50
Dane do obliczenia efektywności ekonomicznej inwestycji przy założeniu
pełnego wykorzystania zdolności produkcyjnych stanowisk oraz pracy 1
zmianowej (koszty jak w poprzedniej tabeli)
Spawanie zrobotyzowane
Wyszczególnienie
Jedn.
MAG, drut
proszkowy
MAG
Tandem
Hybrydowe
MAG-
Laser
Koszty inwestycyjne
euro
165 000
185 000
600 000
Potencjalny całkowity czas pracy
stanowiska na1 zmianę
godz/ro
k
1900
1900 1900
Całkowity czas spawania
min/m
7,6
4,57
2,66
Potencjalne zdolności
produkcyjne
m/rok 15000
24945
42857
Koszty ogółem 1 m spoiny
€/m
9,22
7,22
3,62
Ocena efektywności zastąpienia spawania zrobotyzowanego MAG drutem
proszkowym, metodą MAG tandem przy założeniu pracy 1 zmianowej i pełnego
wykorzystania zdolności produkcyjnych
Efekty na m spoiny – 9,22€/m – 7,22 €/m = 2,0 €/m
Efekty dla potencjalnych zdolności produkcyjnych - 2,0 €/m x 24945m = 49 890€/rok
Okres eksploatacji urządzenia -5 lat
Efekty z tytułu 5-letniego okresu eksploatacji urządzenia – 49 890 € x 5 lat = 249 450€
Wskaźnik efektywności -
185000
249450 = 1,35 €/€ , to znaczy, że 1 euro nakładów
inwestycyjnych przyniesie 1,35 euro efektów.
Okres zwrotu nakładów-
49890
185000 = 3,5 roku
Oszczędności z tytułu zastąpienia spawania zrobotyzowanego MAG drutem
proszkowym, spawaniem hybrydowym przy założeniu pracy 1 zmianowej i
pełnego wykorzystania zdolności produkcyjnych
Efekty na m spoiny – 9,22€/m – 3,62 €/m = 5,60 €/m
Efekty dla potencjalnych zdolności produkcyjnych - 5,60 €/m x 42 857m = 239 999 €/rok
Okres eksploatacji urządzenia -5 lat
Efekty z tytułu 5-letniego okresu eksploatacji urządzenia –
239 999 €/rok x 5 lat = 1 199 995 €
Wskaźnik efektywności -
600000
1199995 ≈ 2,0 €/€ , to znaczy, że 1 euro nakładów
inwestycyjnych przyniesie 2,0 euro efektów.
Okres zwrotu nakładów-
239999
600000 = 2,5 roku
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 51

51
Założenie pełnego wykorzystania zdolności produkcyjnych analizowanych stanowisk
w sposób zdecydowany zmieniło wyniki opłacalności. Okazało się bowiem, że
pomimo wysokich nakładów inwestycyjnych, najkorzystniejszym, z punktu widzenia
ekonomicznego, rozwiązaniem jest spawanie hybrydowe. Wpłynęły na to nie tylko
niższe koszty jednostkowe, ale dużo większe , w porównaniu do pozostałych metod
zdolności produkcyjne.
Przedstawiony przykład miał na celu pokazanie konieczności wieloaspektowego
podejścia do analizy oceny efektywności ekonomicznej inwestycji w dziedzinie
spawalnictwa.
Obliczanie kosztów spawania w oparciu o dane uwzględniające rzeczywiste warunki
produkcyjne, nawet z pewnymi błędami jest zawsze lepsze, niż całkowita rezygnacja
z tej czynności. Ogranicza bowiem lub całkowicie eliminuje ryzyko związane z
nowymi inwestycjami w dziedzinie spawalnictwa.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 52

12. Literatura
1.
Special Report on the Welding Industry’s for the Future, Welding Journal
nr 5/99
2. B.Kurpisz, W.Zeman, Ekonomika wytwarzania konstrukcji spawanych,
Poradnik Inżyniera, Spawalnictwo, Tom 1, WNT Warszawa, 2003 r.
3.
J. Górka, Praca doktorska, Wpływ Parametrów cięcia plazmą powietrzną na
jakość ciętych powierzchni, Politechnika Śląska, Wydział Mechaniczny
Technologiczny, Gliwice, 1999 r.
4.
H.Wegmann, M. Holthaus, F.J. Gesthuysen, Plasma cutting – an economically
viable process for mild and low-alloy steels, Welding and Cutting, nr 4, 2005 r.
5.
Norma PN-EN ISO 9013:2003, Cięcie termiczne - Klasyfikacja cięcia
termicznego - Specyfikacja geometrii wyrobu i tolerancje jakości.
6.
Seyffarth, J. Hoffman.: Laserowe techniki wytwarzania w przemyśle
okrętowym, rzeczywistość czy odległa wizja ?, Biuletyn Instytutu Spawalnictwa
nr 5/ 99 r.
7.
Perryman,.: Laser cuts time to completion at Vosper Thornycroft, Welding &
Metal Fabrication, nr 8-9/96 r.
8.
E.Lasowski, S.Prentki, Metodologia określania i porównywania efektywności
ekonomicznej procesów spawania łukowego, Praca badawcza Instytutu
spawalnictwa, Nr Lb-10, Gliwice, 1974 r.
9.
Estimating Welding Costs, Welding Handbook, Thirteenth Edition 7.
10. Materiały informacyjne firmy Drahtzug Stein Wire & Welding, GmbH & Co.,
Altleiningen, Niemcy
11.
Tabellen für die Berechnung von Schweissnähten, Oerlikon Schweisstechnik
Gmbh, 1/90
12. W. Zeman, Możliwości redukcji kosztów spawania konstrukcji metalowych,
Konstrukcje Spawane nr 1/72/II/2005
13.
K. Weman and J. Hedegard, ESAB AB, Svetsaren Nr 1-2, 1999, s. 51-52
14. PN-EN ISO 9000:2007 „Systemy zarządzania jakością - Podstawy
i terminologia”
15. Zadania
operacyjne w zakresie zarządzania jakością, Materiały szkoleniowe
Polskiego Centrum Badań i Certyfikacji S.A. wydane za zgodą Deutsche
Gesellschaft für Qualitäe.V., DA/PC12-BL15-1/2006
16. M.
Łukomski, Analiza kosztów miernikiem efektywności w systemach
zarządzania, Czysta proukcja w Polsce, nr 4/99
17. The Procedure Handbook of Arc Welding, 13
th
Edition, The Lincoln Electric
Company, Section 2, The design of Welded Joints Cleveland, OHIO, 1995 r.
18.
Hallock C.Campbell, Automation Can Help Reduce Costs, figure adapted from
Welding Handbook, Vol.1 8
th
edition, Welding Journal, nr. 4/96
19. W.Zeman,
Projektowanie elementem obniżki kosztów konstrukcji spawanych,
Biuletyn Instytutu Spawalnictwa, nr 3/2006
20. J.Grundmann,
Jakość, wydajność i wynikające stąd koszty spawania stali
węglowych w osłonie gazów aktywnych, Biuletyn Instytutu Spawalnictwa, nr 5,
2005 r.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
4.8
Instytut
Spawalnictwa
w Gliwicach
AW 53

21.
P.Jeirud, P. Sundberg, Marathon Pac – Total MIG/MAG efficiency, ESAB AB,
Gothenburg, Sweden
22. A.Klimpel,
Spawanie
łukowe drutami z rdzeniem proszkowym, Poradnik
Inżyniera, Tom 2, PWN 2005
23. E.Turyk, B.Czwórnóg, Ogólna charakterystyka spawania metodą MIG/MAG,
Poradnik Inżyniera, Tom 2, PWN 2005
24. H. Butthoff, Mozliwości zwiększenia wydajności w produkcji wyrobów
spawanych – procesy wysokowydajne, mechanizacja i aspekty ekonomiczne,
Schweiβtechnische Lehr- und Versuchsanstalt, Halle GmbH, 2007 r.
25. W Zeman. B. Dobaj - Tumidajewicz, Techniczno - ekonomiczne aspekty
cięcia i spawania laserowego. Biuletyn Instytutu Spawalnictwa nr 2/2001
26.
Dilthey U.: A. Wieschemann, Prospects by combining and coupling laser beam
and arc welding processes, Welding in the World nr 3/2000 r.
27. J. Niagaj: Wpływ parametrów spawania metodą A-TIG na kształt spoin
i własności mechaniczne złączy ze stali austenitycznej, Biuletyn Instytutu
Spawalnictwa nr 5/2003
28.
Ten steps to reducing your welding costs, Welding Journal, July 2001 r.
29.
J.Pilarczyk, W.Zeman, Ekonomika i jakość w spawalnictwie PS 1/2002
30.
Welding Handbook, AWS, Volume 1,Welding technology, Eighth edition,
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze¿one. Powielanie lub rozpowszechnianie ca³oœci wzglêdnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIÊDZYNARODOWEGO
IN¯YNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Wprowadzenie do zagadnieñ ekonomiki procesów spawania
Instytut
Spawalnictwa
w Gliwicach
4.8
AW 54
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 2 18 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
IWE IWP 2 19 2012
IWE IWP 2 8 2012
IWE IWP 2 11 2012
IWE IWP 1 8 2 2012
IWE IWP 1 16 2012
IWE IWP 3 7
IWE IWP 2 22 2012
IWE IWP 2 17 2012
IWE IWP 1 18 2012
IWE IWP 2 16 (2)
IWE IWP 1 5 2012
więcej podobnych podstron