1. Czynniki obniżające jakość towarów spożywczych
• Czynniki działające stale na produkt:
- temperatura, wilgotność,
• Czynniki działające chwilowo na produkt:
- uderzenie przy pracach przeładunkowych, wstrząsy i wibracje w transporcie, nacisk
statyczny przy magazynowaniu,
- działanie gazów przemysłowych,
• Czynniki egzogenne (poddana zewnętrzna część produktu, rola opakowania):
- oddziaływanie światła, oddziaływanie ciepła,
- działanie szkodników (raport FAO: olbrzymie szkody wywoływane przez szczury, myszy,
wołki),
- uszkodzenia mechaniczne.
• Czynniki endogenne (przenikają do wnętrza produktu);
- tworzenie się wody kondensacyjnej, przyspieszenie się procesów psucia, rozwarstwienie
produktu.
2. System dystrybucji produktów rolno-żywnościowych
W systemie gospodarki żywnościowe działają ogniwa realizujące funkcje:
- produkcyjne (wyznaczanie rolniczych środków produkcji, produkcja rolnicza oraz przemysł
spożywczy)
- konsumpcyjne (ogniwo gosp. domowych)
- ogniwo stanowiące łącznik pomiędzy poszczególnymi częściami systemu-podsystem
dystrybucji.
Podsystem dystrybucji: składa się z hurtu środkami produkcji, hurtu wtórnego, hurtu
pierwotnego i detalu.
System dystrybucji: jest to zbiór ogniw (instytucji i osób) współuczestniczących w
realizacji 1 lub wielu funkcji wiążących się z działalnością dystrybucyjną.
Funkcje dystrybucyjne tworzące strukturę funkcjonalną systemu
dystrybucji można podzielić na podstawowe i uzupełniające.
Funkcje podstawowe:
-sprzedaż
-zakup
Funkcje uzupełniające:
- dostosowanie produktu,
- badania rynkowe,
- wspieranie uczestników systemu dystrybucji,
- ponoszenie ryzyka,
-fizyczna dystrybucja,
- weryfikacja rynkowa produktu.
System dystrybucji na rynkach rolno-spożywczych jest ściśle związany z
pozostałymi elementami tworzącymi system gospodarki żywnościowej
a w szczególności z:
- produkcją,
- produkcją przemysłu spożywczego,
- konsumpcją.
3. Cel HACCP (Hazard Analysis Critical Control Points)
-wyeliminowanie zagrożeń zdrowotnych i higienicznych oraz ustanowienie kontrolnych
punktów krytycznych;
-poprawa efektywności ekonomicznej i obniżenie kosztów po stronie producenta.
4. Podstawowe zasady HACCP
1. Analiza zagrożeń (rejestracja w całym ciągu produkcji)
-zagrożenia mikrobiologiczne,
-zagrożenia chemiczne (antybiotyki, hormony, pestycydy),
-zagrożenia fizyczne (odłamki, piasek, kamienie).
2. Wyznaczenie krytycznych punktów kontroli (CCP-critical control points):
-odróżnienie punktów krytycznych od zwykłych punktów
kontroli,
-drzewo decyzyjne w formie diagramu przepływu.
3. Ustalenia dla każdego CCP wartości krytycznych:
-mała liczba wartości krytycznych (1 lub 2),
-CCP podlegają kontroli i monitorowaniu,
-CCP łatwo mierzalne (np. temperatura, pH, czas pasteryzacji, zawartość chlorków).
4. Opracowanie systemu monitorowania wartości na każdym CCP
-metody biologiczne, pomiary fizykochemiczne, szybkie testy mikrobiologiczne;
-wyniki monitorowania opracowuje się statystycznie.
5. Ustalenie działań korygujących, które należy wykonać, gdy wartości krytyczne
zostaną przekroczone
-przekroczenie granic tolerancji,
-cel: powrót do założonych parametrów na danym punkcie kontrolnym;
-prowadzenie dokumentacji dotyczącej odchyleń.
6. Ustalenie procedur weryfikujących funkcjonowanie systemu HACCP przez zespół;
weryfikacja (audyty wewnętrzne i zewnętrzne) koncentruje się na:
-analizie zarejestrowanych odchyleń od wartości krytycznych i zastosowanych działań
korygujących,
-badaniu mikrobiologicznym, fizykochemicznym na zgodność ze standardami,
-sprawdzeniu wiedzy personelu na temat higieny działań korygujących,
-udziale w między laboratoryjnych badaniach porównawczych.
7. Opracowanie dokumentacji i systemu rejestracji danych
wynikających z zasad systemu HACCP i ich zastosowań
-plan i załączniki (instrukcje higieniczne, technologiczne rejestry mierzonych parametrów,
opisy działań korygujących, spis działań weryfikacyjnych;
-jasna konstrukcja dokumentacji.
5. GMO – zalety, wady, ograniczenia
Zalety:
uzyskanie lepszej odporności organizmów modyfikowanych na czynniki zewnętrzne;
zwiększenie zawartości składników odżywczych w żywności;
większą produktywność zwierząt hodowlanych;
niższe koszty upraw.
zwiększenie ilości plonów na małych obszarach;
zredukowanie ilości używanych pestycydów do ochrony roślin;
wykorzystanie mało żyznych terenów do upraw poprzez stworzenie odmian GMO
tolerujących wysokie zasolenie gleb i susze;
produkcję biopaliw.
tworzenie tzw. jadalnych szczepionek, czyli wprowadzenie do roślin GMO genów
odpowiadających za odporność na niektóre choroby bakteryjne i wirusowe;
wczesne wykrywanie chorób zwierząt i roślin w drodze badań DNA;
zmniejszenie głodu na świecie.
Wady:
spożywanie żywności modyfikowanej genetycznie może powodować alergie, choroby układu
pokarmowego, obniżenie odporności organizmu, zaburzenia płodności oraz nowotwory;
nie można przewidzieć wszystkich konsekwencji jakie niesie za sobą długotrwałe spożywanie
żywności GMO;
istnieje ryzyko powstawania w żywności GMO nowych alergenów oraz nasilenia się tzw.
alergii pokarmowej.
uwolnienie organizmów modyfikowanych genetycznie do środowiska, w tym
niekontrolowane przechodzenie genów na inne organizmy tego samego lub innego gatunku;
straty dla rolników upraw ekologicznych będących w sąsiedztwie upraw GMO z uwagi na
ryzyko przeniesienia cech roślin modyfikowanych na uprawy naturalne;
zwiększenie używania coraz mocniejszych środków ochrony roślin;
negatywny wpływ na faunę i florę – GMO może szkodzić ptakom, owadom, płazom,
wpływać na morskie ekosystemy i organizmy glebowe;
zmniejszenie bioróżnorodności przyrody.
6. Żywność funkcjonalna - z ang. functional food, brak spójnej definicji uregulowanej
prawnie
• Pojęcie znane od 1990 r.
• „żywność może być uznana za funkcjonalną, jeżeli udowodniono jej
korzystny wpływ na jedną lub więcej funkcji organizmu, ponad efekt odżywczy, który to
wpływ polega na poprawie stanu zdrowia i samopoczucia i/lub zmniejszaniu ryzyka chorób.”
• Żywność funkcjonalna musi pozostawać żywnością, musi wykazywać korzystne działanie w
ilości, która może być normalnie przez człowieka spożyta,
• Nie są to tabletki, tylko żywność z probiotykami, synbiotykami lub innymi składnikami o
działaniu prozdrowotnym.
Podział :
Ze względu na specyficzny skład:
•Wzbogacona,
• Niskoenergetyczna,
•Wysokobłonnikowa,
• Probiotyczna,
• Niskosodowa,
• Niskocholesterolowa,
• Energetyzująca,
• inna.
Ze względu na przeznaczenie, zaspokajanie określonych potrzeb żywieniowych:
• Zmniejszająca ryzyko chorób krążenia,
• Zmniejszająca ryzyko chorób nowotworowych,
• Zmniejszająca ryzyko osteoporozy,
• Dla osób obciążonych stresem,
• Hamująca procesy starzenia,
• Dla osób z zaburzeniami metabolizmu i trawienia,
• Dla sportowców,
• Dla osób w podeszłym wieku,
• Dla kobiet w ciąży i karmiących,
• Dla niemowląt,
• Dla młodzieży w fazie intensywnego wzrostu,
•Wpływająca na nastrój i wydajność psychofizyczną.
7. Klasyfikacja wyrobów spożywczych
1. Według pochodzenia produktu i składu chemicznego- 12 grup
I. Produkty zbożowe
II. Mleko i przetwory
III. Jaja
IV. Mięso i ryby
V. Masło
VI. Tłuszcze roślinne
VII. Ziemniaki
VIII. Warzywa i owoce zawierające duże ilości witaminy C
IX. Warzywa i owoce zawierające duże ilości karotenoidów
X. Inne warzywa i owoce
XI. Suche nasiona roślin strączkowych
XII. Cukier i słodycze
2. Według zbliżonej wartości odżywczej
• zbożowe
• mleczne
• mięsne
• warzywa i owoce
• tłuszcze
• cukier i słodycze
3. Według pochodzenia
Surowce żywnościowe pochodzenia roślinnego: zboża, owoce, warzywa, nasiona
strączkowych, ziemniaki i inne,
Surowce żywnościowe pochodzenia zwierzęcego: mięso, mleko, jaja, ryby.
8. Substancje dodatkowe w żywności - definicja wg FAO/WHO z ang. food additives. W
ustawodawstwie polskim to „substancje pomagające w przetwarzaniu” „Substancje normalnie
same nie spożywane jako żywność, nie będące typowymi składnikami żywności, posiadające
wartość odżywczą lub nie posiadające jej, których celowe użycie technologiczne w czasie
produkcji, przetwarzania, preparowania, traktowania, pakowania, transportu i
przechowywania spowoduje zamierzone lub spodziewane rezultaty w środku spożywczym
albo w półproduktach będących jego komponentami.
Mogą stać się bezpośrednio lub pośrednio składnikami żywności lub w inny sposób
oddziaływać na jej cechy charakterystyczne. Substancje dodatkowe nie obejmują substancji
dodawanych w celu zachowania lub poprawienia wartości odżywczej.”
-cele stosowania
Przedłużenie trwałości produktów i zapewnienie bezpieczeństwa spożycia przez ograniczenie
i zapobieganie niekorzystnym zmianom jakościowym wywoływanym przez drobnoustroje,
szczególnie chorobotwórcze, enzymy, utlenianie i inne czynniki, poprawienie cech
funkcjonalnych produktów, zapobieganie niekorzystnym zmianom organoleptycznym,
zamiana składników droższych lub trudno dostępnych na tańsze, podniesienie atrakcyjności
konsumenckiej, zastąpienie składników niepożądanych, utrzymanie stałej, powtarzalnej
jakości produktów, ułatwienie produkcji, zwiększenie jej efektywności (np. zmniejszenie
ubytków), uzyskanie korzyści zdrowotnych (żywność funkcjonalna i dietetyczna).
warunki stosowania
Istnieje uzasadniona technologiczna potrzeba użycia, a zamierzonego celu nie można
osiągnąć innymi środkami, nie stanowią żadnego zagrożenia dla zdrowia konsumenta przy
proponowanym dawkowaniu, użycie substancji dodatkowych nie wprowadza w błąd
konsumenta, co do jakości zdrowotnej środka spożywczego, nie można ich stosować w celu
ukrycia wad żywności lub upodobnienia do innych produktów, spełniają zatwierdzone
wymagania dotyczące kryteriów czystości.
zagrożenia stosowania
niekorzystne oddziaływanie na pewne grupy ludności (niemowlęta, dzieci, osoby
starsze),
reakcje substancji dodatkowych ze składnikami żywności w czasie procesu
technologicznego lub przechowywania,
powstawanie szkodliwych produktów przemian metabolicznych, przekraczanie przez
niektórych producentów dopuszczalnego poziomu, kumulacja różnych substancji
dodatkowych pochodzących z różnych źródeł,
chemizacja środowiska.
system numeryczny znakowania
barwniki E-100 do E-199,
konserwanty E-200 do E-299,
przeciwutleniacze, synergenty E-300 do E-399,
stabilizatory, substancje zagęszczające, emulgujące, stosowane
na powierzchni wyrobów, wypełniające E-400 do E-499,
pozostałe > E-500
Podział podstawowy
Barwniki,
Substancje słodzące,
Pozostałe.
Podział „technologiczny”
Dodatki kształtujące strukturę,
Dodatki kształtujące cechy sensoryczne,
Dodatki przedłużające trwałość,
Dodatki uzupełniające,
Dodatki pomocnicze.
Gdzie nie można stosować ?
Żywność nieprzetworzona,
Miód pszczeli,
Niezemulgowane oleje i tłuszcze roślinne i zwierzęce,
Masło,
Mleko spożywcze,
Fermentowane produkty mleczne (naturalne),
Wody mineralne,
Kawa (wyjątki),
Herbata w liściach niearomatyzowana,
Cukier,
Makarony (wyjątki),
Maślanka naturalna.
9. Zanieczyszczenia w żywności, opis, rodzaje, podział
Definicja wg rozporządzenia UE nr 315/93/EEC
„Każda substancja nie dodana celowo do żywności, która jest obecna w żywności jako wynik
produkcji, przetwarzania, przygotowywania, obróbki, pakowania, transportu czy
przechowywania takiej żywności lub jako rezultat
zanieczyszczenia środowiska.”
Zanieczyszczenia w żywności definicja wg ustawy o warunkach zdrowotnych żywności i
żywienia (Dz. U. Nr 63 z 2001r.)
„Każda substancja, która nie jest celowo dodawana do żywności, a jest w niej obecna w
następstwie procesu produkcji, w tym czynności wykonywanych w procesie produkcji
roślinnej i zwierzęcej oraz w zabiegach weterynaryjnych lub nieprawidłowości występujących
w obrocie albo jest następstwem zanieczyszczenia środowiska.”
Rodzaje
Techniczne – substancje obce, które w toku produkcji lub obrotu przenikają do
środków spożywczych albo pozostają na ich powierzchni, mimo zastosowania
prawidłowych technicznychmetod produkcji i wprowadzenia do obrotu,
Przypadkowe – substancje, które dostały się lub przeniknęły do środków
spożywczych w sposób niezamierzony albo znajdują się na powierzchni tych
artykułów wskutek nieprzestrzegania zasad higieny lub w wyniku niewłaściwego
postępowania z tymi artykułami w czasie produkcji i obrotu.
podział podstawowy
Chemiczne – pestycydy, środki ochrony roślin, hormony,
detergenty, substancje antyodżywcze naturalnie występujące w
żywności, metale ciężkie, azotany i azotyny,
Fizyczne – cząstki stałe np. metali z urządzeń, kamyczki, pestki,
włókna, fragmenty owadów, kości, izotopy radioaktywne
Biologiczne – żywe drobnoustroje, toksyny bakteryjne i
mykotoksyny, enzymy bakteryjne i inne ich metabolity,
pasożyty, szkodniki np. zbożowe.
10. Żywność bezpieczna
Bezpieczna żywność – Food safety: zapewnienie, że konsumowana żywność nie zawiera
substancji szkodliwych dla zdrowia człowieka (pozostałości DDT, dioksyn, antybiotyków,
szkodliwych barwników itp.)
11. Termiczne metody utrwalania żywności
Podstawowym założeniem utrwalania żywności przez ogrzewanie jest osiągnięcie jej
mikrobiologicznej stabilności. Termiczna inaktywacja drobnoustrojów następuje dopiero po
przekroczeniu temperatury maksymalnej dla ich wzrostu, a więc po osiągnięciu tzw.
minimalnej temperatury letalnej.
Nowoczesne metody obróbki termicznej –polegają na zastosowaniu bardzo wysokiej
temperatury (130-160 stopni) w bardzo krótkim czasie, a następnie szybkim schłodzeniu i
pakowaniu w warunkach aseptycznych
12. Nie termiczne metody utrwalania żywności ( nie chemiczne)
-polega na zastosowaniu np. wysokiego ciśnienia, pola elektrycznego i magnetycznego,
promieniowania jonizującego
W metodach nie termicznych maksymalne przyrosty temperatury wynoszą;
- przy napromieniowaniu 2,5°C,
- podczas homogenizacji wysokociśnieniowej 10°C (przy 60 MPa) aż
do 40°C (przy 180 MPa),
- przy obróbce pulsującym polem elektrycznym ok. 18°C,
- przy obróbce pulsującym polem magnetycznym od 2-3°C.

•
Utrwalanie przez dodawanie cukru:
-Rozwój większości bakterii jest zahamowany już przy stężeniu cukru w środowisku
wynoszącym 25-35%, natomiast większość drożdży nie rozwija się dopiero przy stężeniu
ponad 65% cukru(sacharozy),
-Typowym i chyba jedynym przykładem zastosowania cukru, jako prawie wyłącznego
czynnika konserwującego, są syropy owocowe, tj. klarowne soki (moszcze) owocowe, w
szczególności malinowe i wiśniowe, w których na 35-40 części wagowych soku przypada 65-
60 części wagowych dodanego cukru – sacharozy
•
Utrwalanie za pomocą soli kuchennej (chlorku sodu):
Na ogół bakterie z grupy Coli oraz gnilne z rodzaju Proteus są hamowane już przez 1-2 %
roztwór NaCl, podczas gdy np. paciorkowce mlekowe są pobudzane do rozwoju jeszcze przez
3 proc. roztwór soli, a wyraźniej hamowane dopiero powyżej 5%. Drożdże do zahamowania
rozwoju wymagają nieraz stężeń NaCl większych od 15%.
-Bakterie zwane halofilnymi wymagają do rozwoju stężenia 10-15% NaCl.
W praktyce zazwyczaj dopiero przy dawce 18-20% soli kuchennej uzyskuje się pełniejsze
zakonserwowanie żywności, daleko posuniętego odsolenia przez moczenie w wodzie w celu
umożliwienia dyfuzji soli. Spożywane przez człowieka potrawy zawierają przeciętnie ok. 1%
NaCl.
Solenie należy do najstarszych metod utrwalania żywności. Przez lata stosowana dość
powszechnie, obecnie metoda ta traci na znaczeniu, używa się jej jeszcze do produktów,
których
odstawowe składniki odżywcze są mało lub w ogóle nierozpuszczalne w wodzie, jak np.:
a)
solone śledzie (17-25% NaCl);
b)
mieszanki warzywne solone z cebuli, pietruszki, selerów, porów, marchewki i in. (16-
18% NaCl);
c)
grzyby solone, np. kurki, rydze (8-16% NaCl);
d)
słonina solona (5-8% NaCl w warstwach zewnętrznych);
e)
ogórki solone (8-10% NaCl).
•
Marvnowanie
Marynaty są to warzywa, grzyby lub owoce utrwalone w zalewie octowej z dodatkiem
przypraw aromatycznych, soli i cukru. Czynnikiem utrwalającym, chroniącym przed psuciem,
jest kwas octowy zawarty w occie. Już 3% kwas octowy w marynacie nie dopuszcza do
rozwoju drobnoustrojów. Im jest go więcej, tym pewniejsze zabezpieczenie. Ze względu
jednak na szkodliwy wpływ kwasu octowego na zdrowie, ilość jego w produktach
spożywczych nie powinna wynosić więcej, niż 4%. Zależnie od ilości kwasu octowego w
gotowych już marynatach ,można podzielić je na trzy grupy:
a)
marynaty tzw. łagodne, o zawartości 0,4-0,8% kwasu octowego,
b)
marynaty średnio kwaśne, o zawartości 1,0-1,5% kwasu octowego,
c)
marynaty mocne, ostre, o zawartości 1,5-3% kwasu octowego
13. Metoda UHT
W systemie UHT czynnikiem grzejnym jest gorąca woda stosowana do wstępnego
ogrzewania mleka i para wodna pod ciśnieniem jako czynnik sterylizujący, przy czym
ogrzewanie parą może następować albo bezpośrednio przez wprowadzenie jej do mleka, albo
pośrednio przez przegrodę metalową.
- Urządzenia, w których para jest wprowadzana do strumienia mleka przez iniekcję, co
powoduje momentalne jego ogrzanie do temp. 140-150°C.
- Mleko razem ze skroploną parą przechodzi przez kalibrowany otwór (dyszę) do komory o
zredukowanym ciśnieniu, zwanej komorą ekspansyjną.
-Ciśnienie w tej komorze jest obniżone do takiej wartości, że odpowiadająca mu temperatura
jest nieco niższa od temperatury mleka przed iniekcją pary.
-W tych warunkach w komorze ekspansyjnej odparowuje z mleka tyle wody, ile jej do niego
wprowadzono ze skraplającej się pary.
-Odparowanie wody pod zredukowanym ciśnieniem powoduje natychmiastowe oziębienie się
mleka do temp. 76°C
14. Sterylizacja i pasteryzacja
•
Sterylizacja
-Sterylizacja cieplna polega na ogrzewaniu produktu w temperaturach przekraczających
100°C. Jej celem jest praktycznie całkowite termiczne zniszczenie drobnoustrojów. W
procesie sterylizacji uwaga jest skupiona głównie na drobnoustrojach chorobotwórczych oraz

odznaczających się największą ciepło opornością. Zredukowanie liczby tych drobnoustrojów
do bezpiecznego poziomu stanowi zasadniczy problem w wyjaławianiu cieplnym.
-„sterylności handlowa", lub „sterylności techniczna", - zniszczenie wszystkich
drobnoustrojów chorobotwórczych i zredukowanie mikroflory saprofitycznej (łącznie z ich
formami przetrwalnikowymi) do określonej, ostatecznie małej wartości
-W praktyce zagadnienie sprowadza się do uwzględnienia spośród szkodliwej mikroflory
takiego mikroorganizmu, który do założonej redukcji wymaga stosunkowo największej dawki
ciepła. Drobnoustrój ten jest krytyczny dla sterylizowanej partii produktu, i dla niego jest
ustalana wielokrotność redukcji dziesiętnej n.
Systemy sterylizacji
W przemyśle są stosowane głównie dwie generalne metody sterylizacji cieplnej:
1. Sterylizacja żywności w opakowaniach hermetycznych, czyli tzw. apertyzacja
2. Sterylizacja żywności przed zapakowaniem i aseptyczne pakowanie.
3. W niektórych przypadkach stosuje się trzecią metodę, będącą kombinacją obu poprzednich
metod i noszącą nazwę sterylizacji dwustopniowej.
4. System UHT. W systemie UHT czynnikiem grzejnym jest gorąca woda stosowana do
wstępnego ogrzewania mleka i para wodna pod ciśnieniem jako czynnik sterylizujący, przy
czym ogrzewanie parą może następować albo bezpośrednio przez wprowadzenie jej do
mleka, albo pośrednio przez przegrodę metalową
Sterylizacja dwustopniowa
-sterylizacja wstępna, prowadzona w przepływie, w większości przypadków w urządzeniach
płytowych lub rurowych w temp. 135- 141°C;
- rozlew do opakowań i ich zamknięcie, uzupełniająca sterylizacja końcowa produktu
zamkniętego hermetycznie (np. w butelkach kapslowanych), w typowych autoklawach,
jednak w temperaturze niższej lub też w krótszym czasie, niż przy jednostopniowej
sterylizacji
•
Pasteryzacja- polega na ogrzewaniu żywności do temperatur nie przekraczających 100
stopni (przeważnie (65-85 stopni).
Ma ona na celu zniszczenie drobnoustrojów chorobotwórczych i przedłużenie trwałości
produktu wskutek prawie całkowitego unieszkodliwienia form wegetatywnych, a w
przypadku żywności o pH poniżej 4,5 (np. owoców) pasteryzacja pozwala na uzyskanie
pełnej trwałości mikrobiologicznej produktu.
Techniki pasteryzacji:
• pasteryzację niską albo długotrwałą, polegającą na ogrzewaniu w temp. 63-65°C w czasie
20-30 minut;
• pasteryzację momentalną, polegającą na ogrzaniu do temp. 85- 90°C natychmiastowym
schłodzeniu;
• pasteryzację wysoką, w której stosuje się ogrzewanie w temp. Od 85°C do prawie 100°C w
czasie od co najmniej 15 s do kilku, a czasem kilkudziesięciu minut.
Tyndalizacja- jest to powtarzana dwukrotnie lub więcej pasteryzacja w odstępach 12-48
godzinnych. Przetwory po pierwszej pasteryzacji studzi się i pozostawia na 12-48 godzin, by
w tym czasie z przetrwalników wytworzonych przez drobnoustroje wyrosły żywe
drobnoustroje. Te niszczy się i zabija przez ponowną pasteryzację.
15. Chemiczne metody uwalania żywności
Do chemicznych środków konserwujących zalicza się takie związki, które wywołują
efektywne utrwalenie żywności już przy stosunkowo małych dawkach, nie przekraczających
na ogół 0,1-0,2%, a niekiedy jeszcze znacznie niższych. Z tych względów konserwowanie za
pomocą cukru, soli kuchennej, etanolu czy kwasu mlekowego nie jest zaliczane do metod
chemicznych.
Podział środków chemicznych:
• germicydy - określenie substancji działających zabójczo na wszystkie mikroorganizmy,
• bakteriocydy - środki niszczące bakterie,
• antyseptyki - środki przeciwgnilne działające hamująco lub zabójczo na drobnoustroje,
• środki dezynfekujące - substancje wyjaławiające środowisko,
• wirusocydy - środki niszczące wirusy,
• fungicydy - środki niszczące grzyby itp.
•
Peklowanie -mięsa jest modyfikacją dawnej metody solenia i polega na działaniu na
mięso mieszanki peklującej, w skład której wchodzą : sól (chlorek sodu); saletra (azotan sodu
lub potasu); nitryt ( azotyn sodu); cukier; wielofosforany.

Głównym celem peklowania jest utrwalenie barwy mięsa i polepszenie jego cech
organoleptycznych.
Metody peklowania:
a) peklowanie suche
b) peklowanie mokre (zalewowe) - w czasie peklowania na mokro należy pamiętać o
konieczności przekładania mięsa w połowie okresu przeznaczonego na peklowanie- ze
względu na nierównomierne stężenie saletry i soli kuchennej w solance.
c) peklowanie nastrzykowe - polega na wprowadzaniu solanki za pomocą specjalnych
urządzeń do zewnętrznych i wewnętrznych warstw peklowanego mięsa. Metoda ta zapewnia
najbardziej równomierne peklowanie mięsa
•
Wędzenie- jest metodą konserwacji żywności: mięsa i przetworów mięsnych, ryb,
serów itp. za pomocą dymu. W wyniku tego procesu produkty żywnościowe uzyskują
specyficzny zapach, smak i zabarwienie powierzchni.
Metody wędzenia:
a) wędzenie zimne: 16-22°C
b) wędzenie ciepłe: 22-40°C
c) wędzenie na gorąco: 40-90°C
Do wędzenia używa się drewna drzew liściastych bukowego, dębowego i jałowcowego. Czas
wędzenia zawarty jest w granicach od ułamka godziny do paru tygodni (zależnie od
temperatury i składu dymu oraz od charakteru wędzonego produktu).
Wędzenie ma na celu:
• nadanie charakterystycznego, cenionego zapachu i smaku, pochodzącego z różnorodnych (w
przewadze fenolowych) składników dymu otrzymanego w wyniku powolnego spalania trocin
uzyskanych z odpowiedniego gatunku drewna (buk, olcha, jałowiec, grusza, grab, jabłoń,
klon);
• obsuszenie, zwłaszcza powierzchniowe i w ten sposób zwiększenie wartości pokarmowej i
trwałości produktów wędzonych;
• impregnację różnorodnymi składnikami dymu wędzarniczego (np. krezolami) o działaniu
wyraźnie bakteriocydnym i w ten sposób wybitne zwiększenie trwałości produktów.
•
Zakwaszanie żywności (?)
W stosunku do wielu gatunków bakterii i drożdży jony wodorowe wywierają działanie
toksyczne, hamując ich rozwój, a we współdziałaniu np. z podwyższoną temperaturą
ułatwiają zabicie
komórek. Stosunkowo wytrzymałe na wyższe stężenia jonów wodorowych są pleśnie.
W praktyce konserwowanie żywności za pomocą kwasów prowadzi się albo za pomocą
fermentacji (fermentacja mlekowa), albo przez dodawanie nieszkodliwego dla zdrowia kwasu
organicznego (w wyjątkowych wypadkach —mineralnego).
16.Pakowanie produktów spożywczych w technologii MAP
Technologia MAP zmniejsza poziom przemian fizjologicznych, szybkość respiracji i reakcji
oksydacyjnych oraz hamuje rozwój drobnoustrojów przez zmianę składu gazów otaczających
produkt żywnościowy w opakowaniu. Dla każdego produktu żywnościowego istnieje
doświadczalnie dobrany optymalny skład atmosfery gazowej (tlen, dwutlenek węgla, azot lub
inne gazy) powstrzymującej ,,procesy życiowe". Modyfikacja przemian może mieć charakter
bierny i aktywny. Wersja bierna wymaga dłuższego czasu, w którym zachodzi reakcja miedzy
stadnikami żywności i otaczającymi
gazami. Modyfikacja aktywna jest szybsza i polega na wprowadzeniu dodatkowego gazu
(,,przepłukiwanie" gazem), zastosowaniu próżni lub użyciu pochłaniaczy, czy tez emiterów
określonych gazów. Najczęściej pakowanie MAP łączy się z chłodniczym
przechowywaniemproduktów.
17. Funkcje opakowania produktu spoż.
• ochronna (funkcja defensywna); umożliwienie transportu,
magazynowania, użytkowania produktu;
• marketingowa (agresywna) – opakowanie jest użyteczną cechą i
w połączeniu z rdzeniem produktu tworzy produkt rzeczywisty;
• informacyjna (o produkcie i producencie, właściwościach);
• zarządzająca (kody EAN) , zainteresowanie procesami różnych

form zarządzania;
• psychologiczna - oddziaływanie na konsumenta
18. Wymienić i krótko opisać Podstawowe techniki chłodnicze
1. chłodzenie
– lód wodny naturalny,
– lód wodny sztuczny,
– lód suchy (zestalony CO2, temp. - 78°C ).
2. chłodzenie maszynowe
- bezpośrednie: -- parowniki (przyścienne, podsufitowe)
- pośrednie: -- kanały powietrzne
- mieszane: -- obieg powietrza wymuszony
-- obieg powietrza grawitacyjny
19. Zmiany w żywności w wyniku chłodzenia
Zmiany w wyniku chłodzenia:
1.zmiany fizyczne:
* spadek temperatury
* ubytek masy
* powierzchniowe odwodnienie
* zmiany barwy ( w wyniku ubytku wody pociemnienie)
* zmiana konsystencji (twardnienie tłuszczu)
2.zmiany chemiczne
* zmiana odczynu
* zmiana barwy (oksydacja, przemiany barwników)
* zmiana składu chemicznego
3.zmiany mikrobiologiczne
* wstrzymanie rozwoju mikroorganizmów
* rozwój mikroflory

20. Zamrażanie żywności, krótko opisać
Zamrożenie jest typową metodą, w której przedłużenie trwałości pod względem
mikrobiologicznym następuje dzięki zahamowaniu wzrostu drobnoustrojów(chłodzenie
jedynie spowalnia ich wzrost). Wymagania podczas zamrażania:
- środowisko ochładzające nie może mieć szkodliwego wpływu na mięso
- odprowadzanie ciepła od produktu możliwe ze wszystkich stron
- szybkość zamrażania zapewniająca jak najlepszą jakość i warunki eksploatacji
- aparaty do zamrażania proste w konstrukcji i pewne w eksploatacji
- urządzenia wspomagające- np. przekładki i otwory w opakowaniach (przekładki są to
wkładki z blachy aluminiowej, która od dołu również odprowadza ciepło).
Metody zamrażania:
1. środowisko powietrzne
* tunelowe - najpierw zamraża się produkt w tunelu a następnie umieszcza w komorach
(najnowocześniejsze)
* komorowe - produkt zamraża się bezpośrednio w komorze (temp. w komorze -30°C)
2. środowisko ciekłe
* kontaktowe - (zanurzeniowe)
* bezkontaktowe - (zraszanie)
3. bezkontaktowe między płytami
4. w kontakcie z czynnikiem chłodzącym.
Intensywność zamrażania:
powolne 0,1- 1 cm/godz.
średnio szybkie 1- 5 cm/godz.
szybkie 5- 20 cm/godz.

21. Opisać główne zalecenia „ dobrej praktyki transportowej i przechowalniczej”
•
schładzać przestrzeń ładunkową. przed załadunkiem do temperatury nie wyższej niż -
12°C,
•
przemieszczać mrożona żywność w momencie, gdy środek transportu jest
przygotowany do załadunku,
•
ładować produkty bezpośrednio do pojazdu,
•
-sprawdzić temperaturę produktów bezpośrednio przed załadunkiem,
•
nie ustawiać mrożonych produktów bezpośrednio na podłodze lub przy ścianach
pojazdu, ponieważ uniemożliwia to cyrkulacje powietrza.
•
prowadzić rejestracje temperatury w przestrzeni ładunkowej podczas transportu; w
przypadku niedopuszczalnego jej wzrostu winny zadziałać sygnały alarmowe, dokonać
pomiaru temperatury dostarczonych produktów po ich rozładunku,
•
przestrzeń ładunkową przy przewozie produktów na krótkie odległości może być
schładzana do temperatury
•
18 °C przy użyciu suchego lodu,
•
przeznaczoną do transportu żywność przechowywać w temperaturach od -18 °C do -
12 °C (w nie schłodzonych pomieszczeniach żywność winna być nie dłużej, niż jest to
niezbędne),
•
przewiezioną partię produktów należy jak najszybciej umieścić w temperaturze -18
°C,
•
przewozy dystrybucyjne tak organizować, aby wyroby mrożone znajdowały się w
sieci dystrybucji najkrócej jak to tylko jest możliwe.
22. Opisać skutki niedotrzymania warunków transportu chłodniczego
konsekwencje nieprzestrzegania wymagań w transporcie żywności zamrożonej prowadzą do
skrócenia PSL, a wiec obniżenia wartości handlowej, a nawet dyskwalifikacji produktu.
Pogorszenie jakości sensorycznej,
obniżenie wartości żywieniowej,
strata masy

23. Transport niezamrożonych (schłodzonych) artykułów spożywczych
Wiele artykułów spożywczych przewożonych jest w stanie niezamrożonym, a jedynie
schłodzonym. Warunki temperaturowe transportu żywności schłodzonej w oparciu o przepisy
ATP:
1. Podroby +3
2. Masło+6
3. Dziczyzna +4
4. Mleko w cysternie (surowe lub pasteryzowane przeznaczone do bezpośredniego
spożycia)+4
5. Mleko przemysłowe +6
6. Ryby (transport możliwy tylko w lodzie) +2
7. Gotowe produkty mięsne +6
8. Mięso z wyjątkiem podrobów +7
9. Drób i króliki +4
24. Środki transportu opisać (izotermiczny/ lodownia/ chłodnia/ ogrzewany )
Izotermiczny środek transportu -Jest to środek transportu, którego nadwozie wykonane jest z
termoizolujących ścian, łącznie z drzwiami, podłogą i dachem, pozwalających na
ograniczenie wymiany ciepła między wewnętrzną i zewnętrzną powierzchnią nadwozia w taki
sposób, że według globalnego współczynnika przenikania ciepła (współczynnik „k”) można
go zaliczyć do jednej z dwóch następujących kategorii:
- IN – środek transportu z izolacją normalną charakteryzujący się współczynnikiem k nie
większym niż 0,7 W/m2K (¸0,6 kcal/h m2K),
- IR – środek transportu z izolacją wzmocnioną charakteryzujący się współczynnikiem k nie
większym niż 0,4 W/m2K (¸0,35 kcal/h m2K). Określenie współczynnika „k”, zwanego w
niektórych krajach współczynnikiem „U”, i metody, jakie należy stosować podczas jego
pomiaru, podane są w umowie ATP

Lodownia - Jest to izotermiczny środek transportu, który za pomocą źródła chłodu (lodu
naturalnego z dodatkiem lub bez dodatku soli, płyt eutektycznych, suchego lodu z
urządzeniem pozwalającym regulować proces sublimacji lub bez takiego urządzenia, gazów
skroplonych z urządzeniem do regulacji procesu parowania lub bez takiego urządzenia itd.)
innego niż urządzenie mechaniczne lub absorpcyjne pozwala obniżać temperaturę wewnątrz
próżnego nadwozia i następnie utrzymywać ją przy średniej zewnętrznej temperaturze +30C:
- na poziomie nie wyższym niż +7 °C dla klasy A,
- na poziomie nie wyższym niż -10 °C dla klasy B,
- na poziomie nie wyższym niż -20 °C dla klasy C,
- na poziomie nie wyższym niż 0 °C dla klasy D, z wykorzystaniem odpowiednich
czynników chłodzących i odpowiedniego wyposażenia.
Ten środek transportu powinien mieć jedną lub więcej komór, naczyń lub zbiorników dla
czynnika chłodzącego.
Współczynnik „k” środków transportu klasy B i C nie powinien być wyższy niż 0,4 W/m2K.
Chłodnia - To izotermiczny środek transportu, wyposażony w indywidualne lub wspólne dla
kilku środków transportu urządzenie chłodnicze (mechaniczny agregat sprężarkowy,
urządzenie absorpcyjne itd.), pozwalające w średniej temperaturze zewnętrznej +30°C
obniżać temperaturę wewnątrz próżnego nadwozia, a następnie stale utrzymywać ją w
następujący sposób: dla klas A, B i C z dowolnym ustalonym praktycznie stałym poziomem
temperatury ti, zgodnie z podanymi normami określonymi dla poniższych trzech klas:
– klasa A. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnicze, przy
którym ti może mieścić się między +12 i 0°C włącznie;
– klasa B. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnichłodnicze,
przy którym ti może mieścić się między + 12 i -10°C włącznie;
– klasa C. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnicze, przy
którym ti może mieścić się między +12 i -20°C włącznie. n dla klas D, E i F z ustalonym
praktycznie stałym poziomem temperatury ti zgodnie z podanymi normami określonymi dla
poniższych trzech klas:
– klasa D. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnicze, przy
którym ti nie jest wyższe niż +2°C.
– klasa E. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnicze, przy
którym ti nie jest wyższe niż -10°C.
– klasa F. Środek transportu – chłodnia wyposażony w takie urządzenie chłodnicze, przy
którym ti nie jest wyższe niż -20°C.
Współczynnik k środka transportu klas B, C, E i F nie powinien być wyższy niż 0,4 W/m2K
Ogrzewany środek transportu - to izotermiczny środek transportu, wyposażony w urządzenie
grzewcze, pozwalające na podwyższenie temperatury wewnątrz próżnego nadwozia, a
następnie utrzymywanie jej przez co najmniej 12 godzin bez włączania ogrzewania na
praktycznie stałym poziomie nie niższym niż +12°C, przy następującej średniej temperaturze
zewnętrznej dla obu klas:
-Klasa A. Ogrzewany środek transportu w średniej temperaturze zewnętrznej -10°C,
- Klasa B. Ogrzewany środek transportu w średniej temperaturze zewnętrznej -20°C.
Współczynnik „k” środków transportu klasy B nie powinien być wyższy niż 0,4 W/m2K.
25. Na czym polega wstępna obróbka surowców roślinnych – opisać
Wstępna obróbka surowców roślinnych obejmuje zwykle rutynowe zabiegi jednostkowe takie
jak: oczyszczanie lub obieranie, płukanie lub mycie, niekiedy sortowanie, kalibrowanie oraz
rozdrabnianie.
Owoce delikatne przechodzą jedynie przez płuczki wodno-powietrzne i natryski, natomiast
warzywa przez myjki szczotkowe lub grabkowe.
Woda musi odpowiadać wymaganiom dla wody do celów technologicznych.
Nieznaczne ilości adsorbowanej wody są korzystne, ponieważ po zamrożeniu tworzą
warstewkę glazury, ograniczającą ususzkę i zmiany jakościowe.
Nadmiar wody usuwany jest w podmuchu powietrza na ażurowych taśmach ociekowych.
Znaczną część masy świeżych surowców stanowią odpady niejadalne, wynoszące od 10-12%
w truskawkach do 50% w wielu gatunkach warzyw. Do ich usuwania stosowane są różne typy
ocieraczek mechanicznych i obieraczek parowych. Znane są m.in. metody obierania
warzywpo zamrożeniu(Frezze-peeling).
Istotne konsekwencje ma zabieg rozdrabniania surowców. Wpływa on m.in. na poprawę
wymiany ciepła i skrócenie czasu zamrażania, określa sposób pakowania i formę oferowania
na rynku, a jednocześnie powoduje uszkodzenia i zwiększa podatność produktów na
niekorzystne oddziaływanie czynników środowiskowych (temperatury,tlenu, światła).

Zabiegi te, we wstępnej fazie przetwarzania wpływają również na składniki przerabianych
surowców, które są ważne w żywieniu (powstają straty wrażliwych na ciepło witamin,
substancji rozpuszczalnych w wodzie, składników wycieku z produktów rozdrobnionych).
Często są one większe niż w samym procesie zamrażania.
26.
Wstępne schładzanie owoców i warzyw – opisać
•
Nowoczesne przetwórstwo - bezpośredni przerób surowców, w dużych zakładach, na
wydajnych liniach – pominięcie schładzania jako wyodrębniony zabieg technolohiczny.
Jakość końcowego wyrobu wymaga, aby czas przetrzymywania surowców nie przekraczał
kilku godzin w ciągu których zachodzące zmiany nie mają jeszcze istotnego wpływu na
obniżenie jakości.
•
Mniejsze przetwórnie – stosowana nadal technika krótkookresowego zabezpieczenia
nietrwałych surowców przez ich wstępne schładzanie bezpośrednio po zbiorze do temp 2-3
°C.
•
Wstępne schładzanie można traktować jako pierwszy zabieg, wchodzący w zakres
chłodnictwa technologicznego.
•
Ch łodzenie powietrzem na zasadzie pełnej fluidyzacjij, czas chłodzenie do temp ok.
1°C wynosi ok. 2 min.
•
Metody przedłużania trwałości truskawek przez osłanianie paletfolią i umieszczanie
pod nią suchego lodu (3-4 g/kg owoców). Sublimacja lodu obniża temperaturę i zwiększa
zawartość CO2 pod osłoną do ok. 30%
•
Schładza nie przez zraszanie chłodną wodą, sporadycznie przysypywany śniegiem –
warzywa, zwłaszcza zielone
•
systemy wentylacyjne – są różne typy przechowalni naturalnych, wykorzystujące
powietrze zewnętrzne
•
schładzanie tunelowe z układami chłodniczymy, umożliwiającymi tegulację temp i
prędkości strumienia powietrza. Optymalna temp dla większości gatunków owoców to temp
powietrza 0 – 2°C
•
Schłodzenie wstępne ma zasadnicze znaczenie przy obliczaniu niezbędnej wydajności
chłodniczej agregatu zainstalowanego w środku transportowym.
27.
Transport owoców i warzyw
•
świeże owoce i warzywa są wrażliwe na warunki transportu i przechowywania.
Podczas transportu muszą być odpowiednie warunki klimatyczne panujące w nadwoziu.
•
Przy dostatecznym dostępie tlenu, końcowymi produktami procesu oddychania są
dwutlenek węgla, woda i energia, w znacznej części wydzielana do otoczenia w postaci
ciepła. W warunkach niedoboru tlenu lub w zbyt wysokiej temperaturze dochodzi do
oddychania beztlenowego. Oddychanie beztlenowe prowadzi do zepsucia surowców. Ciepło
oddychania większości gatunków owoców i warzyw osiąga duże wartości i w obliczeniach
bilansu chłodniczego nadwozia środka transportu musi być uwzględnione.
•
Dlatego tez owoce i warzywa uszkodzone mechanicznie lub chore nie nadają się do
przechowywania i transportu na duże odległości.
•
Warunki klimatyczne panujące w nadwoziu mogą powodować intensywność
transpiracji oraz wysychania. Strata 5-8% masy wskutek transpiracji lub wysychania
prowadzi juz do nieodwracalnej utraty wartości handlowej całej partii surowca.
28.
Zmiany jakości owoców i warzyw podczas transportu
Najczęstszymi przyczynami zmian jakości owoców i warzyw podczas transportu są:
•
choroby fizjologiczne – sowodowane zakłóceniami w procesie oddychania tkanek
owoców i warzyw. Występuje to przy braku właściwej wentylacji lub cyrkulacji powietrza i
niedostatecznymschłodzeniu.
•
rozwój mikroorganizmów – spowodowane jest ciepłem wydzielanym podczas
oddychania powodując wzrost temp co sprzyja rozwojowi mikroorganizmów atakujących
uszkodzone komórki.
29.
Czynniki wpływające na jakość owoców i warzyw w transporcie
Na jakość transportowanych owoców i warzyw największy wpływ ma:
•
stan w momencie zbioru,
•
obróbka wstępna:
- przygotowanie do transportu,
- schładzanie po zbiorze,
- pakowanie,
•
warunki klimatyczne w czasie transportu:
- temperatura,
- wilgotność,
- cyrkulacja powietrza.
•
Odległość transportu – długi czas transportu jest tylko możliwy przy najwyższej
jakości surowca, zbieranych w optymalnej temp, odpowiednio przygotowane.
•
Schładzanie do temperatury przechowywanie lub transportu w możliwie krótkim
czasie po zbiorze, co zapewnia:
- zahamowanie intensywnych procesów metabloicznych,
- ograniczenie rozwoju bakterii.
30.
Zboża, kasze, mąka – odmiany, przechowywanie, proces produkcji i
przetwarzania
ZBOŻA - odmiany
- pszenica
- żyto
- jęczmień
- owies
- kukurydza
- ryż
- gryka
Przechowanie:
•
-
Proces produkcji i przetwarzanie:
•
-
MĄKA – odmiany
Podział wg zastosowanego zboża:
•
Mąki pszenne (z oczyszczonego ziarna pszenicy zwyczajnej lub durum)

a) Chlebowe (tortowa, krupczatka, luksusowa i inne)
b) Makaronowe (mąka durum, semolina i kaszka makaronowa)
•
Mąki żytnie (z oczyszczonego ziarna żyta np. sitkowa, razowa).
Typ mąki – zawartość popiołu ogółem w gramach na 100 kg np. typ 500, zawiera
0,5% popiołu ogółem.
Przechowanie:
•
Mąka jest produktem mniej trwałym i trudniejszym do przechowywania niż ziarno.
Przy dłuższym i nieodpowiednim przechowywaniu istnieje ryzyko psucia się mąki co wyraża
się nieodpowiednim zapachem, smakiem itp.
Okres przechowywania mąki chlebowej wynosi:
- mąki pszennej jasnej —do 5 miesięcy,
- mąki pszennej ciemnej —do 3 miesięcy,
- mąki żytniej—do 4 miesięcy.
Proces produkcji i przetwarzanie:
•
Mąka jest produktem zbożowym otrzymywanym w wyniku przemiału oczyszczonego
ziarna zbóż najczęściej tzw. zbóż chlebowych (pszenicy i żyta), a także jęczmienia,
kukurydzy, ryżu oraz rzadko gryki, grochu, owsa i soi.
•
Przemiał polega na mechanicznym rozdrobnieniu oczyszczonego ziarna za pomocą
mlewników walcowych.
•
W zależności od warunków przemiału ziarna, otrzymuje się mąki różnej jakości,
zróżnicowane pod względem stopnia rozdrobnienia i składu chemicznego.
KASZA
Odmiany:
W zależności od surowca:
•
jęczmienne (pęczak, perłowa, płatki jęczmienne),
•
gryczane (kasza gryczana prażona i nie prażona),
•
owsiane (kasza owsiana cała i łamana, płatki owsiane – górskie, zwykłe,
błyskawiczne),
•
inne (jaglana z prosa, manna z pszenicy, płatki ryżowe).
W zależności od stopnia przerobu i wielkości ziaren:
•
kasze uzyskiwane przez obłuszczenie i ewentualne polerowanie ziarna (zachowują w
przybliżeniu kształt ziarna, z którego zostały otrzymane) np. gryczana, jaglana, pęczak,
•
kasze o większym stopniu rozdrobnienia, uzyskiwane za pomocą pocięcia lub
połamania ziarna obłuskanego np. jęczmienna,
•
kasze uzyskane w wyniku dodatkowego obtoczenia i wypolerowania ziaren uprzednio
pociętych i wypolerowanych np. perłowa (pęczak połamany i polerowany).
Przechowanie:
•
-
Proces produkcji i przetwarzanie:
•
Produkcja polega na pozbawieniu ziaren łusek, ich rozdrobnieniu i wypolerowaniu.
Ziarna mogą być gniecione lub łamane. Niektóre kasze mogą być dodatkowo uszlachetniane
przez odmącznianie, parowanie i prażenie. Najbardziej popularne kasze wyrabia się z:
jęczmienia, gryki, owsa i prosa.
31. Makaron – odmiany, surowce do produkcji
Makaron - Produkt otrzymany ze specjalnej, wysokoglutenowej mąki makaronowej,
semoliny lub kaszki makaronowej, wody, soli z domieszką lub bez domieszki innych mąk
(np. krupczatki lub wrocławskiej typ 500), z dodatkiem lub bez dodatku jaj, odpowiednio
uformowane pod ciśnieniem i utrwalone przez odwodnienie (wysuszenie). Preferowana mąka
z pszenicy durum(typ 950) lub semoliny (typ 1750).
Makarony – podział
W Polsce produkuje się:
• makarony zwyczajne (z mąki z pszenicy zwyczajnej),
• makarony z pszenicy durum:
a) popularny (z mąki durum, bez dodatku jaj, dwujajeczny lub
czterojajeczny)
b) wyborowy (z semoliny, bezjajeczny lub dwujajeczny),
c) ekstra (z kaszki makaronowej durum bez dodatku jaj).
Makarony – podział ze względu na liczbę jaj
użytych na 1 kg mąki

a) bez dodatku jaj,
b) dwujajeczny,
c) czterojajeczny,
d) inne (innojajeczne), ale nie więcej niż 5 sztuk na 1 kg
mąki.
Surowce do produkcji:
- mąka
- woda
- sól
- jaja
32. Mleko – definicje, rodzaje, i wymagania
Mleko surowe - definicja
Mleko pochodzące od krów, o niezmienionym składzie, które nie było ogrzane do
temperatury powyżej 400C i nie było poddane innymi zabiegom, powodującym podobne
efekty, jak ogrzanie powyżej tej temperatury.
Mleko surowe – wymagania (1)
mleko powinno pochodzić od krów:
- z gospodarstw wolnych od gruźlicy i brucelozy,
- u których nie występują objawy chorób zakaźnych przenoszonych na człowieka za
pośrednictwem mleka,
- o ogólnym dobrym stanie zdrowia,
- które nie wykazują uszkodzeń wymienia,
- których mleko posiada właściwe cechy organoleptyczne,
- które dają co najmniej 2 litry mleka dziennie,
- którym nie podawano substancji szkodliwych dla zdrowia ludzi, a mogących przechodzić
do mleka.
Mleko surowe – wymagania (2)
w 1 cm3 mleka może być:
- nie więcej niż 100 000 drobnoustrojów oznaczonych metodą płytkową w temperaturze 300C
(średnia geometryczna z 2 kolejnych miesięcy, 2 próbki losowo pobrane w każdym
miesiącu),
- nie więcej niż 400 000 komórek somatycznych oznaczonych metodą ilościową (średnia
geometryczna z 3 kolejnych miesięcy, 1 próbka losowo pobrana w każdym miesiącu).
Mleko surowe – wymagania (3)
- nie wolno dodawać wody (określenie punktu zamarzania mleka w losowo pobranych
próbkach w czasie przelewania mleka do cysterny),
- temperatura < 60C.
Mleko spożywcze – definicja
Mleko przeznaczone do obrotu, uzyskane z mleka surowego poddanego obróbce cieplnej i
oferowane w postaci mleka pasteryzowanego, mleka UHT, mleka sterylizowanego.
Mleko spożywcze – rodzaje
- mleko pasteryzowane,
- mleko UHT,
- mleko sterylizowane.
Mleko spożywcze – wymagania
- gęstość w temp. 200C nie mniej niż 1028 g/litr,
- nie mniej niż 28 g białka/litr,
- nie mniej niż 8,50% s.m.b.
Mleko spożywcze pasteryzowane – definicja
- produkowane przy zastosowaniu temperatury nie niższej niż 71,70C / 15 sek. lub obróbki
równoważnej,
- wykazuje ujemną reakcję na obecność fosfatazy i dodatnią na obecność peroksydazy
(reakcje na enzymy),
- schłodzone bezpośrednio po pasteryzacji do temperatury nie wyższej niż 60C.
Mleko spożywcze UHT – definicja
- produkowane przy zastosowaniu temperatury nie niższej niż 1350C w czasie co najmniej 1
sek.,
- zapakowane aseptycznie,
- zachowuje trwałość po przechowywaniu 300C/15 dni lub 550C/7 dni.
Mleko spożywcze sterylizowane – definicja
- produkowane przy zastosowaniu obróbki termicznej w hermetycznych szczelnych
opakowaniach,
- zachowuje trwałość po przechowywaniu 300C/15 dni lub 550C/7 dni.
33. Sery, opis, podział, przechowywanie, transport
Sery – definicja według Codex Alimentarius
Ser jest świeżym lub dojrzewającym produktem o stałej lub półstałej konsystencji, w którym
proporcja białek serwatkowych do kazeiny nie przekracza proporcji dla mleka, otrzymanym
przez Koagulację w całości lub częściową następujących surowców: mleka, mleka
odtłuszczonego, mleka odtłuszczonego i częściowo odtłuszczonego, śmietanki, śmietanki
serwatkowej lub maślanki lub jakichkolwiek ich mieszanek poprzez działanie podpuszczki
lub innych preparatów koagulujących i częściowe osuszenie poprzez odebranie serwatki
powstającej w czasie takiej koagulacji
Sery – podział ze względu na zawartość wody (1 definicja)
MFFB* [%]
Rodzaj sera
< 51
Bardzo twardy
49 – 56
Twardy
54 – 63
Półtwardy
61 – 69
Półmiękki
> 67
Miękki
*MFFB – zawartość wody w beztłuszczowej masie sera z ang. Moisture on a fat free basis
MFFB = (zawartość wody w serze/masa sera - zawartość tłuszczu w serze) * 100
Sery – podział ze względu na zawartość tłuszczu (2 definicja)
FDB* [%]
Rodzaj sera
> 60
Wysokotłusty
45 – 60
Pełnotłusty
25 – 45
średniotłusty
10 – 25
niskotłusty
< 10
chudy
*FDB – zawartość tłuszczu w s.m. sera z ang. fat on a dry basis
FDB = (zawartość tłuszczu w serze/masa sera - zawartość wody w serze) * 100
Przechowywanie
Czas przechowywania sera jest zależny od stopnia jego miękkości. Miękkie sery psują się
szybko, gdyż są bardzo wilgotne. Nawet prawidłowo przechowywane powinny być zjedzone
najpóźniej po dwóch tygodniach od zakupu. twarde sery znoszą dłuższy czas
przechowywania. Można je trzymać w lodówce 4-8 tygodni. Po kilku tygodniach niestety i
one tracą smak, dlatego warto je zamrozić. Czas przechowywania wydłuża się wtedy nawet
do 3 miesięcy.
Sery nie powinny być zawinięte w folię gdyż w niej ser się „dusi”. Materiały nie zawierające
porów powodują również wzrost wilgotności wewnątrz, przez co przyspieszony zostaje
wzrost bakterii i pleśni. Ser twardy po zakupie zawijamy w pergamin i wstawiamy do
lodówki. Natomiast sery miękkie powinny być przechowywane w oryginalnych
opakowaniach.
Sery można przechowywać w lodówce, zamrażarce a nawet piwnicy. Najwygodniej jest
przechowywać je w lodówce w temperaturze od 0,5 do 3°C. Sery dojrzałe, twarde można
mrozić bez obawy, że utracą smak i zmieni się ich tekstura. Wyjątek stanowią Cheddar i
Gouda, których lepiej nie mrozić. Na serach trzymanych w temperaturze pokojowej pojawia
się tłusty film. Może to wpływać na zmianę smaku, dlatego ser powinno się serwować na
krótko przed jedzeniem. Wyjątek stanowi tarty parmezan, który powinno się przechowywać
w temperaturze pokojowej. Ważną zasadą dotycząca serów jest również to, aby nie
przechowywać ich w pobliżu produktów o intensywnym zapachu, gdyż mogą nim przejść i
stracą swój wyjątkowy aromat.
Transport
Sery przewożone są środkami transportu wyposażonymi w urządzenia chłodnicze, które
pozwalają na utrzymanie temperatury wymaganej przez dany gatunek
34. Pieczywo opis, składniki, proces wypieku
Pieczywo - to produkt spożywczy otrzymany w wyniku wypieku ciasta spulchnionego przez
fermentację, a w niektórych przypadkach jedynie mechanicznie (chleb chrupki) lub przez
dodatek środków chemicznych
Podstawowe składniki:
• mąka (- pszenna, żytnia, jęczmienna, kukurydziana, owsiana),
• woda,
• sól kuchenna (polepsza smak pieczywa, wpływa na jego jakość modyfikuje procesy
fermentacji ciasta – hamuje czynność enzymów drożdżowych, zwiększa zdolność
zatrzymywania przez ciasto gazów),
• drożdże (spulchniają ciasto, tworzą aromat i smak pieczywa),
• polepszacze (– substancje dodawane w produkcji pieczywa w celu poprawienia jego jakości,
głównie jego objętości, wyglądu, struktury, właściwości miękiszu oraz smaku i zapachu).
Produkcja pieczywa:
• przygotowanie składników,
• przygotowanie ciasta,
• fermentacja,
• wypiek
PROCESY PODCZAS WYPIEKU:
• 40° - fermentacja w toku,
• 50° - kleikowanie skrobi, denaturacja białek (zmiany strukturze białka, które prowadzą do
utraty aktywności biologicznej lub innej indywidualnej cechy charakterystycznej przy
zachowaniu sekwencji aminokwasów),
• 70 - 75° inaktywacja enzymów zawartych w cieście, ciasto przestaje rosnąć,
• 100° - temperatura zewnętrzna ciasta – powstaje skórka
• 130° - skrobia ulega dekstrynizacji (dekstrynizacja skrobi polega na rozrywaniu jej
łańcucha),
• 150° - karmelizacja, reakcje pomiędzy aminokwasami i cukrami redukującymi, powstaje
typowy aromat i smak,
• 180° - maksymalna temperatura skórki
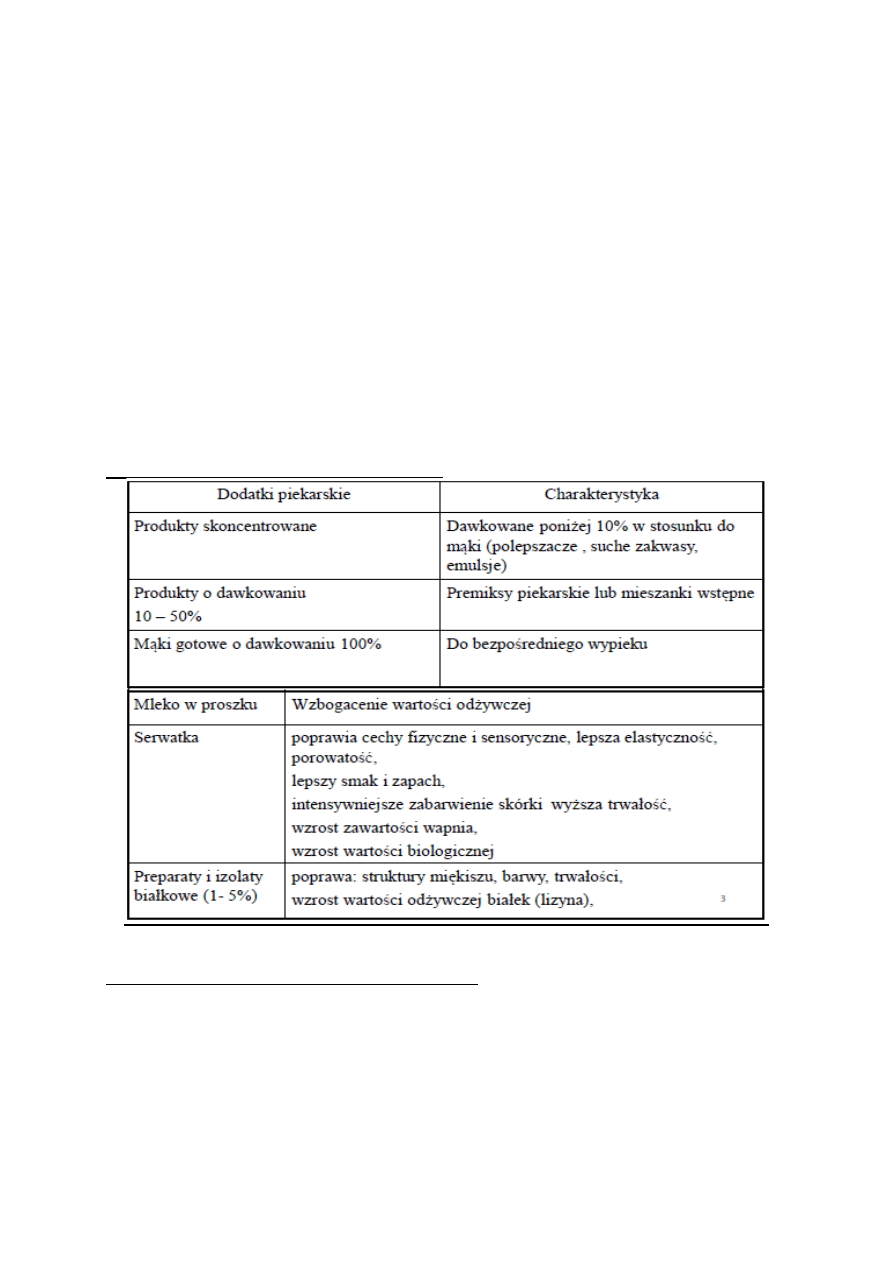
35. Charakterystyka dodatków do pieczywa
36. Na czym polega Ocena weterynaryjna mięsa.
1.
Wszystkie części tuszy zwierząt rzeźnych zaraz po uboju muszą być
zbadane w celu określenia ich przydatności do spożycia.
2.
Przepołowione półtusze przekazuje do stanowiska badania

weterynaryjnego.
Obejmuje ono:
oględziny narządów wewnętrznych ubitego zwierzęcia,
nacinanie węzłów chłonnych i niektórych narządów wewnętrznych, konsystencji, barwy i
zapachu półtuszy oraz badanie na wągrzycę nosaciznę i włośnie.
3.
Półtusze zostają oznakowane odpowiednią pieczęcią weterynaryjną.
Znakowanie mięsa polega na umieszczaniu znaku weterynaryjnego
bezpośrednio na mięsie lub na bezpośrednim bądź pośrednim
opakowaniu. Znak weterynaryjny umieszczany jest za pomocą
stempla lub przez wypalenie.
37. Kategorie mięsa po uboju ( na przykładzie mięsa wieprzowego)
Rozróżnia się trzy kategorie mięsa:
a) mięso zdatne do spożycia - mięso po zbadaniu i oznakowaniu
dopuszczone do spożycia, pozyskane w rzeźni posiadającej uprawnienia do
produkcji na rynek państw Unii Europejskiej. Znak weterynaryjny owalny
b) mięso warunkowo zdatne do spożycia - mięso zbadane, oznakowane
i dopuszczone do spożycia po poddaniu go zabiegom uzdatniającym. Znak
weterynaryjny o kształcie prostokąta
c) mięso niezdatne do spożycia - mięso zbadane i nie dopuszczone do
spożycia, oznakowane jako nienadające się do spożycia. Znak weterynaryjny o
kształcie trójkąta równobocznego skierowanego wierzchołkiem do góry,

38. Wstępna obróbka surowców zwierzęcych (w tym schładzanie)
•
Surowce zwierzęce w postaci przydatnej do dalszego przetwórstwa lub obrotu
pozyskiwane są w rzeźniach przemysłowych.
•
Część tych surowców jest następnie zamrażana w branżowych zakładach
przetwórczych lub publicznych chłodniach składowych.
•
Część mięsa zanim zostanie zamrożone poddawane jest dalszej obróbce o
zróżnicowanym zakresie. Przy ograniczonych zabiegach mechanicznych uzyskuje się
półprodukty mięsne: Mięso bez kości w blokach, elementach lub porcjach handlowych
powstaje przez proste dzielenie, czyszczenie, porcjowanie i pakowanie surowców.
•
Dodatkowej obróbki wymagają wyroby z farszu (rozdrabnianie obniża trwałość
wyrobów).
•
Rozbudowana jest technologia formowania z mniej wartościowych gatunków
surowca tzw. mięsa rekonstytuowanego, w postaci standardowych porcji, zbliżonych
do najbardziej poszukiwanych wyrobów. Wymaga ona m.in. specjalnej mechanicznej
obróbki mięsa (tzw. płatkowania), dla uzyskania pożądanej spoistości rozdrobnionych
elementów.
Metody schładzania mięsa zwierząt rzeźnych.
•
zachowanie odpowiednich procedur schładzania szczególnie należy uwzględnić
wpływ pH na chłodniczy skurcz mięśni.
•
Szybkość schładzania mięsa powinna być skorelowana z szybkością rozkładu
glikogenu.
•
Szybkie schładzanie jest charakterystyczne dla ryb, a u zwierząt rzeźnych jest
odwrotnie. Należy schładzać powoli, jeżeli tak nie będzie może dojść do skurczu
chłodniczego, wtedy mięso staje się twarde i włókniste.
•
Ważne aby zwierzęta przed ubojem nie były zmęczone i zestresowane.
•
Mięso źle schłodzone może posiadać wadę w postaci jasnej, nienaturalnej barwy ( nie
nadaje się do sprzedaży w całości, mieli się je – i stosuje jako dodatek do mięsa mielonego).
Metody schładzania:
1.
Owiewowe
Schładzanie powolne, bezpośredni kontakt surowca z oziębionym powietrzem,
2.
Tunelowe
3.
Schładzanie lodem
Stosuje się do mięsa porcjowanego i wykorzystuje lód z wody wodociągowej.
4.
Schładzanie z zastosowaniem modyfikowanej atmosfery
Produkt pakowany w opakowania jednostkowe w atmosferze 30% CO2, 65%N2,
5%O2
39. Przechowywanie mięsa
• wołowina ćwierćtusze –220C do –300C/18 m-cy,
• cielęcina ćwierćtusze, wołowe części zasadnicze, mięso drobne w
opakowaniach wieprzowe i wołowe –220C do –300C/15 m-cy,
• wieprzowina półtusze, wołowina ćwierćtusze
-10 do –140C/6 m-cy,
• podroby w opakowaniach –18 do –220C/3 m-ce
Wyszukiwarka
Podobne podstrony:
BOIE Cewka pdf id 91559 Nieznany
LINK pdf id 268780 Nieznany
PRZ OPI wyklad 3 v2 pdf id 4033 Nieznany
BATczesc od Trawy pdf id 80765 Nieznany
Optymalizacja w2 pdf id 338946 Nieznany
cukrzyca miazdzyca pdf id 12087 Nieznany
fizyka cz 2 pdf id 176637 Nieznany
Odpowiedzi z robotyki id 33268 Nieznany
Prezentacja pdf id 391045 Nieznany
I KOLO INSTALACJE pdf id 208281 Nieznany
farm 3 PDF id 168032 Nieznany
Optymalizacja w1 pdf id 338945 Nieznany
PDF id 352778 Nieznany
Kieliszek tresc w pdf id 234535 Nieznany
ODPOWIEDZI FIZYKA id 332483 Nieznany
PRZ OPI wyklad 2 v4 pdf id 4033 Nieznany
odpowiedzi cz11 id 332391 Nieznany
begg makro PDF id 82389 Nieznany (2)
więcej podobnych podstron