ZGRZEWANIE ELEKTRYCZNE OPOROWE
ISKROWE
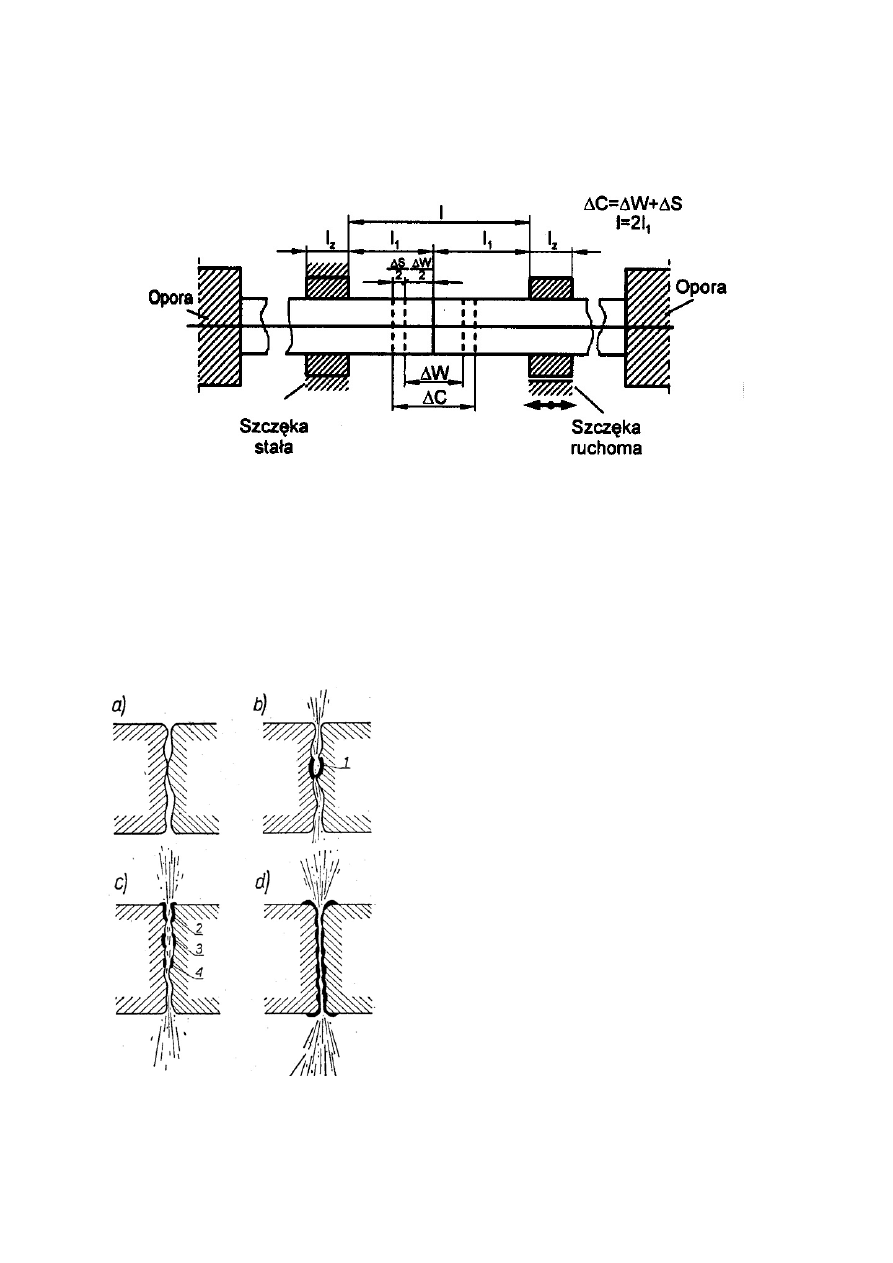
Rys.1. Zamocowanie elementów przy zgrzewaniu oporowym iskrowym; l
z
-
długość zamocowania przedmiotu w szczękach zgrzewarki, l
l
- długość
mocowania przedmiotu, 1- sumaryczna długość mocowania obu
zgrzewanych przedmiotów,
ΔW - sumaryczny naddatek na wyiskrzanie obu
przedmiotów,
ΔS - sumaryczny naddatek na spęczanie obu przedmiotów,
ΔC - sumaryczny naddatek na wyiskrzanie i spęczanie obu przedmiotów
(naddatek na zgrzewanie
)
Przebieg zgrzewania
W zgrzewaniu iskrowym nagrzanie
obszaru styku następuje poprzez
wyiskrzanie (łuki elektryczne).
Zgrzewane przedmioty dociśnięte
są początkowo tylko niewielką siłą,
konieczną dla zapewnienia
pojedyńczych styków (rys.2), w
których powstają mostki i
rozpoczyna się wyiskrzanie. Dalsze
wyiskrzanie na skutek zbliżania się
przedmiotów ruchem jednostajnym
lub posuwisto – zwrotnym (
⇔)
przebiega zgodnie ze schematem na
rys.2.
Rys.2. Przebieg wyiskrzania
1
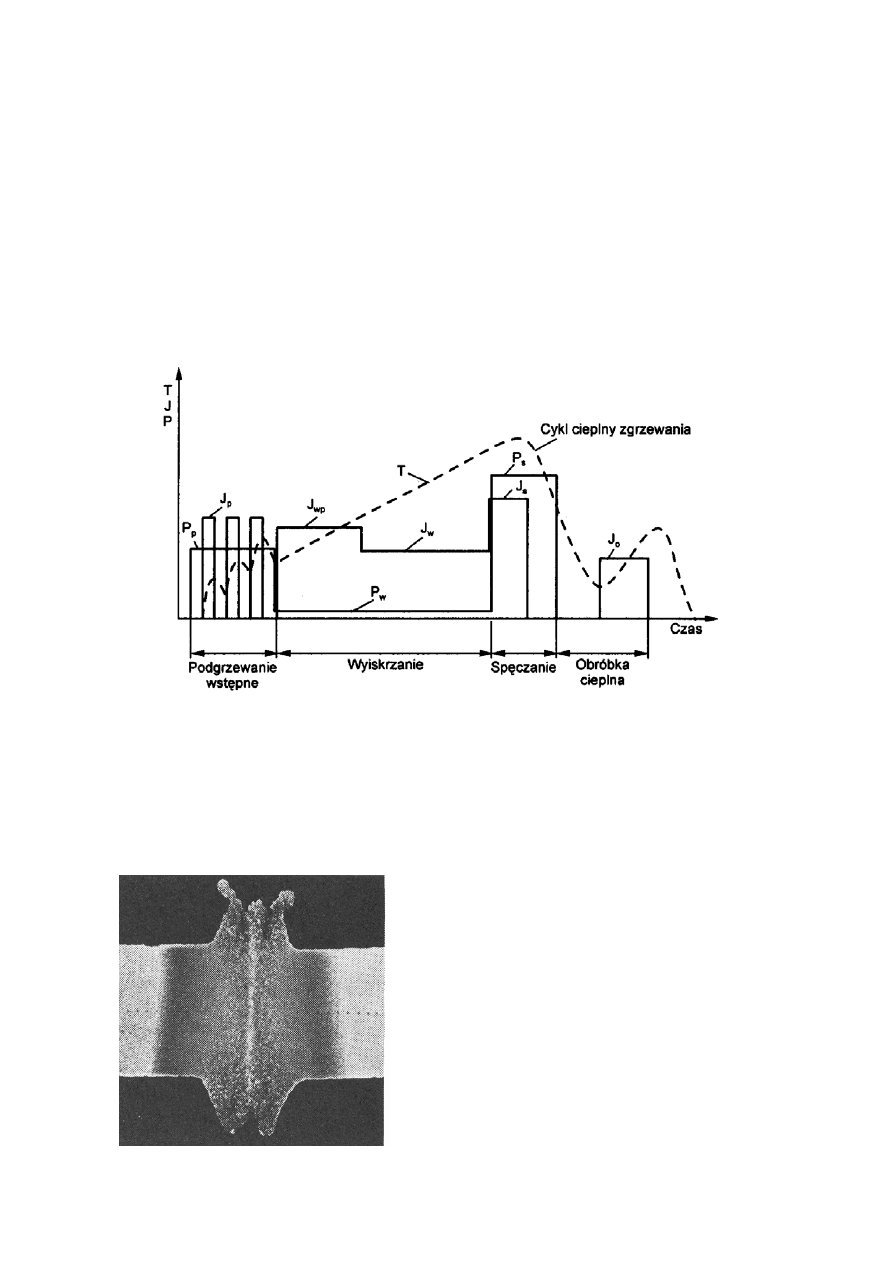
Gdy, na skutek zbliżenia przedmiotów nastąpi zwarcie (silny
wzrost I i spadek U) rozpoczyna się proces spęczania ( znaczny
wzrost nacisku z P
i
do P
S
, rys3.) i następuje wyciśnięcie
uplastycznionego materiału (
i zanieczyszczeń
) w postaci
charakterystycznego rąbka, rys.4. Podstawowy cykl zgrzewania
może być uzupełniony (rys.3) podgrzewaniem wstępnym
(przedmioty o dużych i znacznie różniących się przekrojach i
metale nieżelazne) oraz obróbką cieplną.
Rys.3. Program zgrzewania oporowego iskrowego wraz z cyklem cieplnym
w obszarze zgrzeiny; Jp - natężenie prądu podgrzewania wstępnego, Jwp -
natężenie prądu wyiskrzania w etapie początkowym, Jw - natężenie prądu
wyiskrzania, Js- natężenie prądu spęczania, Jo - natężenie prądu obróbki
cieplnej, Pp - siła docisku w czasie podgrzewania wstępnego, P w - siła
docisku w czasie wyiskrzania, Ps - siła docisku w czasie spęczania
Rys.4. Makrostruktura złącza
doczołowego prętów o średnicy 35 mm
zgrzanych oporowo iskrowo (stal 55).
Widoczny charakterystyczny dla
zgrzewania iskrowego rąbek
2
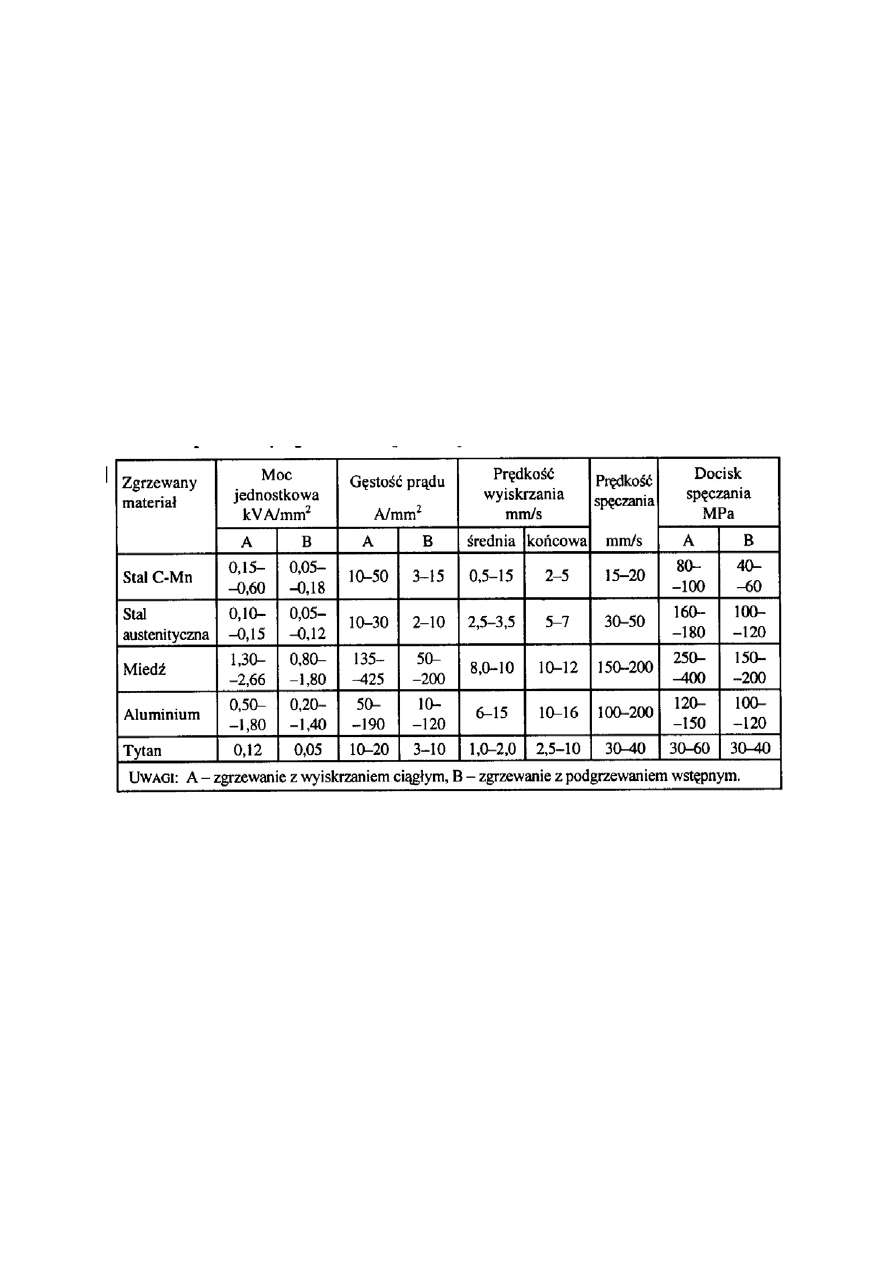
Parametry zgrzewania
⇒ natężenie prądu (moc jednostkowa, gęstość, napięcie wtórne) ,
⇒ prędkość wyiskrzania w mm/s,
⇒ naddatek na wyiskrzanie w mm,
⇒ prędkość spęczania w mm/s,
⇒ siła docisku spęczania (a także wyiskrzania) w kN,
⇒ naddatek na spęczanie w mm,
⇒długość mocowania w mm (nie tak istotna jak przy zwarciowym)
Zalecane parametry zgrzewania różnych metali przedstawia
tabela 1.
Tabela 1
Prędkość wyiskrzania początkowo jest mała, potem się
zwiększa aż do max wartości końcowej (stąd dwa zapisy w tabeli).
Pozostałe parametry zgrzewania takie jak naddatki na
zgrzewanie
ΔC i sumaryczna długość mocowania l muszą być też
odpowiednio dobrane. Ponieważ dobór jest dość skomplikowany
należy korzystać z odpowiedniej literatury lub instrukcji
zgrzewarek. Należy jednak pamiętać, że parametry zgrzewania
będą się różnić w zależności od rodzaju zgrzewanych powierzchni
(kształtowniki, blachy, pierścienie, obręcze itp.)
Różne też będzie dla tych elementów przygotowanie do
zgrzewania.
3
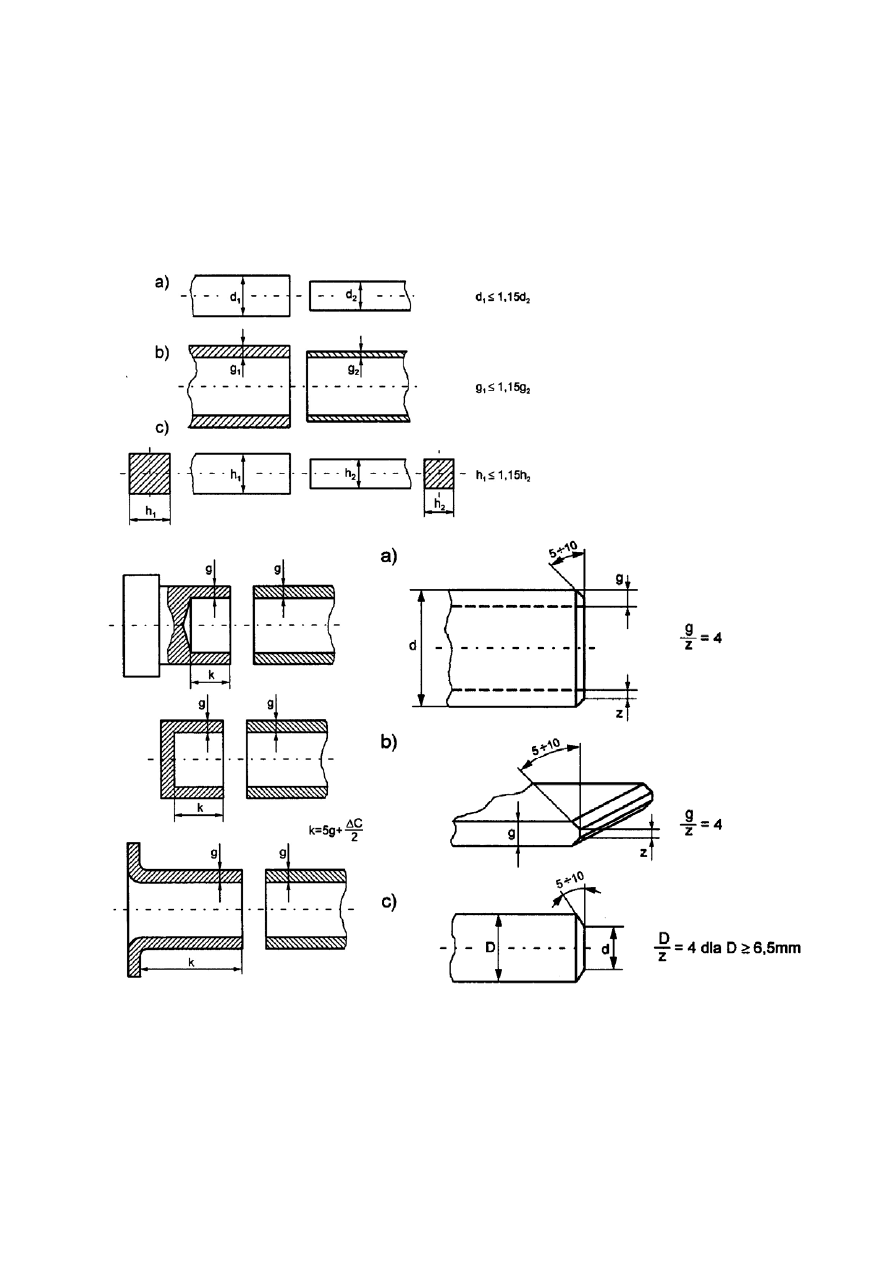
Przygotowanie elementów do zgrzewania
Elementy
zgrzewane
iskrowo
nie wymagają
tak starannego
przygotowania jak zgrzewane zwarciowo (wyiskrzanie wyrzuca
zanieczyszczenia i niweluje nierówności). Zalecane przygotowanie
przedmiotów do zgrzewania ilustrują rysunki 5-7.
Rys.5. Dopuszczalne
odchyłki od wymiaru
nominalnego zgrzewanych
przedmiotów o różnych
wymiarach: a) pręty
okrągłe, b) rury, c) pręty o
przekroju prostokątnym
Rys.7.Przykłady ukosowania
powierzchni czołowych przedmiotów
w celu ułatwienia procesu zgrzewania
oporowego iskrowego: a) rury, b)
blachy, c) pręty
Rys.6. Zalecane przygotowanie
do zgrzewania oporowego
iskrowego powierzchni czołowej
przedmiotów o złożonych
kształtach;
ΔC - sumaryczny
naddatek na zgrzewanie
4
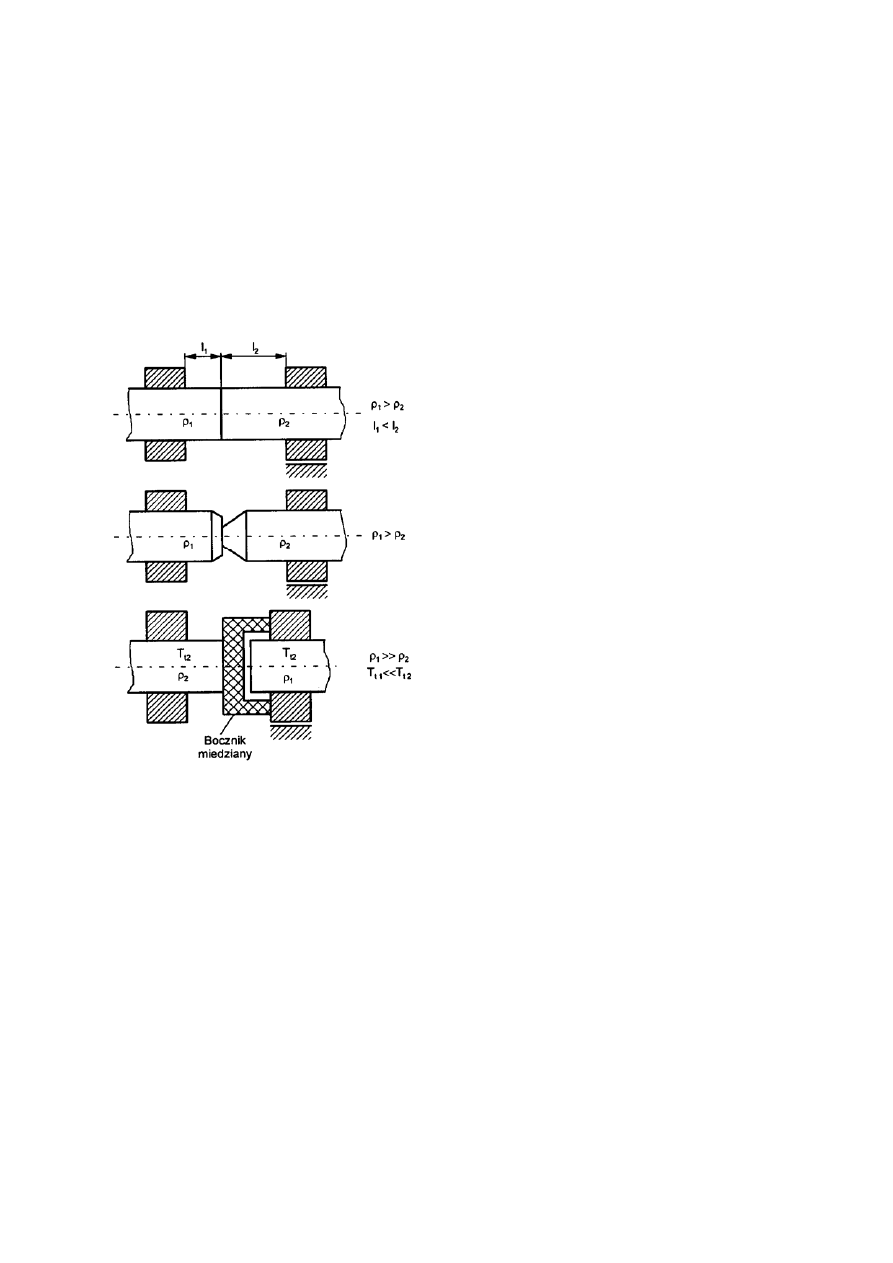
W przypadkach gdy zgrzewane elementy
różnią się istotnie
temperaturą topnienia lub opornością elektryczną właściwą
, to
konieczne jest zapewnienie równowagi cieplnej w obszarze
zgrzewania. Można to uzyskać (rys.8.) poprzez:
⇒
zmianę długości mocowania,
⇒
zmianę kąta ukosowania powierzchni czołowej,
⇒
podgrzanie bocznikiem z Cu (usuwany po podgrzaniu).
Rys.8. Sposoby zapewnienia
równowagi cieplnej w obszarze
zgrzewania oporowego iskrowego
przedmiotów różniących się
opornością elektryczną właściwą
ς
lub temperaturą topnienia T
t
Zalety i zastosowanie zgrzewania iskrowego
Zgrzewanie iskrowe w porównaniu ze zwarciowym posiada
następujące zalety:
♦
Większa wytrzymałość i plastyczność złącza,
♦
Szerszy zakres możliwości zgrzewania ze sobą różnych metali
(okres wyiskrzania może trwać tak długo aż każdy z metali osiągnie
temperaturę topnienia),
♦
Prostsze przygotowanie przedmiotów,
♦
Mniejsze zużycie energii i większa szybkość zgrzewania a zatem
większa wydajność,
♦
Wąska strefa wpływu ciepła.
5
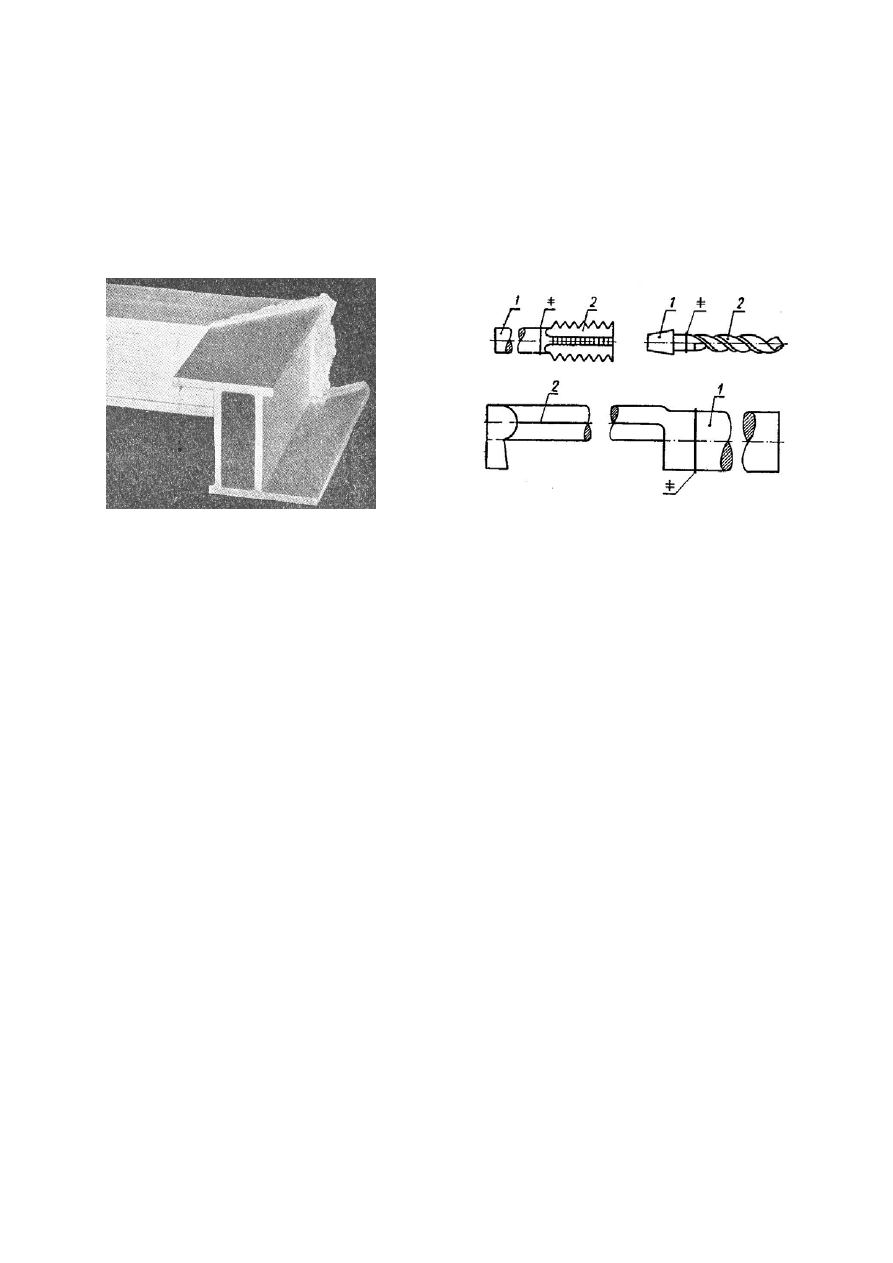
Zgrzewanie oporowe iskrowe znajduje zastosowanie do
łączenia doczołowego rur, drutów, prętów kształtowników (rys.9),
ram okiennych i drewnianych, szyn kolejowych, odkuwek,
wlewków, taśm, blach, ogniw łańcuchów, obręczy kół
samochodowych, narzędzi skrawających (rys.10), wałów itd.
Zgrzewa się przedmioty wykonane ze stali węglowych,
niskostopowych, wysokostopowych, miedzi i stopów miedzi,
aluminium i jego stopów, tytanu oraz żeliw sferoidalnych.
Możliwe jest łączenie stali z miedzią, miedzi z aluminium, stali
niskowęglowych ze stalą narzędziową.
Rys.9. Przykład złącza aluminiowego
zgrzewanego iskrowo o złożonym
kształcie i ustawieniu powierzchni
łączonych pod kątem (widoczny
wyciśnięty metal ze złącza w okresie
spęczania)
Rys.10. Przykłady narzędzi
tnących zgrzewanych iskrowo ze
stali narzędziowej i węglowej:
1 - chwyt ze stali węglowej, 2 -
część robocza ze stali narzędziowej
Zgrzewanie oporowe iskrowe umożliwia łączenie przedmiotów
stalowych o przekrojach ponad
100000 mm
2
, z tytanu do
5000
mm
2
, aluminium i stopów aluminium do
90000 mm
2
oraz miedzi i
stopów miedzi do
30000 mm
2
. Zgrzewarka automatyczna firmy
ESAB, wyposażona w dwa transformatory o mocy 140 kVA i
maksymalnym prądzie zgrzewania 80 kA, w ciągu 6 minut
zgrzewa oporowo iskrowo z podgrzewaniem wstępnym stalowe
ogniwa łańcuchów kotwicznych zbiornikowców o średnicy 172
mm i długości roboczej 700 mm, zwiniętych z pręta o długości
2200 mm i masie ok. 450 kg.
6
Document Outline
Wyszukiwarka
Podobne podstrony:
1 11e ZGRZEWANIE ELEKTRYCZNE OP Nieznany
9) Powinowactwo elektronowe id Nieznany (2)
elektroenergetykacykl1 Ogniwa P Nieznany
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
01 wstepny elektrycznyid 3080 Nieznany
93 Nw 10 Elektryczne wiertarki Nieznany
Instalacja elektryczna escort m Nieznany (2)
Elektryka i Elektronika Amper i Nieznany
15 elektrostatykaid 16020 Nieznany (2)
1 INSTALACJE ELEKTRYCZNEid 1031 Nieznany (2)
20031208!ELEKTRRid 25140 Nieznany (2)
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
Instalacja elektryczna galaxy m Nieznany (2)
Obsluga elektromechanicznego ha Nieznany
Zgrzewanie id 590033 Nieznany
Indukcja elektromagnetyczna id Nieznany
a15 pole elektryczne w dielektr Nieznany
więcej podobnych podstron