Przeróbka plastyczna – laboratorium, część II: wyciskanie
data wykonania ćwiczenia: 23.01.2013 r.
WMN, metalurgia rok III, grupa pierwsza
temat II:
Wpływ stopnia odkształcenia na parametry siłowe procesu wyciskania
1. Wykonanie ćwiczenia
Wyciskano wlewki wykonane z pierwszego gatunku ołowiu o takiej samej geometrii:
l
0
=45mm, d
0
=45mm przez matryce płaskie o różnej średnicy roboczej: d
1
=2, 6 i 14mm.
W każdym przypadku odczytywano z manometru prasy ciśnienie robocze w cylindrze głównym
prasy w funkcji drogi stempla. Odczyt następował co 5 mm przesuwu stempla. Następnie znając
przelicznik (1bar=2,8 kN) wyznaczono wartości siły wyciskania.
2. Zestawienie wyników pomiarowych
D
1
[mm]
D
1
[mm]
2
6
14
2
6
14
Δh [mm]
p [bar]
F [kN]
0
0
0
0
0
0
0
5
105
72
45
294
201.6
126
10
100
66
43
280
184.8
120.4
15
97
64
41
271.6
179.2
114.8
20
95
61
38
266
170.8
106.4
25
92
60
50
257.6
168
140
30
90
80
100
252
224
280
35
120
120
120
336
336
336
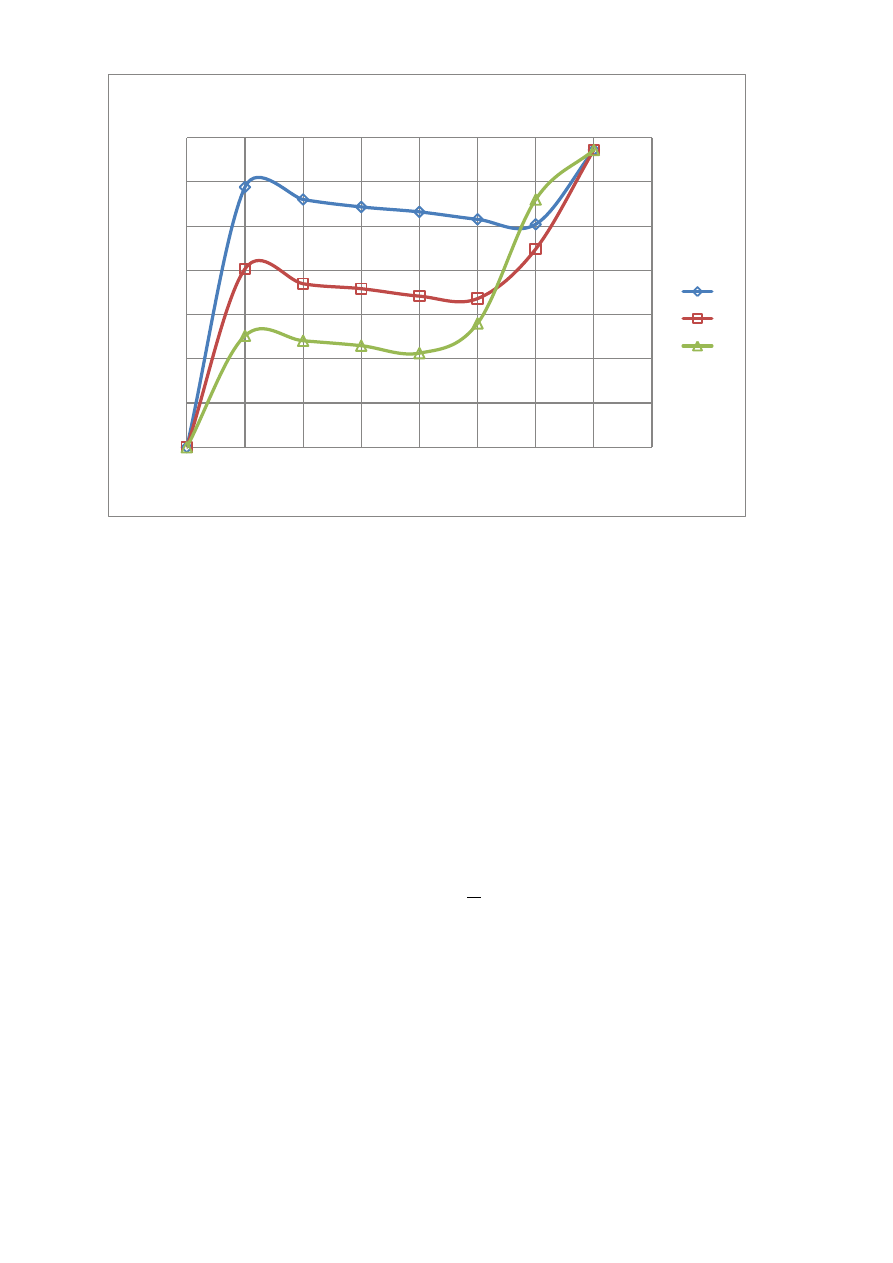
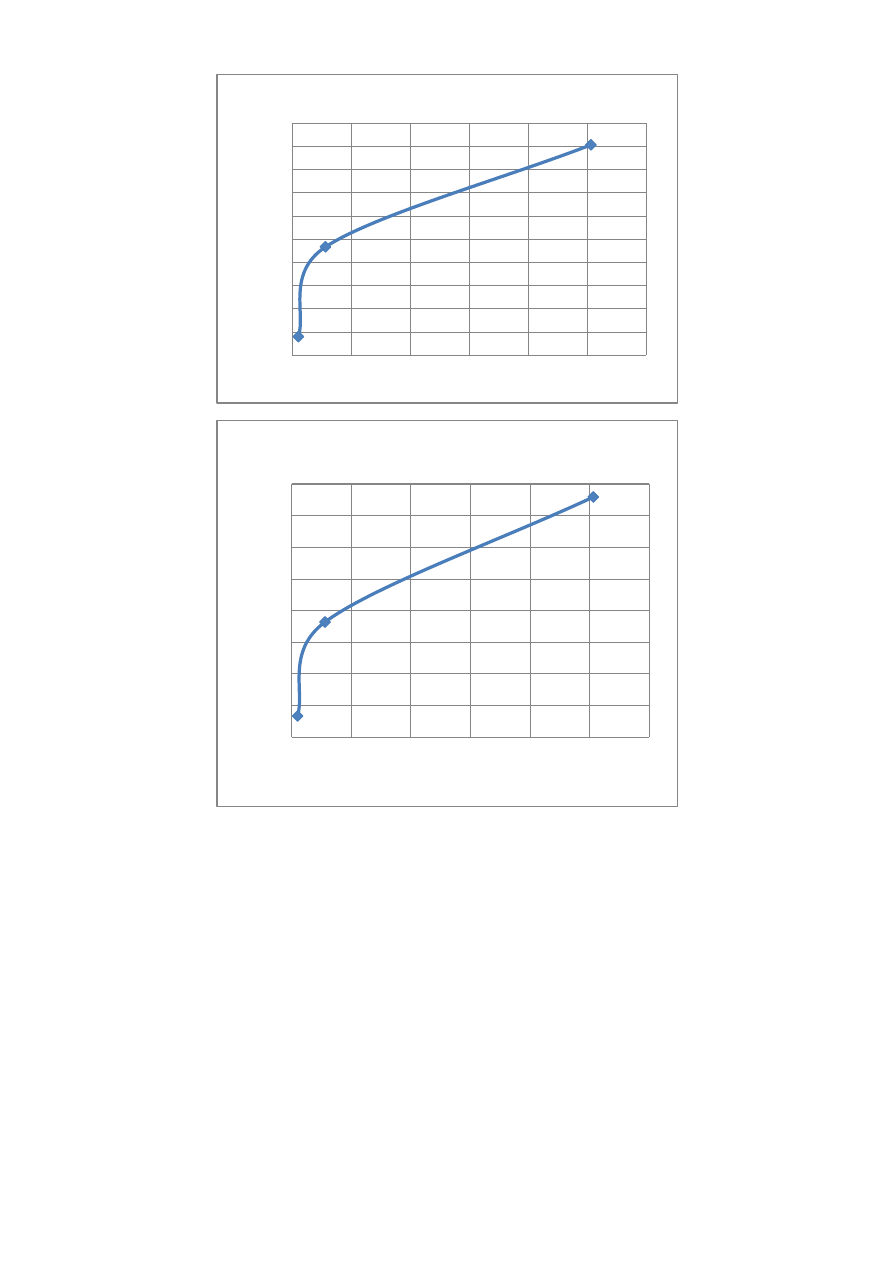
Wykres 1: Charakterystyka procesu wyciskania współbieżnego dla różnych długości wlewków L
0
3. Obliczenia
Obliczenie teoretycznej siły wyciskania wg wzoru Perlina dla warunków eksperymentu:
Gdzie:
R
M
– opór w głównej strefie płynięcia
T
KR
– tarcie materiału o wlewek
T
M
– tarcie w strefie martwej
T
P
– tarcie na pasku kalibrującym matrycy
założenia:
D
0
– średnica pojemnika, D
0
=45 mm
λ – współczynnik wydłużenia λ
α – kąt strefy martwej, α=60
o
σ
pl
– opór plastyczny materiału, σ
pl
=10 MPa
L
0
– długość początkowa wlewka
μ – współczynnik tarcia, μ=0,2
l
p
– długość paska kalibrującego, l
p
=2 mm
0
50
100
150
200
250
300
350
0
5
10
15
20
25
30
35
40
P
w
[kN
]
Δh [mm]
P
w
=f(Δh)
2
6
14
Przykładowe obliczenia dla D
1
=2 mm:
Tabela 1: Zestawienie wyników obliczeń - wzór Perlina
d
1
[mm]
R
M
[kN]
T
KR
[kN]
T
M
[kN]
T
P
[kN]
P
W
[kN]
2
264.10
12.72
22.87
12.72
322.56
6
264.10
12.72
14.80
4.24
297.94
14
264.10
12.72
8.58
1.82
283.07
Przykładowe obliczenia dla próbki z D
1
=2mm
4. Wyniki obliczeń i wykresy
Tabela 2: Zestawienie wyników obliczeń opisujących przebieg wyciskania
D
1
[mm]
2
6
14
λ [-]
506.25
56.25
10.33
ln(λ) [-]
6.23
4.03
2.34
P
W
[kN]
184.15
115.76
66.8
P
max
[kN]
271.6
201.6
140
P
śr
[MPa]
170.77
126.76
88.03
ε [1/s]
0.48
0.28
0.13
120
140
160
180
200
220
240
260
280
0
100
200
300
400
500
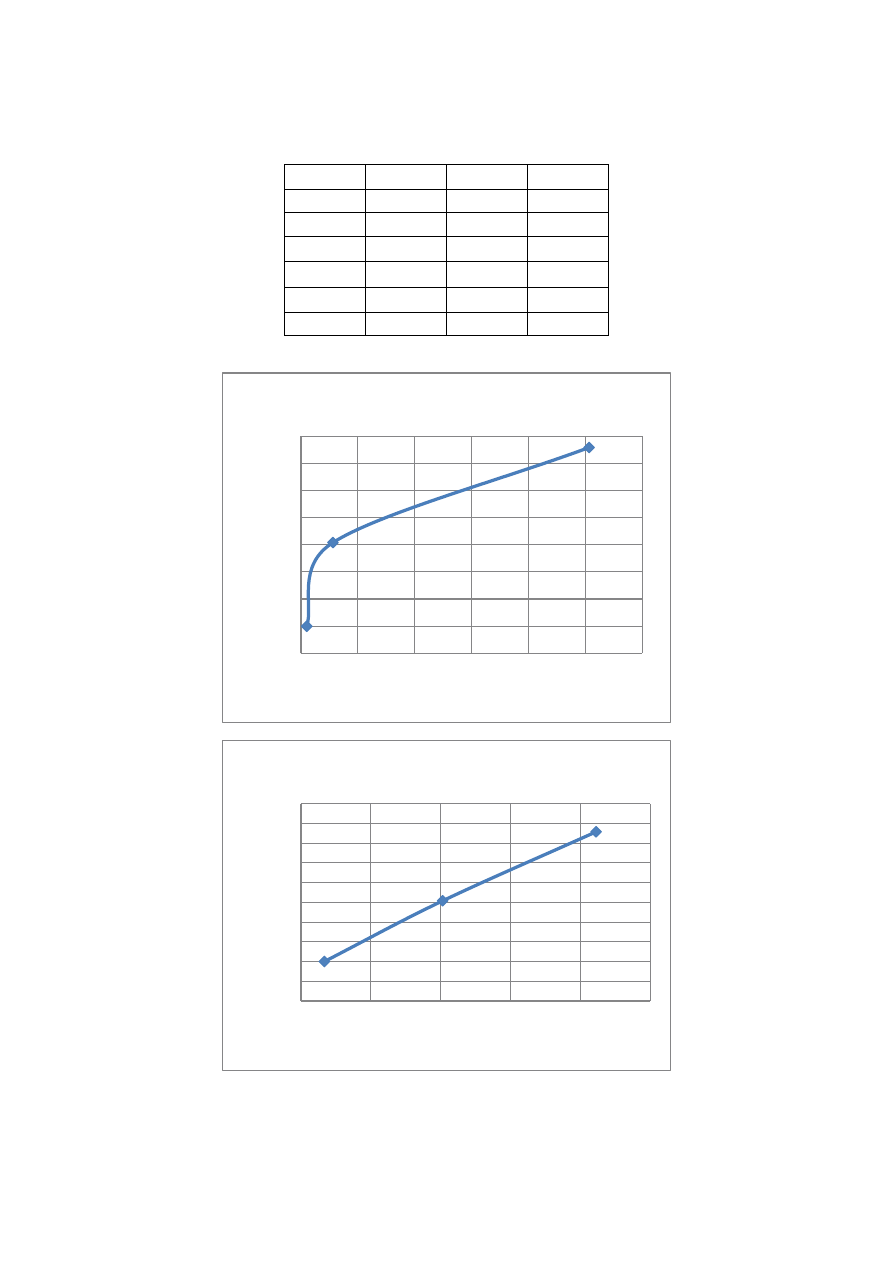
600
P
m
ax
[kN]
λ [-]
P
max
=f(λ)
100
120
140
160
180
200
220
240
260
280
300
2
3
4
5
6
7
P
m
ax
[kN]
ln(λ) [-]
P
max
=f(lnλ)
Wykresy 2-5: Zależności wartości obliczonych parametrów od długości początkowej wlewka L
0
5. Wnioski
Stosując za każdym razem wsad o tych samych parametrach, lecz nadając inne odkształcenia,
uzyskuje się różne wartości siły wyciskania. Z zależności liniowej wynika, że im większe
odkształcenie rzeczywiste, tym wyższe siły w procesie.
Za każdym razem siły tarcia wsadu o ściany pojemnika są takie same, co wynika z jednakowych
wymiarów wlewków, tzn. powierzchnia kontaktu materiału z narzędziem jest stała.
80
90
100
110
120
130
140
150
160
170
180
0
100
200
300
400
500
600
P
śr
[M
Pa]
λ [-]
P
śr
=f(λ)
0.1
0.2
0.2
0.3
0.3
0.4
0.4
0.5
0.5
0
100
200
300
400
500
600
έ
[1/
s]
λ [-]
ε=f(λ)

Wartości tarcia o pasek kalibrujący rosną wraz ze zwiększonym współczynnikiem wydłużenia λ.
A im większy współczynnik wydłużenia, tym mniejsza średnica końcowa D
1
. Rośnie także opór w
głównej strefie odkształcenia i w strefie martwej.
Prędkość odkształcenia odniesiona do wskaźnika λ rośnie logarytmicznie.
Produkując przedmioty wyciskane, których pole przekroju poprzecznego jest dużo mniejsze niż
wsadu, można zastosować matryce wielootworowe, aby uniknąć wysokich wartości sił wyciskania, co
zmniejszy nakłady energii, a jednocześnie zwiększy produkcję.
Wyszukiwarka
Podobne podstrony:
Strukturalizm i stylistyka (część II)
Pierwszy rok dziecka rozwój czesc II od urodzenia do 6 do 12 m cy
ABC tynków część I i II
2009 czerwiec Egzamin pisemny czesc II
metoda 3R - cześć. II, PG, rok2
Ćwiczenia aparatu mowy CZĘŚĆ II
Walka klasykow z romantykami, materiały- polonistyka, część II
2008 styczeń Egzamin pisemny czesc II
sciagi SOCJOLOGIA czesc II, Studia-PEDAGOGIKA, Socjologia
PRZYROST, prawo cywilne, prawo cywilne część II, Zobowiązania
rozdział 6 część II, Diagnostyka psychopedagogiczna
Odpowiedzialność hotelarzy, prawo cywilne, prawo cywilne część II, Zobowiązania
skrypt,?dania fokusowe CZĘŚĆ II
Ewidencja wyrobow gotowych czesc II
CZESC I i II
DOKUMENTACJA LOKOMOTYWY CZĘŚĆ II
Dydaktyka historii oraz historii i społeczeństwa – część II
więcej podobnych podstron