
STAHL-EISEN-WERKSTOFFBLATT (SEW) 220,
SUPPLEMENTARY INFORMATION ON THE MOST
IMPORTANT TOOL STEELS
T. Henke and A. Oldewurtel
D¨orrenberg Edelstahl GmbH, Engelskirchen,
Germany
Abstract
Changing national standards into international ones frequently entails far –
reaching alterations. This is mainly due to the fact that in establishing a set
of international standards a vast array of different interests and requirements
have to be taken into consideration. Since the standard for tool steels in
Germany was changed from the national DIN 17350 to the internationally
recognized and valid ISO 4957, some data was deleted. For example, DIN
17350 contained detailed information on heat treatment procedures for the
tool steels listed. In addition to these technical facts, several materials, which
still find application, have no longer been considered in the ISO 4957.
For this reason the subcommittee for tool steels, commissioned by the Ger-
man Iron and Steel Institute (VDEh) – Materials-Committee, has published
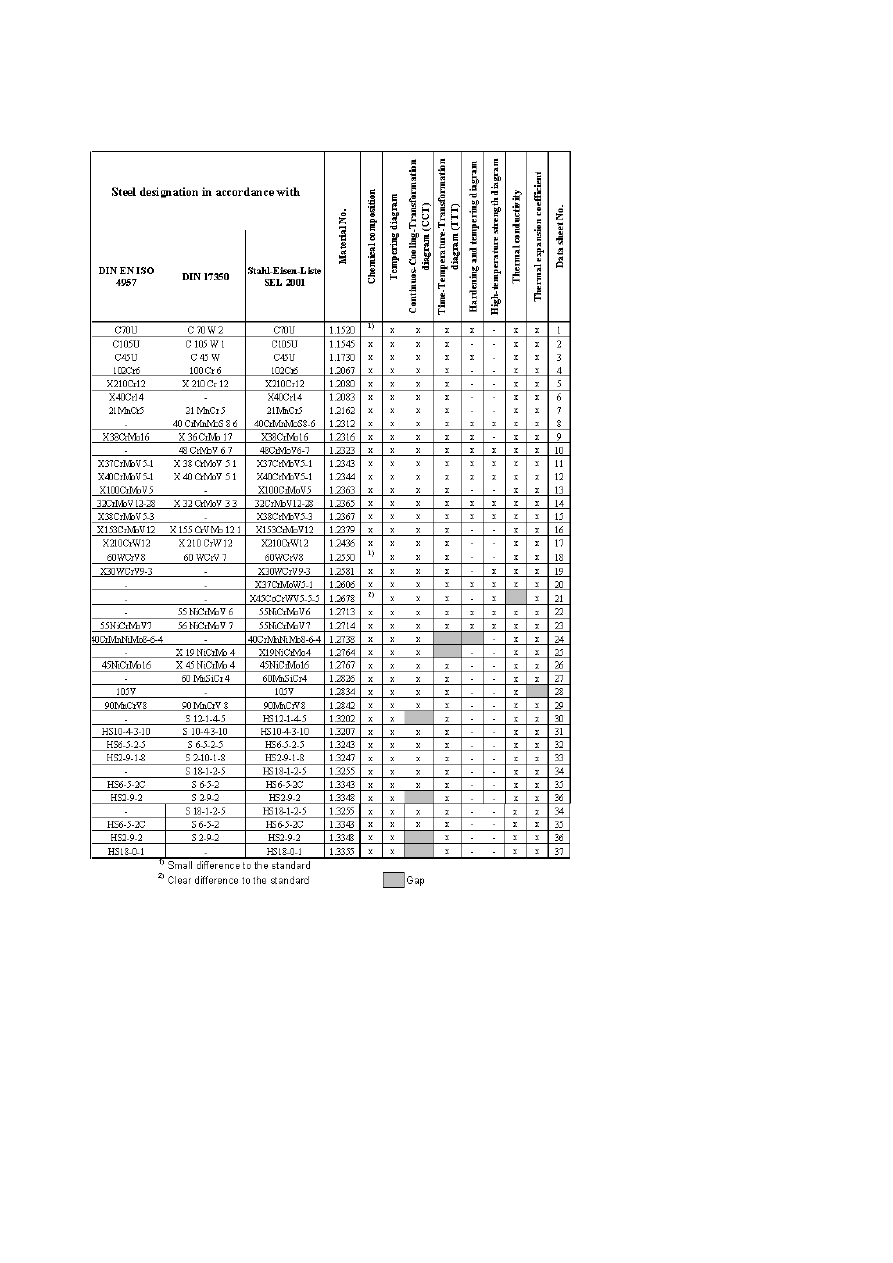
the "Stahl Eisen Werkstoffblatt (SEW) 220". This standard like paper con-
tains information on the chemical composition, heat treatment and selected
physical characteristics of 40 important tool steels. This documentation re-
sembles a data bank: each type of material listed there in is described and
illustrated by diagrams. The SEW 220 was developed to serve as an aid to
users of tool steels by putting together relevant and practical information on
this subject.
INTRODUCTION
As the interest in national and international standards increased in the
early part of the 20th century, the intention to accelerate industrialization
by rationalizing and harmonizing different evaluating procedures became
an objective of top priority. Especially world-wide export and import trade
1301
1302
6TH INTERNATIONAL TOOLING CONFERENCE
requires generally accepted standards in order to surmount obstacles to com-
mercial practices, which, at times can prove quite detrimental.
In 1926 the "International Federation of the National Standardizing Asso-
ciations" (ISA) had already been founded. In 1946 this organization eventu-
ally became the "International Organization for Standardization" (ISO) and
established its headquarters in Geneva. Recognized institutes of all countries
engaging in establishing standards are entitled to become members of one of
the international standardizing associations. In 1991 ISO had 90 members.
A draft of an international standard, once approved by a majority of its
members, is published. It is then up to the individual national institutes
to decide to what extent the international standard will be accepted and
even replace the national one. Please keep in mind that this is not the case
with European Standards (EN), which not only become mandatory for all
member countries, but also automatically replace the corresponding national
standards.
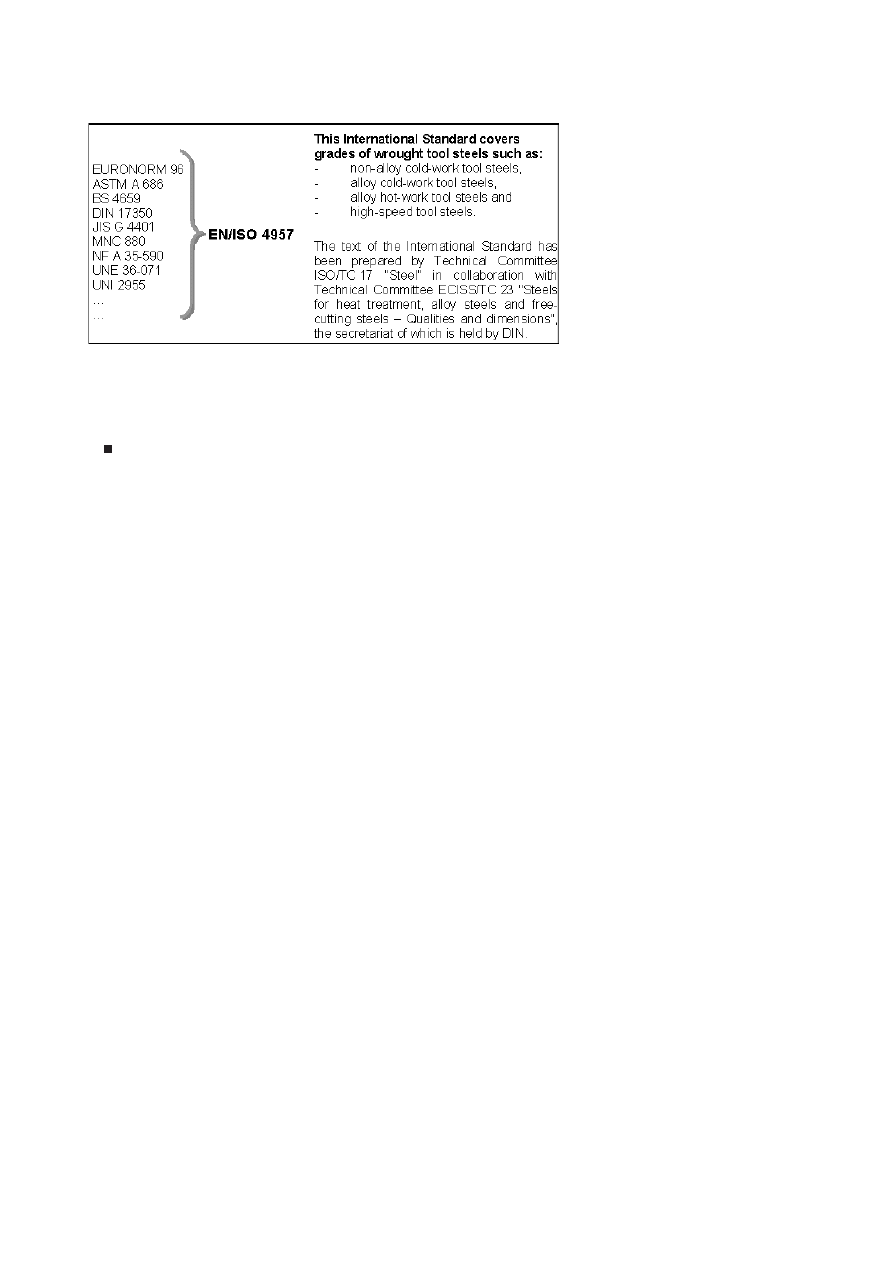
DIN EN ISO 4957
In December 1999 the "International Organization for Standardization"
published the currently valid version of the ISO 4957 Standard for Tool
Steels. The European Committee for Iron and Steel Standardization (ECISS)
then passed a resolution to the effect that ISO 4957 would become part of
the European framework for standards.
Once introduced and adopted, it became inevitable that this standard
would replace several different national ones (Fig. 1).
The fact that so many nations participated in the drawing up ISO 4957
meant that their members had to be willing to make compromises. Obviously
replacing national standards often resulted in drastic changes.
In Germany the Standard DIN 17350 was replaced in February 2001 by
the standard DIN EN ISO 4957. This switch led to the following and, to
some extent, very important changes:
Among other things no mention has been made of various and widely
used materials
Chemical compositions have been partially changed
Reference to the "Material Numbers" can now only be found in Ap-
pendix C of this Standard
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1303
Figure 1. [3].
Detailed data relating to heat treatment procedures as was the case
with the DIN 17350 supplement sheet, have been eliminated.
In order to compensate for this loss of information, the Materials-Committee,
under the direction of the "Verein Deutscher Eisenh¨uttenleute – VDEh", de-
cided to draw up the "Stahl Eisen Werkstoffblatt (SEW) 220". The subcom-
mittee for tool steels, for their part set up their own study group to undertake
this task.
In the course of the 6th International Tooling Conference, scheduled to
take place in September, 2002, the SEW 220 entitled "Tool Steels – choice
of criteria for the designation of materials and information on heat-treatment
methods", will be presented to a wide range of visitors.
STRUCTURE OF SEW 220
The new SEW 220 contains details on chemical composition, heat-treatment
and selected physical properties of the tool steels described. These materials
data are listed in Appendix 1. Wherever possible the names were taken from
valid standard steel characteristics. It follows therefore that the chemical
compositions were taken from the standard ISO 4957. The chemical com-
positions of steels not contained in ISO 4957 were taken from the "Stahl
Eisen Liste", the Register of European Steels. For the most part the infor-
1304
6TH INTERNATIONAL TOOLING CONFERENCE
mation concerning heat-treatment was taken from the Standard DIN 17350.
Values which had not yet been standardized were put together from data sup-
plied by steel producers. SEW 220 (draft 04. 2002) contains the following
points:
Explanations to selected technical expressions and procedures
Chemical compositions
Information on the heat-treatment of specific materials
– Annealing and austenitizing temperature
– Time – Temperature – Sequence Diagrams
– Triangular Diagrams depicting the effective hardening depth of
selected steels
– Time – Temperature – Transformation Diagrams (isotherm / con-
tinuous)
– Tempering Diagrams
– Partial high temperature strength and hardening diagrams
General information on heat treatment procedures
– Immersion time in salt bath of high speed steels
– Holding time during the austenitizing phase of cold and hot work
steels
Physical properties
– Thermal expansion
– Coefficient of thermal conductivity
Upon reviewing the new SEW 220, one notes that the initial statements ex-
plain relevant technical terminology and procedures of the steel grades con-
cerned. Essentially these points comprise information about state of delivery,
annealing, hardening and tempering. SEW 220 was provided with a detailed
technical data sheet for each steel grade listed in Appendix 1. (Please see
the appendices 2–4, illustrating the grades X153CrMoV12, X40CrMoV5-1
and HS6-5-2C).

Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1305
PURPOSE OF SEW 220
The Stahl Eisen Werkstoffblatt (SEW) 220, choice of criteria for the des-
ignation of materials and information on heat treatment methods, was de-
veloped to furnish users of tool steels with a practical tool. Since it contains
relevant data on the steel grades generally employed in this area, it fulfils
in an ideal manner the requirements of both tool makers and heat treatment
specialists.
The detailed statements relating to the state as delivered, the physical
properties, the chemical compositions and the hardness penetration depths
facilitate the choice of the appropriate materials as early as the very planning
and designing stages.
In order to obtain the required properties of tool steels for the application
intended, great care must be taken to perform a correct heat treatment. For
this reason SEW 220 contains information on this subject which is based
mainly on procedures in actual use. For example, vacuum hardening, con-
sidered in many areas as standard procedure, is described in great detail. In
addition to general explanations of terminology and processes, one finds de-
tailed instructions on correct temperature settings for the various steel grades.
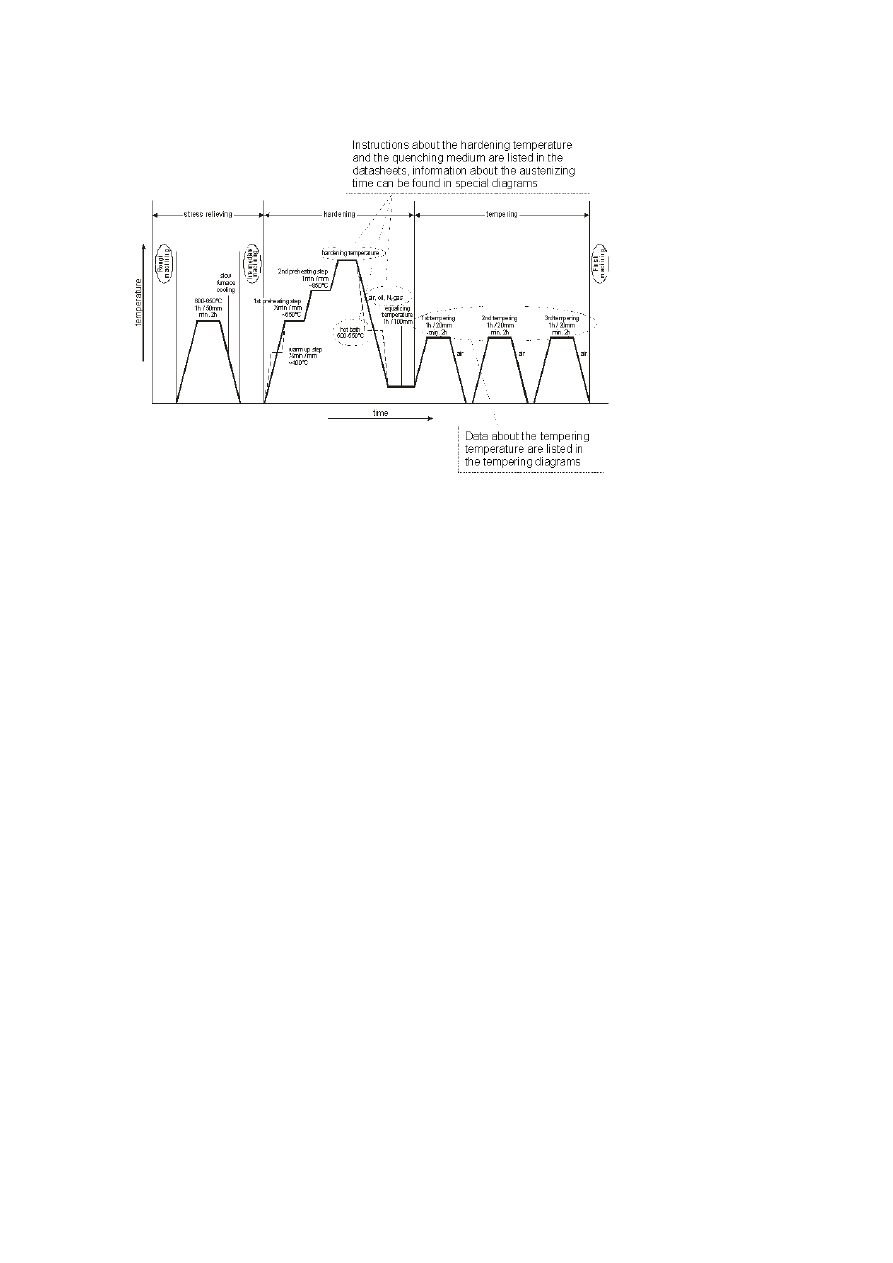
This information, combined with the time data indicated on the diagrams
together with precise step by step descriptions, enables users of SEW 220
to execute appropriate heat treatments. The following time – temperature –
sequence diagram for alloyed cold work steels clearly illustrates this (Fig 2).
SUMMARY
The EN ISO 4957 was introduced to replace individual national standards.
In Germany this was DIN 17350. Among other things, this new standard
resulted in several changes relating to steel grades and also eliminated the
information contained on heat treatment. "SEW 220, Tool Steels - choice of
criteria for the designation of materials and information on heat treatment"
was conceived as a supplement to the valid standards. This work contains
data on chemical composition, heat treatment methods and selected physical
properties of the tool steels described. SEW 220 represents a practical and
relevant collection of data useful to both user and heat treatment staff.
REFERENCES
1306
6TH INTERNATIONAL TOOLING CONFERENCE
Figure 2.
Time-Temperature-Sequence diagram for alloyed cold work steels [4]]
[1] M. KLEIN, Einf¨uhrung in die DIN-Normen (Beuth Verlag Berlin und K¨oln, 1985) p.
91.
[2] H. GR ¨
AFEN, Lexikon Werkstofftechnik (VDI-Verlag D¨usseldorf, 1991) p.708.
[3] H. J. WIELAND, VDEh, D¨usseldorf, Germany.
[4] SEW
220,
WERKZEUGST ¨
AHLE,
Auswahl
von
Werkstoffkennwerten
und
W¨armebehandlungsangaben, 1. Ausgabe, Entwurf 04.2002.
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1307
APPENDIX1
1308
6TH INTERNATIONAL TOOLING CONFERENCE
APPENDIX2
Steel name :
X40CrMoV5-1
Material №:
1.2344
CHEMICAL COMPOSITION: (MASS CONTENTS IN %)
C
Si
Mn
P
S
Cr
Mo
Ni
V
W
min
0,35
0,80
0,25
–
–
4,80
1,20
–
0,85
–
max
0,42
1,20
0,50
0,03
0,02
5,50
1,50
–
1,15
–
HEAT TREATMENT (THERMAL CYCLE DIAGRAM
№
6)
Hardening
Soft annealing
Hardening temperature [℃]:1020 – 1060
Annealing
temperature [℃]:
750 – 800
Quenching medium:
air, oil, pressure
gas, hot bath,
(500– 550℃)
Cooling medium: furnace
Tempering temperature:
see the diagram
Hardness [HRC]: 6229
Hardness [HRC]:
see the diagram
PHYSICAL PROPERTIES
Thermal expansion coefficient
20–100
20–200
20–300
20–400
20–500
20–600
20–700
℃
10,9
11,9
12,3
12,7
13,0
13,3
13,5
10
6
m/(m·K)
Thermal conductivity
20
350
700
℃
27,2
30,5
33,4
W/(m·K)
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1309
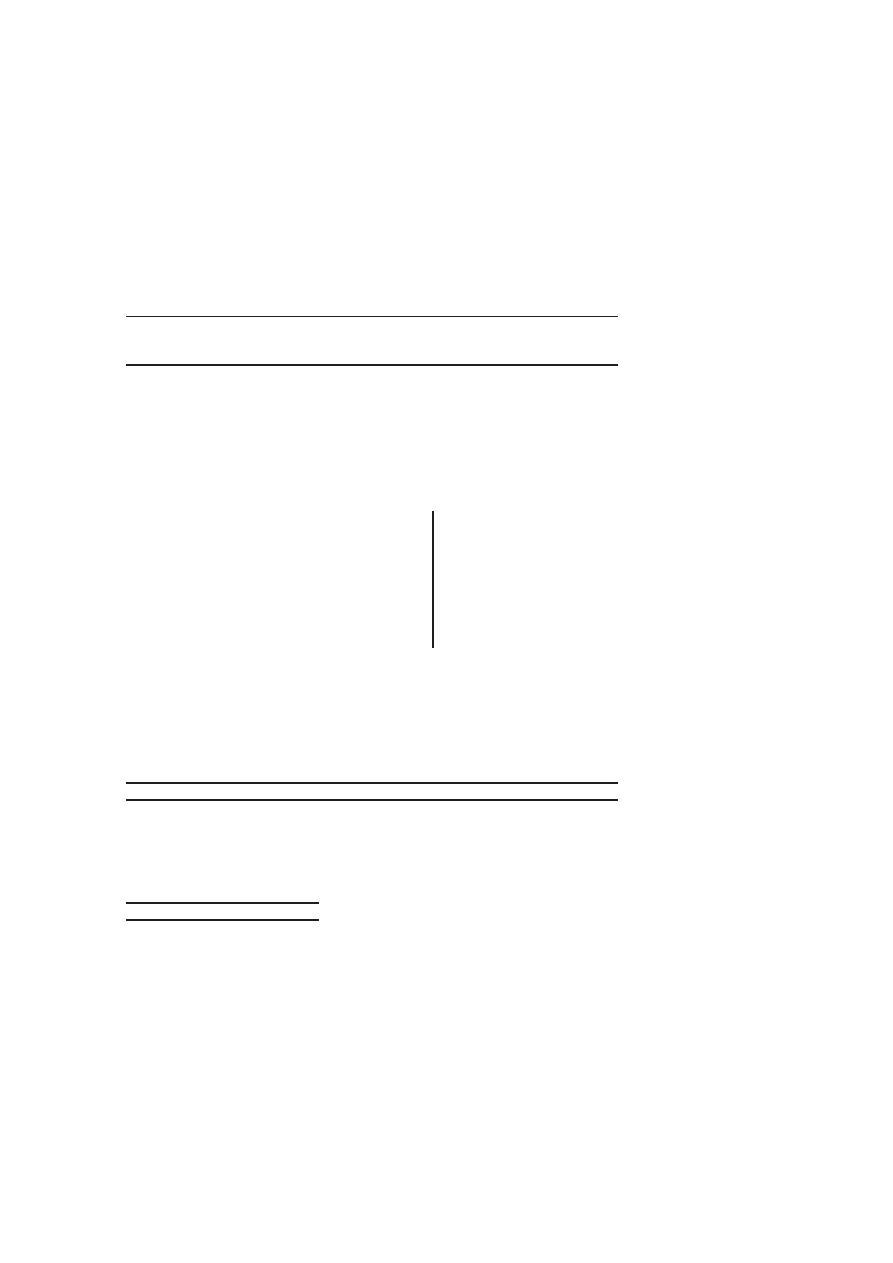
DIAGRAMS
Tempering diagram
Austenitizing temperature:1030 [℃ ]
Continuos-Cooling-Transformation
diagram (CCT)
Austenitizing temperature:1050 [℃ ]
1310
6TH INTERNATIONAL TOOLING CONFERENCE
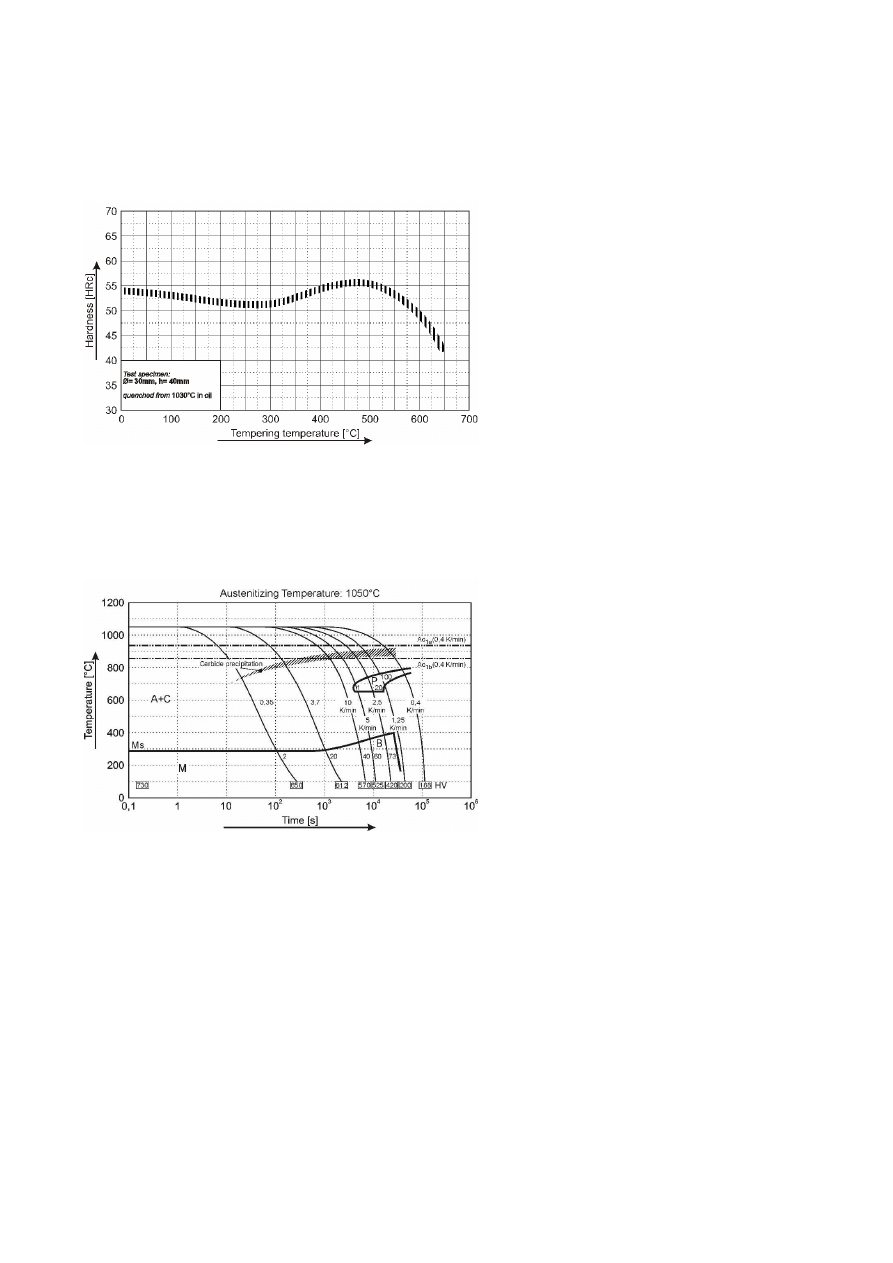
Time-Temperature-Transformation
diagram (TTT)
Austenitizing temperature:1050 [℃ ]
High-temperature strength diagram
Austenitizing temperature:1050 [℃ ]
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1311
APPENDIX3
Steel name :
X153CrMoV12
Material №:
1.2379
CHEMICAL COMPOSITION: (MASS CONTENTS IN %)
C
Si
Mn
P
S
Cr
Mo
Ni
V
W
min
1,45
0,10
0,20
11,0
0,70
–
0,70
–
max
1,60
0,60
0,60
0,03
0,03
13,0
1,00
–
1,00
–
HEAT TREATMENT (THERMAL CYCLE DIAGRAM
№
6)
Hardening
Soft annealing
Hardening temperature [℃]:1020 – 1080
Annealing
temperature [℃]:
830 – 860
Quenching medium:
air, oil, pressure
gas, hot bath,
(500–550℃)
Cooling medium: furnace
Tempering temperature:
see the diagram
Hardness [HRC]: 6255
Hardness [HB]:
see the diagram
PHYSICAL PROPERTIES
Thermal expansion coefficient
20–100
20–200
20–300
20–400
20–500
20–600
20–700
℃
10,5
11,5
11,9
13,0
–
–
–
10
6
m/(m·K)
Thermal conductivity
20
350
700
℃
16,7
20,5
24,2
W/(m·K)
1312
6TH INTERNATIONAL TOOLING CONFERENCE
DIAGRAMS
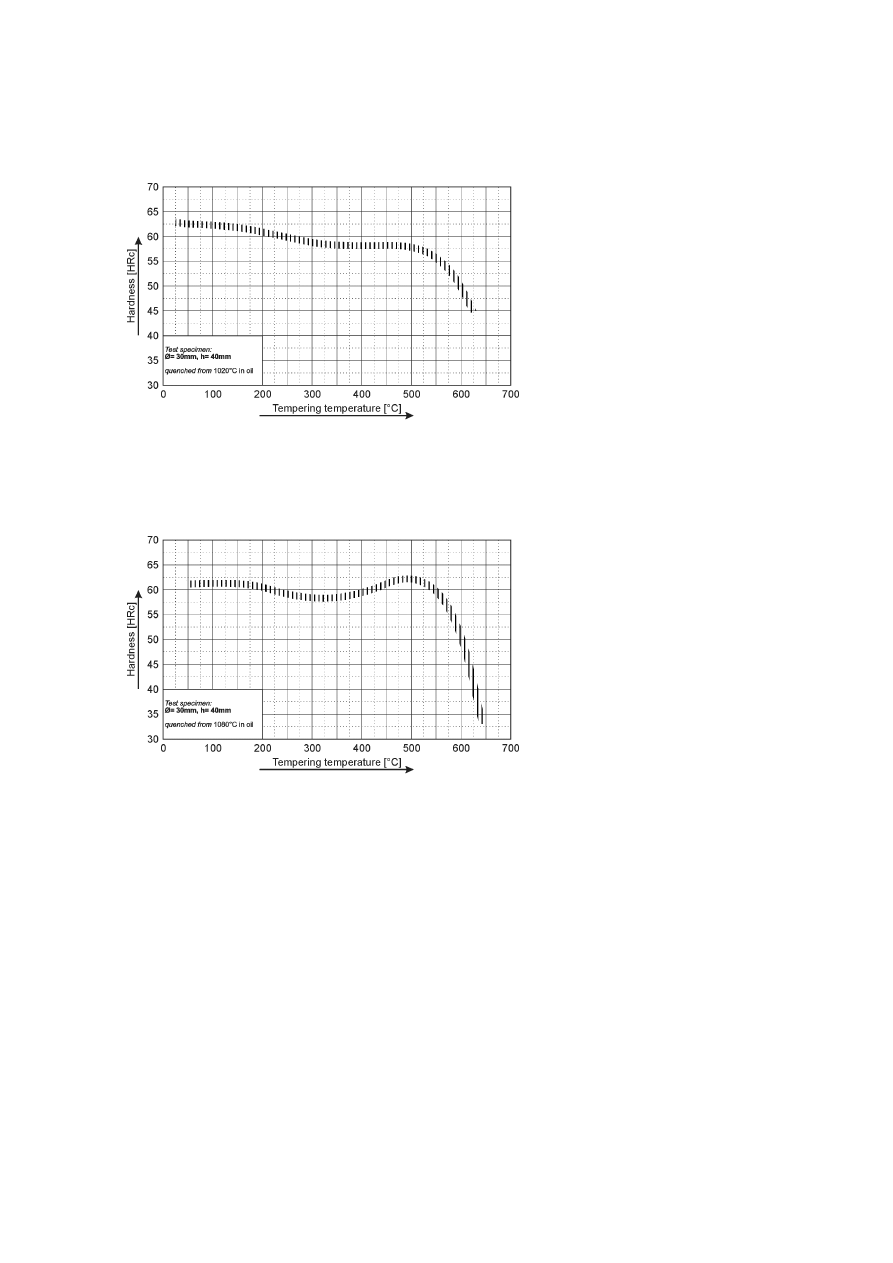
Tempering diagram
Quenching temperature:1020 [℃ ]
Tempering diagram
Quenching temperature:1080 [℃ ]
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1313
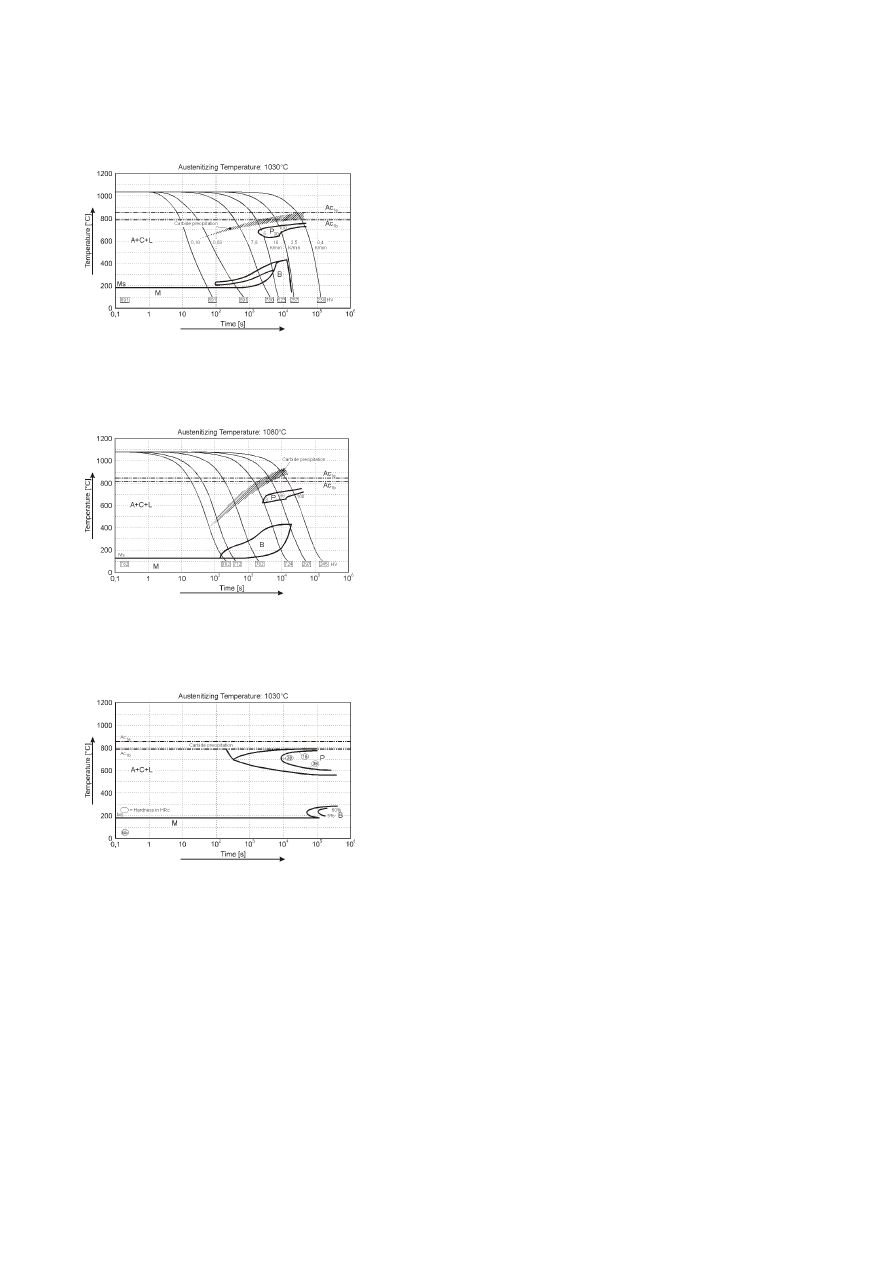
Continuos-Cooling-Transformation diagram (CCT)
Quenching temperature:1030 [℃ ]
Continuos-Cooling-Transformation diagram (CCT)
Quenching temperature:1080 [℃ ]
Time-Temperature-Transformation diagram (TTT)
Quenching temperature:1030 [℃ ]
1314
6TH INTERNATIONAL TOOLING CONFERENCE
APPENDIX4
Steel name :
HS6-5-2C
Material №:
1.3343
CHEMICAL COMPOSITION: (MASS CONTENTS IN %)
C
Si
Mn
P
S
Cr
Mo
Ni
V
W
min
0,86
–
–
–
–
3,80
4,70
–
1,70
5,90
max
0,94
0,45
0,40 a
0,03
0,03 a
4,50
5,20
–
2,10
6,70
HEAT TREATMENT (THERMAL CYCLE DIAGRAM
№
7)
Hardening
Soft annealing
Hardening temperature [℃ ]: 1080 – 1220
Annealing
temperature [℃ ]:
820 – 860
Quenching medium:
air, oil, pressure
gas, hot bath,
(500– 550℃)
Cooling medium: furnace
Tempering temperature:
see the diagram
Hardness [HRC]: 6 269
Hardness [HB]:
see the diagram
Notes
A sulfur range of 0,060% to 0,150% may be agreed at the time of
enquiry and order for this grade. In case a max. 0,80% Mn applies.
PHYSICAL PROPERTIES
Thermal expansion coefficient
20–100
20–200
20–300
20–400
20–500
20–600
20–700
℃
11,5
13,0
13,3
13,6
13,9
14,1
14,3
10
6
m/(m·K)
Thermal conductivity
20
350
700
℃
32,8
23,5
25,5
W/(m·K)
Stahl-Eisen-Werkstoffblatt (SEW) 220, Supplementary Information on the Most ...
1315
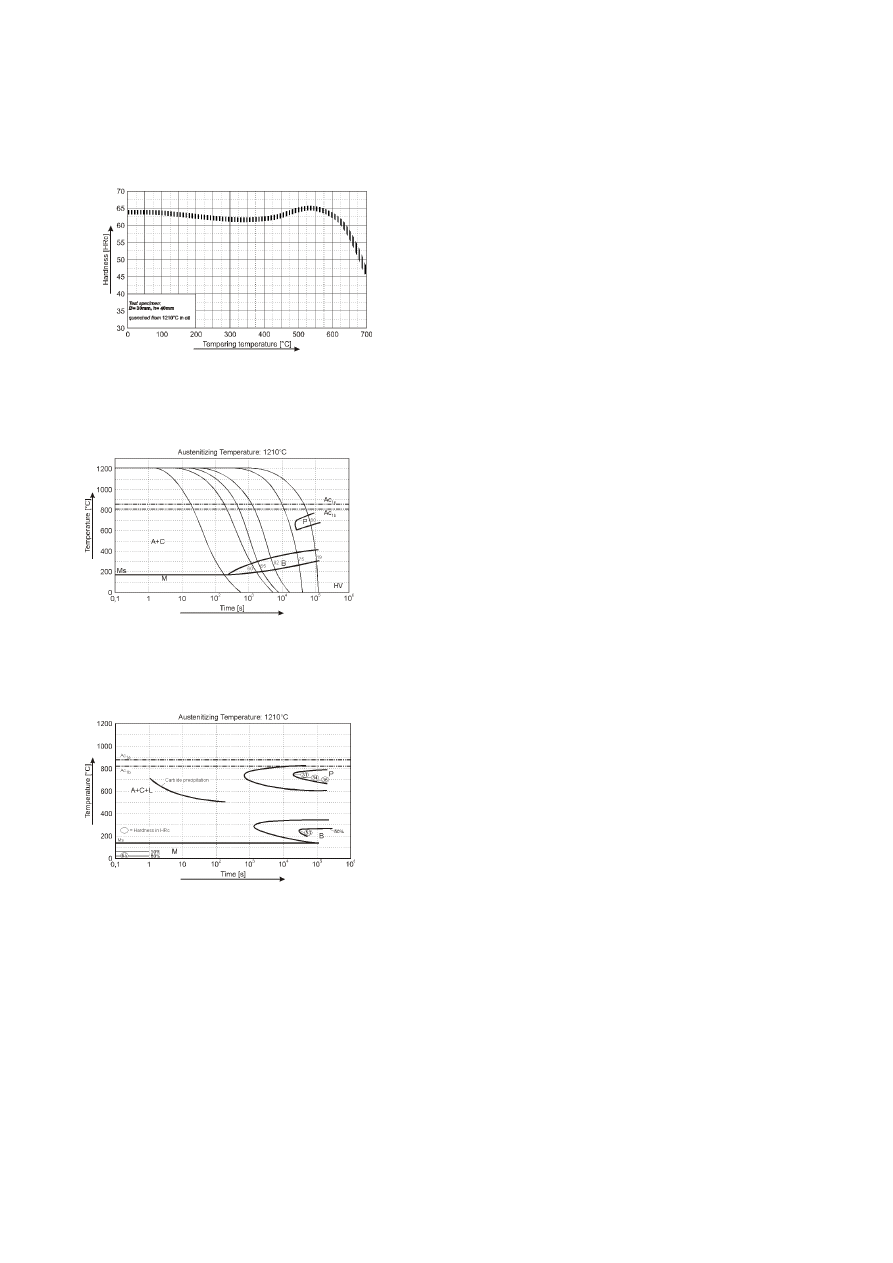
DIAGRAMS
Tempering diagram
Austenitizing temperature:1030 [℃ ]
Continuos-Cooling-Transformation diagram (CCT)
Austenitizing temperature:1050 [℃ ]
Time-Temperature-Transformation diagram (TTT)
Austenitizing temperature:1050 [℃ ]
Wyszukiwarka
Podobne podstrony:
220 Bob Marley I shot the sheriff
Kleine Werkstoffkunde fur das Schweissen von Stahl und Eisen
91 Nw 05 Amator stereo
F1 91 Układy arytmetyczne 6
91 93
89 91
91 Nw 04 Dwa biosy
91 94
89 91
220 2id 29583
220
przebieg negocjacji PL UE id 91 Nieznany
91 Zdania podrzedne z ze 1 id Nieznany (2)
Mazowieckie Studia Humanistyczne r1996 t2 n2 s218 220
więcej podobnych podstron