
/tania z części wykładu prof. J. Trawczyńskiego
ista Pytań
1. Przedstaw kryteria oceny technologicznej rafinerii oraz klasy jej kompleksowości.
2. Podstawowe procesy produkcyjne w rafinerii ropy naftowej.
3. Omów źródła emisji w rafinerii.
4. Omów BAT dla procesów katalitycznej konwersji w technologii ropy naftowej. 5. Omów BAT dla procesów
oczyszczania i uszlachetniania produktów naftowych. 6. Przedstaw i omów schemat technologiczny wytwarzania
koksu.
7. Omów BAT dla procesu koksowania
8. Omów metody oczyszczania ścieków z wydziału węglopochodnych.
9. Procesy jednostkowe na piecowni - wymienić i omówić jeden wybrany proces, uwzględniając rodzaj emitowanych
zanieczyszczeń oraz metody ich ograniczania.
10. Przedstaw techniki zapobiegania/ograniczania emisjom do komponentów środowiska w procesie koksowania.
11. Omów źródła emisji do komponentów środowiska podczas spalania odpadów niebezpiecznych.
12. Omów BAT dla procesu spalania odpadów niebezpiecznych.
13. Wymień BAT dla procesu obróbki gazów spalinowych ze spalania odpadów. 14. Wymień zasady składowania
odpadów niebezpiecznych stałych i pompowalnych.
15. Omów techniki zwiększania efektywności energetycznej spalania odpadów.
16. Przedstaw techniki magazynowania odpadów w zależności od typu odpadów.
17. Omów techniki stosowane przy magazynowaniu, transporsporcie i przeładunku cieczy, skroplonych gazów i
materiałów stałych.
18. Przedstaw BAT dla ograniczania emisji powstających podczas normalnej eksploatacji rodzajów zbiorników z
zewnętrznymi dachem pływającym oraz zbiorników (pionowych) z dachem stałym.
19. Wymień środki kontroli emisji podczas normalnej eksploatacji zbiorników.
20. Wymień główne źródła wód ściekowych w przemyśle chemicznym oraz czynniki określające wielkość ich
oddziaływania na środowisko.
21. Przedstaw podstawowe metody oczyszczania ścieków
22. Omów BAT dla oczyszczania wód zaolejonych i emulsji.
23. Omów BAT dla oczyszczania ścieków z substancji rozkładalnych biologicznie 24. Omów BAT dla oczyszczania
ścieków z substancji nierozkładalnych biologicznie.
25. Wymień metody obróbki gazów odpadowych.
26. Omów BAT w unieszkodliwianiu gazów odpadowych.
Odpowiedzi
1. Przedstaw kryteria oceny technologicznej rafinerii ora/ klasy jej kompleksowości.
Do
podstawowych
kryteriów
oceny
rafinerii
zarówno
pod
kątem
ekonomicznym
(opłacalność
produkcji)
jaki
spełnienia norm ochrony środowiska należą:
•
wskaźnik kompleksowości przerobu ropy
•
wskaźnik oktanowości
•
wskaźnik
krakingu-
informuje
o
głębokości
przerobu
ropy
naftowej,
szczególnie
ciężkich
destylatów
próżniowych na lekkie produkty (benzyny, oleje napędowe, lpg)
•
wskaźnik odsiarczania- stopień odzysku S z surowca w procesie Cluas’a oraz stopień zanieczyszczenia paliw
siarką
•
Wskaźnik
energochłonności-
zużycie
mediów
energetycznych
na
potrzeby
własne
rafinerii.
Ma
duże
znaczenie, gdyż mówi o emisji zanieczyszczeń energetycznych z rafinerii stopień hermetyzacji instalacji,
zbiorników,
zaworów,
pomp,
systemów
nalewkowych
produktów
-
informacja
o
wielkości
emisji
węglowodorów
typ oczyszczalni ścieków- emisja węglowodorów
odstawowym kryterium, mającym największe znaczenie jest wielkość jednostek produkcyjnych i ich moc przerobowa
Uważa się obecnie, że z punktu widzenia ekonomicznego minimalna zdolność produkcyjna jednostki przerobu ropy to
3 min ton/rok
Aby rafineria dawała zyski to powinna obejmować zintegrowane instalacje do głębokiego przerobu ropy naftowej o
wydajności 7 min t/ rok
Rafinerie dzieli sie na 4 klasy kompleksowości:
Klasa 1 - to rafinerie posiadające instalacje zachowawczego przerobu ropy naftowej + instalacje do izomeryzacji ,
reformingu
klasa 3 - rafinerie posiadające instalacje krakingu termicznego lub visbreakingu
Klasa 3 - rozszerzenie klasy 2 o instalacje FCC i/lub HK
Klasa 4 - rozszerzenie klasy 3 o dalsze instalacje pogłębiające stopień przerobu ropy o maksymalnym uzysku tzw.
„białych produktów”
2. Podstawowe procesy produkcyjne w rafinerii ropy naftowej.
Instalacja destylacji
- grupa urządzeń służących do rozdziału ropy naftowej oraz produktów pośrednich
- składniki potencjalnej emisji z tych instalacji : HC, H
2
S
- odgazy z procesów destylacyjny kierowane są do sieci gazu rafineryjnego. Jeżeli takiej sieci nie ma, to gazy należy
spalić w piecu technologicznym
Instalacje konwersji katalitycznej
- regułą jest odprowadzenie gazów HC z procesów konwersji do instalacji wymywania H
2
S a następnie kierowanie
oczyszczonych gazów do sieci gazu rafineryjnego
- gazy bogate w H
2
S odprowadza się do instalacji odzysku siarki
- gazy z oksydacji asfaltu zawierające organiczne związki zapachowe należy spalić w piecu technologicznym
- gazy odlotowe z regeneracji katalizatora z procesów FCC zawierają S0
2
w ilości proporcjonalnej do zawartości w
surowcu , a także pył katalizatora oraz CO. Pył zawierający metale ciężkie (Ni, V) usuwany jest w odpowiednim
odpylacze a gorące gazy kierowane są do dopalenie CO i VOC w kotle odzysknicowym
Instalacja uszlachetniania i oczyszczania
- rafinacje prowadzi się w instalacjach : odsiarczania przez uwodornienie, konwersji i ekstrakcji merkaptanów oraz
myciem alkalicznym
-substancje emitowane: HC, związki S oraz inne związki właściwe danemu procesowi
-sposobu ograniczenia emisji - analogicznie jak wcześniej
Czyszczenie instalacji, regeneracją katalizatorów
- instalacje zatrzymane do okresowych przeglądów lub remontów muszą być opróżnione i dokładnie oczyszczone
-opróżnianie i mycie instalacji można prowadzić poprzez zbiornik, którego wydech podłączony jest do pochodni -
ważne aby opróżnianie instalacji wykonać bardzo dokładnie, by uniknąć emisji podczas kolejnej operacji
czyszczenia przy użyciu pary
- usunięte parą wodną gazy i ciecze resztkowe powinny być skierowane do węzła wymywania , kondesacji i i/lub
spalenia
-
podobne postępowanie zaleca się dla gazów i par powstających przy regeneracji katalizatorów w procesach
odsiarczania
3. Omów źródła emisji w rafinerii.
Źródła emisji poszczególnych komponentów do środowiska dzielą się następująco:
• Kotły energetyczne i piece technologiczne, w których spalane są gazy odpadowe, gudrony i oleje opałowe.
• Instalacje spalające koks powstały w procesach technologicznych takich jak :
- kraking katalityczny,
- fluidalne koksowanie,
- reforming,
• Instalacje spalania odpadowych gazów :
- z instalacji Claus'a,
- z oksydacji asfaltów,
- spalarnie odpadów stałych i szlamów,
- pochodnie otwarte.
• Odpowietrzenia zbiorników magazynowych oraz stacji nalewczych niskowrzących produktów.
• Emisja na skutek nieszczelności w armaturze i urządzeniach przetłaczających.
• Emisja powstająca w trakcie poboru prób.
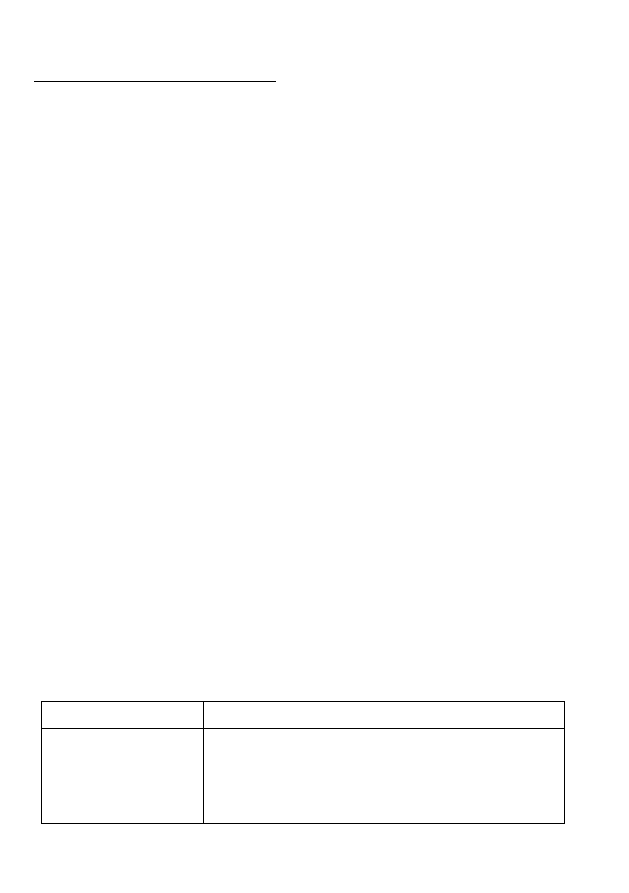
-----/"■'-J*
Konwersja katalityczna
Uszlachetnianie
i oczyszczanie
Czyszczenie
instalacji.
regeneracja
kataiizatoró
w
emisje
węglowodory,
siarkowodór,
organiczne
związki siarki
węglowodory,
siarkowodór,agamczne
związki siarki, dwutlenek siarki, tlenek
węgla,pyły
węglowodory,
związki siarki
gazy
i ciecze
resztkowe
Podłoisems
enasji.
Oksydacja asfaltu,
regeneracja katalizatora
Odsiarczanie
;
instalacje
k onwersji i
ekstrakcji
merkaptanów,
instalacje
mycia
alkalicznego.
Czyszczenie
parą wodną
Ograniczanie
emisji
Odgazy
kieruje się do
sieci gazu
rafineryjnego
tub spala się
Gazy węglowodorowe kieruje się do
instalacji wymywania siarkowodoru
następnie do sieci gazu rafineryjnego.
Gazy siarkowodorowe
odprowadza się do instalacji Clausa.
Gazy z oksydacji asfaltu ulegają
spaleniu . Pyl)'
usuwa się jest odpylaezu, gorące
gazy kieruje się do dopalenia tlenku
węgla i
związków organicznych
Jak w destylacji
i konwersji
katalitycznej.
Wymywanie,
kondensacja
lub spalenie.
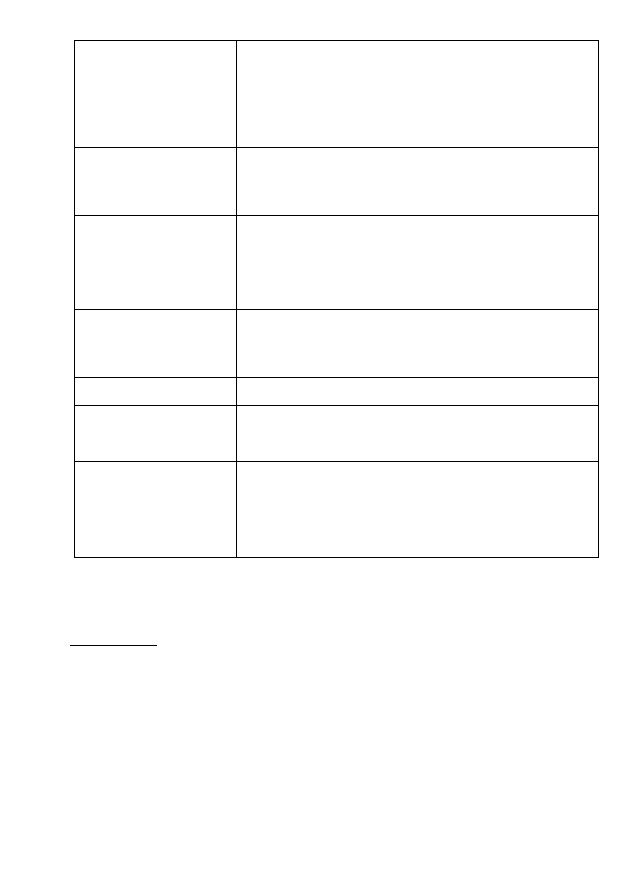
¡Operacja
Magazynowanie
Transport
rurociągami
Przeładunek
Załadunek
asfaltu
eaasje
mieszanina węglowodorów
i powietrza
Węglowodory’
Węglowodory'
benzyny i
mskowrzące
produkty
Węglowodory
Pocbodame
emisji
Zawor\'
Pompy, zawory,
sprężarki
Przeładunek gazu
ciekłego .benzyn i
mskowrzących
produktów,
Załadunek
asfaltu w
podwyższonej
tempera mrze
Ograniczanie Stosowanie odpowiedniego
zbiornika z dachem stałym
lub pływającym o
odpowiednim
uszczelnieniu,
odprowadzenie
toksycznych gazów do
procesu
produkcyjnego, lub do
spalenia,
zastosowania gazu
ochronnego.
Stosowanie
odpowiednich
pomp i sprężarek,
za stosowame
gazów i cieczy
mertnych.
Odpowiednie
ułożenie
rurociągów, odzysk
par benzyn i
lotnych produktów
lub ich spalenie,
zwrotny przepływ
gazu.
Odprowadzenie
gazów do
instalacji
spalającej.
4. Omów BAT dla procesów katalitycznej konwersji w technologii ropy naftowej.
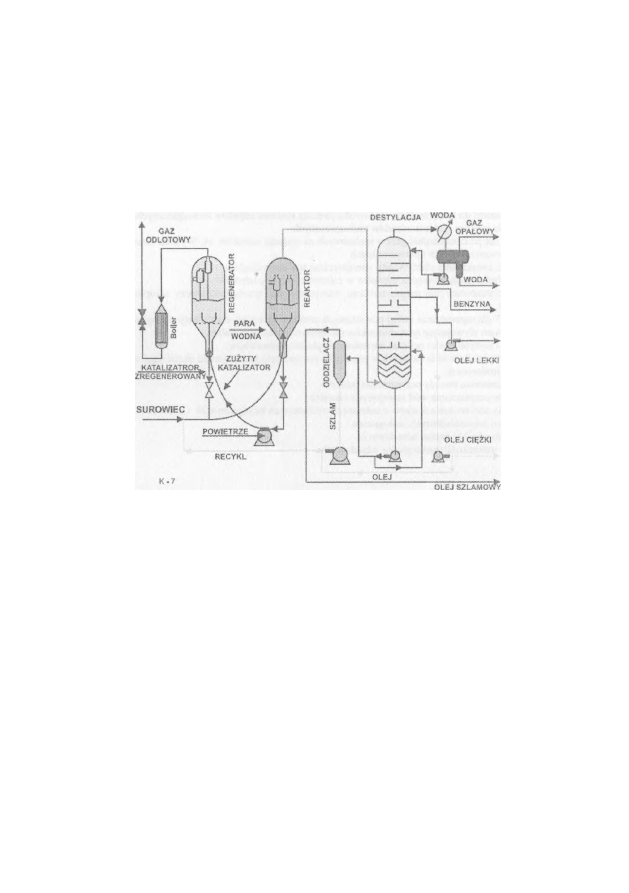
A) FCC (Fluidalny kraking katalityczny)
Surowiec do FCC to zwykle strumień ciężkiego destylatu prożniowego z destylacji prożniowej, jednak może być on
zmieszany ciężkim olejem napędowych pochodzącym z instalacji destylacji atmosferycznej.
Instalacja do krakingu katalitycznego obejmuje trzy sekcje:
- reaktor-regenerator
- główna sekcja frakcjonowania
- sekcja gazu nienasyconego
Podgrzany olej i pary oleju do 250-425oC kieruje się do reaktora wznoszącego gdzie następujekontakt z katalizatorem
zeolitowym o temperaturze około 680 - 730°C. W celu zwiększenia parowania rozpyla się olej w strumieniu pary.
Sam
proces
krakingu
odbywa
się
w
temperaturze
500-540°C
i
1 , 5 - 2
atmosfer
nadciśnienia.
Katalizatorem
stosowanym w krakingu są z reguły zeolity (15% w/w). Fluidalny katalizator oddziela się dwustopniowo od
produktów reakcji: zapomocą systemu cyklonow oraz resztę oleju odpędza się parą wodną. Ubytki katalizatora na
cyklonie są uzupełniane świeżym złożem. W procesie krakingu na powierzchni katalizatora osadza się koks, który
pogarsza zdolności katalityczne. Katalizator musi być regenerowany w sposób okresowy lub ciągły w regeneratorze
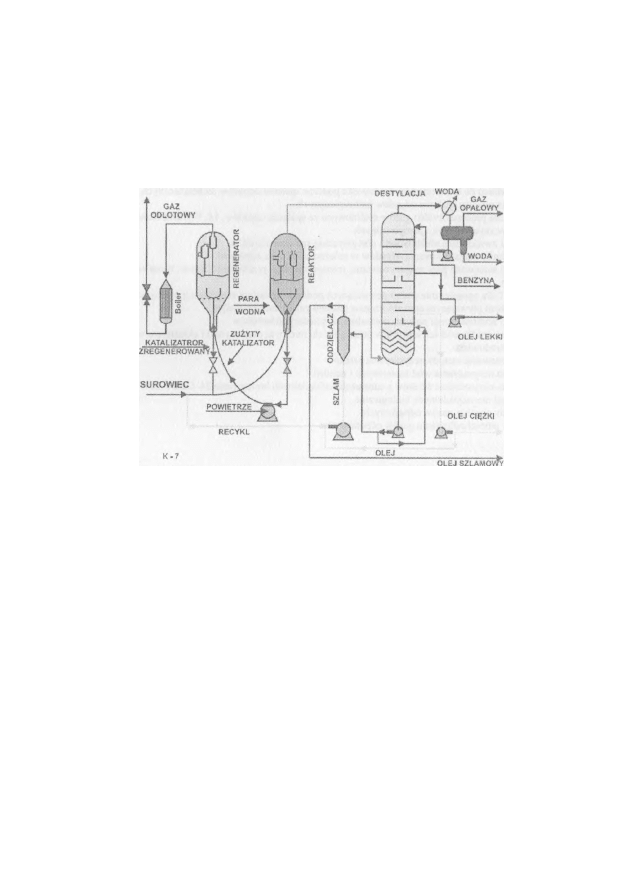
po przez spalanie koksu w wysokich temperaturach. Mimo to częściowo jest trwale dezaktywowany po przez wysol?
temperatury i zatrucie wanadem. Wypalony katalizator kieruje się u dotu reaktora wznoszącego gdzie zostą
ochłodzony w kontakcie z olejem i jego parami. Pary oleju po krakingu podaje się do wieży frakcjonowanie gdzie
produkty reakcji są oddzielane. Pozostałość w kolumnie używana jest do ogrzewania strumienia wchodzącego do
reaktora oraz do wytwarzania pary. Olej odpadowy po recyklingu używany jest jako olej płuczkowy (wash oil) do
mycia i gaszenia gorących powierzchni reaktora. Resztę oleju odpadowego oddziela się od resztek katalizatora,
chłodzi i wysyła do składowania. Gaz szczytowy z frakcjonowania częściowo skondensowany gromadzi się bębnach
gdzie rozdziela się na trzy fazy: gaz, ciecz i kwaśną wodę. Gaz i ciecz wysyłana jest do dalszego rozdzielania a
kwaśna woda do oczyszczania.
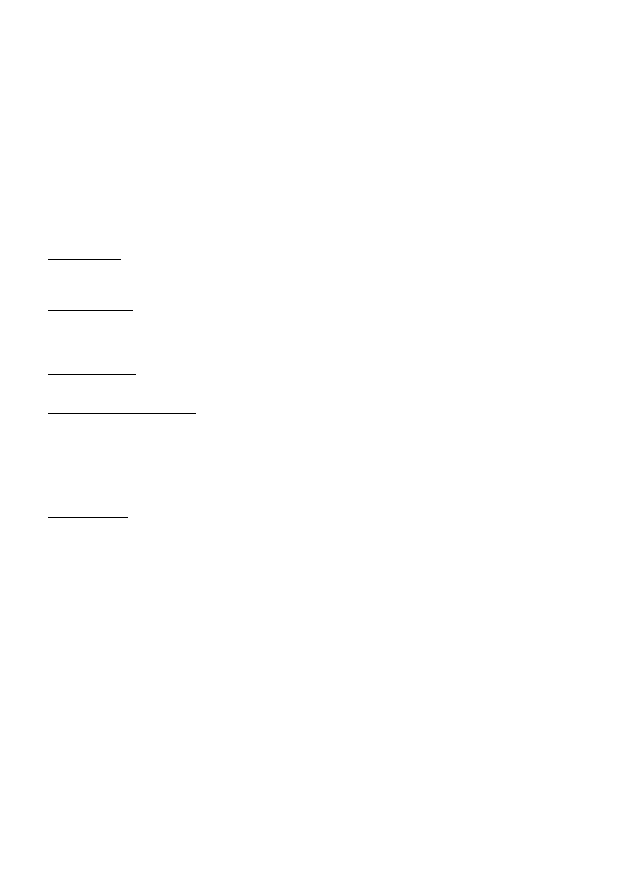
Rys. 6. FCC modelIV- schemat ideowy.
B) Reforming katalityczny
Typowym surowcem dla reformingu katalitycznego sąhydrorafinowane strumienie benzyny ciężkiej z destylacji ropy
oraz w stosownych przypadkach hydrorafinowane strumienie benzyny z jednostki hydrokrakingu.
Surowiec hydrorafinuje się w celu usunięcia siarki, azotu oraz zanieczyszczeń metalicznych. Katalizatory stosowane
w reformingu katalitycznym zwykle są bardzo drogie (zawierają Pt osadzoną na tlenku glinu z dodatkiem chloru) i
wymagają stosowania dodatkowych zabezpieczeń przeciw ubytkom katalizatora.
Istnieje kilka rodzajów reformingu katalitycznego, które możemy podzielić ze względu na
częstotliwość regeneracji katalizatora na:
- ciągły
- cykliczny
semiregeneratywne
Procesy te prowadzi się w serii reaktorów od trzech do sześciu.
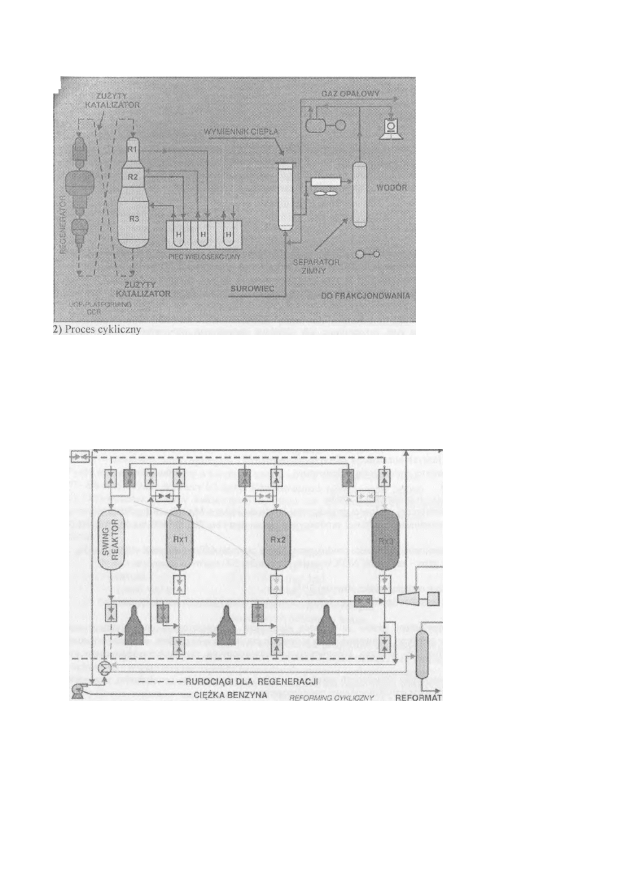
1) Ciągły reforming katalitycznym
W procesie tym złoże katalizatora jest regenerowane w sposob ciągły co zapewnia wysoką aktywność i selektywność
katalizatora, co jest główną zaletą tego typu jednostki. Potrzebne jest tutaj dostarczanie ciepła między reaktorami za
pomocą pieców potrzebnego do endotermicznego odwodornienia. W miarę postępu benzyny do dalszych reaktorów
potrzebne jest co raz mniej energii. Świeżo zregenerowany katalizator wprowadzany jest od gory do pierwszego
reaktora (500-550oC; 15-30 atn). Katalizator z dna przenosi się do zewnętrznego regeneratora gdzie węgiel jest
spalany z katalizatora. Katalizator redukuje się i zakwasza przed wprowadzeniem do górnej części reaktora.
Mieszanina reakcyjna z ostatniego reaktora jest używana do podgrzewania świeżej mieszanki, ochłodzona mieszanina
jest kierowana do separatora niskiego ciśnienia gdzie bogaty w wodor gaz oddziela się od fazy ciekłej. Gaz ten jest
sprężany i częściowo zawracany do procesu. Reszta skompresowanych gazów oraz ciecz z separatora niskiego
ciśnienia kierowany jest do separatora wysokiego ciśnienia. Ponowne łączenie gazu z cieczą jest tu uzasadnione aby
zmaksymalizować odzysk frakcji C3/C4 ze strumienia bogatego w wodor gazu.
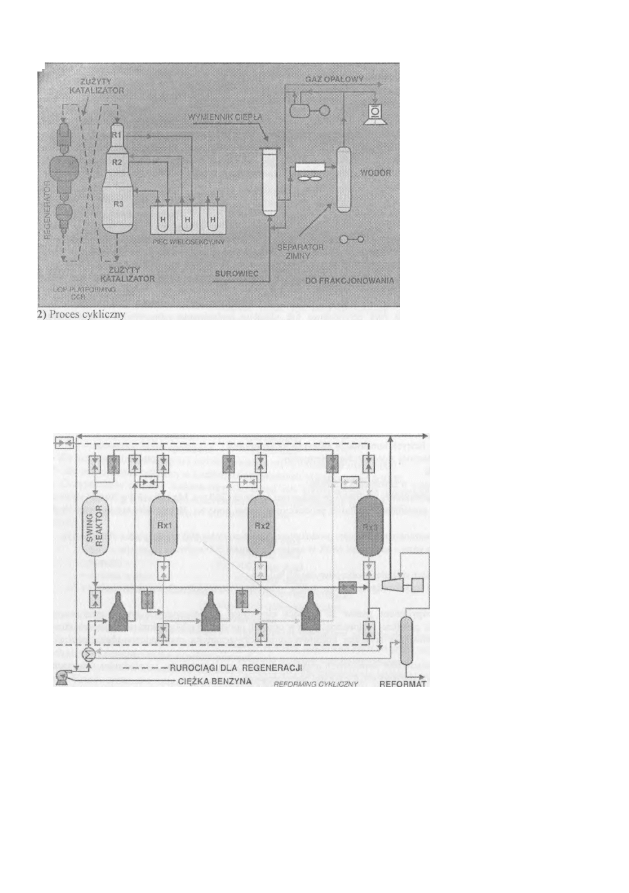
Instalacje te oprocz reaktorow aktualnie wykorzystywanych w procesie, miały dodatkowy reaktor,tzw. swing reaktor,
który mógł być włączany zamiast każdego z 3 - 4 reaktorow normalnych, gdy był on wyłączany na czas regeneracji.
Jednostki te pracowały przy niższym ciśnieniu 0,7-1,5 MPa dzięki czemu można było uzyskać wyższe liczby
oktanowe, ponad 100. Ale niskie ciśnienie powodowało znacznie szybsze zakoksowanie i regenerację trzeba było
prowadzić co 5 do 14 dni. Częściej regenerowano reaktor ostatni niż pierwszy ponieważ w nim była wyższa średnia
temperatura. W instalacjach cyklicznych wydajności wodoru i produktu ciekłego były bardziej stabilne. Katalizator
wytrzymywał do 600 regeneracji.
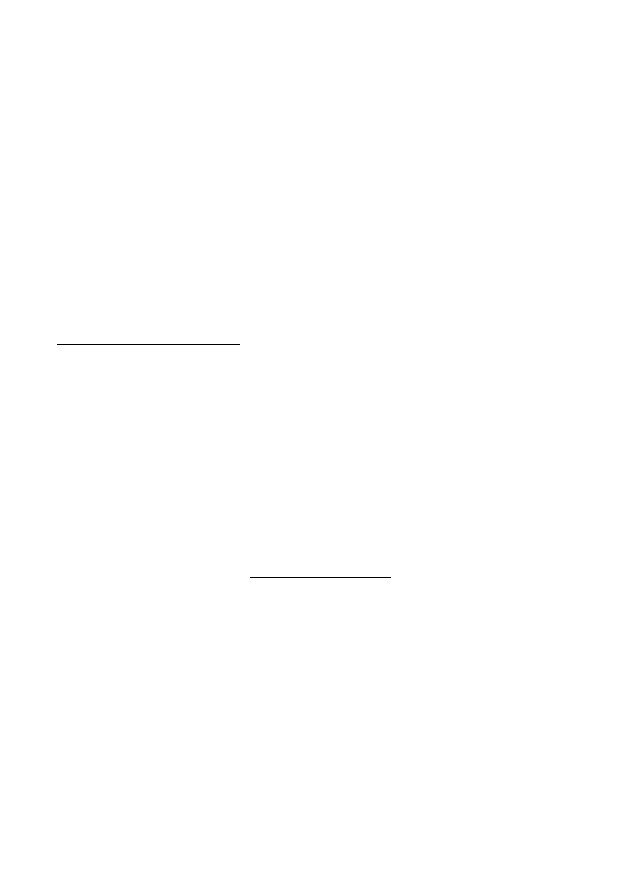
3) Semiregeneratywne
Rys. 4. Reforming cykliczny.
Semiregeneratywne
Są okresowo zatrzymywane dla przeprowadzenia regeneracji katalizatora we wszystkich reaktorach. Takimi były
pierwsze instalacje platformingu. Okresy między regeneracjami wynosiły od 6 miesięcy do roku. Pracowały one przy
stosunkowo wysokim ciśnieniu do 3 a nawet 3,5 Mpa.
GAZ WODOROWY
1 1
Ł
BENZYNA CIĘŻKA
REFORMłNG SB/iREGEN&RATYWKY
REFORMAT DO
STABILIZACJI
i
5. Omów BAT dla procesów oczyszczania i uszlachetniania produktów naftowych
Wybór metod :
wykorzystywanych w rafinerii do osiągnięcia pewnych specyfikacji w których dwa rodzaje procesów może być
zidentyfikowana. Do pierwszej grupy procesów odpowiada ekstrakcji lub techniki usunięcia (sita molekularne do
usunięcia dwutlenku węgla, wody, siarkowodoru lub merkaptanów, szorowania aminowego usuwania siarkowodoru
lub mycie żrące w celu usunięcia kwasów lub merkaptanów. Druga grupa składa się z tych systemów, z reakcją
chemiczną a nie usuwaniem z zanieczyszczeń ze strumieni (hydrokraking)
CEL I ZASADY :W rafinacji ropy naftowej, chemiczna obróbka służy do usuwania lub zmiany niepożądane
właściwości związanych z siarką, azotem, tlenem lub zanieczyszczeniami związków w produktach ropopochodnych.
Niektóre z tych systemów (tzw. utlenianie merkaptanów) mają na celu zmniejszenie treści merkaptanu (organiczne
związki siarki) z węglowodorowych w celu poprawy zapach produktu oraz zmniejszenie korozyjności. Te zabiegi są
wykonywane albo przez ekstrakcję lub utleniania (również znany jako środka), w zależności od produktu.
R-SH + NaOH =NaSR +H20
NaSR +1/4 02 + 1/2 H20 = NaOH + 1/2RSSR
Inny proces, który można znaleźć w rafineriach jest selektywny hydrokrakingu (hydrofming), gdzie jeden lub dwa
zeolitu katalizatory stosuje się do selektywnego crack parafiny wosku (n-i nearto- n-parafiny). Technika ta może być
używane do usuwania wosku składników średnich destylatów że mogą być mieszane na produkty w ekstremalnych
warunkach zimowych
Techniki, które należy rozważyć przy określaniu BAT
Kaskada ługowa : usuwanie merkaptanów, tiofenoli, H2S
Zarządzanie siarkowodorem - do zbierania i usuwania siarkowodoru i fenolu zanieczyszczeń z pośrednich i
końcowych produktów strumieni może często być poddane recyklingowi.
Spalanie zanieczyszczonego powietrza wentylowane od środka
Zastąpienie gliny filtracją z wodorem Jeżeli konieczne jest usuniecie barwy i olefin zastępuje filtracje gliną
hydrorafinacją. Prowadzi to do zwiększenia stabilności oraz barku straty wydajności, eliminuje problem z likwidacją
zużytego gliny.
Treating ( leczenie ) regeneracja ? Leczenie gazu, LPG, butanów, benzyny, nafty z ługu, w celu usunięcia amin,
żrących substancji zanieczyszczających, H2S, COS i merkaptanów
Katalityczne od parafinowanie system produkcji składników paliwowych zamiast wosków.
BAT dla uszlachetniania produktu:
Hydrotreat ( poddany działaniu wodory gdzie produkty olefin i ciała barwne muszą być usunięte dla nowych
zakładów
rozważyć
zastosowanie
katalitycznego
odparafinowania
dla
nowych
obiektów
wdrożenie
dobrego
systemu zarządzania ługami w celu minimalizować wykorzystanie świeżego ługu i maksymalnego wykorzystania
siarkowodór, (patrz 4.20.1-2), Techniki, które można wykorzystać:
do recyklingu są kaskadowe ługu i ponownego wykorzystania rozwiązania zużytego ługu przez odpędzenie.
Instalacja
Destylacja
Konwersja katalityczna
Uszlachetnianie
i oczyszczanie
Czyszczenie
instalacji.
regeneracja
kafalizatoró
w
ensisje
węglowodory,
siarkowodór,
organiczne
związki siarki
węglowodory, siarkowodór,organiczne
związki siarki, dwutlenek siarki, tlenek
węgla,pyły
węglowodory,
związki siarki
gazy
i ciecze
resztkowe
Podiodaen:«
HEÓSji
Oksydacja asfaltu,
regeneracja katalizatora
Odsiarczanie,
instalacje
konwersji i
ekstrakcji
merkaptanów,
instalacje
mycia
alkalicznego.
Czyszczenie
parą wodną
Ograniczanie
emi-gi
Odgazy
kieruje się do
sieci gazu
rafineryjnego
tab spala się
Gazy węglowodorowa kieruje się do
instalacji wymywania siarkowodoru
następnie do sieci gazu rafineryjnego..
Gazy siarkowodorowe
odprowadza się do instalacji Clausa.
Gazy z oksydacji asfaltu ulegają
spaleniu. Pyły
usuwa się jest odpylaczu, gorące
gazy kieruje się do dopalenia tlenku
węgla i
związków' organicznych
Jak w destylacji
i konwersji
katalitycznej..
Wymywanie,
kondensacja
łub spalenie.
fDperacja
Magazynowanie
Transport
rurociągami
Przeładunek
Załadunek
asfaltu
eusi s.je
mieszanina węglowodorów
i powietrza
Węglowodory
Węglowodory'
benzyny i
niskowTzące
produkt}’
Węglowodory
Pocíüxizema
ercisp
Zawory
Pompy, zawory,
sprężarki
Przeładunek gani
ciekłego.benzyn i
niskowrzących
produktów,
Załadunek
asfaltu w
podwyższonej
temperaturze
Ograniczanie Stosowanie odpowiedniego
zbiornika z dachem stałym
lub pływającym o
odpowiednim
uszczelnieniu,
odprowadzenie
toksycznych gazów do
procesu
produkcyjnego, lub do
spalenia,
zastosowania gam
ochronnego.
Stosowanie
odpowiednich
pomp i sprężarek,
zastosowanie
gazów i ciecz)'
mertnyck
Odpowiednie
ułożenie
rurociągów, odzysk
par benzyn i
lotnych, produktów
lub ich spalenie,
zwrotny przepływ
gazu.
Odprowadzenie
gazów do
instalacji
spalającej..
4. Omów BAT dla procesów katalitycznej konwersji w technologii ropy naftowej.
A) FCC (Fluidalny kraking katalityczny)
Surowiec do FCC to zwykle strumień ciężkiego destylatu prożniowego z destylacji prożniowej, jednak może być on
zmieszany ciężkim olejem napędowych pochodzącym z instalacji destylacji atmosferycznej.
Instalacja do krakingu katalitycznego obejmuje trzy sekcje:
- reaktor-regenerator
- gtowna sekcja frakcjonowania
- sekcja gazu nienasyconego
Podgrzany olej i pary oleju do 250-425oC kieruje się do reaktora wznoszącego gdzie następujekontakt z katalizatorem
zeolitowym o temperaturze około 680 - 730°C. W celu zwiększenia parowania rozpyla się olej w strumieniu pary.
Sam
proces
krakingu
odbywa
się
w
temperaturze
500-540°C
i
1 , 5 - 2
atmosfer
nadciśnienia.
Katalizatorem
stosowanym w krakingu są z reguły zeolity (15% w/w). Fluidalny katalizator oddziela się dwustopniowo od
produktów reakcji: zapomocą systemu cyklonow oraz resztę oleju odpędza się parą wodną. Ubytki katalizatora na
cyklonie są uzupełniane świeżym złożem. W procesie krakingu na powierzchni katalizatora osadza się koks, który
pogarsza zdolności katalityczne. Katalizator musi być regenerowany w sposób okresowy lub ciągły w regeneratorze
po przez spalanie koksu w wysokich temperaturach. Mimo to częściowo jest trwale dezaktywowany po przez wysokie
temperatury i zatrucie wanadem. Wypalony katalizator kieruje się u dołu reaktora wznoszącego gdzie zostaje
ochłodzony w kontakcie z olejem i jego parami. Pary oleju po krakingu podaje się do wieży frakcjonowanie gdzie
produkty reakcji są oddzielane. Pozostałość w kolumnie używana jest do ogrzewania strumienia wchodzącego do
reaktora oraz do wytwarzania pary. Olej odpadowy po recyklingu używany jest jako olej płuczkowy (wash oil) do
mycia i gaszenia gorących powierzchni reaktora. Resztę oleju odpadowego oddziela się od resztek katalizatora,
chłodzi i wysyła do składowania. Gaz szczytowy z frakcjonowania częściowo skondensowany gromadzi się bębnach
gdzie rozdziela się na trzy fazy: gaz, ciecz i kwaśną wodę. Gaz i ciecz wysyłana jest do dalszego rozdzielania a
kwaśna woda do oczyszczania.
Rys. 6. FCC model IV - schemat ideowy.
B) Reforming katalityczny
Typowym surowcem dla reformingu katalitycznego są hydrorafinowane strumienie benzyny ciężkiej z destylacji ropy
oraz w stosownych przypadkach hydrorafinowane strumienie benzyny z jednostki hydrokrakingu.
Surowiec hydrorafinuje się w celu usunięcia siarki, azotu oraz zanieczyszczeń metalicznych. Katalizatory stosowane
w reformingu katalitycznym zwykle są bardzo drogie (zawierają Pt osadzoną na tlenku glinu z dodatkiem chloru) i
wymagają stosowania dodatkowych zabezpieczeń przeciw ubytkom katalizatora.
Istnieje kilka rodzajow reformingu katalitycznego, które możemy podzielić ze względu na
częstotliwość regeneracji katalizatora na:
- ciągły
- cykliczny
- semiregeneratywne
Procesy te prowadzi się w serii reaktorow od trzech do sześciu.
1) Ciągły reforming katalitycznym
W procesie tym złoże katalizatora jest regenerowane w sposob ciągły co zapewnia wysoką aktywność i selektywność
katalizatora, co jest główną zaletą tego typu jednostki. Potrzebne jest tutaj dostarczanie ciepła między reaktorami za
pomocą pieców potrzebnego do endotermicznego odwodornienia. W miarę postępu benzyny do dalszych reaktorow
potrzebne jest co raz mniej energii. Świeżo zregenerowany katalizator wprowadzany jest od gory do pierwszego
reaktora (500-550oC; 15-30 atn). Katalizator z dna przenosi się do zewnętrznego regeneratora gdzie węgiel jest
spalany z katalizatora. Katalizator redukuje się i zakwasza przed wprowadzeniem do górnej części reaktora.
Mieszanina reakcyjna z ostatniego reaktora jest używana do podgrzewania świeżej mieszanki, ochłodzona mieszanina
jest kierowana do separatora niskiego ciśnienia gdzie bogaty w wodor gaz oddziela się od fazy ciekłej. Gaz ten jest
sprężany i częściowo zawracany do procesu. Reszta skompresowanych gazów oraz ciecz z separatora niskiego
ciśnienia kierowany jest do separatora wysokiego ciśnienia. Ponowne łączenie gazu z cieczą jest tu uzasadnione aby
zmaksymalizować odzysk frakcji C3/C4 ze strumienia bogatego w wodor gazu.
Instalacje te oprocz reaktorow aktualnie wykorzystywanych w procesie, miały dodatkowy reaktor,tzw. swing reaktor,
który mógł być włączany zamiast każdego z 3 - 4 reaktorow normalnych, gdy był on wyłączany na czas regeneracji.
Jednostki te pracowały przy niższym ciśnieniu 0,7-1,5 MPa dzięki czemu można było uzyskać wyższe liczby
oktanowe, ponad 100. Ale niskie ciśnienie powodowało znacznie szybsze zakoksowanie i regenerację trzeba było
prowadzić co 5 do 14 dni. Częściej regenerowano reaktor ostatni niż pierwszy ponieważ w nim była wyższa średnia
temperatura. W instalacjach cyklicznych wydajności wodoru i produktu ciekłego były bardziej stabilne. Katalizator
wytrzymywał do 600 regeneracji.
3) Semiregeneratywne
Rys. 4. Reforming cykliczny.
Semiregeneratywne
Są okresowo zatrzymywane dla przeprowadzenia regeneracji katalizatora we wszystkich reaktorach. Takimi były
pierwsze instalacje platformingu. Okresy między regeneracjami wynosiły od 6 miesięcy do roku. Pracowały one przy
stosunkowo wysokim ciśnieniu do 3 a nawet 3,5 Mpa.
i
i I
BENZYNA CIĘŻKA
REFORMiMG SEMREGENERATYWNY
REFORMAT DO
STABILIZACJI
t
5. Omów BAT dla procesów oczyszczania i uszlachetniania produktów naftowych
Wybór inetod :
wykorzystywanych w rafinerii do osiągnięcia pewnych specyfikacji w których dwa rodzaje procesów może być
zidentyfikowana. Do pierwszej grupy procesów odpowiada ekstrakcji lub techniki usunięcia (sita molekularne do
usunięcia dwutlenku węgla, wody, siarkowodoru lub merkaptanów, szorowania aminowego usuwania siarkowodoru
lub mycie żrące w celu usunięcia kwasów lub merkaptanów. Druga grupa składa się z tych systemów, z reakcją
chemiczną a nie usuwaniem z zanieczyszczeń ze strumieni (hydrokraking)
CFA I ZASADY :W rafinacji ropy naftowej, chemiczna obróbka służy do usuwania lub zmiany niepożądane
właściwości związanych z siarką, azotem , tlenem lub zanieczyszczeniami związków w produktach ropopochodnych.
Niektóre z tych systemów (tzw. utlenianie merkaptanów) mają na celu zmniejszenie treści merkaptanu (organiczne
związki siarki) z węglowodorowych w celu poprawy zapach produktu oraz zmniejszenie korozyjności. Te zabiegi są
wykonywane albo przez ekstrakcję lub utleniania (również znany jako środka), w zależności od produktu.
R-SH + NaOH =NaSR +H20
NaSR +1/4 02 + 1/2 H20 = NaOH + 1/2RSSR
Inny proces, który można znaleźć w rafineriach jest selektywny hydrokrakingu (hydrofining), gdzie jeden lub dwa
zeolitu katalizatory stosuje się do selektywnego crack parafiny wosku (n-i nearto- n-parafiny). Technika ta może być
używane do usuwania wosku składników średnich destylatów że mogą być mieszane na produkty w ekstremalnych
warunkach zimowych
Techniki, które należy rozważyć przy określaniu BAT
Kaskada ługowa : usuwanie merkaptanów, tiofenoli, H2S
Zarządzanie siarkowodorem - do zbierania i usuwania siarkowodoru i fenolu zanieczyszczeń z pośrednich i
końcowych produktów strumieni może często być poddane recyklingowi.
Spalanie zanieczyszczonego powietrza wentylowane od środka
Zastąpienie gliny fdtracją z wodorem Jeżeli konieczne jest usuniecie barwy i olefin zastępuje filtracje gliną
hydrorafinacją. Prowadzi to do zwiększenia stabilności oraz barku straty wydajności, eliminuje problem z likwidacją
zużytego gliny.
Treating ( leczenie ) regeneracja ? Leczenie gazu, LPG, butanów, benzyny, nafty z ługu, w celu usunięcia amin,
żrących substancji zanieczyszczających, H2S, COS i merkaptanów
Katalityczne od parafinowanie system produkcji składników paliwowych zamiast wosków.
BAT dla uszlachetniania produktu:
Hydrotreat ( poddany działaniu wodory gdzie produkty olefin i ciała barwne muszą być usunięte dla nowych
zakładów
rozważyć
zastosowanie
katalitycznego
odparafinowania
dla
nowych
obiektów
wdrożenie
dobrego
systemu zarządzania ługami w celu minimalizować wykorzystanie świeżego ługu i maksymalnego wykorzystania
siarkowodór, (patrz 4.20.1-2). Techniki, które można wykorzystać:
do recyklingu są kaskadowe ługu i ponownego wykorzystania rozwiązania zużytego ługu przez odpędzenie.
_____ _
ivuk
.
su
na przykład w visbreakers) lub
___ .^w lizania w przypadku COD jest wysoka (np> 100 g /1).
panc zużyte powietrze z procesów odsiarczania (w ramach program redukcji zapach)
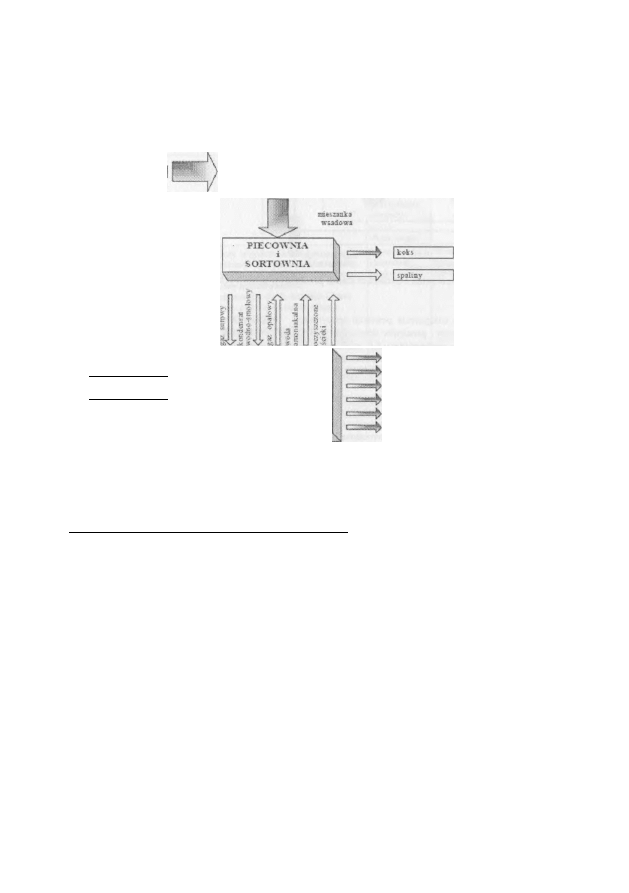
6. Przedstaw i omów schemat technologiczny wytwarzania koksu.
Poniżej schemat ideowy wytwarzania koksu.
| Łw a i sśarłrtrwy fVI) |
| o-S-ej placłktm y 1
I wode>rot3*aeł: i-aiu
W Ę GŁOWNIA
WEGLOPOCHODNE
siarczan (VI) am>Du
gaz
kokiowmiczy
feaolasy '.oda
Koksowanie węgla odbywa się najczęściej metodą wysokotemperaturowego (1000°C) odgazowania (pirolizy) węgla
kamiennego
o
odpowiednich
właściwościach
fizyko-chemicznych.
Piroliza
jest
procesem
suchej
destylacji
przebiegającym w komorach koksowniczych będących częścią baterii koksowej.
Wyróżnia się dwa podstawowe sposoby napełniania komór koksowych:
•
zasypowy - napełniając tym sposobem mieszanka węglowa pobrana z wieży węglowej wprowadzana jest do
komory grawitacyjnie z wozu zasypowego przez otwory zasypowe. Dozowanie mieszanki węglowej z wozy
zasypowego
może
odbywać
się
jako
wolny
wypływ
lub
zastosowanie
podajników
talerzowych
czy
ślimakowych,
•
ubijany - w tym systemie mieszanka wsadowa dozowana jest porcjami z zasobnika wsadnicy do skrzyni
nabojowej. W skrzyni tej mieszanka zostaje ubijana ubijarkami młotowymi w wyniku czego następuje jej
zagęszczenie. Tak ubity nabój trafia do komory koksowniczej
Proces koksowania rozpoczyna się w momencie napełnienia komory i trwa od 16 do 40 godzin w zależności od
szerokości pieca, systemu napełnienia komory i warunków ogrzewania.
W trakcie trwania koksowania w materiale węglowym zachodzą liczne nieodwracalne chemiczne, fizyczne i fizyko
chemiczne przemiany. W początkowej fazie procesu (do około 200 °C) wydzielają się z węgla głównie gaz i
niezwiązana chemicznie woda. Dalszy wzrost temperatury powoduje intensywny rozkład termiczny węgla, połączony
z wydzielaniem się gazu i substancji ciekłych oraz czasową zmianą konsystencji ziaren węglowych - następuje
zjawisko mięknienia i przechodzenia w stan plastyczny.
W temperaturze około 500 °C następuje zestalenie masy plastycznej i utworzenie półkoksu. Wskutek dalszego
ogrzewania półkoksu zachodzi jego odgazowanie w wyniku czego następuje ubytek masy i wzrost gęstości. W
końcowym okresie ogrzewania wsad w swoim centrum osiąga temperaturę na poziomie 1000-M100 °C. Lotne

produkty koksowania odprowadzane są z komory koksowniczej poprzez rurę odciągową (wznośną) do
dalej do instalacji oddziału węglopochodnych.
Po ustaniu koksowania następuje wypchnięcie za pomocą tłoka/drąga koksu przez wypycharkę. W późniejszym czasie
przez prowadnicę wozu przelotowego kierowana na platformę wozu gaśniczego. Gaszenie może przebiegać na dwa
sposoby: mokry za pomocą wody i suchy za pomocą gazu inertnego. Tak zgaszony koks zrzuca się na rampę zrzutni
koksu, skąd dalej koks na taśmociągach trafia do sortowni. Jeżeli gaz suszony metodą suchą to od razu następuje jego
transport do sortowni.
7. Omów BAT dla procesu koksowania.
Najbardziej rozpowszechnioną w świecie metodą produkcji koksu jest technologia wysokotemperaturowego (1000
°C) odgazowania (pirolizy) węgla kamiennego, a ściślej węgla koksowego charakteryzującego się odpowiednimi
właściwościami fizyko-chemicznymi, niezbędnymi w tym procesie. Piroliza polega na suchej destylacji węgla w
zespole komór koksowniczych stanowiących baterię, ogrzewanych przeponowo bez dostępu powietrza (hermetycznie
zamkniętych).
Obsadzanie komór koksowniczych
a) Hydroinżekcja wspomagana rurą przerzutową lub układem podwójnego odbieralnika - skuteczność
powyżej 95 % lub
b) Hydroinżekcja wspomagana w systemie zasypowym korkami węglowymi i rurą przerzutową - skuteczność
powyżej 98 % lub
c) Hydroinżekcja - skuteczność powyżej 90 %.
Proces koksowania węgla
a) Współczesne metody profilaktyki i uszczelniania masywu ceramicznego,
b) Hydrauliczne zamknięcie pokryw rur wznośnych,
c) Utrzymanie w czystości i drożności osprzętu odbieralnikowego baterii koksowniczej,
d) Utrzymanie w czystości osprzętu uszczelniającego pieców koksowniczych,
e) Drzwi pieców koksowniczych, których konstrukcja zabezpiecza szczelność
komory mniej niż 5 % emisji widocznej z powyższych elementów.
Opalanie baterii koksowniczych
a) Stosowanie gazu koksowniczego - o zawartości g S/m3u:
- bateria koksownicza o nominalnej zdolności produkcyjnej koksu do 360 tys. Mg/rok - 3,5 g S/m3u,
- bateria koksownicza o nominalnej zdolności produkcyjnej koksu powyżej 360 do 600 tys Mg/rok - 1,5 g
S/m3u,
- baterie koksownicze o nominalnej zdolności produkcyjnej koksu powyżej 600 tys. Mg/rok - 1,0 g S/m3u,
b) Techniki stopniowego spalania gazu - zawartość NOX w spalinach poniżej 500 mg/m3u.
Wypychanie koksu
a) Instalacje odciągowo - odpylające o skuteczności powyżej 95 % i/lub
b) Wytwarzanie równomiernego i wysokoodgazowanego koksu - zawartość części lotnych w koksie poniżej 1 %.
Gaszenie koksu
ą)
Mokre
gaszenie
koksu
z
odpylaniem
gazów
za
pomocą
elementów
ograniczających
emisję
pyłów
i
par
rozmieszczonych wewnątrz wieży gaśniczej - zawartość pyłu w oparach poniżej 50 g/Mg koksu, uzupełnianie obiegu
gaszenia
koksu
wodą
przemysłową
lub
ściekami
koksowniczymi
oczyszczonymi
mechaniczno-chemicznie
i/lub
biologicznie, lub:
b} Suche chłodzenie koksu - zastosowanie skutecznych urządzeń do odpylania operacji za- i rozładunku, transportu i
sortowania koksu, a także utylizacji gazu recyrkulacyjnego nadmiarowego.
Odsiarczanie gazu koksowniczego
a) Produkcja gazu z instalacji do 20 tys m3u/h - zawartość siarki < 3,5 g S/m3u gazu,
b) Produkcja gazu z instalacji od 20 tys m3u/h do 120 tys m3u/h - zawartość siarki < 1,5 g S/m3u gazu,
c) Produkcja gazu z instalacji powyżej 120 tys m3u/h i dla nowych baterii koksowniczych - zawartość siarki
< 1,0 g S/m3u gazu.
Odzysk produktów węglopochodnych
ąl Hermetyzacja zbiorników, aparatów, rurociągów i armatury poprzez odsysanie oparów do kolektora gazu surowego
- dyspozycyjność hermetyzacji powyżej 95 %,
bX
Hermetyzacja
zbiorników,
aparatów,
rurociągów
i
armatury
poprzez
wytworzenie
„poduszki”
azotowej
i
skierowanie gazów do gazu koksowniczego - dyspozycyjność hermetyzacji powyżej 95 %,
c)
Hermetyzacja
zbiorników,
aparatów,
rurociągów
i
armatury
poprzez
zastosowanie
dochładzaczy
i
skraplaczy
oparów - dyspozycyjność hermetyzacji powyżej 95 %,
d[ Odizolowanie od gleby zbiorników magazynowych i punktów przeładunkowych substancji niebezpiecznych - 100
% zabezpieczenia dla zgromadzonych substancji powyżej 1 Mg.

Usuwanie amoniaku i lotnych związków kwaśnych ze ścieków koksowniczych
Stosowanie usuwania amoniaku i lotnych związków kwaśnych z wód poprocesowych w kolumnach odpędowych z
odpowiednią alkalizacją umożliwia obniżenie zawartości azotu amonowego poniżej 82 mg/dm3 (amoniak całkowity
poniżej 100mg/dm3).
Oczyszczanie ścieków koksowniczych
a)
Oczyszczanie ścieków koksowniczych, przed odprowadzeniem do odbiornika zintegrowaną metodą mechaniczno-
chemiczno-biologiczną, graniczne zawartości zanieczyszczeń nie powinny przekraczać:
- ilość odprowadzonych wód - 0,6 m3/Mg koksu,
skład:
- ChZTcr -
< 250 mg/dm3
- siarczki -
< 0,2 mg/dm3
- cyjanki związane -
<5,0 mg/dm3
- tiocyjaniany (rodanki) -
<10 mg/ dm3
- fenole lotne (indeks fenolowy) - < 0,1 mg/dm3
- azot amonowy -
<10 mg/dm3
- zawiesina ogólna -
<70 mg/dm3
chlorki i siarczany - poziom uzależniony od charakterystyki odbiornika
lub
b}
Oczyszczanie
ścieków
koksowniczych,
przed
ich
odprowadzeniem
do
urządzeń
kanalizacyjnych
metodami
mechaniczno-chemicznobiologicznymi; graniczne zawartości zanieczyszczeń nie powinny przekraczać:
- ilość odprowadzonych ścieków - - 0,6 m3/Mg koksu,
skład:
- ChZTCr -
wg pozwolenia dla oczyszczalni odbiorcy,
- siarczki -
< 1 mg/dm3
- cyjanki wolne -
< 0,5 mg/dm3
- fenole lotne (indeks fenolowy) - < 15 mg/dm3
- azot amonowy -
<100 mg/dm3*
< 200 mg/dm3**
- tiocyjaniany (rodanki) -
<30 mg/dm3
- zawiesiny łatwo opadające - <10 ml/dm3
*- dla oczyszczalni odbiorcy o Liczbie Równoważnych Mieszkańców < 5000
**- dla oczyszczalni odbiorcy o Liczbie Równoważnych Mieszkańców >5000
ę)
Oczyszczanie
ścieków
koksowniczych,
przed
ich
kierowaniem
do
uzupełnienia
obiegu
gaśniczego
mokrego
gaszenia koksu; graniczne zawartości zanieczyszczeń nie powinny przekraczać:
- ilość odprowadzanych ścieków - - 0,6 m3/Mg koksu,
skład:
- fenole lotne (indeks fenolowy) - < 1 5 mg/ dm3
- azot amonowy -
<82 mg/ dm3
- siarczki -
< 0,2 mg/ dm3
- cyjanki wolne -
<0,1 mg/ dm3
- suma chlorków i siarczanów - uzależniona od wymagań
jakościowych odbiorców koksu.
Recyrkulacja ubocznych produktów koksowania
Recyrkulowanie w 100 % powstających organicznych produktów ubocznych z procesu koksowania węgla, uzysku
produktów węglopochodnych oraz oczyszczania ścieków koksowniczych do preparacji wsadu węglowego.
Techniczne i organizacyjne aspekty prowadzenia procesu technologicznego
Wdrażanie systemów zarządzania jakością wg norm ISO dla zapewnienia wysokiej jakości produktów. Wprowadzanie
i certyfikacja systemów zarządzania środowiskowego wg normy ISO 14 000 lub wdrożenie i rejestracja systemu
EM AS.
8. Omów metody oczyszczania ścieków z wydziału węglopochodnych.
Usuwanie amoniaku i lotnych związków kwaśnych ze ścieków koksowniczych
Można
zastosować
usuwanie
amoniaku
i
lotnych
związków
kwaśnych
z
wód
poprocesowych
w
kolumnach
odpędowych z odpowiednią alkalizacją. Umożliwia to obniżenie zawartości azotu amonowego poniżej 82 mg/dm
3
(amoniak całkowity poniżej 100 mg/dm
3
).
Oczyszczanie ścieków koksowniczych
a)
Oczyszczanie ścieków koksowniczych, przed odprowadzeniem do odbiornika zintegrowaną metodą mechaniczno-
chemiczno-biologiczną, graniczne zawartości zanieczyszczeń nie powinny przekraczać:

- ilość odprowadzonych wód - 0,6 m
3
/Mg koksu,
skład:
- fenole lotne (indeks fenolowy) - < 0,1 mg/dm
3
- ChZTcr - < 250 mg/dm
3
- azot amonowy - < 1 0 mg/dm
3
- siarczki - < 0,2 mg/dm
3
- zawiesina ogólna - < 70 mg/dm
3
- cyjanki związane-< 5,0 mg/dm
3
- chlorki i siarczany - poziom uzależniony od
- tiocyjaniany (rodanki) - <10 mg/dm3
3
charakterystyki odbiornika
Lub
b) Oczyszczanie ścieków koksowniczych, przed ich odprowadzeniem do urządzeń kanalizacyjnych metodami
mechaniczno-chemiczno-biologicznymi; graniczne zawartości zanieczyszczeń nie powinny przekraczać:
- ilość odprowadzonych ścieków - 0,6 m
3
/Mg koksu,
skład:
- ChZTCr - wg pozwolenia dla oczyszczalni odbiorcy,
- azot amonowy - < 100 mg/dm
3
- siarczki - < 1 mg/dm
3
- < 200 mg/dm
3
- cyjanki wolne - < 0,5 mg/dm
3
- tiocyjaniany (rodanki) - < 30 mg/dm
- fenole lotne (indeks fenolowy) - < 15 mg/dm
3
- zawiesiny łatwo opadające - < 10 ml/dm'
c) Oczyszczanie ścieków koksowniczych, przed ich kierowaniem do uzupełnienia obiegu gaśniczego mokrego
gaszenia koksu; graniczne zawartości zanieczyszczeń nie powinny przekraczać:
- ilość odprowadzanych ścieków - - 0,6 m
3
/Mg koksu,
skład:
- fenole lotne (indeks fenolowy) - < 1 5 mg/dm
3
- cyjanki wolne - < 0,1 mg/dm
3
- azot amonowy - < 82 mg/dm
3
- suma chlorków i siarczanów - uzależniona od
- siarczki - < 0,2 mg/dm
3
wymagań jakościowych odbiorców koksu
9. Procesy jednostkowe na piecowni - wymienić i omówić jeden wybrany proces, uwzględniając rodzaj
emitowanych zanieczyszczeń oraz metody ich ograniczania.
Proces jednostkowy jest zasadniczo jeden - koksowanie czyli piroliza węgla.
Proces produkcji koksu składa się z następujących podstawowych operacji technologicznych:
•
pobierania węgla z wieży węglowej,
•
napełniania komór koksowniczych mieszanką węglową,
•
opalania pieców, koksowania mieszanki węglowej,
•
wypychania koksu,
•
gaszenia koksu,
o gaszenie na mokro wodą,
o gaszenie na sucho gazem inertnym,
•
odbioru gazu surowego z komór koksowniczych.
Opis opalania mieszanki węglowej w baterii koksowniczej:
a) Stosowanie gazu koksowniczego - o zawartości g S/mu
3
:
- bateria koksownicza o nominalnej zdolności produkcyjnej koksu do
360 tys. Mg/rok - 3,5 g S/mu
3
-bateria koksownicza o nominalnej zdolności produkcyjnej koksu powyżej
360 do 600 tys Mg/rok - 1,5 g S/mu
3
,
- baterie koksownicze o nominalnej zdolności produkcyjnej koksu powyżej 600 tys. Mg/rok - 1,0 g S/mu
3
,
b) Techniki stopniowego spalania gazu - zawartość NOX w spalinach poniżej 500 mg/mu
3
.
Metody zapobiegania emisji w procesie opalania i koksowania mieszanki węglowej:
a) Uszczelniania masywu ceramicznego,
b) Hydrauliczne zamknięcie pokryw rur wznośnych,
c) Utrzymanie w czystości i drożności osprzętu odbieralnikowego baterii koksowniczej,

d) Utrzymanie w czystości osprzętu uszczelniającego pieców koksowniczych,
e) Drzwi pieców koksowniczych, których konstrukcja zabezpiecza szczelność komory mniej niż 5 % emisji widocznej
z powyższych elementów.
10.
Przedstaw
techniki
zapobiegania/ograniczania
emisjom
do
komponentów
środowiska
w
procesie
koksowania.
Najlepsze Dostępne Techniki podzielono na dwie grupy: techniki integralnie powiązane z procesem produkcyjnym (PI
- Process Integrated measures) oraz techniki stosowane „na końcu rury” (EP - End of Pipe techniques).
Techniki integralne powiązane z procesem produkcyjnym
1. Obniżenie temperatury płomienia w kanałach
5.
grzewczych 6.
2. Równomierna praca baterii koksowniczej
3. Baterie o zwiększonej objętości komór
7.
4. Konserwacja pieców koksowniczych
Uszczelnienia drzwi i ram piecowych
Utrzymanie ciągłego i stabilnego przepływu
gazu surowego w komorze koksowniczej
Suche chłodzenie koksu
Techniki stosowane „na końcu rury”
1. Zmniejszenie emisji z obsadzania komór koksowniczych
2. Uszczelnienie rur odciągowych gazu i otworów technologicznych na stropie baterii koksowniczych
3. Zmniejszenie emisji z wypychania koksu
4. Zmniejszenie emisji z opalania baterii koksowniczych
5. Zmniejszenie emisji z mokrego gaszenia koksu
6. Odsiarczanie gazu koksowniczego
7. Usuwanie smoły, amoniaku i lotnych związków kwaśnych ze ścieków koksowniczych
8. Oczyszczanie ścieków koksowniczych
9. Zmniejszenie emisji do powietrza, wód podziemnych i gleby z instalacji węglopochodnych
11. Omów źródła emisji do komponentów środowiska podczas spalania odpadów niebezpiecznych
Celem spalania odpadów, podobnie jak w przypadku większości rodzajów obróbki odpadów, jest obróbka odpadów w
taki sposób, aby zmniejszyć ich objętość oraz powodowane przez nie zagrożenia, i jednocześnie wychwycić (a więc
skoncentrować), lub zniszczyć potencjalnie niebezpieczne substancje. Procesy spalania mogą również stanowić środek
umożliwiający odzyskanie energii, zawartości mineralnej i/lub chemicznej odpadów.
spalanie odpadów niebezpiecznych - dotyczy spalania w zakładach przemysłowych i w elektrowniach komercyjnych
(zwykle obejmuje bardzo zróżnicowane odpady);
około 12 % niebezpiecznych odpadów wytwarzanych w EU jest spalanych (ogółem rocznie wytwarzanych jest prawie
22 min ton odpadów niebezpiecznych).
Emisje gazowe
\
\
Zależne głównie od składu
spalanych odpadów i
sposobu oczyszczania
spalin
CO; lotne związki organiczne
oraz PCDD F (polichlorowane
dibenzo - dioksyny;
polichlorowane dibenzo fiiranv)
Emisje ze spalania odpadów
H
2
S; HC1; HF: S0
2
; NO
x
oraz metale ciężkie
Emisje do wody
Związane z rodzajem odpadów oraz urządzeniami,
zastosowanymi do oczyszczania spalin
Zależne głównie od warunków spalania
koiLstnikcji pieca
Zastosowanie urządzeń do
oczyszczania gazów
odlotowych .jia sucho"
Brak emisji do wody
Zastosowanie urządzeń do
oczyszczania gazów
odlotowych „na mokro"
Powstawanie ścieków; zawierających
m. in. związki siarki oraz zawieszone
pyły
Gazowe (złożone . .
m. in. z ITC1, ITF,
SC)
2
. NO
x
. CO i
metali ciężkich)
Pod względem
występujących w nich
pierwiastków
Odpady
stale
Ciepło
(popioły lub żużle)
Klasyfikacja emisji
Pod względem postaci,
* w jakiej występują
poszczególne
komponenty
Rodzaj emisji i ich skład (ilościowy i jakościowy) jest ściśle
zależny od rodzaju spalanych odpadów, a także sposobów
12. Omów BAT dla procesu spalania odpadów niebezpiecznych.
Zasadniczo, stosowanie warunków spalania określonych w art. 6 dyrektywy 2000/76/WE (WID) uważa się za zgodne
z BAT. Jednakże TWG zwróciła uwagę, że stosowanie warunków wykraczających poza określone (np. wyższych
temperatur) może doprowadzić do pogorszenia ogólnego wpływu na środowisko. W niektórych instalacjach spalania
odpadów niebezpiecznych udało się osiągnąć ogólną poprawę skutków środowiskowych dzięki stosowaniu niższej
temperatury operacyjnej niż 1100 0C, określonej w dyrektywie WID dla niektórych odpadów niebezpiecznych.
Zgodnie z ogólnym wnioskiem dotyczącym BAT, warunki spalania (np. temperatura) powinny być wystarczające, aby
zniszczyć odpady, lecz w celu ograniczenia potencjalnego wpływu na środowisko i procesy, nie powinny one
znacząco
przekraczać
tych
warunków.
Udostępnienie
dodatkowego
palnika
(palników)
w
celu
osiągnięcia
i
utrzymania warunków operacyjnych uznaje się za BAT w przypadku spalania odpadów.
W
przypadku
gazyfikacji
lub
rozpadu
termicznego,
w
celu
uniknięcia
generowania
odpadów
przez
usuwanie
produktów
reakcji
powstających
przy
stosowaniu
tych
technik,
za
BAT
uznaje
się
odzyskiwanie
wartości
energetycznych z produktów poprzez zastosowanie etapu spalania lub dostarczenie ich do wykorzystania. Związane z
BAT poziomy emisji do powietrza, powstające na etapie spalania w takich instalacjach, są takie same jak poziomy
ustalone dla instalacji do spalania.
Odzyskiwanie wartości energetycznej odpadów jest podstawowym problemem środowiskowym dla tego sektora i
ukazuje
zakres,
w
którym
sektor
może
wnieść
znaczny
pozytywny
wkład.
Kilka
BAT
dotyczy
powyższej
problematyki i obejmuje:
•
szczególne techniki, które uznaje się za BAT
•
wymagania, które powinny spełniać kotły w zakresie wydajności transferu ciepła
•
zastosowanie CHP (kogeneracja - produkcja skojarzona energii elektrycznej i cieplnej), ogrzewanie rejonowe,
dostarczanie pary przemysłowej oraz produkcja elektryczności
•
przewidywalna wydajność odzyskiwania.
13. Wymień BAT dla procesu obróbki gazów spalinowych ze spalania odpadów.
Techniki BAT obejmują:
•
dla LZO (VOC) i związków nieorganicznych:
o separację membranową
o kondensację
o adsorpcję
o mokre przemywanie
o biofiltrację
.
o przemywanie biologiczne
o zraszanie na złożu biologicznym
o spalanie termiczne
o spalanie katalityczne
o dopalanie
•
dla zanieczyszczeń gazowych w spalinach
o iniekcja suchych sorbentów
o iniekcja sorbentów pół-suchych
o selektywna, nie katalityczna redukcja NOxx (SNCR)
o selektywna redukcja katalityczna NOx (SCR)
Następujące źródła gazów odpadowych są rozróżnione w tvm dokumencie:
•
Źródła niskotemperaturowe, takie jak procesy produkcyjne, postępowanie z chemikaliami, testy produktów
•
Źródła wysokotemperaturowe, takie jak procesy spalania, obejmujące kotłownie, elektrownie, spalarnie i
instalacje utleniania katalitycznego
Źródła niskotemperaturowe
Zanieczyszczenia, które powinny być ograniczane w gazach pochodzących ze źródeł niskotemperaturowych (gazy
poprodukcyjne) to: pyły, LZO (VOC) i związki nieorganiczne (HC1, S02, NOx, itd.)
Do BAT należy usuwanie pyłów z emitowanych strumieni zanieczyszczeń gazowych, zarówno na etapie ostatecznego
oczyszczania, jak i oczyszczania wstępnego, w celu ochrony kolejnych urządzeń oczyszczających, stosując odzysk
surowców gdzie tylko jest to wykonalne. Należy mieć również na uwadze zużycie energii i wody związane ze
stosowanymi technikami oczyszczania. Do właściwych technik oczyszczania należą:
Techniki wstępnego oczyszczania z potencjalnym
odzyskiem:
•
separatory
• filtr MIST
•
cyklony
• dla pyłów
o separatory
o cyklony
o elektrofiltry
o mokre skrubery
o filtracja tkaninowa
o filtracja katalityczna
o dwu-stopniowe filtry pyłowe
o filtry absolutne (filtry pyłowe wysokiej sprawności
HEPA)
o wysokosprawne filtry powietrzne (HEAF)
o filtry mgłowe
echmki końcowego oczyszczaniu:
• filtry tkaninowe
•
mokre skrubery
• rozmaite filtry o wysokiej efektywności,
•
elektrofiltry
zależnej od rodzaju pyłu
Do BAT należy usuwanie I ./.O (VOC) ze strumienia zanieczyszczeń. Wybór techniki oczyszczania zależy głównie od
rodzaju procesu, w którym powstają zanieczyszczenia i stopnia zagrożenia, który jest z nimi związany.
•
Wybór I: techniki odzysku surowca i/lub rozpuszczalników, często stosowane jako wstępne oczyszczanie,
mające
na
celu
usunięcie
głównego
ładunku
LZO
przed
skierowaniem
do
kolejnych
urządzeń
oczyszczających lub w celu zabezpieczenia tych urządzeń. Do odpowiednich technik należą:
o mokre płukanie
o separacja membranowa
o kondensacja
o adsorpcja
Lub następujące kombinacje:
o kondensacja/adsorpcja
o separacja membranowa/kondensacja
•
Wybór 2: techniki ograniczania emisji, gdy odzysk jest niewykonalny, z preferencjami dla technik nisko
energetycznych
•
Wybór 3: techniki spalania (utlenianie termiczne lub katalityczne), gdy inne równie skuteczne techniki są
niedostępne
Przy zastosowaniu technik spalania, do BAT należy oczyszczanie produktów spalania, gdy można sie spodziewać, że
zawierają one duże ilości zanieczyszczeń. Jest.także BAT, aby stosować dopalanie wyłącznie w celu bezpiecznego
usuwaniajiadmiaru gazów palnych, np. z prac remontowych, w sytuacji zakłóceń systemu lub^oddalonych wyrzutni
niepodłączonych do układu oczyszczania gazów._Dla związków innych niż LZO (VOC), do BAT należy ich usuwanie
poprzez_zastosowanie odpowiedniej techniki:
•
mokre płukanie (woda, roztwory kwaśne lub zasadowe) dla wodorohalogenków, C12, S02, H2S, NH3
•
płukanie rozpuszczalnikami bezwodnymi CS2, COS
•
adsorpcja dla CS2, COS i Hg
•
oczyszczanie biologiczne dla NH2, H2S, CS2
•
spalanie dla H2S, CS2 , COS, HCN, CO
•
SNCR lub SCR dla NOx
Gdy jest to wykonalne, techniki odzysku są preferowane przed technikami ograniczającymi emisję, np:
•
odzysk chlorowodoru używając wody jako medium płuczącego w skruberze 1-ego stopnia do uzyskania
roztworu kwasu chlorowodorowego
•
odzysk NH3
Wielkości emisji związane z BAT są ściśle zależne od specyfiki procesu produkcyjnego w związku, z czym
zaproponowano
rozwiązanie
tego
problemu
poprzez
stosowanie
odpowiednich
dla
danego
procesu
BREF-ów.
Natomiast sposoby redukowania emisji zanieczyszczeń w ściekach i w gazach odlotowych opierająsię na technikach i
technologiach
niezależnych
od
procesów
produkcyjnych,
a
więc
możliwe
jest
podejście
horyzontalne
dające
możliwość
określenia
Najlepszych
Dostępnych
Technik
służących
minimalizacji
oddziaływania
instalacji
chemicznych na środowisko.
Źródła wysokotemperaturowe
Poddawane
kontroli
zanieczyszczenia
z
procesów
wysokotemperaturowych
(gazy
spalinowe)
obejmują
pyły,
halogenki, tlenek węgla, tlenki siarki, tlenki azotu a także dioksyny.
Do BAT należy usuwanie pyłów poprzez zastosowanie:
•
elektrofiltru
•
filtry tkaninowe (po wymienniku ciepła, o temperaturze 120-1500C)
•
filtry katalityczne (w warunkach jak dla filtrów tkaninowych)
•
mokre płukanie
Do BAT należy odzysk HCI. HF i SQ2 poprzez zastosowanie 2-stopiowego płukania mokrego, lub ich usuwanie
poprzez wtrysk suchy, pół-suchy lub mokry, chociaż mokre płukanie w normalnych warunkach jest najbardziej
skuteczną metodą zarówno usuwania jak i odzysku tych związków.
Dla tlenków azotu, do BAT należy stosowanie technik SCR w miejsce SCNR (co najmniej dla większych instalacji) z
uwagi na lepszą skuteczność tych technik i wpływ na środowisko. Dla istniejących instalacji wykorzystujących
techniki SNCR stosownym czasem dla wdrożenia techniki SCR jest czas planowej przebudowy instalacji spalania.
Chociaż w ogólnym znaczeniu SCR stanowi BAT, to są indywidualne przypadki (np. małe instalacje), dla których
SNCR
jest
ekonomicznie
i
technicznie
najlepszym
rozwiązaniem.
Należy
rozpatrywać
wówczas
inne
środki
zapewniające wzrost ogólnej skuteczności niż modernizacja SNCR.
14. Wymień zasady składowania odpadów niebezpiecznych stałych i prompowalnych.
Odpady niebezpieczne powinny być w pierwszej kolejności wykorzystywane lub unieszkodliwiane w miejscu ich
powstania. Ich usuwanie z miejsca powstania dopuszczalne jest tylko wtedy, gdy wykorzystywanie lub
unieszkodliwianie odpadów w tych miejscach jeśt niewykonalne bądź też nieracjonalne ze względów ekologicznych
lub ekonomicznych.
Wytwarzasz odpady niebezpieczne - poznaj swoie obowiązki!
Wytwarzając
odpady
niebezpieczne
jesteś
zobowiązany
do
określonego
przez
prawo
postępowania
w
celu
ograniczenia szkodliwych dla środowiska skutków produkcji zanieczyszczeń.
W
przypadku,
kiedy
nie
masz
możliwości
zagospodarowania
odpadów
niebezpiecznych,
konieczne
jest
ich
unieszkodliwienie poprzez składowanie.
Składowanie odpadów niebezpiecznych należy do inwestycji szczególnie szkodliwych dla środowiska oraz zdrowia
ludzi i jest jednym z ostatecznych procesów ich unieszkodliwiania.
Składowanie odpadów niebezpiecznych - gdzie i pod jakimi warunkami?
Składowanie
odpadów
niebezpiecznych
może
odbywać
się
na
składowisku
odpadów,
które
posiada
decyzję
o
warunkach zabudowy i zagospodarowania terenu, pozwolenie na budowę oraz pozwolenie na użytkowanie.
Odpady powinny być składowane selektywnie.
Pozwolenie na użytkowanie składowiska odpadów niebezpiecznych może być wydane po zatwierdzeniu instrukcji
eksploatacji
tego
składowiska
oraz
po
przeprowadzeniu
kontroli
przez
wojewódzkiego
inspektora
ochrony
środowiska.
15. Omów techniki zwiększania efektywności energetycznej spalania odpadów.
Odzyskiwanie energii z odpadów jest bardzo ważną kwestią związaną z ich spalaniem. Naturalnie nie każde
odpady pozwalają na uzyskiwanie energii - jeżeli ich ciepło spalania nie jest wyższe od ciepła rozkładu, to wymagają
ciągłego dostarczania energii. W innym przypadku stosuje się różne techniki zwiększające wydajność instalacji do
odbierania energii w postaci ciepła (pary wodnej) lub zamianie go na energię elektryczną. Wśród tych technik
wyróżnić można:
-
ograniczenie strat energii niesionej przez gorące gazy spalinowe, np. zawracanie ich do instalacji, odbieranie
energii w wymiennikach ciepła
-
stosowanie materiałów izolacyjnych
-
stosowanie kotłów parowych do odzysku energii ze spalin i wytworzenia pary wodnej, mogącej służyć do
napędu turbin, a więc do wytwarzania energii elektrycznej, lub po prostu ciepła do podgrzewania wody
wodociągowej
-
właściwa konstrukcja kotła - zapewniająca łatwe utrzymanie go w czystości - osadzający się brud obniża
zdolność do odbioru ciepła ze spalin
-
kogeneracja - skojarzona produkcja energii elektrycznej i cieplnej - pozwala na zachowanie pewnej
elastyczności. Produkcja energii dopasowana jest do aktualnych potrzeb i odbiorców
-
dla produkcji energii elektrycznej uzyskanie pary wodnej o odpowiednich parametrach (przede wszystkim
odpowiednio duże ciśnienie) oraz właściwy dobór turbiny
-
kondensacja pary wodnej po przejściu przez turbinę - daje dodatkowe ciepło w wyniku skraplania
-
dążenie do utrzymywania na stałym poziomie ilości produkowanej energii - nierównomierna produkcja
energii zniechęca potencjalnych odbiorców do korzystania z niej
-
odpowiednia lokalizacja - aby maksymalnie wykorzystać produkowaną energię, spalarnia odpadów powinna
znajdować się jak najbliżej odbiorców - jak wiadomo transport energii, czy to elektrycznej, czy cieplnej,
wiąże
się
ze
stratami
spowodowanymi
oporem
elektrycznym
lub
przenikaniem
ciepła
przez
warstwę
izolacyjną
16. Przedstaw techniki magazynowania odpadów w zależności od typu odpadów.
Rodzaj odpadów
Techniki magazynowania
Ogólne
zagadnienia
obowiązujące
dla
wszystkich
odpadów
• wonne materiały przechowywane wewnątrz z kontrolowanym systemem
wymiany powietrza - wylatujące powietrze zasila piec
• wyznaczanie obszarów dla załadunku/rozładunku z kontrolowanym
drenażem
• wyraźnie oznakowanie (np. kodowanie kolorem) drenażowych obszarów,
narażonych na potencjalne skażenie
(magazynowanie/przeładunek/transport)
•
ograniczenie
czasów
przechowywania
zgodnie
z
typem
odpadu
i
ryzykiem
• odpowiednia pojemność składowiska
•
belowanie
lub
hermetyzowanie/zamykanie
niektórych
odpadów
do
tymczasowego składowania - w zależności od ryzyka jakie stwarza dany
odpad i lokalizacja
•
środki
ochrony
przeciwpożarowej,
np.,
ogniotrwałe
ściany
pomiędzy
zbiornikiem i halą pieców
Stale odpady komunalne i nie
niebezpieczne
odpady
przemysłowe
•
szczelne podłogi zbiornika lub szczelne podłoże przy przechowywaniu na
powierzchni
• przykryte i otoczone murem budynki
•
odpady o potencjalnie niskim zagrożeniu mogą być składowane bez
specjalnych zabezpieczeń
Wstępnie
obrobione
lub
posegregowane
odpady
komunalne
• zamknięte zsypy/zbiorniki
•
szczelne podłogi zbiornika lub szczelne podłoże przy przechowywaniu na
powierzchni
• przykryte i otoczone murem budynki
•
opakowane
lub
załadowane
do
kontenerów
mogą
być
odpowiednio
przechowywane na zewnątrz bez specjalnych zabezpieczeń, w zależności
od natury odpadów
Duże ilości ścieków i szlamów
• odporne na uszkodzenia obmurowane dookoła zbiorniki
• kołnierze i zawory wewnątrz obszaru zbiornika obmurowanego dookoła
•
odprowadzanie z obszaru zbiornika substancji lotnych do spalania w
specjalnym piecu
• narzędzie kontroli wybuchów w przewodach
Beczki ze ściekami i szlamami
• składowanie pod przykrytymi obszarami
• obmurowane dookoła i odporne podłoża
Odpady niebezpieczne
• segregacj a zgodnie z oceną ryzyka
• zwrócenie specjalnej uwagi na czas przechowywania
• urządzenia automatycznego manipulowania i załadowywania
• urządzenia czyszczące dla podłoży i zbiorników
Odpady medyczne
• segregacja
• przechowywanie schłodzonych lub zamrożonych odpadów biologicznych
• skierowanie uwagi na skrócenie czasu magazynowania
• urządzenia automatycznego manipulowania i załadowywania
• instalacja do dezynfekcji zbiorników, kontenerów
•
przechowywanie w zamrażarkach, jeśli okres składowania przekroczy
pewien okres czasu np. 48 godzin
17. Omów techniki stosowane przy magazynowaniu, transporsporcie i przeładunku cieczy, skroplonych gazów i
materiałów stałych.
Transport i przeładunek cieczy i skroplonych gazów
Sprzęt: odpowietrzniki, kanały odprowadzające, elementy uszczelniające oraz urządzenia dekompresujące
Techniki lub działania.
- nadziemne otwarte i zamknięte systemy rurociągów przesyłowych
podziemne systemy rurociągów przesyłowych
załadowywanie i rozładowywanie urządzeń transportowych
przepływ grawitacyjny
pompy i sprężarki
gazy obojętne
- kołnierze i uszczelki
- zawory i łączniki
Transport produktu
Naziemny zamknięty system rurociągowy
Systemy rurociągowe zwykle składają się z: rurociągów, zaworów (kulowych, igłowych, motylkowych itd.),
przyłączy (np. do AK.P), stacji pomp.
Magazynowanie gazów
Magazynowanie gazu związane jest z różnym jego przeznaczeniem. Zbiorniki magazynowe gazów dzielą się na
niskociśnieniowe- o zmiennej pojemności (suche i mokre) i wysokociśnieniowe- o stałej pojemności.
Magazynowanie cieczy
Sposób magazynowania cieczy zależy w największym stopniu od jej objętości i właściwości, takich jak prężność par,
korozyjność, palność i wybuchowość. Pojemność zbiorników zmienia się od litrów do kilkudziesięciu tysięcy m3. Ze
względu na kształt rzutu poziomego zbiorniki dzielą się na prostokątne, okrągłe i wieloboczne. Usytuowanie ich może
być podziemne, półpodziemne i naziemne.
Zbiorniki podziemne są stosowane przede wszystkim do magazynowania cieczy łatwopalnych i wybuchowych i
podlegają specjalnym przepisom pod względem konstrukcji i eksploatacji, ze względu na bezpieczeństwo i ochronę
środowiska.
Zbiorniki półpodziemne mają dno poniżej terenu i zagłębienie zwykle większe od połowy wysokości.
Zbiorniki naziemne mają dno umieszczone powyżej, na poziomie lub poniżej terenu, ale nie wyżej niż na połowic
jego wysokości.
Magazynowanie ciał stałych
Magazyny otwarte - stanowią najtańszy rodzaj magazynu. Służą do magazynowania produktów odpornych na
działanie czynników atmosferycznych. Są to zazwyczaj ogrodzone place, odpowiednio przygotowane do
magazynowania określonych towarów. W magazynach otwartych składowane są, materiały pochodzenia mineralnego,
wyroby stalowe i żeliwne, drewno, ceramiczne materiały budowlane itp.
Magazyny półotwarte - posiadają dach, jedną, dwie tub trzy ściany. Mogą one stanowić konstrukcję stałą lub tez mogą
być ustawiane czasowo z przenośnych elementów składanych. Magazyny te zabezpieczają przechowywane materiały
przed bezpośrednim oddziaływaniem warunków atmosferycznych. W takich magazynach składowane są towary
odporne na zmiany temperatury lecz wrażliwe na bezpośrednie oddziaływanie warunków atmosferycznych, np.
wyroby ceramiczne, cement w workach itp.
Magazyny zamknięte - posiadają pełną budowę ścian, podłogę, drzwi i niekiedy okna. Stanowią one najliczniejszą
grupę magazynów. Do najprostszych zaliczane są magazyny nie posiadające żadnego wyposażenia. W magazynach
tych składowane są, następujące materiały: nawozy sztuczne, gwoździe, druty itp.
Magazyny wysokiego składowania - znakomicie sprawdzają się w warunkach przemysłu maszynowego w zakładach
montażowych, gdzie nomenklatura przechowywanych materiałów liczy niejednokrotnie kilkanaście tysięcy pozycji.
Występują jako magazyny zamknięte, zmechanizowane lub zautomatyzowane w postaci wysokiej (współcześnie ok.
30 m) jednokondygnacyjnej hali. Są najczęściej wyposażone w zautomatyzowane manipulatory sterowane
komputerowo. Mogą one pracować w cyklu automatycznym tub półautomatycznym. Należy zaznaczyć że budowle
magazynowe wysokiego składowania są bardzo kapitałochłonnym składnikiem infrastruktury technicznej i logistyki.
Koszt budowy i wyposażenia magazynu wysokiego składowania jest blisko pięciokrotnie wyższy od kosztu budowy i
wyposażenia magazynu niskiego składowania.
Magazyny specjalne - przeznaczone są do składowania określonego rodzaju towaru. Do tego typu magazynów zalicza
się: zbiorniki stalowe naziemne i podziemne do magazynowania cieczy (materiałów pędnych, smoły, asfaltu itp.),
silosy do przechowywania towarów sypkich (np. zbóż, cementu itp.), spichlerze.
Podczas transportu materiałów sypkich i ich przesypywania następuje generowanie pyłu do środowiska gazu w
zbiorniku. Jest to zjawisko niepożądane i wiąże się z niebezpieczeństwem zapylenia środowiska strumieniem gazu
odlotowego, stratami produktu, pożaru i eksplozji. Do odpylania strumieni gazów odlotowych ze zbiorników
magazynowych są stosowane odpylacze suche, cyklony i filtry tkaninowe.
Przy doborze zbiornika materiału stałego powinny być przestrzegane następujące zasady:
- powierzchnia wewnętrzna zbiornika powinna być gładka
-kąt pochylenia dna powinien zapewnić wysyp masowy
-zbiornik powinien mieć wentylację odlotową
-zbiornik powinien być wyposażony w instalację powietrza sprężonego, dopływ wody do mycia i otwory do inspekcji
wnętrza
Transport i manipulowanie skroplonymi gazami oraz cieczami
Rozporządzenie Ministra Gospodarki w sprawie warunków technicznych, jakim powinny odpowiadać bazy i stacje
paliw płynnych, rurociągi dalekosiężne do transportu ropy naftowej i produktów naftowych i ich usytuowanie, 20
września 2000 r.
§ 41. 1. Rurociągi technologiczne należy wykonywać z rur stalowych.
2. Dopuszcza się wykonywanie rurociągów technologicznych z innych tworzyw charakteryzujących się niezbędnymi
właściwościami wytrzymałościowymi, odpornością chemiczną oraz przewodnictwem elektrycznym.
3. Rury przeznaczone do przetłaczania ropy naftowej i produktów naftowych powinny spełniać wymagania określone
w odrębnych przepisach.
§ 42. 1. Rurociągi na terenie baz paliw mogą być podziemne lub naziemne. Rurociągi naziemne nie powinny
utrudniać dostępu d< > ol*i< i
ióvn
i
prowadzenia akcji gaśniczych przez jednostki straży pożarnej.
2. Rurociągi dlii pmdukiow naftowych I i II klasy niebezpieczeństwa pożarowego nie powinny być układane z
rurociągami }’;i/mv\ nu, pniowymi, cieplnymi, kablami energetycznymi oraz rurociągami wodociągowymi i
kanali/ai \ |ii\ im
. 1
ponadto powinny być uziemione i zabezpieczone przed zetknięciem się z przewodami
elektrycznymi I'odpory rurociągów powinny być wykonane z materiałów niepalnych
Załadunek ł 10/ladunck urządzeń transportowych
Podc/ii*. załadunku lub rozładunku substancji ciekłych lub gazowych niemożliwe jest zastosowanie sztywnych
r u n u i;||'ow, dlatego w tym celu stosowane są gumowe, elastyczne węże i przewody, wzmocnione przez spirale ze stali
lub siat k v Zarówno materiał z jakiego wykonany jest wąż oraz rodzaj jego konstrukcji musi być odpowiedni do
pizenoszenia danego produktu. Węże są wyposażone w przeguby z uszczelkami zapobiegającymi wyciekom,
pozwalające na połączenie z urządzeniem transportującym . jeśli podczas załadunku możliwe jest występowanie
oparów to dodatkowo systemy załadunku/rozładunku wyposażone są w urządzenia niezbędne do zbierania tych
oparów.
18. Przedstaw BAT dla ograniczania emisji powstających podczas normalnej eksploatacji rodzajów zbiorników
z zewnętrznymi dachem pływającym oraz zbiorników (pionowych) z dachem stałym.
Zbiornik z dachem pływającym
- Usprawnienie procedur eksploatacyjnych,
- usprawnienie uszczelnień podstawowych i dodatkowych,
- kontrola szczelności pokrywy,
- pokrycie zewnętrznych powierzchni farbą o jasnym odcieniu
W pionowych zbiornikach cylindrycznych z pokrywą płaską lub stożkową nie można dopuścić do wzrostu ciśnienia
powyżej 0,12MN/m
2
i spadku ciśnienia poniżej 0,097MN/m
2
. Dlatego pokrywa musi być wyposażona w zawory
zabezpieczające , umożliwiające ruch pary cieczy i powietrza, spowodowany zmianami temperatury, a więc i ciśnienia
w ciągu doby, co powoduje znaczne straty cieczy (zjawisko oddychania zbiorników).[ Zjawisko to, polega na tym, że
w ciągu dnia temperatura podwyższa się, co powoduje wzrost prężności pary w przestrzeni nad powierzchnią cieczy w
zbiorniku i objętości mieszaniny powietrzno- parowej, część mieszaniny jest wypychana ze zbiornika przez zawór
zabezpieczający lub nieszczelności. Natomiast w nocy temperatura spada, więc ciśnienie także maleje i następuje
zassanie pewnej objętości powietrza oraz pary wodnej z otoczenia do zbiornika. W wyniku wytłaczania mieszaniny w
dzień oraz zasysania powietrza w nocy dochodzi do stałego ubytku cieczy w zbiorniku.]
Aby zmniejszyć ilość powstających strat, stosuje się skraplacz przeponowy, który łączy przestrzeń parowo-powietrzną
z otoczeniem. Zbiorniki naziemne, w których magazynuje się ciecze silnie korodujące i ciecze bardziej cenne ustawia
się na specjalnych wannach (tacach, najczęściej z betonu), do których w razie uszkodzenia zbiornika spłynie jego
zawartość.
BAT dla instalacji magazynowania i przeładunków obejmuje następujące techniki:
• Techniki wskazane w specjalnym BREF dotyczącym magazynowania,
• Magazynowanie gazów i cieczy w zbiornikach pod ciśnieniem równym ciśnieniu parcjalnemu magazynowanego
produktu,
• Stosowanie wysokoskutecznych uszczelnień w zbiornikach z dachami pływającymi.
• Obwałowanie zbiorników na wszystkie chemikalia, oddzielne obwałowania dla poszczególnych substancji
• Stosowanie środków ograniczania emisji przy czyszczeniu zbiorników,
• Stosowanie zasad dobrej praktyki i ochrony środowiska,
•
Mnimalizacja liczby zbiorników
i
ich objętości przez
odpowiednie stosowanie: ciągłych
metod zestawiania
mieszanek produktu (in-line blending), integrację jednostek produkcyjnych, kooperację z odbiorcami przemysłowymi.
Technika ta jest dużo łatwiejsza do wprowadzenia na etapie projektu nowego zakładu.
• Stosowanie tzw. wagi gazowej przy przeładunkach (odprowadzanie oparów z napełnianej objętości do zbiornika
opróżnianego). Przykładem braku możliwości zastosowanie tej techniki są zbiorniki z dachami pływającymi.
• Stosowanie instalacji odzysku oparów ze zbiorników, cystern transportowych, zbiorników statków.
•
Ograniczanie zanieczyszczenia gleby przez stosowanie: programu inspekcji i obsługi uwzględniającego środki
dobrej
praktyki,
podwójnych
ścian
zbiorników,
pokryć
nieprzepuszczalnych,
zasad
dobrej
praktyki
(odwadnianie,
pobory prób),
• Instalacja samouszczelniających połączeń węży.
• Instalacja systemu barier i zamknięć dla zabezpieczenia przed uszkodzeniem wyposażenia spowodowanym
przypadkowymi ruchem pojazdów (cystern drogowych i kolejowych) podczas operacji napełniania.
• Wprowadzenie procedur wykluczających pracę nalewaka, gdy nie jest w pełni wprowadzony do zbiornika cysterny -
dla unikania wylewów.
• Stosowanie oprzyrządowania lub procedur zabezpieczających przed przelaniem zbiorników w czasie napełniania.

• Instalacja w zbiornikach alarmów nadmiernych poziomów, niezależnych od normalnego systemu pomiarów stopnia
napełnienia.
19. Wymień środki kontroli emisji podczas normalnej eksploatacji zbiorników.
Ograniczania emisji powstających podczas normalnej
uwzględniają:
zarządzanie bezpieczeństwem i ryzykiem
procedury operacyjne i szkolenie
przecieki w wyniku korozji i/lub erozji
procedury operacyjne i oprzyrządowanie
zapobiegające przepełnieniu
oprzyrządowanie i automatyzacja do wykrywania
przecieków
oparte na ryzyku podejście do emisji do gleby pod
zbiornikami
eksploatacji dla poszczególnych rodzajów zbiorników
zabezpieczenie gleby dookoła zbiorników
(zapobieganie przedostawaniu się cieczy)
miejsca łatwopalne i źródła zapłonu
zabezpieczenie przeciwpożarowe
sprzęt gaśniczy, oraz
zapobieganie wyciekowi zanieczyszczonego środka
gaśniczego.
20.
Wymień główne źródła wód ściekowych w przemyśle chemicznym oraz czynniki określające wielkość ich
oddziaływania na środowisko.
Głównymi źródłami ścieków w przemyśle chemicznym są:
•
Syntezy chemiczne
•
Systemy oczyszczania gazów odlotowych
•
Kondycjonowanie wód użytkowych
•
Przecieki z systemów wody kotłowej
•
Zrzuty wód z systemów chłodzących
Wody
z
płukania
filtrów
i
wymieniaczy
jonowych
Odcieki ze składowisk
Wody
opadowe
spływające
z
terenów
zanieczyszczonych etc.
Wielkość ich oddziaływania na środowisko charakteryzowane jest przez:
•
Ładunek hydrauliczny
•
Zawartość substancji zanieczyszczających (wyrażona jako ładunek albo stężenie)
•
Bezpośredni efekt albo potencjalne zagrożenie dla wód powierzchniowych (odbiorników), wyrażone w
sposób
pośredni
lub
w
sposób
bezpośredni
poprzez
zestawienie
parametrów
mających
negatywne
oddziaływanie na odbiornik
•
Skutki dla organizmów bytujących w odbiornikach wodnych, wyrażone za pomocą danych o toksyczności
21. Przedstaw podstawowe metody oczyszczania ścieków.
Należy budować oczyszczalnie ścieków, gdzie naturalne procesy oczyszczania zostaną na tyle wzmożone, żeby
podołały
ilościom
wytwarzanych
zanieczyszczeń.
Oczyszczanie
biologiczne
polega
na
stworzeniu
jak
najlepszych
warunków dla bogatego zespołu bakterii, pierwotniaków i grzybów, które mają się rozmnażać i rozwijać a przed tym
rozkładać
materię organiczną zawartą w ściekach aż do substancji nieograniczonych: dwutlenku węgla, wody,
azotanów i fosforanów.
Ścieki z zakładów przemysłu spożywczego zawierają głównie materię organiczną i nie powinny zawierać żadnych
trucizn. Można je oczyścić tak samo, jak ścieki komunalne. Oczyszczanie ścieków bytowych jest naturalnym
procesem biologicznym, który mógłby zachodzić samoczynnie, w jeziorach i rzekach, gdyby było nas mniej.
Do oczyszczania mechanicznego ścieków z celulozowni i papierni służą sita odpowiednio gęste, gdyż muszą one
skutecznie odcedzić włókna celulozy. Włókna te zostają odzyskane dla produkcji. Kraty i sita stosuje się też do
usuwania włókien bawełny ze ścieków przemysłu włókienniczego. Ścieki mogą zawierać zawiesiny nieorganiczne, od
piasku poczynając, a kończąc na drobinach popiołu, żużla i rudy, jak to jest w hutach żelaza. Takie zawiesiny oddziela
się w odkrytych zbiornikach, zwanych osadnikami, gdyż zawiesiny ostają się w nich pod wpływem własnego ciężaru.
Przywracanie pierwotnych właściwości zużytej wody winno zachodzić w układzie technologicznym, który musi
zapewnić optymalny
technicznie i
ekonomicznie proces oczyszczania ścieków.Przez pojęcie oczyszczalni ścieków
należy
rozumieć
zespół
obiektów
technologicznych
służących
bezpośrednio
do
oczyszczania
ścieków
i
unieszkodliwiania osadów ściekowych, a także znajdujących się na wspólnym z nimi terenie obiektów niezbędnych
do dostarczania energii elektrycznej, wody, powietrza itp. Oraz do stworzenia odpowiednich warunków obsługi,
kierowania i kontroli procesów technologicznych.
Najbardziej ogólne sposoby oczyszczania ścieków można podzielić na:
a) sposoby mechaniczne,
b) sposoby fizykochemiczne,
c) sposoby biologiczne.
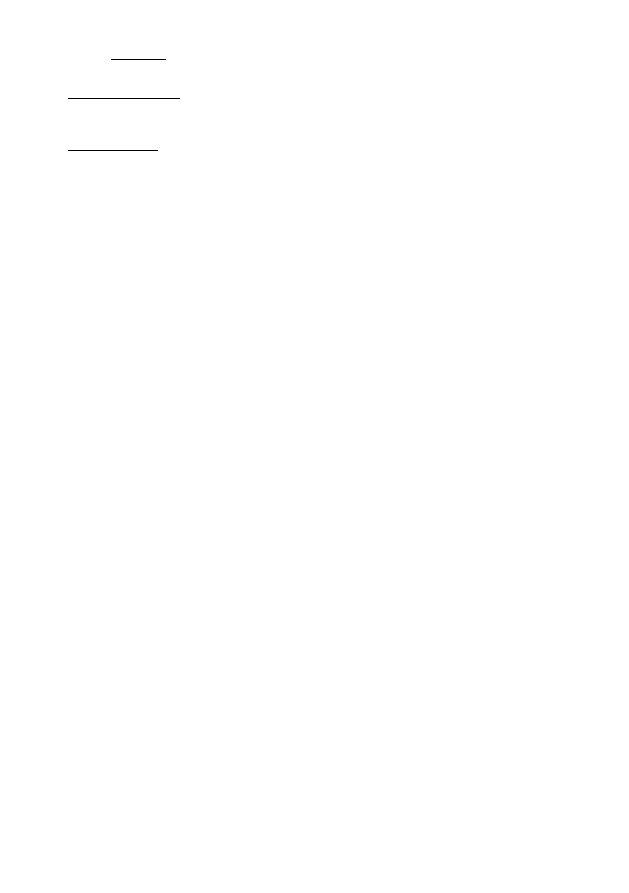
Miccnaniczne polegają na wykorzystywaniu procesów cedzenia, rozdrabniania, sedymentacji i flotacji. Do
tego celu służą następujące urządzenia: kraty, sita, rozdrabniarki, piaskowniki, osadniki i odtłuszczacze lub inne
urządzenia do flotacji.
Sposoby
fizykochemiczne
wykorzystują
przede
wszystkim:
koagulację
sorpcję,
niekiedy
elektrolizę,
zobojętnianie,
utlenianie (np. przez chlorowanie), redukcję. Do tego celu służą: urządzenia do przygotowywania i przechowywania
roztworów reagentów, dawkowniki, mieszalniki, komory reakcji, komory flokulacji, urządzenia do chlorowania i
inne.
Sposoby biologiczne polegają na wykorzystywaniu procesów biochemicznych związanych z działalnością życiową
specjalnych mikroorganizmów. Procesy te prowadzi się bądź w warunkach zbliżonych do naturalnych, bądź w
warunkach sztucznych. W pierwszym wypadku stosuje się pola nawodnione, filtry gruntowe, stawy rybne, a w drugim
? złoża biologiczne, zbiorniki z osadem czynnym i rowy biologiczne.
22. Omów BAT dla oczyszczania wód zaolejonych i emulsji.
Separację wody i oleju możemy podzielić na:
- grawitacyjny rozdział wolnego oleju, przy wykorzystaniu urządzeń do rozdzielania
- rozdzielanie emulsji przy użyciu środków chemicznych takich jak:
- sole metali wielowartościowych (ałuny, chlorek glinu, chlorek żelaza, siarczan żelaza)
- kwasów mineralnych (kwas siarkowy, solny, azotowy)
- absorbentów (pył gliny, wapno)
- organiczne polimery (poliaminy, poliakrylany)
następnie po koagulacji koagulat poddaje się jeszcze flokulacji i flotacji.
Powszechnie stosowane separatory wody to:
-
American Petroleum Institute Separator (API) - najprostszy typ separatora, składający się z otwartego basenu
oraz obracającej się skrobaczki zbierającej koagulat z dna basenu
-
Równoległe płytki przechwytujące (PPI) - składający się z dużej ilości płytek, które są ustawione równolegle
do kierunku przepływu zawiesiny i nie przepuszczają koagulatów. Nie nadaje się w przypadku bardzo dużych
szumowin.
- Faliste płyty przechwytujące (CPI) - składa się z dużej ilości płyt karbowanych, także nie nadaje się do dużych
koagulatów ale posiada dobrą skuteczność separacji.
Separację te stosuje się w przypadku usuwania olejów, smarów i innych płynów o mniejszej gęstości od płynu który
oczyszczamy (tutaj wody). Takie oczyszczanie wody stosuje się głównie w rafineriach i ogólnie w przemyśle
petrochemicznym.
Zbierany olej jest przesyłany do jednostek procesowych gdzie jest ponownie wykorzystywany po oczyszczeniu lub
jest odpowiednio usuwany jako odpad.
23. Omów BAT dla oczyszczania ścieków z substancji rozkladalnych biologicznie
-Usuwanie
substancji
ulegających
biodegradacji
ze
ścieków
za
pomocą
systemów
biologicznych
(oczyszczanie beztlenowe, bioreaktory membranowe, oraz wszelkiego rodzaju filtry biologiczne)lub ich kombinacje.
Gdy beztlenowe procesy są stosowane, często kolejnym krokiem jest oczyszczanie tlenowe
-Stosowanie
odpowiedniej
biologicznej
obróbki
wstępnej,
gdy
dopływ
strumieni
wiążą
się
z
wysokim
ładunkiem substancji organicznych ulegających biodegradacji.
Oczyszczanie beztlenowe jest rozwiązaniem do użycia powstającego metanu jako paliwo do spalania. Kolejną zaletą
beztlenowej obróbki wstępnej jest znaczne zmniejszenie nadwyżki osadu czynnego w biologicznych oczyszczalniach
niższego szczebla. Kiedy skuteczność usuwania/oczyszczania ścieków jest wysoka, ale stężenie zostaje na poziomie
wyższym niż zaleca Bat to proces wymaga obróbki wstępnej.
- Gdy wstępne oczyszczanie związków o niskiej biodegradacji (ale nie opornych lub toksycznych związków)
nie jest do głównego oczyszczania. Stosuje się odpowiednie techniki ze złożem stałym w reaktorach, co umożliwia
dłuższy czas przebywania i tym samym wyższe stopień degradacji.
-
Wdrożenie technik usuwania azotu (nitryfikacji / denitryfikacji), gdy ścieki zawierają związany ładunek
azotu, który może spowodować znaczne zwiększenie poziom emisji niż zaleca BAT. Obie opisane techniki BAT, W
sprzyjających warunkach są łatwo w montażu, w istniejących oczyszczalniach ścieków. Gdy dopływ strumieni niesie
duży ładunków azotu to korzystnie jest traktować strumień zanieczyszczeń podanymi technikami osobno, pozwali to
zmniejszyć koszty ponieważ sprzęt do nitryfikacji / denitryfikacji nie jest zbyt drogi.
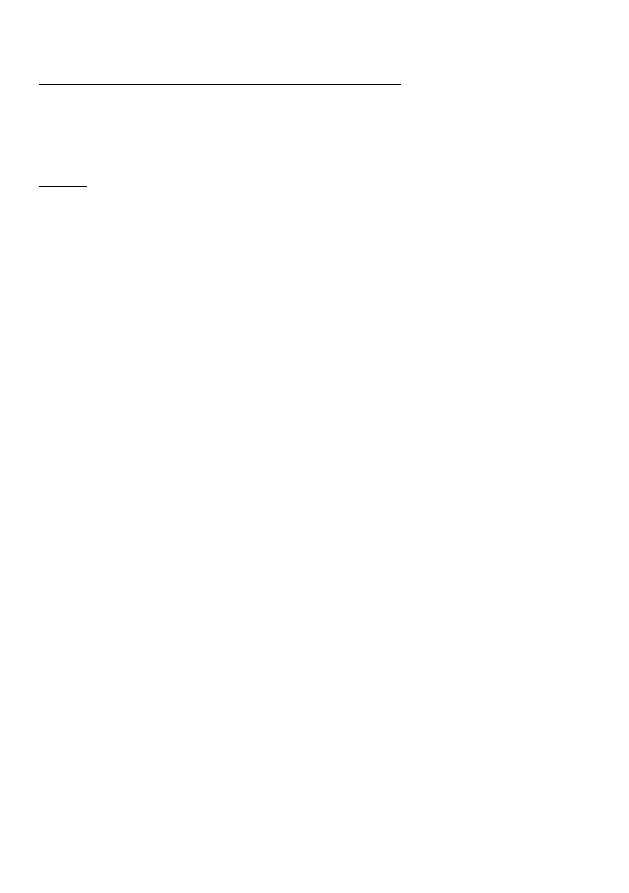
24. Omów BAT dla oczyszczania ścieków z substancji nicrozktadalnych biologicznie.
Dopływ strumieni ścieków niewłaściwy do biologicznego oczyszczania, ponieważ zawierają:
- substancje nie ulegające biodegradacji lub tylko słabo
- Toksyczne substancje, które hamują proces biologiczny.
Należy zapobiegać ich odprowadzeniem do biologicznej oczyszczalni ścieków. To nie jest możliwe by przewidzieć
które zanieczyszczenia są inhibitorami dla procesów biologicznych w oczyszczalni ścieków, ponieważ zależy od
dostosowania się do specjalnych mikroorganizmów pracujących w tym zakładzie. Nie ma znaczenia, czy ścieki są
odprowadzane z przemysłu chemicznego czy komunalnych oczyszczalni ścieków. Warunki do wstępnej obróbki
zanieczyszczeń nienadających się do biologicznego oczyszczania w obu przypadkach są takie same.
BAT mówi:
-
Uniknąć
wprowadzenia
składników
ścieków
do
biologicznej
oczyszczalni,
kiedy
mogą
powodować
wadliwe
działanie takich systemów
- Traktować dopływ strumieni ścieków nieulegające biodegradacji, technikami tj.
•
Utlenianie
• Utlenianie powietrzem wilgotnym
•
Hydroliza
• Utlenianie w warunkach nadkrytycznych
przed lub zamiast końcowego biologicznego oczyszczania. Ostateczny wybór odpowiedniej metody zależy od składu
ścieków mikroorganizmów w danej oczyszczalni i wymagań co do odbioru wody.
- stosować techniki umożliwiające odzysk substancji gdy jest to możliwe
•
Filtracja membranowa
• Destylacja / rektyfikacja
•
adsorpcji
• odparowanie
•
ekstrakcji
- usunięcie odpowiedniej zawartości amoniaku ze strumieni u źródła, za pomocą, np. powietrza lub pary wodnej
-
stosować techniki, które nie potrzebują dodatkowego paliwa, gdy inne techniki dają wystarczające rezultaty, a
odzysk nie jest wykonalny. Gdy funkcjonuje końcowy etap biologicznego oczyszczania, może on wystarczyć do
rozbicia ładunku organicznego używając technik
•
chemiczne utlenianie
• chemicznej hydrolizy
•
redukcji chemicznej
-
Utlenianie i spalanie powietrzem tylko wtedy, gdy nie ma innego wyboru, do zmniejszenia toksyczności i/lub
Hamującego działania oraz gdy proces ten wystarcza do rozładowania ładunku zanieczyszczeń bez biologicznego
oczyszczania lub jest jedynym rozwiązaniem.
- uwzględniać ekonomie zużycia wody z następujących technik
•
ekstrakcji
• Odparowanie
•
Destylacja/rektyfikacja
25. Wymień metody obróbki gazów odpadowych.
Większość z technik oczyszczania gazów odpadowych wymaga zastosowania
dalszych technik oczyszczania czy to odpadowych ścieków czy też odpadowych
gazów powstających w trakcie zasadniczego procesu. Techniki takie obejmują:
a) dla LZO (VOC) i związków nieorganicznych:
b) dla pyłów:
o separację membranową
o separatory
o kondensację
o cyklony
o adsorpcję
o elektrofiltry
o mokre przemywanie
o mokre skrubery
o biofiltrację
o filtracja tkaninowa
o przemywanie biologiczne
o filtracja katalityczna
o zraszanie na złożu biologicznym
o dwu-stopniowe filtry pyłowe
o spalanie termiczne
o filtry absolutne (filtry pyłowe wysokiej sprawności
o spalanie katalityczne
HEPA)
o dopalanie
o wysokosprawne filtry powietrzne (HEAF)
o filtry mgłowe
c) dla zanieczyszczeń gazowych w spalinach:
o iniekcja suchych sorbentów
o iniekcja sorbentów pół-suchych
o selektywna, nie katalityczna redukcja NOxx (SNCR)
o selektywna redukcja katalityczna NOx (SCR)
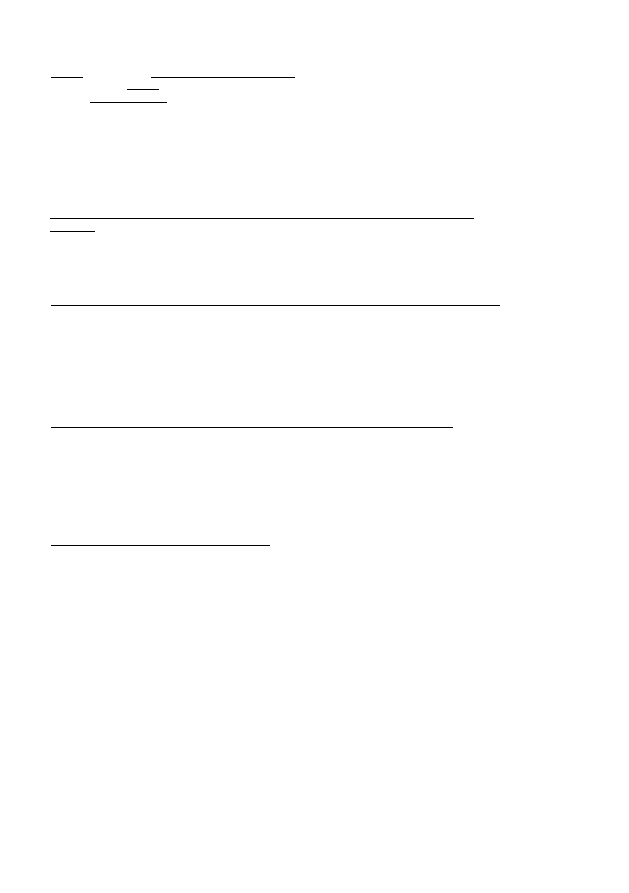
Nastepuiair /nuli.i
im
/
ów
odpadowych sa rozróżnione w BAT:
a) Źródła niskotemperaturowe, takie jak procesy produkcyjne, postępowanie z chemikaliami, testy produktów
b) Źródła wysokotemperaturowe, takie jak procesy spalania, obejmujące kotłownie, elektrownie, spalarnie i instalacje
utleniania katalitycznego
Źródła niskotemperaturowe
Zanieczyszczenia, które powinny być ograniczane w gazach pochodzących ze źródeł niskotemperaturowych (gazy
poprodukcyjne) to: pyły, LZO (VOC) i związki nieorganiczne (HC1, S02, NOx, itd.)
Do BAT należy usuwanie pyłów z emitowanych strumieni zanieczyszczeń gazowych, zarówno na etapie ostatecznego
oczyszczania, jak i oczyszczania wstępnego, w celu ochrony kolejnych urządzeń oczyszczających, stosując odzysk
surowców gdzie tylko jest to wykonalne. Należy mieć również na uwadze zużycie energii i wody związane ze
stosowanymi technikami oczyszczania. Do właściwych technik oczyszczania należą:
Techniki wstępnego oczyszczania z potencjalnym
Techniki końcowego oczyszczania:
odzyskiem:
• mokre skrubery
•
separatory
• elektrofiltry
•
cyklony
• filtry tkaninowe
•
filtr MIST
• rozmaite filtry o wysokiej efektywności, zależnej od
rodzaju pyłu
Dla związków innych niż LZO (WOC). do BAT należy ich usuwanie poprzez zastosowanie odpowiedniej techniki:
« mokre płukanie (woda, roztwory kwaśne lub zasadowe) dla wodorohalogenków,
•
C12, S02, H2S, NH3
•
płukanie rozpuszczalnikami bezwodnymi CS2, COS
•
adsorpcja dla CS2, COS i Hg
•
oczyszczanie biologiczne dla NH2, H2S, CS2
•
spalanie dla H2S, CS2 , COS, HCN, CO
•
SNCR lub SCR dla NOx
Gdy jest to wykonalne, techniki odzysku sa preferowane przed technikami ograniczającymi emisję, np:
•
odzysk chlorowodoru używając wody jako medium płuczącego w skruberze 1-ego stopnia do uzyskania roztworu
kwasu chlorowodorowego
•
odzysk NH3
Źródła wysokotemperaturowe
Poddawane
kontroli
zanieczyszczenia
z
procesów
wysokotemperaturowych
(gazy
spalinowe)
obejmują
pyły,
halogenki, tlenek węgla, tlenki siarki, tlenki azotu a także dioksyny.
Do BAT należy usuwanie pyłów poprzez zastosowanie:
•
elektrofiltru
•
filtry tkaninowe (po wymienniku ciepła, o temperaturze 120-1500C)
•
filtry katalityczne (w warunkach jak dla filtrów tkaninowych)
•
mokre płukanie
Do BAT należy odzysk HC1, HF i S02 poprzez zastosowanie 2-stopiowego płukania mokrego, lub ich usuwanie
poprzez wtrysk suchy, pół-suchy lub mokry.
Dla tlenków azotu, do BAT należy stosowanie technik SCR w miejsce SCNR (co najmniej dla większych instalacji) z
uwagi na lepszą skuteczność tych technik i wpływ na środowisko. Dla istniejących instalacji wykorzystujących
techniki SNCR stosownym czasem dla wdrożenia techniki SCR jest czas planowej przebudowy instalacji spalania.

Wyszukiwarka
Podobne podstrony:
BOIE Cewka pdf id 91559 Nieznany
LINK pdf id 268780 Nieznany
PRZ OPI wyklad 3 v2 pdf id 4033 Nieznany
odpowiedzi pdf id 332621 Nieznany
Optymalizacja w2 pdf id 338946 Nieznany
cukrzyca miazdzyca pdf id 12087 Nieznany
fizyka cz 2 pdf id 176637 Nieznany
Prezentacja pdf id 391045 Nieznany
I KOLO INSTALACJE pdf id 208281 Nieznany
farm 3 PDF id 168032 Nieznany
Optymalizacja w1 pdf id 338945 Nieznany
PDF id 352778 Nieznany
Kieliszek tresc w pdf id 234535 Nieznany
PRZ OPI wyklad 2 v4 pdf id 4033 Nieznany
begg makro PDF id 82389 Nieznany (2)
GEOMETRIA PDF id 189573 Nieznany
ochrona pdf id 791052 Nieznany
więcej podobnych podstron