38
P
od wzglÍdem chemicznym moøna
rozrÛøniÊ trzy najwaøniejsze grupy
impregnatÛw elektrotechnicznych:
øywice ftalowe, poliestrowe, epoksydowe.
Øywice ftalowe
Øywice ftalowe naleøπ do najstarszych
uøywanych lakierÛw. Sπ ≥atwe w przetwÛrs-
twie, dajπ siÍ ≥atwo rozcieÒczaÊ przy uøy-
ciu standardowych rozpuszczalnikÛw, ma-
jπ one takøe najniøszπ cenÍ. Wadπ ich sπ
jednak niewielka odpornoúÊ mechaniczna
i termiczna oraz zmiana parametrÛw w cza-
sie (kruszenie). Stosuje siÍ je obecnie g≥Ûw-
nie do zastosowaÒ ma≥o newralgicznych,
jak np. wymalowania (estetyka wyrobu).
Zaletπ øywic ftalowych jest takøe moøli-
woúÊ ich wysuszenia bez dotwardzenia ter-
micznego.
Øywice poliestrowe
Øywice poliestrowe ñ najczÍúciej stosowa-
ne do impregnacji uzwojeÒ. Øywice polie-
strowe wykazujπ znacznie lepsze parametry
izolacyjne i zawierajπ mniej rozpuszczal-
nikÛw. Moøliwe jest uzyskanie klasy izolacji
B, F a nawet H. Mimo znacznie lepszej
odpornoúci starzeniowej, zawarty w øywicy
styren powoduje powolne dotwardzanie
øywicy w trakcie eksploatacji a takøe moøe
spowodowaÊ wystπpienie mikropÍcherzy-
kÛw w wyniku parowania styrenu.
Zaletπ systemÛw poliestrowych jest ich
Ñpodsychanieî zanim zostanπ dotwardzone
termicznie. Powstanie ÑskÛrkiî po wyjÍciu
z ≥aüni impregnacyjnej powoduje mniejsze
kapanie w piecu i uzyskanie grubszej izo-
lacji. Wadπ systemÛw poliestrowych jest
natomiast zawartoúÊ styrenu, powodujπcego
problemy zdrowotne i ekologiczne (emisja
do atmosfery).
Systemy Ñbezstyrenoweî sπ nadal bar-
dziej kosztowne nawet od epoksydÛw.
Øywice epoksydowe
Udzia≥ øywic epoksydowych w materia-
≥ach izolacyjnych stale siÍ zwiÍksza. Mimo
wyøszej ceny, dziÍki ca≥kowitej reaktyw-
noúci i brakowi rozcieÒczalnikÛw moøliwe
jest uzyskanie najbardziej trwa≥ej i jednoli-
tej izolacji.
Zaletπ øywic epoksydowych jest ich ca≥-
kowite utwardzenie i niezmienne parame-
try w trakcie eksploatacji. Przy wyøszych
klasach termicznych (F i H) sπ takøe taÒsze
od poliestrÛw. Epoksydy majπ jednak dwie
podstawowe wady: brak moøliwoúci roz-
cieÒczania ñ kontrola lepkoúci jest moøli-
wa jedynie przez uzupe≥nianie sk≥adu
w kadzi nowym materia≥em (co jest pro-
blematyczne, jeúli produkcja nie jest odpo-
wiednio stabilna) oraz spadek lepkoúci
podczas dotwardzania. Powoduje to wiÍk-
sze úciekanie i uzyskanie cieÒszej warstwy
izolacyjnej.
Klasy termiczne, palnoúÊ
WyrÛøniÊ moøna nastÍpujπce podstawo-
we klasy termiczne:
A-105
O
C,
E-120
O
C,
B-130
O
C,
F-150
O
C,
H-180
O
C,
N-200
O
C.
Okreúlenie klasy termicznej odbywa siÍ
poprzez poddanie materia≥u izolacyjnego
d≥ugoterminowemu obciπøeniu termiczne-
mu. Dla energetyki czas tego obciπøenia
wynosi 20 tys. godzin, a dla elektroniki ñ 5
tys. godzin. Po procesie starzenia okreúla
siÍ poziom straty masy organicznej (spe≥-
nienie wymogÛw, gdy nie wiÍksze niø
10%) oraz trwa≥π utratÍ parametrÛw me-
chanicznych (spe≥nienie wymogÛw, gdy
nie wiÍksze niø 50% poczπtkowej). Szcze-
gÛ≥y okreúlajπ normy IEC85, UL1446.
Innym parametrem jest okreúlenie klasy
palnoúci. Najlepsze parametry okreúla kla-
sa V-0 (niepalne), V-1 (czÍúciowo niepal-
ne), HB (trudno palne). Kryteria okreúla
szczegÛ≥owo norma UL94.
czerwiec 2004
ø y w i c e e p o k s y d o w e
38
Øywice epoksydowe
w produkcji i naprawach
silnikÛw i generatorÛw
Jacek Karpiñski
Bliska wspÛ≥praca producenta urzπdzenia z dostawcπ komponentÛw owocuje zwykle w≥aúci-
wym wyborem komponentÛw. Duøe znaczenie ma takøe wspÛ≥praca z dostawcπ sprawdzonym
i dostÍpnym na rynku od wielu lat. DziÍki temu moøna uniknπÊ sytuacji, w ktÛrej po dobraniu
materia≥u, wykonaniu prÛb i uruchomieniu produkcji, nagle okaøe siÍ, øe producent zmieni≥
recepturÍ lub zniknπ≥ z rynku. W artykule przedstawiono najwaøniejsze czynniki, majπce
wp≥yw na dobÛr øywic izolacyjnych.
Silniki
elektryczne
3 fazowe
(úredniej
mocy)

39
Wed≥ug tej normy testowana jest prÛbka
materia≥u (p≥ytka o gruboúÊ 3,2, 4, 6 lub 12
mm). Im mniejsza gruboúÊ prÛbki testowej
jest podawana przy klasie, tym materia≥ ma
lepsze w≥aúciwoúci niepalne. Ze wzglÍdu
na technikÍ pomiaru (p≥ytka), norma ta
w sposÛb niezadowalajπcy odnosi siÍ do
impregnatÛw, gdzie gruboúci warstw wy-
noszπ dziesiπte czÍúci milimetra.
W przypadku maszyn elektrycznych do-
datkowo wystÍpuje katalityczny wp≥yw
miedzi ñ materia≥ uniepalniany (np. w kla-
sie V-0) niekoniecznie da koÒcowy wyrÛw
takøe w tej klasie i odwrotnie ñ materia≥
bez okreúlonej klasy palnoúci moøe daÊ
wyrÛb spe≥niajπcy normy niepalnoúci. Dla-
tego teø prawie zawsze konieczne jest wy-
konanie prÛby na ca≥ym koÒcowym wyro-
bie (co jest kosztowne) lub teø udzielenie
gwarancji na w≥asnπ odpowiedzialnoúÊ (tu
duøπ przewagÍ majπ koncerny o wielolet-
niej tradycji gdzie udzielana przez nie
gwarancja jest dla koÒcowego klienta rÛw-
nie waøna jak atest laboratorium certyfiku-
jπcego).
Innym rozwiπzaniem jest wybÛr Ñsyste-
mu izolacjiî ñ niektÛrzy producenci certy-
fikujπ ca≥y sk≥ad materia≥owy, powodujπ-
cy, øe wyrÛb wykonany z uøyciem mate-
ria≥Ûw z listy spe≥nia kryteria certyfikujπ-
cego bez koniecznoúci testÛw urzπdzenia.
Techniki impregnacji
W zaleønoúci od typu impregnacji nale-
øy zwracaÊ uwagÍ na inne w≥aúciwoúci
medium impregnujπcego. W zasadzie tech-
nika impregnacji determinuje typ øywicy,
ktÛra moøe byÊ uøyta.
Impregnacja
prÛøniowo-ciúnieniowa VPI
Impregnacja prÛøniowo-ciúnieniowa VPI
ñ w tej technice wykorzystuje siÍ kot≥y
impregnacyjne o duøej pojemnoúci. Uzwo-
jenie umieszczane jest w masie a nastÍp-
nie uzyskiwana prÛønia, powodujπca wys-
sanie powietrza z uzwojeÒ. ImpregnacjÍ
prowadzi siÍ w temperaturach ok. 60
O
C
aby zmniejszyÊ lepkoúÊ øywicy; nastÍpnie
zapowietrza siÍ zbiornik impregnacyjny
powodujπc wt≥oczenie ciúnieniem atmo-
sferycznym øywicy do wnÍtrza uzwojeÒ.
Po zakoÒczonej impregnacji øywicÍ prze-
pompowuje siÍ do zbiornika retencyjnego
i ch≥odzi.
Uzwojony i przesycony element przeno-
si siÍ do pieca celem utwardzenia. Naj-
czÍúciej stosuje siÍ tu øywice poliestrowe
lub epoksydowe. Ze wzglÍdu na wystÍpo-
wanie duøych iloúci masy (dodatkowo
ogrzanej), elementem decydujπcym o mo-
øliwoúci zastosowania øywicy jest tzw. sta-
bilnoúÊ masy. Kompozycja bÍdπc w duøej
objÍtoúci nie moøe utwardzaÊ siÍ egzoter-
micznie i nie powinna ulegaÊ zagÍstnianiu
(zwiÍkszanie masy czπsteczkowej wskutek
reakcji chemicznej). Jest to stosunkowo
≥atwe do uzyskania na øywicach poliestro-
wych, gdyø moøna je rozcieÒczaÊ styren-
em lub innym rozpuszczalnikiem. W przy-
padku øywic epoksydowych naleøy zasto-
sowaÊ specjalne systemy øywiczne (oparte
na destylowanej øywicy), oczyszczane ut-
wardzacze bezwodnikowe i utajone przy-
spieszacze ñ dzia≥ajπce dopiero powyøej
100
O
C. CzÍsto przyspieszacze sπ umiesz-
czane w izolacji miÍdzywarstwowej (w taú-
mach), aby nie zanieczyszczaÊ masy.
Wzrost lepkoúci masy koryguje siÍ przez
dodatek úwieøej porcji øywicy i utwardza-
cza do masy. Zaletπ øywic epoksydowych
jest ich pe≥ne øelowanie i minimalny skurcz
wewnπtrz uzwojeÒ owocujπcy lepszπ izo-
lacjπ (brak pÍcherzykÛw i pÍkniÍÊ), niøsza
cena od poliestrÛw Ñbezstyrenowychî kla-
sy H a takøe brak emisji rozpuszczalnikÛw
(styrenu). Wadπ jest koniecznoúÊ utwar-
dzania z rotacjπ ze wzglÍdu na moøliwoúÊ
wycieku (patrz p1)
Metoda kroplowa
Metoda kroplowa ñ stosowana szczegÛl-
nie do ma≥ych maszyn wirujπcych, polega
na umieszczeniu wirnika w komorze prÛø-
niowej, ogrzaniu do temperatury øelowa-
nia systemu øywicznego i powolnym obro-
cie detalu. Øywica jest nakraplana na uz-
wojenia i sp≥ywa po nim jednoczeúnie siÍ
utwardzajπc. Zaletπ tej metody jest uzys-
kanie gotowego detalu natychmiast po pro-
cesie. Stosowane tu materia≥y muszπ cha-
rakteryzowaÊ siÍ bardzo úciúle okreúlonym
czasem øelowania i nie powinny zawieraÊ
substancji lotnych. Najbardziej zalecane
sπ tu kompozycje epoksydowe o wysokiej
czystoúci z utwardzaczami aminowymi
o cyklicznej strukturze.
Metoda zanurzeniowa
Metoda zanurzeniowa dip&bake ñ jest
uproszczeniem metody VPI i polega na za-
nurzaniu uzwojenia w rynnie z kompozy-
cjπ impregnujπcπ a nastÍpnie utwardzanie
w piecu. Ze wzglÍdu na prostotÍ, ale i brak
moøliwoúci uzyskania wysokiej jakoúci,
stosowana g≥Ûwnie jako uzupe≥nienie ist-
niejπcej izolacji, wymalowanie i ochrona
przed warunkami zewnÍtrznymi (jak zapy-
lenie itp.).
Stosowane tu materia≥y muszπ byÊ prze-
de wszystkim tanie, dlatego uøywane sπ tu
lakiery ftalowe lub poliestrowe (rzadziej
epoksydy, ale i wtedy tylko te najtaÒsze).
Metoda
wymalowania
Metoda wymalowania ñ s≥uøy jedynie
jako zewnÍtrzne zabezpieczenie mechani-
czne i dla poprawy estetyki. Metoda pole-
ga na prostym pokryciu zewnÍtrznej czÍú-
ci uzwojenia lakierem. Stosuje siÍ tu g≥Ûw-
nie lakiery ftalowe, czasem jednak, ze
ø y w i c e e p o k s y d o w e
39
Elementy silnikÛw ma≥ej mocy - od lewej enkapsulowany stojan, wirnik impregnowany, stojan
40
wzglÍdu na wymagania dotyczπce szcze-
gÛlnych parametrÛw eksploatacji uøywa
siÍ tu takøe epoksydy. Wymaganiem tej
metody jest utwardzenie izolacji na zimno,
czasem jedynie poddawany jest dodatko-
wemu dohartowaniu w podwyøszonej
temperaturze.
Nawijanie na mokro
Nawijanie na mokro ñ polega na przesy-
ceniu drutu i izolacji w øywicy, odciúniÍcie
a nastÍpnie nawiniÍcie kolejnych cewek
i utwardzenie ca≥oúci w monoblok. Do tej
metody nadaje siÍ jedynie kilka kompozycji
ze úwiatowej palety produktÛw ze wzglÍdu
na specyficzne wymagania reologiczne.
Podsumowanie
Im lepiej uda siÍ okreúliÊ wymagania
dotyczπce procesu oraz samego wyrobu
docelowego, tym wiÍksza szansa, øe wy-
bÛr øywicy przyniesie satysfakcjonujπcy
rezultat. Bliska wspÛ≥praca producenta
urzπdzenia z dostawcπ komponentÛw owo-
cuje zwykle w≥aúciwym wyborem. Duøe
znaczenie ma takøe wspÛ≥praca z dostawcπ
sprawdzonym i dostÍpnym od lat na rynku.
DziÍki temu moøna uniknπÊ sytuacji,
w ktÛrej po dobraniu materia≥u, wykona-
niu prÛb i uruchomieniu produkcji, nagle
okaøe siÍ, øe producent zmieni≥ recepturÍ
lub zniknπ≥ z rynku. Dzia≥anie takie daje
gwarancjÍ sta≥ej jakoúci produktu, co da
wymierne efekty w postaci mniejszych
przerw spowodowanych awariami i rzad-
szych reklamacji.
Zawsze naleøy rozwaøyÊ oszczÍdnoúci
zwiπzane z zastosowaniem nowego mate-
ria≥u i koszty spowodowane zmianπ w te-
chnologii. Warto takøe skorzystaÊ z do-
úwiadczeÒ dostawcy materia≥u, ktÛry moøe
udzieliÊ wskazÛwek pozwalajπcych unik-
nπÊ b≥ÍdÛw.
mgr inø. Jacek KarpiÒski
Autor jest
pracownikiem
firmy Milar
czerwiec 2004
ø y w i c e e p o k s y d o w e
40
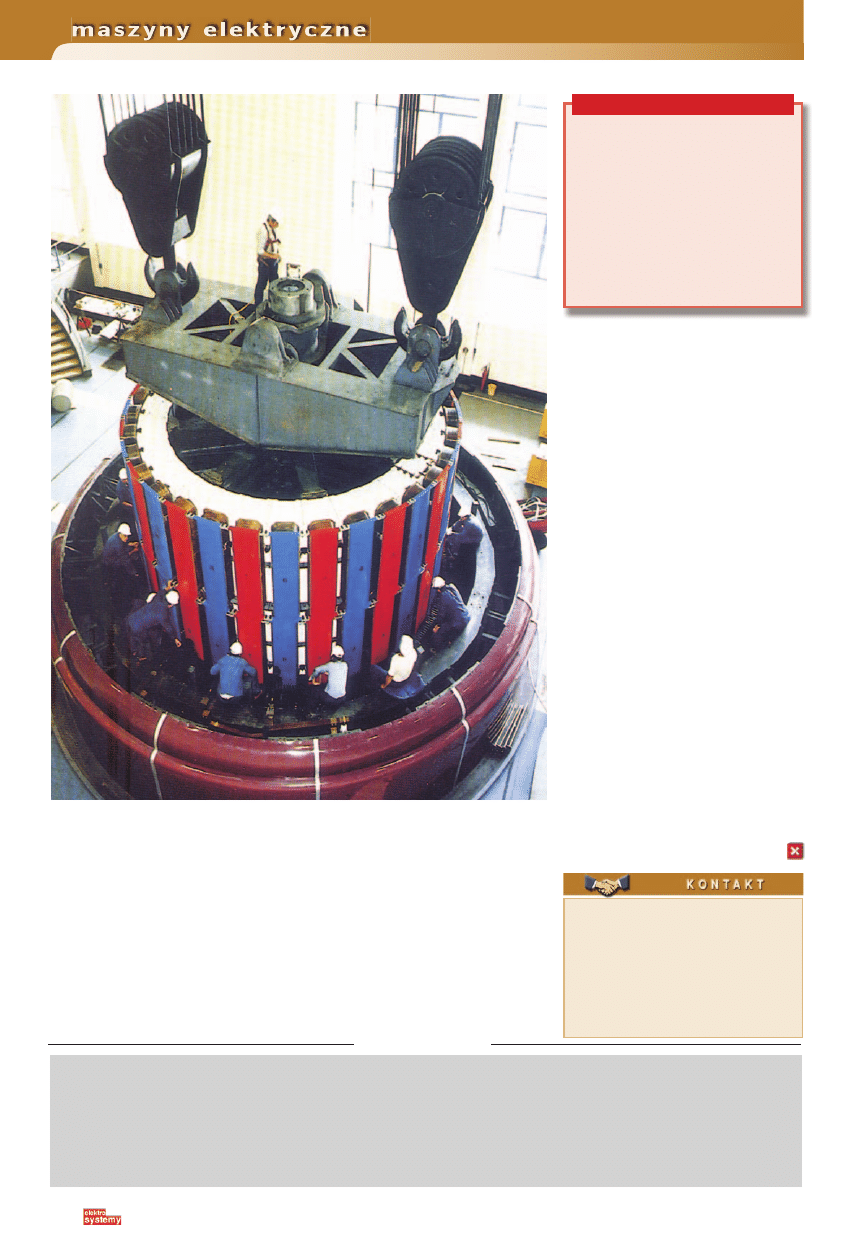
Silnik7 ñ impregnacja generatora 125 MW
R
E
K
L
A
M
A
Kiedy warto zmieniÊ uøywany materia≥ do im-
pregnacji
producent impregnatu zmieni≥ recepturÍ lub
produkt przesta≥ byÊ dostÍpny,
nag≥e, znaczne podwyøszenie ceny,
wprowadzono nowe normy dotyczπce eko-
logii, emisji itp. powodujπce, øe albo trzeba
zmieniÊ masÍ, albo zainwestowaÊ w urzπ-
dzenia,
wymagania klienta nie mogπ byÊ spe≥nione
przy uøyciu aktualnie stosowanego produktu
Zmiana materia≥u
Milar
ul. Wojska Polskiego 6
605-822 MilanÛwek
tel. (22) 755 85 21, 724 87 37
fax (22) 755 80 09
e-mail: milar@milar.pl
www.milar.pl
Wyszukiwarka
Podobne podstrony:
izolat zywice bledy
izolat zywice bledy
silniki prądu stałego
PODSTAWY STEROWANIA SILNIKIEM INDUKCYJNYM
04 Zabezpieczenia silnikówid 5252 ppt
SILNIKI GRAFICZNE W GRACH KOMPUTEROWYCH
SILNIKI
Prezentacja OP silniki
silnik pradu stalego
Silnik rotacyjny, a silnik tłokowy
A3 Silnik indukcyjny pierscieniowy program
KODY USTEREK EOBD SILNIK ES9J4S (XFX)
Lokalizacja elementów silnika 1 4i TU3MC
Model silnika pradu stalego id Nieznany
bmw E38 E39 rozladowany akumulator halas z komory silnika
Opis silnikow krokowych id 3370 Nieznany
Napędy i silniki elektryczne
więcej podobnych podstron