
Połączenia nierozłączne
Do procesów technologicznych łączenia (spajania) metali zaliczamy między innymi połączenia cieplne, do
których można zaliczyć: lutowanie, zgrzewanie, spawanie i napawanie.
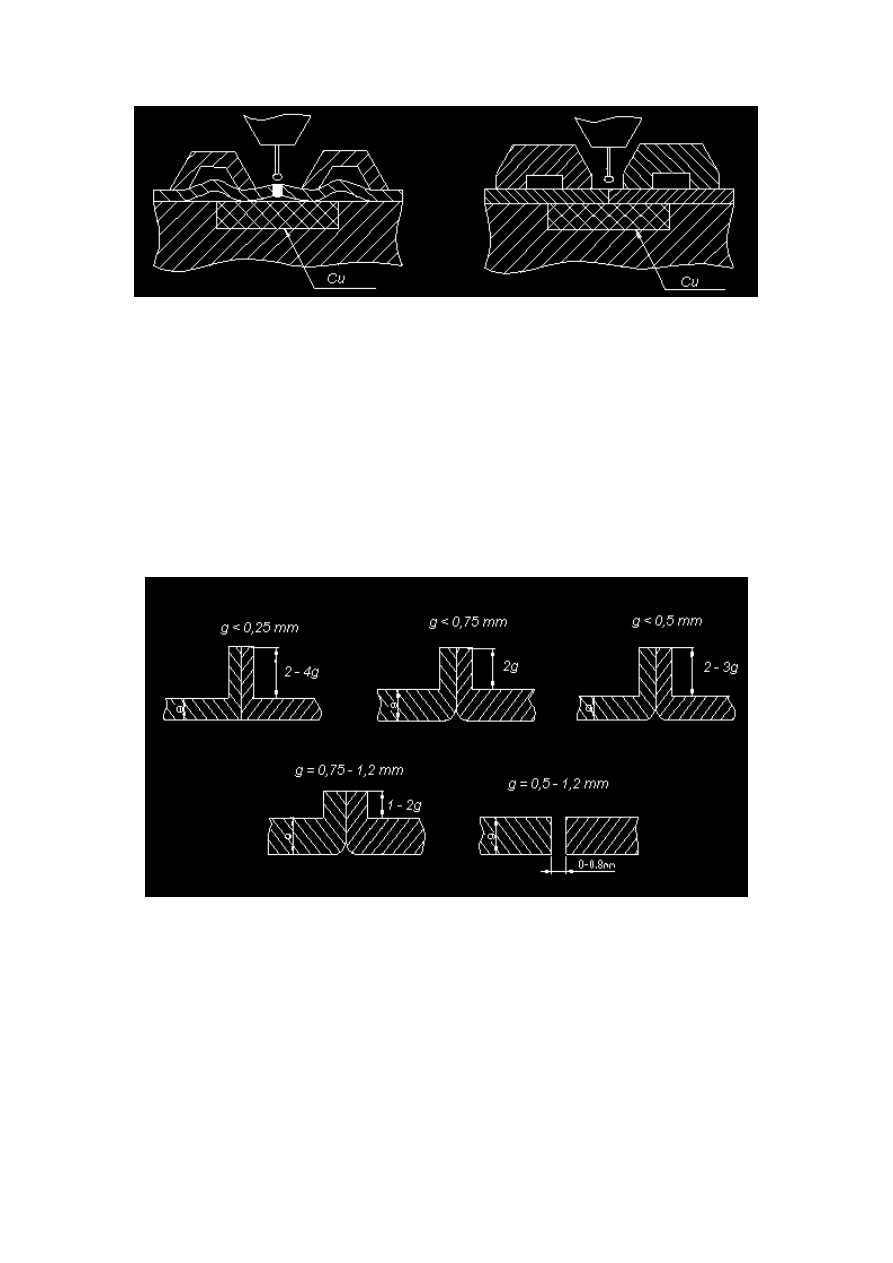
Lutowanie
Lutowanie jest procesem technologicznym polegającym na łączeniu części metalowych za pomocą specjalnych
stopów, zwanych lutami, które mają niższą od lutowanych metali temperaturę topnienia. Rozróżniamy dwa
rodzaje lutowania: miękkie (temperatura topnienia lutu do 450 stopni ) i twarde (temperatura topnienia lutu
powyżej 450 stopni). Zjawisko spajania, zachodzące między nagrzanym metalem lutowanym a stopionym
spoiwem, polega na ścisłym przyleganiu ciekłego lutu do oczyszczonej powierzchni łączonych metali (zjawisko
adhezji ). Cząsteczki ciekłego lutu przenikają w głąb łączonych metali wskutek dyfuzji. Proces ten jest związany
z siłą przyciągania między atomami ciekłego lutu a atomami lutowanego metalu. Siła przyciągania atomów
metalu lutowanego musi być większa niż siła topionego lutu, aby lut dobrze pokrywał (zwilżał) materiał
lutowany. Proces ten jest zależny od rodzaju metalu lutowanego i lutu oraz czystości lutowanej powierzchni,
temperatury nagrzania, przewodności cieplnej i czasu nagrzewania.
Zgrzewanie
Zgrzewanie to sposób łączenia metali polegający na tym, że części metalowe w miejscu łączenia doprowadza
się przez nagrzewanie do stanu plastycznego ( ciastowatego ) lub do nadtopienia powierzchni łączonych
przekrojów ( zgrzewanie iskrowe ) i następnie łączy się je z zastosowaniem odpowiedniej siły, np. przez kucie,
prasowanie lub zgniatanie, bez używania metalu dodatkowego, tj. spoiwa. Zależnie od źródła ciepła, które służy
do nagrzania części łączonych do stanu plastycznego lub do nadtopienia powierzchni łączonych, rozróżniamy
następujące zasadnicze rodzaje zgrzewania : elektryczne oporowe, tarciowe, zgniotowe i wybuchowe.
Spawanie
Spawanie jest obecnie najbardziej rozpowszechnionym sposobem łączenia metali, polegającym na miejscowym
rozgrzaniu metalu do stanu topnienia. Spawanie odbywa się z dodawaniem lub bez dodawania spoiwa oraz bez
stosowania jakiegokolwiek nacisku lub uderzenia. Rozróżnia się następujące rodzaje spawania: gazowe,
elektryczne, łukiem krytym, żużlowe, w osłonie argonu, w osłonie dwutlenku węgla, plazmowe, elektronowe i
inne.
METODY SPAWANIA
Spawanie łukowe ręczne
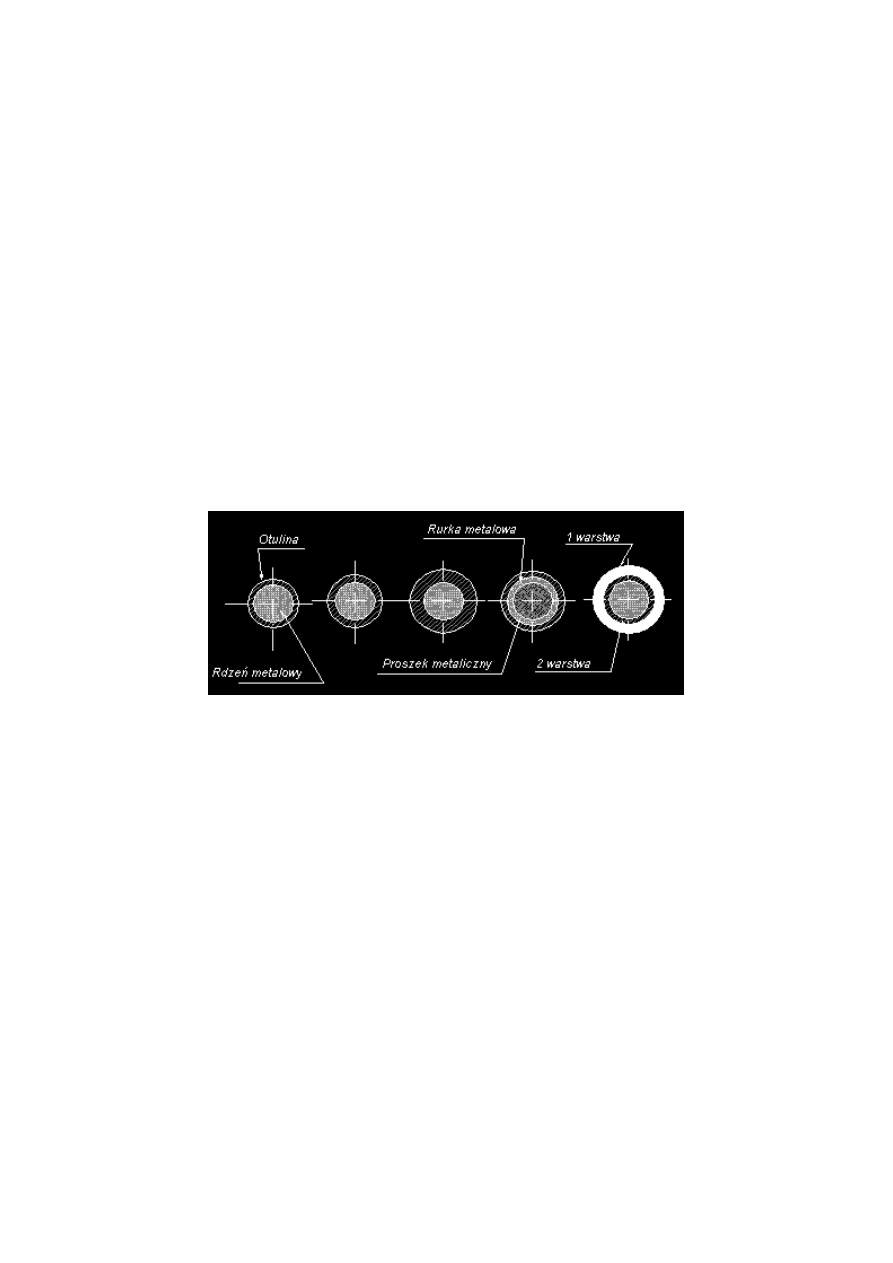
Inne nazwy-spawanie łukowe elektrodą otuloną, spawanie elektryczne.
Sposób pracy- ręczny
Źródło ciepła- łuk elektryczny
Osłona jeziorka- głównie topnik, częściowo gaz wytwarzany przez topnik.
Zakres prądu- 25¸350A
Moc cieplna-0,5¸11kJ/s
Zasada działania- spawacz zajarza łuk między końcem elektrody a metalem rodzimym przedmiotu. Łuk
stapia metal rodzimy i elektrodę tworząc jeziorko spawalnicze, które jest osłaniane przez warstwę stopionego
topnika i gaz wytwarzany przez topnik stanowiący otulinę rdzenia elektrody. Spawacz przesuwa elektrodę w
kierunku jeziorka w celu utrzymania stałej długości łuku, równocześnie przesuwając ją w kierunku spawania.
Wartość natężenia prądu jest nastawiana w źródle prądu. Długość elektrod jest znormalizowana i najczęściej
wynosi 450 mm Jeżeli elektroda stopi się do długości ok.50 mm, wtedy spawacz przerywa łuk. Zestalony żużel
należy usunąć z powierzchni spoiny i kontynuować spawanie nową elektrodą. Typowe zastosowania-
wytwarzanie zbiorników ciśnieniowych, kadłubów okrętowych, konstrukcji stalowych, łączenie rur i rurociągów,
budowa i naprawa maszyn.
Charakterystyka metody
Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez
stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału spawanego.Łuk elektryczny jarzy
się między rdzeniem elektrody pokrytym otuliną i spawanym materiałem. Elektroda otulona przesuwana jest
ręcznie przez operatora wzdłuż linii spawania i ustawiona pod pewnym kątem względem złącza. Spoinę złącza
tworzą stopione ciepłem łuku rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody oraz
nadtopione brzegi materiału spawanego(rodzimego). Udział materiału rodzimego w spoinie, w zależności od
rodzaju spawanego metalu i techniki spawania, wynosić może 10-40%.
Łuk spawalniczy może być zasilany prądem przemiennym lub prądem stałym z biegunowością ujemną lub
dodatnią. Osłonę łuku stanowią gazy i ciekły żużel powstałe w wyniku rozpadu otuliny elektrody pod wpływem
ciepła łuku. Skład osłony gazowej w zależności od składu chemicznego otuliny, stanowią CO2, CO, H2O oraz
produkty ich rozpadu. Spawanie rozpoczyna się po zajarzeniu łuku między elektrodą otuloną a spawanym
przedmiotem; intensywne ciepło łuku, o temperaturze w środku łuku dochodzącej do 6000 K, stapia elektrodę,
której metal przenoszony jest do jeziorka spoiny. Przenoszenie metalu rdzenia elektrody otulonej w łuku
spawalniczym może odbywać się w zależności od rodzaju otuliny , grubokroplowo, drobnokroplowo lub nawet
natryskowo
Ilość tworzącego się gazu i żużla osłaniających łuk oraz ich skład chemiczny zależą od rodzaju otuliny elektrody
i jej grubości. Stosuje się otuliny o różnej grubości w stosunku do średnicy rdzenia, a ich nazwy: rutylowe,
kwaśne, zasadowe, fluorkowe, cyrkonowe, rutylowo-zasadowe, celulozowe itd., zależne są od właściwości
chemicznych składników otuliny. Elektrody produkowane są zwykle o średnicy rdzenia w zakresie 1,6 do 6,0
mm i długości od 250 do 450 mm.
Zasadnicze funkcje otuliny to:
Osłona łuku przed dostępem atmosfery,
Wprowadzenie do obszaru spawania pierwiastków odtleniających, wiążących azot i rafinujących ciekły
metal spoiny,
Wytworzenie powłoki żużlowej nad ciekłym jeziorkiem i krzepnącym metalem spoiny,
Regulacja składu chemicznego spoiny.
Wszystkie te funkcje służą do zapewnienia wymaganej jakości i własności eksploatacyjnych złącza spawanego.
W skład stanowiska do spawania łukowego ręcznego elektrodą otuloną wchodzą:
Źródło prądu stałego lub przemiennego,
Uchwyt elektrody doprowadzający prąd spawania do elektrody,
Przewody spawalnicze doprowadzające prąd spawania ze źródła prądu do uchwytu i do spawanego
przedmiotu,
Układ sterowania zdalnego źródłem prądu,
Oprzyrządowanie konstrukcji spawanej,

Odciąg dymów spawalniczych(w energetyce w związku ze specyfiką pracy jest to warunek trudny do
spełnienia).
Parametry spawania
Przebieg procesu spawania w znacznym stopniu uzależniony jest od umiejętności operatora (spawacza).
Ustalone w warunkach technologicznych spawania konkretnej konstrukcji parametry spawania stanowią dla
operatora dane wyjściowe, do których dostosowuje swe doświadczenie spawalnicze i zdolności manualne.
Do podstawowych parametrów spawania elektrodą otuloną należą:
Rodzaj natężenia prądu spawania,
Napięcie łuku,
Prędkość spawania,
Średnica elektrody i jej położenie względem złącza.
a) Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta.
Parametr ten w największym stopniu decyduje o energii cieplnej łuku, a więc głębokości wtopienia i prędkości
stapiania. Przy stałej średnicy elektrody, ze wzrostem natężenia prądu, wzrasta temperatura plazmy łuku,
wzrasta wydajność stapiania i ilość stapianego metalu spawanego oraz głębokość, szerokość i długość jeziorka
spoiny. Dobór natężenia prądu spawania zależy od rodzaju spawanego materiału, rodzaju elektrody, jej
średnicy, rodzaju prądu, pozycji spawania oraz techniki układania poszczególnych ściegów spoiny.
b) Napięcie łuku proporcjonalne jest do długości łuku i wywiera wyraźny wpływ na charakter przenoszenia
metalu w łuku, prędkość spawania i efektywność układania stopiwa. Ze wzrostem napięcia łuku wzrasta jego
energia i w efekcie objętość jeziorka spoiny. Szczególnie wyraźnie zwiększa się szerokość i długość jeziorka.
Przy stałym natężeniu prądu podwyższenie napięcia łuku nieznacznie wpływa na głębokość wtopienia. Długość
łuku regulowana jest przez operatora i zależy od jego umiejętności manualnych i percepcji wizualnej. Dobór
napięcia łuku zależy od rodzaju elektrody, pozycji spawania, rodzaju i natężenia prądu oraz techniki układania
ściegów spoiny.
c) Prędkość spawania jest prędkością, z jaką elektroda przesuwana jest wzdłuż złącza spawanego. Prędkość
spawania rozpatrywana może być jako prędkość przemieszczania się końca elektrody, ale również jako
prędkość wykonania jednego metra złącza i wtedy uwzględnione są wszystkie czasy pomocnicze, np. czas
wymiany elektrody, oczyszczania poprzedniego ściegu itd.
Prędkość przesuwania łuku wzdłuż złącza zależy od:
Rodzaju prądu, jego biegunowości i natężenia,
Napięcia łuku,
Pozycji spawania,
Prędkości stapiania elektrody,
Grubość spawanego materiału i kształtu złącza,
Dokładności dopasowania złącza,
Wymaganych ruchów końcówki elektrody.
d) Średnica elektrody otulonej decyduje o gęstości prądu spawania, a przez to o kształcie ściegu spoiny,
głębokości wtopienia i możliwości spawania w pozycjach przymusowych. Zwiększenie średnicy elektrody, przy
stałym natężeniu prądu, prowadzi do obniżenia głębokości wtopienia i zwiększenia szerokości spoiny.
Prawidłowo dobrana średnica elektrody to ta, przy której dla prawidłowego natężenia prądu i prędkości
spawania uzyskuje się spoinę o wymaganym kształcie i wymiarach, w możliwie najkrótszym czasie.
e) Pochylenie elektrody względem złącza pozwala na regulację kształtu spoiny, głębokości wtopienia,
szerokości lica i wysokości nadlewu tablica 1. Pochylenie elektrody w kierunku przeciwnym do kierunku
spawania powoduje, że siła dynamiczna łuku wciska ciekły metal jeziorka do przodu i maleje głębokość
wtopienia, a wzrasta wysokość i szerokość lica. Pochylenie elektrody w kierunku spawania powoduje, że ciekły
metal wciskany jest do tylnej części jeziorka, wzrasta głębokość wtopienia, a maleje szerokość i wysokość lica.
Rodzaj
spoiny
Pozycja
spawania
Pochylenie elektrody w
stosunku do płaszczyzny
złącza
Pochylenie elektrody w
stosunku do osi prostopadłej
spoiny
Skierowanie elektrody w
stosunku do kierunku
spawania
Czołowa
Podolna
90
5 - 10
lub 10 - 30
Przeciwnie
Czołowa
Naścienna
80 - 100
5 - 10
Przeciwnie
Czołowa
Pionowa z dołu
do góry
90
5 - 10
Zgodnie
Czołowa
Pułapowa
90
5 - 10
Przeciwnie
Pachwinowa Naboczna
45
5 - 10
lub 10 - 30
Przeciwnie
Pachwinowa
Pionowa z dołu
do góry
35 - 55
5 - 10
Zgodnie
Pachwinowa Pułapowa
30 - 45
5 - 10
Przeciwnie
Zajarzenie łuku
Zajarzenie łuku odbywać się może przez zwarcie końca elektrody z przedmiotem i szybkie cofnięcie na
wymaganą długość łuku lub wykonywanie końcem elektrody ruchów wahadłowych z pocieraniem o powierzchnię
przedmiotu. Łuk zajarzamy w obrębie spawania, z wyprzedzeniem względem początkowego punktu spawania o
około 10mm, a po ustabilizowaniu łuku cofamy go do punktu początkowego w celu rozpoczęcia normalnego
spawania.
Urządzenia do spawania łukowego elektrodą otuloną
Do spawania łukowego elektrodą otuloną wykorzystuje się:
transformatory spawalnicze,
prostownikowe zasilacze spawalnicze,
przetwornice spawalnicze,
prądnice spawalnicze.
Spawanie acetylenowo-tlenowe
Inna nazwa-spawanie gazowe
Sposób pracy-ręczny
Źródło ciepła-płomień gazowy
Osłona jeziorka -produkty spalania; topnik w przypadku innych metali niż stal.
Zasada działania - u wylotu końcówki o specjalnej budowie, zamocowanej do korpusu palnika, spala się
mieszanina tlenu z acetylenem. Za pomocą tego płomienia spawacz stapia metal rodzimy uzyskując jeziorko
spoiny. W miarę potrzeby doprowadza ręcznie spoiwo w postaci drutu do przedniego brzegu jeziorka. W celu
uzyskania jednolitego postępującego stapiania spawacz powinien przesuwać palnik wzdłuż brzegów złącza.
Zastosowanie-wyroby lekkie, takie jak przewody wentylacyjne; rurociągi o małych średnicach.
Płomień acetylenowo - tlenowy
Spalając mieszaninę tlenu z gazem palnym u wylotu dyszy palnika można otrzymać dość wysokie
temperatury.
Niestety przy spalaniu większości mieszanin gazowych płomień ma zbyt niskie temperatury
niewystarczające do spawania wielu metali z wyjątkiem kilku o niskiej temperaturze topnienia. Jedynym
wyjątkiem jest acetylen. Zmieszany z tlenem we właściwym stosunku tworzy płomień o temperaturze ok.
3100°C co jest wystarczające w licznych zastosowaniach spawalniczych.
Ciepło w spawaniu acetylenowo - tlenowym
W metodzie spawania acetylenowo-tlenowego analiza jest stosunkowo prosta. Ciepło wykorzystywane do
stapiania jest wytworzone przez spalanie acetylenu u wylotu otworu dyszy. Im więcej acetylenu dostarczamy,
tym więcej będzie ciepła, czyli należy sterować dopływem acetylenu. Jeżeli płomień acetylenowo-tlenowy jest
używany do spawania, to dopływ ciepła do złącza zależy też od sprawności spalania. Maksimum ciepła uzyskuje
się wtedy, gdy następuje całkowite spalenie acetylenu w utleniającym płomieniu, tj. w płomieniu zawierającym
więcej tlenu niż jest to niezbędne do związania z acetylenem. Jednak takie spalanie nie jest zalecane, gdyż nie
tworzy płomienia o najwyższej temperaturze a może spowodować utlenianie się spoiny. Zwykle wybiera się taki
stosunek acetylenu do tlenu, aby otrzymany płomień był neutralny tj. bez nadmiaru żadnego z gazów.
Odpowiednie ilości acetylenu i tlenu nastawia się za pomocą zaworów wbudowanych w palnik. Wskutek tego
gaz dochodzący do dyszy jest kontrolowaną mieszaniną tlenu i acetylenu
Metody spawania gazowego
Rozróżniamy trzy zasadnicze metody spawania gazowego:
Spawanie w lewo-do materiałów o grubości poniżej 3mm.
Spawanie w prawo-do materiałów o grubości powyżej 3mm.
Spawanie w górę-do materiałów wszystkich grubości.
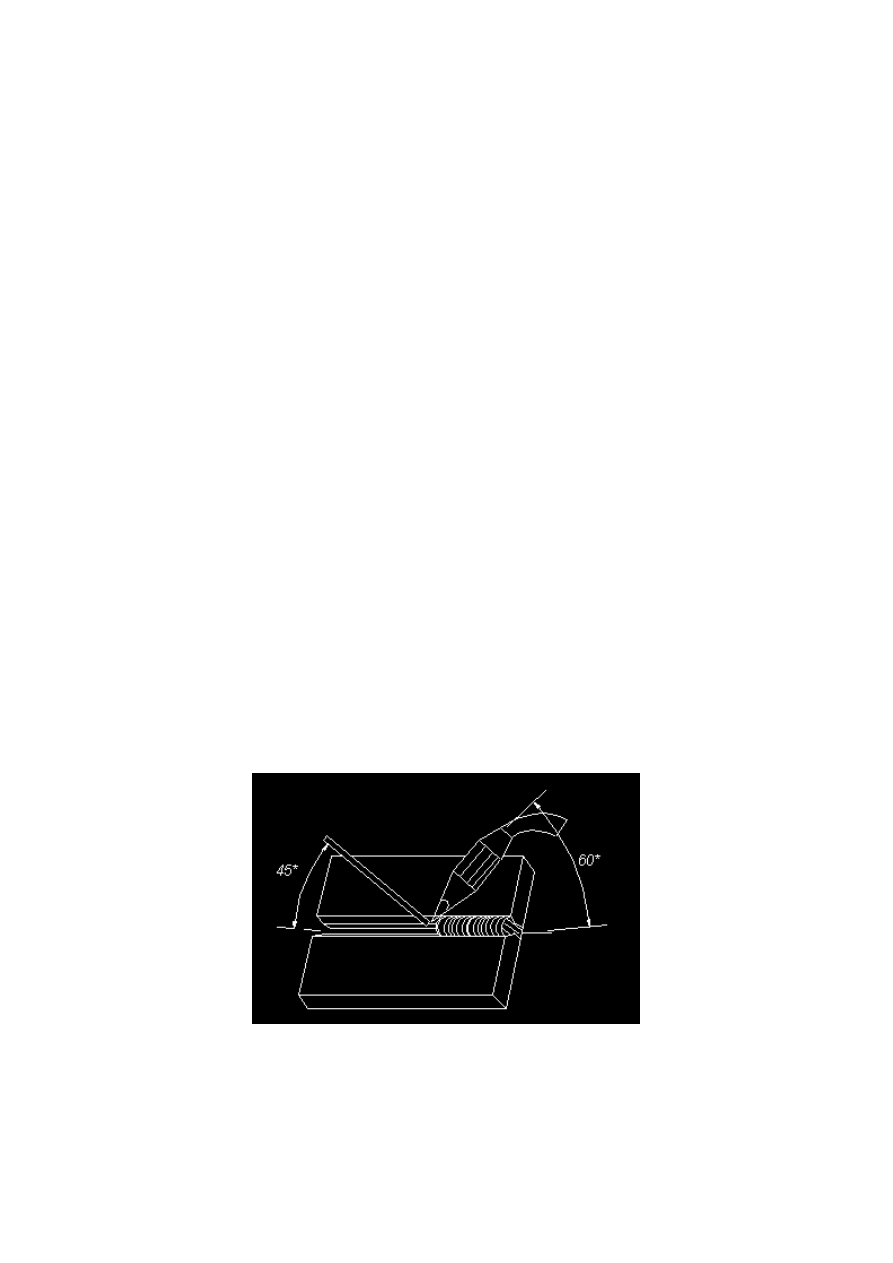
a) Spawanie metodą w lewo-polega na prowadzeniu palnika od strony prawej do lewej, przy pochyleniu
palnika pod kątem od 60°(przy materiałach grubszych), do 10°(przy materiałach cieńszych). Spoiwo podczas
spawania prowadzi się pod kątem około 45°. Przy spawaniu metodą w lewo spoiwo jest prowadzone przed
palnikiem. Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części spawanego materiału.
Spawacz prowadzi palnik prawą ręką, postępowym ruchem w lewo nie czyniąc nim żadnych ruchów bocznych.
Bardzo ważne jest aby spoiwo cały czas było w obrębie płomienia, gdyż rozgrzany jego koniec w zetknięciu z
powietrzem szybko się utlenia i spawacz wprowadza do spoiny tlenki.
b) Spawanie metodą w prawo-stosuje się przeważnie do grubszych materiałów(ponad 3mm) wymagających
ukosowania brzegów. Przy spawaniu w prawo palnik prowadzi się pod kątem 55°,a spoiwo pod kątem 45°.
Spoiwo posuwa się za palnikiem od strony lewej do prawej. Palnikiem nie wykonuje się żadnych ruchów
poprzecznych, lecz prowadzi się go równomiernie ruchem prostoliniowym wzdłuż brzegów spawanych. Spoiwem
trzymanym w jeziorku stopionego metalu wykonuje się ruch(w kształcie półksiężyca lub elipsy) w kierunku
poprzecznym do spoiny. Metodę spawania w prawo stosuje się do robót odpowiedzialnych, zwłaszcza
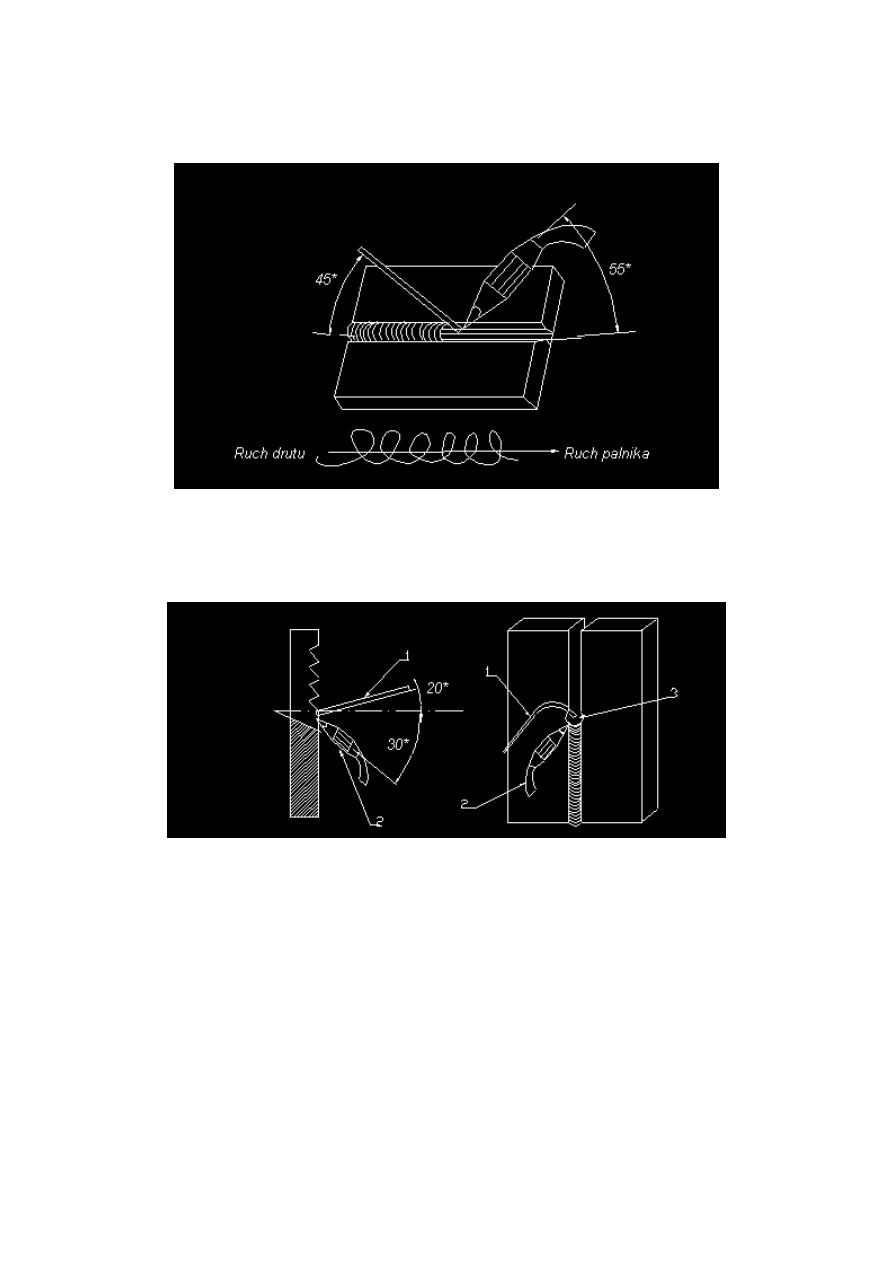
rurociągów przeznaczonych do pracy na wysokie ciśnienie i trudne warunki eksploatacyjne (częste zmiany
temperatury i ciśnienia)
c) Metodę spawania w górę -stosujemy do wszystkich grubości materiału, przy czym materiał o grubości
powyżej 4mm powinien być spawany przez dwóch spawaczy jednocześnie. Palnik należy prowadzić pod kątem
30° do osi pionowej, a drut pod kątem około 20°. Palnik prowadzi się równomiernym ruchem prostoliniowym, a
spoiwo ruchem skokowym. Metoda ta pozwala na łatwiejsze utrzymanie oczka oraz mniejsze zużycie gazów.
Spawanie TIG
Sposób pracy-ręczny,
Źródło ciepła-łuk elektryczny,
Osłona jeziorka-gaz obojętny,
Zakres natężenia prądu-10-300A
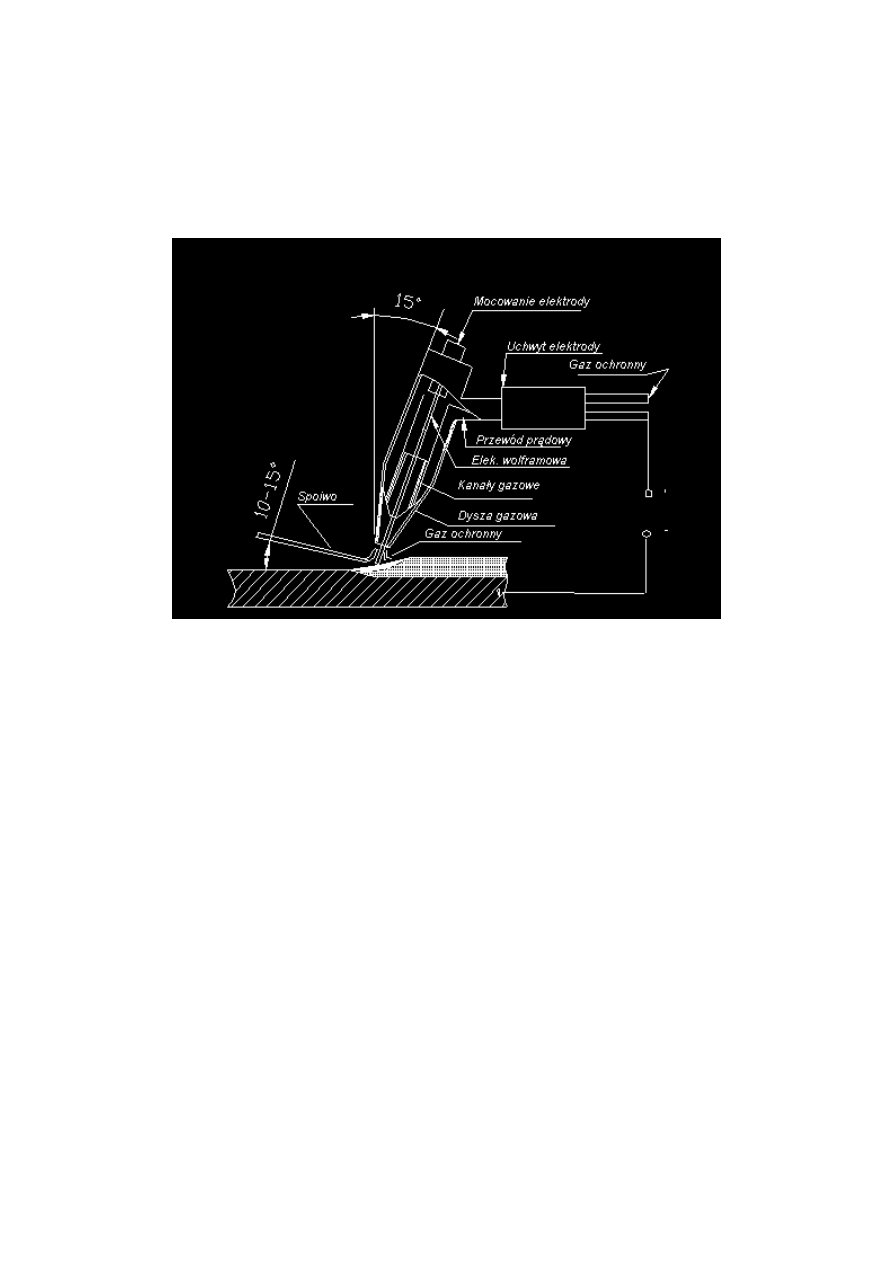
Zasada działania-łuk jarzy się między końcem elektrody wolframowej a metalem rodzimym złącza.
Elektroda się nie stapia, ,a spawacz utrzymuje stałą długość łuku. Wartość natężenia prądu jest nastawiana na
źródle prądu. Spoiwo zwykle jest dostępne w postaci drutu o długości 1m. Doprowadza się je w miarę potrzeby
do przedniego brzegu jeziorka. Jeziorko jest osłaniane przez gaz obojętny wypierający powietrze z obszaru
łuku. Jako gaz ochronny najczęściej stosowany jest argon.
Charakterystyka metody
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji, zwłaszcza ze stali
wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu, tytanu i innych. Spawać można w
szerokim zakresie grubości złączy, od dziesiętnych części mm do nawet kilkuset mm. Spawanie TIG prowadzone
może być prądem stałym lub przemiennym.
Urządzenia do spawania TIG są tanie i łatwe w obsłudze. W procesie spawania łukowego elektrodą
nietopliwą w osłonie gazowej, połączenie spawane uzyskuje się przez stopienie metalu spawanych przedmiotów
i materiału dodatkowego ciepłem łuku elektrycznego jarzącego się pomiędzy nietopliwą elektrodą i spawanym
przedmiotem w osłonie gazu obojętnego lub redukcyjnego. Jest to "najczystszy" z wszystkich procesów
spawania łukowego, porównywany z metalurgicznego punktu widzenia do mikroodlewania łukowego w osłonach
gazowych. Elektroda nietopliwa wykonana jest z wolframu i zamocowana jest w specjalnym uchwycie palnika,
umożliwiającym regulację położenia elektrody i jej wymianę. Koniec elektrody wystaje poza dyszę gazową od
kilku do nawet kilkudziesięciu milimetrów, w zależności od warunków technologicznych spawania. Powłoka gazu
ochronnego, podawana przez dyszę palnika wokół elektrody nietopliwej, chłodzi elektrodę i chroni ciekły metal
spoiny i nagrzaną strefę spawania łączonych przedmiotów przed dostępem gazów z atmosfery. Jeziorko
ciekłego metalu tworzone jest bez udziału topnika, niema więc wtrąceń niemetalicznych w spoinie i na jej
powierzchni, a stopienie materiału rodzimego i dodatkowego odbywa się bez istotnych zmian w składzie
chemicznym. Równocześnie nie ma rozprysku metalu, typowego dla innych procesów spawania łukowego, a
możliwości podawania z zewnątrz łuku materiału dodatkowego, pozwala na niezależne sterowanie energią
liniową łuku i ilością podawanego do obszaru spawania materiału dodatkowego. Przepływ prądu w łuku odbywa
się w zjonizowanym gazie, a głównymi nośnikami prądu są elektrony wybite z atomów gazu ochronnego.
Zajarzenie łuku odbywa się przez krótkotrwałe zwarcie elektrody nietopliwej z przedmiotem lub specjalną płytką
startową i szybkie jej cofnięcie. Drugim sposobem jest zastosowanie łuku pomocniczego między elektrodą a
spawanym przedmiotem, utworzonego w wyniku przepływu prądu o małym natężeniu i wysokiej częstotliwości
oraz wysokim napięciu.
Parametry spawania
Podstawowymi parametrami spawania TIG są:
Rodzaj i natężenie prądu,
Napięcie łuku,
Prędkość spawania,

Rodzaj i natężenie przepływu gazu ochronnego,
Rodzaj materiału i średnica elektrody nietopliwej,
Średnica (wymiary) materiału dodatkowego.
Spawanie TIG przeprowadzone może być prądem stałym oraz prądem przemiennym.
a) Spawanie prądem stałym -przebiegać może z biegunowością dodatnią lub ujemną. Gdy elektroda
podłączona jest do bieguna dodatniego (biegunowość dodatnia). Aby przenieść natężenie prądu z
biegunowością dodatnią, elektroda musi mieć znacznie większą średnicę niż przy podłączeniu do bieguna
ujemnego. Stosowane jest przy spawaniu w osłonie argonu lub helu prawie wszystkich metali i stopów z
wyjątkiem cienkich blach z aluminium i jego stopów.
b) Spawanie prądem przemiennym -pozwala na wykorzystanie zalety spawania prądem stałym z
biegunowością dodatnią (zjawisko rozpylania powierzchniowej warstwy tlenków) bez specjalnych ograniczeń
prądowych, wymaganych przy spawaniu prądem stałym z biegunowością dodatnią. Gorsza jest jednak
stabilność łuku.
c) Natężenie prądu - decyduje o głębokości wtopienia i szerokości spoiny, ale z drugiej strony oddziałuje na
temperaturę końca elektrody nietopliwej. Wzrost natężenia prądu spawania zwiększa głębokość wtopienia i
umożliwia zwiększenie prędkości spawania. Nadmierne natężenie prądu powoduje, że koniec elektrody
wolframowej ulega nadtopieniu i pojawia się niebezpieczeństwo powstania wtrąceń metalicznych w spoinie.
d) Napięcie łuku - decyduje w zależności od rodzaju gazu ochronnego o długości łuku oraz o kształcie
spoiny i ściśle zależy od zastosowanego natężenia prądu oraz rodzaju materiału elektrody. Wzrost napięcia łuku
zwiększa szerokość lica spoiny, maleje przy tym głębokość wtopienia i pogarszają się warunki osłony łuku i
ciekłego metalu spoiny. Argon ma niski potencjał jonizacyjny -15,7 V, łuk jarzy się więc bardzo stabilnie
e) Prędkość spawania - przy stałym natężeniu prądu i napięciu łuku, decyduje o energii liniowej spawania, a
więc ilości wprowadzanego ciepła do obszaru złącza. Przez zmianę prędkości spawania regulować można nie
tylko przemiany strukturalne w złączu, ale wielkość i rozkład naprężeń i odkształceń spawalniczych. Prędkość
spawania wpływa równocześnie na głębokość przetopienia i szerokość spoiny parametr ten jest również ważny z
uwagi na koszt procesu spawania. W przypadku spawania ręcznego TIG prędkość spawania jest parametrem
wynikowym, zależnym od umiejętności operatora oraz wymaganego kształtu ściegu spoiny, przy danym
natężeniu prądu i napięciu łuku.
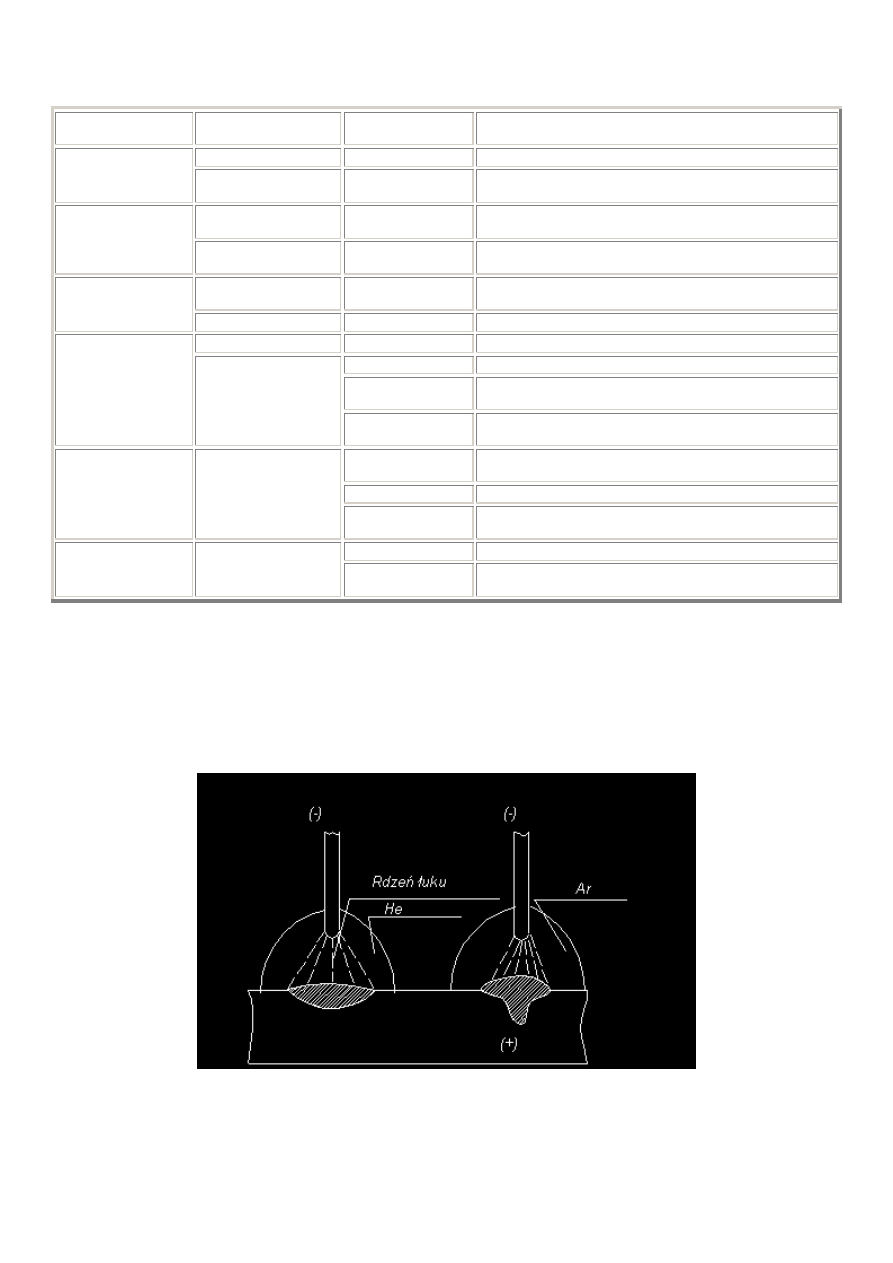
Podstawowe gazy ochronne
Gazy ochronne do spawania TIG, to gazy obojętne Ar i He lub ich mieszanki z ewentualnym dodatkiem H2
(tab.2). niekiedy do gazu obojętnego dodawany jest azot, którego zadaniem jest podwyższenie temperatury
łuku i umożliwienie dzięki temu spawania z dużymi prędkościami miedzi i jej stopów, często bez podgrzania
wstępnego. Inne reaktywne gazy ochronne, jak np. CO2, powodują szybkie zużycie elektrody lub niestabilne
jarzenie się łuku. W żadnym wypadku nie należy stosować dodatku CO2 lub O2 do argonu lub helu, gdyż
powoduje to bardzo szybkie zużycie drogiej elektrody nietopliwej.
a) Własności fizyczne gazów ochronnych. Gaz ochronny ma za zadanie nie tylko osłaniać elektrodę
nietopliwą i obszar spawania przed dostępem atmosfery, ale decyduje również o energii liniowej
spawania(napięcie łuku) ,kształcie spoiny i nawet składzie chemicznym stopiwa.
Podstawowymi własnościami fizycznymi gazów ochronnych, decydującymi o ich wpływie na proces spawania
TIG, są:
potencjał jonizacji
przewodnictwo cieplne
ciężar właściwy
punkt rosy
dysocjacja i rekombinacja gazu
Rodzaj metalu
spawanego
Rodzaj procesu
spawania
Rodzaj gazu
ochronnego
Opis podstawowych własności
Aluminium i stopy
aluminium
Ręczne
Ar
Łatwe zajarzenie łuku i duża czystość spoiny
Automatyczne
He , He+Ar
Duże prędkości spawania, możliwość spawania bez
podgrzewania wstępnego
Magnez i stopy
magnezu
Grubość złącza poniżej
1,5mm
Ar
Łatwość regulacji przetopienia i duża czystość spoiny
Grubość złącza
powyżej 1,5mm
He
Dobre przetopienie, najlepsze wyniki przy spawaniu
prądem stałym
Stal węglowa
Ręczne
Ar
Łatwość regulacji kształtu spoiny i zajarzenia łuku,
możliwość spawania we wszystkich pozycjach
Automatyczne
Ar+He
Zwiększone przetopienie i szybkość spawania
Stale Cr-Ni
Austenityczne
Ręczne
Ar
Ułatwiona regulacja przetopienia cienkich blach
Automatyczne
Ar+He
Zwiększona głębokość przetopienia i szybkość spawania
Ar+max 35% H2
Unika się podtopień, wymagane jest mniejsze natężenie
przepływu niż czystego Ar
He
Największe głębokości przetopienia i energie liniowe
spawania
Cu, Ni i ich stopy
Ręczne i automatyczne
Ar
Duża łatwość spawania cienkich blach i ściegów
graniowych cienkich rur
Ar+He
Zapewnione wyższe energie liniowe spawania
He
Możliwość spawania grubych blach z dużymi prędkościami
bez podgrzewania wstępnego
Tytan i jego stopy
Ręczne i automatyczne
Ar
Duża czystość spoiny
He
Większa głębokość przetopienia przy spawaniu grubych
blach
Potencjał jonizacji gazu ochronnego decyduje o łatwości zajarzenia łuku, przewodzeniu prądu przez
łuk(oporności łuku) i o napięciu łuku.
Przewodnictwo cieplne gazu ochronnego decyduje o kształcie ściegu spoiny.
Ciężar właściwy gazu decyduje o stopniu ochrony jeziorka spawalniczego.
Punkt rosy gazu ochronnego - określa koncentracje wody w gazie. Im niższy jest punkt rosy, tym
niższa jest zawartość wody, a przez to mniejsze niebezpieczeństwo tworzenia się pęcherzy gazowych w
spoinie.

Elektrody nietopliwe.
Elektrody nietopliwe do spawania TIG są podstawowym elementem obwodu spawania i od ich cech
eksploatacyjnych zależy w dużym stopniu jakość spawania oraz ekonomiczność procesu. Cechy te to łatwość
zajarzenia łuku i stabilność jarzenia się łuku, trwałość oraz szybkość zużycia elektrody. Elektrody nietopliwe
wytwarzane są z czystego wolframu lub ze stopów wolframu.
Materiał dodatkowy
Materiał dodatkowy do spawania TIG może mieć postać drutu, pałeczki, taśmy lub wkładki stapianej
bezpośrednio w złączu. Do spawania ręcznego stosowane są druty lub pręty proste o średnicy 0,5 ¸ 9,5 mm i o
długości 500-1000mm. Jako materiały dodatkowe do spawania TIG w większości przypadków stosowane są
materiały o tym samym składzie chemicznym, co spawany materiał. W niektórych przypadkach konieczne jest
zastosowanie materiału dodatkowego o wyraźnie różnym składzie chemicznym od spawanego materiału. I tak
np. do spawania stali odpornych na korozję typu 9% Ni stosuje się stopy niklu; mosiądze spawa się brązami
aluminiowymi, fosforowymi lub krzemowymi. Zazwyczaj dąży się jednak do tego, aby materiał dodatkowy miał
lepsze własności niż materiał spawany.
Urządzenia do spawania TIG
Prostowniki tyrystorowe lub inwersyjne,
Transformatory spawalnicze,
Źródła zasilania stosowane powszechnie do spawania elektrodami otulonymi są stosowane do
spawania TIG po wyposażeniu stanowiska spawalniczego w dodatkowe zespoły.(rys 9). Poza
składanymi stanowiskami używa się też źródeł zasilania wyposażonych we wszystkie zespoły,
spełniające funkcje pomocnicze montowane we wspólnej obudowie. Takie urządzenia są przeznaczone
tylko do spawania metodą TIG.
Proces spawania metodą TIG jest sterowany za pomocą złożonych układów montowanych w tzw. przystawce do
zasilacza lub razem z zasilaczem w jednej obudowie.
?
Schemat stanowiska do spawania metodą TIG
Spawanie MIG/MAG
Inne nazwy- spawanie łukowe w osłonie gazowej, spawanie półautomatyczne, spawanie w osłonie
CO2.
Sposób pracy - ręczny, z możliwością użycia mechanicznego przemieszczania prowadnika elektrody.
Źródło ciepła - łuk elektryczny.
Osłona jeziorka - gaz nie reagujący z metalem spawanym.
Zakres natężenia prądu - 60 ¸ 500A.
Moc cieplna - 1¸25kJ/s.
Zasada działania - łuk jarzy się między końcem elektrody a metalem rodzimym w linii złącza. Elektroda
jest przesuwana ze stałą prędkością za pomocą silnika o nastawnej prędkości obrotowej. Prąd zależy od
prędkości podawania elektrody. Długość łuku jest utrzymywana przez źródło prądu, a spawacz powinien
prowadzić wylot prowadnika elektrody na stałej wysokości nad jeziorkiem(zwykle kilkanaście mm). Przestrzeń
łukowa i spawany metal są osłaniane gazem dobranym odpowiednio do spawanego metalu. Gazami
powszechnie używanymi są: argon, argon z dodatkiem 5% tlenu lub 20% dwutlenku węgla albo czysty
dwutlenek węgla. Typowe zastosowani - wyrób o średniej grubości łączonych elementów, cienkie blachy.
Charakterystyka metody
Spawanie łukowe elektrodą topliwą w osłonach gazowych (MIG-spawanie w osłonach gazów obojętnych,
MAG-spawanie w osłonach gazów aktywnych), jest obecnie jedną z najpowszechniej stosowanych metod

spawania konstrukcji. Dokładna osłona łuku jarzącego się między elektrodą topliwą a spawanym materiałem
zapewnia, że spoina formowana jest w bardzo korzystnych warunkach. Spawanie MIG/MAG zastosowane więc
może być do wykonania wysokiej jakości połączeń wszystkich metali, które mogą być łączone za pomocą
spawania łukowego. Należą do nich stale węglowe i niskostopowe, stale odporne na korozję, aluminium, miedź,
nikiel i ich stopy. Spawanie MIG/MAG polega na stapianiu materiału spawanego i materiału elektrody topliwej
ciepłem łuku elektrycznego jarzącego się pomiędzy elektrodą topliwą i spawanym przedmiotem, w osłonie gazu
obojętnego lub aktywnego. Metal spoiny formowany jest z metalu stapiającego się drutu elektrodowego i
nadtopionych brzegów materiału spawanego. Podstawowe gazy ochronne stosowane do spawania MIG/MAG to
gazy obojętne argon, hel oraz gazy aktywne; CO2, H2, O2, N2, i NO, stosowane oddzielnie lub tylko jako
dodatki do argonu czy helu. Elektroda topliwa w postaci drutu pełnego, zwykle o średnicy od 0,5¸4,0 mm,
podawana jest w sposób ciągły przez specjalny system podający, z prędkością w zakresie od 2,5¸50 m/min.
Palnik chłodzony może być wodą lub powietrzem.
?
Spawanie MIG/MAG prowadzone może być prądem stałym lub przemiennym we wszystkich pozycjach.
Obecnie prawie wyłącznie stosuje się spawanie MIG/MAG prądem stałym z biegunowością dodatnią. Spawanie
prowadzone jest jako półautomatyczne zmechanizowane, automatyczne lub w sposób zrobotyzowany. Dzięki
dużej uniwersalności procesu, łatwość regulacji , spawanie MIG/MAG pozwala na wykonywanie różnorodnych
konstrukcji z różnych metali i stopów w warunkach warsztatowych i montażowych, we wszystkich pozycjach.
Parametry spawania
Podstawowymi parametrami spawania MIG/MAG są:
Rodzaj i natężenie prądu(prędkość podawania drutu),
Napięcie łuku,
Prędkość spawania,
Rodzaj i natężenie przepływu gazu ochronnego,
Średnica drutu elektrodowego,
Długość wolnego wylotu elektrody,
Prędkość podawania drutu elektrodowego,
Pochylenie złącza lub elektrody.
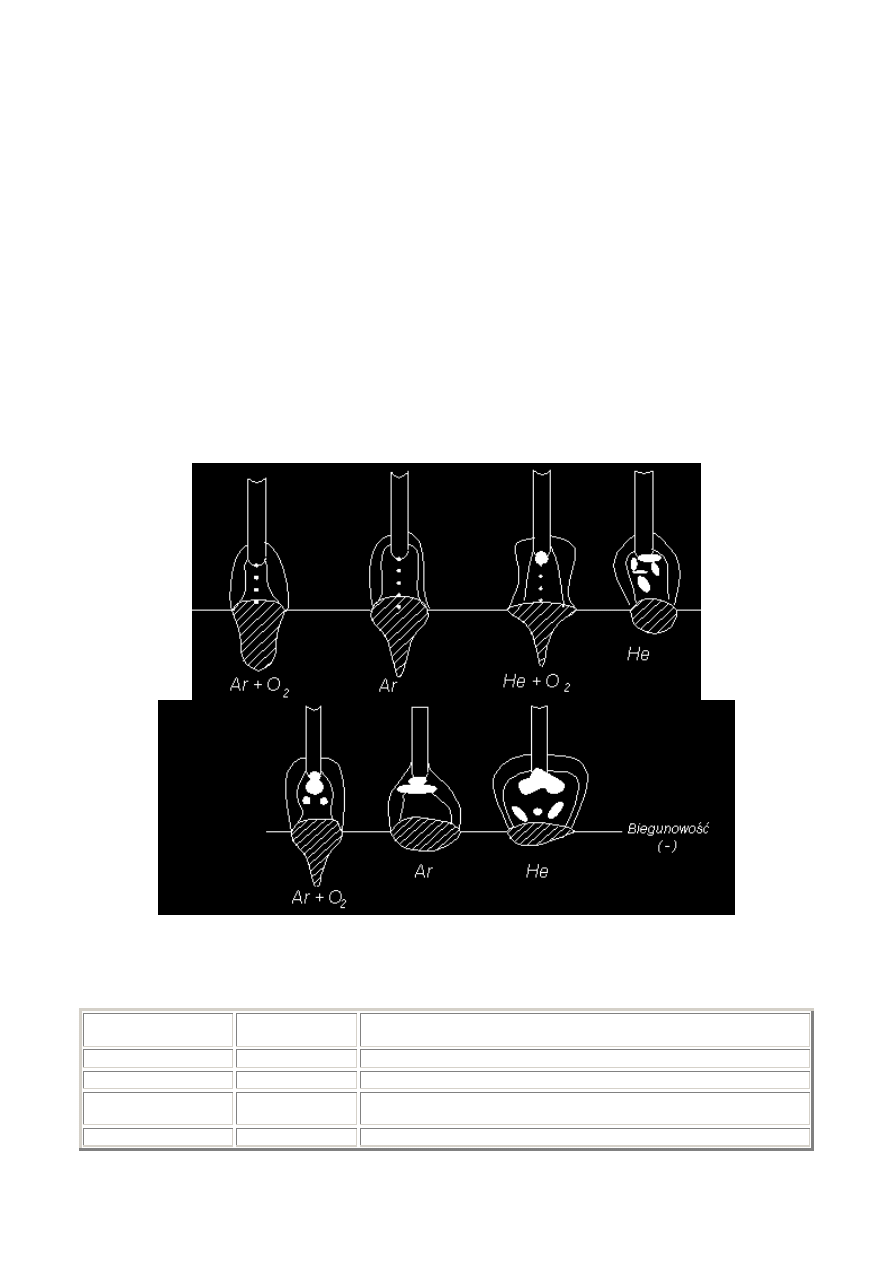
a) Spawanie prądem stałym z biegunowością dodatnią jest najpowszechniej stosowanym sposobem
spawania MIG/MAG. Przy małych natężeniach prądu, elektroda stapia się w osłonie gazów obojętnych
grubokroplowo bez rozprysku, natomiast w osłonie CO2 ze znacznym rozpryskiem, nawet do kilkunastu
procent. Odrywanie kropli od końca elektrody jest utrudnione, a przenoszenie przez łuk nieosiowe.
b) Spawanie prądem stałym z biegunowością ujemną w osłonie gazów obojętnych i aktywnych umożliwia
tylko spawanie z grubokroplowym i nieosiowym przenoszeniem metalu w łuku, bez względu na wielkość
natężenia prądu. Rozprysk metalu jest znaczny, a głębokość przetopienia znacznie mniejsza niż przy
biegunowości dodatniej; choć wydajność stapiania elektrody jest nawet o 100% wyższa
c) Spawanie prądem przemiennym wymaga użycia źródeł prądu o wysokim napięciu biegu jałowego w celu
zapewnienia stabilnego jarzenia się łuku i grubokroplowego przenoszenia metalu w łuku. Gdy prąd przemienny
ma biegunowość ujemną, przenoszenie metalu jest utrudnione i występuje rozprysk, natomiast przy
biegunowości dodatniej łuk jarzy się stabilnie. Naniesienie powłoki emulsyjnej na elektrodę topliwą zapewnia,
podobnie jak przy spawaniu prądem stałym z biegunowością ujemną, stabilne i natryskowe przenoszenie
metalu w łuku. Spawanie prądem przemiennym ma niewielkie zastosowanie w przemyśle.
d) Natężenie prądu - jest ściśle powiązane ze zmianą szybkości podawania drutu, która musi być równa
prędkości stapiania drutu. Wzrost natężenia prądu powyżej wartości krytycznej, dla danej średnicy elektrody,
zmniejsza wielkość kropli, zwiększa częstotliwość ich przejścia i poprawia stabilność łuku.
?
Przy dużych gęstościach prądu, rzędu 600-700 A/mm2, uzyskuje się najlepsze wyniki spawania, wysoka jest
wydajność spawania dochodząca do ponad 20 kg stopiwa na godzinę. Równocześnie duża jest głębokość
wtopienia, lecz spawanie ograniczone jest tylko do pozycji podolnej i nabocznej. Przy stałym natężeniu prądu
głębokość wtopienia zwiększa się wraz z obniżeniem średnicy elektrody.
e) Napięcie łuku - ściśle zależy od składu gazu ochronnego. Wzrost napięcia łuku sprawia, że wzrasta
szerokość ściegu spoiny i obniża się głębokość wtopienia. Nadmierne napięcie łuku prowadzi do powstania
rozprysku, porowatości i podtopień lica spoiny. Zbyt niskie napięcie łuku powoduje, że spoiny są porowate i
pojawiają się nacieki lica.
f) Prędkość spawania - jest parametrem wynikowym dla danego natężenia prądu i napięcia łuku, przy
zachowaniu właściwego kształtu spoiny. Gdy prędkość spawania ma być nawet nieznacznie zmieniona, należy
zmienić natężenie prądu lub napięcie łuku w celu utrzymania stałego kształtu spoiny.
Gaz ochronny
Gaz ochronny - decyduje o sprawności osłony obszaru spawania, ale i o sposobie przenoszenia metalu w łuku,
prędkości spawania i kształcie spoiny.
Gazy obojętne, argon i hel, choć doskonale chronią ciekły metal spoiny przed dostępem atmosfery, nie są
odpowiednie we wszystkich zastosowaniach spawania MIG/MAG
Gaz ochronny
Działanie
chemiczne
Spawane metale
Ar
obojętny
Zasadniczo wszystkie metale poza stalami węglowymi.
He
obojętny
Al., Cu, stopy Cu, stopy Mg, zapewniona duża energia liniowa spawania.
Ar+20-80% He
obojętny
Al., Cu, stopy Cu, Mg, zapewnione duże energie liniowe spawania, mała
przewodność cieplna gazu.
N2
redukujący
Spawanie miedzi z dużą energią liniową.
Ar+20-25% N2
redukujący
Spawanie miedzi z dużą energią liniową łuku, lepsze jarzenie się łuku niż
w osłonie 100% N2.
Ar+1-2% O2
słabo utleniający
Zalecana głównie do spawania stali odpornych na korozję i stali
stopowych.
Ar+3-5% O2
utleniający
Zalecana do spawania stali węglowych i niskostopowych.
CO2
utleniający
Zalecana wyłącznie do spawania stali niskowęglowych.
Ar+20-50% CO2
utleniający
Zalecana wyłącznie do spawania stali węglowych i niskostopowych.
Ar+10% CO2+5% O2
utleniający
Zalecana wyłącznie do spawania stali węglowych i niskostopowych.
CO2+20% O2
utleniający
Zalecana wyłącznie do spawania stali niskowęglowych i niskostopowych.
90% He+7,5%
Ar+2,5% CO2
slabo utleniający
Stale odporne na korozję.
60% He+35%
Ar+5%CO2
utleniający
Stale niskostopowe o wysokiej udarności.
Przez zmieszanie w odpowiednich proporcjach helu lub argonu z gazami aktywnymi chemicznie uzyskuje się
zmianę charakteru przenoszenia metalu w łuku i wzrasta stabilność łuku i pojawia. Równocześnie możliwe jest
znaczne ograniczenie lub całkowite wyeliminowanie rozprysku.
Podstawowymi gazami aktywnymi są: CO2, O2, NO, N2, H2.
Natężenie przepływu gazu ochronnego dobrane musi być tak, aby zapewniona była stała osłona obszaru
spawania, nawet podczas przeciągów czy wiatru. Natężenie przepływu powinno ustawiać się tak, aby na jeden
milimetr średnicy dyszy gazowej przypadał 1,0 l/min.
Druty elektrodowe
a) Średnica drutu elektrodowego - decyduje o gęstości prądu, a w efekcie o głębokości wtopienia i o
charakterze przenoszenia metalu w łuku. Dla danej wartości natężenia prądu wydajność stapiania wzrasta ze
zmniejszeniem się średnicy drutu. Druty o małej średnicy, do 1,2 mm, zaleca się stosować do spawania złączy
cienkich blach oraz przy spawaniu w pozycjach przymusowych. Większe średnice drutów od 1,2 mm¸4,0 mm
stosowane są w spawaniu półautomatycznym lub automatycznym, w pozycji podolnej.
b) Długość wolnego wylotu elektrody - wpływa na intensywność podgrzania drutu na długości między
końcówką prądową a stapiającym się końcem drutu, a więc o jego temperaturze i prędkości stapiania. W
związku z tym, ze wzrostem długości wolnego wylotu elektrody , przy tym samym natężeniu prądu, znacznie
wzrasta wydajność stapiania elektrody, a więc wyższe są prędkości układania ściegów wypełniających przy
spawaniu wielowarstwowym.
Urządzenia do spawania MIG/MAG
a) zasilacze łuku spawalniczego
Podstawowymi zespołami w urządzeniach do spawania elektrodami topliwymi w osłonach gazowych są zasilacze
łuku spawalniczego, dostarczające energię do łuku.
Jako zasilacze są stosowane prostowniki:
diodowe,
tyrystorowe,
inwersyjne.
b) podajniki drutu elektrodowego

Drugim ważnym zespołem stosowanym w urządzeniach do spawania elektrodą topliwą w osłonach gazowych
jest podajnik drutu elektrodowego. Istnieją dwa sposoby podawania drutu elektrodowego: klasyczny
(stosowany od dawana) za pomocą rolek napędzanych poprzez przekładnię klasyczną oraz nowszy z
przekładnią planetarną. Podajnik drutu elektrodowego składa się z silnika napędowego, przekładni
mechanicznej, rolek napędzających drut, szpuli z drutem oraz układu sterowania.
c) uchwyty spawalnicze
Uchwyty spawalnicze są wykonywane w dwóch odmianach: fajkowe- chłodzone naturalnie lub wodą oraz
pistoletowe- wyposażone w zespół napędowy elektrody typu "ciągnij", chłodzone wodą. Uchwyty powinny być
łatwe i wygodne w użyciu, a ich masa nie powinna przekraczać 0,4 kg. Do zapewnienia dobrego przepływu
prądu do ruchomej elektrody w postaci drutu służy rurka kontaktowa, której otwór musi być dopasowany do
średnicy tego drutu. Uchwyt spawalniczy jest połączony z podajnikiem za pomocą przewodu giętkiego. W
przypadku uchwytów chłodzonych wodą przewód ten składa się z powłoki ochronnej, węża doprowadzającego
gaz, przewodu prądowo wodnego, węża doprowadzającego wodę, węża z wkładką wewnętrzną do transportu
elektrody drutowej oraz żył sterujących.
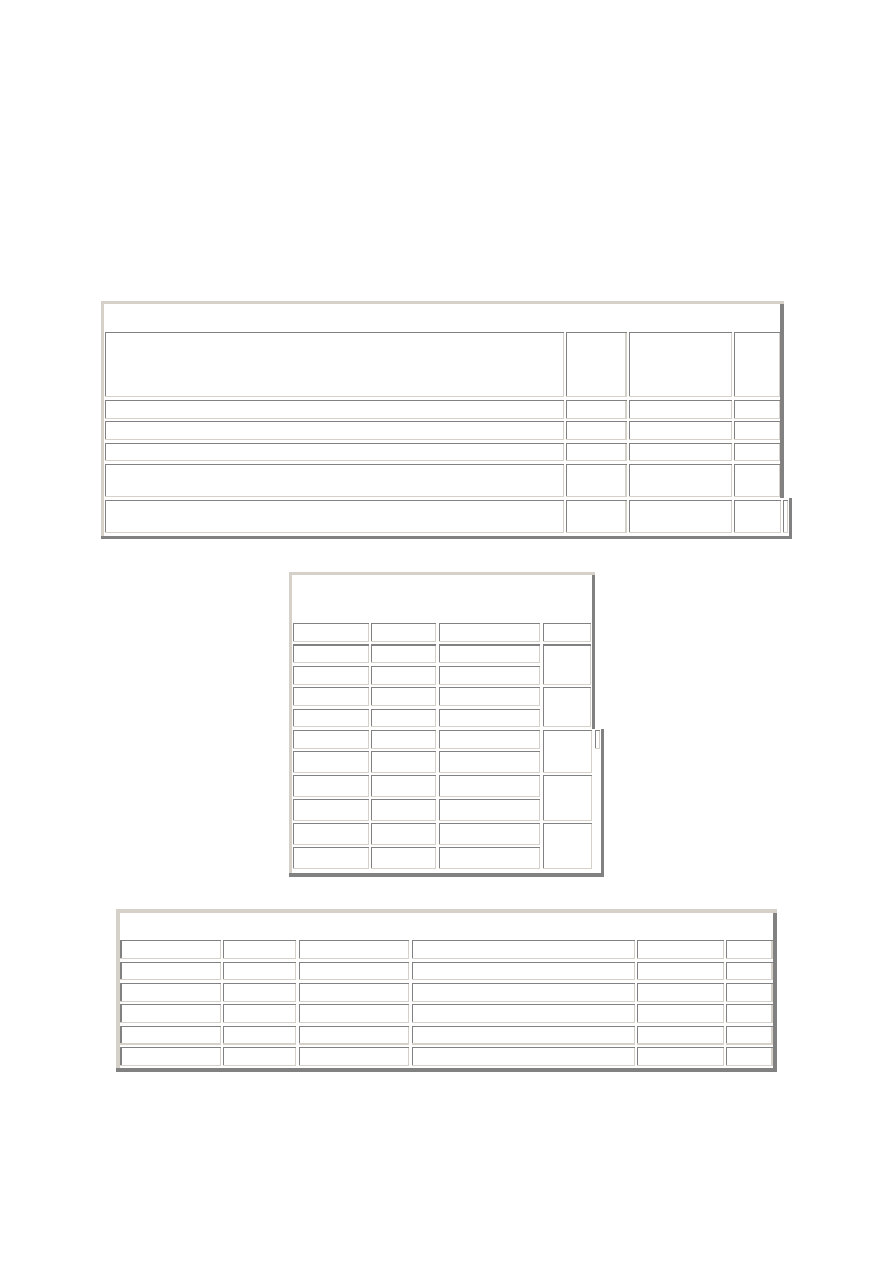
PRZYGOTOWANIE BRZEGÓW
Technologia przygotowania złącza elektrodą otuloną
Spawanie ręczne elektrodą otuloną umożliwia wykonanie złączy doczołowych, teowych, krzyżowych,
narożnych, zakładkowych, nakładkowych, otworowych w dowolnych pozycjach w warunkach montażowych i
warsztatowych. W zależności od grubości łączonych elementów ich brzegi muszą być przed spawaniem
odpowiednio przygotowane, tak aby zapewnione było prawidłowe wykonanie połączenia przy max. wydajności
spawania. Głębokość wtopienia elektrod otulonych, przy nominalnym natężeniu prądu spawania, wynosi zwykle
około 3,0mm i do tej grubości złącza spawać można bez ukosowania. Większe grubości blach wymagają
ukosowania dwustronnego ( ze względu na warunki montażu w energetyce stosowane sporadycznie), oraz
jednostronnego najczęściej stosowanego. Brzegi materiału ukosujemy na V, X, U, Y i 2U. Przed spawaniem
brzegi łączonych przedmiotów powinny być dokładnie oczyszczone z wszelkich zanieczyszczeń zakłócających
prawidłowy przebieg procesu i obniżających jakość złącza takich jak: smary, farby, lakiery, żużel po cięciu
termicznym. Ukosowanie brzegów przedmiotu wykonuje się przez cięcie tlenem, plazmowo lub obróbkę
mechaniczną (zalecaną). W celu zachowania w czasie spawania stałej geometrii złącza i odstępu łączonych
przedmiotów zaleca się szczepienie lub mocowanie w zaciskach. Długość spoin sczepnych powinna wynosić ok.
15 ¸ 30mm z odstępem około 30 grubości łączonych przedmiotów. Grubość spoin sczepnych nie powinna
przekraczać 1/3 przekroju spoiny, a w czasie wykonywania złącza należy spoiny sczepne dokładnie przetopić
lub wyciąć.
Zalecane wymiary spoin sczepnych w złączach doczołowych
Technologia przygotowania złącza spawanego metodą TIG
Spawanie TIG wymaga szczególnie dokładnego oczyszczenia brzegów spawanych przedmiotów z wszelkich
zanieczyszczeń, jak tlenki, rdza, zgorzelina, smary, farby itd. Stosuje się w tym celu czyszczenie mechaniczne,
chemiczne i fizyczne. Spawanie TIG prowadzone może być we wszystkich pozycjach, ręcznie, półautomatycznie
lub automatycznie. Spawane brzegi przedmiotów muszą być dokładnie przygotowane, tak aby nie ulegały
odkształceniu w czasie spawania, zmieniając przez to np. odstęp i kąt ukosowania rowka spawalniczego.
Stosuje się w tym celu sczepianie spoinami sczepnymi o długości 10 ¸ 30 i odstępie 10 ¸ 60 mm, w zależności
od sztywności (grubości) spawanych przedmiotów, lub mocowanie w specjalnych przyrządach z podkładkami
formującymi grań. W celu uniknięcia odkształcenia kątowego złącza, występującego często przy spawaniu
cienkich blach, należy zastosować wstępne odkształcenie brzegów blach pod takim kątem, by naprężenia
spawalnicze sprawiły, że złącze po spawaniu jest płaskie.
Zalecane sposoby mocowania cienkich blach przy spawaniu TIG
?
Zalecane sposoby odkształcania wstępnego cienkich blach przy spawaniu TIG
Spawanie TIG prowadzone może być bez udziału materiału dodatkowego i wtedy spoinę tworzy się z
nadtopionych brzegów spawanych materiałów, lub z materiałem dodatkowym w postaci drutu, pręta lub
ułożonej w rowku spawalniczym specjalnej stapianej wkładki. Spawać więc można prawie wszystkie metale,
które topią się pod wpływem ciepła łuku, nie parują pod jego wpływem i mogą być spawane bez pęknięć.
Spawanie TIG pozwala na łączenie przedmiotów wykonanych z większości stali i stopów. Bardzo wysokiej
jakości połączenia można uzyskać przy spawaniu stali węglowych, stopowych, odpornych na korozję i stali
specjalnych.
Zalecane sposoby przygotowania cienkich blach do spawania doczołowego TIG
Technologia przygotowania złacza spawanego metodą MIG
Spawanie MIG/MAG prowadzone jest głównie prądem stałym z biegunowością dodatnią. Brzegi spawanych
przedmiotów oczyszczone muszą być przed spawaniem z wszelkich zanieczyszczeń na szerokość co najmniej
25¸30 mm z każdej strony złącza. W przypadku złączy z aluminium wymagane jest dodatkowo usunięcie tuż
przed spawaniem warstewki tlenków na szerokości minimum 10 mm od krawędzi złącza za pomocą szczotki
obrotowej lub pilnika. Przed spawaniem przedmioty należy sczepiać spoinami sczepnymi, w podobny sposób jak
przy spawaniu ręcznym elektrodami otulonymi lub TIG, lub zamocować w odpowiednio sztywnym
oprzyrządowaniu. Spawanie półautomatyczne można prowadzić metodą w lewo przy mniejszej prędkości
spawania i większej głębokości wtopienia lub w prawo z większą prędkością, lecz wtedy istnieje zagrożenie

wystąpienia takich wad, jak przyklejenia i nierówności lica. Spawanie MIG/MAG, dzięki dużej głębokości
wtopienia i łatwości regulacji energii liniowej łuku, umożliwia łączenia elementów konstrukcji wykonanych ze
stali węglowych, niskostopowych, stopowych, stali odpornych na korozję, aluminium oraz jego stopów. Zakres
grubości jest bardzo duży od 0,5 mm ¸300 mm. Głębokość rowka powinna być równa długości wolnego wylotu
elektrody, w przeciwnym wypadku należy zwiększyć kąt ukosowania. Materiały dodatkowe do spawania mają
przeważnie skład chemiczny podobny do spawanego materiału. Złącza przedmiotów ze stali węglowych,
niskostopowych i wysokostopowych oraz odpornych na korozję zaleca się ukosować z kątami niższymi niż przy
spawaniu ręcznym elektrodą otuloną.
Naprawa złączy spawanych
Procesy składające się na naprawę złączy spawanych, niewiele różnią się od kolejnych etapów przy
spawaniu. Tak samo, należy najpierw przygotować złącze, a następnie przystąpić do wykonania naprawy
właściwej (pospawania). W energetyce najczęściej mamy do czynienia z naprawą połączeń rurowych. Złącze
można naprawiać w całości, wtedy polega to na wycięciu całego "styku", powtórnym przygotowaniu brzegów do
spawania i pospawaniu. Może się jednak zdarzyć, że po wycięciu złącza rurociąg jest za krótki do ponownego
pospawania. W takiej sytuacji należy wyciąć odcinek rury i wstawić tzw. wstawkę, która nie powinna być
mniejsza od trzykrotnej nominalnej średnicy elementu i nie mniejsza niż 100 mm. W wyniku tych zabiegów
mamy niestety dwa złącza zamiast jednego. Jeżeli mamy do czynienia ze złączem o średnicy powyżej 50 mm,
często naprawa może polegać również na wycięciu tylko tych odcinków spoiny, które są wadliwe. Podczas
naprawy należy pamiętać o tym aby dokładnie wyszlifować grań spoiny, tak aby pozostałości grani nie
powodowały kolejnych wad w złączu. Po wykonaniu spoiny następuje ponowna kontrola złącza.
SPAWANIE W ENERGETYCE
Ze względu na zalety ( szczelność, wytrzymałość) spawanie zajmuje szczególne miejsce w energetyce. Metody,
które zostały opisane we wstępie, w różnym stopniu mają swoje zastosowanie w energetyce. W związku z tym
postaramy się pokrótce przedstawić sposoby przygotowania brzegów materiałów oraz wykonania złączy
spawanych. Wybór technologii spawania zależy od bardzo wielu czynników i tak z punktu widzenia technologii
spawania rur za najważniejsze należy uważać następujące czynniki:
materiały rur oraz spoiwa,
przygotowanie do spawania konstrukcji rurowej (trasowanie, obcinanie, przygotowanie złącza,
oznakowanie i spawanie sczepiające),
plan operacji spawalniczych, a więc proces spawania, wykonanie warstwy przetopowej oraz kolejność
układania poszczególnych ściegów,
opracowanie procesów cieplnych, przepisy dotyczące znakowania spoin,
zapewnienie doprowadzenia ciepła do miejsca spawania,
przeprowadzenie odpowiedniej obróbki w czasie spawania lub po spawaniu,
ustalenie rodzajów i metod badania spoiny.
Stosowane materiały
W energetyce najczęściej mamy do czynienia z połączeniami rur lub zbiornikami. Najczęściej stosowanymi
materiałami na rury są K18, 16M, 15HM, 10H2M, 13HMF.
K18 - rura kotłowa o zawartości węgla do 0,18 %
16M - stal niskostopowa o zawartości węgla do 0,16% oraz molibdenu do 1%
15HM - stal stopowa o zawartości węgla do 0,15% oraz chromu do 1% i molibdenu do 1%
10H2M - stal stopowa o zawartości węgla do 0,1% oraz chromu do 1% i molibdenu do 2%
13HMF - stal stopowa o zawartości węgla do 0,13% oraz chromu, molibdenu i wanadu do 1%.
Druty i elektrody
Obecnie w energetyce najczęściej stosuje się elektrody i druty takich producentów jak:
elektrody - Baildon, Esab, Bohler,
druty do spawania gazowego - Bohler, Phoeniks-Union oraz producentów krajowych,
druty do spawania TIG, MIG/MAG - Bohler, Phoeniks-Union, Esab oraz producentów krajowych,
W związku z tym oznaczenia drutów i elektrod przedstawione zostaną w formie tabel.
Porównanie oznaczeń drutów do spawania gazowego
Oznaczenia Drutów i Elektrod stosowanych w
Energetyce.
Pn-88/M-69420
Bohler
Phoeniks-Union Stal
SpG1
DMO
Union Mo
K18
SpG1M
DMO
Union Mo
16M
SpG1h1M
DCMS
Union Cr - Mo
15HM
SpG1H2M
CM - 2
Union CrMo
9.10
10H2
M
SpG1H1MF
DMV -
83
UnionMo-V2
13HMF
Porównanie oznaczeń elektrod
otulonych
Baildon
Esab
Bohler
Stal
ER3.46
OK 46.00 FOX DMO Ti
K18
EB1.46
OK 48.00 FOX DMO Kb
ESMoR
OK 74.41 FOX DMO Ti
16M
ESMoB
OK 74.78 FOX DMO Kb
ESCrMo R
---------- FOX DCMS Ti
15HM
ESCrMo B
OK 76.18 FOX DCMS Kb
ES2CrMo R ---------- FOX CM 2 Ti
10H2M
ES2CrMo B OK 76.28 FOX CM 2 Kb
ESMoCrV R ---------- FOX DMV83 Ti
13HMF
ESMoCrV B ---------- FOX DMV83 Kb
Porównanie oznaczeń drutów do spawania TIG,MIG i MAG
PN-88/M-69420 Bohler
Phoenix-Union
ESAB
UWAGI
STAL
----------
DMO-IG
----------
OK. Tigtrod 12.64 OK. Autrod 12.51 TIG MIG MAG K18
----------
DMO-IG
Union J Mo
OK. Tigtrod 13.09 OK. Autrod 13.09 TIG MIG MAG 16M
----------
DCMS - IG Union J CrMo
OK. Tigtrod 13.12 OK. Autrod 13.12 TIG MIG MAG 15HM
----------
CM2 - IG
Union J CrMo9.10 OK. Tigtrod 13.22 OK. Autrod 13.22 TIG MIG MAG 10H2M
SpG3S\H1MF
DMV83 -Kb Union J MoV2
----------
TIG
13HMF
Przygotowanie do spawania

Przed przystąpieniem do spawania należy najpierw przygotować złącze do spawania czyli obciąć na żądany
wymiar, oczyścić, przygotować brzegi oraz sczepić złącze spoinami sczepnymi lub zakołkować złącze. Cięcie
materiałów może być wykonane termicznie lub mechanicznie. Przy cięciu termicznym stali skłonnych do
hartowania należy zastosować podgrzewanie wstępne. Po obcięciu rury na właściwy wymiar należy przygotować
brzegi do spawania nadając im odpowiedni kształt za pomocą obróbki mechanicznej. Kształty brzegów są
określone w karcie technologicznej złącza. Podczas projektowania i wytwarzania urządzeń technicznych należy
przyjąć minimalną ilość połączeń spawanych, a ich rozmieszczenie powinno umożliwiać:
wykonanie złączy z uwzględnieniem wszystkich ustalonych wcześniej wymagań
przeprowadzenie miejscowej obróbki cieplnej, jeśli taka będzie wymagana
przeprowadzenie kontroli jakości złączy wszystkimi przewidzianymi metodami.
Należy również pamiętać że:
Przy spawaniu połączeń elementów o różnej grubości powinny być zastosowane łagodne przejścia od jednego
elementu do drugiego przez ścienianie elementu grubszego pod kątem nie większym niż 15°, a w przypadku
technicznie uzasadnionym, za zgodą właściwego organu dozoru technicznego, pod kątem nie większym niż 30°.
Spoiny wzdłużne powinny być przesunięte względem siebie na odległość nie mniejszą niż trzykrotna nominalna
grubość elementu i nie mniejsza niż 100 mm. Odległość między osiami sąsiednich złączy obwodowych
elementów rurowych nie powinna być mniejsza od trzykrotnej nominalnej grubości ścianki i nie mniejsza niż
100 mm. Po uwzględnieniu tych i jeszcze wielu innych zasad dotyczących spawania można przystąpić do
wykonania spoin sczepnych, które wykonuje się ściśle według technologii wykonania złącza a wykonać je może
tylko spawacz, który został wyznaczony do spawania całego złącza.
Plan operacji spawalniczych
Wszystkie operacje związane z wykonaniem złączy spawanych należy wykonać zgodnie z kartą
technologiczną.
Spawacz może rozpocząć spawanie dopiero po tym jak przygotowanie złącza zostanie odebrane przez
pracownika kontroli technicznej. Gatunek spoiwa, natężenie prądu, oraz sposób układania poszczególnych
warstw jest ściśle określony w karcie technologicznej i spawacz powinien wykonywać spawanie zgodnie ze
wskazówkami tam zawartymi.
Warstwę graniową należy wykonać ze szczególną starannością a przy układaniu warstw następnych
należy dbać o uzyskanie dobrego wtopu między warstwami oraz brzegami łączonych elementów.
Łuk elektryczny należy zajarzać w rowku. Przy spawaniu wielowarstwowym spawacz powinien prowadzić
układanie ściegów tak aby miejsca rozpoczęcia i zakończenia kolejnego ściegu były w stosunku do siebie
przesunięte o około 20 -30 mm.
Warstwy kryjące należy układać prosto, o równej wysokości i szerokości, bez nadmiernego rozlewania na
szerokości lica, bez podtopień i ostrych przejść. Spawanie powinno być wykonywane bez przerw.
Bezpośrednio po zakończeniu spawania, każdy spawacz biorący udział w wykonywaniu złącza musi wybić swój
znak na jednej stronie złącza, w odległości nie większej niż 50 mm od osi spoiny. Jeżeli złącze wykonywało
dwóch spawaczy, znak wybijają obaj spawacze. Po wykonaniu tych czynności i oczyszczeniu złącza z odprysków
i żużli, spawacz powinien wezwać kontrolera robót spawalniczych celem dokonania oględzin złącza i zlecenia
wykonania stosownych badań.
W energetyce oprócz typowych konstrukcji rurowych wykonuje się także inne prace spawalnicze takie jak:
naprawa uszkodzeń walczaków
spawanie naderwań i pęknięć
spawanie wżerów korozyjnych i ubytków erozyjnych

Do każdej z tych prac są opracowywane odpowiednie karty technologiczne. Oprócz informacji zawartych w
karcie technologicznej, spawacz, powinien stosować ogólne wytyczne dotyczące określonych konstrukcji i tak;
zakres naprawy uszkodzeń walczaków mogą być przeprowadzone tylko na podstawie pisemnego zalecenia IDT
(inspektora dozoru technicznego) zamieszczonego w książce rewizyjnej kotła. Przed przystąpieniem do naprawy
specjalista spawalnik przeprowadza rozeznanie techniczne na podstawie wyników badań oraz oględzin
miejscowych i określa możliwości oraz szczegóły dotyczące sposobu naprawy.
Przygotowywanie złącza oraz samo spawanie wykonywać należy tylko w obecności kontrolera robót
spawalniczych. W trakcie wykonywania naprawy kontroler robót sporządza plan usytuowania ubytków, który
będzie później podstawą do opracowania technologii spawania. W przypadku wymiany króćców, należy je
usuwać przez wyszlifowanie, frezowanie lub wyżłobienie spoin łączących króciec z płaszczem lub dennicą
walczaka. Przygotowanie nowych króćców powinno być zgodne z dokumentacją techniczną walczaka lub w
przypadku króćców z przetykanych na nasadowe, zgodnie z odrębną dokumentacją dostarczoną lub
zatwierdzoną przez wytwórcę walczaka. Miejsce płaszcza walczaka, gdzie zostaną ułożone spoiny łączące
króciec z płaszczem oraz powierzchnie w bezpośrednim sąsiedztwie tych miejsc należy zbadać metodą
magnetyczną lub ultradźwiękową.
Po zakończeniu spawania należy miejsce spawania poddać obróbce cieplnej a następnie zgłosić zakończenie
kontrolerowi robót celem przeprowadzenia kontroli. Miejscem występowania naderwań i pęknięć są najczęściej
wyoblenia kotłów den o małej wypukłości, płomienic przy pierścieniach usztywniających, kołpaków, gardzieli
łączących, spoiny łączące wzmocnienia z płaszczyznami itp. Miejsce pęknięcia powinno być starannie
oczyszczone z obu stron. Przed przystąpieniem do spawania należy dokładnie określić wielkość i głębokość
pęknięć. Końce pęknięć należy nawiercić, celem uniemożliwienia dalszego pękania podczas spawania, natomiast
same pęknięcie należy wyszlifować lub wydłutować. Proces spawania tak jak w pozostałych przypadkach należy
prowadzić zgodnie z kartą technologiczną oraz wskazówkami specjalisty spawalnika. Naprawa wżerów i ubytków
polega na wypełnieniu ich za pomocą spawania łukowego ręcznego. Miejsca przeznaczone do naprawy powinny
być starannie oczyszczone z kamienia kotłowego, korozji i innych zanieczyszczeń - do metalicznego połysku.
Czyszczeniu podlega również powierzchnia sąsiadująca z wżerem lub ubytkiem na odległość min. 15 mm.
Naprawa głębokich wżerów i ubytków na dużej powierzchni wywołuje duże naprężenia spawalnicze, które mogą
spowodować trwałe odkształcenie blachy. Zmniejszenie tych naprężeń można uzyskać przez stosowanie
mniejszych energii liniowych łuku (np. cieńsze elektrody, mniejsze prądy itd.), oraz spawanie z częstymi
przerwami, tak aby materiał rodzimy nie uległ dużemu nagrzaniu. Wżery i ubytki o małej powierzchni należy
przygotować tak do spawania, aby zapewnić łatwy dostęp elektrody do rowka.
Naprawianie ubytków i wżerów na dużych powierzchniach wykonuje się metodą szachownicy.
Przed spawaniem powierzchnię dzieli się na kwadraty o wielkości pól nie przekraczającej 100 x 100 mm.
Kolejność spawania poszczególnych kwadratów powinna być taka aby nie dopuścić do zbyt dużego miejscowego
nagrzania materiału. Kierunek układania ściegów w poszczególnych kwadratach powinna być taka aby sąsiednie
kwadraty miały różne kierunki ułożenia ściegów. Dopuszcza się również ukośne układanie ściegów. Przy
spawaniu wielowarstwowym ściegi układa się w taki sposób aby kierunki ściegów warstw górnych były
prostopadłe do kierunku ściegów warstw dolnych. Końce poszczególnych ściegów powinny być przesunięte
względem siebie o około 30 mm. Należy unikać ostrych przejść ściegu do materiału z uwagi na zjawisko karbu.
Wyrównania ściegów za pomocą szlifowania nie jest wskazane, ponieważ spoina nie szlifowana jest bardziej
odporna na korozję niż spoina szlifowana. Po zakończeniu spawania należy oczyścić spoinę z resztek żużla i
odprysków a następnie odbić stempel w odległości nie większej niż 50 mm od krawędzi złącza.
Obróbka cieplna
Po zakończeniu prac spawalniczych bardzo często wykonuje się obróbkę cieplną złącza. Obróbkę należy
przeprowadzić według parametrów podanych w kartach technologicznych złączy spawanych, oraz kartach
technologicznych obróbki cieplnej i wykonać ją mogą osoby odpowiednio przeszkolone na kursie wyżarzania i
posiadające cechy wyżarzacza. Obróbkę cieplną przeprowadza przy zastosowaniu wyżarzarki indukcyjnej
oporowej, pieca propanowo-powietrznego lub palnika propanowo-powietrznego. W czasie przeprowadzania
obróbki cieplnej, wymagany jest ciągły pomiar temperatury z rejestracją wykresu. Szerokość nagrzewania
strefy, powinna obejmować spoinę i strefę wpływu ciepła. Szerokość jest równa w przybliżeniu potrójnej
szerokości spoiny od strony lica na każdą stronę licząc od osi złącza. Po przeprowadzonej obróbce cieplnej
złącza, wyżarzacz wybija swoją cechę obok cechy spawacza.
Dopuszcza się odstąpienie od obróbki cieplnej:
przy spawaniu elementów ze stali węglowej o max.Zawartości C = 0,25% jeżeli ich grubość
rzeczywista nie przekracza 36 mm,
złącz doczołowo-obwodowych na rurach o średnicy do 57 mm i grubości ścianki do 8 mm wykonanych
ze stali 15HM i 10H2M omywanych spalinami - jeżeli temperatura robocza złącza wynosi odpowiednio
dla stali 15HM - 380 °C i 10H2M - 480°C a złącze wykonano metodą TIG lub palnikiem acetylenowo-
tlenowym.
Szczegółowe dane dotyczące obróbki cieplnej dla stali najczęściej stosowanych w energetyce
podaje tabela
Obróbka cieplna złączy spawanych
Gatunek
stali
Podgrzewanie wstępne
Obróbka cieplna po spawaniu
UWAGI
Szybkość
(*C/h)
Temperatura
docelowa (*C)
Grzanie
Wytrzymanie
Studzenie
Szybkość
(*C)
Temperatura
docelowa (*C)
Czas (min/1mm
grubości ścianki)
Szybkość (*C)
K18
Nie określa
się
200
Nie określa
się
600-650
2
Powolne w
spokojnym
powietrzu
Zabiegi
cieplne pow.
36mm
16M
Nie określa
się
150-200
Nie określa
się
620-660
2 (lecz nie mniej
niż 30min.
do 400*C 150*/h
następnie w
spokojnym
powietrzu
Zabiegi
cieplne pow.
25mm
15HM
200
250-350
200
680-720
2 (lecz nie mniej
niż 30min.)
do 400*C 100*/h
następnie w
spokojnym
powietrzu
Zabiegi
cieplne pow.
4mm
10H2M
200
250-350
200
730-770
3 (lecz nie mniej
niż 30min.)
do 400*C 100*/h
następnie w
spokojnym
powietrzu
----------
13HMF
200
250-350
200
680-720
3 (lecz nie mniej
niż 30min.)
do 300*C 100*/h
następnie w
spokojnym
powietrzu
Zabiegi
cieplne pow.
20mm
Metoda mieszana
Rodzaj metody spawania dobierany jest przez technologa (spawalnika), który metodę dobiera biorąc pod
uwagę wiele czynników a do najważniejszych należą:
średnica rury
grubość ścianki
rodzaj czynnika jaki będzie przenoszony przez rurociąg
ciśnienie pod jakim będzie sprężony czynnik
warunki zewnętrzne w jakich będzie pracować urządzenie.
Najnowsze technologie przewidują zastosowanie dwóch metod spawania do jednego złącza. Warstwa
przetopowa jest najtrudniejsza do wykonania i dlatego dla złączy, które powinny być wykonane w wysokiej
klasie dokładności, do jej wykonania stosuje się metodę TIG. Wykonanie warstwy przetopowej tą metodą, jak
już wcześniej zostało napisane, jest łatwiejsze do wykonania niż wykonanie tej samej warstwy za pomocą
"elektrody otulonej". Poza tym jest to "najczystsza" metoda, a więc o najlepszych własnościach mechanicznych.
Warstwy następne, wymagające dużej wydajności, oraz łatwiejsze do wykonania wykonuje się "elektrodą
otuloną". W ten sposób możemy uzyskać złącze o wysokiej klasie dokładności, wykonać je szybko nie
podnosząc nadmiernie kosztów.
Złącza spawane w energetyce
Jeżeli przyjrzymy się złączą spawanym to stwierdzimy, że istnieje bardzo dużo typów spoin, w zależności od
rodzaju złącza. Dokładniejszy ich przegląd doprowadzi nas do spostrzeżenia, że spoiny i złącza można podzielić
na określone grupy.
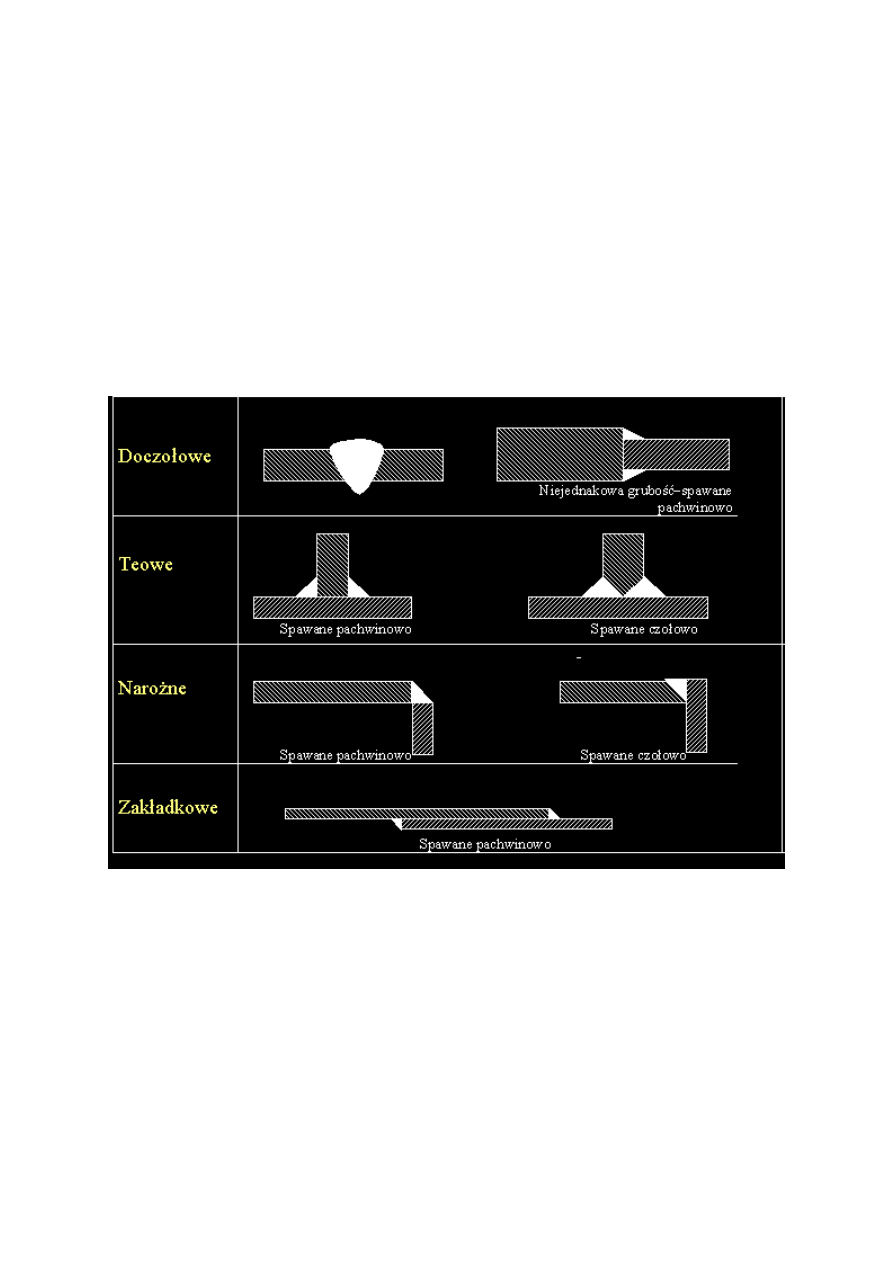
Stwierdzimy wtedy, że występują cztery podstawowe typy złączy:
Doczołowe
Teowe
Narożne
Zakładkowe
Złącze doczołowe
Charakteryzuje się tym, że łączone elementy stykają się czołami, a obciążenie jest przenoszone wzdłuż
wspólnej osi. Złącze to jest szczególnie ważne w energetyce; stosowane jest między innymi do łączenia
odcinków rur, blach oraz konstrukcji.
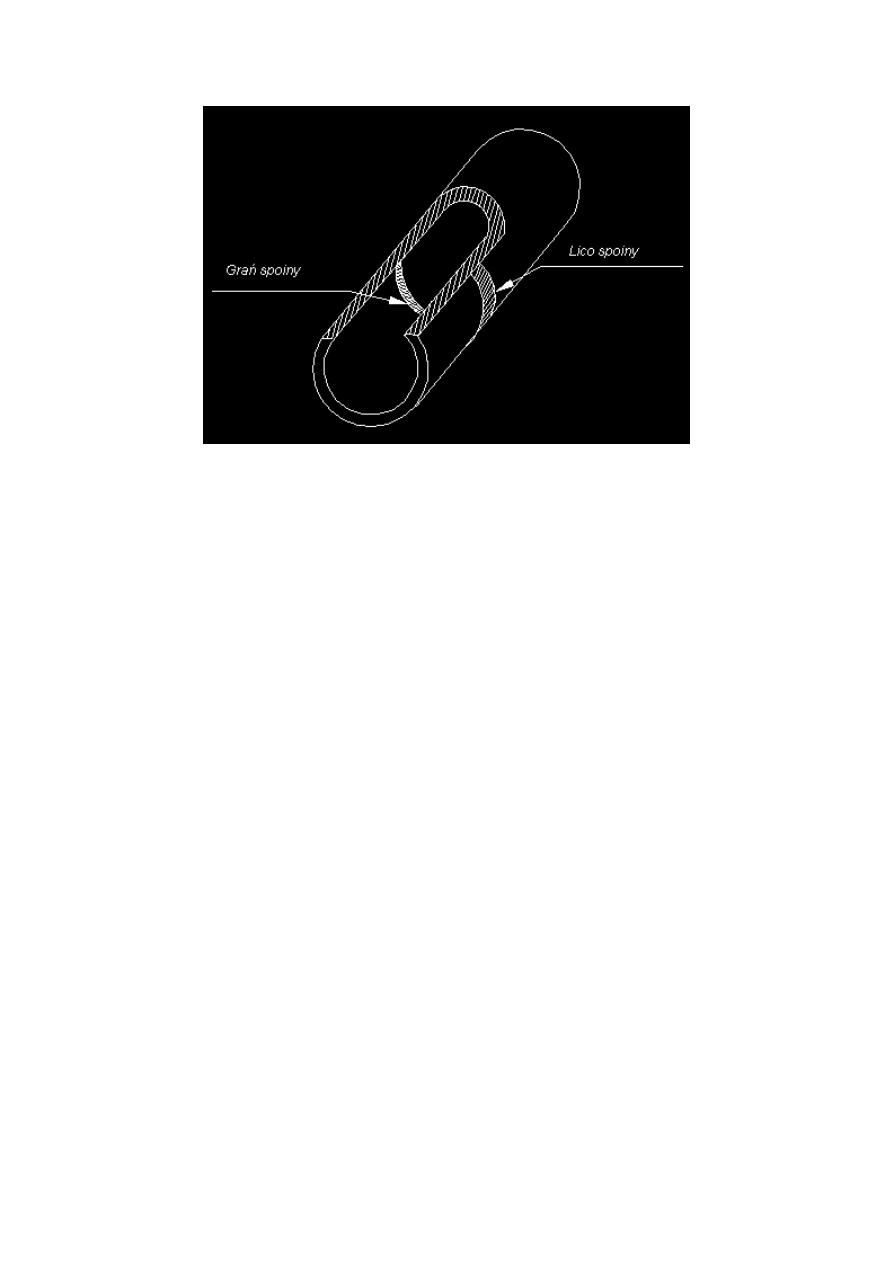
Spina czołowa między dwoma odcinkami rur
Złącza teowe
Jest drugim po doczołowym najczęściej stosowanym rodzajem połączenia w energetyce. Typowymi przykładami
są połączenia belki z kolumną, rur z kolektorem , usztywnienia z płytą.
Usztywnienie przyspawane do płyty
Połączenie belki z kolumną
Odgałęzienie przyspawane do rury
Złącze narożne
Może być wykonane ze spoiną czołową lub pachwinową zależnie od zastosowania. Złącza narożne zwykle
kojarzymy z budową skrzynkową, ale występuje też w postaci połączenia kołnierza z rurą co stanowi bardzo
ważny przykład tego złącza często stosowany w energetyce.
?
Spawanie kołnierzy ze spoiną niewpuszczaną
Złącze zakładkowe
Rzadziej stosowane w energetyce stanowi jednak interesującą odmianę, ponieważ może być wykorzystane w
złączach doczołowych, teowych lub narożnych. Połączenie w złączu zakładkowym stanowi zwykle niewielką
część powierzchni zakładki. Złącza zakładkowe stosowane są przede wszystkim w złączach z cienkich blach.
?

Złącze zakładkowe
Pozycje spawania
Najlepiej, jeżeli przedmiot można tak ułożyć, aby stopiony metal był utrzymany w jeziorku spawalniczym
siłą grawitacji. Takie położenie nazywamy pozycją podolną, zapewnia ona spawaczowi najlepsze warunki do
kontrolowania jeziorka. W energetyce(podczas montażu) najczęściej nie jest to możliwe i spawacz zmuszony
jest do wykonania złącza w pozycji przymusowej.
Można wyróżnić trzy główne pozycje przymusowe:
Naścienna
Pionowa
Pułapowa
W pozycji naściennej wyróżnia się pozycję zwaną naboczną, która występuje w złączach teowych, z jednym
elementem ustawionym pionowo a drugim- ułożonym poziomo. We wszystkich tych pozycjach metal ma
skłonność do wypływania pod wpływem grawitacji, a spawacz musi stosować odpowiednią technikę by temu
zapobiec. Zmniejsza on w tym celu dopływ ciepła co powoduje, że metal krzepnie zanim zdąży wypłynąć z
jeziorka. Musi on także ustawić elektrodę tak, aby uzyskać najodpowiedniejsze usytuowanie jeziorka. Siła
wywierana przez łuk, również zapobiega rozlewaniu się jeziorka.
?
PA - podolna
PB - naboczna
PC - naścienna
PD - okapowa
PE - pułapowa
PF - pionowa (z dołu do góry)
PG - pionowa (z góry do dołu)
KONTROLA ZŁĄCZY
Kontrola wstępna
Kontrola wstępna ma za zadanie wyeliminować wszystkie nieprawidłowości, które mogą występować
jeszcze przed rozpoczęciem procesu spawania.
W skład kontroli wstępnej wchodzą:
ocena kwalifikacji spawaczy,
kontrola materiałów rodzimych,
kontrola spawalniczych materiałów dodatkowych,
kontrola przygotowania części do spawania
Ocena kwalifikacji spawaczy
Każdy spawacz powinien mieć książeczkę spawacza, którą otrzymuje po przeszkoleniu teoretycznym i
praktycznym na podstawowym kursie spawania, zakończonym egzaminem teoretycznym i praktycznym.
Książeczkę spawacza wydają upoważnione komisje weryfikacji spawaczy lub ośrodki szkolenia spawaczy.
Zakład pracy, który zatrudnia spawacza, ma obowiązek prowadzić tzw. kartę spawacza. W książeczce i w karcie
spawacza są zanotowane dane personalne spawacza, wykształcenie, odbyte kursy i przeszkolenia, wyniki

egzaminów kwalifikacyjnych i okresowych, staż pracy i ewentualne uwagi o jakości wykonywanych prac.
Książeczka spawacza uprawnia do wykonywania robót spawalniczych, które w wypadku wykonania złącza
wadliwego nie zagrażają zdrowiu lub życiu człowieka, a jeżeli chodzi o rurociągi, tylko takie, które przenoszą
czynnik o ciśnieniu całkowitym nie większym od jednej atmosfery. Aby spawać konstrukcje o większej
odpowiedzialności należy zdobyć dodatkowe uprawnienia
Kontrola materiałów rodzimych
Celem kontroli materiałów rodzimych jest zapewnienie stosowania materiałów o wymaganej spawalności,
jak również zgodnych z dokumentacją wykonania konstrukcji.
Kontrola materiałów rodzimych polega na:
Sprawdzeniu zgodności wymiarowej
Porównaniu cech hutniczych wybitych na materiale z dokumentacją techniczną
W przypadku rozdrabniania materiałów, na dopilnowaniu aby każda część materiału posiadała cechę
(była oznakowana)
W przypadku braku cechy, podejrzeniu o pomieszanie materiałów lub dostarczeniu przez producenta
materiałów niewłaściwych, na przeprowadzeniu analizy chemicznej
Kontrola materiałów dodatkowych
Aby spawanie przebiegało w możliwie optymalnych warunkach, jeszcze przed spawaniem powinno się
poddać kontroli materiały dodatkowe, które zostaną później użyte do spawania.
Do materiałów tych zaliczamy:
elektrody
druty
topniki
gazy
Jest rzeczą zasadniczą aby materiały dodatkowe miały odpowiednią jakość. Prawie wszystkie materiały
spawalnicze ulegają szkodliwym wpływom wilgoci i dlatego bardzo ważne jest właściwe ich przechowywanie, jak
również właściwe oznakowanie i segregowanie. Użycie niewłaściwych materiałów dodatkowych do spawania,
zwłaszcza do odpowiedzialnych elementów konstrukcyjnych, może mieć poważne następstwa.
Kontrola materiałów dodatkowych polega na:
sprawdzeniu zgodności rodzaju i gatunku z wymaganiami podanymi w dokumentacji
sprawdzeniu stanu technicznego
sprawdzeniu warunków magazynowania.
Kon
trola przygotowania części do spawania
Prawidłowe przygotowanie brzegów materiałów do spawania ma ważne znaczenie ze względów
technologicznych i mechanicznych (brak wad, szczelność, wytrzymałość). Dlatego też kontrola przygotowania
części do spawania jest jednym z najważniejszych elementów kontroli wstępnej.
Kontrola przygotowania części do spawania polega na:
sprawdzeniu wycięcia odcinków blach, rur, kształtowników itp. pod względem zastosowania właściwej
metody oraz jakości ciętych brzegów (jeżeli nie będą później dodatkowo obrabiane)
sprawdzeniu czy jakość ukosowanych brzegów (gładkość i prostolinijność) jest odpowiednia oraz czy
kształt rowka (kąt ukosowania, wysokość progu) - jest zgodny kartą technologiczną.
sprawdzeniu dopasowania łączonych elementów

sprawdzeniu oczyszczenia brzegów rowka i powierzchni przylegających z rdzy, smarów, farb itp.
sprawdzeniu czy na brzegach rowka nie występują wady hutnicze (np. rozwarstwienia, zawalcowania,
żużle, pęcherze), lub wady powstałe wskutek cięcia i ukosowania ( np. pęknięcia).
sprawdzeniu rozmieszczenia i wielkości spoin sczepnych oraz jakości ich wykonania (czy zostały
wykonane właściwymi elektrodami i czy nie występują w nich wady dyskwalifikujące następnie spoinę)
Przeprowadzenie kontroli przygotowania części do spawania należy odnotować w dzienniku spawania. Wszystkie
usterki należy poprawić, odnotowując ich usunięcie
Kontrola w czasie spawania
Kontrola podczas spawania ma na celu sprawdzenie i wyeliminowanie nieprawidłowości jeszcze przed
ukończeniem złącza co daje nam możliwość ewentualnych poprawek bez wycinania całego gotowego już złącza.
Kontrola taka polega na:
sprawdzeniu techniki spawania i sumienności pracy spawacza,
sprawdzeniu zgodności warunków z dokumentacją techniczną i ustaloną technologią procesów
spawania (gatunek i średnice spoiwa, natężenie i biegunowość prądu, prędkość spawania, numer
końcówki palnika, ciśnienie gazów palnych i ochronnych, regulacja płomienia, pozycja spawania, układ
ściegów, kolejność układania poszczególnych odcinków spoiny, usuwanie żużla, wycinanie grani
spoiny, podpawanie)
sprawdzeniu jakości wykonania poszczególnych ściegów (szczególnie warstwy graniowej, oraz podczas
spawania materiałów trudno spawalnych) powierzchnię ściegów ogląda się za pomocą lupy na
występowanie pęknięć
sprawdzeniu stosowania dodatkowych zabiegów, np. wstępnego podgrzewania, przekuwania spoiny,
wyżarzaniu po spawaniu.
sprawdzeniu czy daną konstrukcję wykonuje spawacz o odpowiednich kwalifikacjach i czy znakuje on
spoinę własnym stemplem.
Kontrola złączy po spawaniu
Ostatnim etapem przed dopuszczeniem złącza do użytku jest kontrola ostateczna, przeprowadzana w celu
wyeliminowaniu złączy wadliwych, które mogły by spowodować zniszczenie konstrukcji a także stanowić
zagrożenie dla zdrowia i życia człowieka.
Kontrola ta wykonywana jest bardzo skrupulatnie i polega na:
sprawdzeniu oznaczeń materiałowych wybitych na poszczególnych elementach konstrukcji oraz
porównaniu ich z atestami
sprawdzeniu czy oznaczenia spoin są zgodne z oznaczeniami wpisanymi do dziennika spawania oraz
czy uwagi kontrolne wpisane do dziennika zostały wykonane
sprawdzeniu czy wszystkie spoiny zostały wykonane przez spawaczy mających odpowiednie
kwalifikacje i czy zostały ostemplowane ich osobistymi stemplami
sprawdzeniu zgodności wymiarów konstrukcji z dokumentacją techniczną
skontrolowaniu wymiarów spoin pachwinowych
przeprowadzeniu dokładnych oględzin zewnętrznych wszystkich wykonanych spoin, w celu wyszukania
wad zewnętrznych. Zakwalifikowaniu do poprawy odcinków spoin zawierających wady niedopuszczalne
i wyraźne oznaczenie tych odcinków za pomocą symboli wad wg PN-75/M-69703.
Przeprowadzeniu po oględzinach zewnętrznych i ewentualnych poprawkach badań radiograficznych
spoin czołowych i na ich podstawie dokonaniu oceny złącza.

przeprowadzeniu innych badań defektoskopowych przewidzianych w dokumentacji (np. badań
magnetycznych, penetracyjnych, ultradźwiękowych, szczelności)
przeprowadzeniu badań niszczących na złączach próbnych (np. badań własności mechanicznych, badań
metalograficznych, korozyjnych)
przeprowadzeniu ewentualnych prób eksploatacyjno-ruchowych (np. próby ciśnieniowe, próby
wstępnego obciążenia).
Przebieg kontroli złaczy na przykładzie kotła OP-650-050
1. Wyznaczenie terminu remontu np. 06.06.01r.
przegląd powierzchni ogrzewalnych kotła
pomiary grubości grubościomierzem ultradźwiękowym (na podstawie oględzin i pomiarów
grubości ustala się zakres wymiany rur kotłowych)
2. Na podstawie protokołu wykonawca remontu przystępuje do wymiany (odcinkowej lub całkowitej)
przygotowanie brzegów do spawania
dobór materiałów podstawowych (rur kotłowych wg gatunków np. K18, 16M, 15HM, 10H2M)
Dobór materiałów podstawowych musi się odbyć zgodnie z instrukcją technologiczną
wykonania złącz spawanych
dobór metody spawania
dobór materiałów dodatkowych do spawania (rodzaje drutów i elektrod). Na materiały
podstawowe i dodatkowe muszą być atesty hutnicze.
3. Wyznaczenie spawaczy posiadających aktualne uprawnienia UDT.
wykonanie przez nich króćców kontrolnych
4. Kontrola bieżąca spawania prowadzona przez kontrolera robót spawalniczych
5. Kontrola końcowa po spawaniu
Badania radiologiczne lub ultradźwiękowe wykonanych spoin
6. Próba wodna kotła (wewnętrzna)
7. Poświadczenie wykonania spoin naczynia ciśnieniowego
8. Próba wodna kotła prowadzona w obecności inspektora UDT.
Wyszukiwarka
Podobne podstrony:
Polaczenia sciaga id 364018 Nieznany
polaczenia zgrzewane id 371136 Nieznany
polaczenia lutowane id 371105 Nieznany
polaczenia lutowe id 364008 Nieznany
4 Polaczenia srubowe id 37864 Nieznany (2)
Polaczenie Komputerow id 364034 Nieznany
Polaczenia zgrzewane id 371134 Nieznany
AS Polaczenia ruchome id 70011 Nieznany (2)
Polaczenia sciaga id 364018 Nieznany
Polaczenia 2 id 364056 Nieznany
polaczenia1 id 364027 Nieznany
Cwiczenie 4 Polaczenia id 9948 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
więcej podobnych podstron