
ZAŁĄCZNIK NR 1
Instrukcja szczegółowa do ćwiczeń laboratoryjnych z przedmiotu
Inżynieria Jakości
Temat:
BADANIE RYNKU I POTRZEB KLIENTA, ZASTOSOWANIE METODY QFD
(FUNKCJI ROZWINIĘCIA JAKOŚCI)

1.Wprowadzenie
W dzisiejszych warunkach przemian gospodarczych na polskim rynku, stworzenie i
wdrożenie systemu zapewnienia jakości zgodnego z normami ISO serii 9000 w
przedsiębiorstwach, wymaga pokonania przez nie wielu przeszkód. Jednakże wdrożenie tego
systemu jest okazją na polepszenie istniejącej rzeczywistości. System ten jest konieczny aby
poprawić i umocnić swoją pozycję, jak również przybliżyć się i starać nadążyć za rozwojem
zgodnym z rozwojem przedsiębiorstw na całym świecie [4,8].
Długoletnia praktyka osiągania jakości wykształciła dużą ilość metod,
wykorzystujących techniki matematyczne do osiągnięcia celu, jakim jest spójny system
zarządzania jakością. Metody matematyczne stanowią podstawę większości działań
projakościowych najczęściej kojarzone są z pojęciem narzędzie jakości [9].
Metody oceny jakości są bardzo efektywne w użyciu i zakres ich stosowania -
połączony z odpowiednim doborem do poszczególnych przypadków - będzie z pewnością
zwiększany. Duży nacisk na ich stosowanie wywierają klienci z krajów, w których
powszechne jest stosowanie tych metod, jako narzędzie zabezpieczających proces
produkcyjny [2,9].
2. Quality Function Deployment – tzw. Głos Klienta
Nazwę QFD (ang. Quality Function Deployment) można rozumieć jako uwzględnianie
na wszystkich etapach projektowania możliwie największej liczby czynników mogących
wpływać na jakość wyrobu bądź procesów jego produkcji. W języku polskim jest najczęściej
tłumaczona jako „rozwinięcie funkcji jakości”. Metoda QFD została opracowana przez Akao
w Japonii w latach 60-tych. Po raz pierwszy zastosowano ją w roku 1972 w stoczni
Mitsubishi w Kobe. Lata osiemdziesiąte to rozwój zastosowań QFD w dużych firmach
japońskich i amerykańskich, jak: Toyota, Ford, Generał Motors, AT&T, Hewlett-Packard i w
wielu innych [1].
Quality Function Deployment, czyli tzw. „Głos Klienta” - to metoda planowania
produktu, a w szczególności planowania takiej jego własności, jaką jest jakość (rys.1) [9,10].
Celem QFD jest zidentyfikowanie pozytywnych cech wyrobu, zakresu zainteresowania
wyrobem na rynku, a także określenie metody realizacji tych celów. Proces identyfikacji
pozytywnych cech wyrobu oraz znajdowania metod ich osiągania jest procesem
niekończącym się, ponieważ cechy te i czynniki, które początkowo są „wyjątkowe” wraz z
upływem czasu zaczynają być uważane za „podstawowe” [5]. Definicja metody QFD,
zaadoptowanej w Zakładach Forda, brzmi następująco: „ narzędzie planowania, pozwalające
na przełożenie pożądanych przez klienta cech jakościowych (to znaczy czego potrzebuje,
wymaga), na odpowiednie wymagania odnoszące się do przedsiębiorstwa” [5-8].
2
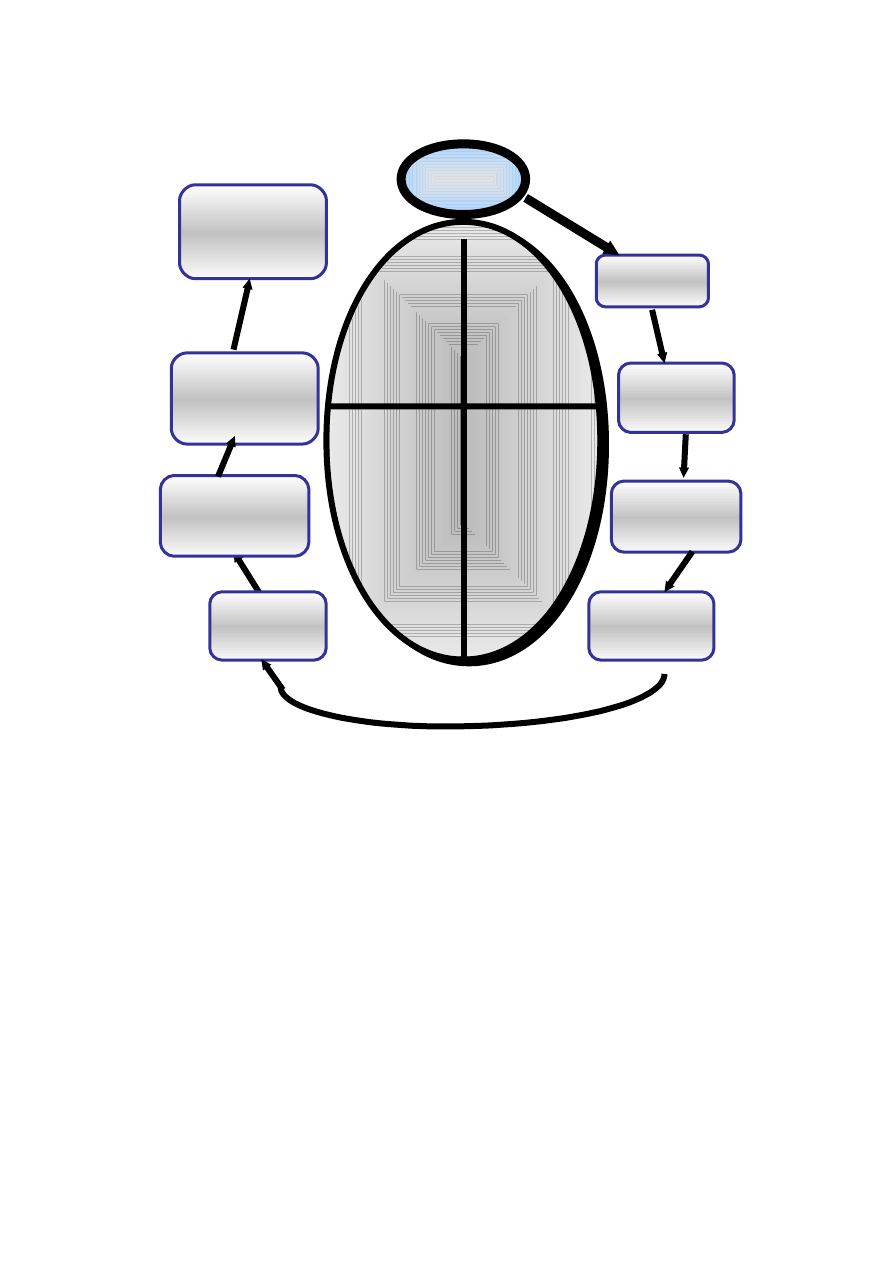
KLIENT
wymagania co do
eksploatacji systemu
produkcyjnego
wymagania
klienta
IV I
planowanie planowanie
wymagania
produkcji wyrobu
dotyczące zastępcze cechy
sterowania jakościowe
produkcją
III II
planowanie opracowanie
znaczące operacje i
procesu projektów
wybór koncepcji
parametry procesu
wyrobu
(projekt)
wybór Znaczące cechy
koncepcji projektu
(proces
)
Rys. 1. Fazy opracowywania wyrobu [5-8]
Coraz silniejsze naciski na zmniejszenie kosztów projektowania i skrócenie czasu jego
trwania sprawiły, że pojawiła się potrzeba stworzenia metody, która umożliwiłaby
przełożenie uświadomionych i nieuświadomionych wymagań klientów na parametry
techniczne z jednoczesnym uwzględnieniem możliwości technologicznych, stopnia istotności
poszczególnych cech oraz powiązań pomiędzy nimi. Odpowiedzią na tą potrzebę stała się
metoda QFD [6-9]. Zakres możliwości wykorzystywania QFD jest bardzo szeroki. Może mieć
zastosowanie w wielu dziedzinach, np.[5-9]:
- w przygotowywaniu, konstruowaniu i uruchamianiu produkcji nowych wyrobów w tak
różnych branżach, jak: przemysł okrętowy, budownictwo, budowa maszyn,
- w przygotowywaniu nowych usług w: bankach i służbie zdrowia,
- w opracowywaniu nowych systemów komputerowych w zakresie sprzętu i oprogramowania.
3

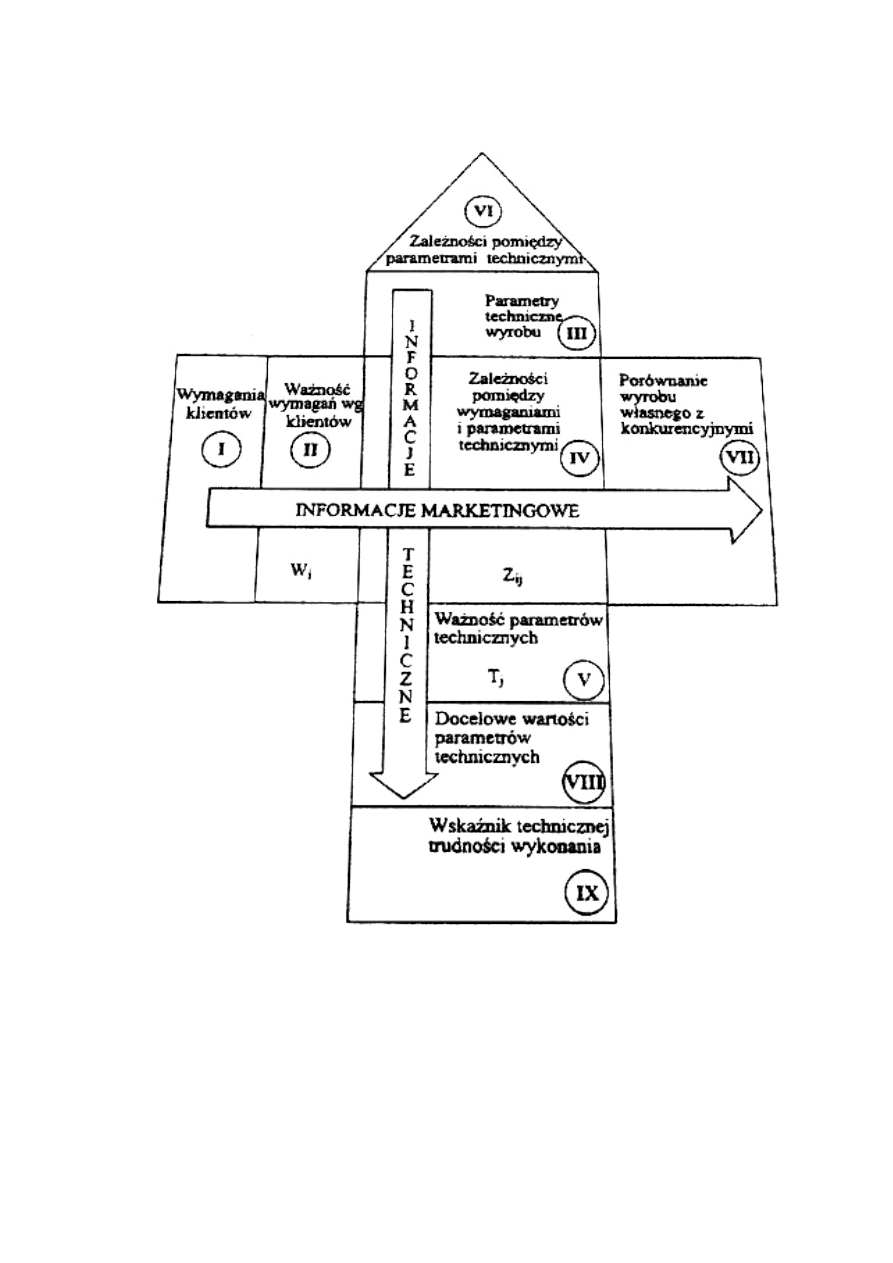
Diagram QFD zawiera specjalnie zdefiniowane pola. Ich liczba zależy od charakteru i
złożoności zadania oraz od celu, jaki ma zostać osiągnięty za pomocą domu jakości. W
przykładzie pokazanym na rysunku są to pola [3-10]:
I. Wymagań klientów.
II. Ważności wymagań według klientów.
III. Parametrów technicznych wyrobu.
IV. Zależności pomiędzy wymaganiami klienta i parametrami technicznymi.
V. Ważności parametrów technicznych.
VI. Zależności pomiędzy parametrami technicznymi.
VII. Porównania wyrobu własnego (projektowanego) z wyrobami konkurencyjnymi.
VIII. Docelowych wartości parametrów technicznych.
IX. Wskaźników technicznej trudności wykonania.
Identyfikacja wymagań klienta poprzez określenie cech wyrobu (pole 1)
Identyfikacja wymagań klienta poprzez określenie cech wyrobu (pole 1)
Potencjalni użytkownicy wyrobu, przy definiowaniu swoich oczekiwań używają
zazwyczaj określeń typu: „łatwy w użyciu”, „estetyczny wygląd”, „trwały i niezawodny” czy
„atrakcyjny kolor”. Dla projektanta takie określenia mogą mieć wiele znaczeń i dlatego jest
wymagane ich odpowiednie sprecyzowanie.
Przykładowo, „łatwy w użyciu” w odniesieniu do samochodowego bagażnika dachowego
oznacza, że można go łatwo montować i demontować. Z kolei wymaganie, aby był
uniwersalny oznacza, że powinien dawać możliwość stosowania zarówno w samochodzie
małym, jak i dużym. Celowe jest podzielenie wymagań klientów na kilka podgrup. W
odniesieniu do bagażnika — może to być podział na trzy podgrupy: demontaż, łatwość
przechowywania, łatwość mocowania bagażu. W grupie pierwszej (demontaż) wymagania
szczegółowe mogą oznaczać: szybko i bez pomocy specjalnych narzędzi
Określenie ważności wymagań według klientów (pole II)
Nie wszystkie ze wskazanych przez klientów cech mają dla nich takie samo znaczenie.
Niektóre z cech mają znaczenie bezwarunkowe (np. „bezpieczny w użyciu”), inne tylko
życzeniowe („łatwy w obsłudze”). Do określenia ważności cechy w skali punktowej (np.
punktacja 1-5) można wykorzystać np. techniki badań marketingowych. Często wprowadza
się kategorię „atrakcyjność”, uwzględniającą fakt, że niektóre cechy wyrobu nie wpływają na
jego właściwości funkcjonalne, ale silnie oddziaływają na sposób odbioru wyrobu przez
użytkownika. Typowym przykładem może być kolor lakieru samochodu. Wynikiem etapu
analizy ważności wymagań klienta jest przypisanie poszczególnym cechom współczynników
ważności (W).
Wyznaczenie parametrów technicznych wyrobu (pole III)
Parametry techniczne charakteryzują wyrób z punktu widzenia projektanta. Muszą być tak
dobrane, aby spełniać wymagania użytkownika, wyrażone w jego języku. Parametry
4

techniczne wyrobu, które zapewniają zaspokojenie wymagań użytkownika muszą być
mierzalne oraz realne, to znaczy możliwe do uzyskania na etapie produkcji. Dlatego ustalenie
ich listy w odniesieniu do cech wyrobu określonych przez klienta, jest szczególnie ważnym, a
jednocześnie trudnym zadaniem. Parametry techniczne mogą mieć charakter minimanty,
maksymanty lub nominanty. W zależności od przyjętej umowy oznacza się je przykładowo:
(↓) lub (-) dla minimanty, (↑) lub (+) dla maksymanty oraz (●) dla nominanty. Jeśli parametr
jest minimantą oznacza to, że wyrób będzie spełniał wymagania użytkowników tym lepiej, im
mniejsza będzie wartość danego parametru wyrażona w przypisanej mu mierze. Dla
nominanty istnieje dla parametru pewna wartość optymalna, do której należy przybliżyć się w
jak największym stopniu.
Określenie zależności pomiędzy parametrami technicznymi i wymaganiami klienta
(pole IV)
Zależności pomiędzy parametrami technicznymi i wymaganiami klienta ustala się na
podstawie analizy funkcjonalnej, doświadczeń, analizy reklamacji, historii napraw danego
wyrobu itp. Wyróżnia się kilka poziomów zależności (zazwyczaj 3-4), oznaczając je w
sposób przyjęty przez zespół prowadzący analizę.
Ocena ważności parametrów technicznych (pole V)
Jeśli w polach II i IV stosowana jest ocena liczbowa, można określić ważność danego
parametru technicznego jako sumę iloczynów współczynników ważności kolejnych wymagań
współczynników ich zależności zdanym parametrem technicznym. Mogą to być oznaczenia
typu: ± - zależność silna, □ - zależność średnia, Ø - zależność słaba. Jej wartość można też
określić liczbowo przez podanie współczynnika zależności (Z), np. 9 - oddziaływanie silne, 3
- oddziaływanie średnie, 1- oddziaływanie słabe. Generalnie, skala ocen jest indywidualnym
wyborem projektanta. Jeśli pomiędzy parametrami technicznymi i wymaganiami klienta nie
zachodzi żadna zależność, to odpowiednia komórka macierzy nie jest wypełniania. Należy
brać pod uwagę, że niektóre parametry techniczne mają wpływ na spełnienie kilku wymagań
– przykładowo, masa samochodu decyduje zarówno o jego dynamice jak i komforcie jazdy
pasażerów. Jeśli W1 - jest współczynnikiem ważności wymagania „i”, a Zij jest
współczynnikiem zależności pomiędzy wymaganiem „i” oraz parametrem technicznym „j”, to
współczynnik ważności parametru technicznego „j” wynosi Tj i określony jest wzorem:
Identyfikowanie istotnych oddziaływań pomiędzy parametrami technicznymi (pole VI).
W wielu przypadkach parametry techniczne wyrobu wzajemnie na siebie oddziałują,
co często wpływa na możliwość spełniania wymagań klientów. Oddziaływanie może być
zarówno dodatnie (oznaczane np. znakiem „ + ”) jak i ujemne (znak „ - ”)
5
∑
=
=
I
i
ij
i
j
Z
W
T
1
Przykładowo, ze względu na wymagania związane z bezpieczeństwem, ważnymi
parametrami technicznymi samochodu są masa całkowita oraz droga hamowania. Masa
samochodu ma postać maksymanty (większa masa zwiększa bezpieczeństwo bierne), a droga
hamowania - minimanty. Jednak zwiększenie masy pojazdu powoduje wydłużenie drogi
hamowania. Pomiędzy rozpatrywanymi parametrami zachodzi zatem oddziaływanie ujemne
(-). Siłę oddziaływania pomiędzy parametrami technicznymi można stopniować, np. „silnie
ujemne”, „słabo ujemne” itp. Oddziaływania między parametrami technicznymi są
zazwyczaj opisywane w dodatkowej tablicy, umieszczonej na górze diagramu QFD, tworząc
jego charakterystyczny dach. Jeśli w tablicy tej przeważają znaki określające oddziaływania
ujemne, oznacza to, że przy optymalizacji danego wyrobu (konstrukcji, procesu) mogą
wystąpić znaczne ograniczenia, wynikające z konieczności wprowadzania rozwiązań
kompromisowych.
Ocena cech wyrobów konkurencyjnych (pole VII)
Przed podjęciem decyzji o kupnie wyrobu, potencjalny nabywca często porównuje go z
wyrobami firm konkurencyjnych. Kryteria tych ocen są czasem trudne do sprecyzowania,
mówi się na przykład, że samochód B ma nowocześniejszą sylwetkę od samochodu A. Jeżeli
zespół projektantów dokonuje modernizacji już istniejącego produktu, to należy wskazać nie
tylko, jakie elementy muszą być w nim zmienione (aby uzyskać parametry lepsze niż w
wyrobach konkurencyjnych), ale także te, które dają danemu wyrobowi przewagę nad innymi,
produkowanymi w innych firmach. Porównania wyrobów ocenia się w odpowiednio przyjętej
skali.
Ustalenie docelowych wartości parametrów technicznych (pole VIII)
Po przeprowadzeniu wszystkich działań związanych z tworzeniem diagramu QFD, projektant
uzyskuje dobre wyobrażenie o projektowanym wyrobie, w tym o oczekiwaniach klientów,
wyrobach konkurencyjnych oraz o sposobie, w jaki parametry techniczne wpływają na
spełnienie zdefiniowanych wymagań. Dysponując tymi informacjami, możliwe jest określenie
wartości docelowych, jakie muszą osiągnąć mierzalne parametry techniczne, tak, aby
spełniały wymagania klienta lub zwiększały konkurencyjność wyrobu.
Ustalenie wskaźników technicznej trudności wykonania (pole IX)
Wskazane jest określenie wskaźników będących miarą trudności technicznych i
organizacyjnych, których wystąpienia można się spodziewać przy osiąganiu docelowych
wartości parametrów technicznych. Najczęściej ocenia się je w skali 1-5. Wysoka wartość
wskaźnika oznacza, że należy liczyć się ze znacznymi problemami i koniecznością zwrócenia
na dany parametr szczególnej uwagi, poprzez zastosowanie zwiększonego zakresu kontroli,
starannego zaprojektowania parametrów procesu wytwarzania itp.
Dla potrzeb metody QFD jest tworzony tzw. "Dom" jakości - macierz pokazująca
współzależności zachodzące pomiędzy potrzebami klienta (wiersze macierzy) i cechami
planowanego produktu lub procesu (kolumny macierzy), uzupełniona dodatkowymi
6
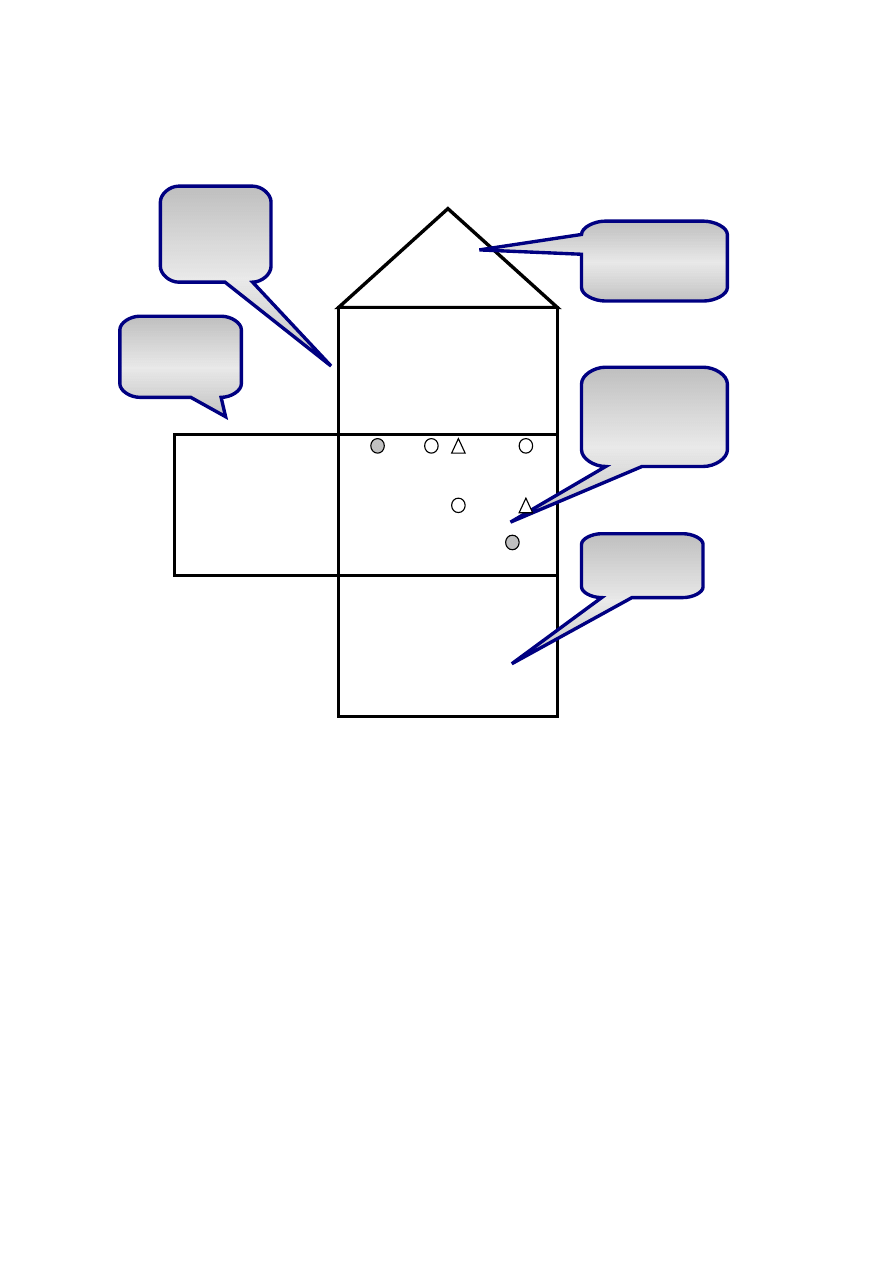
tablicami i diagramami. Poniżej przedstawiono strukturę formularza QFD („domu jakości”
rys. 2 i 3).
Rys. 2. Struktura formularza QFD („domu jakości”) [8]
7
Wymaganie 1
Wymaganie 2
Wymaganie 3
Parametr 1
Parametr 2
Parametr 3
Wartość 1
Wartość 2
Wartość 3
Parametry
cechy
wyrobu
Wymagania
potrzeby
klienta
Wartość
parametrów
Zależność
pomiędzy
wymaganiami i
parametrami
Korelacja
pomiędzy
parametrami
Rys. 3. Struktura formularza QFD („domu jakości”) [5-10]
W pełnej wersji QFD, mamy do czynienia z sekwencją 4 tabel-formularzy "domów" jakości
(rys. 4)[3,5,7]
schemat 1. (planowanie produktu) przekłada zidentyfikowane oczekiwania klienta na
założenia projektowe, większość przedsiębiorstw wdraża jedynie tą
pierwszą fazę QFD
8
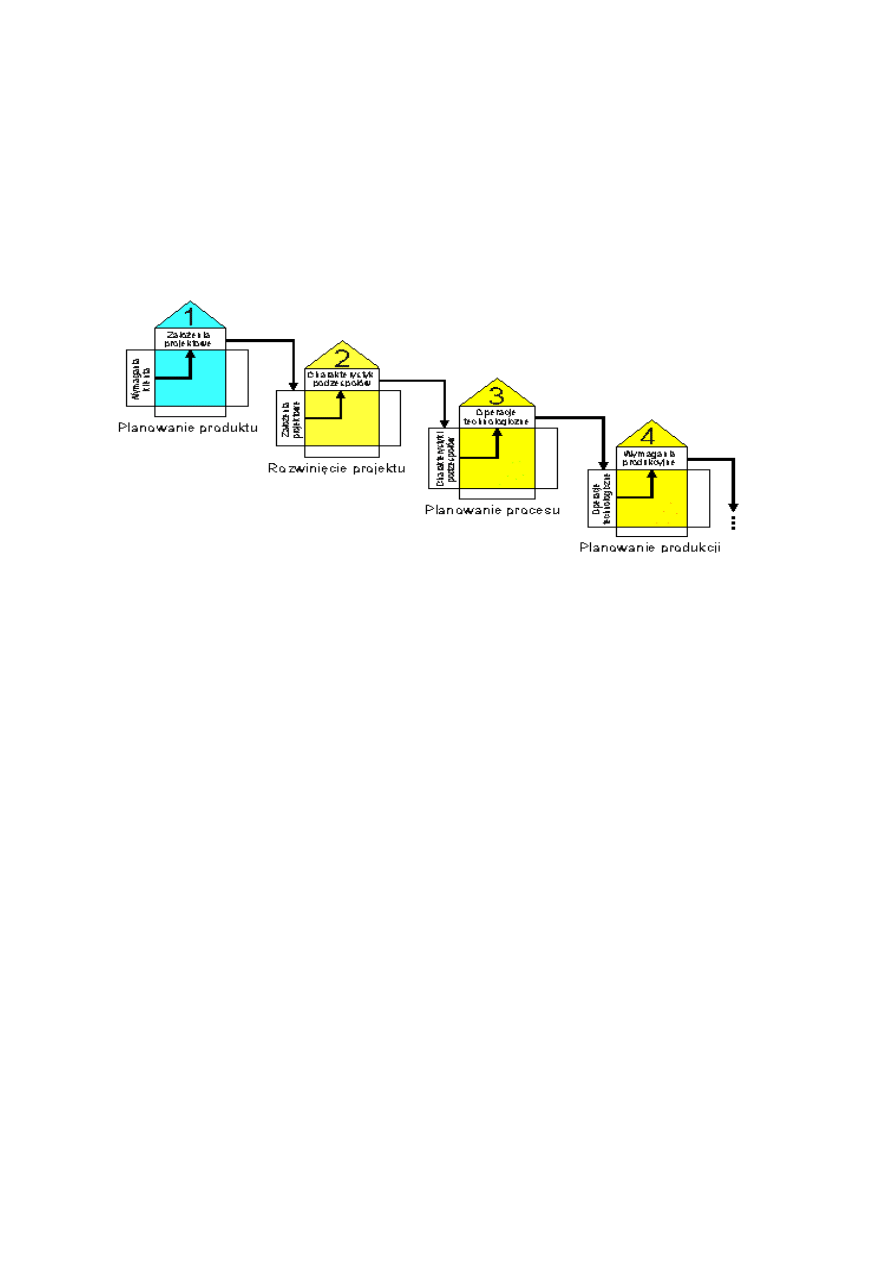
schemat 2. (rozwinięcie projektu) przekłada założenia projektowe na charakterystyki
części składowych produktu
schemat 3. (planowanie procesu) przekłada charakterystyki podzespołów na
podstawowe cechy operacji technologicznych
schemat 4. (planowanie produkcji) przekłada cechy operacji na specyfikacje
produkcyjne
Rys. 4 Etapy pełnej realizacji metody QFD
Metoda QFD wnosi porządek i dyscyplinę w proces powstawania produktu i czyni cały
często skomplikowany przebieg przejrzystym i kontrolowanym. Można uzyskać duży stopień
pewności, że produkty odpowiadają wymaganiom klienta oraz że odpadną poprawki przy
uruchamianiu produkcji seryjnej.
9
Literatura
1.
Chen I.J., Coccari R.L., Paetsch K.A., Paul A. : Quality managers and the successful
management of quality: an insight, „Quality Management Journal”, vol.7 – 2/2000, 46-
52
2.
Chojecki H.: Metodyka zapewnienia jakości w przemyśle, „Problemy Jakości”, 6/92, 13
3.
Czauderna K.: QFD – Quality Function Deployment czyli Rozwinięcie Funkcji Jakości,
Praktyczne Zarządzanie Jakością, 2/1999
4.
Hamrol A., Mantura W.: Zarządzanie jakością. Teoria i praktyka. PWN, Warszawa-
Poznań, 1998
5.
Kleniewski A.: Badania i analiza potrzeb klienta – QFD, Problemy Jakości, 5/1995
6.
Lisiecka K., Pater S.: Quality function Deployment (QFD) narzędziem strategicznego
planowania jakości produktu, Problemy Jakości, 3/1997,
7.
Piotrowski M.: QFD – projektowanie sterowane przez klienta, Problemy Jakości,
3/1995
8.
Tkaczyk S., Dudek M. : Rozwój metod badań i oceny jakości w Polsce w odniesieniu
do stosowanych w państwach UE, Mat. II Międz. Konf. Zmieniające się
przedsiębiorstwo w zmieniającej się politycznie Europie,2, WIE-UJ, Kraków 1999, 391
9.
Tkaczyk S., Dudek M.: Wybrane metody i narzędzia jakości, Mat I Konf. PF ISO 9000
Metody i narzędzia doskonalenia jakości, Cetniewo 1999, 35.
10.
Tkaczyk S.: Inżynieria jakości a inżynieria materiałowa, ORGMASZ, Warszawa, 2000
10
Document Outline
Wyszukiwarka
Podobne podstrony:
cwiczenie lab nr 4 FMEA id 1256 Nieznany
Cwiczenia nr 2 RPiS id 124688 Nieznany
Cwiczenie nr 15 id 125710 Nieznany
Cwiczenia nr 6 RPiS id 124693 Nieznany
cwiczenie nr 2 instrukcja id 12 Nieznany
Cwiczenie nr 10 id 125701 Nieznany
Cwiczenia nr 4 RPiS id 124689 Nieznany
cwiczenie nr 3 instrukcja id 12 Nieznany
cwiczenie projektowe nr 2A id 1 Nieznany
Cwiczenia nr 5 RPiS id 124692 Nieznany
Cwiczenie nr 60 id 99947 Nieznany
Cwiczenia nr 1 RPiS id 124683 Nieznany
Cwiczenia nr 9 (z 14) id 98690 Nieznany
cwiczenie nr 26 id 101103 Nieznany
mzt 71 Cwiczenie nr 71 id 78283 Nieznany
cwiczenie nr 46 id 101104 Nieznany
cwiczenie projektowe nr 2B id 1 Nieznany
więcej podobnych podstron