„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Elżbieta Szudrowicz
Produkowanie konserw 741[03].Z4.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr Małgorzata Elżbieta Kuśmierczyk
mgr inż. Małgorzata Plesińska
Opracowanie redakcyjne:
mgr inż. Jadwiga Morawiec
Konsultacja:
mgr inż. Barbara Kapruziak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 741[03].Z4.06
Produkowanie konserw, zawartego w modułowym programie nauczania dla zawodu rzeźnik –
wędliniarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Etapy produkcji konserw
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
15
4.2. Maszyny i urządzenia stosowane w produkcji konserw
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
23
4.2.3. Ćwiczenia
23
4.2.4. Sprawdzian postępów
25
4.3. Ocena jakości i przechowywanie wyprodukowanych konserw
26
4.3.1. Materiał nauczania
26
4.3.2. Pytania sprawdzające
31
4.3.3. Ćwiczenia
31
4.3.4. Sprawdzian postępów
33
5. Sprawdzian osiągnięć
34
6. Literatura
38

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w kształtowaniu umiejętności przy produkowaniu konserw.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia jednostki modułowej.
3. Materiał nauczania, który umożliwia samodzielne przygotowanie się do wykonania
ć
wiczeń i udzielenia prawidłowych odpowiedzi na pytania testowe. Materiał jest
podzielony na trzy bloki, a w obrębie każdego z nich znajdują się również pytania
sprawdzające, przygotowujące do wykonania ćwiczenia oraz opis sposobu wykonania
ć
wiczenia wraz z wykazem materiałów, narzędzi i sprzętu potrzebnego do jego realizacji.
4. Na podsumowanie każdego bloku materiału znajduje się także sprawdzian postępów,
który ma Ci uświadomić, czy opanowałeś materiał. Powinieneś poszerzać swoją wiedzę
i w tym celu korzystaj z różnych źródeł informacji, również ze wskazanej w ostatnim
rozdziale literatury.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność.
Jednostka modułowa: Produkowanie konserw jest jedną z jednostek modułowych
koniecznych do zapoznania się z modułem: Przetwórstwo mięsa.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz w trakcie trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
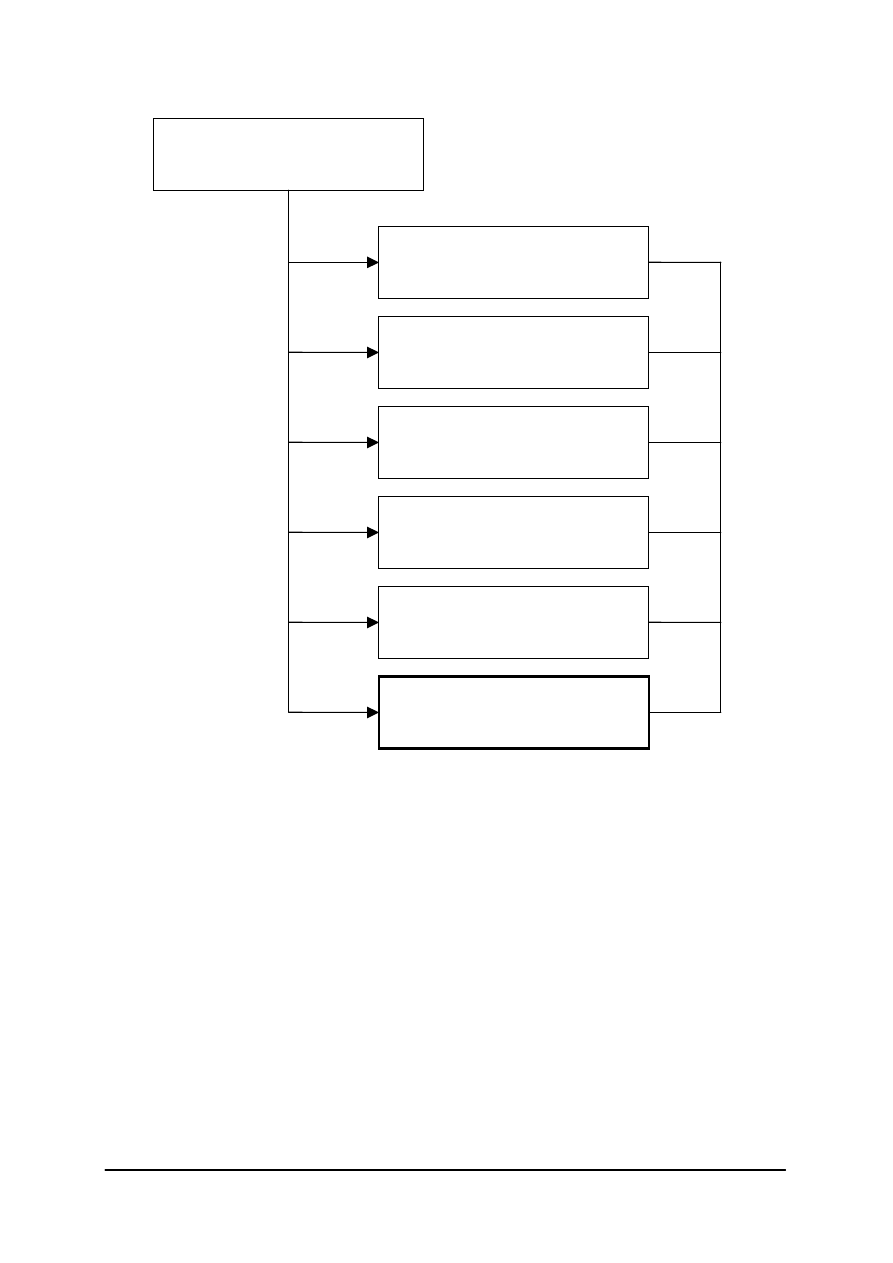
Schemat układu jednostek modułowych
741[03].Z4
Przetwórstwo mięsa
741[03].Z4.01
Produkowanie wędzonek
741[03].Z4.02
Produkowanie kiełbas
741[03].Z4.03
Produkowanie wędlin podrobowych
741[03].Z4.04
Produkowanie wyrobów blokowych
741[03].Z4.05
Produkowanie tłuszczów topionych
741[03].Z4.06
Produkowanie konserw

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznawać elementy zasadnicze półtusz zwierząt rzeźnych,
−
klasyfikować rodzaje mięsa,
−
charakteryzować opakowania stosowane w przetwórstwie mięsa,
−
charakteryzować zasady eksploatacji maszyn,
−
charakteryzować systemy jakości GMP, GHP i HACCP,
−
organizować stanowisko pracy w zakładzie przetwórstwa spożywczego,
−
charakteryzować wymagania sanitarno-higieniczne dotyczące pomieszczeń produkcyjnych
i ich wyposażenia produkcyjnego,
−
stosować zasady bezpieczeństwa i higieny pracy obowiązujące w zakładzie przetwórstwa
mięsa,
−
korzystać z różnych źródeł informacji,
−
posługiwać się dokumentacją techniczno-technologiczną,
−
komunikować się i pracować w zespole.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować konserwy pasteryzowane, sterylizowane, tyndalizowane i półkonserwy,
−
określić wady i zalety opakowań metalowych, szklanych i z tworzyw sztucznych,
−
dobrać surowce, substancje dodatkowe i materiały pomocnicze do produkcji różnych
konserw,
−
określić zasady i etapy produkowania konserw pasteryzowanych, sterylizowanych
i tyndalizowanych,
−
określić cel i istotę pasteryzacji i sterylizacji,
−
określić zmiany biochemiczne, fizykochemiczne i mikrobiologiczne zachodzące podczas
pasteryzacji i sterylizacji,
−
określić wpływ pasteryzacji i sterylizacji na jakość, trwałość wartość odżywczą i cechy
organoleptyczne konserw,
−
określić skuteczność wyjaławiania konserw,
−
scharakteryzować budowę, zasadę działania i obsługi maszyn i urządzeń do produkcji
konserw,
−
scharakteryzować wymagania jakościowe dla surowców, substancji dodatkowych
i materiałów pomocniczych,
−
dobrać i obsłużyć maszyny i urządzenia stosowane do produkcji konserw oraz dokonać
ich konserwacji,
−
określić zdolność i wydajność produkcyjną maszyn i urządzeń do produkcji konserw,
−
ocenić skuteczność zamykania konserw,
−
zastosować zasady GMP, GHP i HACCP podczas produkcji konserw,
−
ocenić jakość wyprodukowanych konserw,
−
scharakteryzować przyczyny i objawy zepsucia konserw,
−
określić zasady przechowywania gotowych wyrobów,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska podczas produkcji konserw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Etapy produkcji konserw
4.1.1. Materiał nauczania
Podział konserw
Konserwą nazywa się produkt zamknięty w opakowaniach hermetycznych i poddany
obróbce cieplnej, powodującej zniszczenie lub redukcję mikroflory do poziomu
zapewniającego mu większą trwałość i bezpieczeństwo zdrowotne.
Ze względu na zastosowaną obróbkę cieplną konserwy dzieli się na:
−
pasteryzowane: poddawane są obróbce cieplnej w temperaturze do 100ºC i oznaczane KP,
−
sterylizowane: poddawane są obróbce cieplnej w temperaturze powyżej 100ºC i oznaczane KS,
−
trwałe w temperaturze otoczenia: nie są poddawane żadnej obróbce cieplnej, a wykorzystuje
się ich naturalną trwałość i inne zabiegi technologiczne. Są oznaczane KT,
−
tyndalizowane: poddawane są trzykrotnej pasteryzacji w odstępach 24 godzinnych.
Ze względu na rodzaj opakowania jednostkowego wyróżnia się konserwy w opakowaniach
typu:
−
puszki metalowe,
−
folia wielowarstwowa,
−
puszki metalowe z wieczkami z tworzyw sztucznych,
−
słoje szklane.
Ze względu na stopień rozdrobnienia wyróżnia się konserwy:
−
z całych elementów, np. szynka, polędwica,
−
rozdrobnione, np. szynka mielona, gulasze.
W zależności od zastosowanego surowca konserwy dzieli się na:
−
mięsne, w skład których wchodzą głównie surowce mięsne z dodatkiem surowców
tłuszczowych i/lub podrobów ze zwierząt rzeźnych albo łownych, przyprawy, substancje
dodatkowe dozwolone i ewentualnie surowce uzupełniające,
−
podrobowe, w skład których wchodzą podroby, surowce mięsne i tłuszczowe ze zwierząt
rzeźnych, surowce uzupełniające, przyprawy i substancje dodatkowe dozwolone,
−
blokowe, której zawartość stanowi całość o kształcie zastosowanego opakowania,
−
tłuszczowe, w skład których wchodzą głównie zwierzęce tkankowe surowce tłuszczowe oraz
ewentualnie surowce mięsne, surowce uzupełniające i substancje dodatkowe dozwolone,
−
typu „pasztet”, w skład których wchodzi wątroba oraz inne surowce podrobowe, mięsne
i tłuszczowe ze zwierząt rzeźnych lub łownych, surowce uzupełniające, przyprawy
i ewentualnie substancje dodatkowe dozwolone,
−
typu „mięso lub podroby w sosie”, których zawartość stanowi mięso lub podroby
o zachowanej strukturze tkankowej oraz sos.
Fazy produkcji konserw
W procesie produkcji konserw można wyróżnić następujące fazy:
1. Jakościowy dobór surowca.
2. Przygotowanie surowca:
a) dla konserw z całych elementów: wykrawanie i selekcja mięśni, nastrzykiwanie
elementów mięsnych, masowanie,
b) dla
konserw
rozdrobnionych:
rozdrobnienie
wstępne
mięs,
peklowanie,
rozdrabnianie ostateczne, mieszanie i dodatek przypraw,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
3. Przygotowanie opakowań tj. kodowanie wieczek, mycie wieczek i puszek przed
napełnianiem.
4. Napełnianie puszek.
5. Odpowietrzanie i zamykanie puszek.
6. Obróbka termiczna tj. pasteryzacja lub sterylizacja.
7. Studzenie.
8. Chłodzenie.
9. Czyszczenie i etykietowanie puszek.
Dobór jakościowy surowców, substancji dodatkowych i materiałów pomocniczych
Surowiec do produkcji konserw mięsnych, szczególnie konserw pasteryzowanych,
powinien pochodzić z trzody typu mięsnego lub mięsno-słoninowego, dobrze umięśnionej,
w wieku 6–12 miesięcy, ważącej 80–130 kg. Surowcem do produkcji typowych konserw
wołowych jest bydło w wieku 2–9 lat o masie powyżej 250 kg.
Do produkcji konserw nie może być używane mięso z macior, późnych kastratów i knurów,
oraz zwierząt wychudzonych, zbyt młodych i zbyt starych. Mięso ze sztuk wychudzonych
i zbyt młodych jest zbyt wodniste i ma osłabioną konsystencję. Mięso ze sztuk starych
zawiera zbyt dużo tkanki łącznej trudno przyswajalnej przez organizm ludzki.
Zwierzęta przed ubojem powinny być wypoczęte i przejść głodówkę przedubojową, Ma to duży
wpływ na prawidłowy przebieg zmian poubojowych i stopień zakażenia mięsa. Uboju należy
dokonywać zgodnie z zasadami systemów jakości. Mięso po uboju powinno być wychłodzone,
tak aby temperatura wewnątrz najgrubszych zespołów mięśni nie była wyższa niż 4ºC.
Surowiec przeznaczony na konserwy przekazuje się do produkcji najpóźniej po 96 godzinach
od uboju. Rozbiór na elementy lub wykrawanie surowca najlepiej wykonać po 24 godzinach.
Przetrzymywanie surowca przez dłuższy czas powoduje znaczne zaawansowanie procesu
dojrzewania mięsa, co w rezultacie może powodować nadmierną kruchość mięsa,
a w gotowym produkcie dużą ilość galarety i suchość konserwy.
Do produkcji konserw można używać mięsa mrożonego, ale pod warunkiem, że zamrożenie
mięsa nastąpiło przed końcem procesu dojrzewania, rozmrażanie tego mięsa było powolne
i oba procesy przebiegały zgodnie z zaleceniami systemów jakości.
Do substancji dodatkowych zalicza się przede wszystkim przyprawy. Przyprawy
stosowane do produkcji konserw to: sól, kolendra, kminek, gałka muszkatołowa, papryka,
cebula, majeranek ziele angielskie, cukier, pieprz (wyłącznie biały), gorczyca. Oprócz
przypraw stosuje się także do niektórych konserw: koncentraty pomidorowe, żelatynę, ocet,
maggi. Wszystkie dodatki i przyprawy muszą spełniać wymagania określone normami,
a w szczególności: nie mogą zawierać zanieczyszczeń oraz bakterii chorobotwórczych
i pleśni, nie powinny być zwietrzałe, nie powinny mieć obcego zapachu, smaku
i niewłaściwego zabarwienia.
Materiały pomocnicze potrzebne do produkcji konserw to opakowania jednostkowe
konserw i opakowania zbiorcze. Do opakowań jednostkowych zalicza się puszki metalowe,
folię wielowarstwową i słoje szklane. Opakowaniami zbiorczymi są opakowania pośrednie
z tektury falistej, kartony i skrzynki. Oprócz opakowań, materiałem pomocniczym jest folia
polietylenowa, która używana jest do owijania bloków niektórych konserw pasteryzowanych
i służy do oddzielenia zawartości puszki od opakowania blaszanego.
Folia wielowarstwowa termokurczliwa stosowana jest głównie do produkcji szynek
eksportowych na rynek amerykański. Elastyczne opakowanie z folii złożone jest z dwóch
rodzajów folii – termicznie formowalnej (dolna folia z linii MULTIVAC) i folii
nieformowalnej (górna folia z linii MULTIVAC). Folia wielowarstwowa formowalna
powinna charakteryzować się określonymi parametrami, tzn.: grubością, kurczliwością,
temperaturą formowania i spawania, przepuszczalnością tlenu. Dla folii górnej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
nieformowalnej wymagane są tylko parametry: grubość, przepuszczalność tlenu i temperatura
spawania.
Do produkcji konserw mięsnych używa się opakowań szklanych o pojemności: 500 cm
3
i 350 cm
3
i są to najczęściej słoje typu Fenix i typu SKO. Muszą one odpowiadać określonym
wymaganiom, a przede wszystkim być wytrzymałe na zgniatanie, na ciśnienie wewnętrzne
i odporne termicznie. Zaletą opakowań szklanych jest to, że są obojętne chemicznie,
zachowują swój pierwotny kształt oraz mogą być wielokrotnie wykorzystane, co ma duże
znaczenie dla ochrony środowiska naturalnego. Ważną zaletą dla konsumenta jest możliwość
obserwacji zawartości słoja. Wadą tych opakowań jest mała odporność na uderzenia, gdyż
szkło jest materiałem łatwo tłukącym się.
Najbardziej popularnym opakowaniem konserw są puszki metalowe. Wykonane są one
z ocynowanej niskowęglowej blachy stalowej lub blachy białej aluminiowej o grubości
określonej w normach. Wnętrze puszki jest dodatkowo lakierowane. Puszki mają różne
wymiary i różne kształty. W przetwórstwie mięsa stosowane są następujące formaty puszek:
cylindryczne, familijne, mandolinowe i prostopadłościenne oblong (głównie do szynek) oraz
prostopadłościenne pullman (głównie do polędwic).
W opakowaniach metalowych ważna jest poprawność technicznego wykonania oraz sposób
przygotowania ich do produkcji. Pobrane do produkcji puszki powinny być skontrolowane,
pod kątem wystąpienia uszkodzeń pobiały cynowej lub powłoki lakierowej, zgięć, zardzewień
bądź nieszczelnego szwa płaszcza. Następnie powinny być dokładnie myte, sterylizowane
i osuszane. Dobrze wykonane i przygotowane puszki pozwalają wyeliminować puszki
wadliwe. Opakowania metalowe określane są jako „nieekologiczne”. Wadę tę można również
wyeliminować poprzez właściwą segregację i zbiórkę odpadów. Zaletami opakowań
metalowych jest ich wytrzymałość mechaniczna, łatwość transportu i składowania. Metal
łatwo przewodzi ciepło, co ma duże znaczenie przy obróbce cieplnej, zarówno ogrzewaniu
jak i schładzaniu. Opakowania metalowe chronią produkt przed szkodliwymi wpływami
zewnętrznymi, np. światłem, co w dużym stopniu decyduje o jego jakości i trwałości.
Przygotowanie surowca dla konserw z całych elementów
W zależności od rodzaju konserwy do produkcji przeznacza się: szynki, łopatki i schaby.
Wybrane pod kątem jakościowym elementy mięsne poddaje się wykrawaniu, które obejmuje:
−
usunięcie kości,
−
zdjęcie skóry i okrywy tłuszczowej,
−
usunięcie tłuszczu międzymięśniowego, ścięgien, powięzi i grubszych błon mięśniowych,
−
selekcję i podział mięśni według pochodzenia anatomicznego oraz według barwy na
mięśnie jasne i mięśnie ciemne,
−
klasyfikację mięsa drobnego i tłuszczu uzyskanego w czasie obróbki.
Przygotowany w ten sposób surowiec jest kierowany do peklowni. Peklowanie przeprowadza się
metodą nastrzykową. Przykładowo dla szynki pasteryzowanej poziom nastrzyku wynosi 10–16%,
a w skład solanki wchodzi: woda, sól kuchenna, glukoza, wielofosforany, askorbinian sodu
i azotyn sodu. Solanka powinna być schłodzona do 2–4ºC. Nastrzyknięte elementy mięsa
poddawane są następnie masowaniu, które przeprowadza się w masownicach (najczęściej
próżniowych). Czas masowania zależy od określonych normą technologiczną ilości cykli
masowania i przerw między masowaniami. Cały proces peklowania, a więc nastrzykiwania,
masowania i leżakowania, nie może trwać krócej niż 24 godz. i nie dłużej niż 48 godz.
Przygotowanie surowca dla konserw rozdrobnionych
Do produkcji konserw rozdrobnionych stosuje się mięso wieprzowe, wołowe, cielęce
i baranie, które zostało zakwalifikowane po wykrawaniu do poszczególnych klas
jakościowych. Ilość i rodzaj surowca użytego do produkcji konserw rozdrobnionych określają
odpowiednie receptury. Obróbka wstępna obejmuje operacje:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
1. Dobór surowców niepeklowanych zgodnie z recepturą.
2. Ważenie poszczególnych składników.
3. Rozdrobnienie wstępne surowców niepeklowanych na szarpaku.
4. Peklowanie – odbywa się na sucho mieszanką peklującą, której składnikami są: sól, saletra
i nitryt. Pekluje się w pojemnikach aluminiowych lub ze stali kwasoodpornej przez 48–72
godziny w temperaturze 4–6ºC. Są asortymenty (np. wieprzowina i wołowina we własnym
sosie), które wymagają surowca niepeklowanego. Do produkcji tych asortymentów
surowiec jest kierowany bezpośrednio z wykrawalni do hali produkcyjnej z pominięciem
peklowni. Do niektórych asortymentów stosuje się skrócone peklowanie, polegające na
dodaniu środków peklujących przed włożeniem surowca do puszki.
5. Obgotowanie lub podsmażanie – nadaje produktom charakterystyczny smak oraz zwiększa
trwałość konserwy. Stosowanie wysokich temperatur powinno być prowadzone w ściśle
określonym czasie i warunkach, gdyż wszelkie nieprawidłowości prowadzą do zwiększenia
ubytków i pogorszenia jakości gotowego produktu. Zarówno odgotowywanie jak
i podsmażanie prowadzi się w kotłach otwartych.
6. Przygotowanie surowców roślinnych, przypraw – polega głównie na oczyszczeniu,
obraniu, umyciu i ewentualnym zmieleniu, posiekaniu, roztarciu.
7. Przygotowanie zalew i zasmażek – prowadzi się zgodnie z recepturą dla danej konserwy.
8. Rozdrabnianie ostateczne surowca – w zależności od rodzaju konserwy może być
prowadzone w dwóch fazach przy użyciu wilka i kutra. Rozdrabnianie składników ma na
celu nadanie im wymaganej konsystencji, pożądanej struktury i kleistości.
9. Mieszanie i dodatek przypraw – wykonywane jest w mieszarkach, najlepiej próżniowych,
aż do osiągnięcia dokładnego wymieszania wszystkich składników i otrzymania masy
o jednolitej konsystencji.
Przygotowanie opakowań
Puszki i wieczka, słoiki i nakrętki, przed przekazaniem do produkcji powinny być
sprawdzone pod kątem jakości: puszki i wieczka głównie pod kątem stanu pobiały i lakieru,
słoiki pod kątem pęknięć, wieczka pod katem stanu uszczelki. Wszystkie opakowania
wykazujące wady należy wyeliminować z produkcji. Po przeprowadzonej selekcji
jakościowej opakowania myje się w gorącej wodzie, sterylizuje strumieniem pary i dokładnie
suszy wysoką temperaturą.
Napełnianie opakowań
Napełnianie puszek odbywa się:
−
ręcznie – szynki, łopatki mandolinowe i polędwice,
−
za pomocą pras – szynki i łopatki Oblong i Pullman,
−
za pomocą nadziewarek – konserwy mielone.
Do puszek napełnianych surowcem z pras najpierw wprowadza się folię polietylenową, która
izoluje surowiec przed bezpośrednim zetknięciem się z opakowaniem i zapobiega
powstawaniu tzw. brązowienia produktu. Masa mięsna musi ściśle wypełniać puszkę, ale nie
może być jej za dużo, ponieważ przeładowanie puszki powoduje bombaż techniczny. Do
niektórych konserw przed zamknięciem dodaje się żelatynę w proszku lub w postaci
roztworu, zalewę w postaci wywaru oraz zasmażkę przygotowuje się zgodnie z recepturą.
Konserwy z zalewą zamyka się dopiero wtedy, gdy istnieje pewność, że zalewa całkowicie
usunęła powietrze z opakowania.
Ważnym zagadnieniem przy ręcznym napełnianiu opakowań jest ustalenie masy netto (tzw.
wsadu). W tym celu każda puszka po wypełnieniu masą mięsną umieszczana jest na wadze.
Zamiast ręcznego napełniania można zastosować urządzenie: porcjowarka – dozowarka,
w której można regulować wielkość porcji masy mięsnej, jaką ma być napełniona puszka.
Napełnione puszki przykrywa się wieczkiem i zamyka na zamykarce.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Odpowietrzanie i zamykanie puszek
W produkcji konserw pasteryzowanych, pakowanie całych elementów może odbywać się
w folię wielowarstwową w urządzeniu linii MULTIVAC. Zapakowane elementy przed
przekazaniem do obróbki cieplnej (pasteryzacji) układa się w formach metalowych. Formy te
z umieszczonym surowcem zamyka się wiekiem za pomocą prasy półautomatycznej.
Zamknięcia puszki dokonuje się za pomocą zamykarek do opakowań blaszanych i szklanych.
W przypadku konserw pasteryzowanych powietrze z puszek można usunąć w aparatach
próżniowych, tzw. bębnach ewakuacyjnych.
Przy produkcji konserw sterylizowanych nie usuwa się powietrza w aparatach
ewakuacyjnych.
Usuwanie powietrza z puszek drogą mechaniczną osiąga się przez zamykanie ich przy użyciu
zamykarek próżniowych. Charakterystycznym objawem dobrze przeprowadzonego procesu
ewakuacji, jest wciągnięcie bocznych płaszczyzn płaszcza puszki oraz wieczek i denek.
Konserwy zalewane, w których zalewa odpowietrza konserwy, zamyka się w zamykarkach
zwykłych, przy czym zamykana puszka nie może wirować, gdyż następuje rozlanie zalewy
i traci się efekt odpowietrzania.
Szczelność zamknięcia puszek można sprawdzić przez zanurzenie konserw na parę minut
w gorącej
wodzie
(80–90ºC).
Unoszenie
się
pęcherzyków
powietrza
ś
wiadczy
o nieszczelności puszek. Puszki nieszczelne należy otworzyć a zawartość przepakować do
nowych i ponownie zamknąć.
Pasteryzacja konserw
Pasteryzacja w zasadniczy sposób decyduje o wartości użytkowej i handlowej gotowego
produktu. Czas i temperaturę pasteryzacji dla poszczególnych rodzajów konserw określają
odpowiednie normy czynnościowe. Przekroczenie czasu i temperatury pasteryzacji powoduje
przegotowanie surowca, zwiększa procentowy stosunek galarety do mięsa oraz osłabia
związanie produktu. Zmniejszenie zaś temperatury i czasu pasteryzacji powoduje
niedogotowanie surowca, a w konsekwencji powstawanie bombaży. Ważne jest, zatem, aby
pasteryzacja przeprowadzona była prawidłowo, gdyż warunkuje to trwałość konserwy
i wpływa na jej jakość. Parametry procesu pasteryzacji są określane jako najważniejsze
z punktów kontrolnych systemu HACCP. Są one szczegółowo monitorowane, a wszelkie
zmiany dotyczące warunków pasteryzacji określonych normą oraz ich przyczyny muszą być
umotywowane.
Pasteryzację prowadzi się w pasteryzatorach. Puszki umieszcza się w koszach, przy czym
mandolinowe układa się dnem do góry, a pullmany i oblongi szwem ku górze. Należy między
puszkami zostawić odstępy 1–2 cm w celu umożliwienia cyrkulacji wody. Kosze
z konserwami zanurza się w pasteryzatorze napełnionym do połowy wodą o temperaturze
40
°
C. Następnie doprowadzana jest wężownicą para wodna pod ciśnieniem 300 kPa. Czas
obróbki liczy się od momentu uzyskania w wodzie temperatury 72
°
C (dla większych
formatów 74ºC). Obróbkę prowadzi się do momentu uzyskania w centrum geometrycznym
konserwy temperatury 68,8
°
C. Czas obróbki jest zróżnicowany i wynosi: dla najmniejszych
formatów – 140 min, dla największych – 380 min. Po upływie tego czasu konserwy są
natychmiast schładzane.
Sterylizacja konserw
Każdy asortyment konserw ma określone normami warunki sterylizacji, których nie
można dowolnie zmieniać. Szybkość przenikania ciepła do wnętrza puszki zależy od masy
mięsnej oraz od wielkości i nasilenia prądów konwekcyjnych powstających wewnątrz puszki.
Prądy konwekcyjne powstają w mniejszym lub większym stopniu podczas sterylizacji
każdego gatunku konserwy, przy czym nasilenie ich jest większe w konserwach z zalewą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Wzwiązku z tym konserwy z zalewą nagrzewają się silniej i szybciej niż konserwy bez
zalewy. Wyjaławianie konserw, których surowcem jest duży kawałek mięsa lub mięso
rozdrobnione ze znaczną ilością tłuszczu, jest trudniejsze i przebiega znacznie wolniej.
Parametry sterylizacji, podobnie jak pasteryzacji, są najważniejszymi punktami kontrolnymi
systemu HACCP, gdyż to one w znaczny sposób decydują o jakości konserwy. Niewłaściwie
przeprowadzona sterylizacja może spowodować znaczne straty na skutek przesterylizowania
lub niedosterylizowania produktu. Konserwy przesterylizowane są gorsze w ocenie
organoleptycznej, a konserwy niedosterylizowane bombażują w termostacie lub w czasie
magazynowania.
Sterylizację konserw prowadzi się w autoklawach. Konserwy układa się w koszu
metalowym tak, aby były między nimi odstępy umożliwiające równomierne przenikanie
ciepła w całej partii, a następnie wprowadza się do kotła (bębna) autoklawu. Sterylizację
wykonuje się wodą lub parą w temperaturze 118–121
°
C przez czas 50–70 min, a przy
większych opakowaniach nawet 100 minut. Sterylizacja w autoklawie przebiega w trzech
fazach: I faza to dogrzanie konserwy do żądanej temperatury sterylizacji, II faza to właściwa
sterylizacja i faza III to schłodzenie konserwy do temperatury ok. 30
°
C.
Studzenie konserw
Po zakończonej obróbce cieplnej przeprowadza się studzenie. Przebiega ono w dwóch
fazach. Pierwsza faza polega to studzenie zimną wodą, druga faza to studzenie powietrzem.
W przypadku konserw pasteryzowanych doprowadzenie zimnej wody powinno być
natychmiastowe, gdyż chodzi o jak najszybsze przerwanie pasteryzacji i jak najszybsze
osiągnięcie temperatury ok. 20
°
C. Szybkie przerwanie obróbki cieplnej ma duży wpływ na
jakość i ilość galarety w gotowym produkcie, jak również utrudnia rozwój drobnoustrojów
pozostających ewentualnie w konserwie. Czas studzenia wodą nie powinien być dłuższy niż
4 godziny, a przyspieszyć chłodzenie można dodając do wody lód. Druga faza studzenia
konserw pasteryzowanych trwa ok. 12 godzin i odbywa się za pomocą zimnego powietrza
w pomieszczeniu
chłodzonym
o
temperaturze
0–4
°
C.
W
przypadku
konserw
pasteryzowanych z całych elementów, pakowanych w folie wielowarstwowe, a następnie do
obróbki cieplnej w formy metalowe, należy produkt wyjąć z formy metalowej i ułożyć na
regałach. Dochładzanie powietrzem tych produktów trwa ok. 72 godzin,
W przypadku konserw sterylizowanych pierwsza faza schłodzenia zimną wodą odbywa
się w autoklawie. Chłodzenie powinno być przeprowadzane pod takim samym ciśnieniem jak
proces sterylizacji. Woda gorąca w kotle (bębnie) autoklawu będzie stopniowo wypierana
przez wodę zimną W czasie obniżania temperatury obniżać się będzie stopniowo ciśnienie
w kotle a także wewnątrz puszek. Stopniowe obniżanie ciśnienia zapobiegnie zerwaniu
wieczek oraz odkształceniu puszek. Po osiągnięciu w puszce ciśnienia atmosferycznego
należy przerwać studzenie wodą i dalsze chłodzenie prowadzić powietrzem. Rozłożone
konserwy studzi się powietrzem, przez co najmniej 12 godzin w temperaturze 0–6
°
C.
Wystudzone konserwy poddaje się kontroli w celu stwierdzenia, czy nie ma wewnątrz
powietrza lub czy nie ma ewentualnych uszkodzeń, albo zniekształceń puszek. Puszki
uszkodzone lub nieszczelne są odrzucane.
Czyszczenie i etykietowanie
Puszki bez defektów, dokładnie i starannie czyści się używając do tego czyściwa
włókienniczego, mączki kredowej i trocin. Puszek litografowanych, tzn. wykonanych
z blachy zawierającej barwne informacje nie należy czyścić mączką kredową. Następnie
konserwy naciera się tłuszczem i przekazuje do magazynu.
Puszki, które nie są wykonane z blachy litografowanej, należy przekazać do etykietowania.
Do naklejania etykiet na puszki służą specjalne maszyny – etykieciarki. Etykiety muszą
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
zawierać następujące informacje: nazwę produktu, wykaz składników podany wg. malejącego
udziału, masę netto, okres trwałości i datę produkcji lub termin przydatności do spożycia,
wskazówki dotyczące warunków przechowywania, nazwę i adres wytwórcy lub jednostki
pakującej, lub dystrybutora oraz instrukcję użycia i kraj.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy konserwą?
2. Jaki jest podział konserw?
3. Jakie są etapy produkcji konserw?
4. Jakie wymagania jakościowe muszą spełnić surowce mięsne do produkcji konserw?
5. Jakie operacje obejmuje obróbka wstępna surowców do produkcji konserw?
6. Jakie opakowania jednostkowe stosowane są do produkcji konserw?
7. Na czy polega przygotowanie opakowań?
8. Jakie czynniki należy uwzględnić przy napełnianiu i zamykaniu puszek?
9. Na czym polega pasteryzacja konserw?
10. Na czym polega sterylizacja konserw?
11. Jak przebiega studzenie konserw pasteryzowanych i sterylizowanych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj klasyfikacji konserw według różnych kryteriów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) wypisać rodzaje konserw ze względu na zastosowaną obróbkę cieplną,
3) wypisać rodzaje konserw ze względu na rodzaj opakowania jednostkowego,
4) wypisać rodzaje konserw ze względu na stopień rozdrobnienia,
5) wypisać rodzaje konserw w zależności o rodzaju użytego surowca,
6) wskazać przykłady produktów w poszczególnych grupach klasyfikacyjnych,
7) zaprezentować wykonane ćwiczenie zestawiając zebrane informacje w tabeli,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Lp. Kryterium podziału konserw Rodzaje konserw
Przykład gotowego wyrobu
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
rozporządzenia, normy dotyczące produkcji konserw,
−
literatura pkt. 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 2
Zaproponuj schemat czynności technologicznych związanych z wyprodukowaniem
2500 kg konserwy pasteryzowanej – szynki wieprzowej. Szynka zapakowana jest w puszki
typu oblong o pojemności 4990 g.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.1.1.,
2) zanalizować receptury dotyczące konserwy pasteryzowanej – szynki wieprzowej,
3) sporządzić wykaz ilościowy surowców podstawowych i dodatków potrzebnych do
produkcji 2500 kg konserwy pasteryzowanej – szynki wieprzowej,
4) obliczyć potrzebną ilość puszek do wyprodukowania konserwy,
5) wypisać kolejne czynności technologiczne procesu produkcji konserwy pasteryzowanej,
6) sporządzić schemat blokowy produkcji konserwy pasteryzowanej – szynki wieprzowej,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
receptura produkcji konserwy pasteryzowanej – szynki wieprzowej,
−
kalkulator,
−
film dydaktyczny przedstawiający proces produkcji konserwy pasteryzowanej – szynki
wieprzowej,
−
obowiązujące ustawy, rozporządzenia, normy dotyczące produkcji konserw,
−
literatura pkt. 6.
Ćwiczenie 3
Wykonaj schemat blokowy procesu produkcji konserwy sterylizowanej – mielonki
wieprzowej.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.3.1.,
2) zanalizować receptury dotyczące konserwy sterylizowanej – mielonki wieprzowej,
3) wypisać surowce podstawowe, dodatkowe i materiały pomocnicze potrzebne przy
produkcji konserwy sterylizowanej – mielonki wieprzowej,
4) wypisać etapy produkcji konserwy sterylizowanej – mielonki wieprzowej,
5) określić parametry technologiczne poszczególnych etapów produkcji,
6) narysować schemat blokowy produkcji konserwy sterylizowanej – mielonki wieprzowej,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
receptura produkcji konserwy sterylizowanej – mielonki wieprzowej,
−
wykaz opakowań dla konserw sterylizowanych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
film dydaktyczny przedstawiający proces produkcji konserwy sterylizowanej – mielonki
wieprzowej,
−
obowiązujące ustawy, rozporządzenia, normy dotyczące produkcji konserw,
−
literatura pkt. 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować konserwy?
2) określić cel i istotę pasteryzacji i sterylizacji?
3) scharakteryzować konserwy pasteryzowane?
4) scharakteryzować konserwy sterylizowane?
5) dobrać surowce, substancje dodatkowe i materiały pomocnicze do
produkcji konserw?
6) wymienić kolejno etapy produkowania konserw?
7) określić parametry operacji jednostkowych w produkcji konserw?
8) określić wady i zalety opakowań metalowych, szklanych
i z tworzyw sztucznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Maszyny i urządzenia stosowane w produkcji konserw
4.2.1. Materiał nauczania
Linie produkcji konserw
Produkcja konserw jest prowadzona w wydzielonych oddziałach zwanych konserwiarnią,
a w przypadku produkcji szynek – szynkownią.
Linię produkcji konserw stanowią urządzenia rozmieszczone w poszczególnych halach
i pomieszczeniach produkcyjnych:
−
w peklowni – nastrzykiwarki, masownice,
−
w hali produkcyjnej – wilk, kuter, mieszarka, nadziewarka ręczna i mechaniczna,
zamykarka,
−
w hali obróbki termicznej – kotły do obróbki termicznej, autoklawy, zbiorniki do
schładzania konserw,
−
w pomieszczeniach czynności końcowych – etykieciarki,
−
w pomieszczeniach chłodzonych – wychładzalnie, magazyny.
Urządzenia do mycia i sterylizacji opakowań
Puszki i wieczka sprawdzone pod kątem stanu pobiały i lakieru oraz słoiki sprawdzone
pod kątem pęknięć, wieczka pod katem stanu uszczelki przekazuje się do mycia.
Myje się je w gorącej wodzie, sterylizuje strumieniem pary i dokładnie suszy się w wysokiej
temperaturze.
Wieczka przed myciem powinny być oznakowane specjalnym kodem produkcyjnym, który
zawiera informacje o tym, jaki to asortyment, jaka jest data produkcji, numer zakładu i numer
kotła. Przy znakowaniu należy zwrócić uwagę, aby nie nastąpiło uszkodzenie czcionkami
pobiały lub przedziurawienie wieczka.
Do mycia puszek stosowne są najczęściej maszyny automatyczne. Działają one na
zasadzie jednoczesnego poruszania się mytych puszek i dysz natrysków, co stwarza
możliwość odpowiedniego ustawienia opakowania w stosunku do wylotowych dysz wodnych
lub parowych. Odpowiednie zawory umożliwiają regulację ilości doprowadzanej gorącej
wody i pary.
Sterylizację puszek prowadzi się w sterylizatorze. Ma on kształt prostokątnego stołu
z blatem wykonanym z blachy stalowej. Na blacie stołu jest umieszczony czop – grzybek
rozprężający parę. Puszkę przeznaczoną do sterylizacji ustawia się dnem do góry na grzybku.
Nacisk na pedał zwalnia dźwignię, która otwiera grzybek zaworu parowego. Para z rurociągu
przechodzi przez otworki grzybka, wchodzi pod puszkę i działa na jej ścianki oraz dno. Czas
sterylizacji wynosi 10–15 sekund. Zwalniając pedał przerywa się dopływ pary. Do
wyjaławiania puszek mogą być również używane sterylizatory lampowe.
Urządzenia do kodowania wieczek
Urządzenia do kodowania wieczek, nazywane aparatami kodowniczymi lub
znakownicami, dzieli się w zależności od sposobu działania na: znakownice zwykłe ręczne
lub nożne, znakownice udarowe, znakownice półautomatyczne mimośrodowe i znakownice
automatyczne. Znakowanie wieczek polega na wytłoczeniu w środkowej części wieczka, za
pomocą stalowych czcionek literowych lub cyfrowych tzw. kodu puszki. Kod ten za pomocą
umownych symboli określa nazwę konserwy, nazwę zakładu produkcyjnego i datę produkcji.
Czcionki znakownice są ustawione parami i ściśle współpracują ze sobą. Oprócz wytłaczania
kodu na wieczku, stosuje się także znakowanie tuszem za pomocą specjalnych urządzeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Urządzenia do napełniania opakowań
Do napełniania opakowań służą napełniarki. Mogą one w połączeniu z innymi
urządzeniami pracować w systemie liniowym.
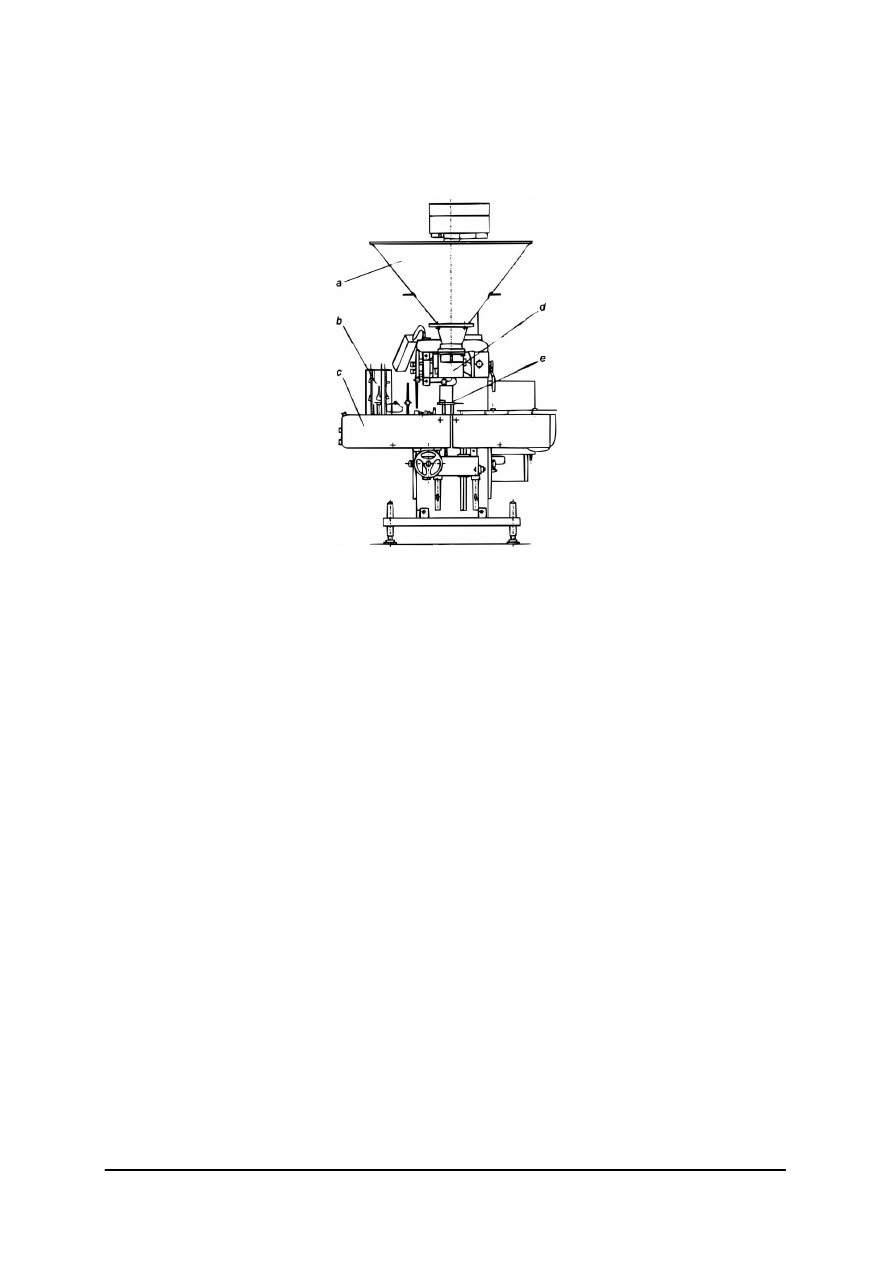
Budowa napełniarki puszek przedstawiona jest na rysunku 1.
Rys. 1. Napełniarka puszek farszem: a) zasobnik farszu, b) ześlizg puszek, c) przenośnik płytkowy,
d) dozownik, e) podnośnik puszek [8, s. 157].
Działanie zamykarki polega na tym, że farsz mięsny podawany jest do zasobnika
napełniarki. W zasobniku znajduje się mieszadło ślimakowe, które przemieszcza farsz do
dozownika. Puszki ześlizgują się na przenośnik i doprowadzane są do zespołu dozującego.
Napełnione puszki przekazywane są do zamykarki.
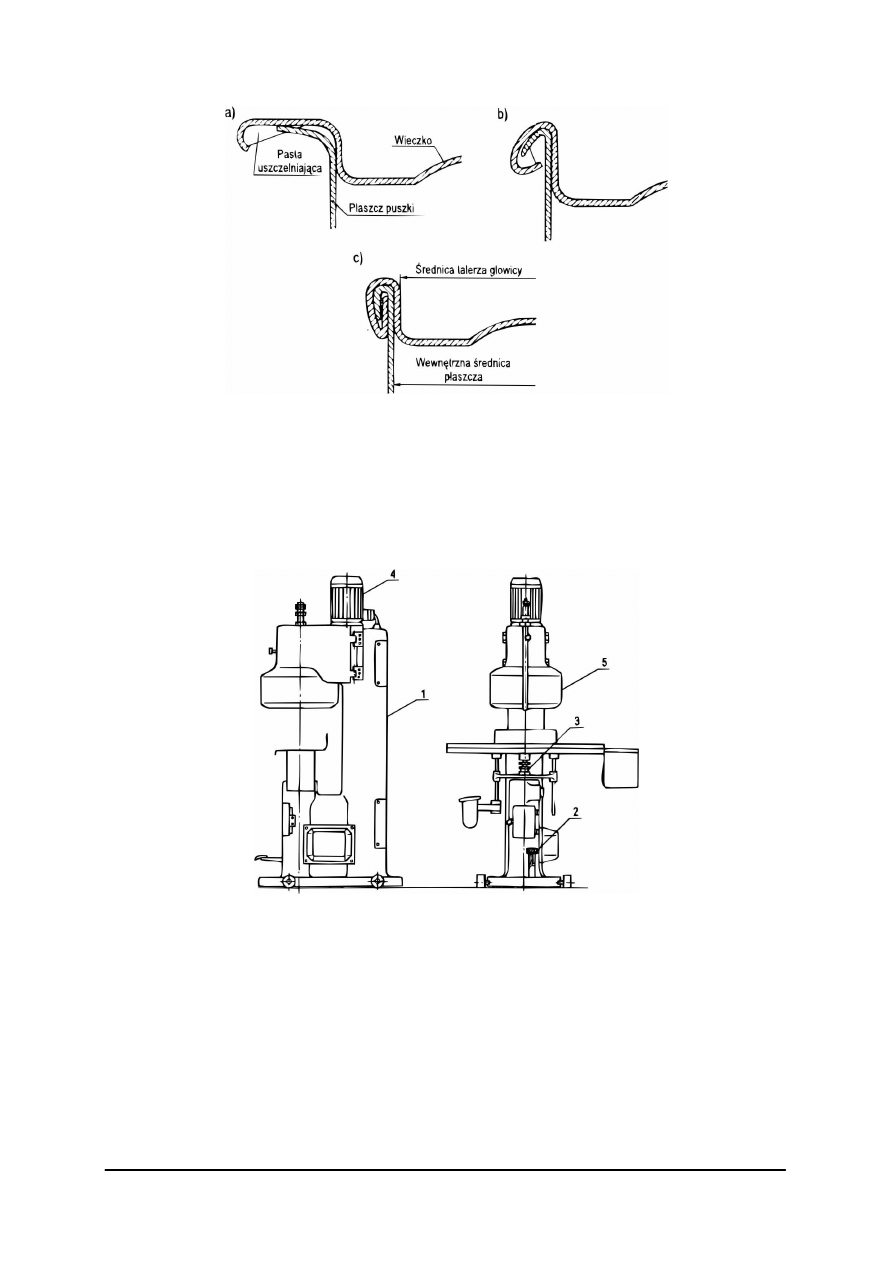
Urządzenia do zamykania konserw
Zamykanie puszek odbywa się na maszynach zwanych zamykarkami. Zamknięcie puszki
polega na wykonaniu podwójnej zakładki (podwójnego szwa poprzecznego). Zakładka ta
składa się z pięciu warstw blachy: trzy warstwy z wieczka i dwie warstwy z płaszcza puszki.
Zamykanie puszki składa się z dwóch faz, które przedstawione są na rysunku 2. Faza I to
wstępne podwinięcie kołnierza wieczka pod wygięty poziomo kołnierz puszki. Faza II to
utworzenie szwu podwójnego poprzez ściśnięcie wszystkich warstw blachy.
Spodnia warstwa kołnierza wieczka pokrywana jest przed zamknięciem warstwą lateksu
(pasty kauczukowej), który uszczelnia zamknięcie wypełniając miejsca wolne między
płaszczem a wieczkiem.
Zamykarki klasyfikuje się według różnych kryteriów. Są zamykarki do opakowań szklanych
i opakowań blaszanych (puszek). Ze względu na kształt puszki są zamykarki do puszek
cylindrycznych (okrągłych) i puszek kształtowych (np. o podstawie kwadratowej i prostokątnej).
Biorąc stopień automatyzacji, jako kryterium klasyfikacji zamykarek, dzielimy je na: ręczne,
półautomatyczne i automatyczne. Natomiast ze względu na ciśnienie panujące wewnątrz puszki
podczas jej zamykania, zamykarki dzieli się na zwykłe i próżniowe.
Zamykarki ręczne stosowane są rzadko, do niewielkiej produkcji szynek i konserw. Ich
wydajność wynosi 50–60 puszek na godzinę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 2. Fazy zamknięcia puszki: a) przed rozpoczęciem zamykania, b) po pierwszej fazie zamykania,
c) po drugiej fazie zamykania [12, s. 258].
Zamykarki półautomatyczne zwykłe są stosowane do zamykania puszek i słoików. Dzieli
się je na dwa rodzaje: zamykarki z puszką nieruchomą i zamykarki z puszką wirującą. Część
czynności związanych z zamykaniem opakowań na tych zamykarkach jest wykonywana
mechanicznie a część ręcznie. Budowa zamykarki, działającej na zasadzie zamykania
nieruchomej puszki przez wirujące rolki, przedstawiona jest na rysunku 3.
Rys. 3. Schemat zamykarki: 1) korpus, 2) układ dźwigniowy, 3) podajnik, 4) silnik elektryczny [11, s. 140].
W górnej części korpusu zamykarki zamocowana jest głowica, a w niej zespoły do zamykania
(układ rolek). Po ustawieniu puszki lub słoika na talerzu (podstawie) podajnika oraz ręcznym
nałożeniu wieczka, włącza się przez naciśnięcie pedału, układ dźwigniowy zamykarki. Praca
układu dźwigniowego powoduje podnoszenie się talerza z puszką, aż do momentu dociśnięcia
wieczka do głowicy. Do zamknięcia puszki, tzn. wykonania podwójnej zakładki, są
przeznaczone dwa zespoły wirujących rolek: rolki wstępne – zawijające i rolki
wykończeniowe – dociskające. Puszka w czasie zamykania pozostaje nieruchoma. Zamknięta
puszka zostaje przez podajnik odsunięta z oprzyrządowania. Przystosowanie zamykarki do
danego formatu puszki następuje przez założenie odpowiedniej wielkości głowicy i podstawki
podajnika oraz przez ustawienie wysokości podnoszenia podajnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Aby usunąć powietrze z puszek stosuje się aparaty próżniowe tzw. bębny ewakuacyjne.
Zamykarki półautomatyczne próżniowe wyposażone są dodatkowo w komorę próżniową
oraz przekaźnik czasowy umożliwiający utrzymanie odpowiedniej próżni przez określony
czas, po upływie, którego następuje zamykanie puszki. Regulację ciśnienia umożliwia
zainstalowany czujnik, przekazujący impuls do urządzenia zamykającego puszki, po
uzyskaniu odpowiedniej próżni.
Działanie zamykarki półautomatycznej próżniowej polega na tym, że puszkę z nałożonym
wieczkiem wstawia się do komory próżniowej i zamyka szczelnie drzwiczki. Od tego
momentu wszystkie czynności wykonywane są automatycznie. Znajdująca się w komorze
próżniowej puszka z wieczkiem zostaje podniesiona do odpowiedniej wysokości pod głowicę.
Wymagana próżnia w komorze, utrzymywana przez określony czas (ok. 15 s), umożliwia
dokładne odpowietrzenie puszki. Następnie rozpoczyna się praca zestawu rolek zawijających
i dociskających, które zamykają puszkę na podwójną zakładkę. Po zamknięciu puszki
odpowiedni zawór przerywa połączenie komory z pompą próżniową. Po zakończonym
procesie maszyna wyłącza się automatycznie, a obsługujący pracownik otwiera drzwiczki
i wyjmuje puszkę.
Zamykarka próżniowa do puszek cylindrycznych i kształtowych mniejszych rozmiarów,
zamiast komory próżniowej ma zamontowane trzy bębny próżniowe, osadzone na obrotowej
tarczy. Napełnioną puszkę wstawia się do jednego z bębnów zamykarki i nakłada wieczko.
Następuje odpowietrzenie puszki, podniesienie jej pod głowicę i zamknięcie przez zestaw
rolek obrotowych. Umieszczenie trzech bębnów obrotowych umożliwia wykonanie
w każdym z nich różnych faz zamykania w tym samym czasie. W chwili zamykania puszki
w jednym bębnie, w drugim następuje przygotowanie do zamknięcia, a z trzeciego bębna
wyjmuje się zamkniętą puszkę i wstawia następną rozpoczynając nowy cykl zamykania.
Zamykarka próżniowa przedstawiona jest na rysunku 4.
Rys. 4. Zamykarka próżniowa do konserw [12, s. 260].
Zamykarki automatyczne działają na zasadzie wykonywania wszystkich kolejnych
czynności automatycznie, łącznie z podawaniem opakowań i nakładaniem wieczek. Po
napełnieniu puszek i skontrolowaniu wsadu, które może odbywać się za pomocą specjalnego
urządzenia dozującego, puszki transportowane są do podajnika zamykarki. W czasie
przenoszenia puszki następuje automatyczne nałożenie wieczka ze zbiornika umieszczonego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
nad przenośnikiem taśmowym. Zamknięte opakowania zostają kolejno, jedno po drugim,
przekazywane na zewnątrz przez specjalny otwór umieszczony z boku zamykarki. Zamykanie
puszek odbywa się podobnie jak w zamykarkach półautomatycznych. Zamykarki
automatyczne mogą pracować jako zwykłe, jak również jako próżniowe. Budowa i działanie
są takie same, zasadniczą różnicą jest wyposażenie zamykarki próżniowej w komorę
próżniową obejmującą cały układ zamykający.
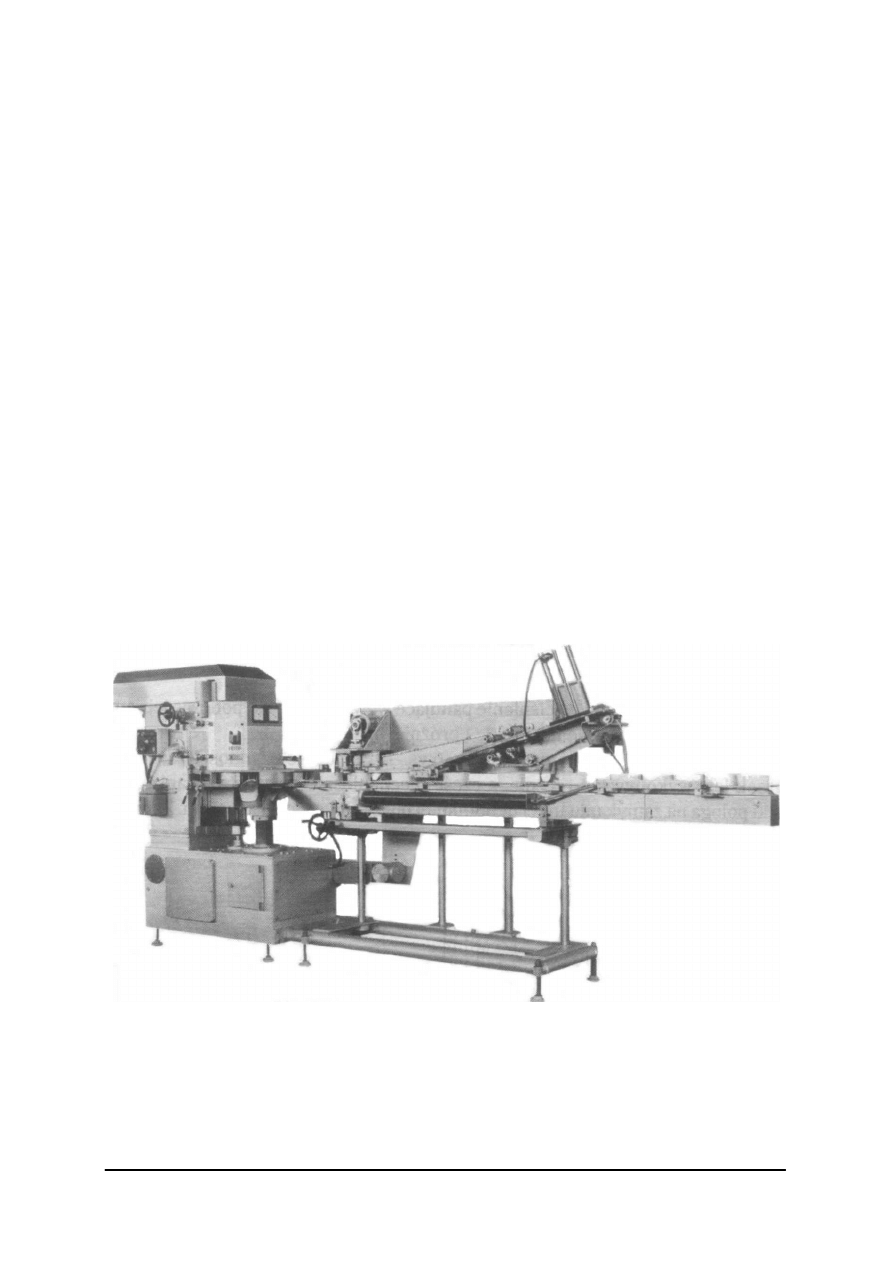
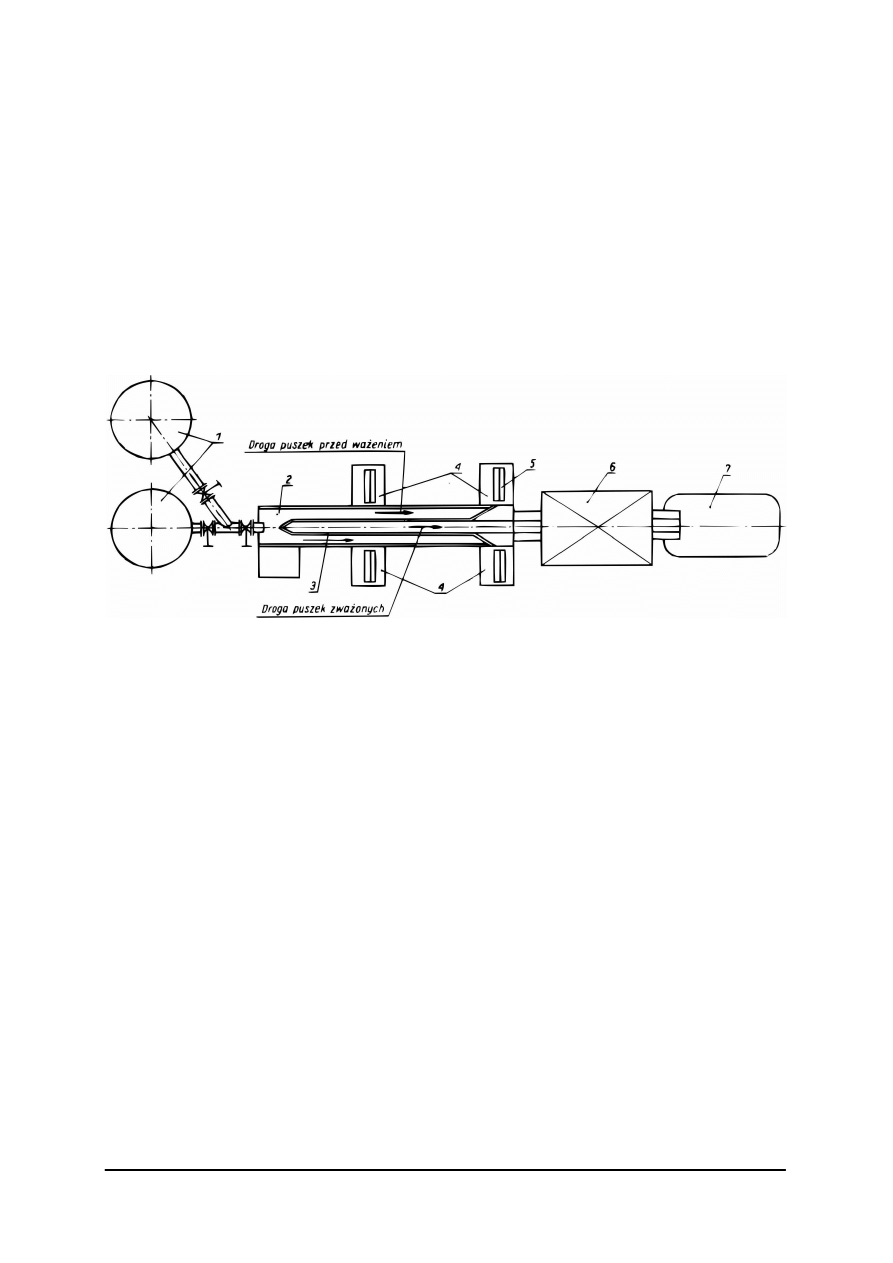
Na rysunku 5 przedstawiona jest linia do produkcji konserw w małych opakowaniach.
Z przedstawioną linią muszą ściśle współpracować maszyny i urządzenia do przygotowania
farszu pracujące w linii lub indywidualnie, maszyny i urządzenia do mycia i sterylizacji
pustych opakowań, urządzenia dostarczające puszki do miejsca napełniania oraz urządzenia
do obróbki cieplnej konserw. Urządzenia i maszyny zestawione w linię potokową
umożliwiają zwiększenie wydajności pracy o 60–80%.
Rys. 5. Schemat linii do produkcji konserw w małych opakowaniach: 1) automat dozujący, 2) przenośnik
taśmowy, 3) prowadnica, 4) stanowisko wagowe, 5) wagi kontrolne, 6) zamykarka automatyczna,
7) maszyna do mycia zamkniętych puszek [11, s. 164].
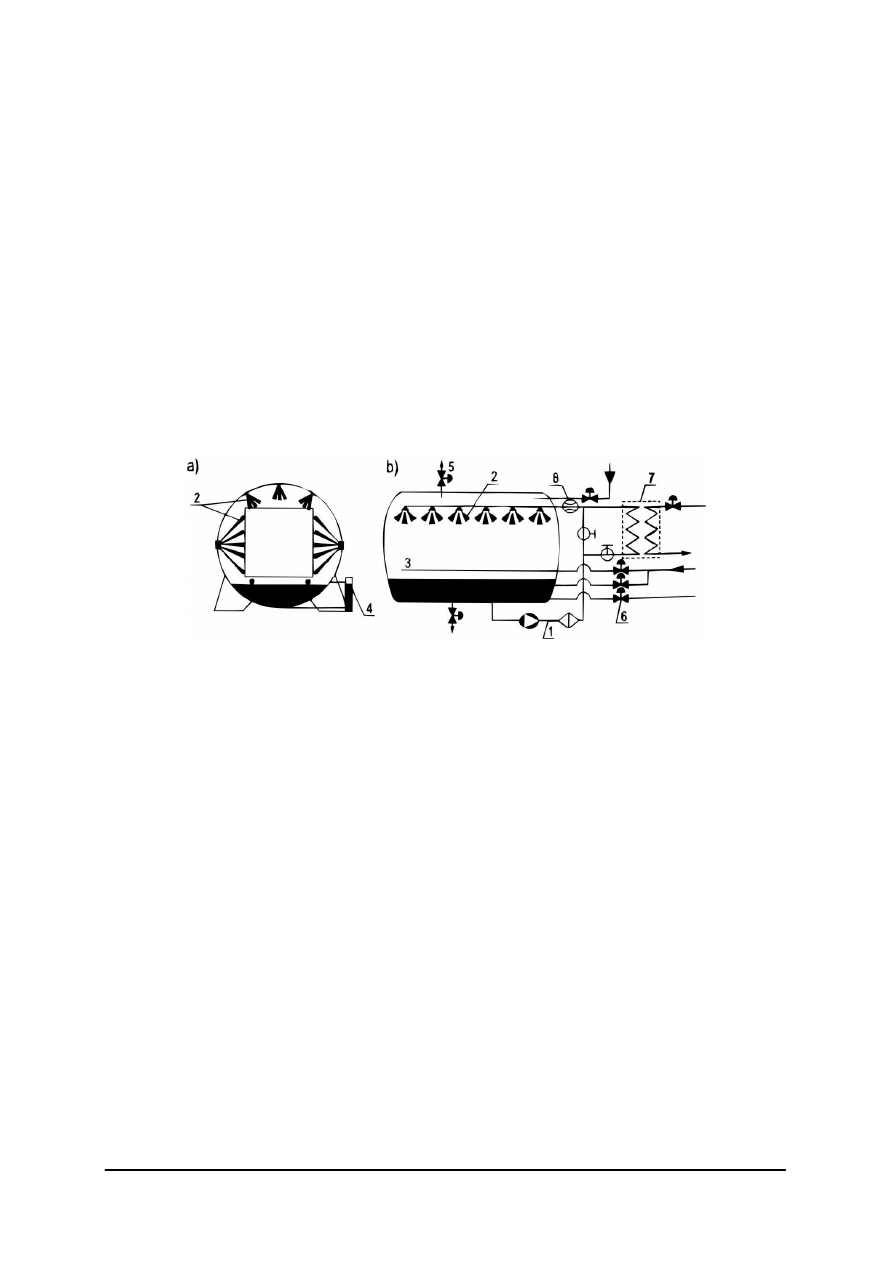
Urządzenia do obróbki termicznej konserw
Zamknięte puszki przekazuje się do obróbki termicznej, która może odbywać się
w autoklawach. Zależnie od technologii obróbki termicznej konserw rozróżnia się autoklawy
zwykłe i autoklawy przeciwciśnieniowe. Z uwagi na różne konstrukcje i położenie osi
autoklawy dzieli się na poziome (leżące) i pionowe.
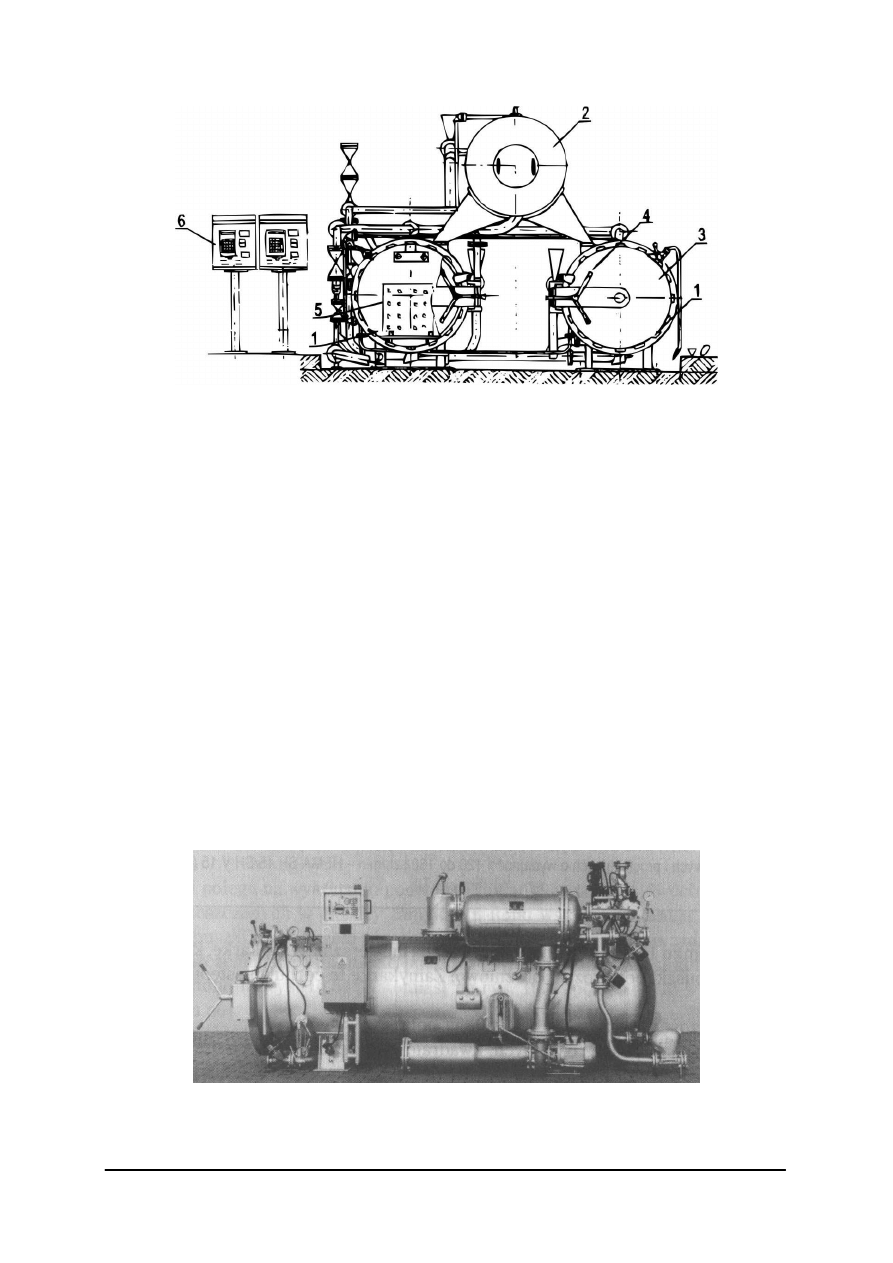
Schemat autoklawu przeciwciśnieniowego leżącego do pasteryzacji i sterylizacji konserw
przedstawiony jest na rysunku 6.
Autoklaw przeciwciśnieniowy leżący (poziomy) składa się z dwóch kotłów dolnych,
wykonanych z blachy o określonej grubości. Kotły zamykane są hermetycznie pokrywami.
Każdy z nich ma zamontowany w górnej części kolektor wodny, a w dolnej – kolektor
parowy wykonany z rur wyposażonych w dysze. W dolnej części kocioł ma przyspawane
szyny, po których wprowadzane są do niego wózki z konserwami. Wózki wykonane są
z blachy perforowanej. Nad dolnymi kotłami zamontowany jest zasobnik do wody, wewnątrz
którego znajduje się kolektor pary z dyszami oraz urządzenie odpowietrzające. Zasobnik
napełniany jest wodą i podgrzewany do temperatury ok. 100
°
C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 6. Autoklaw leżący do pasteryzacji i sterylizacji konserw: 1) kotły dolne, 2) zasobnik na wodę,
3) przykrywy, 4) docisk przykrywy, 5) wózki – kosze, 6) pulpit sterowniczy [12, s. 262].
Praca autoklawu polega na załadowaniu jednego z dolnych kotłów konserwami
i zamknięciu pokrywy. Następnie doprowadzana jest woda z górnego zasobnika. Podczas
sterylizacji utrzymuje się w autoklawie odpowiednią temperaturę i stałe ciśnienie, które
można dowolnie regulować za pomocą pompy wodnej. Po skończonej obróbce cieplnej
konserwy chłodzi się wodą. Zimna woda wprowadzana jest od dołu kotła, przy jednoczesnym
otwarciu zaworu łączącego kocioł z górnym zasobnikiem. Dzięki temu warstwa zimnej wody
podnosząca się w autoklawie wypiera wodę gorącą do zasobnika. Woda ta jest ponownie
używana w następnym cyklu sterylizacji, co daje oszczędności energii. Po zakończonym
procesie chłodzenia otwiera się zawór odpowietrzający umożliwiający dopływ powietrza do
autoklawu. Jednocześnie otwiera się zawór do spuszczenia wody z kotła dolnego. Chłodzenie
w autoklawie powinno być przeprowadzone pod takim samym ciśnieniem jak proces
sterylizacji czy pasteryzacji, gdyż zapobiega to zrywaniu wieczek i odkształcaniu puszek.
Podczas obróbki cieplnej konserw bardzo ważne jest przestrzeganie określonych parametrów
obróbki tj. temperatury, ciśnienia i czasu trwania procesu. Zapewniają to automatyczne
układy regulacyjne umożliwiające obróbkę termiczną według ustalonej formuły. Za pomocą
tych regulatorów, oprócz sterowania, można rejestrować temperaturę i czas trwania procesu.
Kolejnym przykładem poziomego urządzenia do sterylizacji i pasteryzacji, jest
sterylizator natryskowy przedstawiony na rysunku 7.
Rys. 7 Sterylizator natryskowy do sterylizacji i pasteryzacji konserw [12, s. 262].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Innym rozwiązaniem urządzenia do sterylizacji jest rotoklaw, czyli autoklaw rotacyjny.
Zastosowanie jego pozwala na skrócenie samego procesu sterylizacji dzięki lepszemu
przenikaniu ciepła do środka konserwy. W rotoklawach konserwy wprowadzane są do
wnętrza zbiornika w specjalnie umocowanych wózkach, które w czasie trwania obróbki
termicznej i wychładzania są wprowadzane w ruch obrotowy. Obroty wózków powodują
częściowe wymieszanie się zawartości konserw oraz stały ruch zawartego w nim powietrza,
co wpływa na skrócenie czasu sterylizacji, a tym samym podniesienie jakości i wartości
odżywczej produktów.
Kolejny autoklaw, przedstawiony na rysunku 8, może pracować jako urządzenie
statyczne lub obrotowe. Spełnia on wymagania HACCP i jest wyposażony w specjalny
system sterujący. System ten wykonuje test samosprawdzający oraz sprawdza wszystkie
czujniki i urządzenia, włącznie z dostarczającymi parę, powietrze i wodę przy rozpoczęciu
procesu sterylizacji. Biorąc pod uwagę temperaturę początkową produktu, woda procesowa
jest wstępnie podgrzewana, a czas sterylizacji jest dostosowywany automatycznie.
W przypadku zakłóceń temperatury lub innych czynników, sterownik wykonuje
automatycznie właściwe, wstępnie zaprogramowane działania korekcyjne.
Rys. 8. Autoklaw natryskowy: a) przekrój poprzeczny, b) przekrój podłużny;
1) ciągły proces cyrkulacji wody, 2) natrysk z góry i z boków, 3) bezpośredni wtrysk pary, 4) ciągłe
sterowanie poziomem wody, 5) programowane sterowanie nadciśnieniem wody, 6) wstępne podgrzewanie
wody procesowej, 7) płytowy wymiennik ciepła, 8) ciągły nadzór nad przepływem [12, s. 263].
Pasteryzację konserw prowadzi się w prostopadłościennym kotle do pasteryzacji.
Wykonany jest on z nierdzewnej blachy stalowej i jest dokładnie izolowany. Na dnie kotła
umieszczone są wężownice parowe doprowadzające parę grzejną, która ogrzewa wodę
w kotle. Kocioł napełniany jest wodą do
1
/
3
objętości. Przed wprowadzeniem konserw woda
powinna być nagrzana w ciągu 30 minut do temperatury 100
°
C. Puszki umieszcza się
w specjalnych koszach perforowanych za pomocą elektrowciągu. Nadmiar wody spływa
z kotła do kanalizacji przez otwór przelewowy umieszczony w bocznej ścianie. Pasteryzacja
konserw w kotle przebiega w temperaturze 100
°
C przez ok. 10 minut.
Urządzenia do mycia puszek zamkniętych
Do mycia opakowań zamkniętych po sterylizacji jest przeznaczona maszyna
przenośnikowa. Puszki przeznaczone do mycia są ustawiane na siatce przenośnika górnego.
W czasie przesuwania się taśmy przenośnika puszki zostają zmyte silnym strumieniem
gorącego roztworu wody z 3% roztworem sody kaustycznej. Następnie zostają opłukane
czystą wodą o temperaturze około 90ºC. Umyte puszki kierowane są pochyłym ześlizgiem na
niższy przenośnik taśmowy. Pochyłość ześlizgu powoduje usunięcie wody z powierzchni
umytych wieczek. W dalszej części maszyny następuje suszenie wilgotnej powierzchni
puszek przez silny podmuch ciepłego powietrza. Po wysuszeniu puszki są przenoszone przez
następny ześlizg do magazynu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Urządzenia do etykietowania puszek
Do naklejania etykiet na puszki służą specjalne maszyny – etykieciarki. Puszki przesuwają
się w maszynie płaską rynną. W dolnej części rynny znajdują się krążki metalowe smarujące
gorącym klejem cylindryczną część puszki. Klej znajduje się w wanience ogrzewanej
grzejnikiem elektrycznym, co pozwala na utrzymanie temperatury kleju na poziomie 60–70ºC.
Za wanienką zamontowany jest magazynek z etykietami. Nasmarowana klejem puszka trafia na
początek etykiety i dzięki swemu ruchowi obrotowemu nawija ją na płaszcz. Koniec etykiety
nasmarowanej klejem zostaje sklejony z początkiem etykiety. W przypadku braku etykiety na
puszce po wyjściu z maszyny, puszka zostaje przyciągnięta za pomocą magnesu. Pod siłą
własnego ciężaru spada ona na prowadnicę i stacza się ku przedniej części maszyny. Puszkę tę
należy ponownie położyć na rynnę wyjściową etykieciarki.
Zamiast etykietowania stosuje się litografowanie puszek. Dokonywane jest ono w fabrykach
produkujących opakowania blaszane. Fabryka wykonuje techniką litografowania rysunek
i napis według zamówień konkretnych producentów konserw.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak przebiega mycie i sterylizacja opakowań?
2. Jakie są rodzaje urządzeń zamykających konserwy?
3. Co wchodzi w skład podstawowego wyposażenia zamykarek do konserw?
4. Na czym polega praca zamykarki półautomatycznej?
5. Jaka jest różnica między zamykarką półautomatyczną a zamykarką automatyczną?
6. Z jakich części składowych zbudowany jest autoklaw przeciwciśnieniowy poziomy?
7. Na czy polega obsługa autoklawu przeciwciśnieniowego poziomego?
8. Jakie są zalety stosowania rotoklawów?
9. Jak zbudowane jest urządzenie do etykietowania puszek?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz maszyny i urządzenia do poszczególnych etapów produkcji konserw
sterylizowanych oraz określ zasady bezpiecznej obsługi dla tych urządzeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.2.1.,
2) zanalizować schemat blokowy produkcji konserw sterylizowanych,
3) wypisać maszyny i urządzenia stosowane do produkcji konserw sterylizowanych,
4) dobrać maszyny i urządzenia do poszczególnych etapów produkcji konserw,
5) zanalizować instrukcje obsługi pod kątem bhp,
6) wskazać zagrożenia związane z obsługą maszyn i urządzeń do produkcji konserw,
7) określić zasady bezpiecznej obsługi maszyn i urządzeń do produkcji konserw,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający produkcje konserw sterylizowanych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
−
schemat blokowy produkcji konserw sterylizowanych,
−
instrukcje obsługi maszyn i urządzeń,
−
literatura pkt. 6.
Ćwiczenie 2
Przygotuj opakowania metalowe do produkcji konserw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.2.1.,
2) sprawdzić puszki i wieczka pod kątem stanu pobiały i lakieru,
3) sprawdzić wieczka czy są oznakowane specjalnym kodem produkcyjnym,
4) wyeliminować uszkodzone puszki i wieczka,
5) umyć puszki i wieczka gorącą wodą,
6) wysterylizować wieczka i puszki strumieniem pary,
7) osuszyć puszki i wieczka,
8) zastosować przepisy bhp przy myciu i sterylizacji opakowań,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający mycie i sterylizację opakowań,
−
myjka i sterylizator opakowań wyłączone z ruchu i przeznaczone do celów dydaktycznych,
−
puszki i wieczka metalowe,
−
literatura pkt. 6.
Ćwiczenie 3
Przedstaw obsługę kotła do pasteryzacji uwzględniając jego budowę i zasadę działania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.2.1.,
2) zapoznać się z instrukcją obsługi kotła,
3) określić cel pasteryzacji konserw,
4) wypisać elementy budowy kotła,
5) objaśnić zasadę działania kotła do pasteryzacji,
6) wypisać parametry pracy kotła podlegające kontroli,
7) zastosować przepisy bhp przy obsłudze kotła do pasteryzacji,
8) zaprezentować wykonane ćwiczenie,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający pracę kotła do pasteryzacji,
−
instrukcja obsługi kotła do pasteryzacji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
model zamykarki,
−
schemat przedstawiający zasadę działania kotła do pasteryzacji,
−
literatura pkt. 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić urządzenia do produkcji konserw?
2) dobrać urządzenia do produkcji konserw pasteryzowanych?
3) dobrać urządzenia do produkcji konserw sterylizowanych?
4) scharakteryzować budowę maszyn i urządzeń do produkcji konserw?
5) objaśnić zasadę działania maszyn i urządzeń do produkcji konserw?
6) wskazać zagrożenia związane z obsługą maszyn i urządzeń do
produkcji konserw ?
7) przygotować opakowania do produkcji konserw?
8) zastosować zasady bhp przy obsłudze maszyn i urządzeń do
produkcji konserw?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3. Ocena jakości i przechowywanie wyprodukowanych konserw
4.3.1. Materiał nauczania
Zmiany zachodzące w konserwach oraz wpływ pasteryzacji i sterylizacji na jakość,
trwałość, wartość odżywczą i cechy organoleptyczne konserw
Pasteryzacja polega na łagodnym ogrzewaniu konserwy do temperatury nie
przekraczającej 100
°
C. Ma ona na celu zniszczenie drobnoustrojów chorobotwórczych
i przedłużenie trwałości produktu wskutek zniszczenia drobnoustrojów wrażliwych na
ogrzewanie, czyli bakterii nieprzetrwalnikujacych, drożdży i pleśni. oraz wskutek inaktywacji
większości enzymów. Konserwy pasteryzowane określane są jako półtrwałe, gdyż samo
ogrzewanie ich w temperaturze poniżej 100
°
C nie chroni przed niekorzystnymi zmianami
mikrobiologicznymi i wymagają przechowywania chłodniczego w temperaturze 0–6
°
C i nie
dłużej zazwyczaj niż 6 miesięcy.
Sterylizacja polega na ogrzewaniu produktu do temperatury 118–121ºC i przetrzymaniu
w tej temperaturze przez określony czas. Czas ogrzewania i studzenia zależy od wielu
czynników, a głównie od rodzaju produktu, wielkości, kształtu i rodzaju opakowania.
W wyniku sterylizacji zostają zniszczone praktycznie całkowicie wszystkie drobnoustroje, ich
toksyny oraz enzymy.
Sterylizacja konserw pozwala na utrwalenie żywności na okres od pół roku do dwóch,
a czasami więcej lat.
Oprócz opisanych zmian mikrobiologicznych, procesom: pasteryzacji i sterylizacji,
towarzyszą zmiany biochemiczne i fizykochemiczne. Polegają one na zmianie barwy, smaku,
zapachu, tekstury i wartości odżywczej produktu.
Zmiana barwy jest spowodowana działaniem ciepła na barwniki występujące w mięsie.
Purpurowa mioglobina ulega przemianie do czewronobrunatnego miochromogenu
a utlenowana
postać mioglobiny – oksymioglobina ulega przemianie do brunatnej metmioglobiny.
Zmiana smaku i zapachu jest wywołana różnorodnymi reakcjami chemicznymi. W mięsie,
które bogate jest w białko tworzą się znaczne ilości związków smakowych i zapachowych
z deaminacji i dekarboksylacji aminokwasów. Tłuszcze ulegając utlenieniu i dekarboksylacji
również wpływają na zmianę smaku i zapachu.
Zmiany tekstury są wywołane zmianami naturalnych substancji teksturotwórczych, do
których należą przede wszystkim białka. Denaturacja białka i utrata zdolności wiązania wody
powodują kurczenie się i stwardnienie tkanki mięsnej.
Zmiany wartości odżywczej konserw są znaczne i na ogół niekorzystne. Wynikają one przede
wszystkim ze straty aminokwasów i witamin.
Kontrola jakości konserw
Ocenę jakościową gotowego produktu konserw sterylizowanych, pasteryzowanych
i konserw trwałych w temperaturze otoczenia przeprowadza się na podstawie badań
organoleptycznych, fizycznych, chemicznych i mikrobiologicznych.
Badania organoleptyczne konserw polegają na określeniu wyglądu zewnętrznego i barwy
bloku konserwy oraz wyglądu bloku na przekroju, układu i jakości składników konserwy.
Badania fizyczne dotyczą szczelności opakowań, określenia masy zawartości konserwy
w porównaniu z deklarowaną w normie oraz określenia zawartości galarety i wytopionego
tłuszczu w procentach.
Badania chemiczne obejmują ocenę poziomu wielofosforanów (w przeliczeniu na P
2
O
2
w g/kg) oraz poziomu azotynów i azotanów sodu (w przeliczeniu na NaNO
2
). Dotyczą także
oceny zawartości: wody, tłuszczu, białka, soli kuchennej, skrobi oraz oznaczenie liczby
kwasowej i liczby nadtlenkowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Na podstawie uzyskanego wyniku zawartości białka i tłuszczu, oznaczonych analitycznie,
określa się wsad surowców mięsno-tłuszczowych ogółem wg wzoru:
Wsad surowców mięsno-tłuszczowych = (100N/K) + T
gdzie:
−
N – zawartość azotu w%,
−
T – zawartość tłuszczu w %,
−
K – współczynnik wynoszący dla mięsa wieprzowego 3,45, dla mięsa wołowego 3,55
i dla mięsa innych zwierząt 3,30.
Również na podstawie oznaczonych analitycznie zawartości białka i tłuszczu oblicza się
wskaźnik PFF wg wzoru:
B–B
dod
PPF =
100–T
x 100
gdzie:
−
B – zawartość białka w %,
−
B
dod
– zawartość białka dodanego w %,
−
T – zawartość tłuszczu w %.
Wskaźnik PFF jest wyróżnikiem jakościowym oznaczającym procentową zawartość białka
w masie beztłuszczowej gotowego wyrobu.
Zakres badań mikrobiologicznych konserw podany jest w tabeli.
Tabela 1. Program badań mikrobiologicznych konserw [12, s. 289].
Badanie cechy
Konserwy
sterylizowane
i konserwy trwałe
w temp. otoczenia
Konserwy
pasteryzowane
Próba termostatowa
Pałeczki z grupy E. coli
Beztlenowe laseczki przetrwalnikujące
Bakterie tlenowe przetrwalnikujące
Drobnoustroje proteolityczne
Enterokoki
Ogólna liczba drobnoustrojów tlenowych mezofilnych
tak
tak
tak
tak
nie
nie
nie
tak
tak
tak
nie
tak
tak
tak
tak – badanie wykonuje się; nie – nie bada się
W celu sprawdzenia całego toku produkcji konserw wykonuje się badanie trwałości konserw
metodą termostatową. Polega ona na inkubacji konserw w cieplarce w temperaturze:
−
nie niższej niż 37
°
C przez 7 dni dla konserw sterylizowanych o masie brutto nie większej
niż 1kg,
−
nie niższej niż 35
°
C przez 10 dni dla konserw sterylizowanych o masie brutto większej
niż 1kg,
−
37
°
C ± 1º przez 3 dni dla konserw pasteryzowanych, (jeżeli w umowie z odbiorcą nie
przewidziano inaczej).
Jeżeli w konserwie stwierdzono: bombaż, niezestalenie się, (gdy zestalenie się jest określone
normą) lub wyciek, to wynik badania termostatowego określa się jako dodatni. Konserwę,
w której nie stwierdzono żadnej z wymienionych wad, określa się wynikiem ujemnym
badania termostatowego.
W przypadku konserw sterylizowanych, jeżeli chociaż jedna konserwa uzyskała wynik
dodatni, należy przeprowadzić powtórne badania termostatowe. Jeżeli podczas powtórnego
badania, chociaż jedna konserwa uzyskała wynik dodatni, to partię konserw należy uznać za
niezgodną z wymaganiami w zakresie trwałości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Przyczyny i objawy psucia się konserw
Obróbka cieplna nie chroni konserw przed zepsuciem na czas nieograniczony, gdyż nie
doprowadza do uzyskania całkowitej jałowości produktu. Prawidłowo wyprodukowane i nie
zepsute konserwy mają lekko wklęsłe wieczka i denka, a puszki kształtowe dodatkowo
powinny wykazywać wklęśnięcia trzech bocznych powierzchni płaszcza puszki. Wklęsłość ta
jest wynikiem zmniejszonego ciśnienia wewnątrz puszki i świadczy o dobrze
przeprowadzonej ewakuacji.
Jeżeli wewnątrz puszki z jakichkolwiek powodów powstaje nadmierne ciśnienie, wówczas
wieczka i denka, a nawet boczne płaszczyzny puszek, wybrzuszają się i tworzy się tzw.
bombaż.
Zjawisku psucia się konserw nie zawsze towarzyszy zmiana wyglądu opakowania. Może
wystąpić również tzw. bombaż płaski, przy którym opakowanie jest niezmienione,
a zawartość puszki jest zepsuta. Zjawisko to występuje w przypadku nieszczelności
opakowań, kiedy gazy powstające w procesie psucia się konserwy mają swobodne ujście lub,
kiedy psucie się zawartości puszki występuje bez udziału drobnoustrojów gazotwórczych.
Stopień zepsucia się konserw może być różnorodny. Może on spowodować, że jedne
konserwy będą zupełnie niezdatne do spożycia, gdyż mogą wywoływać zatrucia pokarmowe.
W innych konserwach pogorszeniu ulegnie tylko jakość i wygląd zewnętrzny, ale nie będzie
to powodem do wyeliminowania konserwy z przekazania do spożycia.
W zależności od przyczyn powstawania rozróżnia się trzy rodzaje bombaży:
1. Fizyczny – powstaje w czasie obróbki cieplnej konserw i jest spowodowany
odkształceniem się wieczek, denek lub płaszczyzny bocznej puszek na skutek działania
wysokiej temperatury. Jest to zjawisko pozorne i przejściowe, stąd określane jest również
mianem bombażu pozornego. Puszki, w których wieczka i denka po sterylizacji są
wybrzuszone, a po schłodzeniu wracają do normalnego wklęsłego kształtu, uznawane są
za dobre i szczelnie zamknięte.
Zmiana kształtu puszek może nastąpić również wskutek nadmiernego wypełnienia
puszek treścią. Przyczyną tego rodzaju bombażu pozornego może być źle obliczony wsad
mięsa w stosunku do wymiarów puszki czy też niedokładne wykonanie czynności
ważenia – jest to tzw. bombaż techniczny.
Bombaż fizyczny może wystąpić również w przypadku zamarznięcia konserw, gdyż
woda zawarta w tkance mięsnej zamarzając rozszerza się i powoduje wybrzuszenie
wieczek.
Jeżeli wybrzuszone denko puszki daje się wgnieść palcami do środka i nie odskakuje
z powrotem lub pod naciskiem palca wydaje suchy dźwięk i zanim odskoczy pozostaje
przez chwilę wciśnięte do środka – konserwę można uznać za dobrą. Bombaż fizyczny
nie dyskwalifikuje, bowiem konserw pod względem jakościowym, świadczy jednak
o nieprawidłowościach procesu produkcyjnego i pogarsza estetykę konserwy.
2. Mikrobiologiczny – świadczy o działalności życiowej drobnoustrojów, w związku,
z czym tworzą się w puszce znaczne ilości gazów: dwutlenku węgla (CO
2
)
i siarkowodoru
(H
2
S).
Powstanie
bombażu
mikrobiologicznego
ś
wiadczy
o zaniedbaniach sanitarno-higienicznych w produkcji i dużym zakażeniu produktu
drobnoustrojami. Konserwy z bombażem mikrobiologicznym nie nadają się do spożycia.
Podobnie nie mogą być spożywane konserwy ze zmianami mikrobiologicznymi, przy
których nie występuje widoczny bombaż.
3. Chemiczny – jest wynikiem procesów natury chemicznej bez udziału drobnoustrojów.
Wywołany jest on wzajemnym oddziaływania na siebie puszki i jej zawartości.
Oddziaływanie to prowadzi do powstania zmian jakości i wytwarzania gazów (głównie
wodoru), które wybrzuszają powoli wieczko i denko puszki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
W wyniku długiego składowania konserw występują również w produktach procesy
elektrochemiczne, w wyniku, których do produktu przechodzą pierwiastki metali
ciężkich, takich jak: ołów (Pb), miedź (Cu) i cynk (Zn).
Orzeczenie dotyczące przydatności spożywczej konserw, w których wystąpił bombaż
chemiczny, wydaje laboratorium po zbadaniu konserwy, gdyż może ona wywołać
zatrucie związkami metali.
Systemy jakości w zakładzie przetwórstwa mięsa
W zakładzie przetwórstwa mięsa produkującym konserwy mięsne obowiązują systemy
jakości. Najpierw wdrażane są zasady systemów: Dobra Praktyka Higieniczna (GHP) i Dobra
Praktyka Produkcyjna (GMP). Następnie wdrażany jest system HACCP, który dzięki
wprowadzeniu analizy specyficznych zagrożeń z określeniem środków zapobiegawczych,
umożliwia kontrolę newralgicznych, decydujących o jakości zdrowotnej, punktów w cyklu
technologicznym (CCP), a to z kolei zapewnia wytworzenie bezpiecznego pod względem
zdrowotnym
produktu
spożywczego.
Ś
rodki
zapobiegawcze
są
opracowywane
i wprowadzane, natomiast przyjęte wartości krytyczne w Krytycznych Punktach Kontroli
(CCP) są monitorowane (rejestrowane). Zapewnia to panowanie nad danym procesem
produkcyjnym.
Awarie w produkcji konserw, które można traktować jako CCP, mogą występować z różnych
przyczyn. Może to być:
−
użycie silnie zakażonego surowca mięsnego lub przypraw,
−
użycie żelatyny zawierającej termoodporne proteolityczne drobnoustroje tlenowe
i beztlenowe,
−
brak higieny podczas obróbki mięsa,
−
zbyt wysoka temperatura pomieszczeń chłodniczych, w tym peklowni,
−
zakażenie basenów do peklowania mięsa,
−
zakażenie puszek,
−
zbyt długie „oczekiwanie” puszek z mięsem na obróbkę termiczną w temperaturze
powyżej 10ºC,
−
zbyt krótki czas obróbki termicznej,
−
temperatura obróbki termicznej niższa od zalecanej,
−
zbyt powolne schładzanie puszek,
−
niewłaściwe warunki magazynowania.
Przy produkcji konserw mogą wystąpić następujące zagrożenia:
−
fizyczne,
−
chemiczne,
−
mikrobiologiczne.
Analiza powyższych zagrożeń powinna być szczegółowa i bardzo dokładna. W tym celu
konieczne jest sporządzenie listy zagrożeń i ich opisanie, podanie miejsca powstania
zagrożenia oraz określenie ryzyka związanego z jego wystąpieniem. Następnym etapem jest
sprecyzowanie środków kontroli i opracowanie działań korekcyjnych dla opisanych zagrożeń.
Zagrożenia fizyczne, zależnie od źródła pochodzenia, dzieli się na: ciała obce dostające
się z surowcami (np. piasek, kamienie), ciała obce pochodzące z surowców (np. kości), ciała
obce dostające się do żywności w trakcie procesu przetwórczego (np. z opakowań – szkło,
odłamki metali), ciała obce powstające w wyniku zaniedbań personelu (np. ozdoby, guziki,
włosy) oraz z nieprzestrzegania zasad systemów jakości GHP i GMP.
Podstawowym zagrożeniem chemicznym w produkcji konserw są środki peklujące
dodawane podczas peklowania. Istotna jest ilość dodawanej substancji peklującej i sposób
sporządzania mieszanki peklującej. Mieszanka peklująca zawiera w swoim składzie azotyn
sodu NaNO
2
(E250), który w większym stężeniu jest silną trucizną. Stosowanie większej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
dawki niż dopuszczalna może, więc stanowić zagrożenie dla zdrowia konsumenta. Jednak
zbyt mały dodatek substancji peklującej jest również niekorzystny, ponieważ NaNO
2
chroni
przed zatruciem jadem kiełbasianym.
Z powyższych względów peklowanie traktowane jest
jako krytyczny punkt kontrolny. Oprócz zawartości NaNO
2
czynnikami działającymi na
produkt jest sól, azotany oraz pH. Czynniki te mogą wzajemnie wzmagać swoje działanie. Do
zagrożeń chemicznych przy produkcji konserw zalicza się również pozostałości środków
myjących używanych do mycia opakowań.
Zagrożenia mikrobiologiczne występujące w procesie produkcji konserw można
podzielić na prowadzące do powstawania wad produktu oraz stwarzające ryzyko zdrowotne
dla konsumenta. Zatrucia pokarmowe mogą być spowodowane przez: Clostridium botulinum,
Salmonella, Staphylococcus aureus, Listeria monocytogenes i patogenna Escherichia coli.
Szczególne znaczenie w produkcji konserw ma utrzymanie właściwej higieny produkcji.
Jeżeli warunki higieny podczas produkcji nie są przestrzegane, liczba drobnoustrojów
znacznie wzrasta.
Ź
ródłem zakażenia drobnoustrojami może być personel oraz używane narzędzia, sprzęt
i maszyny. Wzrost drobnoustrojów oraz zmiany w składzie mikroflory mogą być również
spowodowane nie zachowaniem zadanych wartości temperatury, szczególnie podczas
pasteryzacji i sterylizacji konserw.
Magazynowanie konserw
Konserwy pasteryzowane magazynuje się w pomieszczeniu chłodzonym w temperaturze
2–6ºC i wilgotności względnej powietrza 85%. Natomiast konserwy sterylizowane magazynuje
się w temperaturze 2–15ºC i wilgotności względnej 85%. Kontrola warunków magazynowania
powinna być prowadzona na bieżąco i codziennie. Parametry magazynowania stanowią jeden
z krytycznych punktów kontrolnych (CCP) i są monitorowane.
W magazynie konserw niekorzystne są gwałtowne zmiany temperatury. Zmiany
temperatury trwające przez dłuższy czas sprzyjają rozwojowi drobnoustrojów, które nie
zostały zniszczone podczas obróbki cieplnej. Powodują także skraplanie się na puszkach pary
wodnej zawartej w powietrzu, co może przyczynić się do powstawania korozji na puszkach.
W magazynie razem z konserwami nie wolno magazynować soli, kwasów, saletry, itp.
towarów, które mogłyby spowodować ich uszkodzenie.
Puszki przeznaczone do dłuższego magazynowania pokrywa się cienką warstwą
wazeliny w celu zabezpieczenia przed korozją.
Przy przyjmowaniu konserw do magazynu każdą puszkę poddaje się kontroli, zwracając
uwagę na wady zewnętrzne, jak: rdza, pogięcia, wycieki, niewłaściwe zamknięcie.
Wskazane jest, aby konserwy magazynować partiami, według asortymentów, formatów oraz
kotłów. Konserwy w magazynie układa się w stosy zwężające się ku górze do wysokości
maksymalnie 2 metrów, przy czym pierwsza warstwa układana jest na podkładzie drewnianym.
Stosy muszą być układane w odpowiednich odstępach od ścian i od siebie. Powinny też
umożliwić drogi przejścia dla pracowników magazynu. Każdy stos zaopatruje się w tabliczkę
z informacją o dacie produkcji, nazwie produkcji, nazwie konserwy i liczbie puszek.
Magazyny konserw powinny być czyste, powinny posiadać sprawną wentylację oraz
odpowiednie wyposażenie w sprzęt. Podstawowym wyposażeniem magazynu są: palety lub
podkłady drewniane, pojemniki, wózki transportowe, aparatura kontrolno-pomiarowa, wagi.
Niezbędnym wyposażeniem każdego magazynu jest sprzęt przeciwpożarowy oraz środki
do utrzymania czystości i higieny magazynowania.
Nowoczesne magazyny stosują system komputerowy, który pozwala na szybkie uzyskanie
danych o stanie magazynu oraz ułatwia prowadzenie dokumentacji magazynowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zmiany mikrobiologiczne, biochemiczne i fizykochemiczne zachodzą podczas
pasteryzacji i sterylizacji konserw?
2. Jakie rodzaje badań obejmuje kontrola jakości konserw?
3. Jaki jest cel przeprowadzania próby termostatowej?
4. Jak przeprowadza się próbę termostatową?
5. Jakie są przyczyny psucia się konserw?
6. Czym charakteryzuje się bombaż mikrobiologiczny?
7. Czym charakteryzuje się bombaż fizyczny?
8. Czym charakteryzuje się bombaż chemiczny?
9. Co zapewnia stosowanie systemu jakości HACCP w zakładzie przetwórstwa mięsa?
10. Jakie punkty kontrolne (CCP) występują podczas produkcji konserw?
11. Jakie warunki klimatyczne powinny być zapewnione w magazynie konserw
sterylizowanych i pasteryzowanych?
12. Jakie czynności wykonuje się przy przyjmowaniu konserw do magazynu?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej konserwy sterylizowanej – mielonki wieprzowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.3.1.,
2) zapoznać się z instrukcją dotyczącą badań organoleptycznych konserwy sterylizowanej –
mielonki wieprzowej,
3) zastosować się do poleceń zawartych w instrukcji,
4) zgromadzić na stanowisku pracy sprzęt do przeprowadzenia oceny konserwy
sterylizowanej – mielonki wieprzowej,
5) dokonać oceny zewnętrznej i wewnętrznej powierzchni puszki zgodnie z zaleceniami
zawartymi w instrukcji,
6) dokonać oceny organoleptycznej zawartości konserwy zgodnie z wymaganiami normy,
7) porównać wyniki przeprowadzonej oceny organoleptycznej z wymaganiami normy
jakościowej,
8) wyciągnąć wnioski co do jakości badanej konserwy,
9) zaprezentować wykonane ćwiczenie,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
instrukcja
laboratoryjna
do
wykonania
badania
organoleptycznego
konserwy
sterylizowanej,
−
norma jakościowa dla konserw sterylizowanych,
−
konserwa sterylizowana – mielonka wieprzowa,
−
sprzęt: lupa, drewniana pałeczka, naczynie z gorącą wodą o temperaturze ok. 100ºC, nóż,
deska, otwieracz do konserw, środki myjące,
−
literatura pkt. 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 2
Przygotowując konserwę do wysyłki w magazynie wyrobów gotowych, dokonaj kontroli
jakości konserwy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem zawartym w pkt. 4.3.1.,
2) sprawdzić poprzez oględziny wygląd zewnętrzny puszki w celu stwierdzenia
ewentualnych wad (wyciek zawartości, nieszczelność, bombaż, wżery rdzy itp.),
3) ustalić masę brutto konserwy,
4) ustalić masę netto konserwy,
5) ocenić organoleptycznie wygląd zewnętrzny bloku konserwy,
6) ocenić organoleptycznie blok konserwy na przekroju,
7) porównać otrzymane wyniki z wymaganiami norm jakościowych,
8) wyciągnąć wnioski co do jakości konserwy,
9) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
konserwa,
−
waga,
−
sprzęt do oceny organoleptycznej konserwy,
−
normy jakościowe konserw,
−
literatura pkt. 6.
Ćwiczenie 3
Dokonaj analizy zagrożeń zdrowotnych w produkcji konserw sterylizowanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać materiał zawartym w pkt. 4.3.1.,
2) wymienić zagrożenia zdrowotne, jakie mogą wystąpić przy produkcji konserw
sterylizowanych,
3) przeanalizować kolejne etapy produkcji konserw sterylizowanych, pod kątem możliwych
zagrożeń fizycznych, chemicznych i biologicznych,
4) wypełnić tabelę przypisując poszczególnym etapom technologicznym odpowiedni rodzaj
zagrożenia zdrowotnego,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Rodzaj zagrożenia zdrowotnego
Etapy
technologiczne
produkcji konserw
sterylizowanych
fizyczne
chemiczne
biologiczne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
materiały i przybory do pisania,
−
film dydaktyczny przedstawiający etapy produkcji konserw sterylizowanych,
−
instrukcje stanowiskowe HACCP dotyczące produkcji konserw sterylizowanych,
−
schemat technologiczny produkcji konserw sterylizowanych,
−
literatura pkt. 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) ocenić jakość wyprodukowanych konserw?
2) określić wpływ obróbki cieplnej konserw na ich jakość, trwałość,
cechy organoleptyczne i wartość odżywczą?
3) wymienić przyczyny i objawy psucia się konserw?
4) scharakteryzować objawy psucia się konserw?
5) ocenić skuteczność wyjaławiania konserw?
6) wskazać zagrożenia zdrowotne mogące wystąpić w produkcji
konserw?
7) zastosować zasady GMP, GHP i HACCP podczas produkcji
konserw?
8) określić zasady przechowywania konserw?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących produkowania konserw.
5. Wszystkie zadania są wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
7. W zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
10. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Obróbka termiczna konserw, której celem jest zniszczenie przetrwalników i form
wegetatywnych drobnoustrojów to
a) sterylizacja.
b) pasteryzacja.
c) gotowanie.
d) pieczenie.
2. Sterylizację konserw należy prowadzić w temperaturze
a) 118–121
°
C.
b) 100–108
°
C.
c) 92–98
°
C
d) 80–90
°
C.
3. System, który identyfikuje, ocenia i kontroluje zagrożenia istotne dla bezpieczeństwa
zdrowotnego żywności to
a) Dobra Praktyka Produkcyjna – GMP.
b) Dobra Praktyka Higieniczna – GHP.
c) Dobra Praktyka Laboratoryjna – GLP.
d) Analiza Zagrożeń i Kontrola Punktów Krytycznych – HACCP.
4. Mięso do produkcji konserw powinno być użyte do produkcji
a) bezpośrednio po uboju.
b) przed procesem dojrzewania.
c) po zmianach endogennych.
d) po zamianach egzogennych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
5. Opakowaniami zbiorczymi dla konserw są
a) kartony.
b) puszki.
c) słoiki.
d) folie wielowarstwowe.
6. Operacje – rozdrobnienie wstępne mięs, peklowanie, rozdrabnianie ostateczne, mieszanie
i dodatek przypraw – to etapy obróbki wstępnej dla konserwy
a) szynki pasteryzowanej.
b) łopatki konserwowej.
c) gulaszu angielskiego.
d) golonki prasowanej.
7. Konserwy, w skład, których wchodzą głównie zwierzęce surowce tłuszczowe oraz
ewentualnie surowce mięsne i surowce uzupełniające nazywamy
a) typu „pasztet”.
b) podrobowymi.
c) tłuszczowymi.
d) blokowymi.
8. Linię do produkcji konserw sterylizowanych tworzą kolejno urządzenia
a) kuter, mieszarka, autoklaw, zamykarka.
b) napełniarka, masownica, kuter, zamykarka.
c) nastrzykiwarka, zamykarka, autoklaw, etykieciarka.
d) wilk, napełniarka, zamykarka, autoklaw.
9. Puszka typu pullman ma kształt
a) sześcianu.
b) prostopadłościanu.
c) cylindra.
d) mandoliny.
10. Bęben ewakuacyjny stosowany jest do
a) kodowania wieczek.
b) litografowania wieczek.
c) odpowietrzania puszek.
d) transportu puszek.
11. Wybrzuszone denko puszki, które daje się wgnieść palcami do środka i nie odskakuje
z powrotem świadczy o powstaniu bombażu
a) mechanicznego.
b) fizycznego.
c) chemicznego.
d) mikrobiologicznego.
12. Przeprowadzenie próby termostatowej ma na celu
a) określenie zawartości wytopionego tłuszczu.
b) określenie wsadu surowców mięsno-tłuszczowych
c) sprawdzenie szczelności opakowań.
d) ocenę skuteczności wyjałowienia konserwy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
13. Przyczyną powstania bombażu chemicznego może być
a) wzajemne oddziaływanie na siebie puszki i jej zawartości.
b) zaniedbanie sanitarno-higieniczne w produkcji.
c) niewłaściwa praca zamykarki.
d) przeładowanie puszki wsadem.
14. Ocenę wyglądu bloku konserwy na przekroju dokonuje się podczas badania
a) fizycznego.
b) organoleptycznego.
c) chemicznego.
d) mikrobiologicznego.
15. Rolki wstępne zawijające i rolki wykończeniowe dociskające są elementami budowy
urządzenia
a) kodownicy wieczek.
b) etykiciarki puszek.
c) zamykarki automatycznej.
d) kotła do pasteryzacji.
16. W autoklawie przeciwciśnieniowym, po skończonej sterylizacji, chłodzenie konserw
przeprowadza się pod ciśnieniem
a) równym ciśnieniu atmosferycznemu.
b) wyższym niż proces sterylizacji.
c) takim samym jak proces sterylizacji.
d) niższym niż proces sterylizacji.
17. Umieszczany na wieczku puszki kod powinien zawierać informacje:
a) rodzaj konserwy, datę produkcji, numer zakładu i numer kotła.
b) nazwę i masę netto konserwy, okres trwałości, numer serii.
c) skład surowcowy, masę brutto, numer zakładu i numer kotła.
d) skład surowcowy, masę brutto, datę produkcji, warunki przechowywania.
18. Aby zachować trwałość konserw pasteryzowanych przez 6 miesięcy, należy
w pomieszczeniu zapewnić wilgotność względną powietrza 75–80% oraz temperaturę
a) 13–18
°
C.
b) 5–12
°
C.
c) 0–6
°
C.
d) -4–0
°
C.
19. Aby zastosować zasady higieny produkcji, puszki przed napełnieniem należy
a) umyć w wodzie, wysuszyć i natłuścić.
b) wysterylizować, polakierować i wysuszyć.
c) moczyć w chloraminie, umyć wodą i wysuszyć.
d) umyć w gorącej wodzie, wysterylizować i wysuszyć.
20. Charakterystyczną cechą produkcji prezerw jest
a) brak obróbki cieplnej produktu zamkniętego w puszce.
b) przeprowadzenie dwukrotnej sterylizacji produktu.
c) zastosowanie podczas obróbki cieplnej zwiększonego ciśnienia.
d) przeprowadzenie trzykrotnej pasteryzacji produktu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Produkowanie konserw
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
6. LITERATURA
1. Brochowski L.: Technologia przetwórstwa mięsnego. WSiP, Warszawa 1995
2. Chuchlowa J.: Materiały pomocnicze i dodatki do żywności. WSiP, Warszawa 1996
3. Dąbrowski A.: Podstawy techniki w przemyśle spożywczym. WSiP, Warszawa 1999
4. Dłużewski M. (red): Technologia żywności cz. 4. Praca zbiorowa. WSiP, Warszawa 2001
5. Kładź F.: Rzeźnictwo i wędliniarstwo. Śląski Cech Rzeźników i Wędliniarzy
w Katowicach, 1999
6. Kołożyn-Krajewska D.: Higiena produkcji żywności. Wydawnictwo SGGW, Warszawa 2001
7. Kołożyn-Krajewska D., Sikora T.: HACCP. Koncepcja i system zapewnienia jakości
bezpieczeństwa zdrowotnego żywności. SIT SpożNOT, Warszawa 1999
8. Królak A.: Techniki przetwórstwa mięsa, Hortpress Sp.z.o.o., Warszawa 2003
9. Lewicki P. (red): Inżynieria procesowa i aparatura przemysłu spożywczego. WNT,
Warszawa 1999
10. Maciejewski W.: Surowce dla przetwórstwa mięsnego. WSiP, Warszawa 1993
11. Maciejewski W.: Aparatura i urządzenia techniczne w przetwórstwie mięsnym. WSiP,
Warszawa 1994
12. Niemierko B.: Ocenianie szkolne bez tajemnic. WSiP, Warszawa 2002
13. Olszewski A.: Technologia Przetwórstwa mięsa. WNT, Warszawa 2002
14. Pezacki W.: Technologia mięsa. WNT, Warszawa 1981
15. Simpson A., Kubicki M.: Ochrona środowiska w przemyśle mięsnym. FAPA, Warszawa 1998
16. Wciślińska B.: Technologia produkcji wędlin. Polskie Wydawnictwo Fachowe,
Warszawa 1999
17. Zestawy norm dotyczących mięsa i jego przetworów
18. Ustawa o warunkach zdrowotnych żywności i żywienia z 11 maja 2001 r. (Dz. U. z 2005 r..
Nr 31, poz. 265 z późn. zm.
19. Czasopisma specjalistyczne: Gospodarka Mięsna, Mięso i Wędliny, Przemysł Spożywczy
Wyszukiwarka
Podobne podstrony:
17 Produkowanie konserw
13 Produkowanie kielbasid 14752 Nieznany
produkcja zwierzeca poradnik201 Nieznany
17 Rozwijanie sprawnosci pisani Nieznany (2)
17 Maszynowe pozyskiwanie eleme Nieznany
Notatki 03 PRODUKT id 322319 Nieznany
17 rozdzial 16 fq3zy7m2bu2oan6t Nieznany (2)
17 Zarzadzanie wiedzaid 17376 Nieznany (2)
higiena produkcji 8 id 201603 Nieznany
proces produkcji hustawki drewn Nieznany
Motul Produkty Osobowe Silnik S Nieznany
Cw 6 Andro IV konserwacja nasie Nieznany
17 Zarzadzanie gospodarstwem ro Nieznany (2)
09 Uzytkowanie i konserwacja ma Nieznany (2)
17 Zastosowanie przepisow prawa Nieznany (2)
17 Prowadzenie dzialalnosci gos Nieznany
17 Wielki prorokid 17363 Nieznany (2)
biuletyn mrr nr 17 317 id 89427 Nieznany (2)
16 Produkowanie tluszczow topio Nieznany
więcej podobnych podstron