„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janina Żurek
Wykonywanie międzyoperacyjnej kontroli produkcji
wyrobów skórzanych.
311[35].Z3.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Tadeusz Sadowski
mgr inż. Jan Skiba
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[35].Z3.05,
,,Wykonywanie międzyoperacyjnej kontroli produkcji wyrobów skórzanych", zawartego
w modułowym programie nauczania dla zawodu technik technologii wyrobów skórzanych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Kontrola międzyoperacyjna
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Sposoby oceny jakości półproduktów
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
18
5. Sprawdzian osiągnięć
19
6. Literatura
23

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy na temat wykonywania
międzyoperacyjnej kontroli produkcji wyrobów skórzanych ze szczególnym uwzględnieniem
sposobu wykonywania kontroli międzyoperacyjnej organoleptycznej i laboratoryjnej oraz
posługiwania się dokumentacją techniczną podczas kontroli międzyoperacyjnej w fazie
produkcji wyrobów skórzanych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej.
3. Materiał nauczania umożliwiający Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów.
4. Pytania sprawdzające wiedzę potrzebą do wykonania ćwiczeń.
5. Ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych oraz sprawdzenie
wiadomości teoretycznych.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności z zakresu całej
jednostki modułowej
8. Wykaz literatury, którą możesz wykorzystać do poszerzenia wiedzy.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Wykonywanie międzyoperacyjnej kontroli produkcji wyrobów
skórzanych, której treści teraz poznasz zapozna Cię ze sposobem przeprowadzania kontroli
międzyoperacyjne organoleptycznej lub laboratoryjnej w fazie produkcji wyrobów
skórzanych.
Bezpieczeństwo i higiena pracy
W czasie pobytu w laboratorium lub na wydziale produkcji musisz przestrzegać
regulaminów, przepisów bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych,
wynikających z rodzaju wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
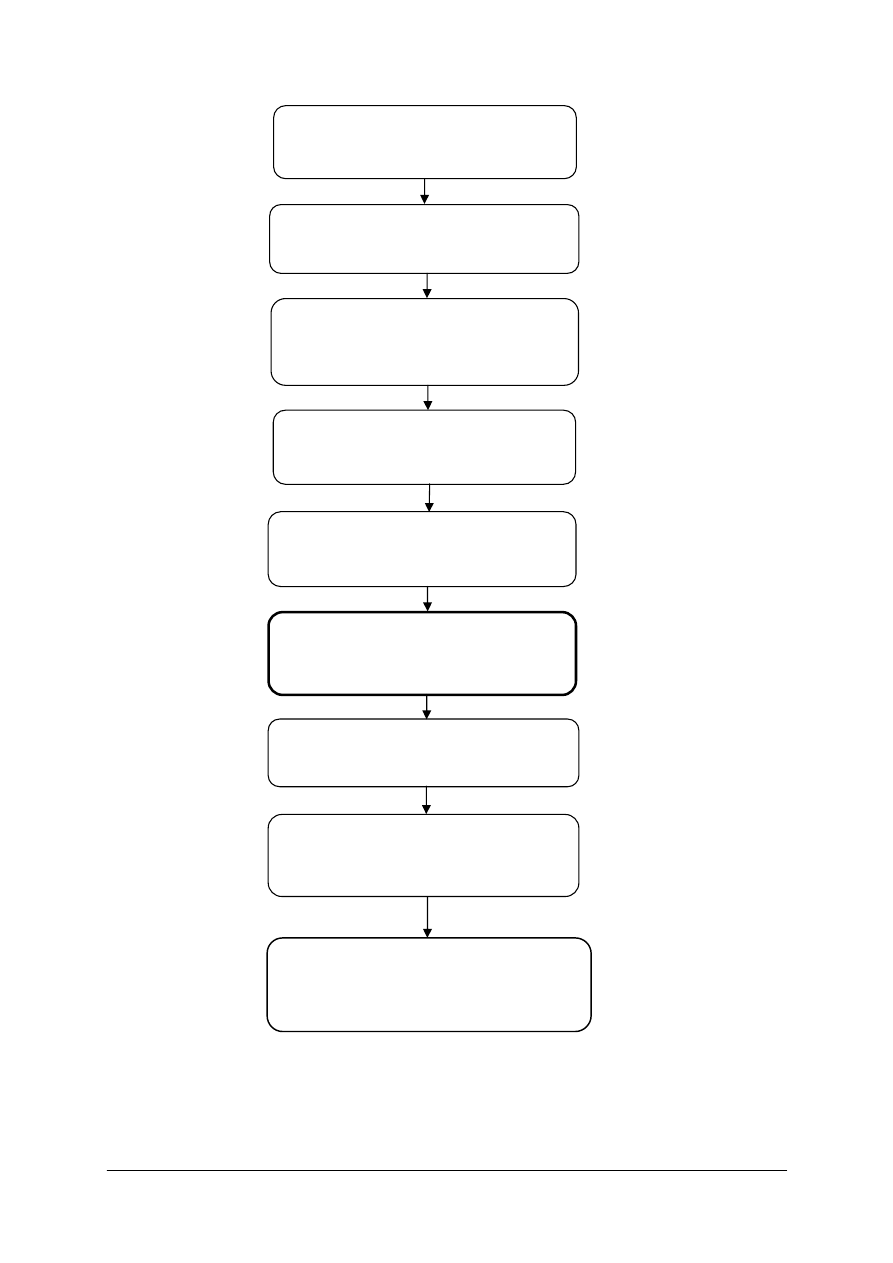
Schemat układu jednostek modułowych
311[35].Z3.07
Przechowywanie i transport wyrobów
skórzanych
311[35].Z3.01
Dokonywanie rozkroju materiałów
311[35].Z3.03
Dokonywanie montażu wyrobów
skórzanych
311[35].Z3.02
Przygotowanie elementów wyrobów
skórzanych do montażu
311[35].Z3.04
Zdobienie i wykończanie wyrobów
skórzanych
311[35].Z3
Technologia wytwarzania wyrobów
skórzanych
311[35].Z3.05
Wykonywanie międzyoperacyjnej
kontroli produkcji wyrobów skórzanych
311[35].Z3.06
Ocenianie jakości wyrobów
311[35].Z3.07
Przechowywanie i transport wyrobów
skórzanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– posługiwać się dokumentacją technologiczną i techniczną stosowaną w procesach kontroli
międzyoperacyjnej,
– stosować podstawowe badania organoleptyczne i oznaczenia laboratoryjne do określania
jakości materiałów podstawowych, pomocniczych i dodatków stosowanych do
wytwarzania wyrobów skórzanych,
– znać podstawowe badania organoleptyczne i laboratoryjne materiałów stosowanych do
wytwarzania wyrobów skórzanych,
– znać podstawowe badania organoleptyczne i laboratoryjne elementów wyrobów
skórzanych,
– znać przyrządy pomiarowe stosowane podczas kontroli międzyoperacyjnej,
– posługiwać się normami branżowymi ,
– posługiwać się przyrządami pomiarowymi stosowanymi podczas kontroli elementów
wyrobów,
– zorganizować stanowisko pracy zgodnie z wymogami ergonomii,
– korzystać z różnych źródeł informacji,
– przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
posłużyć się przyrządami do pomiaru długości, masy, powierzchni, grubości skór oraz
materiałów pomocniczych,
−
wykonać badania organoleptyczne półproduktów i elementów wyrobów,
−
sprawdzić zgodność wytwarzanych wyrobów z normami oraz dokumentacją techniczną
i technologiczną na poszczególnych etapach produkcji,
−
pobrać i przygotować do badań jakościowych elementy składowe, półprodukty i wyroby
skórzane,
−
wykonać badania laboratoryjne elementów składowych i półproduktów zgodnie
z obowiązującymi normami,
−
sporządzić dokumentację przeprowadzonych badań organoleptycznych i laboratoryjnych,
−
zlokalizować i usunąć konstrukcyjne i technologiczne błędy wyrobów,
−
zastosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Kontrola międzyoperacyjna
4.1.1. Materiał nauczania
Usterki uwidocznione w gotowym wyrobie mogą powstać we wszystkich etapach
wytwarzania, począwszy od nieujawnionych wad materiałów w czasie pobierania ich
z magazynu, w czasie rozkroju materiału, a także w czasie montowania. Oceną jakości
półwyrobów i gotowych wyrobów zajmują się pracownicy działu kontroli jakości.
W zakres prac kontroli jakości wchodzą:
−
kontrola wstępna materiałów,
−
kontrola międzyoperacyjna,
−
ocena ostateczna gotowego wyrobu zwana brakowaniem.
Kontrola wstępna materiałów polega na ocenie jakości materiałów podstawowych takich jak:
skóry naturalne, materiały skóropodobne, tkaniny oraz materiałów pomocniczych jak:
tektury, nici, kleje, okucia itp. Materiały te oceniane są najczęściej metodą organoleptyczną.
Przy ocenie każdej dostarczonej do zakładu partii materiałów podstawowych i pomocniczych
należy przestrzegać zgodności materiału z zamówieniem, jakością deklarowaną przez
dostawcę a określaną normami przedmiotowymi oraz zgodności cech charakterystycznych
materiału z wymaganiami technologicznymi i z określonym wzorcem. Zamówienia takie są
składane do działu zaopatrzenia i ustalone pod względem ilościowym i jakościowym.
Potwierdzenie zamówień jest podstawą dla działu kontroli jakości do wymagań jakościowych
dostarczonych materiałów zgodnie z treścią zamówienia. Kontrola wstępna materiałów
podstawowych obejmuje odbiór jakościowy nie tylko skór naturalnych, lecz także tworzyw
skóropodobnych.
Badania odbiorcze obejmują:
−
sprawdzenie asortymentu,
−
cechowanie,
−
zgodność z wymaganiami fizycznymi i chemicznymi.
−
sprawdzenie koloru,
−
kontrola powierzchni,
−
sprawdzenie grubości,
−
kontrolę prawidłowego gatunku.
Odbioru jakościowego skór można dokonywać na zasadzie całkowitej stuprocentowej
kontroli w oparciu o porozumienie między zakładami. Reklamacji podlegają tylko sztuki
wadliwe odrzucone w czasie kontroli.
W produkcji wyrobów skórzanych ilość materiałów pomocniczych jest duża. W pierwszej
kolejności kontrolą są objęte kleje, których jakość decyduje o trwałości łączenia elementów.
Ocena klejów polega na przeprowadzeniu badań laboratoryjnych, do których zaliczamy:
lepkość, suchą pozostałość oraz wytrzymałość na rozwarstwianie. Dla nici szwalnych określa
się w laboratorium wytrzymałość na rozciąganie oraz ich wydłużenie. Ocena nici polega
również na badaniu ich grubości, skrętu czy wybarwienia. Zamki błyskawiczne ocenia się
organoleptycznie kontrolując końcówki i dokładność zamykania się. Okucia, które są
ważnym elementem zdobniczym bada się pod kontem sprawności działania (zamki),
należytego wypolerowania lub odpowiedniego wykończenia czy obecności śladów rdzy.
Tektury galanteryjne bada się pod względem grubości, łamliwości, przeprowadza się próby na
rozwarstwienie itp. W tkaninach bada się jednolitość wybarwienia, trwałość połączenia tkanin

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
sklejanych, kolorystykę tkanin podszewkowych oraz ich przydatność do produkcji
określonego wzoru.
Kontrola jakościowa procesu produkcyjnego jest podstawową działalnością komórki
kontroli jakości i ma decydujący wpływ na ocenę gotowego wyrobu. Obejmuje ona kontrolę
międzyoperacyjną bezpośrednio przy stanowiskach pracy, w końcowych operacjach
poszczególnych etapów produkcji oraz w magazynach podręcznych i przejściowych.
Kontrola międzyoperacyjna jest podstawową formą kontroli ciągłej wszelkich operacji
procesu produkcyjnego. W tej sferze kontrolę sprawują brakarze dwóch podstawowych
działów: rozkroju i montażu. Jednak głównym czynnikiem koordynującym czynności
w poszczególnych operacjach w systemie taśmowym może być każdy pracownik. Dlatego też
wprowadzono samokontrolę pracy własnej i poprzednich czynności. Samokontrola ma na celu
niedopuszczenie w poszczególnych etapach do odchyleń od obowiązujących parametrów i ma
ona charakter ciągły.
Kontrola międzyoperacyjna w fazie rozkroju dotyczy wyciętych elementów. Wycięte
elementy kontroluje się przez porównanie wymiarów elementów z wzornikami kontrolnymi
do rozkroju. Oprócz tego wykrojone elementy kontroluje się pod kątem jednolitości
wybarwienia oraz pod kątem ewentualnych widocznych wad i uszkodzeń powstałych
w czasie rozkroju ręcznego lub mechanicznego. Na tym etapie możemy usunąć element
z widocznymi wadami i w ten sposób nie dopuścić, aby trafił on do następnej fazy produkcji.
Kontrolerzy powinni również dopilnować, aby odpowiednie ilościowo komplety były
w sposób widoczny oznaczone.
Kontrola międzyoperacyjna montażu wyrobów obejmuje wszystkie operacje i czynności
od nanoszenia oznaczeń montażowych, przez ścienianie, nanoszenie kleju, naklejanie
usztywnień, szycie, okuwanie, aż do wykończania włącznie. Szczegółowe wymagania w tej
fazie wytwarzania określa dokumentacja technologiczna dla danego wzoru wyrobu.
Kontrola międzyoperacyjna montażu dotyczy:
−
doboru i jakości klejów,
−
stosowania elementów o odpowiedniej grubości, barwie,
−
prawidłowości nanoszenia kleju,
−
parametrów ścieniania,
−
wykonania barwienia i zawinięcia,
−
stosowania odpowiedniego rodzaju ściegu, jego długości, ułożenia i odległości od brzegu,
−
doboru grubości nici i igieł,
−
łączenia części składowych w gotowy wyrób,
−
kontroli jakości stosowanych materiałów pomocniczych np. nitów, oczek, nici, tektur itp.,
−
mocowania okuć,
−
stanu i przydatności narzędzi do pracy.
W kontroli wykończenia należy podkreślić konieczność usuwania końcówek nici, plam,
resztek kleju oraz retuszowania skaz i zadrapań. Dokładne i estetyczne wykończenie wyrobu
decyduje o ostatecznym wyglądzie wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaką rolę pełni kontrola jakości w fazie rozkroju?
2. Jaką rolę pełni kontrola w fazie montażu?
3. Co jest celem kontroli jakości?
4. Co wchodzi w zakres kontroli jakości?
5. Jakie przyrządy pomiarowe stosowane są w kontroli międzyoperacyjnej ?
6. Na czym polega samokontrola w zakładzie produkcyjnym?
7. Czego dotyczy kontrola jakości w pracach wykończeniowych wyrobu?
8. Dlaczego kontrolerowi jakości potrzebna jest dokumentacja techniczno- technologiczna?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj oceny organoleptycznej jakości elementów w fazie rozkroju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rozdziałem materiału nauczania,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) dokonać oceny jakości elementów,
5) zapisać w dzienniczku praktyk stwierdzone błędy.
6) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
–
komplety elementów,
–
linijka,
–
cyrkiel,
–
wzorniki do rozkroju,
–
dokumentacja techniczno-technologiczna,
–
przybory do pisania,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.
Ćwiczenie 2
Opisz na czym polega samokontrola w zakładzie produkcyjnym i kto ją wykonuje.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rozdziałem materiału nauczania,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) opisać na czym polega samokontrola,
5) podzielić się swoimi wiadomościami z innymi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wyposażenie stanowiska pracy:
–
dzienniczek praktyk,
–
przybory do pisania ,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić przyrządy pomiarowe stosowane w kontroli?
¨
¨
2) wskazać zadania kontroli jakości w fazie rozkroju?
¨
¨
3) wskazać zadania kontroli jakości w fazie montażu wyrobów?
¨
¨
4) wymienić zadania kontroli jakości w fazie wykończenia?
¨
¨
5) określić pojęcie samokontroli?
¨
¨
6) dokonać kontroli w fazie rozkroju?
¨
¨
7) dokonać kontroli w fazie montażu?
¨
¨
8) dokonać kontroli w fazie wykończenia?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Sposoby oceny jakości półproduktów
4.2.1. Materiał nauczania
W praktyce stosowane są dwie metody oceny jakości: organoleptyczna i laboratoryjna.
W fazie montażu najczęściej będzie wykorzystywana metoda organoleptyczna oceny jakości
półproduktów. Metoda ta polega na sprawdzeniu za pomocą zmysłów: wzroku, dotyku,
powonienia itp., oraz przyrządów pomiarowych jakości półproduktu.
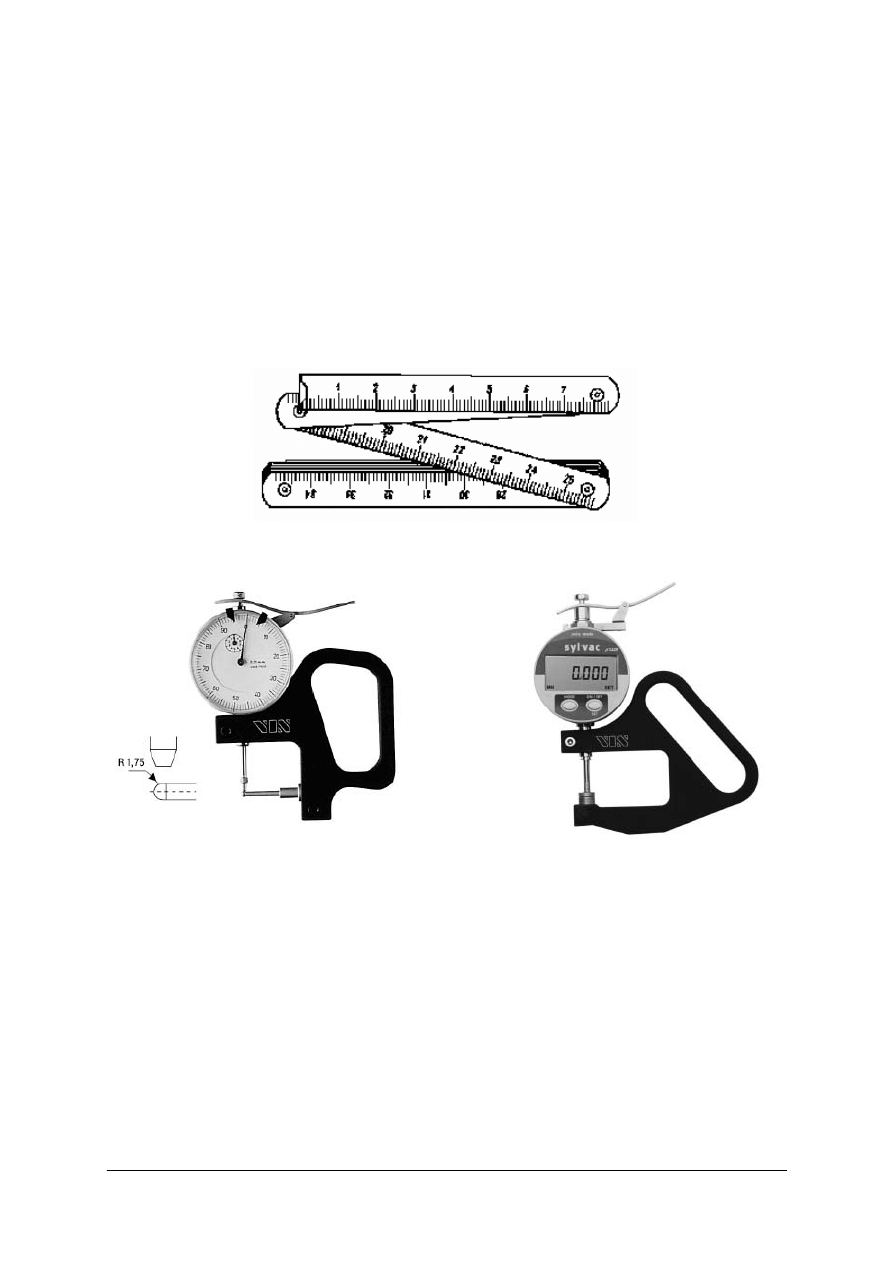
Te proste przyrządy stosowane w metodzie organoleptycznej to:
Rys. 1.Linijka - do sprawdzenia wymiarów elementów czy długości ściegu [2, s. 31]
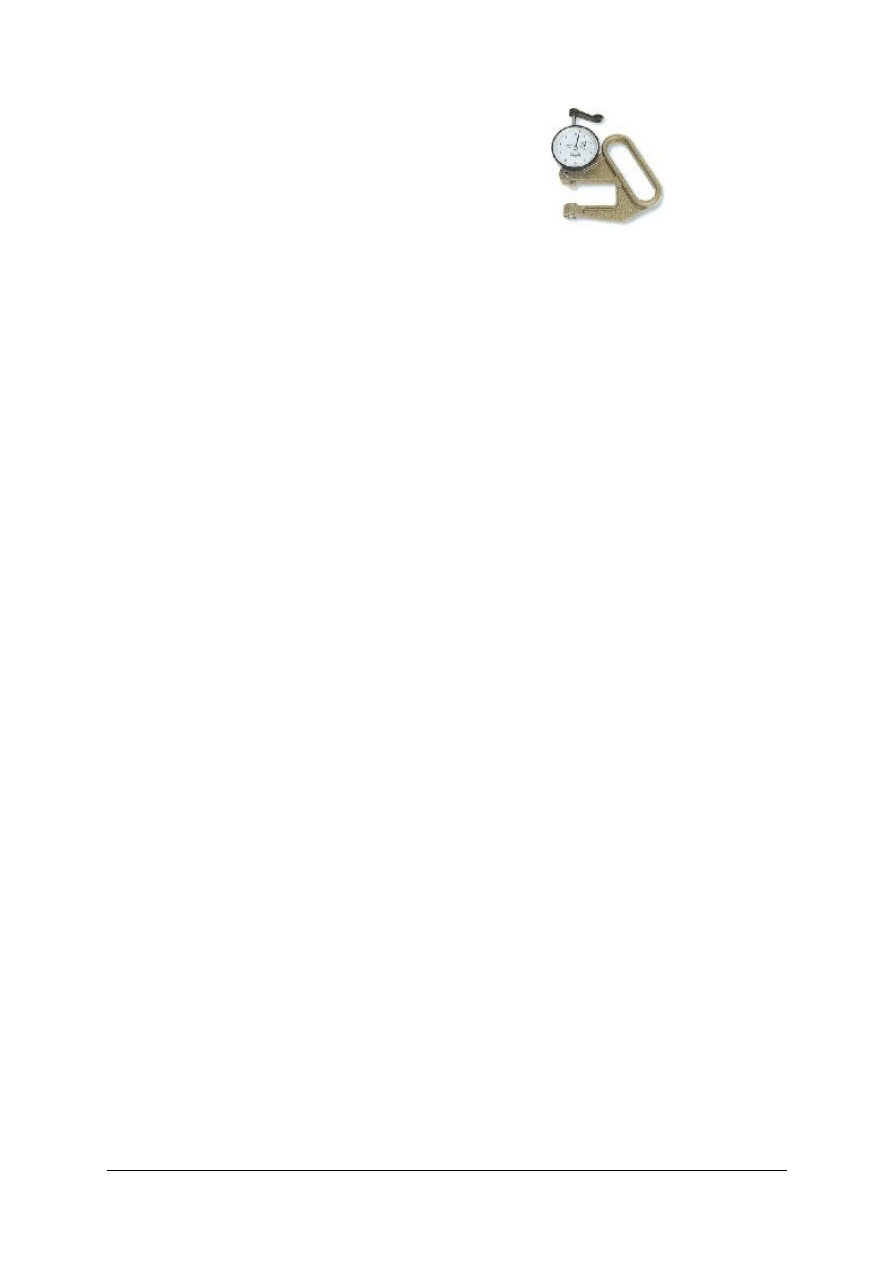
Rys. 2. Grubościomierz( różne modele) -do mierzenia grubości elementów wyrobów,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
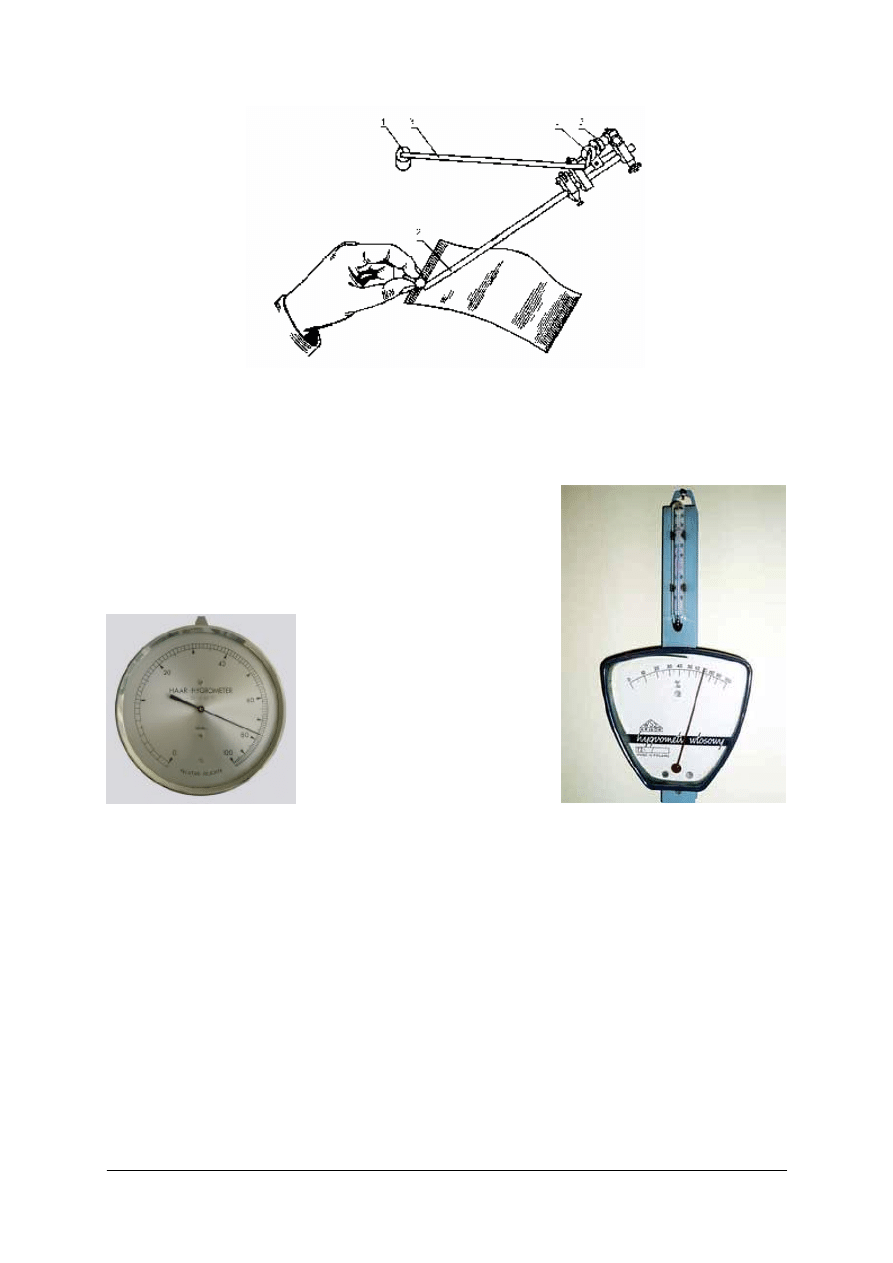
Rys. 3. Planimetr – do sprawdzenia wyciętych elementów, 1 – mechanizm licznika, 2 – ramię wiodące, 3 –
ramię biegunowe, 4 – ciężarek, 5 – koło sumujące. [2, s. 33]
Rys. 4. Higrometry (różne modele) – do mierzenia wilgotności np. w magazynie podręcznym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 5. Termometr – do mierzenia temperatury w pomieszczeniu produkcyjnym
,
Areometr – przyrząd do mierzenia gęstości kleju.
Zgodność stwierdzonych parametrów w ocenie organoleptycznej kontroler jakości
porównuje z dokumentacją techniczno- technologiczną.
W celu uniknięcia błędów konstrukcyjnych i technologicznych przy dużej produkcji
wskazane jest wykonanie próbnej serii danego wyrobu. Dzięki temu zlokalizujemy i w porę
usuniemy ewentualne błędy konstrukcyjne i technologiczne. Pozwoli to na uniknięcie strat
materiałowych i ekonomicznych.
W kontroli międzyoperacyjnej do badań laboratoryjnych, które będą wskazane do oceny
jakości półproduktów między innymi należą:
−
oznaczenie siły rozdzierania szwu imitującego szycie,
−
oznaczenie wytrzymałości spoiny klejowej na ścinanie,
−
oznaczanie spoiny klejowej na rozwarstwienie.
Próbki do badań laboratoryjnych należy pobrać i przygotować zgodnie z BN-76/7773-01/03.
Wytrzymałość na rozdzieranie przeprowadza się na zrywarce, określając siłę potrzebną
do rozerwania szwu imitującego szycie. Pomiar przeprowadza się w ten sposób, że przez dwa
otwory w próbce przeciąga się zgięty drut, a końce drutu przymocowuje się w dolnym
uchwycie zrywarki, natomiast w górnym uchwycie drugi koniec próbki. Wynik wskazuje
tarcza zrywarki w momencie zerwania próbki. Dla tworzyw poromerycznych wartość ta
wynosi od 3-6 daN, a dla skór miękkich od 4-10 daN.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
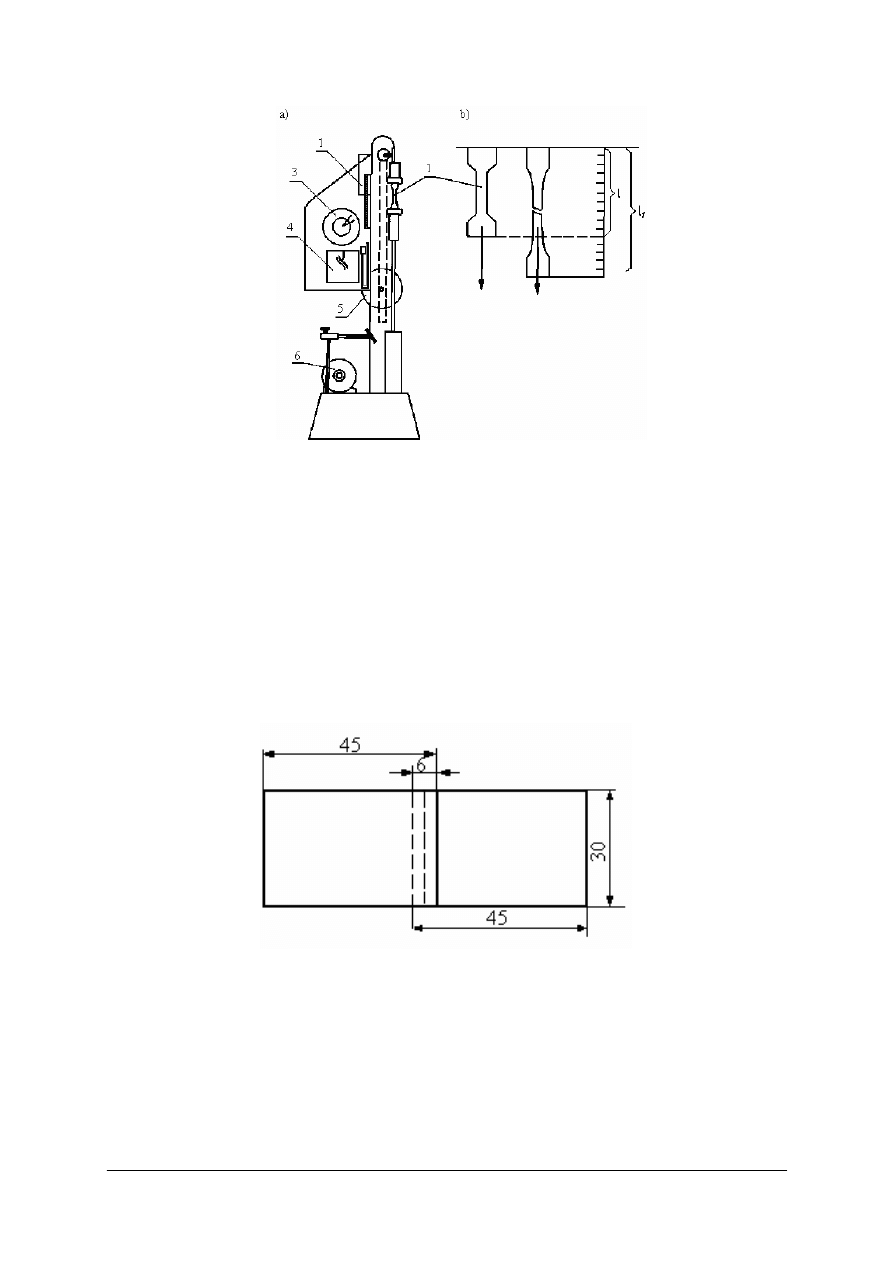
Rys. 6. Dynamometr (zrywarka) do mierzenia wytrzymałości na rozciąganie i wydłużenie skór, materiałów
skóropodobnych i innych: a) przyrząd, b) schemat działania [7, s. 99]
1 – skala do odczytywania wydłużeń, 2 – próbka skóry,
3 – skala do odczytywania wytrzymałości na rozciąganie,
4 – skala do określania rozciągliwości,
5 – obciążnik dźwigni, 6 - silnik.
Wytrzymałość szwu na rozerwanie
Próbki do tego oznaczenia przygotowywane są na dwa sposoby, do wykonania badania
wytrzymałości szwu na ścinanie i rozwarstwienie.
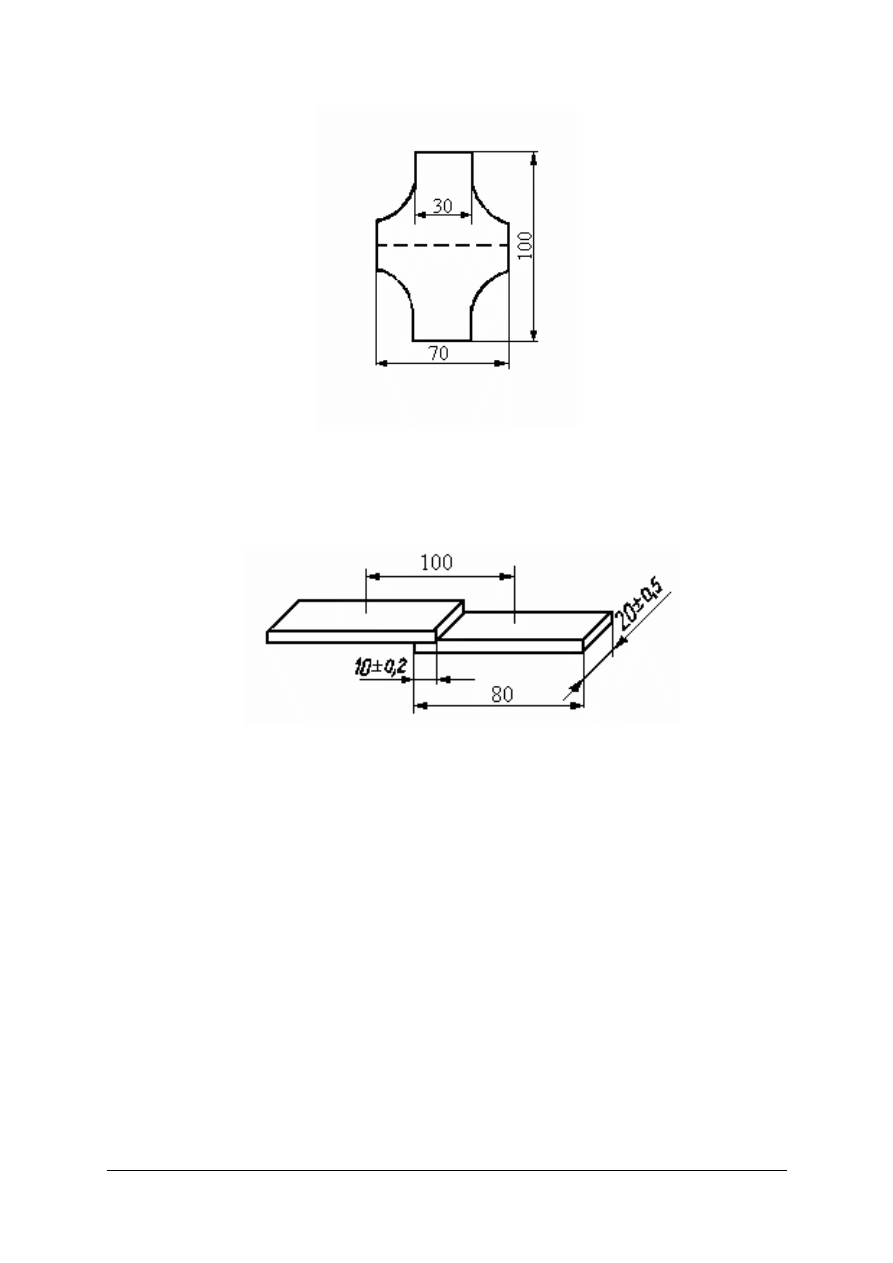
Próbkę o określonych wymiarach do oznaczenia wytrzymałości szwu na ścinanie wycina się
z odpowiedniego miejsca wyrobu.
Rys. 7. Próbka do oznaczania wytrzymałości szwu na ścinanie [9, s. 183]
Oznaczenie będzie polegało na oznaczeniu siły zrywającej nitkę, w tym celu próbkę
należy umieścić w uchwytach zrywarki i poddać działaniu siły. Oznaczenie prowadzić do
momentu rozerwania nitki. Wynik wskazuje tarcza zrywarki w momencie zerwania próbki.
Oznaczenie wytrzymałości szwu na rozwarstwienie wykonywane będzie identycznie jak
oznaczenie szwu na ścinanie z tym, że próbki będą inaczej przygotowane(zszyte).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
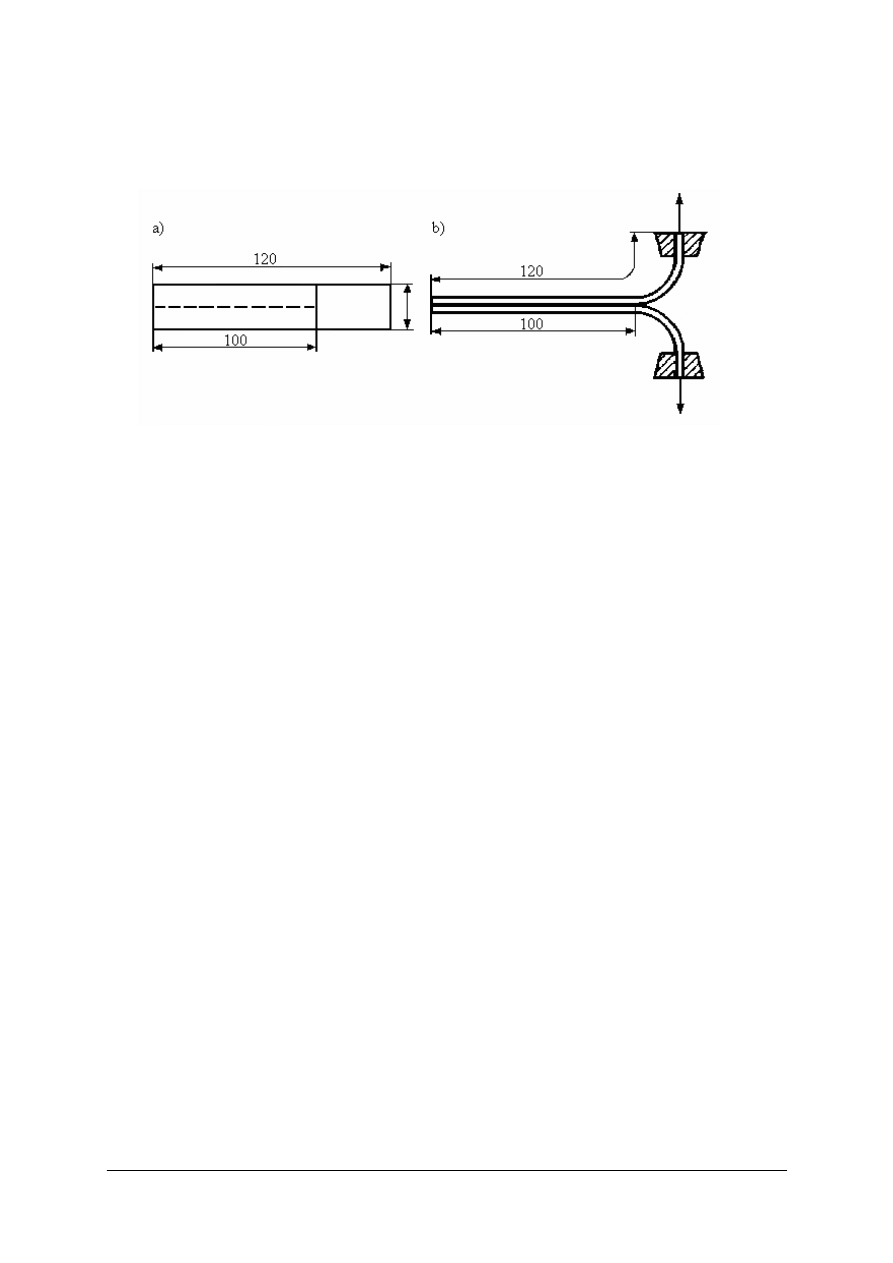
Rys. 8. Próbka do badań na ścinanie i rozerwanie [9, s. 183]
Prowadząc powyższe oznaczenia może zdarzyć się, że dochodzi do zniszczenia
materiału, a niełączącej je nici, dlatego wyniki uzyskane w większości przypadków są
nieporównywalne w serii wykonanych badań.
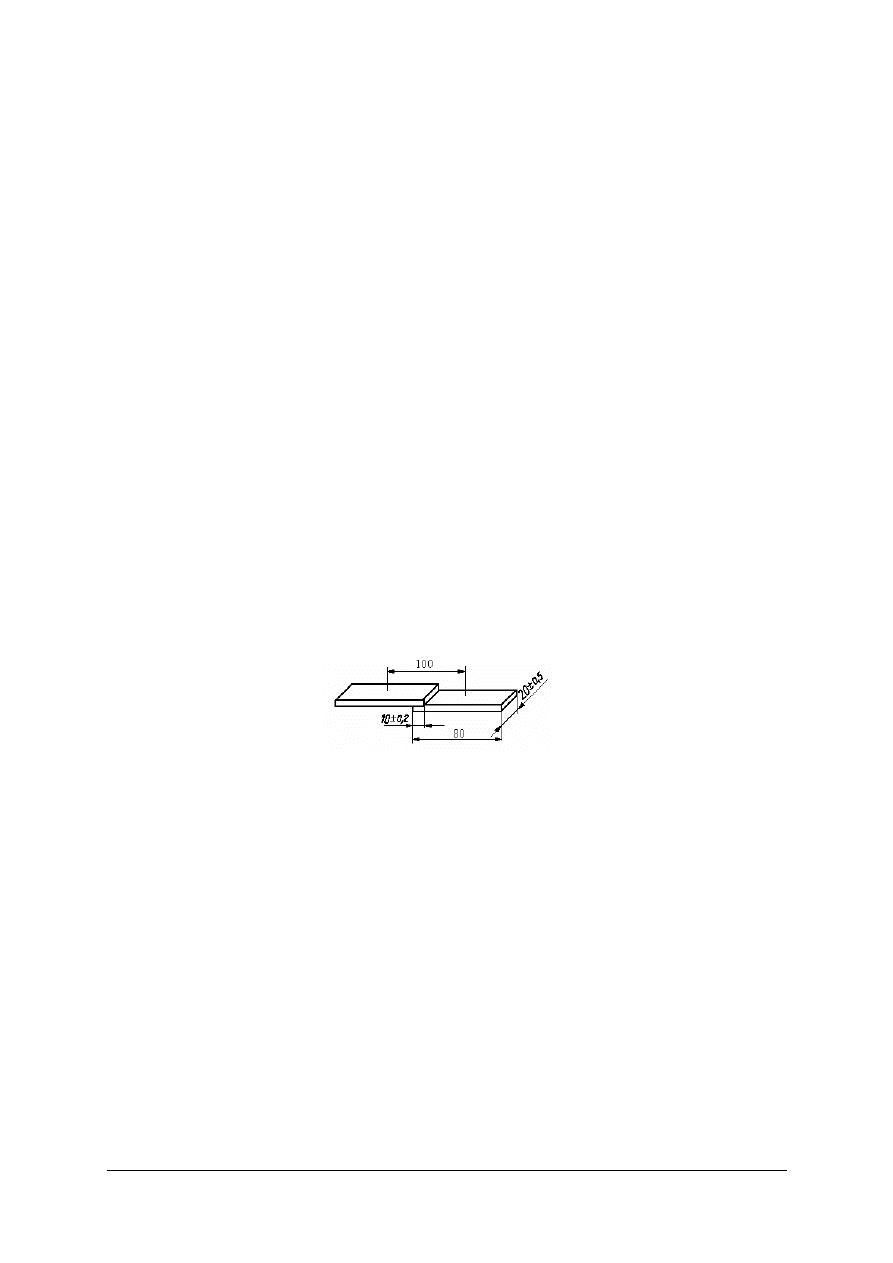
Rys. 9. Oznaczenie spoiny klejowej na ścinanie. [9, s. 246]
Próbka o odpowiednich wymiarach składa się z dwóch sklejonych na zakładkę pasków
materiałów. Powierzchnie przeznaczone do sklejenia należy z obu pasków zdrapać papierem
ściernym oraz oczyści z pyłu. Paski smaruje się klejem. Przy materiałach chłonnych klej
należy nanieść dwukrotnie, następnie paski skleić na zakładkę. Sklejone próbki klimatyzuje
się w temperaturze pokojowej przez 72 godz. przy wilgotności nieprzekraczającej 70%. Do
pomiaru stosuje się dynamometr. Próbkę mocuje się w uchwytach tak, aby odległość miedzy
szczękami wynosiła 50mm, a sklejone miejsca znajdowały się w równych odległościach od
szczęk. Uruchamiamy dynamometr stopniowo zwiększając obciążenie aż do całkowitego
oddzielenia się pasków. Wynik odczytujemy z tarczy dynamometru. Wytrzymałość na
ścinanie oblicza się według odpowiedniego wzoru, dzieląc siłę rozciągającą odczytaną
z dynamometru przez powierzchnie sklejenia. Do oznaczenia przygotowuje się minimum 10
próbek i jako wynik podaje się średnią arytmetyczną.
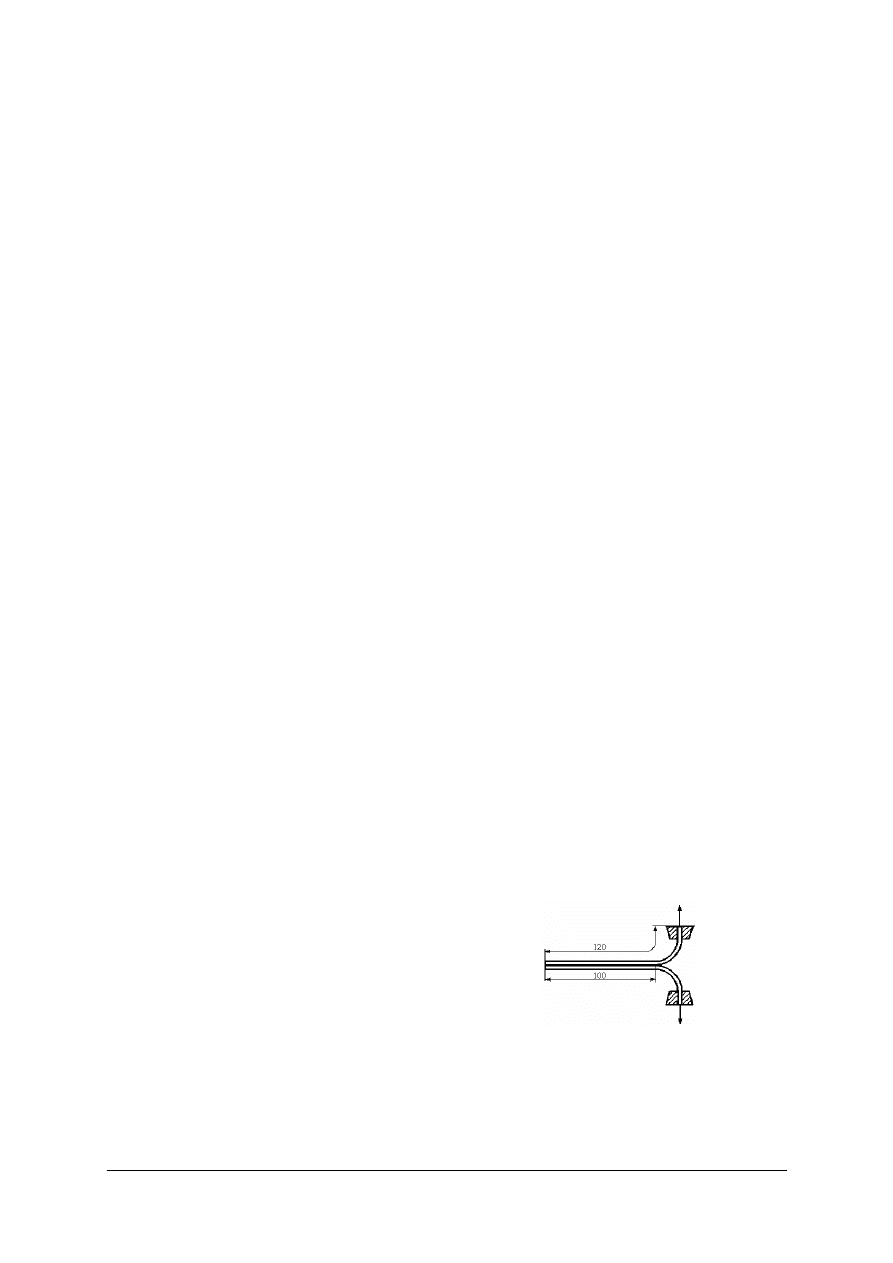
Oznaczenie spoiny klejowej na rozwarstwienie
Próbka składa się z dwóch sklejonych do połowy długości pasków. Powierzchnie obu
pasków przeznaczonych do sklejenia należy odpowiednio przygotować (zdrapać, oczyścić).
Do oznaczenia przygotowuje się 10 próbek. Próbki należy klimatyzować. Niesklejone końce
pasków zamocowuje się w uchwytach dynamometru i próbkę poddaje się stopniowo
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
rozciąganiu aż do całkowitego oderwania się sklejonych części próbki. Wytrzymałość spoiny
klejowej na rozwarstwienie oblicza się dzieląc siłę rozwarstwiającą przez szerokość sklejenia.
Jako wynik podajecie średnią arytmetyczną z 10 oznaczeń.
Rys. 10. Schemat oznaczania wytrzymałości złącza klejowego na rozwarstwianie. [6, s. 305]
Dokonując analizy badań organoleptycznych i laboratoryjnych, kontrolerzy jakości mogą
zapobiec ewentualnym błędom w kolejnej produkcji.
Badania organoleptyczne i laboratoryjne wykonywane są zgodnie z normami
przedmiotowymi i czynnościowymi.
Normy przedmiotowe dotyczą przedmiotów materialnych i określają ich cechy
zewnętrzne, wymagania ogólne oraz szczegółowe. Normy te określają wymiary, barwę,
oznakowanie, kształty, wymagania techniczne itp.
Normy czynnościowe dotyczą zasad, którymi należy się kierować podczas wykonywania
czynności określonych w przedmiocie normy. Normy te obejmują sposoby badań różnych
wskaźników oceny materiałów.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje norm?
2. Na czym polega ocena organoleptyczna?
3. Na czym polega ocena laboratoryjna?
4. Jakie badania laboratoryjna przeprowadzane są w kontroli międzyoperacyjnej?
5. Co jest potrzebne kontrolerowi w czasie oceny organoleptycznej?
6. Jak pobierane są i przygotowywane próbki do badań laboratoryjnych?
7. Jak wykonać oznaczenie wytrzymałości spoiny klejowe?
8. Jak przeprowadzamy oznaczenia wytrzymałościowe szwów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj oznaczenie wytrzymałości spoiny klejowej na ścinanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rozdziałem materiału nauczania,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub
w laboratorium gdzie będzie realizowane ćwiczenie,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) pobrać próbki,
5) poddać próbki aklimatyzacji,
6) przeprowadzić oznaczenie za pomocą zrywarki,
7) wykonać obliczenia,
8) porównać wyniki z normą,
9) zapisać wyniki w dzienniczku praktyk,
10) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
−
próbki do badań,
−
nóż albo nożyczki,
−
zrywarka,
−
przybory pisania,
−
dzienniczek praktyk,
−
norma branżowa,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj oceny organoleptycznej wyrobów w fazie wykończenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie,
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) dokonać oceny organoleptycznej wskazanego wyrobu,
6) zapisać stwierdzone błędy,
7) zaproponować sposób usunięcia błędu,
8) podzielić się uwagami z innymi.
Wyposażenie stanowiska pracy:
–
wyroby,
–
dokumentacja techniczno-technologiczna,
–
przybory do pisania,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić ocenę organoleptyczną i laboratoryjną.
¨
¨
2)
wyjaśnić jakie badania przeprowadza się podczas kontroli
międzyoperacyjnej ?
¨
¨
3)
wymienić, co jest potrzebne kontrolerowi w czasie dokonywania
kontroli organoleptycznej ?
¨
¨
4)
przeprowadzić badanie wytrzymałości spoiny klejowej ?
¨
¨
5)
przeprowadzić oznaczenie wytrzymałości szwów?
¨
¨
6)
dokonać oceny organoleptycznej półproduktów w fazie montaż?
¨
¨
7)
dokonać oceny organoleptycznej w fazie rozkroju?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących wykonywania międzyoperacyjnej kontroli produkcji
wyrobów skórzanych. Wszystkie pytania są pytaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
– w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź znakiem X
(w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Trudności mogą przysporzyć Ci zadania: 7, 11, 17, gdyż są one na poziomie trudniejszym
niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Kontrola wstępna obejmuje
a) materiały podstawowe i pomocnicze.
b) gotowy wyrób.
c) czynności w fazie montażu.
d) poprawność pakowania.
2. Higrometr służy do
a) mierzenia temperatury powietrza.
b) mierzenia wilgotności powietrza.
c) mierzenia powierzchni elementów.
d) mierzenia grubości materiału.
3. Rysunek przedstawia badanie spoiny klejowej na
a) rozwarstwianie.
b) ścinanie.
c) wydłużenie.
d) rozdzieranie.
4. Normy przedmiotowe dotyczą
a) fazy rozkroju.
b) kolejności czynności przy wykonywaniu przedmiotu.
c) wymiaru, kształtów, barwy przedmiotu.
d) czynności związanych z projektowaniem przedmiotu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
5. Oznaczenie wytrzymałości szwu na rozwarstwianie wykonujemy za pomocą
a) fleksometru.
b) zrywarki.
c) twardościomierza.
d) grubościomierza.
6. Podstawą do przeprowadzania oceny organoleptycznej półproduktów jest przede
wszystkim
a) dokumentacja techniczno-technologiczna.
b) dokumentacja magazynowa.
c) dokumentacja produkcji.
d) dokumentacja rozkroju.
7. Prawidłowość naszycia kieszeni na ściankę przednią kontroler sprawdza za pomocą
a) karty wymiarów.
b) wzornika krojenia.
c) wzornika montażowego.
d) rozkładki do rozkroju.
8. Kontrola międzyoperacyjna ma na celu
a) kontrolę ciągłą wszystkich operacji procesu produkcyjnego.
b) kontrolę materiałów podstawowych.
c) kontrolę materiałów pomocniczych.
d) kontrolę klejów stosowanych w fazie produkcji.
9. Rysunek obrazuje
a) zrywanie.
b) rozwarstwianie.
c) ścinanie.
d) zginanie.
10. Planimetr służy do
a) mierzenia temperatury.
b) mierzenia powierzchni elementów.
c) mierzenia ciśnienia.
d) mierzenia gęstości cieczy.
11. Próbkę do oznaczenia siły potrzebnej do rozerwania szwu imitującego szycie
przygotowujemy
a) w próbce wykonujemy dwa otwory.
b) rozwarstwiamy próbkę.
c) dwoimy próbkę.
d) nacinamy próbkę na głębokość 30mm.
12. Ocena organoleptyczna polega na sprawdzeniu
a) higieniczności materiałów.
b) wytrzymałości na wielokrotne zginanie elementów.
c) badanie za pomocą wzroku i dotyku jakości półproduktów.
d) wytrzymałości na rozciąganie elementu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
13. Przedstawiony na rysunku przyrząd pomiarowy to
a) termometr.
b) planimetr.
c) grubościomierz.
d) aerometr.
14. Próbki do badań laboratoryjnych należy przygotować zgodnie z
a) zaleceniami producenta.
b) normami.
c) możliwościami laboratorium.
d) z normami materiałowymi.
15. Półprodukt jest to materiał
a) przed rozpoczęciem produkcji.
b) odpadowy.
c) zareklamowany.
d) w fazie produkcji.
16. Surowiec jest to materiał
a) przed rozpoczęciem produkcji.
b) poddawany obróbce.
c) w fazie produkcji.
d) przygotowany do sprzedaży.
17. W celu przygotowania próbek do oznaczenia wytrzymałości spoiny klejowej na ścinanie
należy
a) zaimpregnować powierzchnię próbek i nanieść klej.
b) wysuszyć powierzchnię próbek i nanieść klej.
c) nanieść klej na próbki.
d) zdrapać powierzchnię próbek i nanieść klej.
18. Ocenę organoleptyczną i laboratoryjną półproduktów wykonujemy, aby
a) zmniejszyć zużycie materiałów.
b) zapobiec błędom w kolejnych etapach produkcji.
c) poprawić organizację produkcji.
d) usprawnić pracę działu zaopatrzenia.
19. Normy czynnościowe dotyczą
a) przedmiotów materialnych.
b) wykonywania czynności np.: badań.
c) metody normowania czasu pracy.
d) metody normowania zużycia materiałów.
20. Zrywarka to urządzenie do przeprowadzania badań
a) organoleptycznych.
b) chemicznych.
c) wytrzymałościowych.
d) higienicznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykonywanie międzyoperacyjnej kontroli wyrobów skórzanych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
6. LITERATURA
1. Borzeszkowski A. Borzeszkowski W. Persz T.: Obuwnictwo przemysłowe część I WSiP
Warszawa 1979
2. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSZ. WSiP, Warszawa 1991
3. Dobrosz K., Matysiak A.: Tworzywa sztuczne. Materiałoznawstwo i przetwórstwo.
WSiP, Warszawa 1994
4. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
5. Napora S.: Galanteria ze skóry i tworzyw sztucznych WPLiS. Warszawa 1962
6. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa
1992
7. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
8. Persz T.: Analiza techniczna w przemyśle skórzanym. WPLiS, Warszawa 1967
9. Praca zbiorowa.: Tworzywa sztuczne w przemyśle obuwniczym. WN-T, Warszawa 1971
Wyszukiwarka
Podobne podstrony:
14 Wykonywanie izolacji termicz Nieznany
14 Wykonywanie prac pomiarowych Nieznany
14 Wykonywanie szczegolowych ba Nieznany
14 Wykonywanie wyrobow artystyc Nieznany (2)
14 Wykonywanie zabiegow zdobnic Nieznany
711[04] Z2 04 Wykonywanie konse Nieznany (2)
cwiczenie 14 id 125164 Nieznany
14 5id 15201 Nieznany (2)
Cwiczenia nr 10 (z 14) id 98678 Nieznany
5 14 id 39504 Nieznany (2)
3 14 ukladanie i rozwiazywanie Nieznany
B 14 id 74811 Nieznany (2)
A, TEST 14 id 49148 Nieznany (2)
713[07] Z1 10 Wykonywanie konse Nieznany
713[05] Z1 03 Wykonywanie izola Nieznany (2)
14 edytowid 15400 Nieznany
05 Wykonywanie, odczytywanie i Nieznany
więcej podobnych podstron