Obróbka cieplna stopów
ż
elaza
Zgodnie z PN-93/N-01200 „Obróbka cieplna metali i stopów. Terminologia” możemy
uwzględnić następujący podział procesów technologicznych (rys. 1).
Obróbka cieplna może być realizowana w procesie kształcenia półwyrobów hutniczych i
wówczas jest określana jako „obróbka cieplna wstępna”, albo w procesie wykonywania
gotowych części maszyn i wtedy określana jest jako „obróbka cieplna ostateczna”.
Obróbka cieplna
Obróbka
cieplna
zwykła
Obróbka
cieplno-
chemiczna
Obróbka
cieplno-
plastyczna
Obróbka
cieplno-
magnetyczna
Rys. 1. Odmiany obróbki cieplnej
Obróbka cieplna zwykle jest to proces technologiczny, w wyniku którego uzyskuje się
zmiany właściwości metali i stopów będące funkcją temperatury
i czasu [13].
Do podstawowych przemian zachodzących podczas obróbki cieplnej należą:
Przemiana eutektoidalna
Przemiana izotermiczna
Badania nad rozpadem austenitu przy stałej temperaturze po raz pierwszy przeprowadził
Davenport i Bain w 1930 r. W wyniku tych badań otrzymano wykres izotermicznej
przemiany austenitu, nazywany wykresem CTP (czas, temperatura, przemiana) lub krzywych
C. Typowy wykres CTP dla stali eutektoidalnej podano na rys. 2. Wykres ten powstaje z
badań prowadzonych na małych, cienkich próbkach. Próbkę nagrzewa się do zakresu
austenitu i tak długo przetrzymuje, aby nastąpiło rozpuszczenie się węglików i przejście
węgla do roztworu. Następnie próbkę przenosi się bardzo szybko do kąpieli solnej o
temperaturze poniżej A
1
, w której przetrzymywana jest przez określony czas. Po tym czasie
próbkę chłodzi się gwałtownie w zimnej wodzie do temperatury pokojowej. Po
wypolerowaniu i wytrawieniu zgładu próbki, na podstawie obserwacji przy użyciu
mikroskopu świetlnego określa się zmiany zaszłe w strukturze. Próby powtarza się
wielokrotnie zmieniając temperaturę kąpieli solnej i czas przetrzymywania w niej próbki.
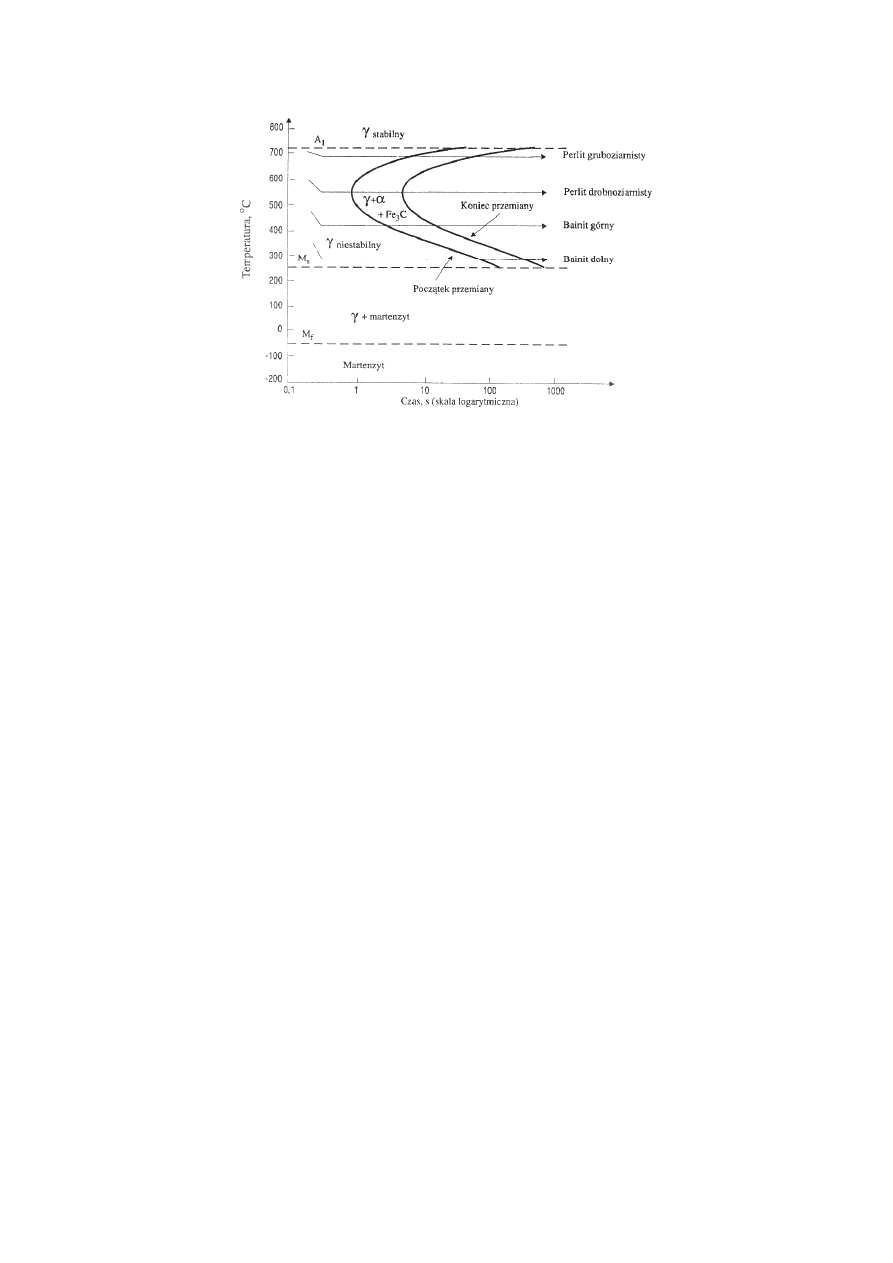
Rys. 2. Wykres izotermicznej przemiany austenitu dla stali eutektoidalnej
Na wykresie, krzywa z lewej strony oznacza początek przemiany. Wskazuje ona czas – zależnie od
stopnia przechłodzenia – w ciągu którego przemiana jeszcze się nie zaczęła (tzw. okres inkubacji,
czyli czas przygotowywania się do przemiany). Ten okres inkubacji w danej temperaturze wyraża
odcinek między osią rzędnych a krzywą. Druga krzywa, z prawej strony, wskazuje czas potrzebny do
całkowitej przemiany austenitu w strukturę perlityczną w danej temperaturze.
Tworzenie się perlitu polega na jednoczesnym powstawaniu ferrytu (α) i cementytu (Fe
3
C).
Przemiana zaczyna się przy granicach ziaren austenitu. Płytki obu faz rosną ku wnętrzu
ziarna. Zachodzi przy tym segregacja węgla, jak to pokazano na rys. 3. Węgiel dyfunduje z
eutektoidalnego austenitu o zawartości 0,8% C do tworzącego się cementytu o zawartości
6,67% C. Zarodki płytek cementytu powstają z lokalnych koncentracji atomów węgla w
austenicie. Dyfuzja węgla powoduje rozrastanie się płytki. Otaczająca płytkę osnowa
austeniczna ubożeje w węgiel, co umożliwia zajście przemiany alotropowej sieci A1 w A2 i
powstaje ferryt. Tak więc, w przemianie eutektoidalnej austenitu w perlit zachodzi przemiana
alotropowa i dyfuzja atomów węgla.
Przy niewielkim stopniu przechłodzenia austenitu, tzn. nieco poniżej temperatury
eutektoidalnej A
1
(723°C) przemiana trwa bardzo długo, węgiel może dyfundować na większe
odległości i powstaje perlit gruboziarnisty (grube płytki cementytu i ferrytu). Obniżenie
temperatury przemiany skraca czas przemiany, dyfuzja węgla zachodzi na mniejszych
odległościach, powstaje więcej (i cieńszych) płytek. Jest to perlit drobnoziarnisty, którego
płytki ferrytu i cementytu dają się rozróżnić tylko przy użyciu mikroskopu elektronowego
skaningowego. Tak więc zarówno perlit gruboziarnisty jak i drobnoziarnisty są strukturami
tego samego typu, składającymi się z ferrytu i cementytu różniącymi się tylko stopniem
dyspersji obu tych faz.
Poniżej przegięcia krzywych C, ale powyżej temperatury M
s
(jak widać z rys. 2 przegięcie
krzywych C odpowiada temperaturze ok. 550°C), czas przemiany znowu się wydłuża, a
produktem przemiany jest struktura zwana bainitem (od nazwiska uczonego Baina).
Rozróżnia się bainit górny, powstały w wyższej temperaturze, nieco poniżej przegięcia
krzywych C oraz bainit dolny, powstały w niższej temperaturze, bliższej temperaturze M
s
.
Bainit jest również mieszaniną ferrytu i cementytu jak perlit, ale mechanizm jego tworzenia
jest inny.
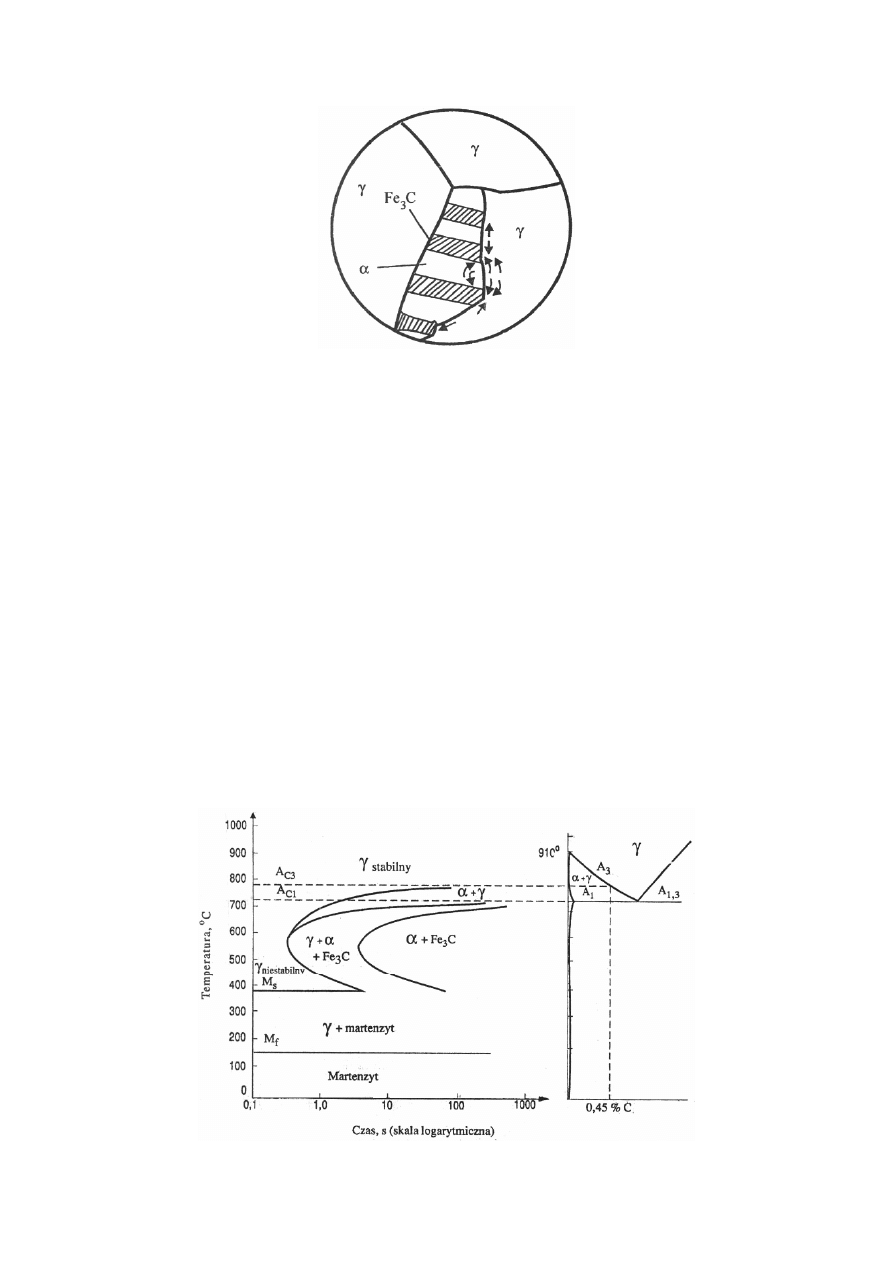
Rys. 3. Powstawanie perlitu
Przypuszcza się, że najpierw tworzą się płytki ferrytu, a dopiero później wydziela się w nich
cementyt. Czynnikiem kontrolującym przemianę eutektoidalną jest tu szybkość dyfuzji
atomów żelaza z austenitu, konieczna do utworzenia płytek ferrytu, podczas gdy czynnikiem
kontrolującym szybkość reakcji perlitycznej jest dyfuzja atomów węgla doprowadzająca do
wydzielenia się płytek cementytu, a dopiero w zubożałych w węgiel, otaczających ją
obszarach austenitu, powstaje ferryt. Bainit tworzy płytki lub igły, które zachowują swój
kształt po zakończeniu przemiany.
Powyżej omawiano przemianę eutektoidalną na przykładzie stali eutektoidalnej (0,8% C),
kiedy nie zachodzi wcześniejsze wydzielanie się ferrytu (lub cementytu) z austenitu, przed
jego przemianą w perlit (α + Fe
3
C). Na rys. 4a przedstawiono wykres CTP dla stali
podeutektoidalnej o zawartości 0,45% C. W stali tej podczas chłodzenia austenitu przed
przemianą eutektoidalną wydziela się najpierw ferryt, co wynika z wykresu równowagi Fe–
Fe
3
C zamieszczonego na rys. 4b. Należy również zaznaczyć, iż w stali tej przemiana austenitu
w perlit zaczyna się wcześniej (krzywe C przesunięte w lewo) w porównaniu do czasu
potrzebnego do rozpoczęcia przemiany w stali eutektoidalnej. Wynika to z faktu, że im
większa zawartość węgla w stali, tym przemiana austenitu w perlit zaczyna się później;
krzywe C przemieszczają się w prawo wraz ze wzrostem zawartości węgla. Natomiast
obniżenie zawartości węgla w stali przyspiesza przemianę – krzywe C przemieszczają się w
lewo.
a)
b)
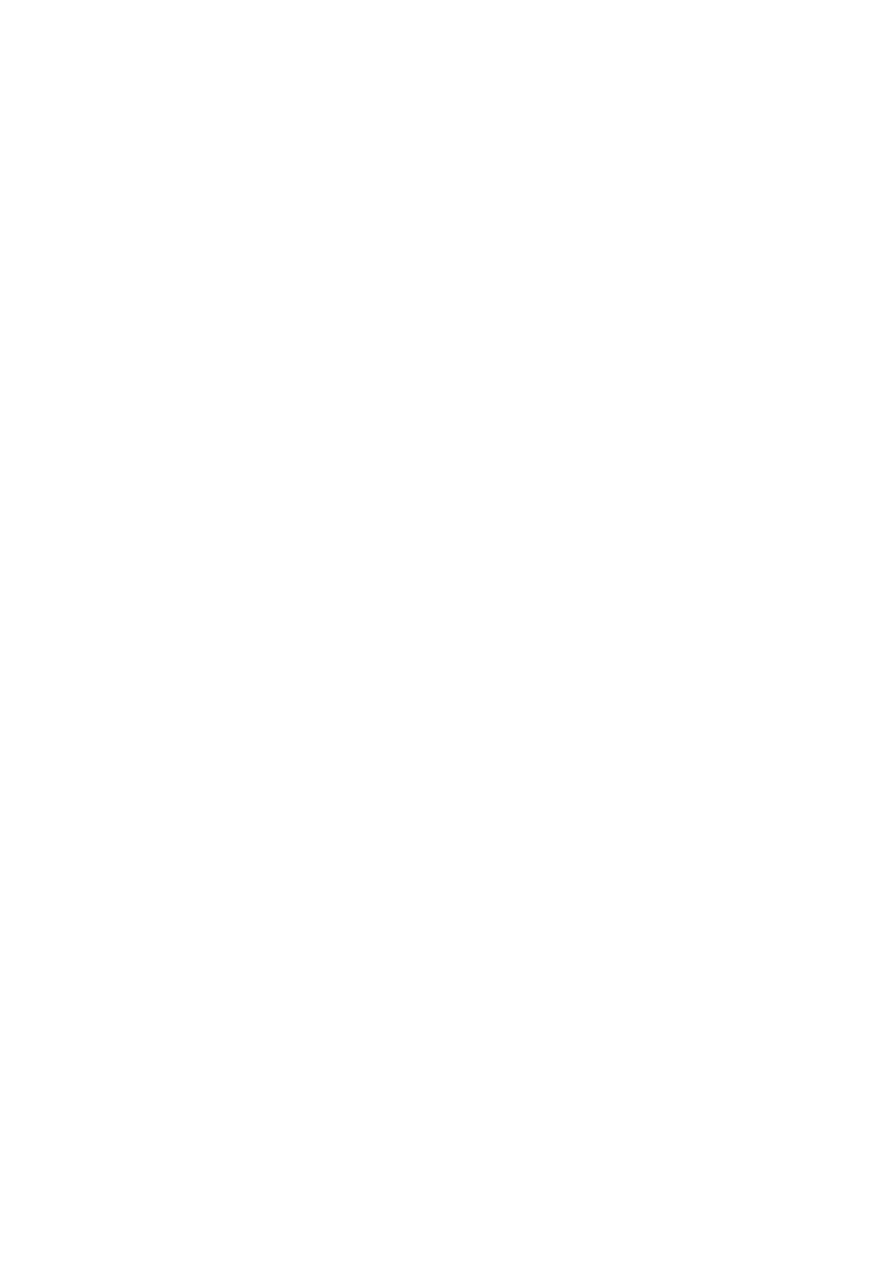
Rys. 4. a – wykres izotermicznej przemiany austenitu dla stali podeutektoidalnej (0,45% C),
b – fragment wykresu Fe–Fe
3
C
Opóźnienie przemiany powodują również dodatki stopowe do stali. Ponieważ prawie
wszystkie pierwiastki stopowe stali takie, jak: Cr, Ni, Si, Mn, Mo, Ti, W, V itd. wolniej
dyfundują w żelazie niż węgiel, to krzywe C dla stali stopowych przesunięte są w prawo.
Również wielkość ziarna austenitu ma wpływ na przemianę perlityczną. Wynika to z faktu, o
którym już wcześniej wspomniano, iż ferryt i cementyt zaczynają się tworzyć przy granicach
ziaren austenitu. W stali o drobniejszym ziarnie austenitu jest więcej granic ziaren na
jednostkę objętości, stąd występuje większa ilość możliwych zarodków ferrytu i cementytu
niż w stali gruboziarnistej. Dlatego też stale o drobnym ziarnie austenitu mają krzywe C
przesunięte w lewo, a stale o grubym ziarnie austenitu – w prawo. Wpływ wielkości ziarna
austenitu na przemianę jest jednak mniejszy niż wpływ związany z zawartością węgla, czy
dodatków stopowych w stali.
Przemiana przy chłodzeniu ci
ą
głym
Wykresy izotermicznych przemian austenitu są wygodne do interpretacji, gdyż przemiana
austenitu odbywa się w stałej temperaturze, a zmienny jest tylko czas. W praktyce najczęściej
napotyka się na chłodzenie ciągłe: nagrzane elementy stalowe po wyjęciu z pieca są
chłodzone w powietrzu lub w wodzie.
W żadnym z tych sposobów chłodzenia nie ma stałej temperatury w czasie powstawania
struktury (α + Fe
3
C).
W celu dokładniejszego poznania przemian zachodzących przy temperaturach zmieniających
się w sposób ciągły, opracowuje się wykresy CTP dla chłodzenia ciągłego stali. Aby
sporządzić taki wykres, chłodzi się nagrzane do zakresu austenitu próbki stali z różnymi
szybkościami. Dla każdej z nich określa się temperatury początku i końca przemiany. W
układzie współrzędnych czas – temperatura wykreśla się krzywe chłodzenia, zaznacza na nich
temperatury przemian (początku i końca) i łączy punkty wyznaczające zakresy temperatur
odnoszące się do przemiany tego samego typu, przy różnych szybkościach chłodzenia. Czas
rozpoczęcia przemiany przy chłodzeniu ciągłym jest większy
i temperatura przemiany jest niższa niż w przypadku przemiany izotermicznej, gdyż ta
ostatnia w dłuższym czasie zachodzi w wyższej temperaturze, gdzie przebiega bardzo powoli.
Tak więc krzywe C przemiany izotermicznej austenitu są przesunięte ku dołowi i w prawo dla
przemiany przy ciągłym chłodzeniu
(rys. 5).
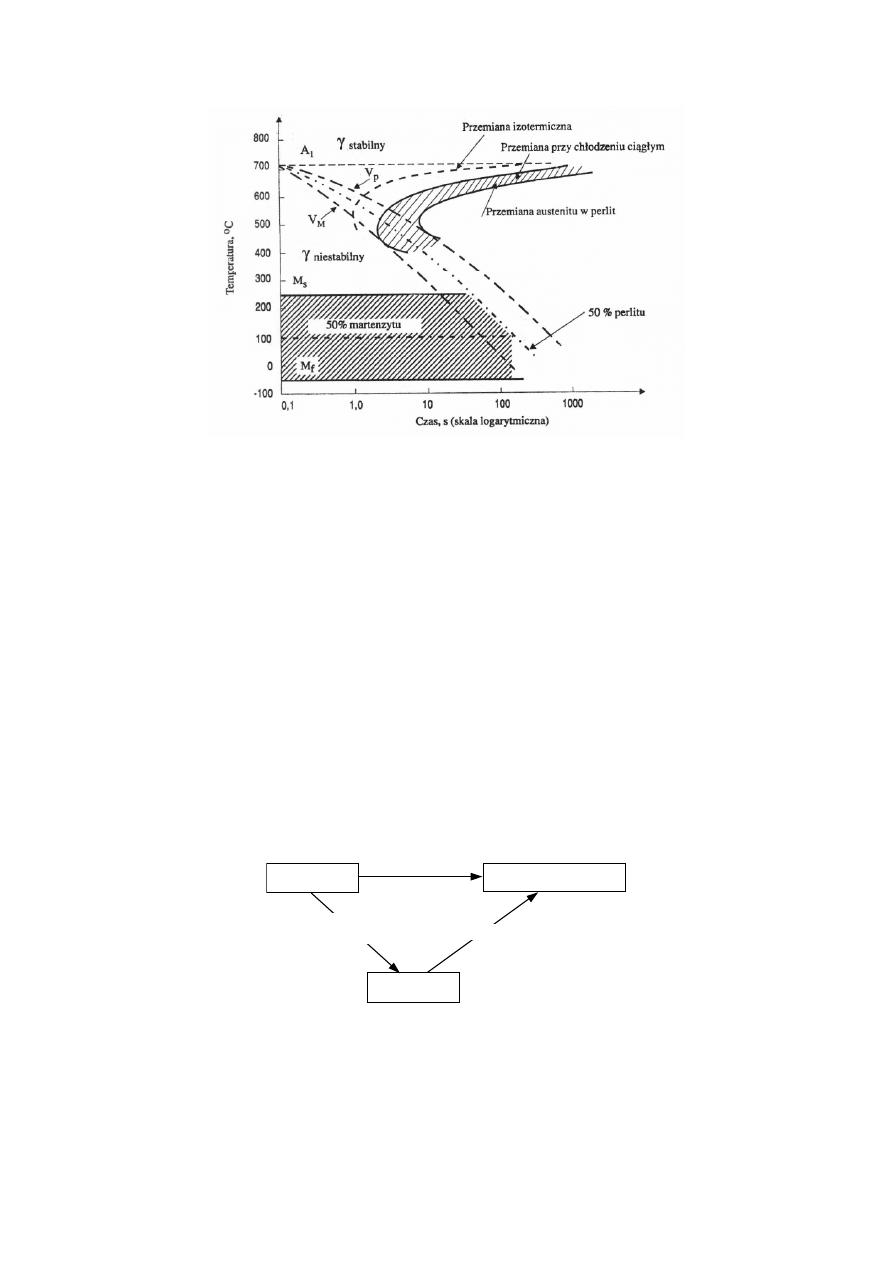
Rys. 5. Wykres przemiany austenitu przy chłodzeniu ciągłym stali eutektoidalnej; V
M
– minimalna szybkość chłodzenia do
otrzymania 100% martenzytu, V
p
– maksymalna szybkość chłodzenia do otrzymania 100% perlitu
Na wykresie przemiany austenitu przy chłodzeniu ciągłym są dwie ważne krytyczne
szybkości chłodzenia. Pierwsza, to szybkość chłodzenia V
M
, przy której oraz szybkościach
większych od niej powstaje martenzyt. Druga, to szybkość V
p
, przy której oraz szybkościach
mniejszych od niej powstaje tylko perlit. Przy pośrednich szybkościach chłodzenia między V
M
i V
p
powstaje martenzyt i bardzo drobny perlit. Krytyczne szybkości zależą od zawartości
węgla i pierwiastków stopowych w stali i maleją ze wzrostem tych składników.
Przemiana martenzytyczna
Przy powolnym chłodzeniu austenit rozkłada się na ferryt i cementyt (α + Fe
3
C), kiedy to jest
czas na dyfuzję i koncentrację węgla, dzięki czemu powstaje cementyt, a opuszczone przez
węgiel obszary austenitu zamieniają się na ferryt. Jeżeli austenit zostanie gwałtownie
przechłodzony (z szybkością co najmniej V
M
), to powstanie metastabilna (nietrwała) faza
zwana martenzytem (od nazwiska niemieckiego uczonego Martensa), która zawsze będzie
miała tendencję do rozpadu na równowagowe fazy: ferryt i cementyt, co można przyspieszyć
przez podgrzewanie (odpuszczanie). Tak więc, różne drogi prowadzą do struktury
perlitycznej, bezpośrednia z austenitu i pośrednia z przejściowej fazy martenzytycznej, co
można następująco przedstawić:
Austenit (rśc)
Martenzyt (tpc)
Ferryt (rpc) + cementyt
Wolne
chłodzenie
Odpuszczanie
Chłodzenie
szybkie
Podczas chłodzenia austenitu z szybkością równą i większą od V
M
, przemiany równowagowe
są zahamowane, nie ma dyfuzji węgla, a zachodzi jedynie gwałtowna zamiana sieci rśc
austenitu w sieć tetragonalną przestrzennie centrowaną (tpc) martenzytu na drodze
mechanizmu ścinania. Tworzące się zarodki martenzytu rosną z szybkością dźwięku w
metalach, dopóki nie natrafią na przeszkodę. W stalach niskowęglowych tworzący się
martenzyt ma formę płytek (tzw. martenzyt listwowy), a w stalach o wyższej zawartości
węgla (powyżej około 0,6% C) – kształt igieł.
Komórka elementarna martenzytu tpc jest podobna do rpc, ale ma jedną krawędź dłuższą od
pozostałych, przy czym stopień tetragonalności, tj. stosunek
a
c
w sieci martenzytu jest
większy od jedności
>
1
a
c
. Tetragonalność sieci martenzytu jest następstwem obecności
węgla w roztworze, gdyż martenzyt jest międzywęzłowym roztworem stałym
przesyconym węgla w żelazie α.
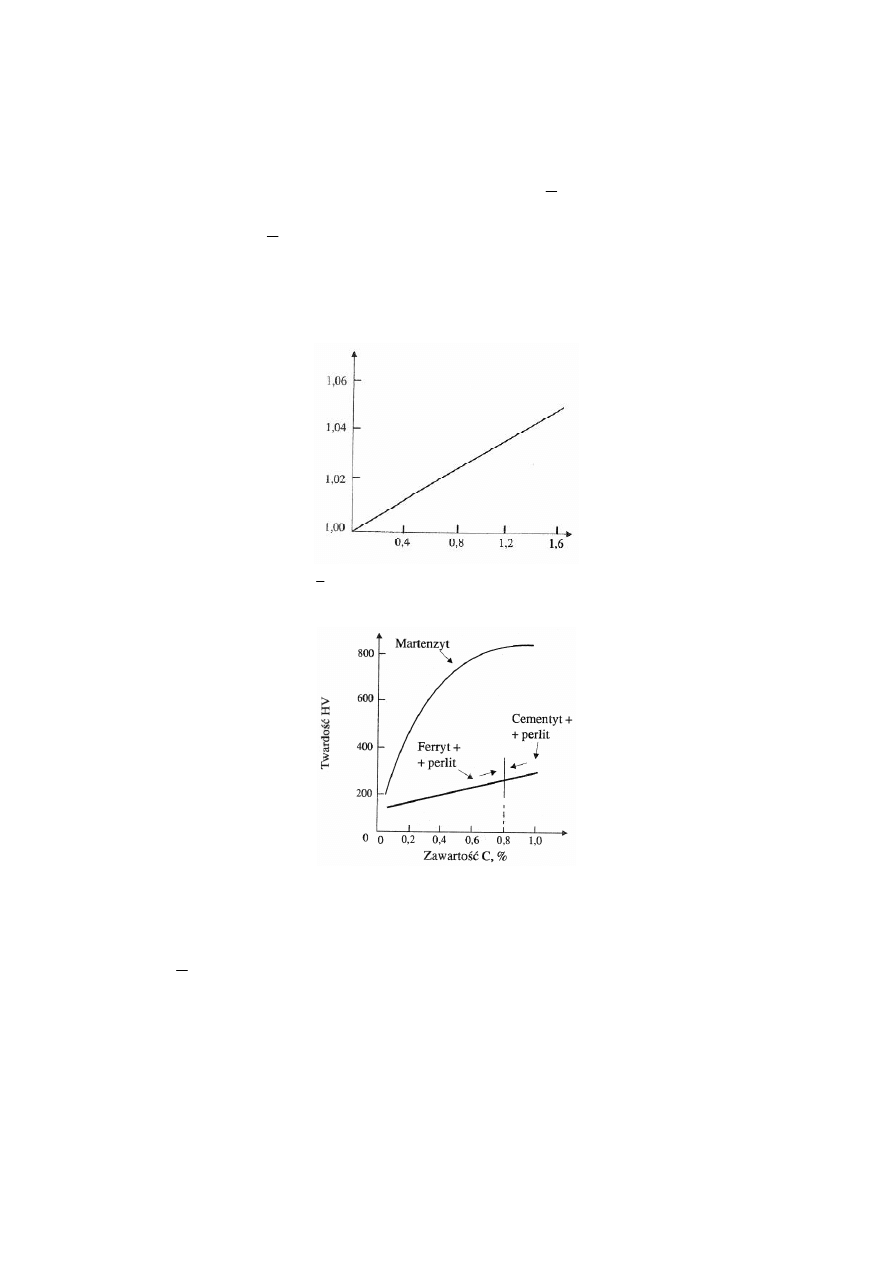
Rys. 6. Zmiana
a
c
komórki krystalicznej martenzytu w funkcji zawartości węgla
Rys. 7. Twardość stali w stanie wyżarzonym (α + Fe
3
C) i hartowanym (martenzyt)
w funkcji zawartości węgla
Bezwęglowy martenzyt ma sieć rpc, natomiast w miarę wzrostu zawartości węgla rośnie
stosunek
a
c
(rys. 6). Ze wzrostem zawartości węgla wzrasta twardość, wytrzymałość, alei
kruchość martenzytu. Rysunek 7 przedstawia wpływ zawartości węgla na twardość
martenzytu i dla porównania ma twardość stali
w stanie wyżarzonym.
Na skutek tetragonalności sieci martenzytu linie dyfrakcyjne odpowiadające płaszczyznom
krystalograficznym sieci są rozdzielone dla danej postaci płaszczyzn, które w przypadku
regularnej sieci ferrytu są pojedyncze (np. płaszczyzny postaci {200} dają jeden prążek dla
sieci ferrytu oraz dwa prążki o postaci {002} i postaci {200}).
Zawartość C, %
S
to
su
n
ek
c
/a
Typową strukturę martenzytu iglastego w stali o zawartości 1% C pokazano na rys. 8. Między
igłami martenzytu w postaci jasnych pól widoczny jest austenit szczątkowy. Jest to austenit,
który istnieje w temperaturze pokojowej obok martenzytu. Ilość austenitu szczątkowego
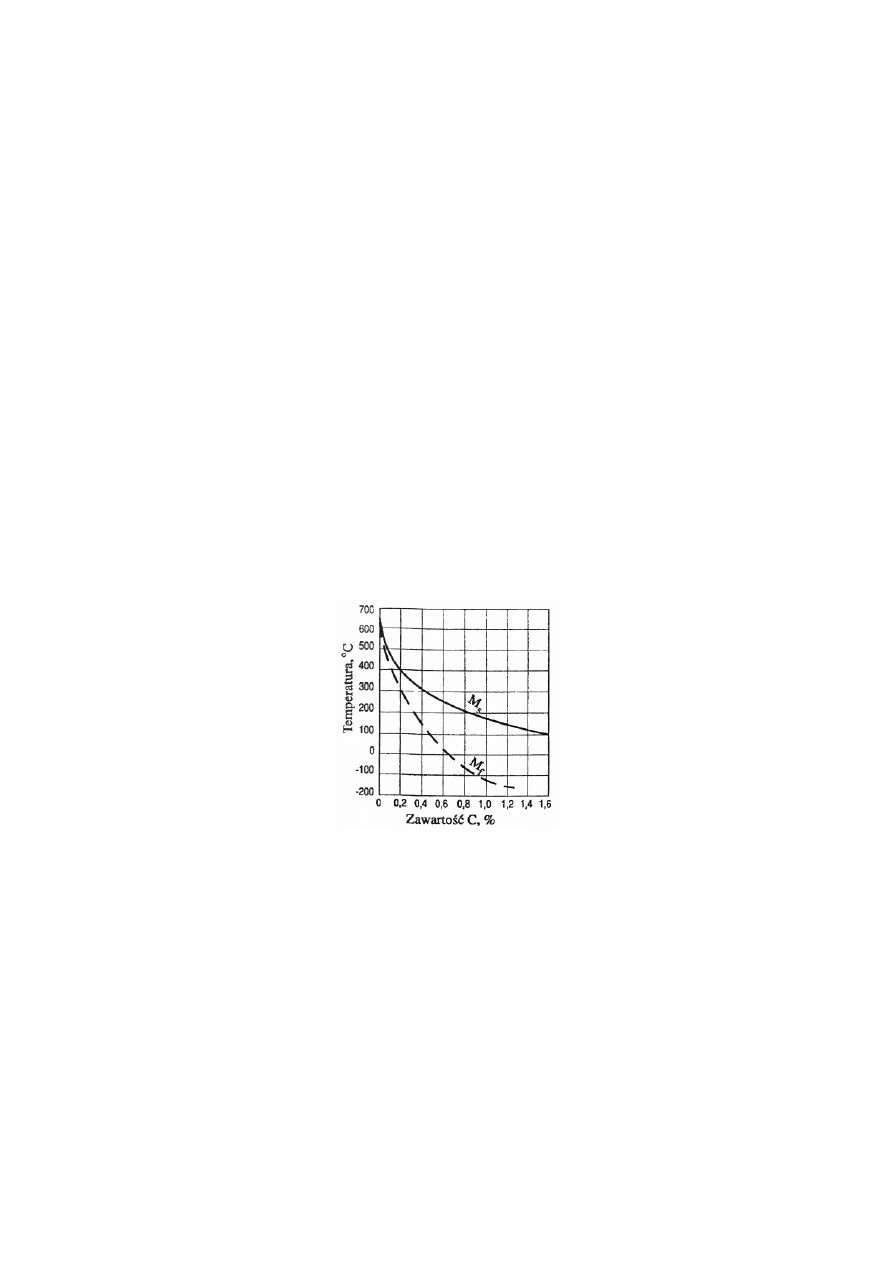
pozostająca w stali po hartowaniu zależy od wartości temperatur M
s
i M
f
, między którymi
zachodzi przemiana martenzytyczna. Im niższe są te temperatury, tym więcej jest austenitu
szczątkowego. Wartości temperatur M
s
i M
f
zależą głównie od zawartości węgla
(w stalach stopowych również wpływają pierwiastki stopowe, szczególnie mangan i chrom).
Im większa zawartość węgla w stali, tym niższe są temperatury M
s
i M
f
, jak to przedstawiono
na rys. 9. Oznaczenia temperatur pochodzą od: M
s
– martenzyt starts (początek przemiany
martenzytycznej) i M
f
– martenzyt finishes (koniec przemiany martenzytycznej).
Rys. 8. Martenzyt iglasty w stali o zawartości 1% C; pow. 800×
Rys. 9. Zależność temperatury M
s
i M
f
od zawartości węgla
Martenzyt jako metastabilna faza nie występuje na wykresie równowagi faz żelazo – węgiel.
Po pewnym czasie w temperaturach poniżej temperatury eutektoidalnej (A
1
) dąży do bardziej
stabilnej struktury ferrytu i węgliku żelaza. Proces taki zachodzi podczas nagrzewania
przedmiotu po zahartowaniu do temperatury poniżej A
1
. Taką obróbkę nazywa się
odpuszczaniem. Przemiany zachodzące podczas odpuszczania przedstawia krzywa
dylatometryczna (rys. 10). W dylatometrze różnicowym można śledzić przemiany zachodzące
w zahartowanej stali eliminując zmiany wywołane rozszerzalnością cieplną (stal wyżarzona
daje linię poziomą (b) – nie ma przemian; stal zahartowana daje krzywą (a) – są przemiany
struktury).
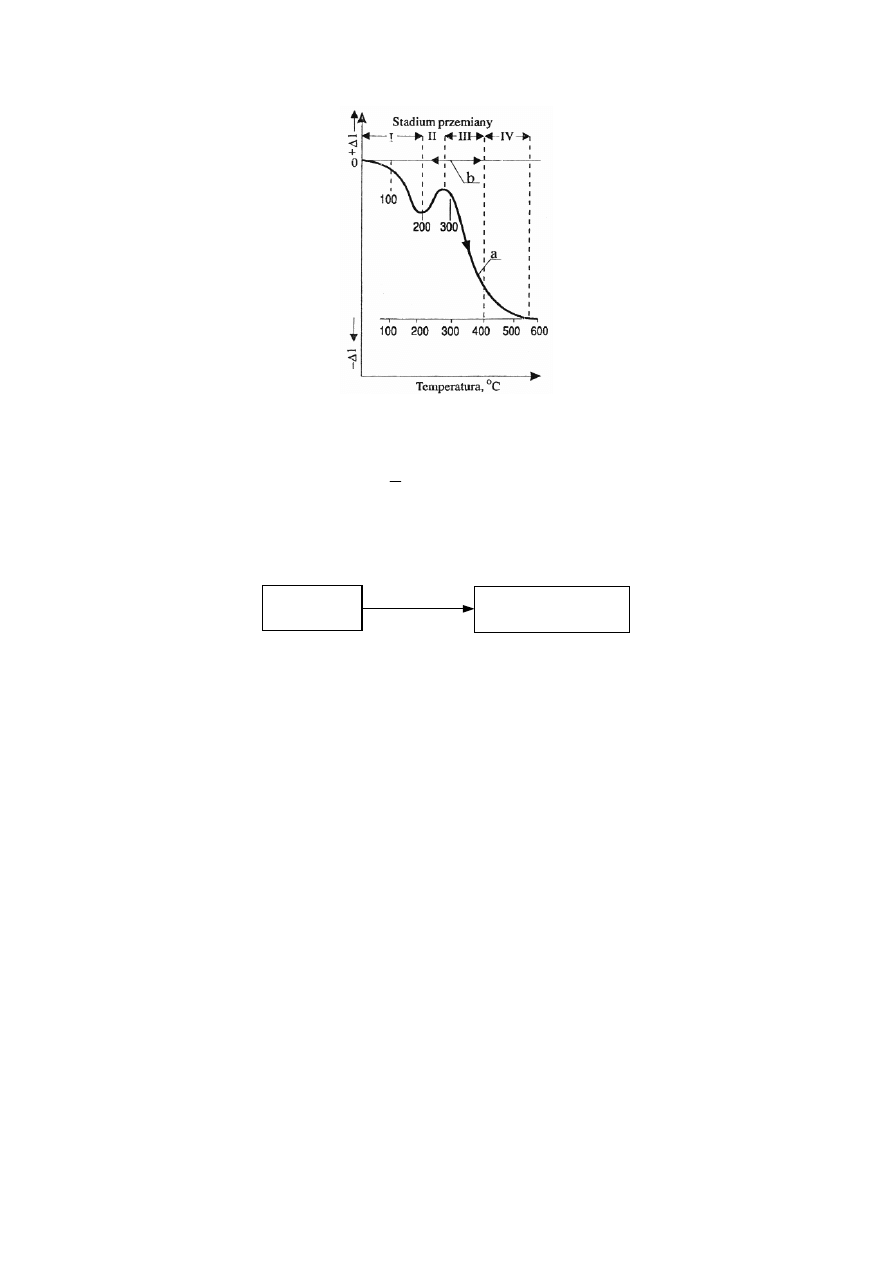
Rys. 10. Krzywa dylatometryczna podczas odpuszczania stali niestopowej (1,2% C)
W pierwszym stadium odpuszczania, tj. w zakresie temperatur 80 ÷ 170°C zmniejsza się
parametr c sieci martenzytu i stosunek
a
c
maleje do wartości zbliżonej do jedności.
Zawartość węgla w martenzycie zmniejsza się, gdyż wydzielają się bardzo drobne węgliki
ż
elaza o składzie chemicznym zbliżonym do wzoru Fe
2
C. Martenzyt taki nazywa się
martenzytem odpuszczonym i powstaje według schematu:
M
(Martenzyt)
α
+ węglik żelaza (Fe
2
C)
(Martenzyt odpuszczony)
Odpuszczanie
Przypuszcza się, iż węgliki w martenzycie odpuszczonym są tego samego rodzaju, jak
bainicie dolnym powstającym z austenitu.
Płytki węglika Fe
2
C są koherentne z martenzytem. Koherencja ta polega na sprzężeniu sieci
węglika z siecią martenzytu wzdłuż określonej płaszczyzny krystalograficznej, czyli
graniczna warstewka atomów należy zarówno do martenzytu, jak i do węglika.
W drugim stadium odpuszczania, przebiegającym w zakresie temperatur 200 ÷ 300°C,
austenit szczątkowy rozkłada się na mieszaninę ferrytu i węglika żelaza Fe
2
C. Jest to proces
dyfuzyjny i mieszanina ta jest bainitem dolnym. Przemiana austenitu szczątkowego pociąga
za sobą wzrost objętości (ok. 3%), co wywołuje wzrost naprężeń wewnętrznych (spada
odporność na działanie karbu).
W trzecim stadium odpuszczania zachodzącym między 300°C a 400°C następuje
przekształcenie się węglika Fe
2
C w płytki cementytu (Fe
3
C) leżące w osnowie ferrytycznej.
Objętość właściwa zmniejsza się, zanikają naprężenia. Powstałą strukturę nazywa się
trustytem, który jest mieszaniną ferrytu i cementytu o bardzo jeszcze dużej dyspersyjności
tych faz, opewnym już stopniu koagulacji fazy cementytowej.
W miarę dalszego podgrzewania, w IV stadium odpuszczania, w granicach temperatur 400°C
– A
1
, następuje dalsza koagulacja cementytu w osnowie ferrytycznej i tworzy się struktura
zwana sorbitem.
Przy dalszym nagrzewaniu w temperaturach, bliskich 700°C, cementyt rozkłada się tworząc
duże, kuliste wydzielenia. Strukturę ferrytu z takim cementytem nazywa się sferoidytem. Siła
napędowa powodująca zmianę kształtu na kulisty i wzrost kuleczek cementytu pochodzi z
obniżania się ogólnej powierzchni granic ziaren, któremu towarzyszy obniżanie się energii
układu.
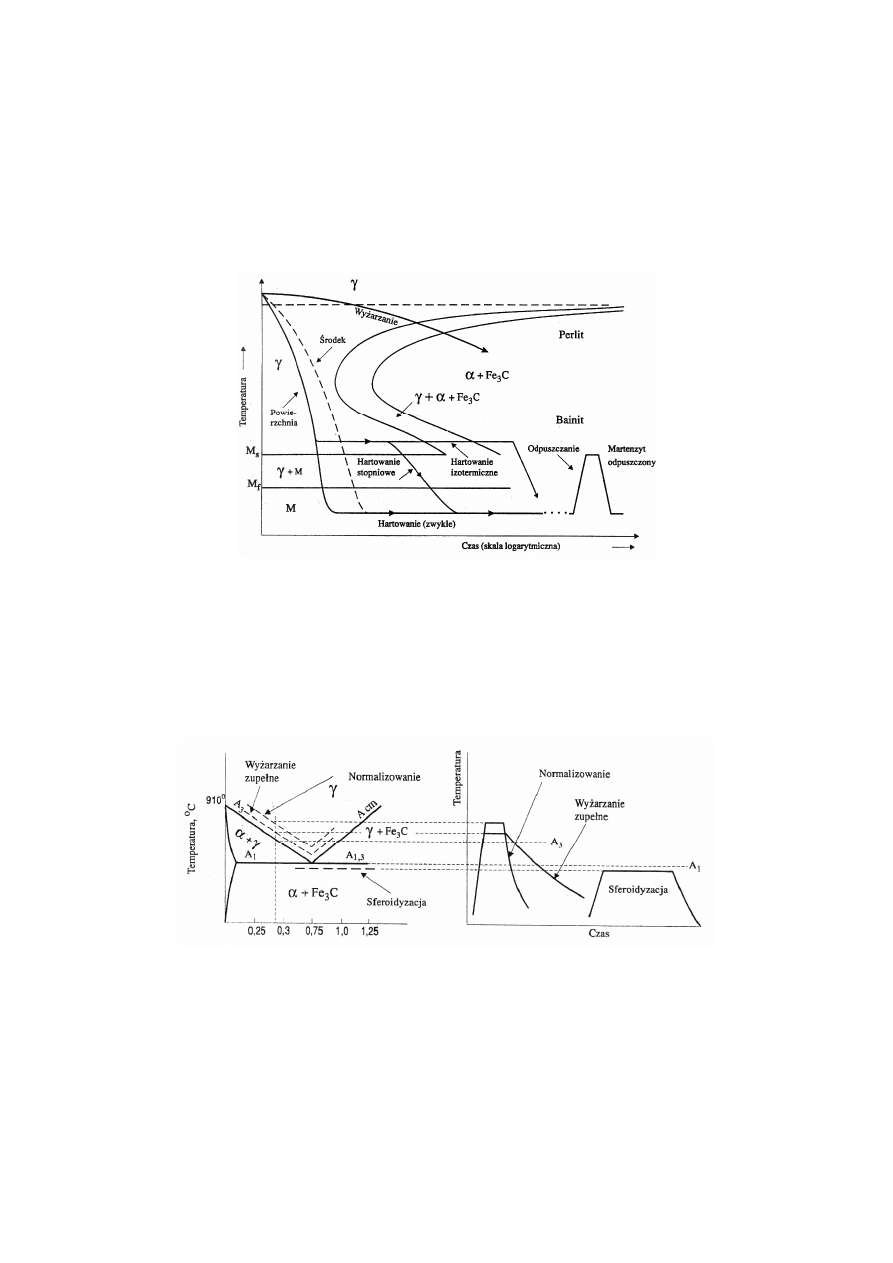
Dzięki różnym przemianom austenitu istnieje szereg praktycznych zabiegów cieplnych
kształtujących strukturę, a więc i właściwości stali. Należą do nich: wyżarzanie, hartowanie,
hartowanie stopniowe, odpuszczanie, hartowanie izotermiczne, które schematycznie
przedstawiono na rys. 11.
Rys. 11. Schemat przedstawiający różne rodzaje obróbki cieplnej stali
Wy
ż
arzanie
Wyżarzanie polega na nagrzaniu stali do odpowiedniej temperatury i następnym powolnym
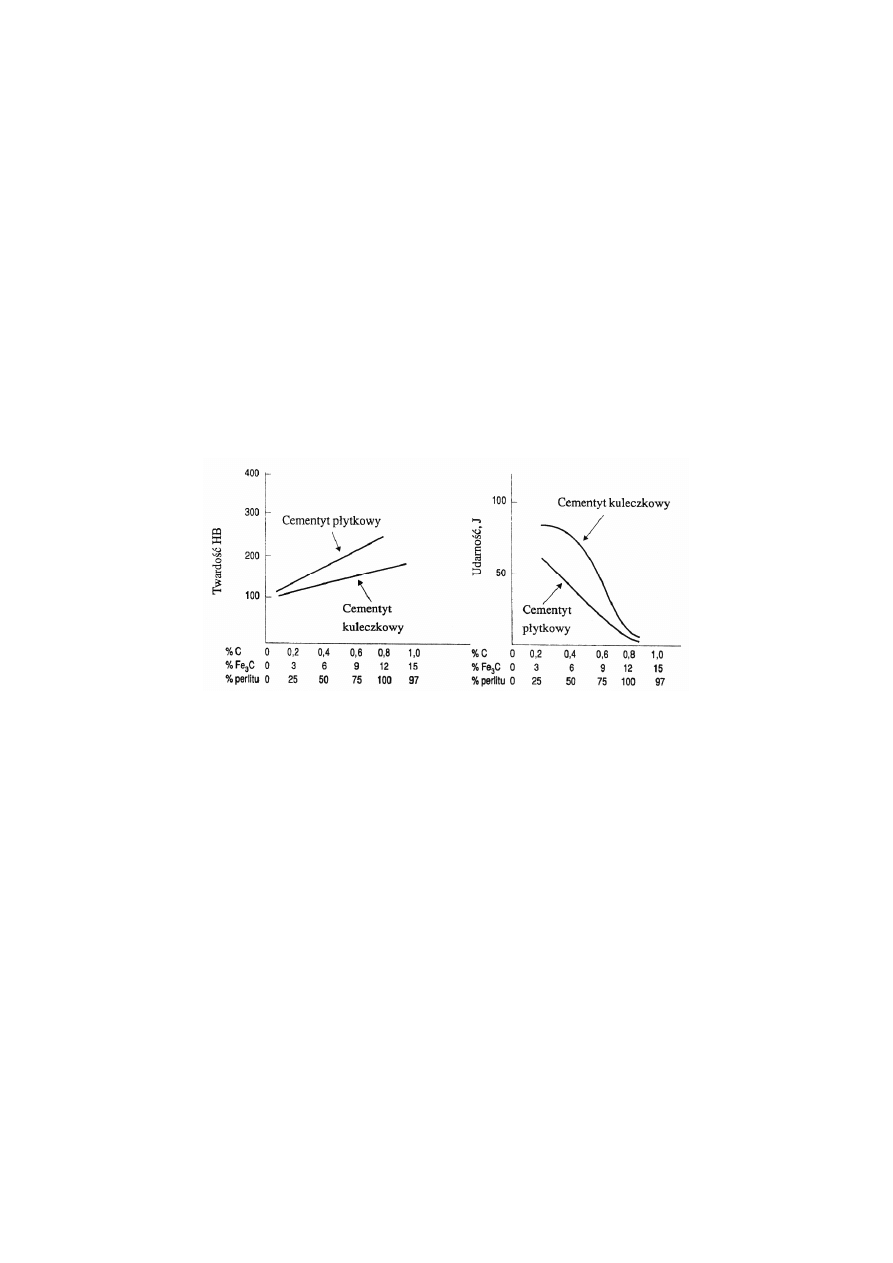
chłodzeniu. Do najczęściej stosowanych odmian wyżarzania należą: zupełne, normalizujące
(normalizowanie), zmiękczające (sferoidyzacja). Temperatury wyżej wymienionych wyżarzeń i
schematy tych procesów przedstawia rys. 12.
a)
b)
Rys. 12. Temperatura (a) i schematy przebiegu procesów różnych rodzajów wyżarzania (b)
Wyżarzanie zupełne i normalizowanie przeprowadza się z zakresu austenitu (głównie dla stali
podeutektoidalnych), z tym, że temperatura wyżarzania zupełnego wynosi 25 ÷ 30°C powyżej
temperatury równowagowej A
3
(względnie A
cm
dla stali nadeutektoidalnych), a temperatura
normalizowania jest nieco wyższa, tj. 50 ÷ 60°C powyżej tych temperatur. Różnica jest
również w chłodzeniu. Przy wyżarzaniu zupełnym materiał chłodzi się powoli, razem z
piecem, a przy normalizowaniu – na powietrzu.
Po wyżarzaniu zupełnym w stali występuje perlit gruby. Stal jest miękka i dobrze się
skrawa. Jest to stosunkowo kosztowna operacja związana z długim czasem przebywania
materiału w piecu.
Celem normalizowania jest uzyskanie dobrego perlitu w stali, polepszenie właściwości
wytrzymałościowych i przygotowanie struktury przed ostateczną obróbką cieplną.
Wyżarzanie zmiękczające (sferoidyzację) stosuje się w celu otrzymania sferoidu, czyli
perlitu, w którym znajduje się cementyt kuleczkowy. Dzięki temu zwiększa się plastyczność
stali, a tym samym udarność. Stosowane jest do stali wysokowęglowych (np. stali na łożyska
toczne). Wyżarzanie zmiękczające przeprowadza się w temperaturze nieco poniżej
temperatury A
1
(ok. 700°C) wygrzewając w czasie 16 ÷ 24 godzin, jeśli strukturą wyjściową
jest perlit płytkowy.
Natomiast jeśli zmiękczamy stal zahartowaną o strukturze martenzytycznej, czas wyżarzania
jest krótszy i wynosi 1 ÷ 2 godzin. Kształt ziaren cementytu w postaci płytek utrudnia
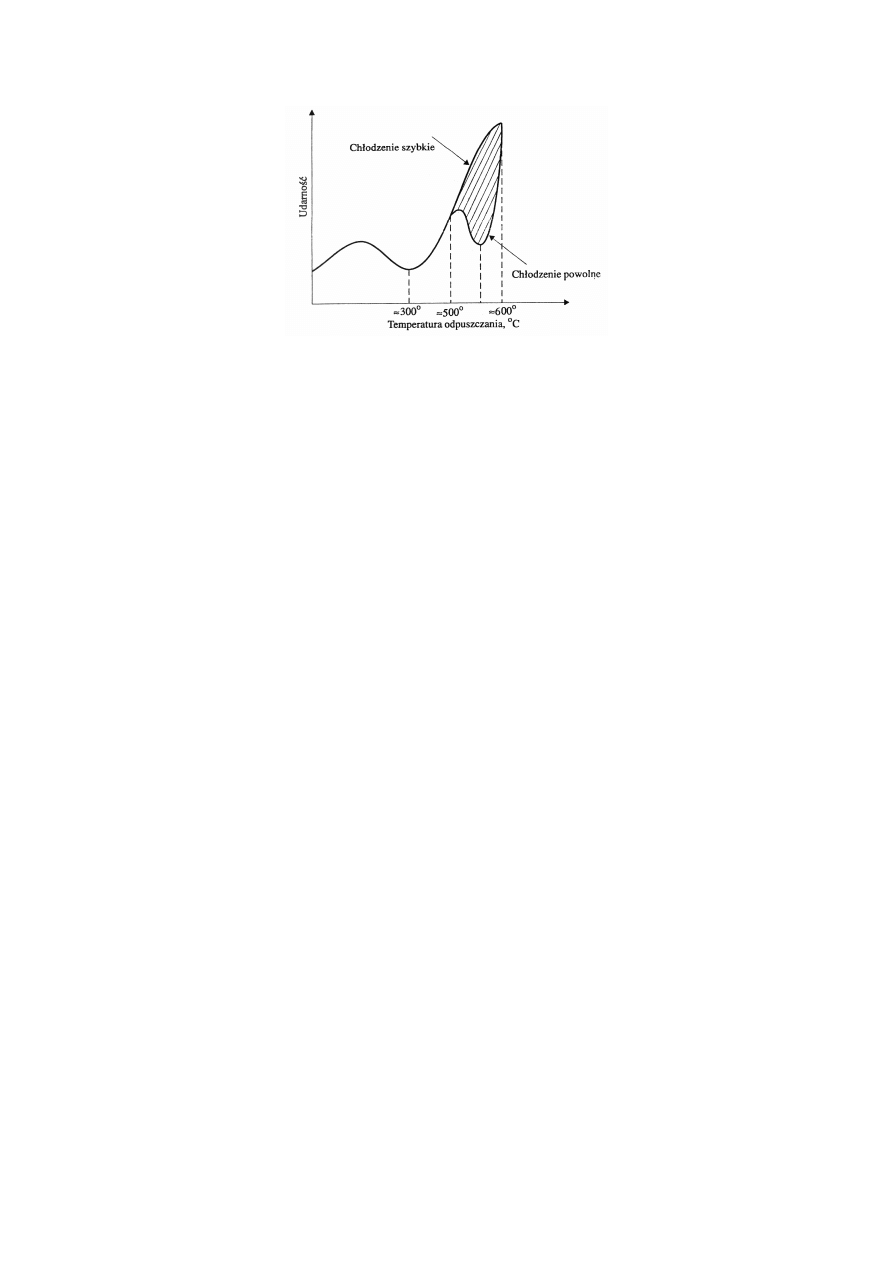
odkształcenie ferrytu bardziej niż cementyt kuleczkowy w sferoidycie. Znajduje to swoje
odbicie w różnicy twardości, która jest funkcją powierzchni granic ziaren. Im większa ta
powierzchnia, tym większe umocnienie ferrytu, a więc mniejsza plastyczność (rys. 13).
a)
b)
Rys. 13. Wpływ cementytu płytkowego w perlicie i cementytu kuleczkowego w sferoidycie
na twardość (a) i udarność (b) stali. Zawartości cementytu i perlitu podane są w procentach
objętościowych
Przy tej samej ilości cementytu jego postać kuleczkowa daje mniejszą powierzchnię granic
ziaren niż w przypadku postaci płytkowej i dlatego sferoid jest bardziej miękki niż perlit oraz
ma większą udarność i odporność na pękanie. Aby pęknięcie się przemieszczało, potrzebna
jest większa energia w przypadku jego rozprzestrzeniania się w osnowie ferrytycznej
sferoidytu aniżeli perlitu. Tak więc większa energia jest absorbowana i większa jest
odporność na pękanie. Strukturę sferoidytu (ferrytu i cementytu o kształcie kuleczek)
pokazano na rys. 14.
Rys. 14. Sferoidyt: kuleczki cementytu na tle ferrytu w stali o zawartości 1,2% C; pow. 600×

Hartowanie zwykłe
Hartowanie zwykłe jest najprostszym sposobem hartowania. Odbywa się przez nagrzanie
przedmiotu do zakresu austenitu i następnie zanurzenie
w ośrodku chłodzącym aż do zupełnego ochłodzenia. Przy tym sposobie chłodzenia
występują duże różnice w temperaturze warstwy powierzchniowej
i rdzenia przedmiotu. Warstwy powierzchniowe o niższej temperaturze dążą do kurczenia się,
czemu przeciwdziałają warstwy rdzenia o wyższej temperaturze. W wyniku tego powstają
naprężenia rozciągające o warstwie powierzchniowej
i ściskające w warstwach środkowych przedmiotu. Naprężenia te mogą powodować pęknięcia
hartowanych wyrobów. Zasadniczo ten sposób hartowania stosuje się do przedmiotów o
kształcie prostym, nieskomplikowanym i niewielkim przekroju. Stale węglowe chłodzi się w
wodzie (przedmioty ze stali węglowej o małych wymiarach o średnicy mniejszej niż 2 do
5 mm chłodzi się w oleju), a stale stopowe w oleju.
Hartowanie stopniowe
Przy tym sposobie hartowania najpierw przedmiot szybko chłodzi się w kąpieli hartowniczej
mającej temperaturę wyższą od temperatury M
s
danej stali. Po wytrzymaniu przez pewien
czas w tej kąpieli (czas ten nie może być za długi, nie może dojść do przemiany γ → α +
Fe
3
C), przedmiot powinien mieć jednakową temperaturę w rdzeniu i warstwie
powierzchniowej. Po tym czasie następuje wolne chłodzenie w drugim ośrodku chłodzącym,
podczas którego zachodzi przemiana austenitu w martenzyt. Dzięki takiemu chłodzeniu w
przedmiocie powstają mniejsze naprężenia i unika się pęknięć hartowniczych.
Przy chłodzeniu powolnym w zakresie przemiany γ → M stal wykazuje plastyczność (w ogóle
metale w chwili, gdy zachodzą w nich przemiany fazowe, wykazują dużą plastyczność), co
wykorzystuje się w procesach prostowania wyrobów.
Z uwagi jednak na gorące (tzn. o temperaturze powyżej M
s
), a zatem wolno chłodzące kąpiele
niemożliwe jest osiągnięcie krytycznej szybkości hartowania dla grubszych przedmiotów.
Dlatego też, hartowanie stopniowe stosuje się do przedmiotów o średnicy nie większej niż 10
÷ 12 mm wykonanych ze stali węglowej i nie większej niż 20 ÷ 30 mm – ze stali stopowej.
Odpuszczanie
Martenzyt jest bardzo twardy, ale i bardzo kruchy, tym bardziej, im więcej zawiera węgla.
Twardość i ciągliwość są przeciwstawne sobie, im większa twardość, tym mniejsza
ciągliwość. W przypadku odpuszczania martenzytu
w większym stopniu rośnie ciągliwość i udarność niż maleje twardość i wytrzymałość.
Martenzyt odpuszczony ma stosunkowo dużą wytrzymałość i dobrą udarność, jeżeli jest
odpowiednio obrobiony cieplnie (odpuszczony). Następuje to dzięki rozdrobnieniu twardych
wydzieleń węglikowych wewnątrz ciągliwej ferrytycznej osnowy. Wydzielenia węglikowe
utrudniają ruch dyslokacji, a tym samym poślizg i umacniają stop. Z odpuszczaniem wiąże się
zjawisko kruchości odpuszczania. Związane jest ono z temperaturą odpuszczania i szybkością
chłodzenia w zakresie: temperatura odpuszczania – temperatura otoczenia (rys. 15).
Rys. 15. Zależność udarności od temperatury odpuszczania i szybkości chłodzenia
Rozróżnia się dwa rodzaje kruchości odpuszczania.
1.
Kruchość odpuszczania pierwszego rodzaju powstaje podczas odpuszczania przy ok.
300°C we wszystkich stalach, niezależnie od ich składu chemicznego i szybkości
chłodzenia przy odpuszczaniu. Prawdopodobnie przyczyną tej kruchości jest
nierównomierność w procesie rozkładu martenzytu odpuszczonego, który
najintensywniej przebiega na granicach ziaren w temperaturach 250 ÷ 350°C. Z tego
powodu warstwy przy granicach ziaren mają mniejszą wytrzymałość, stają się miejscem
koncentracji naprężeń, co prowadzi do kruchego pękania.
2.
Kruchość odpuszczania drugiego rodzaju ujawnia się przy powolnym chłodzeniu z temperatury
odpuszczania 500 ÷ 600°C stali stopowych zawierających nikiel, chrom i mangan.
Prawdopodobnie
wiąże
się
ona
z
bardziej
intensywnym
procesem
tworzenia
się
węglików
manganu
i chromu przy granicach niż w samych ziarnach. Zubożenie warstw przygranicznych w
pierwiastki węglikotwórcze (tj. Mn i Cr) wywołuje dyfuzję fosforu do tych stref, który
wykazuje dążność do dyfuzyjnego przemieszczenia atomów do obszarów uboższych w wyżej
wymienione pierwiastki (zjawisko dyfuzji wstępującej). Przy temperaturach 500 ÷ 600°C
ruchliwość dyfuzyjna atomów fosforu jest dostatecznie duża. Wydzielenia fosforu osłabiają
połączenie ziaren. Wygrzanie ponowne w temperaturze nieco powyżej 600°C i szybkie
chłodzenie w wodzie usuwa kruchość, gdyż nie zachodzi segregacja fosforu. Kruchości
odpuszczania drugiego rodzaju można uniknąć również przez dodanie do stali 0,5% molibdenu.
W praktyce przyjęto dzielić odpuszczanie stali węglowej w zależności od temperatury
wygrzewania na:
1)
odpuszczanie w niskiej temperaturze w zakresie 150 ÷ 250°C, które ma na celu
usunięcie, a przynajmniej zmniejszenie naprężeń hartowniczych przy nieznacznym
polepszeniu plastyczności z jednoczesnym zachowaniem wysokiej twardości i
wytrzymałości;
2)
odpuszczanie w średniej temperaturze w zakresie 250 ÷ 500°C, które ma na celu
uzyskanie wysokiej sprężystości przy dostatecznej udarności oraz utrzymanie wysokiej
wytrzymałości;
3)
odpuszczanie w wysokiej temperaturze w zakresie 500°C ÷ A
c1
, które ma na celu
uzyskanie bardzo wysokiej udarności przy możliwie jeszcze dobrej wytrzymałości.
Hartowanie połączone z następnym odpuszczaniem w wysokich temperaturach (500 ÷ 670°C)
przyjęto nazywać ulepszaniem cieplnym. Celem jego jest, przez rozdrobnienie budowy,
uzyskanie wysokich własności wytrzymałościowych przy optymalnych własnościach
plastycznych. Stosuje się je w hutach do wyrobów gotowych (blach, prętów, odkuwek) lub w
zakładach budowy maszyn, jako wstępną, a czasem ostateczną obróbkę cieplną przed obróbką
mechaniczną przez skrawanie.

Tak zwane częściowe odpuszczanie uzyskuje się przez miejscowe nagrzewanie części
przedmiotu uprzednio zahartowanego.
Hartowanie izotermiczne
Przy hartowaniu izotermicznym następuje przemiana austenitu na ferryt i węglik w stałej
temperaturze, powyżej temperatury M
s
, ale poniżej przegięcia krzywych C. Wymaga to
szybkiego ochłodzenia austenitu do tej temperatury w celu uniknięcia przemiany austenitu w
perlit. Jak już wcześniej wspomniano, przy omawianiu izotermicznej przemiany austenitu, w
temperaturze powyżej M
s
, a poniżej przegięcia krzywych C, izotermiczna przemiana austenitu
odbywa się poprzez ścinanie i dyfuzję prowadząc do powstania ferrytu i wydzielonych w nim
drobnych węglików – bainitu. Wyroby o tej strukturze są wytrzymałe, twarde i pozbawione
pęknięć dzięki stałej temperaturze w czasie przemiany. Bainit jest podobny do martenzytu
odpuszczonego i właściwości fizyczne tych dwu mikrostruktur są zbliżone.
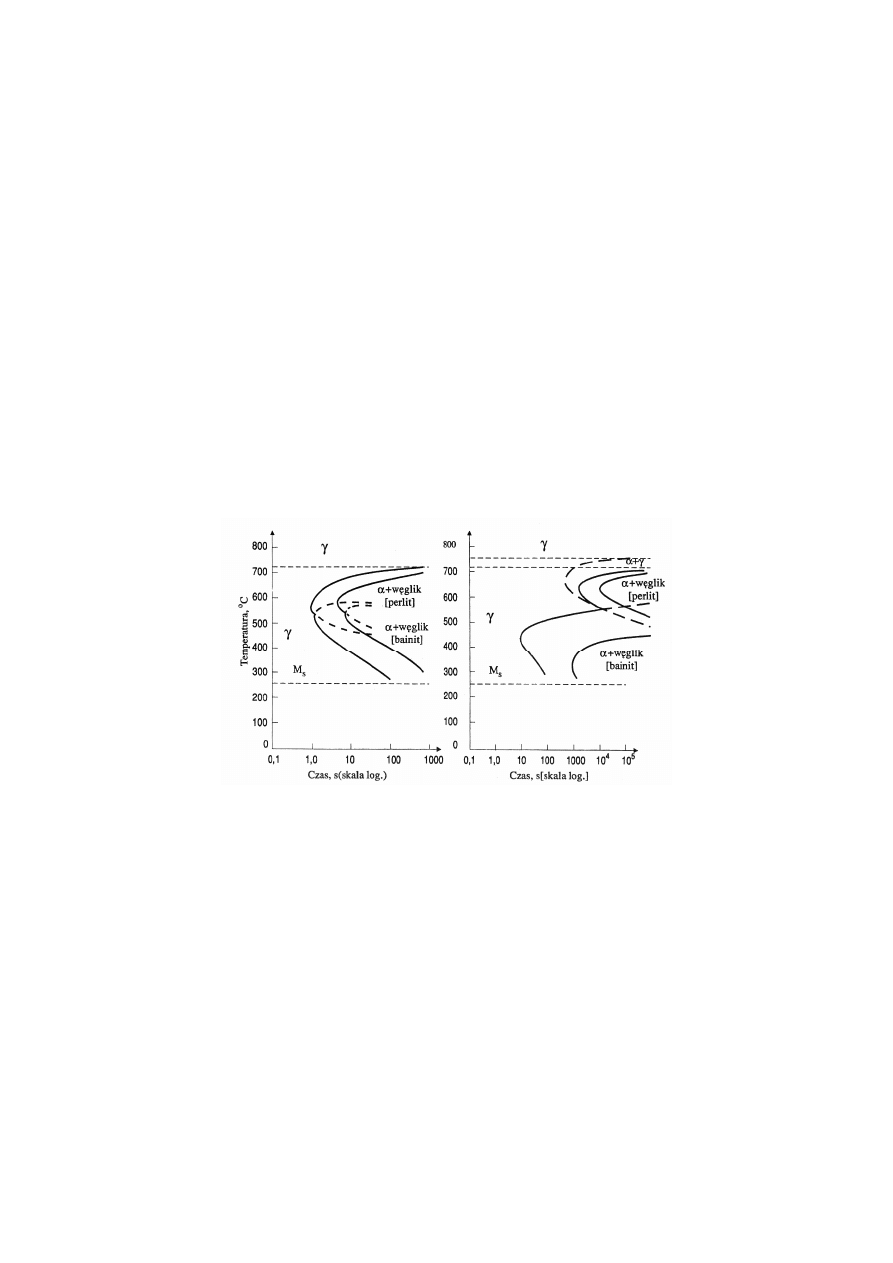
Badania wykazują, iż krzywe C składają się z dwu krzywych, tak jak to pokazano na rys. 16a
dla stali eutektoidalnej, które się ze sobą stykają. W tym przypadku nie można otrzymać
bainitu podczas chłodzenia ciągłego, ponieważ zawsze pierwszy będzie powstawał perlit.
Natomiast w stalach stopowych krzywe C dla perlitu i bainitu są przesunięte w czasie i
temperaturze, co ilustruje rys. 16b. W tego typu stalach bainit może być otrzymany przy
ciągłym chłodzeniu, ponieważ powstawanie perlitu jest opóźnione przez dodatki stopowe
bardziej niż powstawanie bainitu.
a)
b)
Rys. 16. Przemiana perlityczna i bainityczna: a) w stali węglowej o zawartości 0,80% C; b) w stali niskostopowej o
zawartości 0,40% C (1,65 ÷ 2,00)% Ni; (0,40 ÷ 0,90)% Cr; (0,20 ÷ 0,30)% Mo
Hartowno
ść
Hartowność jest miarą podatności stali do tworzenia w 100% struktury martenzytycznej
podczas hartowania. Stal, w której austenit szybko zamienia się na ferryt i węglik ma małą
hartowność. Natomiast jeśli w stali przemiana austenitu w ferryt i węglik przebiega bardzo
wolno – ma dużą hartowność.
Hartowność nie jest związana z twardością powstającego martenzytu, a jedynie zależy od
krytycznej szybkości chłodzenia, koniecznej do uzyskania 100% martenzytu. Przy czym, jak
to przedstawiono wcześniej na rys. 7, sam martenzyt ma różną twardość, zależną od
zawartości węgla w stali.
a)
b)
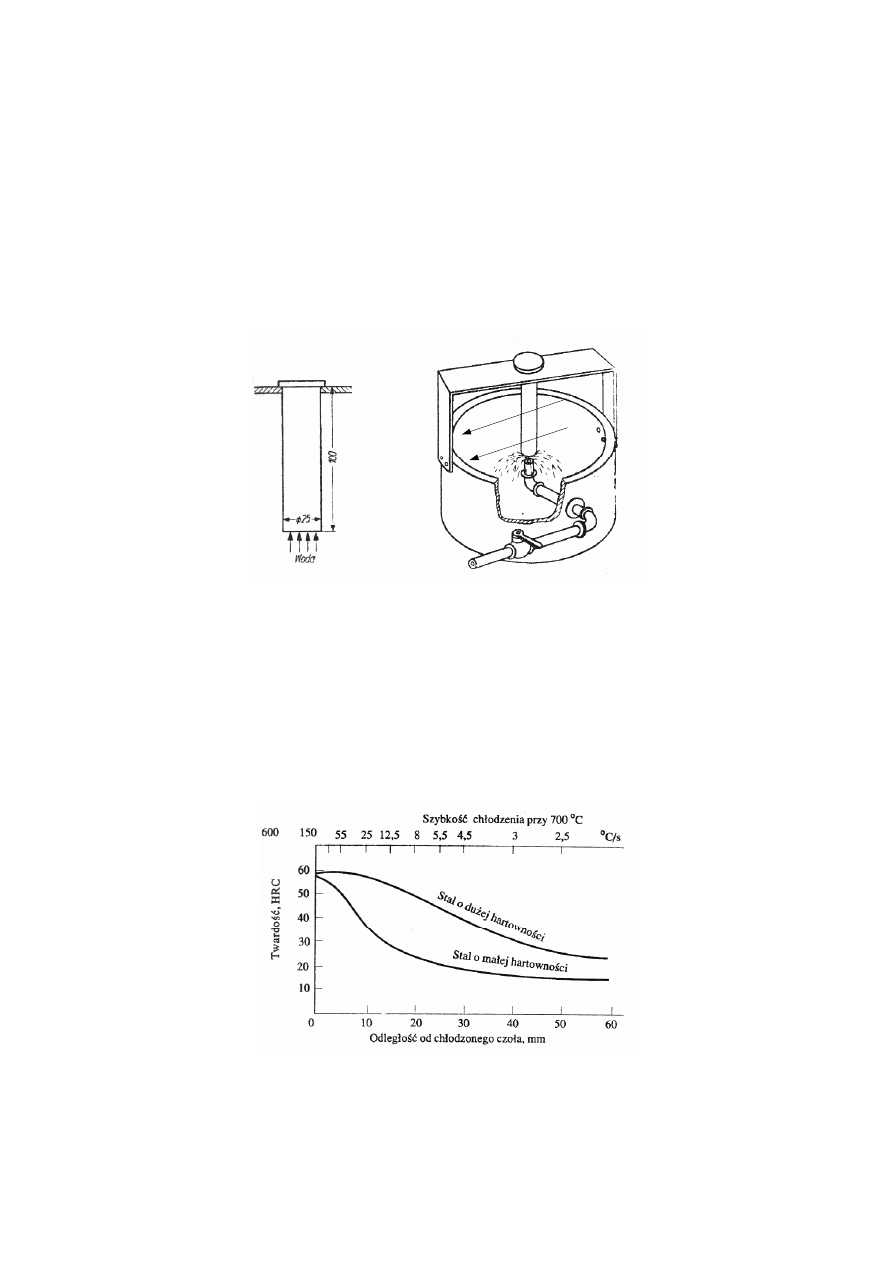
Rys. 17. Próba hartowania od czoła wg Jominy’ego; a – wymiary próbki i schemat urządzenia,
b – badanie hartowności [2]
Najpowszechniej stosowaną metodą badania hartowności jest próba hartowania od czoła według
Jominy’ego. W próbce tej pręt o określonych wymiarach, po nagrzaniu do austenitu, jest od czoła
chłodzony strumieniem wody o odpowiedniej szybkości wypływu i ciśnienia, jak to pokazano na rys.
17. Po ochłodzeniu próbki zeszlifowuje się warstwę o grubości 0,4 mm z jej powierzchni bocznej,
mierzy twardość wzdłuż tworzącej i przedstawia graficznie w układzie współrzędnych: twardość –
odległość od czoła (rys. 18). Określone odległości od czoła, nanosi się na górną oś odciętych (na rys.
18 określone są szybkości chłodzenia dla temperatury 700°C).
Rys. 18. Krzywa hartowności Jominy’ego
Hartowność stali węglowej jest mała. W miarę wzrostu dodatków stopowych w stali
hartowność rośnie (rys. 19). Również ze wzrostem ziarna w stali hartowność rośnie, co
wynika z mniejszej szybkości rozkładu austenitu na ferryt i węgliki, gdyż zarodki krystalizacji
próbka
woda
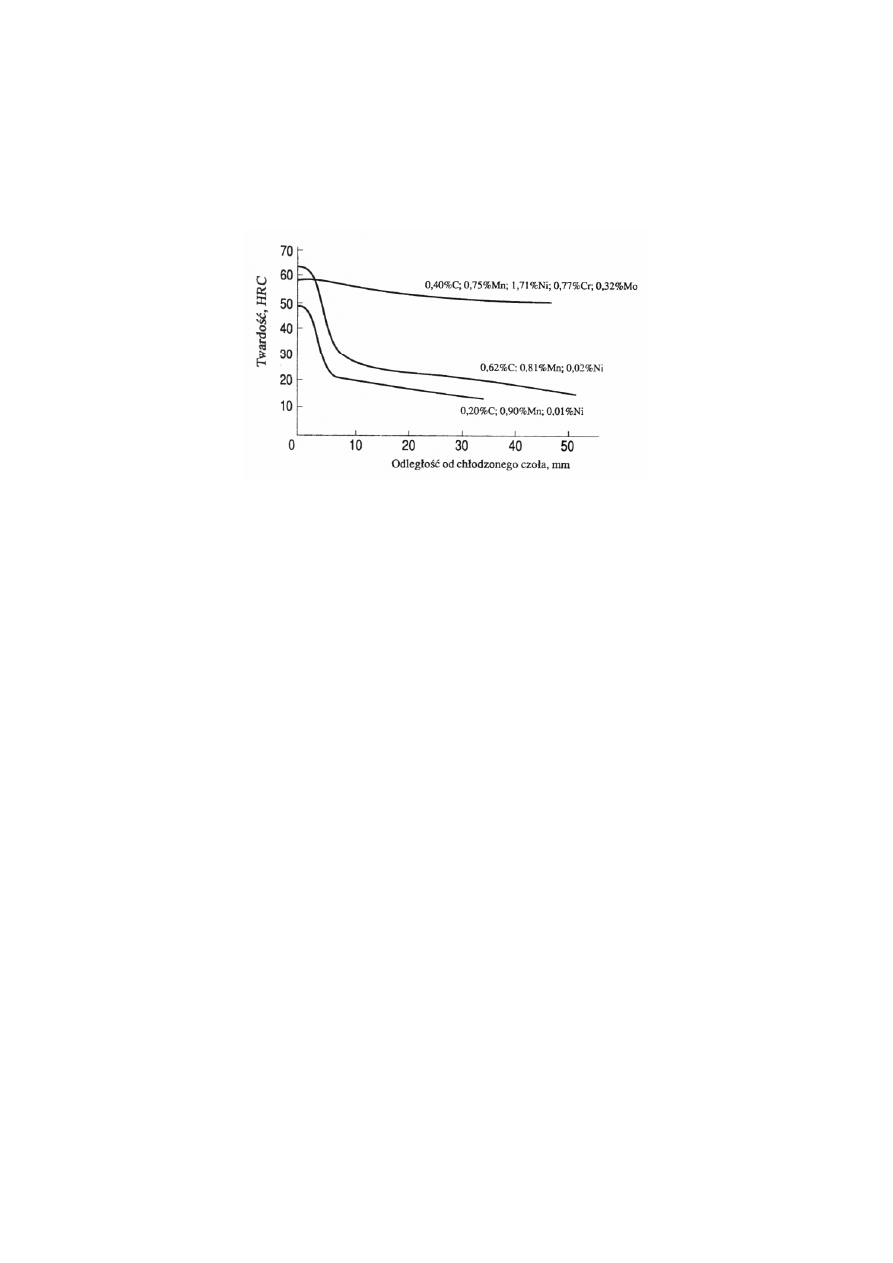
powstają głównie na granicach ziaren austenitu, a więc im większe ziarno, tym mniejsza
łączna długość granic ziaren i mniejsza liczba zarodków.
W ten sposób, przy danej szybkości chłodzenia, gruby austenit wytwarza więcej martenzytu
niż drobnoziarnisty.
Rys. 19. Krzywe hartowności stali o różnym składzie chemicznym
Wyszukiwarka
Podobne podstrony:
Obróbka cieplna stopów żelaza
10c Obrobka cieplna stopow zelaza
Obróbka cieplna stopów żelaza, WIEDZA, BHP, peaca 2, metal
10a Obrobka cieplna stopow zelaza
OBRÓBKA CIEPLNA STOPÓW ŻELAZA
frydman,materiałoznawstwo, Podstawy obróbki cieplnej stopów żelaza
Hartowność stali i obróbka cieplna stopów żelaza formatka
Obróbka cieplna stopów żelaza
Obróbka cieplna stopów Fe z C
sprawozdanie z metali-obróbka cieplna stopów metali nieżelaz, Studia, Materiałoznastwo, Metaloznastw
Obróbka cieplna stopów nieżelaznych
Obróbka cieplna stopów nieżelaznych, Studia Politechnika Poznańska, Semestr III, OCiS, Sprawozdania
ćw 4 obróbka cieplna stopów metali
+Materiałoznawstwo(obróbka cieplna stopów miedzi) - 2 Rok V+, Materialoznawstwo
OCiSzyszka, OCiS Obróbka Cieplna stopów niezelaznych
więcej podobnych podstron