
Podstawy Technik Wytwarzania I
CAM w mechatronice
Mirosław Miecielica Waldemar Wiśniewski
„Człowiek - najlepsza inwestycja”
Projekt współfinansowany przez Unię Europejską
w ramach Europejskiego Funduszu Społecznego
Warszawa 2010

2
Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Spis treści
1. Wprowadzenie ( M. Miecielica ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4
1.1. Zakres zastosowań systemów CAM i współdziałanie z innymi
systemami . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5
1.2. Przesłanki do stosowania programów komputerowego wspomagania
wytwarzania CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6
1.3. Możliwości programów CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7
1.4. Wymagania programów komputerowego wspomagania
wytwarzania CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8
1.5. Rozwój systemów CAD/CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9
1.6. Kryteria oceny systemów CAD/CAM . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
1.7. Algorytmy działania programów typu CAM . . . . . . . . . . . . . . . . . . . . . . .
12
2. Wybrane instrukcje programu GTJ2000 (W. Wiśniewski) . . . . . . . . . . .
22
2.1. Instrukcja RON . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22
2.2. Instrukcja CTUR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22
2.3. Instrukcja OVS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23
2.4. Wywołanie narzędzia do obróbki . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23
2.5. Instrukcje technologiczne . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25
2.5.1. Instrukcje obróbki zgrubnej . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26
2.5.2. Instrukcje obróbki wykańczającej . . . . . . . . . . . . . . . . . . . . . . . . .
32
2.5.3. Instrukcje obróbki otworu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34
2.5.4. Obróbka rowka, przecinanie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
2.5.5. Nacinanie gwintu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39
2.5.6. Instrukcje pojedynczego ruchu narzędzia . . . . . . . . . . . . . . . . . . . .
41
3. Przykład procesu technologicznego toczenia wykonanego
w programie GTJ2000 z objaśnieniami (W. Wiśniewski) . . . . . . . . . . . .
43
3.1. Wprowadzenie geometrii wyrobu i półfabrykatu . . . . . . . . . . . . . . . . . . .
44

PODSTAWY TECHNIK WYTWARZANIA I
3
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
3.2. Technologiczna część projektu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
54
4. Projektowanie w programie GTJ demo ( M. Miecielica) . . . . . . . . . . . . .
78
4.1. Sporządzenie planu obróbki na podstawie rysunku technicznego detalu . .
79
4.2. Przygotowanie programu do pracy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
79
4.3. Tworzenie geometrii detalu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
81
4.4. Wstawianie punktów i rysowanie linii . . . . . . . . . . . . . . . . . . . . . . . . . . .
82
4.5. Kreślenie okręgów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
84
4.6. Opisywanie profilu wyrobu i półfabrykatu . . . . . . . . . . . . . . . . . . . . . . . . .
86
4.7. Projektowanie procesu obróbczego . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
89
4.8. Określenie i podanie niezbędnych danych . . . . . . . . . . . . . . . . . . . . . . . .
89
4.9. Proces wiercenia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
92
4.10. Planowanie czoła . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
95
4.11. Toczenie zgrubne średnicy ø60 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
96
4.12. Toczenie dokładne elementów o chropowatości Ra2.5 . . . . . . . . . . . . .
97
4.13. Obróbka kieszeni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
99
4.14. Nacinanie gwintu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
101

4
Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
1. Wprowadzenie w systemy CAM
(oprac. M. Miecielica)
Systemy CAM (ang. Computer Aided Manufacturing – komputerowe wspomaganie wy-
twarzania), służą do sterowania procesem wytwarzania za pomocą komputera, a więc do ste-
rowania obrabiarek, linii montażowych, robotów, centrów obróbkowych itp. Systemy te obej-
mują wszystkie etapy potrzebne do zrealizowania procesu wytwarzania, takie jak:
tworzenie bieżących harmonogramów prac
obróbka
montaż
kontrola jakości
organizacja transportu międzyoperacyjnego
Obecnie programy typu CAM mają budowę modułową, łącząc w sobie różne rodzaje ob-
róbki (np. moduł tokarski z modułem frezarskim). Posiadają biblioteki narzędzi, ułatwiają do-
bór parametrów obróbki, pozwalają na symulację, wizualizację procesu obróbki, czyli wspo-
magają pracę technologa w całym obszarze projektowania procesów technologicznych. W
związku ze swoją złożonością programy typu CAM nazywane są też systemami CAM.
Chcąc sterować procesem wytwarzania za pomocą komputera należy zastosować syste-
my CAM a systemy te musza spełniać następujące warunki:
posiadać sformalizowany język technologiczny, za pomocą którego można zapisać
wszystkie informacje w postaci, umożliwiającej wprowadzenie do komputera
dysponować
uniwersalną
metodą,
pozwalającą
na
proste
modelowanie
i algorytmizację całych procesów oraz ich elementów strukturalnych
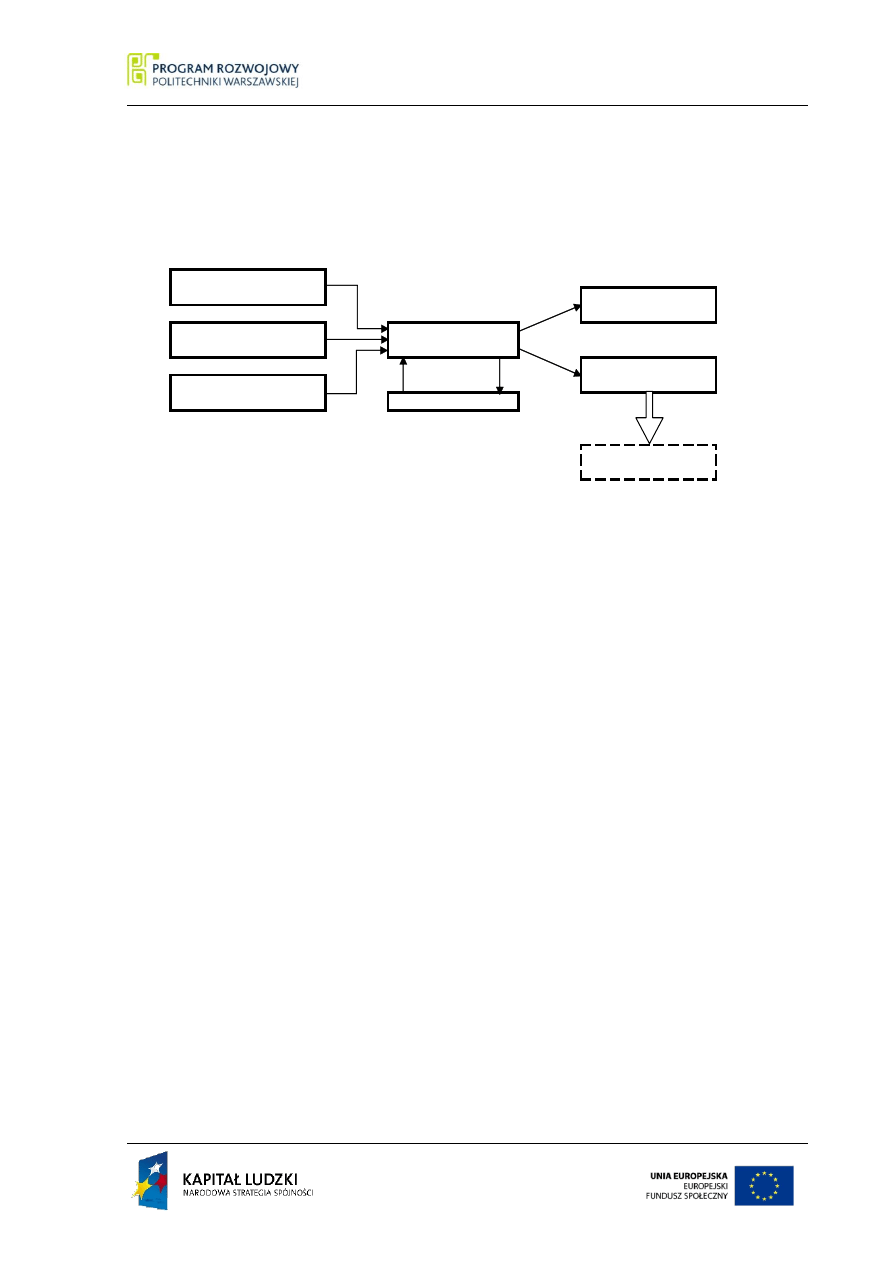
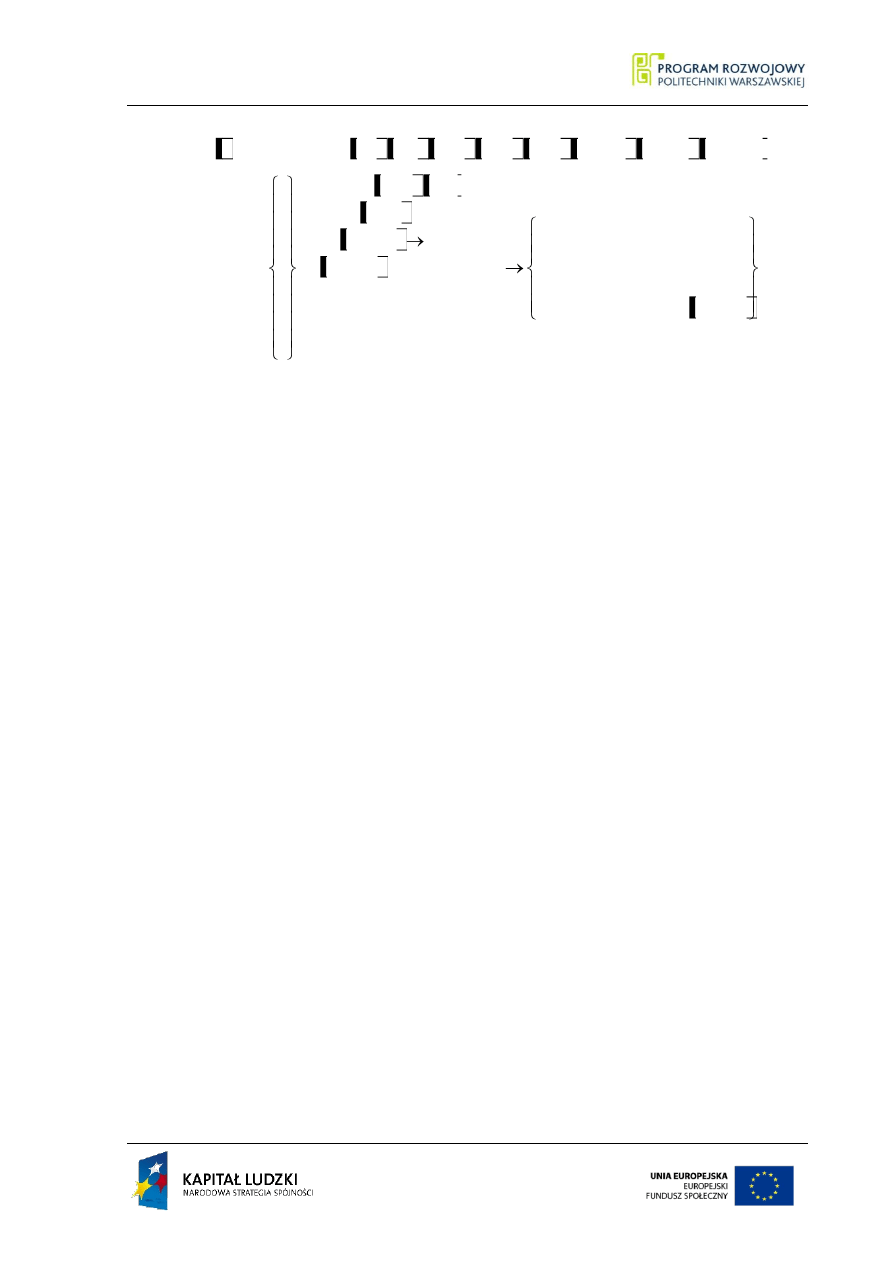
Na rysunku 1.1 pokazany jest ogólny blokowy schemat projektowania procesów techno-
logicznych z wykorzystaniem oprogramowania CAM. Informacje wejściowe dotyczące:
cech obrabianego detalu (kształt, dokładność wykonania, materiał)
środków i warunków produkcji
musi wprowadzić do komputerowego systemu wytwarzania CAM projektant-technolog.
Znając zasady budowy procesu technologicznego i wykorzystując możliwości systemu CAM
może on uzyskać dokumentację technologiczną oraz stworzyć program sterujący procesem
obróbki, który następnie zostaje przesłany do obrabiarki. Sterowanie realizowane jest poprzez
połączenia sieciowe
PODSTAWY TECHNIK WYTWARZANIA I
5
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
między komputerem, a obrabiarkami numerycznymi, bądź przez specjalne kości pamięci do
przenoszenia danych.
Wejście
Wyjście
Informacje o
obrabianym detalu
Dokumentacja
technologiczna
Zasady budowy
Komputer z
procesu technologicznego
programem typu CAM
Kod NC stetujący
Informacje o środkach
pracesem obróbki
i warunkach produkcji
Projektant
Obrabiarka sterowana
numerycznie
Rys. 1.1. Schemat ogólny projektowania procesów technologicznych
1.1.
Zakres zastosowań systemów CAM i współdziałanie z innymi
systemami
Oprócz systemów CAM istnieją także inne systemy komputerowego wspomagania prac inży-
nierskich, zaczynając od systemu CAD (ang. Computer Aided Design – komputerowe wspo-
maganie projektowania), a kończąc na systemie CAT (ang. Computer Aided Testing – kompu-
terowe wspomaganie kontroli) oraz systemie CAQ (ang. Computer Aided Quality Control –
komputerowe wspomaganie kontroli jakości).
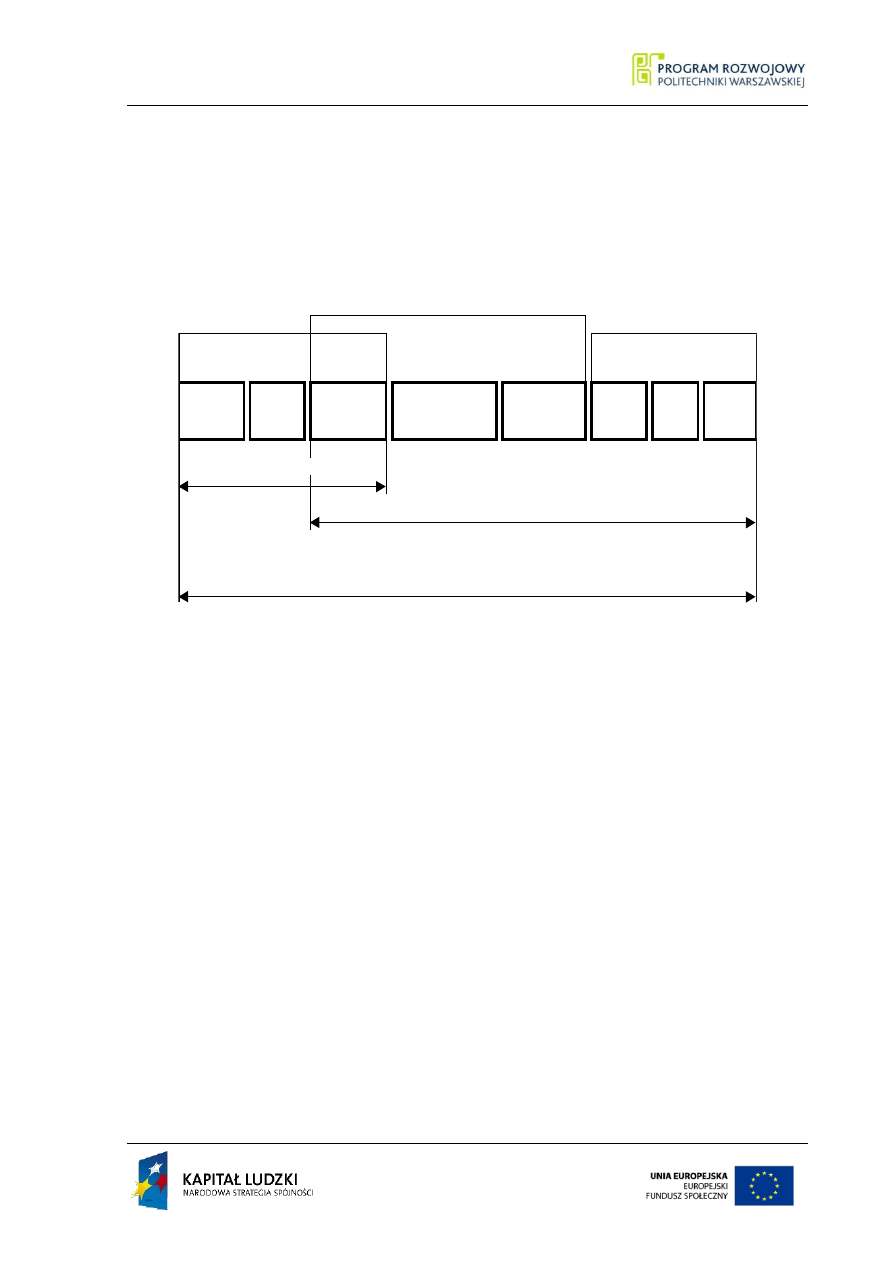
Systemy CAD, powiązane z systemami CAM, obejmują wszystkie etapy projektowania
określonego obiektu (rys. 1.2). W wyniku prac w tych systemach powstaje pełna dokumentacja
konstrukcyjna, składająca się z rysunków zestawieniowych i wykonawczych. W raz z powsta-
niem rysunków wykonawczych systemy CAD wyczerpują obszar swojego zastosowania, a
rozpoczyna się etap systemów wspomagających wytwarzanie. W programach CAM można
naszkicować kształt elementu zgodnego z rysunkami wykonawczymi, ale jest też możliwość
importowania rysunku z systemów CAD. Istnieją również złożone systemy CAD/CAM, w
których zakres zastosowań obejmuje obszar od koncepcji po kontrolę jakości. Systemy te za-
bezpieczą ciągłą automatyzację prac techniczno-organizacyjnych w technicznym przygotowa-
6
Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
niu produkcji (konstrukcji i technologii) oraz wytwarzaniu. Zalety połączonych systemów
CAD/CAM, z uwzględnieniem głównie korzyści wynikających z wytwarzania, zostały opisane
w punkcie, dotyczącym możliwości programów CAM. Systemy komputerowe CAT i CAQ
znajdują zastosowanie w ramach systemów CAM.
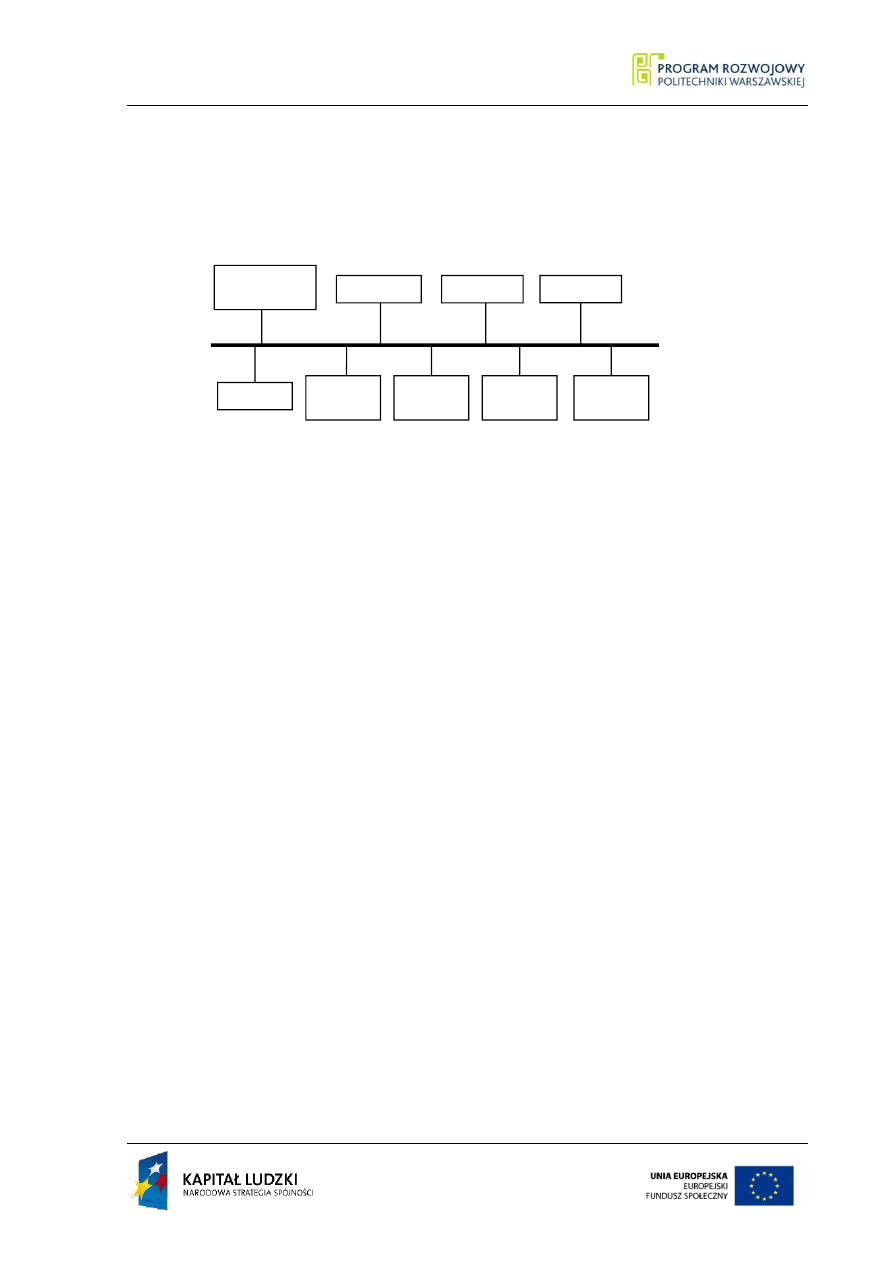
projektowanie
konstrukcja
procesów
wytwarzanie
Projekt
Rysunki
Opracowanie
Generowanie
Kontrola
Koncepcja
wstępny
wykonawcze
procesów
danych
Obróbka Montaż
jakości
technologicznych
obróbkowych
obszar zastosowania systemów CAD
obszar zastosowania systemów CAM
obszar zastosowania systemów CAD/CAM
Rys. 1.2. Zakres zastosowań systemów CAD, CAM, CAD/CAM
1.2.
Przesłanki do stosowania programów komputerowego wspoma-
gania wytwarzania CAM
Automatyzacja produkcji wielkoseryjnej i masowej, realizowana przez zastosowanie ob-
rabiarek, linii montażowych, centrów obróbkowych, manipulatorów i robotów sterowanych
numerycznie stała się czynnikiem inicjującym zaistnienia takiego rozwiązania również do naj-
częściej spotykanej w przemyśle produkcji małoseryjnej. Wprowadzenie na szeroką skalę au-
tomatyzacji produkcji spowodowało, że znacznie wzrósł udział pracochłonności technicznego
przygotowania produkcji w stosunku do pracochłonności wytwarzania. Przyczyniło się to do
komputeryzacji prac projektowych i to zarówno w fazie projektowania konstrukcji oraz tech-
nologii, jak i w fazie sterowania procesami wytwarzania. Główną przesłanką do stosowania
komputerowego wspomagania wytwarzania CAM jest więc wzrost wydajności produkcji. Po-
nadto ważna też jest poprawa jakości wyrobów, skrócenie czasu potrzebnego na uruchomienie

PODSTAWY TECHNIK WYTWARZANIA I
7
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
bądź przestawienie produkcji. Wpływ na rozwój systemów CAM mają również powiększające
się możliwości komputerowego wspomagania wytwarzania CAM, wynikające między innymi z
rozwoju techniki mikroprocesorowej, z rozwoju grafiki komputerowej, pozwalającej na coraz
lepszą wizualizację projektów. Istotną przesłanką do stosowania komputerowego wspomaga-
nia wytwarzania CAM jest także większa dostępność do komputerów i znacznie większe ich
możliwości.
1.3 Możliwości programów CAM
Przy pomocy programów CAM można projektować i symulować przebieg procesu tech-
nologicznego na komputerze. Można też sprawdzić kolizyjność narzędzi z obrabianym mate-
riałem oraz obrabiarką. Przy testowaniu programu na komputerze unika się ewentualnego
uszkodzenia obrabiarki lub elementów. Pozytywne wyniki poprawnego procesu technologicz-
nego umożliwiają uruchomienie produkcji. Duże możliwości daje wysoki poziom automatyza-
cji projektowania procesów technologicznych. Problem projektowania przejmuje wtedy kom-
puter. Istnieje wówczas konieczność formalizacji zapisu wiedzy technologicznej. Tworzone są
zatem procedury rozwiązywania problemów cząstkowych, poddających się łatwo algorytmiza-
cji. Wymienić tu należy procedury doboru parametrów skrawania, ustalenia kosztów operacji,
doboru odpowiednich narzędzi itp. Korzystanie z połączonych w system procedur odbywa się
na drodze dialogu technolog - komputer. Decyzje trudne do formalizacji podejmuje inżynier w
trybie konwersacyjnym oraz wprowadza dane niezbędne do prawidłowej pracy systemu. Po-
przez możliwość korzystania z procedur rozwiązywania problemów i baz danych (np. baz na-
rzędzi skrawających) programy CAM spełniają rolę programów eksperckich.
Niektóre programy same proponują dobór narzędzi do konkretnej obróbki i optymalizują
projektowany proces wyręczając projektanta. Dodatkowo systemy CAM, poprzez możliwość
szybkich zmian projektowanych procesów technologicznych, pozwalają na utrzymanie ela-
styczności produkcji. Przeniesienie programowania procesów technologicznych z obrabiarek
CNC na komputer, nastąpiło przyśpieszenie przezbrajania linii produkcyjnych, wyposażonych
w obrabiarki numeryczne.
Jeszcze większe możliwości daje połączenie systemów CAD i CAM. Systemy te, pozwalają na
szybką zamianę pomysłu w program NC i gotowy wyrób. Kompletny system CAD-CAM

8
Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
można uzyskać kupując główny program CAD i opcjonalne nakładki CAM lub też inwestując
w system, który ma zintegrowane ze sobą moduły CAD i CAM.
Dużą zaletą systemów CAD-CAM jest fakt, że od początku system zwraca uwagę na
wszystkie detale, alarmując projektanta natychmiast, jeśli coś jest niewykonalne w danym ma-
teriale. Gdy projektuje się elementy z drogiego materiału (np. tytanu) szczególnie ważne jest,
aby projekt nie miał błędów. Stosując odpowiedni system CAD-CAM można zaprojektować
konstrukcję, następnie kolejne procesy technologiczne, a po sprawdzeniu na komputerze za-
cząć produkcję.
1.4
Wymagania programów komputerowego wspomagania wytwa-
rzania CAM
Opisując ogólnie wymagania sprzętowe programów typu CAM można wyróżnić trzy czyn-
niki: czas powstania programu, poziom automatyzacji projektowania procesów technologicz-
nych, zakres zastosowania programu.
Czas powstania programu w sposób oczywisty określa wymagania sprzętowe programów
CAM. Najlepsze komputery z okresu powstawania pierwszych programów CAM, miały para-
metry, które dziś zapewnia standardowy sprzęt komputerowy z dolnej półki cenowej. Wyma-
gania tych programów, dotyczące procesora, pojemności pamięci RAM i środowiska, w któ-
rym pracują są łatwe do spełnienia. Wadą tych programów są jednak ich małe możliwości.
Programy nowsze mają więcej możliwości, lecz także więcej wymagań. Nowe programy wy-
magają przykładowo: procesora Intel Core Duo, 1 GB pamięci RAM, a pracują w środowi-
skach Windows, UNIX.
Drugi czynnik, wpływający na wymagania programów komputerowego wspomagania wy-
twarzania CAM to poziom automatyzacji projektowania procesów technologicznych. Progra-
my typu CAM służą do sterowania procesem wytwarzania, poprzez projektowanie procesów
technologicznych na komputerze. W zależności od automatyzacji projektowania, programy
mają różne wymagania. Przy małej automatyzacji, gdzie w procesie projektowania procesu
technologicznego główną rolę spełnia technolog, programy CAM są prostsze i mają mniejsze
wymagania sprzętowe. Wraz ze wzrostem automatyzacji, problem projektowania procesu
przejmuje komputer. Programy CAM posiadają wtedy, wymienione już wcześniej, specjalne
PODSTAWY TECHNIK WYTWARZANIA I
9
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
procedury rozwiązywania problemów cząstkowych. Wymagają jednak komputerów nowocze-
snych o dużych możliwościach obliczeniowych.
Następnym czynnikiem wpływającym na wymagania programów CAM jest ich zakres za-
stosowania. Im program jest bardziej złożony i posiada więcej możliwości (np. łącząc w sobie
różne typy obróbki, zapewniając wysokiej klasy wizualizację i symulację procesu obróbki), tym
jego wymagania są większe.
Podsumowując najmniejsze wymagania sprzętowe mają starsze programy typu CAM o
małej automatyzacji procesów technologicznych. Największe wymagania stawiają
programy najnowsze o dużej automatyzacji projektowania procesów technologicznych,
mające szerokie zastosowanie. Programy te wymagają wysokiej klasy komputerów.
Efektywne wykorzystanie programów typu CAM wymaga również odpowiednio wykwa-
lifikowanej kadry technicznej.
1.5
Rozwój systemów CAD/CAM
Zastosowanie systemów CAD/CAM/CAE umożliwia przejście do wysokowydajnych
procesów produkcyjnych, których okres wykonania od chwili pomysłu do gotowego wyrobu
zostaje skrócony nawet o 60 ÷ 70% czasu potrzebnego do realizacji w sekwencyjnym procesie
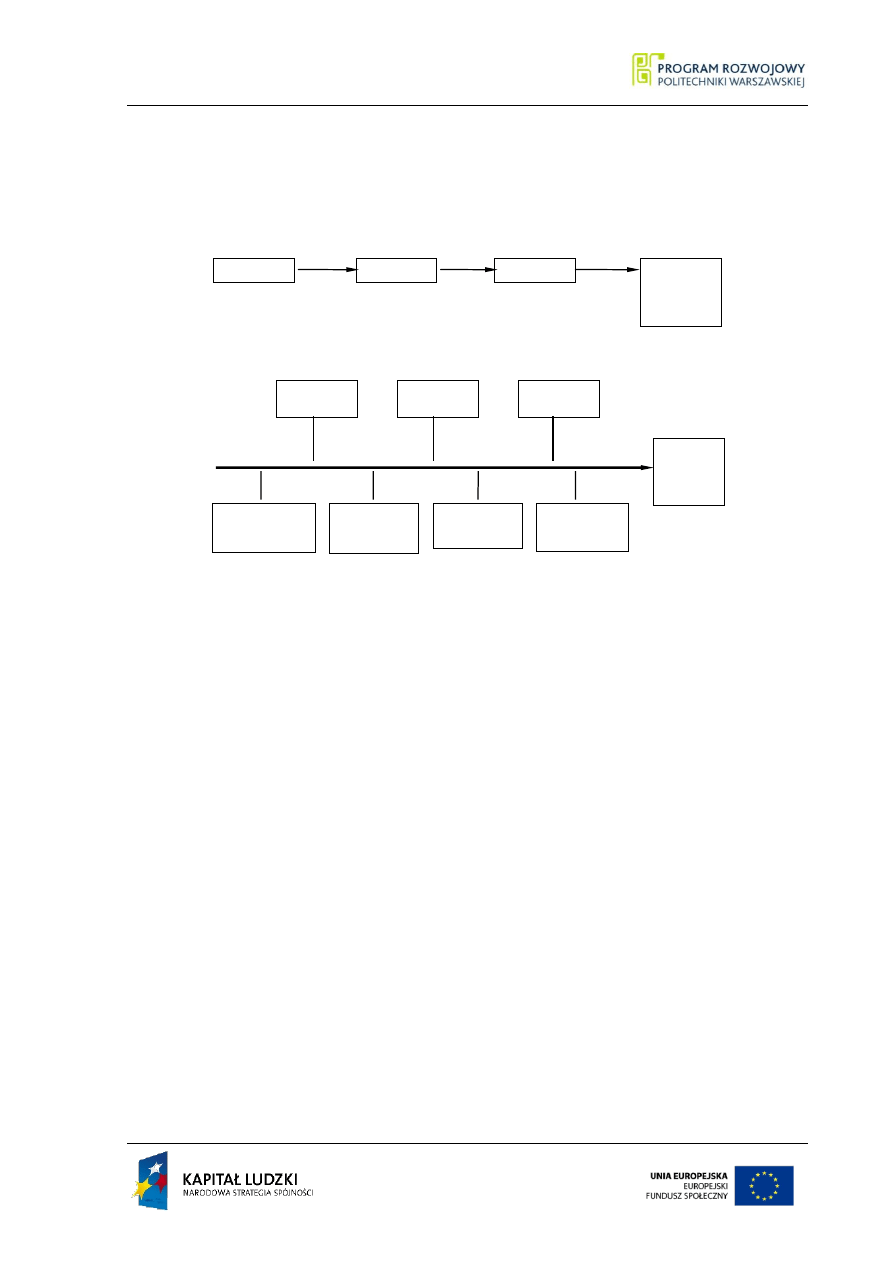
projektowania i wytwarzania. Na rysunku 1.3 przedstawiono przykład projektowania tego
samego wyrobu przez dwie grupy inżynierów o porównywalnych kwalifikacjach zawodowych,
doświadczeniu, współczynniku inteligencji itp., w dwu różnych systemach projektowania i wy-
twarzania: projektowaniu sekwencyjnym i
współbieżnym. Eksperyment ten pozwolił na doko-
nanie oceny proporcji czasu potrzebnego przy realizacji projektu w systemie sekwencyjnym
gdzie:
1/3 czasu zajmuje przygotowanie i poprawianie dokumentacji,
1/3 czasu pochłania rozwiązywanie konfliktów pomiędzy pracownikami,
1/3 czasu to efektywna praca twórcza.
W początkach lat 80 rozpoczęła się specjalizacja systemów CAD/CAM dla poszcze-
gólnych branż np. elektrotechnika, budownictwo, mechanika. Tworzono specjalistyczne bazy
pod kątem wymagań danego przemysłu. Był to etap, na którym systemy CAD/CAM zaczęły
10 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
mieć budowę modułową, a poszczególne wymienialne moduły dobierano pod kątem wymagań
charakterystycznych dla danej branży.
a.)
b.)
inżynier 1
inżynier 2
inżynier 3
gotowy
projekt
X dni
gotowy
projekt
X/3 dni
inżynier 1
inżynier 2
inżynier 3
Baza
obrabiarkowa
baza
konstrukc.
baza
technolog.
baza
materiałowa
Rys. 1.3. a.) Schemat projektowania sekwencyjnego,
b.) Schemat projektowania współbieżnego (concurrent engineering).
Zmianom podlegała również platforma sprzętowa i środowiskowa, której wymagały
poszczególne systemy. Producenci oprogramowania CAD/CAM, uwzględniając możliwości
techniczne użytkowników oferowali szeroką platformę sprzętową począwszy od komputerów
osobistych klasy Pentium do stacji roboczych. Możliwa się stała praca z systemami operacyj-
nymi zarówno w środowisku Windows, jak i w systemach Solaris, AIX, czy UNIX.
Rozwój systemów CAD/CAM przedstawiono graficznie na rysunku 1.4.
Do najbardziej zaawansowanych systemów zintegrowanych typu CAD/CAM zaliczyć
można systemy CATIA i Unigraphics. Należy jednak zaznaczyć, że systemy te należą do naj-
droższych. Również platforma sprzętowa w postaci dobrych komputerów PC lub stacji robo-
czych pociąga za sobą znaczne koszty. Nic więc dziwnego, że na te rozwiązania mogą sobie
pozwolić duże korporacje przemysłowe o znacznych zasobach kapitałowych.
Najnowsze prognozy wskazują na dalsze zaawansowanie systemów kompute-
rowego wspomagania projektowania i wytwarzania przejawiające się możliwością współpracy
PODSTAWY TECHNIK WYTWARZANIA I 11
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
projektanta z wyspecjalizowanymi programami komputerowymi, które będą rozwiązywały lub
podpowiadały najkorzystniejsze rozwiązanie zadanego problemu.
Rys. 1.4. Rozwój systemów CAD/CAM od roku 1950
W budowie systemów CAD/CAM można wyróżnić trzy etapy rozwoju:
1950 1975 - wspomaganie obliczeń inżynierskich w analizie konstrukcji i
zastosowanie komputerowych systemów programowania
obrabiarek sterowanych numerycznie,
1975 1990 - zastosowanie grafiki komputerowej do wszystkich faz
projektowania i wytwarzania,
1990 2010 - zintegrowane systemy CAD/CAM, współbieżne projektowanie i
automatyzacja produkcji, symulacja całego procesu wytwarzania i
eksploatacji, możliwość podpowiedzi parametrów procesu jak i doboru
narzędzi (odbiorcami tych programów są duże firmy np. Nissan,
Boeing, itp).
1
950
obrabiarki
numeryczne
centra
obróbkowe
elastyczne sys-
temy obróbcze
1
960
1
970
diagnostyka
inteligentne
obrabiarki
1
980
1
990
sterowanie
numeryczne
systemy
eksperckie
CAD
CAD/CAM
symulacje
12 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Schemat takiego „zespołu” (projektant - inteligentny program) pracującego nad projek-
tem przedstawiono na rysunku 1.5, gdzie projektant wiodący współpracuje z innymi projektan-
tami i inteligentnymi programami. Z uwagi na pracę takiego „zespołu” w sieci internet’u zanika
bariera granic i odległości w doborze specjalistów do rozwiązania danego zagadnienia.
projektant
wiodący
Agent 1
internet
inżynier
bieżący
projekt
biblioteki
firmowe
normy
i przepisy
oferty
produkcji
Agent 1
inżynier 1
Rys. 1.5. Współpraca projektanta z inteligentnymi agentami
(Agent -intelligent agents - programy rezydujące w sieci komputerowej
i zastępujące człowieka w pewnych czynnościach)
1.6
Kryteria oceny systemów CAD/CAM
Wiedzę o systemach CAD/CAM można uzyskać albo z dostępnych informacji
handlowych lub poprzez pracę z tymi systemami. Oczywistym jest, że ogólnie dostępna infor-
macja handlowa nie jest źródłem najbardziej miarodajnym z uwagi na jej reklamowy charakter.
Jednocześnie na etapie wyboru oprogramowania do wdrożenia trudnym do rozwiązania pro-
blemem jest praca ze wszystkimi potencjalnymi systemami CAD/CAM. Z tego względu skaza-
ni jesteśmy na informacje pośrednie np. ilość instalacji systemu w przemyśle, będąca bardzo
wymiernym wskaźnikiem pozwalającym ponadto na weryfikację przydatności oprogramowania
w praktycznym zastosowaniu przemysłowym.
Za główne kryteria klasyfikacji oprogramowania typu CAD/CAM można uznać:
- platformę sprzętową i środowiskową, ilość instalacji oraz możliwość pracy w sieci,
- zakres zadań realizowanych poprzez poszczególne moduły oprogramowania, jego jakość
oraz stopień integracji modułów,
- stabilność producenta oprogramowania na rynku programów komputerowych, poziom
szkolenia i koszty wdrożenia systemu.
Platforma sprzętowa, na której pracuje oprogramowanie typu CAD/CAM w
istotny sposób wpływa na cenę produktu (np. stosunek cen programów pracujących na kom-

PODSTAWY TECHNIK WYTWARZANIA I 13
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
puterach osobistych w środowisku WINDOWS do programów pracujących na stacjach robo-
czych jest jak 1 do 100).
W 2008 roku na świecie było eksploatowanych około miliarda komputerów osobistych
i one stanowiły główną bazę sprzętową dla większości przedsiębiorstw. Z uwagi na ciągle
wzrastające możliwości techniczne i programowe tego typu komputerów duża część firm
(zwłaszcza małych i średnich) wprowadzających do swojej „infrastruktury technicznej” opro-
gramowanie typu CAD/CAM będzie korzystała z komputerów klasy PC. Zmusza to producen-
tów oprogramowania wymagającego dotychczas stacji roboczych, do rozszerzenia platformy
sprzętowej o komputery osobiste. Dobrym tego przykładem jest system CADDS pracujący na
obu platformach sprzętowych. Wielkie korporacje przemysłowe działające w takich branżach
jak lotnictwo, czy przemysł samochodowy wdrażając i rozwijając zastosowanie systemów zin-
tegrowanych typu CAD/CAM pozostaną natomiast w sferze platformy sprzętowej opartej o
stacje robocze (około 14 mln stacji roboczych w 2008r.).
Podane powyżej kryteria oceny systemów CAD/CAM z uwagi na ich znaczną ilość w
ofercie handlowej wydają się być zbyt ogólne i niewystarczające dla trafnego wyboru właści-
wego oprogramowania. Z tego względu należy sprecyzować bardziej szczegółowe kryteria
związane zarówno z samym oprogramowaniem jak i czynnikami wynikającymi z sytuacji wra-
żającego. Uwzględniając powyższe elementy można wyszczególnić następujące kryteria oceny
mające wpływ na wybór konkretnego systemu:
1. Możliwości techniczne wdrażającego.
Należy tu wziąć pod uwagę stopień komputeryzacji wdrażającego, oraz odpowiedzieć
na pytanie: czy wybór systemu wiąże się z zakupami sprzętowymi, czy bazę dla oprogramowa-
nia stanowić będzie posiadany dotychczas sprzęt komputerowy.
2. Praca w sieci.
Obecnie, w czasie szybkiego i powszechnego rozwoju sieci lokalnych, a także łatwemu
dostępowi do sieci Internet, coraz częściej spotkać się można z pracą w sieci. Wykorzystując
mechanizmy sieciowe, współczesne systemy CAM umożliwiają pracę grupie technologów nad
jednym projektem. Przy czym mogą oni korzystać z tych samych, aktualnych danych za pomo-
cą sieci komputerowej, będąc w różnych miejscach świata. Dodatkowo praca w sieci pozwala

14 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
na wykorzystanie do zaawansowanych zadań i obliczeń konstrukcyjnych, komputerów o du-
żych mocach obliczeniowych, znajdujących się w sieci komputerowej.
Praca grupowa w sieci ma jeszcze inne istotne zalety. Każdy z pracowników może
opracowywać jeden z modułów funkcjonalnych projektu, całość natomiast jest nadzorowana w
jednym miejscu. Każda z osób uczestniczących w projekcie ma możliwość obejrzenia współ-
pracującego modułu (elementu) i na bieżąco edycji projektu bez ingerencji w podglądany plik.
Przykładem takiego rozwiązania jest np. stosowanie plików referencyjnych. Pliki referencyjne
stosuje się też przy pracy na jednym stanowisku.
3. Modułowa budowa systemu.
Łatwość dostosowania do specyficznych i zmieniających się potrzeb użytkownika po-
zwala na możliwie pełne wykorzystanie oprogramowania. Dodatkowe moduły funkcjonalne,
np. modeler parametryczny, bazy narzędziowe, moduł do wizualizacji przedmiotu obrabianego
- pozwalają dostosować z czasem narzędzia pracy bez zmiany kosztownego oprogramowania.
4. Łatwość nauki programu.
Kryterium to jest szczególnie istotne z punktu widzenia użytkownika, który po raz
pierwszy zetknie się z systemem CAM.
Przy obecnym zaawansowaniu rozwiązań programowych i mnogości oferowanych funkcji, nie
jest łatwo projektantowi korzystającemu z tradycyjnych metod, szybko opanować współczesny
system CAM.
5. Łatwość posługiwania się programem.
Jak każde narzędzie, aplikacja powinna ułatwiać pracę i przyspieszać powstawanie pro-
jektu. Łatwość obsługi programu ma decydujący wpływ na komfort i wydajność pracy projek-
tanta. Dzisiejsze systemy oferują obsługę przez tzw. graficzny interfejs użytkownika, co znacz-
nie upraszcza proces projektowania.
6. Wieloplatformowość.
Praca na możliwie wielu platformach sprzętowych i współpraca z różnymi urządzenia-
mi peryferyjnymi pozwala użytkownikowi systemu na wybór sprzętu na jakim pracuje, stosow-
nie do swoich potrzeb i możliwości finansowych. System CAM spełnia swoje zadanie w ra-
mach określonych kosztów jego wdrożenia. Część producentów oprogramowania CAD/CAM

PODSTAWY TECHNIK WYTWARZANIA I 15
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
(np. Bentley) oferuje systemy pracujące pod kontrolą różnych systemów operacyjnych (UNIX,
Windows NT, OS/2), co wymusza stosowanie do określanych zadań również odpowiedniej
platformy sprzętowej. Technolog może, więc pracować na różnorodnym sprzęcie. Mogą to
być komputery osobiste z procesorami zgodnymi z procesorami Intel, Power Macintosh, stacje
robocze DEC Alpha, po wydajne stacje robocze HP, SUN czy SGI. Powyższe wymagania
wpływają w sposób istotny na koszt sprzętu i oprogramowania. Wydaje się, że praca oprogra-
mowania CAD/CAM w wielu środowiskach systemowych jest szczególnie przydatna.
7. Możliwość tworzenia makroinstrukcji.
Częste i czasochłonne wykonywanie tych samych, rutynowych poleceń można zastąpić
napisanym makropoleceniem. Część programów oferuje wewnętrzne języki programowania,
dzięki którym można tworzyć w oparciu o polecenia systemu własne, specjalizowane aplikacje.
Można w ten sposób przyspieszyć i zautomatyzować część funkcji. Daje to również możliwość
tworzenia nowych specyficznych poleceń, nieoferowanych przez system.
8. Wymiana plików między stanowiskami i zgodność ze starszymi wersjami systemu.
Praca na różnorodnych wersjach systemu wymusza akceptowanie plików rysunkowych
i danych przez nowsze wersje tego oprogramowania. W przeciwnym wypadku każde wprowa-
dzenie nowej wersji systemu wymagałoby odtwarzania rysunków i danych.
Ważna jest też bezkonfliktowa wymiana plików między stanowiskami projektowymi, gdy ist-
nieje kilka stanowisk o różnych platformach sprzętowych i systemowych. Najprostszym przy-
kładem może tu być akceptowanie plików aplikacji DOS-owych przez aplikacje w środowisku
Windows .
9. Stały rozwój systemu i możliwość uaktualniania jego wersji wraz ze zwiększaniem się
potrzeb użytkownika.
Aby masowy odbiorca mógł korzystać z najnowszych technologii, pracownik powinien
mieć dostęp do nowych wersji systemu. Producenci systemów CAD/CAM prowadzą prace
badawczo-rozwojowe ulepszając swoje produkty. Pozwala to na sprostanie konkurencji, a
jednocześnie nadążanie za ciągłym postępem technicznym.
Wiele firm oferuje bezpłatne uaktualnienia w ramach wykupionej licencji. Przykładem może
być program subskrypcji usług i technologii firmy Bentley Systems - Bentley SELECT. Tego

16 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
typu przedsięwzięcia mają na celu kompleksową obsługę użytkownika oprogramowania, od
instalacji systemu wraz z wyborem platformy sprzętowej, przez program szkoleń, uaktualnienia
wersji programu i serwis techniczny. Dzięki temu w łatwy sposób można dostosować system
do swoich potrzeb i możliwości finansowych.
Obecna, duża konkurencja na rynku oprogramowania CAD/CAM, wymusiła na producen-
tach dbałość o dostarczanie pełnego zestawu narzędzi do komputerowego wspomagania pro-
jektowania i wytwarzania. Powstały, więc grupy współpracujących ze sobą producentów, ofe-
rujących wspólnie swoje rozwiązania. Przykładem może być grupa MAI skupiająca wokół fir-
my Autodesk producentów oprogramowania i nakładek CAD/CAM/CAE.
10. Wiarygodność producenta i jego pozycja na rynku.
Przy zakupie i wdrożeniu systemu komputerowego wspomagania projektowania i wytwarzania
istotne jest, aby była to firma mająca już wyrobioną markę. Firma posiadająca odpowiedni po-
tencjał badawczy i rozwojowy umożliwiający pomoc przy wdrożeniu i instalacji oprogramo-
wania, organizację szkoleń, i co najważniejsze, zapewnienia stałej pomocy technicznej.
Powyższe wymaganie, a także kryterium z punktu poprzedniego, są szczególnie istotne
przy dużych wdrożeniach, gdy system CAM w przedsiębiorstwie ma funkcjonować w oparciu
o wiele stanowisk roboczych i na rożnych platformach sprzętowych.
11. Liczba użytkowników.
Kryterium to jest dość blisko związane z punktem poprzednim. Z jednej strony od-
zwierciedla ono popularność systemu na rynku. Może też być swego rodzaju wskaźnikiem
zaufania ze strony użytkowników. Nie należy jednak tej zasady traktować dosłownie.
12. Otwarta architektura systemu.
Możliwość tworzenia własnych aplikacji np. możliwość opracowywania własnych baz
narzędziowych dostosowanych do specyfiki technologicznej zakładu, lub przejęcia ich od in-
nych użytkowników, innych systemów.
13. Wizualizacja procesów technologicznych w2D lub 3D.
Możliwość weryfikacji na monitorze komputera ewentualnych kolizji w opracowywa-
nym procesie technologicznym.
14. Koszt wdrożenia systemu (program, sprzęt, szkolenia)
PODSTAWY TECHNIK WYTWARZANIA I 17
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
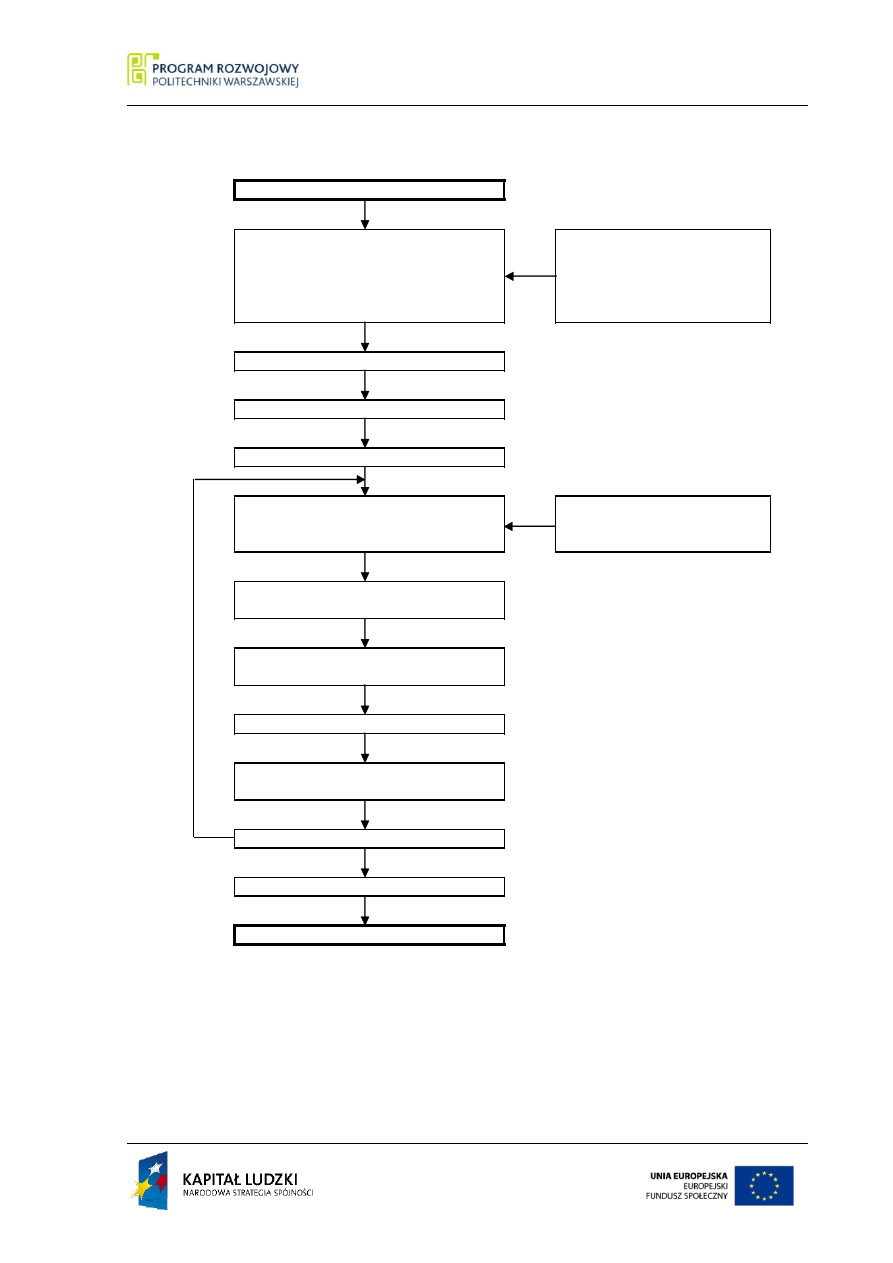
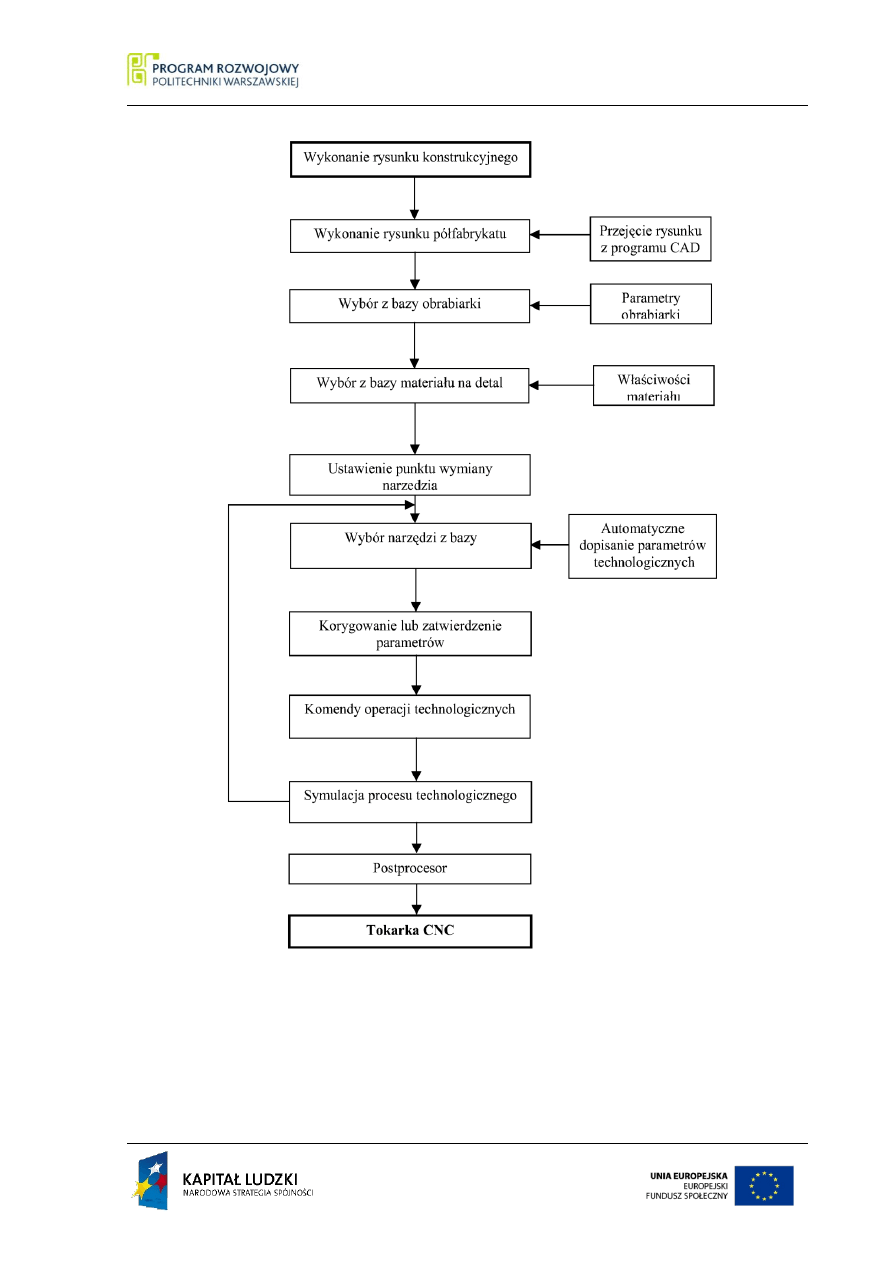
1.7. Algorytmy działania programów typu CAM
Wykonanie rysunku konstrukcyjnego
Wykonanie rysunku półfabrykatu
Przejęcie rysunku 2D/3D z programu
CAD w formacie DXF, CADL, DWG,
VDA-FS, STL, IGES, ANVIL, STEP,
albo bezpośrednio z modelera
bryłowego SolidWorks
Wybranie z bazy postprocesora
Wybranie z bazy materiału na detal
Ustawienie punktu wymiany narzędzi
Wybranie narzędzia z bazy danych
Automatyczne dopisywanie
parametrów technologicznych
Korygowanie lub zatwierdzanie parametrów
charakteryzujących pracę narzędzia
Wybranie komendy operacji technologicznej
Zaznaczenie punktu startu i końca obróbki
Korygowanie lub zatwierdzanie parametrów
obróbki
Symulacja procesu technologicznego
Przesłanie kodu NC do tokarki
Tokarka CNC
Rys. 1.6 Algorytm postępowania w programie AlphaCAM
18 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
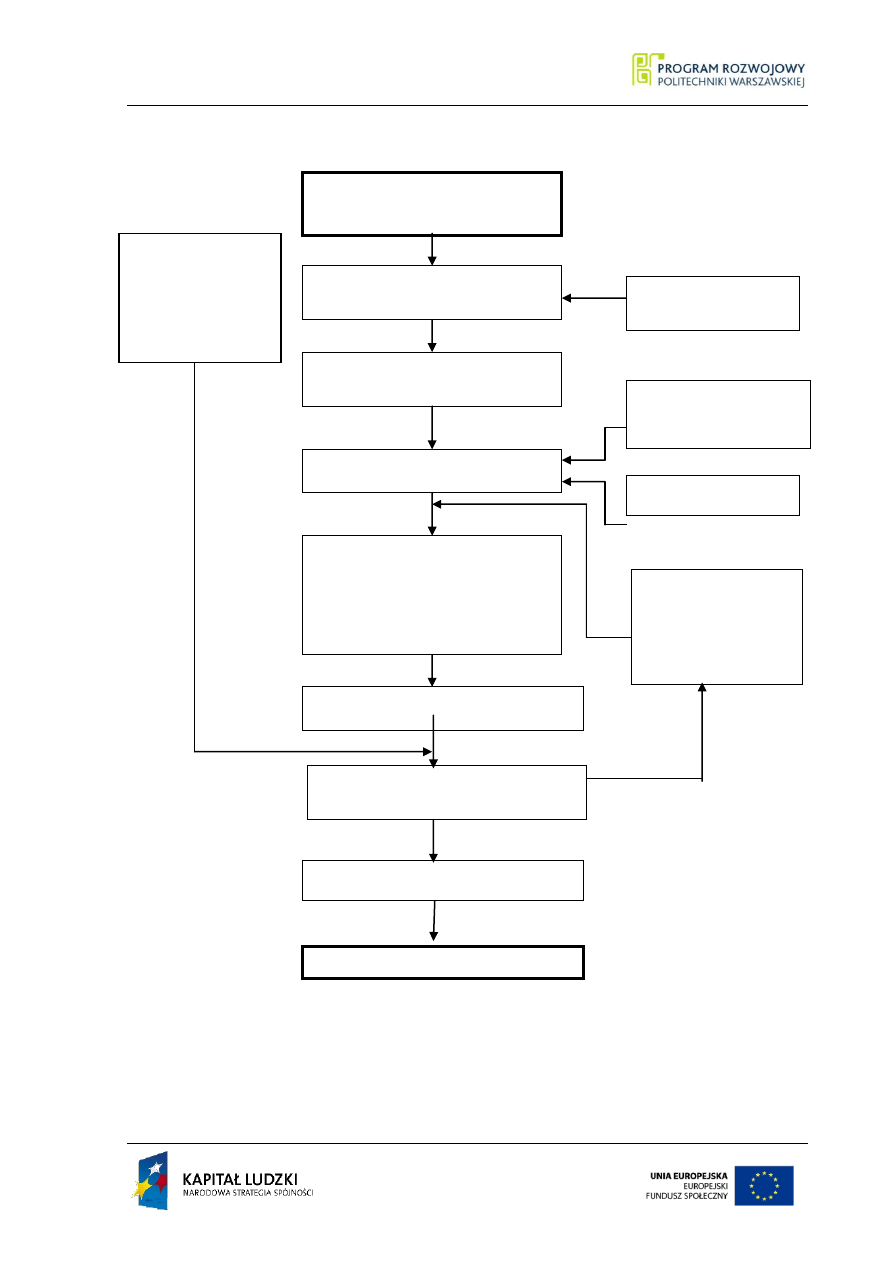
Rys.1.7. Algorytm działania programu KSPT/WIN
Wykonanie rysunku
konstrukcyjnego
Wykonanie rysunku
półfabrykatu
Przejęcie rysunku z
programu CAD
Ustawienie punktu wymiany
narzędzi
Wybór narzędzi
Katalog narzędzi
Definicja narzędzi
nie występujących w
katalogu
Wykorzystanie
technologii
grupowej w klasie:
wałek, tuleja,
tarcza
Projektowanie kolejności
zabiegów technologicznych i ich
programowanie w oparciu o
zbiór cykli ustalonych i podpro-
gramów
Ustawienie parametrów skrawania
Symulacja procesu technologicz-
nego
Postprocesor
Tokarka CNC
W razie potrzeby mo-
dyfikacja cykli
PODSTAWY TECHNIK WYTWARZANIA I 19
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys.1.8. Algorytm działania programu GTJ
20 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
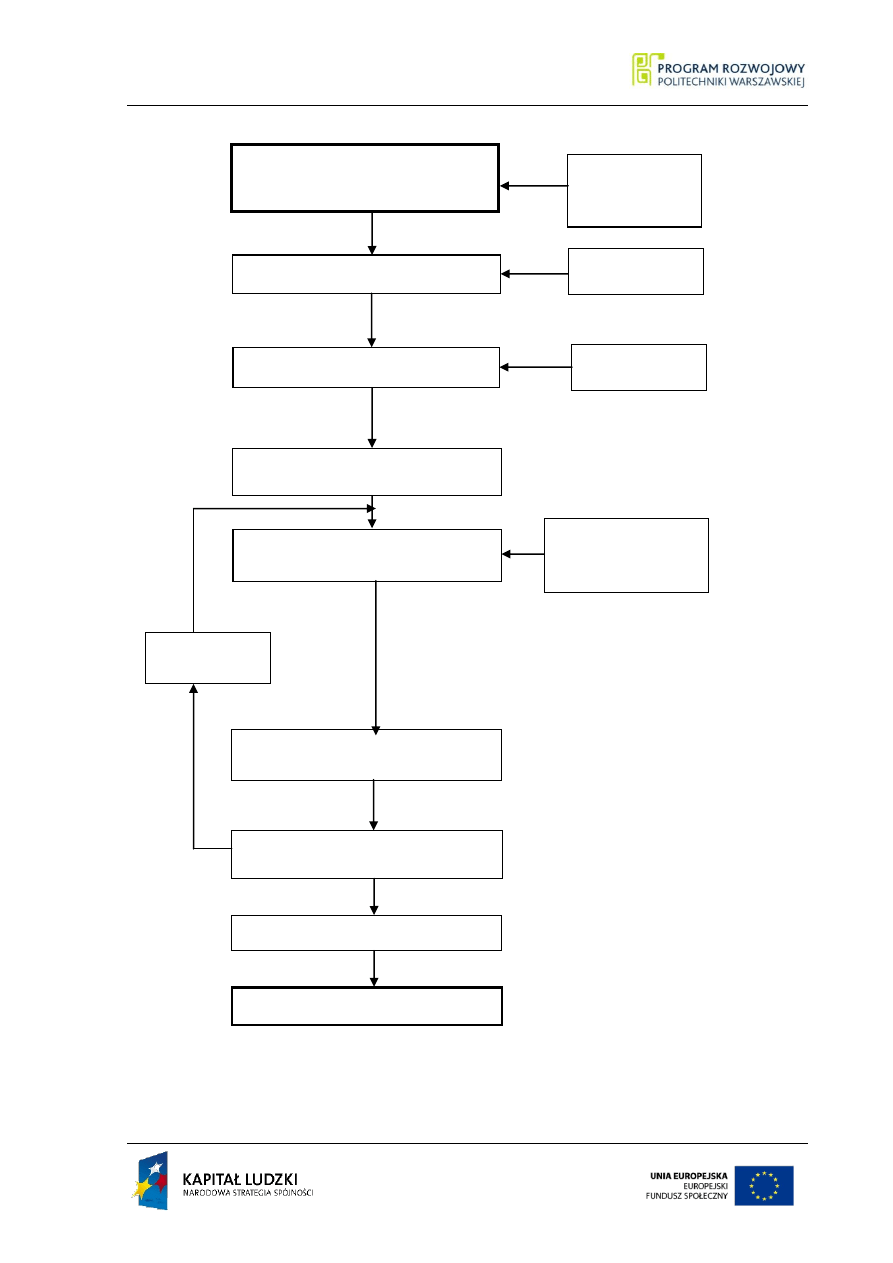
Rys. 1.9. Ogólny algorytm postępowania w programie typu CAM
Wykonanie rysunku deta-
lu i półfabrykatu
Przejęcie
ry-
sunków z pro-
gramu CAD
Wybór z bazy obrabiarki
Parametry obra-
biarki
Wybór z bazy materiału na detal
Właściwości
materiału
Ustawienie punktu wymiany narzę-
dzia
Wybór narzędzi z bazy
Dopisanie parame-
trów
technologicznych
Korekcja
Komendy operacji techno-
logicznych
Symulacja procesu techno-
logicznego
Postprocesor
Tokarka NC

PODSTAWY TECHNIK WYTWARZANIA I 21
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Analizując algorytmy działania różnych programów typu CAM można stwierdzić że są
one podobne i można zastąpić je algorytmem ogólnym (rys. 1.9). We wszystkich programach
należy stworzyć zarys przedmiotu wykonywanego i zarys półfabrykatu lub przejąć te rysunki z
programów CAD. Następnie wybieramy obrabiarkę, co związane jest z określeniem postpro-
cesora. Określamy materiał, z którego wykonujemy element i punkt wymiany narzędzia. Wy-
bieramy pierwsze narzędzie do obróbki dopisujemy parametry technologiczne i polecenie wy-
konania zabiegu. Wykonujemy symulację komputerową tak opracowanego zabiegu i jeżeli jest
ona prawidłowa to możemy przejść do zabiegu następnego, jeżeli nie to należy dokonać ko-
rekcji. Po opracowaniu całego procesu technologicznego program zostanie przetłumaczony
przez postprocesor na język zrozumiały dla obrabiarki i możliwe jest wykonanie zaprojekto-
wanego detalu. Następne podrozdziały obrazują kolejne kroki jakie należy wykonać według
ogólnego algorytmu w programie GTJ.
22 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
2. Wybrane instrukcje programu GTJ2000
(oprac. W. Wiśniewski)
Aby prawidłowo projektować w programie GTJ2000 niezbędna jest znajomość działa-
nia poszczególnych instrukcji programu. Z tego względu w części tej opisane zostały najczę-
ściej stosowane instrukcje (zwłaszcza instrukcje technologiczne).
W opisie syntaktyki instrukcji języka GTJ-2000 stosowane są następujące oznaczenia:
v - wartość numeryczna,
n - numer elementu (liczba naturalna),
[ ] - słowo w nawiasie może być pominięte w instrukcji,
{ } - należy podać jedną z wyszczególnionych w nawiasie instrukcji.
2.1. Instrukcja RON
Instrukcja ta powiązana jest z geometryczną częścią systemu i powoduje, że podane we
wszystkich następnych instrukcjach wymiary na osi X (wymiary poprzeczne) przyjmowane są,
jako wymiary promieniowe.
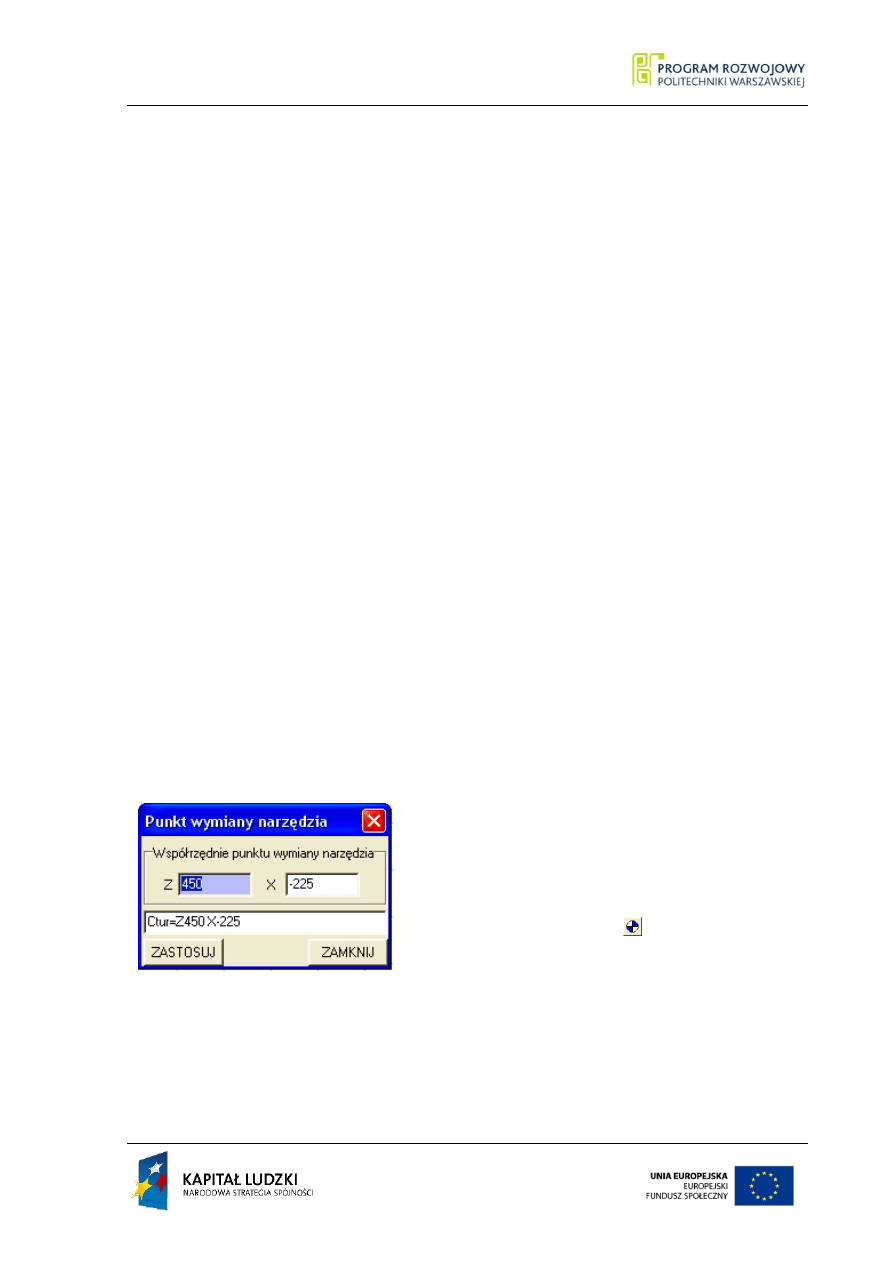
2.2. Instrukcja CTUR
Instrukcja ta służy do określania współrzędnych Z i X punktu wymiany narzędzia. Instruk-
cja musi być użyta w programie źródłowym przed pierwszym wywołaniem narzędzia (przed
instrukcją TOOL).
Współrzędne oznaczają położenie punktu charaktery-
stycznego głowicy narzędziowej znajdującej się w
pozycji wymiany.
Aby wywołać powyższą instrukcję, należy wybrać z
menu podręcznego przycisk i z rozwiniętego paska
przycisków ponownie identyczny przycisk. Kroki te
wywołają okno dialogowe przedstawione na rysunku
3.35.
Punkt charakterystyczny głowicy narzędziowej jest
Rys. 2.1 Okno dialogowe definio-
wania punktu wymiany
narzędzia
PODSTAWY TECHNIK WYTWARZANIA I 23
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
jednocześnie początkiem układu współrzędnych, w którym podawane są wymiary ustawcze
narzędzi PZ, PX.
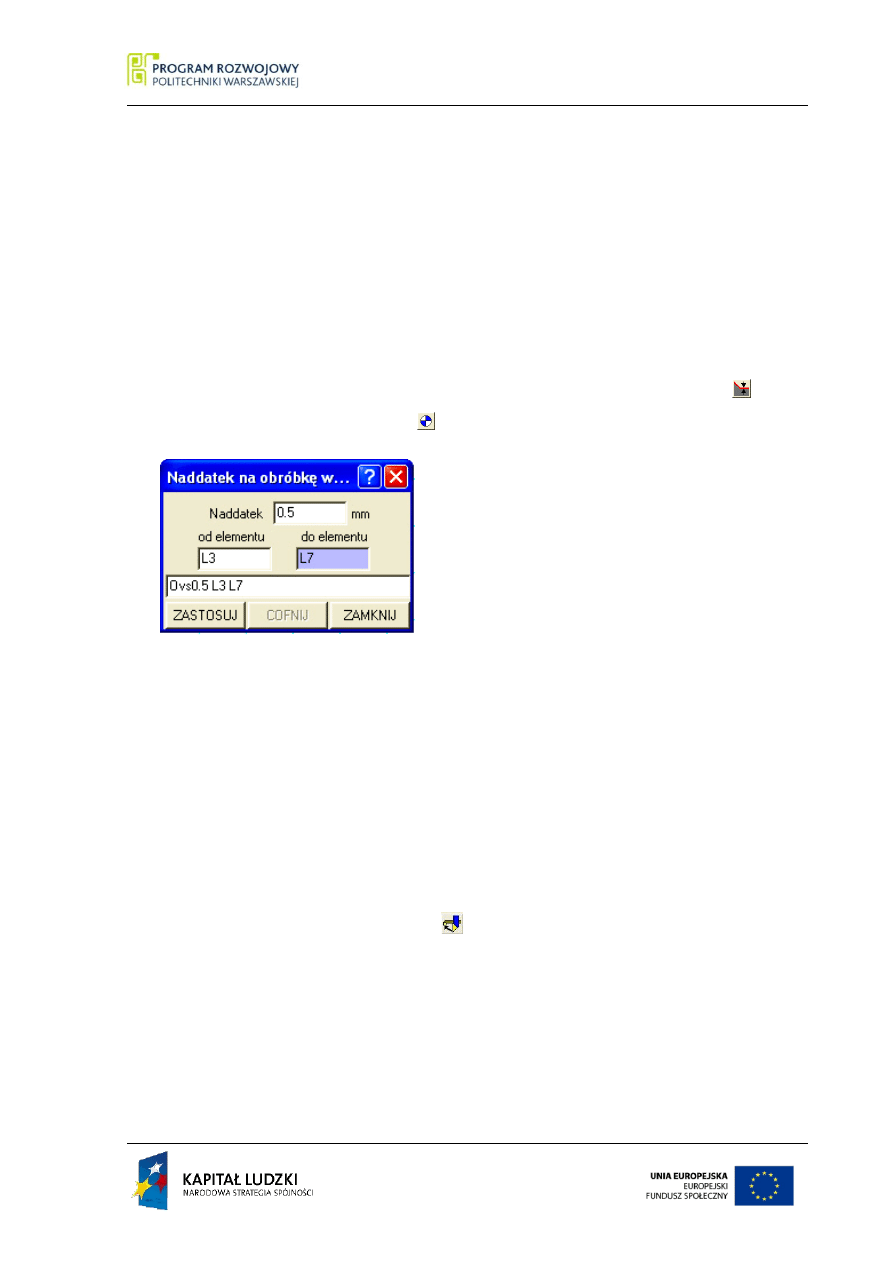
2.3. Instrukcja OVS
Instrukcja OVS służy do określenia naddatku, jaki ma pozostać po obróbce zgrubnej i
półwykańczającej. Z tego względu powinna być ona użyta przed pierwszą instrukcją obróbki
zgrubnej.
Do wywołania odpowiedniego okna dialogowego (rys. 3.36.) służy przycisk znajdu-
jący się na pasku przycisku rozwijanego .
Instrukcja OVS ma postać:
OVSv En En
gdzie:
OVSv - wartość naddatku,
En - elementy profilu PF1 (linia lub okrąg).
Naddatek o wartości v pozostawiony
zostanie na jednym elemencie (jeżeli w instrukcji podano jeden element) lub na części profilu
PF1 ograniczonej podanymi dwoma elementami (z nimi włącznie).
Jeżeli dla tej samej części profilu PF1 zdefiniowano kilkakrotnie naddatek pozostający
po obróbce zgrubnej, to do obliczeń przyjęta zostanie wartość podana jako ostatnia.
2.4. W
ywołanie narzędzia do obróbki
Instrukcja generowana przyciskiem
ta powoduje wprowadzenie do obróbki wybra-
nego z bazy narzędziowej narzędzia wraz z podaniem wszystkich wymaganych danych je opi-
sujących i parametrów technologicznych, z jakimi będzie odbywała się obróbka.
Wszystkie instrukcje technologiczne następujące po instrukcji narzędziowej odnoszą
się do wymienionego w niej narzędzia.
Instrukcja ta ma postać ogólną:
Rys. 2.2. Definiowanie instrukcji OVS
24 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
TOOLn
CORRn,
CLNT,
OPON,
SDv,
PXv,
PZv,
Mv,
Rv,
FRv,
CSv,
FAn,
-
=
DIAMv
DIAMv
,
DIAMv
,
WIDEv
,
ANGv
,
,
ANGv
,
APv
,
AFv
APv,
DPCTv,
,
7
6
5
4
3
2
1
CODE
WIDEv
PFCv,
PFBv,
PFAv,
PFEv
PFDv,
TRAP,
WITW
METR
gdzie:
TOOLn - n liczba naturalna (numer narzędzia),
[ - ] Fan - pozycja w głowicy narzędziowej danego narzędzia.
Jeżeli wartość jest ujemna, to wszystkie wartości współrzędnych na osi X mnożone
będą przez wartość –1 (zmiana znaku);
CSv - prędkość skrawania (m/min),
FRv - posuw roboczy (mm/obr),
Rv - promień zaokrąglenia wierzchołka noża,
Mv - kod kierunku obrotów wrzeciona,
PZv, PXv - wymiary ustawcze narzędzia,
SDv - dobieg i wybieg narzędzia,
OPON - warunkowe wykonanie wszystkich czynności danego narzędzia,
CLNT - włączenie chłodzenia,
CORRn - numer nastawnika korekcyjnego,
CODEv - kod rodzaju obróbki:
1 obróbka zgrubna,
2 obróbka wykańczająca,
3 nacinanie gwintu,
4 przecinanie (obróbka rowka),
5 wiercenie,
6 rozwiercanie,
7 gwintowanie,
DPCTv - maksymalna głębokość skrawania,
PODSTAWY TECHNIK WYTWARZANIA I 25
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
APv - kąt pochylenia pomocniczej krawędzi skrawającej,
AFv - kąt pochylenia głównej krawędzi skrawającej,
ANGv - kąt normalnej (prostopadłej) do powierzchni skrawania,
METR - gwint metryczny,
WITW - gwint calowy,
TRAP - gwint trapezowy,
PFDv, PFEv - parametry gwintu trapezowego,
PFAv, PFBv, PFCv, WIDEv - parametry gwintu nienormalizowanego,
WIDEv - szerokość narzędzia przecinania,
DIAMv - średnica narzędzia.
Należy zwrócić uwagę na fakt, że w opisie narzędzia nie wszystkie elementy są wyma-
gane, a ich brak nie wpływa na działanie instrukcji technologicznych przypisanych danemu
narzędziu.
2.5. Instrukcje technologiczne
W systemie GTJ-2000 możliwe jest zdefiniowanie następujących zabiegów:
obróbki zgrubnej (RUGH, POCK),
obróbki półwykańczającej i wykańczającej (CONT, FINI),
obróbki rowków (GROV),
nacinania różnego typu gwintów (THRD),
wiercenia, rozwiercania, gwintowania (DRIL, REAM, TAPP).
Możliwe jest również zdefiniowanie pojedynczych przejść narzędzia (instrukcje
GOTO, GOIN).
Na obrabiarce zabiegi wykonywane są w kolejności zapisanej w programie źródłowym.
26 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
2.5.1. Instrukcj
e obróbki zgrubnej
Instrukcje obróbki zgrubnej służą do zaprogramowania cykli usuwania materiału z ob-
szaru ograniczonego profilami PF1 i PF2 w kierunku równoległym lub prostopadłym do osi
obrotu wrzeciona tokarki.
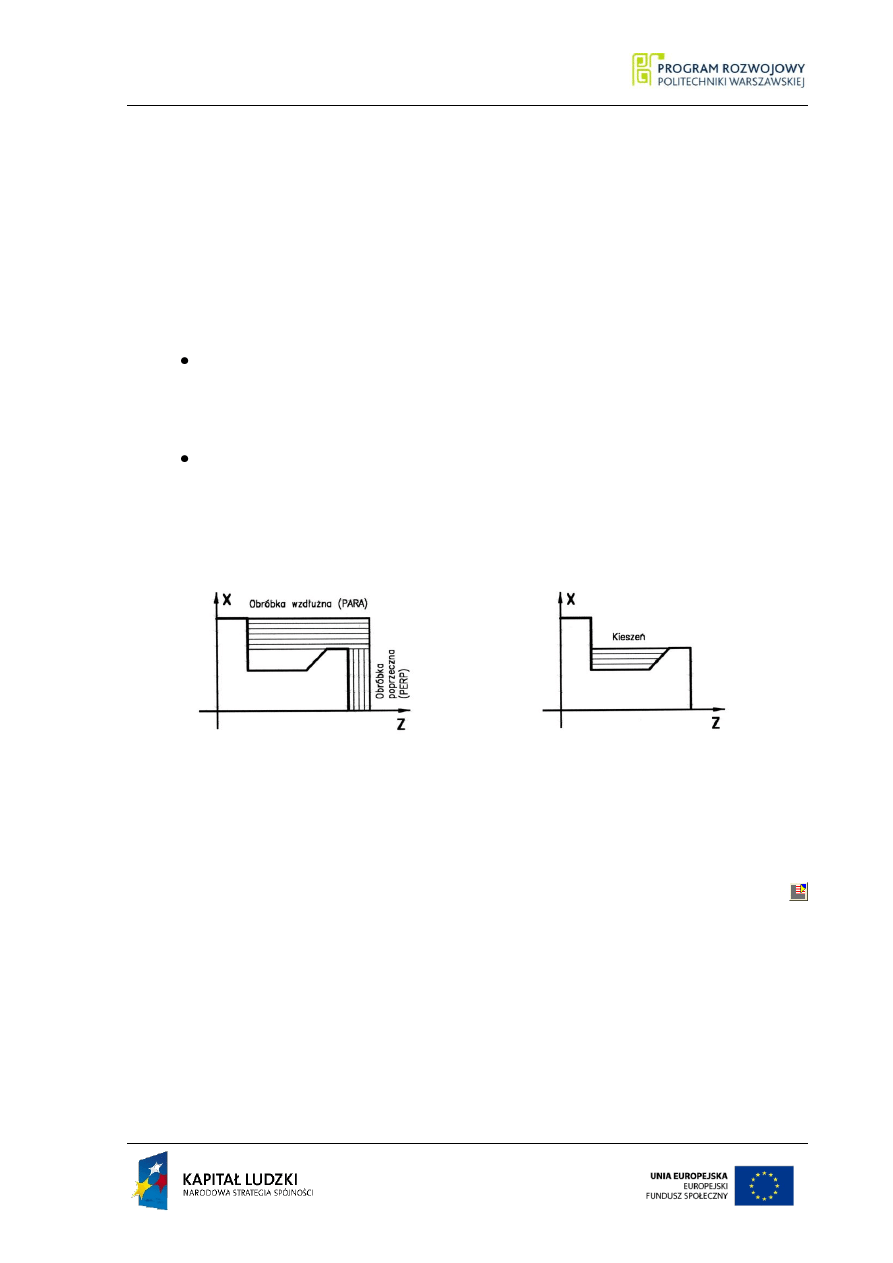
W systemie GTJ-2000 wyodrębnione są dwa sposoby realizacji tych cykli, różniące się
przebiegiem drogi narzędzia:
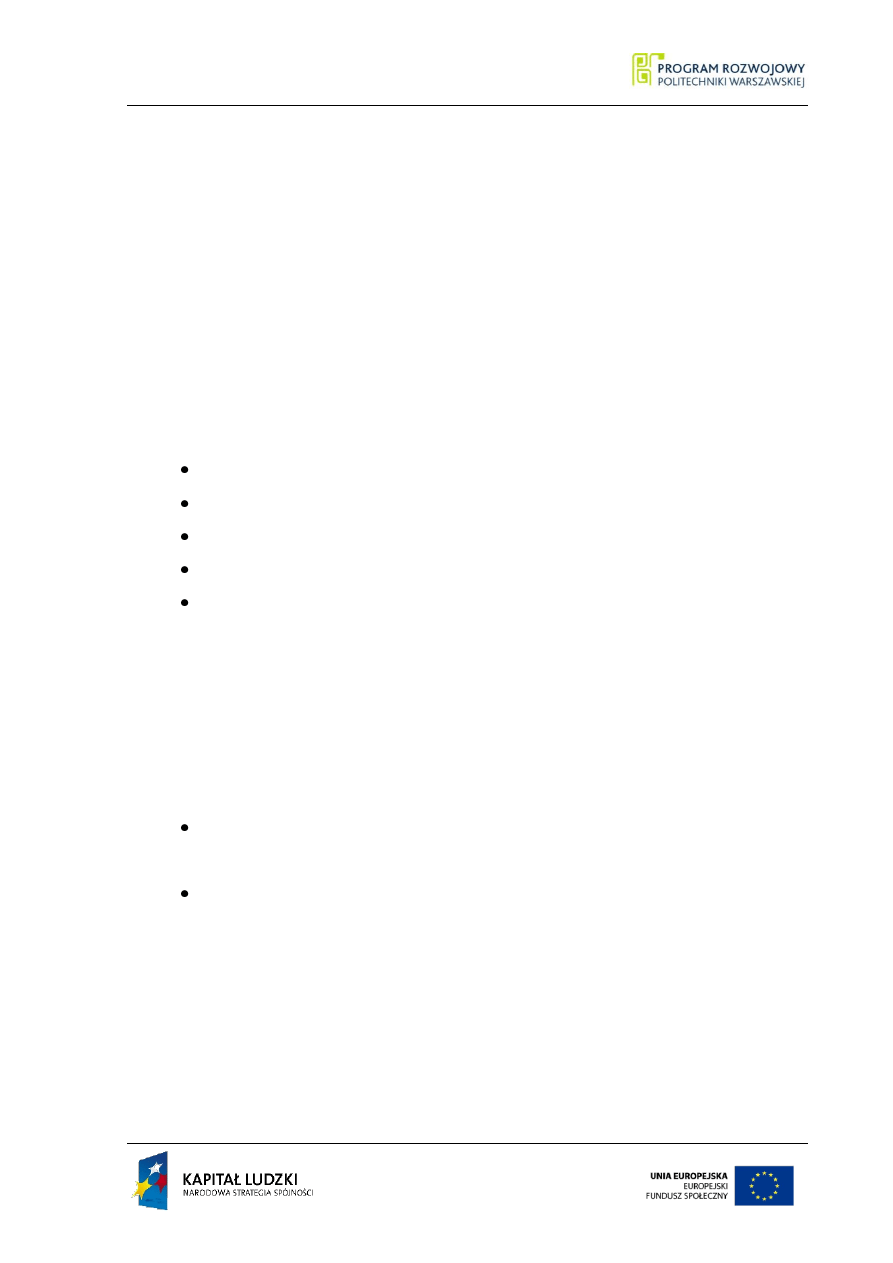
cykl usuwania materiału z obszaru otwartego – wówczas, gdy posuwając się wzdłuż
kierunku obróbki, mamy swobodne dojście do usuwanego materiału (instrukcja
PARA lub PERP) – rys. 2.3.,
cykl usuwania materiału z obszaru o ograniczonym dostępie, czyli z tzw. kieszeni -
gdy brak jest swobodnego dostępu do materiału i narzędzie przed ruchem roboczym
wykonuje wcięcie w materiał na określoną głębokość (instrukcja POCK) – rys. 2.4.
Po wykonaniu każdej instrukcji obróbki zgrubnej profil PF2 (półfabrykatu) jest kory-
gowany tak, aby uwzględnić ubytek materiału spowodowany obróbką.
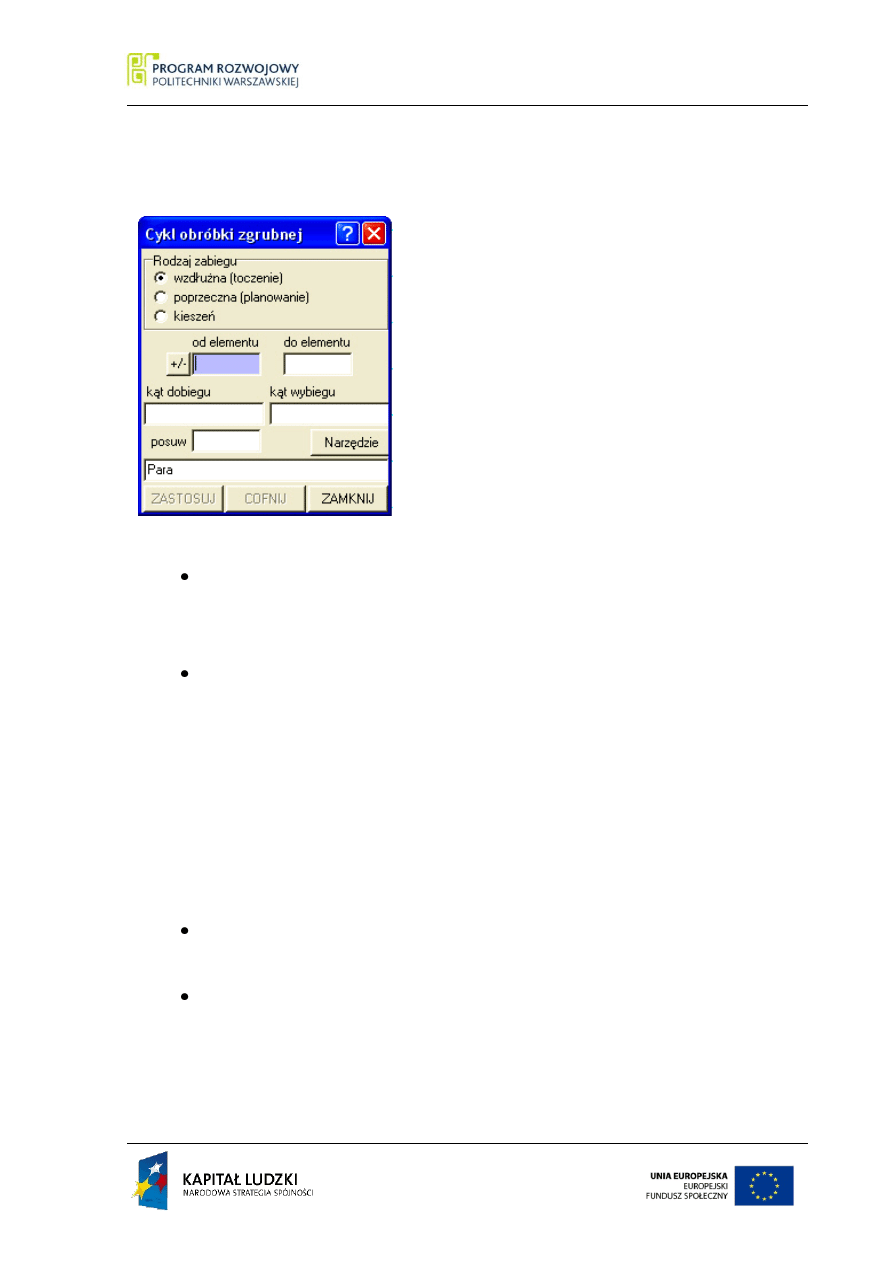
Do wywołania okna dialogowego cykli obróbek zgrubnych (rys. 2.5.) służy przycisk
w menu podręcznym. W oknie tym możemy podać dane opisujące cykl obróbki dla wszystkich
trzech rodzajów obróbki zgrubnej. O tym, jaki rodzaj obróbki będzie realizowany, decyduje
pole wyboru „Rodzaj zabiegu”.
Rys.2.3. Usuwanie materiału z
obszaru otwartego
Rys. 2.4. Usuwanie materiału z
„kieszeni”
PODSTAWY TECHNIK WYTWARZANIA I 27
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
OBRÓBKA POPRZECZNA LUB WZDŁUŻNA
Oba te rodzaje obróbki związane są z usuwa-
niem materiału z obszaru otwartego i różnią się jedy-
nie kierunkiem obróbki (rys. 2.3.).
W celu określenia rodzaju obróbki należy wy-
brać odpowiadającą jej opcję w polu wyboru okna
dialogowego (rys. 2.5.). Konieczne jest również
wskazanie odpowiednich elementów profilu wyrobu
(PF1), pomiędzy którymi będzie realizowany proces
obróbki.
W wyniku przetworzenia instrukcji obróbki
procesor generuje następujące ruchy narzędzia:
ruch szybki z aktualnej pozycji narzędzia do punktu rozpoczynającego obróbkę.
Punkt ten leży w odległości bezpiecznej (podanej w instrukcji narzędziowej) od ma-
teriału na linii pierwszego przejścia roboczego.
cykl przejść roboczych i szybkich powodujących usunięcie materiału w kierunku
prostopadłym lub równoległym do osi wrzeciona w zależności od rodzaju obróbki.
Po każdym przejściu roboczym następują trzy ruchy szybkie powodujące: odsunięcie
noża od materiału (na odległość SD), przesunięcie noża przed materiał oraz usta-
wienie noża do następnego przejścia roboczego. Liczba przejść roboczych wyliczana
jest przez procesor z warunku nieprzekroczenia maksymalnej głębokości skrawania
podanej w instrukcji narzędziowej. Głębokość skrawania dla wszystkich przejść ro-
boczych jest jednakowa.
przejście robocze narzędzia wzdłuż części profilu PF1 określonej w instrukcji ob-
róbki zgrubnej z pozostawieniem naddatku określonego w instrukcji OVS.
wybieg narzędzia pod kątem AR na odległość SD od materiału. Gdy kąt AR nie jest
podany, wybieg wykonany jest pod kątem 45
o
do kierunku obróbki.
Rys. 2.5. Cykl obróbki zgrubnej
28 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Przy podaniu jednego elementu w instrukcji PERP lub PARA zostanie usunięty mate-
riał zawarty pomiędzy tym elementem a profilem zgrubnym. Kierunek obróbki będzie zgodny z
kierunkiem profilu PF1 (przy podaniu znaku „–” kierunek obróbki będzie przeciwny do kie-
runku profilu PF1).
Przy podaniu dwóch elementów w instrukcji PERP lub PARA zostanie usunięta część
materiału zawarta pomiędzy profilem zgrubnym a częścią profilu końcowego ograniczoną tymi
elementami. Obróbka przebiegać będzie w kierunku od pierwszego do drugiego podanego
elementu.
Obszar materiału usuwanego w wyniku działania instrukcji obróbki zgrubnej poprzecz-
nej lub wzdłużnej ograniczony jest:
profilem zgrubnym PF2,
profilem końcowym PF1 skorygowanym o naddatek określony w instrukcji OVS,
linią wyznaczającą początek obszaru obróbki,
linią wyznaczającą koniec obszaru obróbki,
profilem półfabrykatu PF2.
Linie wyznaczające początek i koniec obszaru obróbki przeprowadzone są przez krań-
cowe punkty części profilu wyrobu (PF1) określone w instrukcji obróbki wzdłużnej lub po-
przecznej, równolegle do kierunku obróbki.
Linia ograniczająca obszar obróbki nie może kolidować z profilem końcowym, tzn. nie
może go przecinać (wchodzić w głąb materiału) ani leżeć na nim. Jeżeli linia ograniczająca
przeprowadzona równolegle do kierunku obróbki nie spełnia tego warunku, to:
w przypadku linii wyznaczającej początek obszaru obróbki - zadany kształt nie może
być obrobiony za pomocą instrukcji PERP lub PARA,
w przypadku linii wyznaczającej koniec obszaru obróbki - linia ta zostanie przepro-
wadzona prostopadle do kierunku obróbki.
Występujące w profilu końcowym tzw. „kieszenie” (wgłębienia, szerokie rowki) nie
zostaną obrobione w wyniku działania instrukcji PERP lub PARA. Obszar obróbki (pomiędzy
profilem PF2 a PF1) pozostanie wypełniony (rys. 2.6.).
PODSTAWY TECHNIK WYTWARZANIA I 29
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 2.6. Element typu „kieszeń”
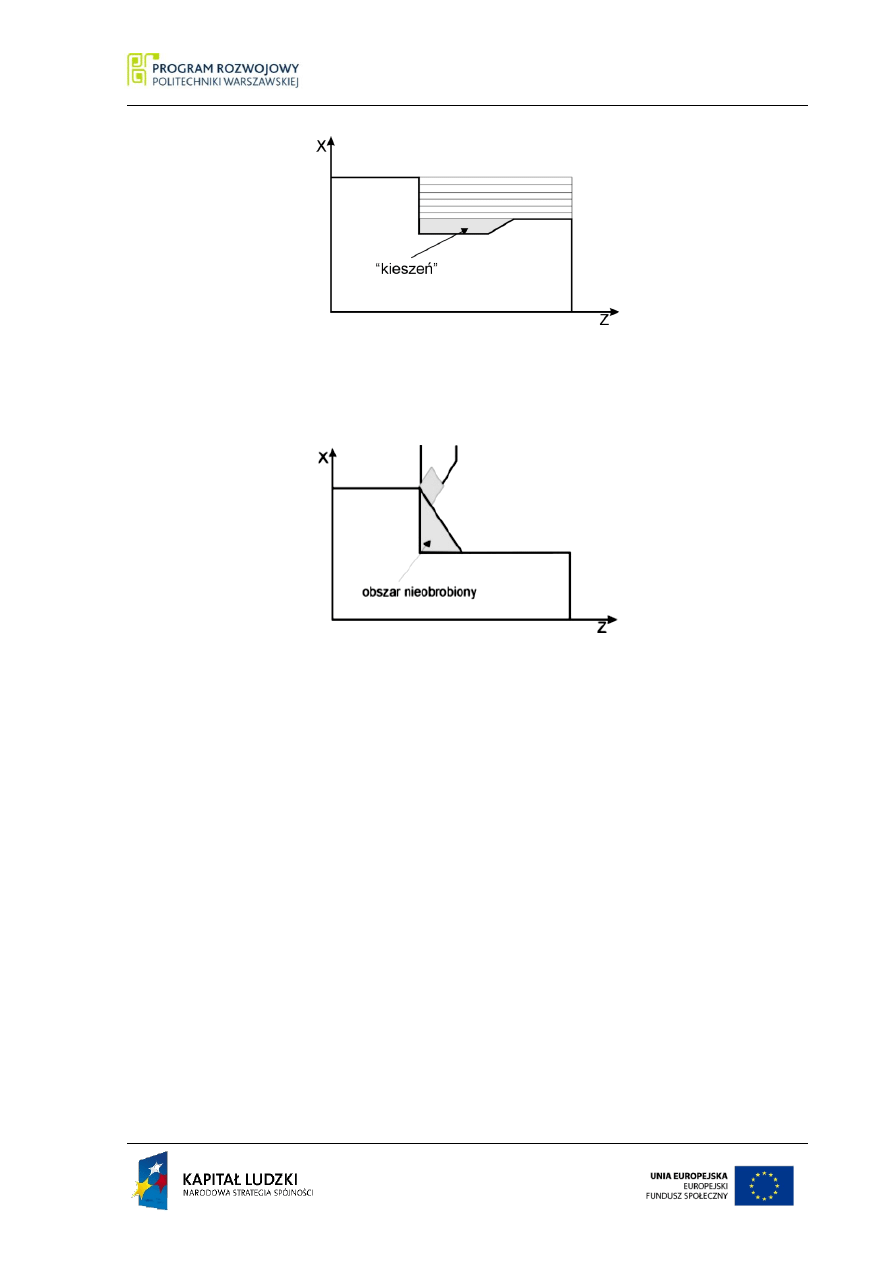
Profil PF2 zostanie skorygowany również w przypadku, gdy niemożliwa jest jego ob-
róbka narzędziem o podanym kącie głównej krawędzi skrawającej (rys. 2.7.).
Rys. 2.7. Obszar nieobrobiony wynikający z kształtu narzędzia
Obróbka nieobrobionego obszaru jest możliwa po zmianie narzędzia na odpowiednie
do danego kształtu, przez ponowne użycie instrukcji PERP lub PARA. Brak kąta głównej
krawędzi skrawającej w instrukcji narzędziowej spowoduje obrobienie całego podanego obsza-
ru bez jego korekty ze względu na kształt narzędzia. Po wykonaniu każdej instrukcji PARA
profil zgrubny PF2 jest korygowany tak, aby uwzględnić zmiany dokonane w wyniku obróbki.
Jest to niezbędne, aby dla następnych instrukcji obróbki zgrubnej profil PF2 opisywał aktualny
kształt półfabrykatu.
Instrukcje obróbki zgrubnej wzdłużnej i poprzecznej mają postać:
PARA = [-]En [En] [AAv] [ARv] [FRv] - obróbka wzdłużna
PERP = [-]En [En] [AAv] [ARv] [FRv] - obróbka poprzeczna
gdzie:
PARA - obróbka równolegle do osi obrotu,
PERP - obróbka prostopadle do osi obrotu,
30 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
En - elementy należące do profilu PF1,
FRv - posuw roboczy (inny niż w instrukcji narzędziowej),
AAv - kąt dobiegu,
ARv - kąt wybiegu po zakończeniu obróbki.
OBRÓBKA KIESZENI
Jak wspomniano wcześniej, kieszeń jest to obszar obróbki o ograniczonym dostępie lub
szeroki rowek. Ten element profilu nie jest możliwy do wykonania instrukcjami obróbki
zgrubnej wzdłużnej lub poprzecznej.
Aby go wykonać, należy w polu wyboru „Rodzaj zabiegu” okna dialogowego „Cykl
obróbki zgrubnej” (rys. 2.5.) wybrać właściwą opcję oraz podać skrajne elementy profilu
wyrobu tworzące kieszeń.
W wyniku działania instrukcji POCK (instrukcja obróbki kieszeni) procesor generuje
następujące przejścia narzędzia:
ruch szybki do punktu rozpoczynającego obróbkę leżącego w odległości SD od ma-
teriału (odległość bezpieczna - standardowo 2 mm - jeżeli nie określono inaczej w
instrukcji narzędziowej) na linii wcinania w kieszeń,
ruch roboczy wcinania w głąb materiału,
ruch roboczy usuwania materiału, którego kierunek wyznacza linia należąca do pro-
filu PF2 tworząca kieszeń, a zwrot wynika z kolejności podania elementów w in-
strukcji POCK,
odejście od materiału na odległość SD ruchem szybkim pod kątem 45
o
do kierunku
ruchu roboczego,
ruch szybki do punktu rozpoczynającego następny ruch wcinający z zachowaniem
odległości bezpiecznej,
robocze dojście do materiału,
roboczy ruch wcinający,
powtórzenie cyklu ostatnich pięciu ruchów aż do całkowitego wybrania materiału.
Liczba przejść roboczych obliczana jest przez procesor z warunku nieprzekroczenia
PODSTAWY TECHNIK WYTWARZANIA I 31
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
maksymalnej głębokości skrawania (DPCTv). Rzeczywista głębokość skrawania jest
jednakowa dla wszystkich przejść roboczych.
robocze przejście po części profilu końcowego wyznaczającego kieszeń z pozosta-
wieniem naddatku zdefiniowanego w instrukcjach OVS,
odejście od materiału ruchem roboczym na odległość SD pod kątem AR. Gdy kąt
AR nie jest podany, odejście to odbywa się pod kątem 45
o
do kierunku ruchu robo-
czego. W przypadku, gdy ostatni element tworzący kieszeń jest linią równoległą do
osi X lub Z, odejście wykonywane jest w kierunku tej linii.
Obszar materiału usuwany przez instrukcję obróbki kieszeni ograniczony jest:
elementami profilu wyrobu PF1 podanymi w tej instrukcji,
linią prostą równoległą do osi X lub Z należącą do profilu PF2. Linia ta może być li-
nią zdefiniowaną w profilu lub powstałą w wyniku modyfikacji profilu PF2 po wy-
konaniu jednej z poprzednich instrukcji obróbki zgrubnej. Linia ta jednocześnie
określa kierunek obróbki (równolegle lub prostopadle do osi obrotu).
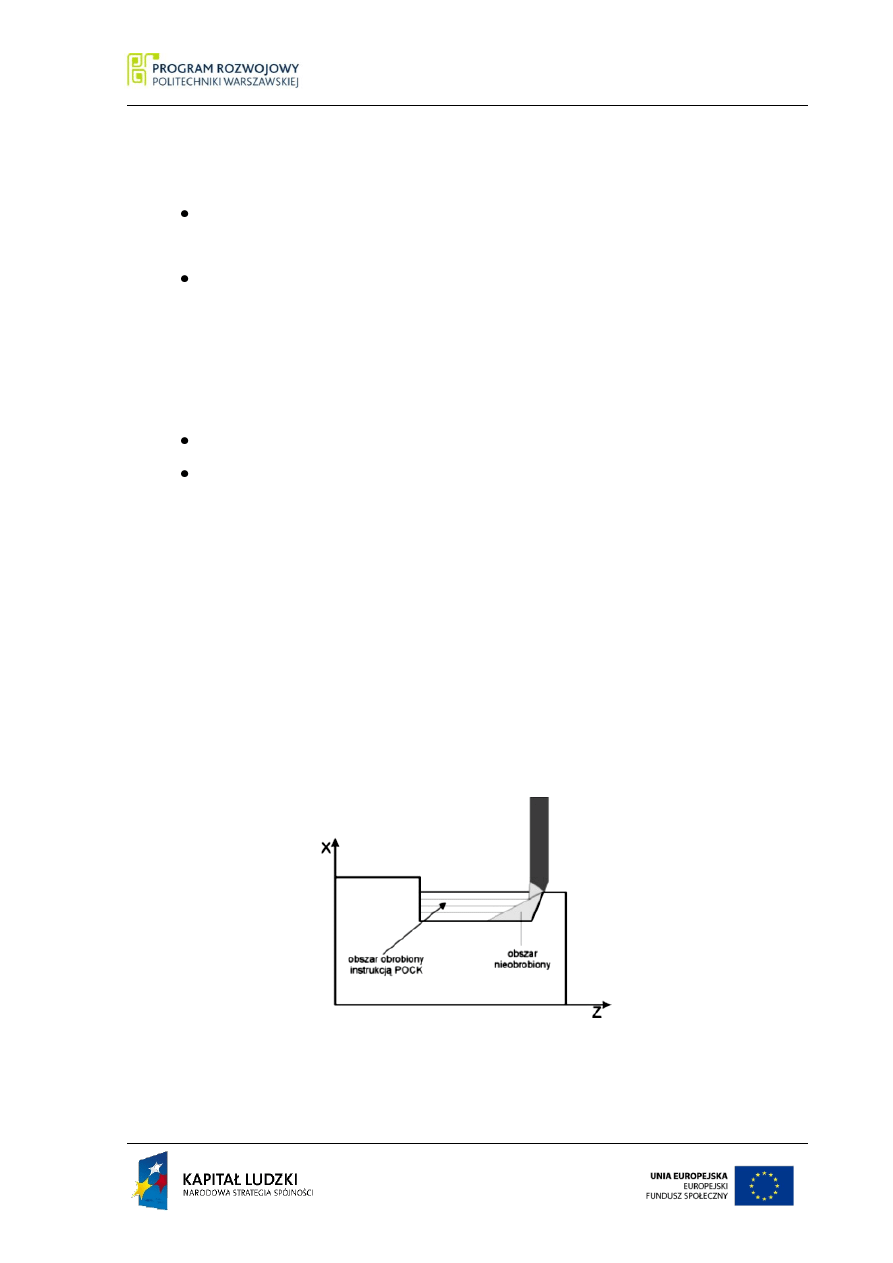
Podobnie jak w instrukcji RUGH dokonywana jest korekta obszaru obróbki uwzględ-
niająca kształt narzędzia (kąt AF podany w instrukcji narzędziowej). Dodatkowo obszar ob-
róbki jest korygowany ze względu na podany kąt AP (kąt nachylenia pomocniczej krawędzi
skrawającej). Po wykonaniu każdej instrukcji POCK profil zgrubny PF2 jest korygowany tak,
aby uwzględnić zmiany dokonane w wyniku obróbki. Jest to niezbędne, aby dla następnych
instrukcji obróbki zgrubnej profil PF2 opisywał aktualny kształt półfabrykatu (rys. 2.8.).
Rys. 2.8. Korekta kształtu „kieszeni” kształtem ostrza
32 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Nieusunięty materiał może być obrobiony za pomocą instrukcji obróbki wzdłużnej lub
poprzecznej, przy użyciu odpowiedniego narzędzia.
Istnieje również możliwość wystąpienia tzw. kieszeni w kieszeni, kształtu niemożliwe-
go do obrobienia za pomocą jednej instrukcji POCK. Należy wówczas powtórnie użyć instruk-
cji POCK, podając w niej elementy powstałej kieszeni.
Instrukcja obróbki kieszeni ma postać:
POCK=En En [AAv][ARv][FRv]
gdzie:
En - elementy należące do profilu PF1,
AAv - kąt dobiegu,
ARv - kąt wybiegu,
FRv - posuw roboczy.
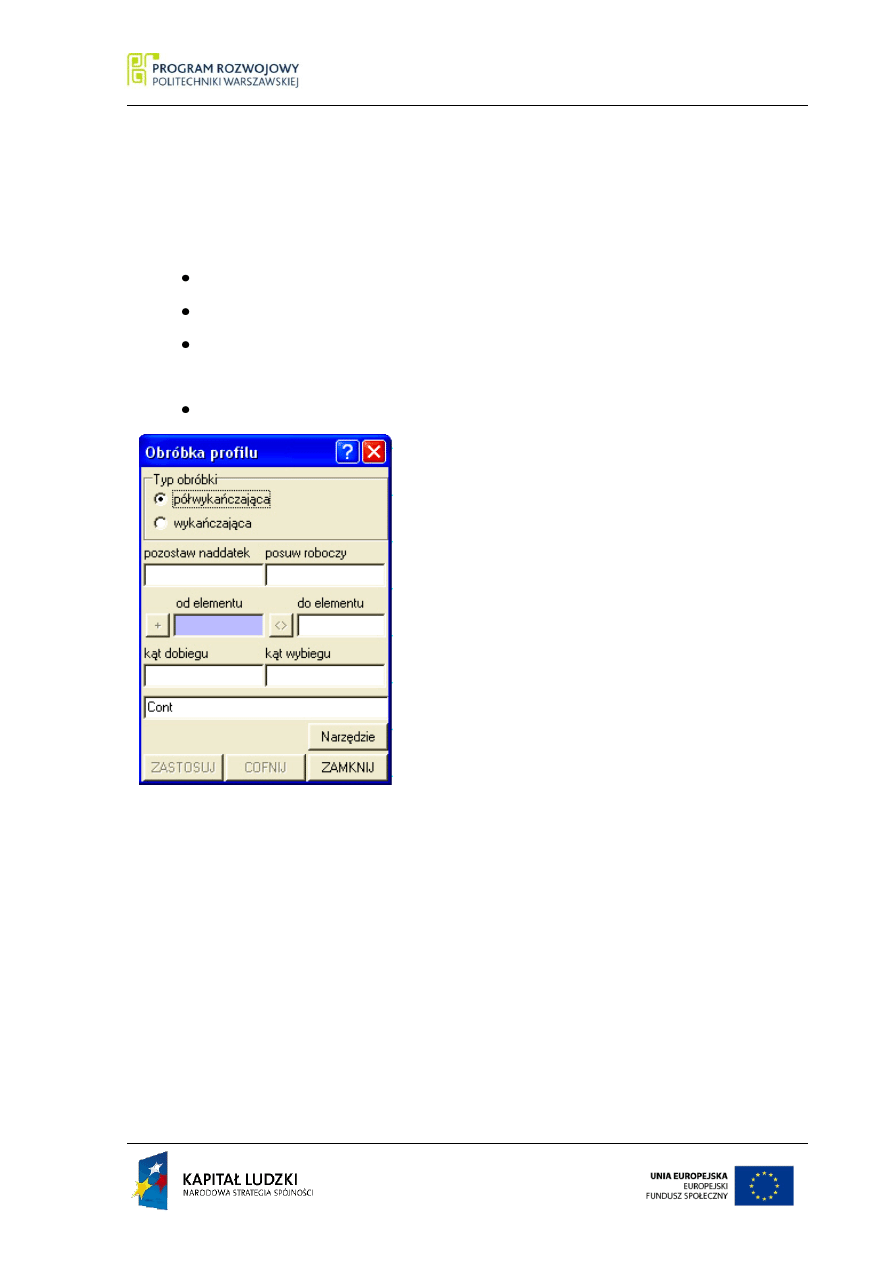
2.5.2.
Instrukcje obróbki wykańczającej
Polecenia obróbek wykańczających deklarujemy w oknie dialogowym pokazanym na
rysunku 2.9. Wywołanie powyższego okna następuje po naciśnięciu przycisku
w pasku me-
nu podręcznego.
Umożliwia ono podanie dwu rodzajów obróbki wykańczającej:
obróbka półwykańczająca (CONT), po której pozostaje naddatek na obróbkę wy-
kańczającą,
obróbka wykańczająca (FINI), bez pozostawienia naddatku.
O rodzaju obróbki decyduje pole wyboru Typ obróbki.
Instrukcja obróbki półwykańczającej ma postać:
CONT=[-]En [En] [OVSv] [FRv] [AAv] [ARv]
gdzie:
En
- element należący do profilu PF1,
OVSv - naddatek pozostający po obróbce,
FRv
- posuw roboczy,
AAv
- kąt dobiegu,
ARv
- kąt wybiegu.
PODSTAWY TECHNIK WYTWARZANIA I 33
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Instrukcja ta powoduje wykonanie przejść roboczych narzędzia wzdłuż elementu (lub elemen-
tów) profilu PF1 z pozostawieniem naddatku zadanego w tej instrukcji, lub też określonego
wcześniej instrukcją OVS.
W wyniku realizacji instrukcji CONT generowane są następujące ruchy narzędzia:
ruch szybki do punktu rozpoczynającego obróbkę,
dobieg do materiału ruchem roboczym,
przejście robocze wzdłuż części profilu PF1 podanej w instrukcji CONT z pozosta-
wieniem naddatku,
wybieg ruchem roboczym do punktu kończącego obróbkę.
Kierunek dobiegu i wybiegu określany jest w
instrukcji CONT względem dodatniego kierunku osi
Z za pomocą kątów AA i AR.
Jeżeli kąty te nie zostaną podane, dobieg bę-
dzie wykonywany zgodnie z kierunkiem pierwszego
obrabianego elementu, a wybieg zgodnie z kierunkiem
elementu ostatniego. Gdy jest to niemożliwe, ze
względu na kolizję z profilem PF1, kierunek dobiegu
lub wybiegu wyznacza dwusieczna kąta zawartego
pomiędzy elementami wyznaczającymi krańcowe
punkty zadanej części profilu.
Wartość posuwu podana za pomocą słowa FR
w instrukcji CONT obowiązuje tylko dla przejść ro-
boczych wywołanych tą instrukcją. Przy braku tego
słowa zostanie przyjęty aktualny posuw roboczy.
Instrukcja obróbki wykańczającej ma postać:
FINI=[-]En [En] [FRv] [AAv] [ARv]
gdzie:
En
- element należący do profilu końcowego PF1,
FRv - posuw roboczy,
AAv - kąt dobiegu,
Rys. 2.9. Cykl obróbki CONT i
FINI
34 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
ARv - kąt wybiegu.
Działanie tej instrukcji jest analogiczne do instrukcji CONT. Jedynym wyróżnikiem jest
fakt, że po tej obróbce nie pozostaje naddatek na ewentualne dalsze obróbki.
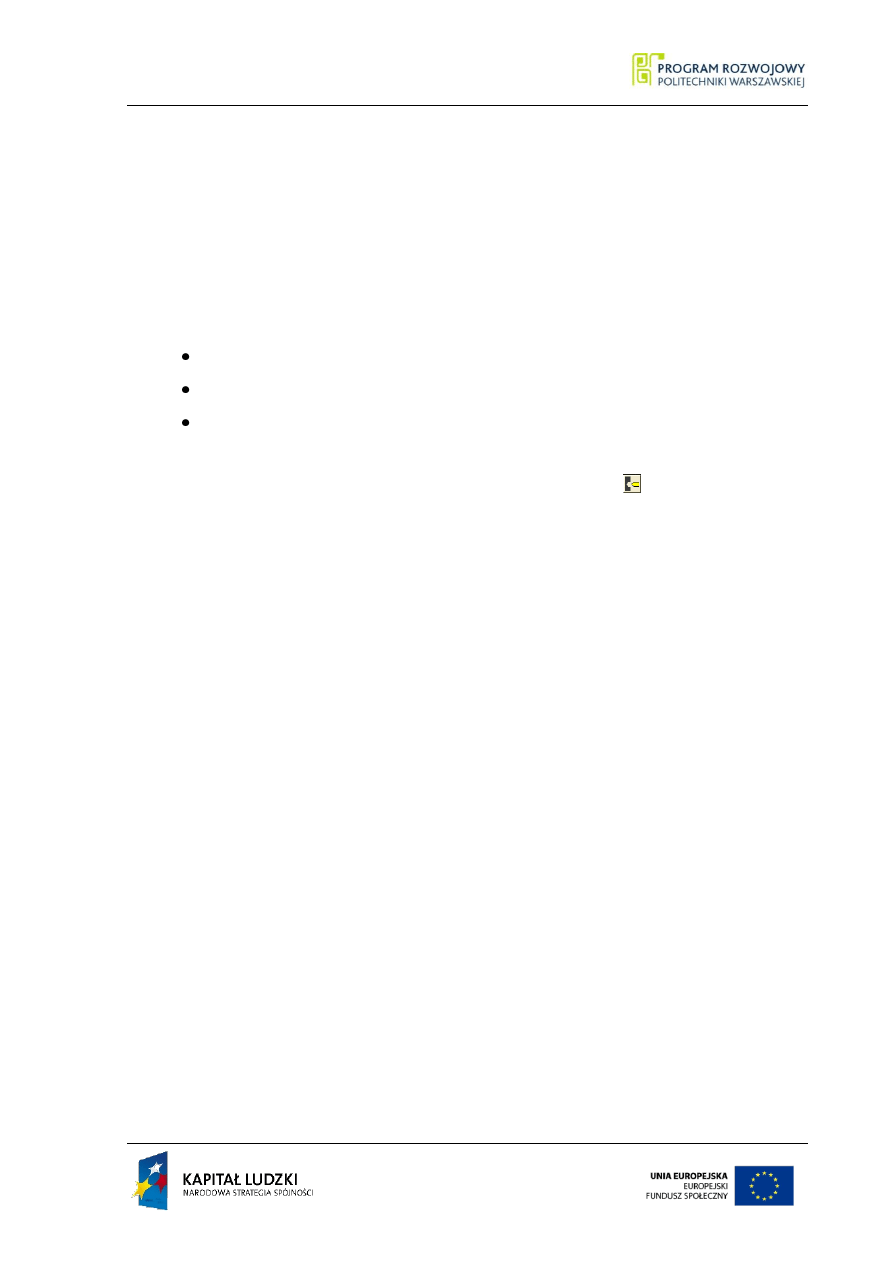
2.5.3.
Instrukcje obróbki otworu
W tej grupie instrukcji między innym mieszczą się:
instrukcja wiercenia otworu – DRIL,
instrukcja rozwiercania otworu – REAM,
instrukcja gwintowania gwintownikiem lub narzynką – TAPP.
O rodzaju wykonywanego zabiegu decyduje pole wyboru „Rodzaj zabiegu” w oknie
dialogowym „Cykl obróbki otworu” wywoływanym przyciskiem
z menu podręcznego.
Okno to różni się dla poszczególnych zabiegów, dlatego pokazano je dla każdego zabiegu
osobno na rysunkach 2.10. – 2.12.
WIERCENIE OTWORU
Instrukcja wiercenia otworu, wprowadzana w oknie dialogowym pokazanym na rysun-
ku 2.10., ma postać:
DRIL=Zv {LENGTHv; Zw} [Iv] [Iw]
gdzie:
Zv
- współrzędna Z początku ruchu roboczego,
Zw
- współrzędna Z końca ruchu roboczego,
LENGTHv - długość ruchu roboczego,
Iv
- maksymalna głębokość wiercenia przy wierceniu z „odwiórowaniem”,
Iw
- zmienna długość odwiórowania (od Iv do Iw) wg szeregu geometrycz-
nego.
Do określenia długości wiercenia otworu służy słowo LENGTH. Zamiast tego słowa
można podać drugą współrzędną Z.
Podanie dwóch parametrów I (Iv i Iw) oznacza zmienną długość odwiórowania (od I
większego do I mniejszego) wg szeregu geometrycznego. Liczba odwiórowań jest wyliczana
przez program.
PODSTAWY TECHNIK WYTWARZANIA I 35
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
W wyniku realizacji tej instrukcji narzędzie
wykonuje następujące ruchy:
ruch szybki do punktu określonego poda-
ną współrzędną Z i współrzędną X=0,
ruch roboczy wiercenia na długości
LENGTH lub do podanej współrzędnej,
ruch szybki (powrotny) do współrzędnej
Z.
W przypadku, gdy podane jest słowo Iv,
ruch roboczy wiercenia będzie rozbity na szereg następujących ruchów:
ruch roboczy na długość podaną w słowie Iv powiększoną o wartość podaną w sło-
wie SDv (instrukcja narzędziowa),
szybki powrót do współrzędnej Z,
zatrzymanie posuwu na czas dwóch obrotów wrzeciona,
szybki ruch na odległość SD od materiału,
powtarzanie cyklu aż do osiągnięcia długości LENGTH.
UWAGA:
Instrukcja DRIL nie powoduje modyfikacji profilu PF2. Profil półfabrykatu należy
więc definiować z uwzględnieniem ubytku spowodowanego wierceniem.
ROZWIERCANIE OTWORU
Wybranie w oknie dialogowym „Cykl obróbki otworu”, w polu wyboru „Rodzaj za-
biegu” opcji „rozwiercanie” modyfikuje jego wygląd i pozwala na zdefiniowanie zabiegu
rozwiercania otworu (rys. 2.11.).
Instrukcja rozwiercania otworu ma postać:
REAM=Zv {LENGTHv; Zw} [FRv]
gdzie:
Zv
- współrzędna Z początku ruchu roboczego,
LENGTHv
- długość ruchu roboczego,
FRv
- posuw roboczy ruchu powrotnego.
Rys. 2.10. Zabieg wiercenia otworu
36 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Instrukcja rozwiercania REAM powoduje na-
stępujące ruchy narzędzia:
ruch szybki do punktu początkowego określo-
nego podaną współrzędną Z,
ruch roboczy na długości określonej słowem
LENGTH lub współrzędną punktu końcowe-
go,
ruch powrotny do punktu początkowego wy-
konywany z posuwem określonym słowem FR
w instrukcji REAM. Jeżeli słowo to nie jest
podane, ruch ten jest ruchem szybkim.
Zamiast słowa LENGTH w instrukcji REAM możliwe jest podanie punktu końcowe-
go dla ruchu roboczego rozwiertaka.
GWINTOWANIE
Zaznaczenie w polu wyboru „Rodzaj zabiegu” opcji „gwintowanie” pozwala na zde-
finiowanie zabiegu gwintowania gwintownikiem lub narzynką (rys. 2.12.).
Odpowiednia instrukcja dla tego zabiegu ma postać:
TAPP=Zv {LENGTHv; Zw}
gdzie:
Zv
- współrzędna Z początku ruchu gwintowania,
LENGTHv
- długość ruchu roboczego,
Zw
- współrzędna Z końca ruchu gwintowania.
W wyniku realizacji instrukcji TAPP genero-
wane są następujące ruchy narzędzia:
ruch szybki do punktu początkowego okre-
ślonego podaną współrzędną Z,
ruch roboczy gwintujący na długości okre-
ślonej słowem LENGTH lub współrzędną
punktu końcowego,
Rys. 2.11. Zabieg rozwiercania
otworu
Rys. 2.12. Zabieg gwintowania
PODSTAWY TECHNIK WYTWARZANIA I 37
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
zmiana kierunku obrotów wrzeciona,
ruch powrotny do punktu początkowego.
Posuw ruchu roboczego i powrotnego równy jest aktualnemu posuwowi roboczemu
zmniejszonemu o 10%.
2.5.4.
Obróbka rowka, przecinanie
Do obróbki rowków lub przecinania stosowana jest instrukcja GROV deklarowana w
oknie dialogowym pokazanym na rysunku 2.13., wywoływanym przyciskiem
z paska menu
podręcznego.
Instrukcja ma postać:
GROVn={Zv Xv;Pn} WIDEv DEEPv [{RTv; SMv Av}] [RBv] [CLFTn]
{INT;EXT}{IXv IZv}
gdzie:
GROVn
- liczba takich samych rowków,
Zv, Xv, Pn
- współrzędne lub numer punktu opisującego położenie rowka,
WIDEv
- szerokość rowka,
DEEPv
- głębokość rowka,
EXT
- rowek na powierzchni zewnętrznej,
INT
- rowek na powierzchni wewnętrznej,
RTv
- promień zaokrąglenia zewnętrznych krawędzi rowka,
RBv
- promień zaokrąglenia wewnętrznych krawędzi rowka,
SMv
- wielkość ścięcia zewnętrznych krawędzi rowka,
Av
- kąt ścięcia zewnętrznych krawędzi rowka,
CLFTn
- numer korektora dla wykonania lewej strony rowka,
IZv, IXv
- przyrost współrzędnych dla wykonania kolejnych rowków.
Kształt, wymiary i położenie rowka opisane są bezpośrednio w instrukcji.
38 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Położenie rowka określa się wprost w instruk-
cji za pomocą współrzędnych punktu (Zv, Xv) lub
przez podanie wcześniej opisanego Pn. Punkt ten
określa położenie zewnętrznej, lewej krawędzi rowka
- dla rowków zewnętrznych, lub krawędzi prawej - dla
rowków wewnętrznych.
Podczas wykonywania instrukcji GROV na-
rzędzie wykonuje następujące ruchy:
ruch szybki do punktu początkowego,
jedno przejście lub cykl przejść roboczych wy-
konujących rowek wraz z ruchami ustawczymi
narzędzia; liczba tych przejść zależna jest od
szerokości rowka (słowo WIDE w instrukcji
GROV) oraz szerokości narzędzia (słowo
WIDE w instrukcji TOOL),
ruch szybki do punktu końcowego.
Sekwencja tych ruchów jest powtarzana przy wykonywaniu następnych rowków, o ile
w słowie GROV parametr n jest większy od jedności. W przypadku wykonywania jednego
rowka parametr ten nie musi być określany, ponieważ wartość jeden jest domyślna dla tej in-
strukcji.
Aby wykonać kilka takich samych rowków, w słowie GROVn (pod wartością n) nale-
ży podać liczbę rowków, natomiast pod słowami IZv i IXv przyrost współrzędnych na osi Z i
X.
Rodzaj rowka (zewnętrzny lub wewnętrzny) określony jest za pomocą słów EXT lub
INT. Słowo EXT (rowek zewnętrzny) może być pominięte.
Położenie kątowe rowka określa się za pomocą słowa ANG w instrukcji narzędziowej.
Podaje się tu bezwzględną wartość kąta zawartego pomiędzy normalną (prostopadłą) do po-
wierzchni obrabianej a dodatnim kierunkiem osi obrotu.
Wymiary rowka określone są za pomocą słów WIDE i DEEP.
Rys. 2.13. Obróbka rowków, prze-
cinanie

PODSTAWY TECHNIK WYTWARZANIA I 39
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Za pomocą słów RT lub RB można określić zaokrąglenie zewnętrznych i wewnętrz-
nych krawędzi rowka. Podobnie za pomocą słów SM i A można określić ścięcie zewnętrznych
krawędzi rowka.
Zaokrąglenia i ścięcia krawędzi rowka (jeżeli nie podano inaczej) odnoszą się do obu
jego krawędzi (lewej i prawej). Można również opisać rowki niesymetryczne, zaznaczając
opcję „symetryczne”, a następnie podając zaokrąglenie (lub ścięcie) osobno dla lewej i prawej
krawędzi rowka. W przypadku, gdy szerokość rowka jest większa od szerokości narzędzia,
generowane są kolejne przejścia mające na celu usunięcie całego materiału. Możliwe jest w
takim przypadku użycie dodatkowego nastawnika korekcyjnego (słowo CLFT) w celu
uwzględnienia różnicy pomiędzy zadaną a rzeczywistą szerokością narzędzia.
2.5.5. Nacinanie gwintu
Instrukcja nacinania gwintu ma postać:
THRD[n]={Zv Xv; Pn},[-]LENGTHv [-]NPASn [WDCLv] [NSTAn] {[INT];[EXT]}
{[LFT];[RGT]} [SYM] [DOUBLE]
gdzie:
THRD[n]
n - liczba przejść wykańczających (bez naddatku),
Zv, Xv
- współrzędne lub numer punktu Pn opisującego położenie gwintu,
[-]LENGTHv - długość gwintu,
[-]NPASn
- liczba przejść gwintujących,
WDCLv
- szerokość rowka kończącego gwint,
NSTAn
- krotność gwintu (liczba zwojów),
INT
- gwint na powierzchni wewnętrznej,
EXT
- gwint na powierzchni zewnętrznej (standardowo),
LFT
- gwint lewozwojny,
RGT
- gwint prawozwojny,
SYM
- nacinanie gwintu promieniowe,
DOUBLE
- nacinanie gwintu dwustronne.
Instrukcja pozwala zdefiniować nacinanie gwintów metrycznych, calowych, trapezo-
wych lub nieznormalizowanych.
40 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Wprowadzana jest w oknie dialogowym pokazanym na rysunku 2.14., wywoływanym
przyciskiem
w menu podręcznym.
W wyniku realizacji instrukcji THRD genero-
wane są następujące ruchy narzędzia:
ruch szybki do punktu początkowego,
dojście ruchem szybkim na kolejną głębo-
kość gwintowania,
ruch gwintujący na długości zadanej w in-
strukcji,
ruch wycofania narzędzia nad materiał
(szybki lub gwintujący w zależności od
podania, lub nie, słowa WDCL).
Opisany cykl powtarzany jest zgodnie z zadaną
w instrukcjach NPAS i THRD liczbą przejść.
Słowem WDCL określa się szerokość rowka
kończącego gwint. W takim przypadku ruch gwintowania będzie kończony w połowie szero-
kości rowka, a ruch wycofania narzędzia będzie ruchem szybkim - prostopadłym do po-
wierzchni gwintowanej.
W przypadku pominięcia słowa WDCL wykonywany będzie tzw. „gwint gubiony”.
Wówczas ruch gwintujący wykonywany będzie na długości LENGTH, a ruch wycofania na-
rzędzia będzie ruchem gwintującym na powierzchni stożkowej wyznaczanej przez kąt zarysu
gwintu. Położenie powierzchni gwintowanej zadaje się przez podanie jednego z dwóch punk-
tów krańcowych (Zv, Xv lub Pn) oraz długości (LENGTH) odcinka wyznaczającego tę po-
wierzchnię. Jeżeli odcinek leży po lewej stronie punktu, jego długość należy poprzedzić zna-
kiem „-”. Wybór punktu krańcowego nie ma wpływu na położenie punktu początkowego. Po-
łożenie punktu początkowego (z lewej lub prawej strony gwintu) wyznaczane jest w zależności
od kierunku gwintu (lewy-prawy), rodzaju (wewnętrzny-zewnętrzny) i położenia (nad-pod
osią obrotu) gwintu oraz od kierunku obrotów wrzeciona. Nachylenie powierzchni gwintowa-
nej określa się za pomocą słowa ANG w instrukcji narzędziowej. Skok gwintu określa słowo
FR w instrukcji narzędziowej.
Rys. 2.14. Zabieg nacinania gwintu
PODSTAWY TECHNIK WYTWARZANIA I 41
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Słowo EXT oznacza gwint na powierzchni zewnętrznej (może być ono pominięte); je-
żeli gwint nacinany jest na powierzchni wewnętrznej, należy podać słowo INT. Kierunek
gwintu określany jest za pomocą słów LFT (gwint lewozwojny) lub RGT (gwint prawozwoj-
ny). Słowo RGT może być pominięte. Słowem NPAS określa się liczbę roboczych przejść
gwintujących.
Gwint wykonywany jest z dosuwem stycznym do zarysu gwintu, zaś poszczególne głę-
bokości skrawania obliczane są tak, aby zachowana została stała powierzchnia warstwy skra-
wanej dla każdego przejścia. Podanie ujemnej wartości w słowie NPAS powoduje wykonanie
gwintu z dosuwem promieniowym. Po wykonaniu gwintu (usunięciu materiału z obszaru wrę-
bu gwintu) zostaną wykonane przejścia wykańczające (bez naddatku); ich liczba podawana jest
w słowie THRDn. Dla gwintów wielozwojnych za pomocą słowa NSTAn określa się liczbę
zwojów gwintu. Gdy gwint jest jednozwojny, słowo to można pominąć.
2.5
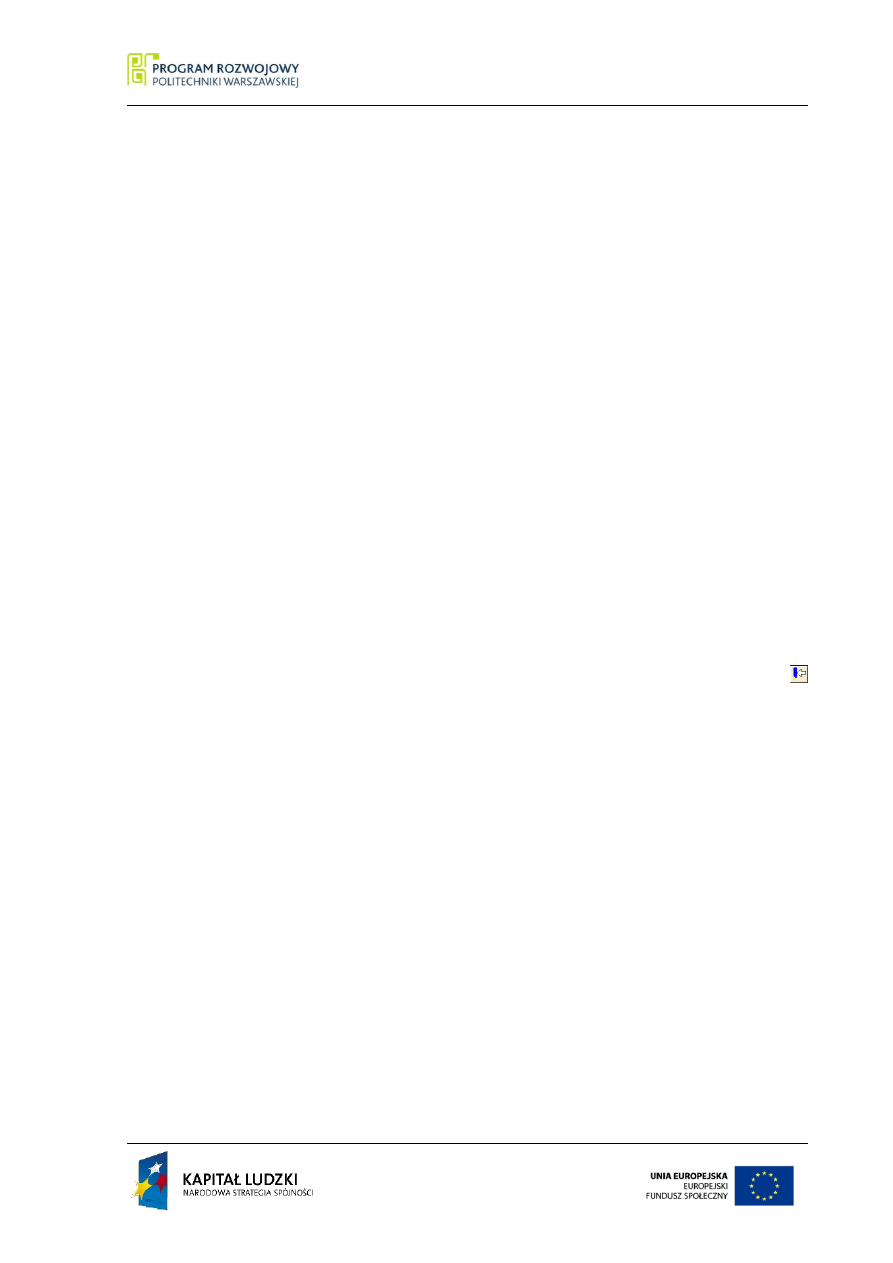
.6. Instrukcje pojedynczego ruchu narzędzia
Instrukcja ta służy do generowania pojedynczych ruchów narzędzia. Ruch narzędzia wyko-
nywany jest z aktualnej pozycji narzędzia do położenia określonego wartościami podanymi w
instrukcji. Instrukcje pojedynczego ruchu narzędzia wywołujemy przez wybranie przycisku
z menu podręcznego. Następuje wówczas wygenerowanie okna dialogowego pokazanego na
rysunku 2.15.
W oknie tym należy określić rodzaj ruchu i posuw narzędzia. W zależności od wybra-
nego rodzaju ruchu narzędzia realizowane jest polecenie w postaci GOTO lub GOIN. Polece-
nie GOTO wykonywane jest przy absolutnym, do elementu i na bazę ruchu narzędzia. W
przypadku absolutnego rodzaju ruchu, należy podać współrzędne X i Z punktu, do którego
ruch ma być zrealizowany. Brak jednej z tych współrzędnych oznacza zerowy przyrost na da-
nej osi. Ruch na bazę przemieszcza narzędzie do punktu wymiany narzędzia określonego w
instrukcji CTUR.
Określenie rodzaju ruchu jako do elementu, powoduje przemieszczenie narzędzia do
punktu docelowego (wskazanego elementu geometrycznego). Punkt docelowy przemieszcze-
nia narzędzia wybierany jest następująco:
42 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
gdy podano element ze znakiem „+” (lub bez znaku), jest to przecięcie podanego
elementu z następnym elementem wyszczególnionym w profilu PF1,
gdy podano element ze znakiem „-”, jest to przecięcie podanego elementu z poprze-
dzającym elementem w profilu PF1.
Wyznaczony punkt docelowy jest korygowany
o wartość promienia zaokrąglenia ostrza narzędzia.
Poleceniu GOIN odpowiada przyrostowy
ruch narzędzia. Wielkość przemieszczenia narzędzia
zadaje się przyrostowo od aktualnego położenia za
pomocą współrzędnych Z i X. Tak jak w instrukcji
GOTO, brak jednej z tych współrzędnych oznacza
zerowy przyrost na danej osi.
Prędkość, z jaką odbywa się ruch narzędzia,
określa wybrany lub podany indywidualnie posuw.
Narzędzie może przemieszczać się:
ruchem szybkim – w instrukcji występuje
słowo RAP,
z zadanym posuwem – w instrukcji występuje słowo FR,
z aktualnym posuwem roboczym o wartości określonej w instrukcji TOOL.
Rys. 2.15. Pojedyncze ruchy na-
rzędzia
PODSTAWY TECHNIK WYTWARZANIA I 43
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
3.
Przykład procesu technologicznego toczenia
wykonanego w programie GTJ2000
z
objaśnieniami
(oprac. W. Wiśniewski)
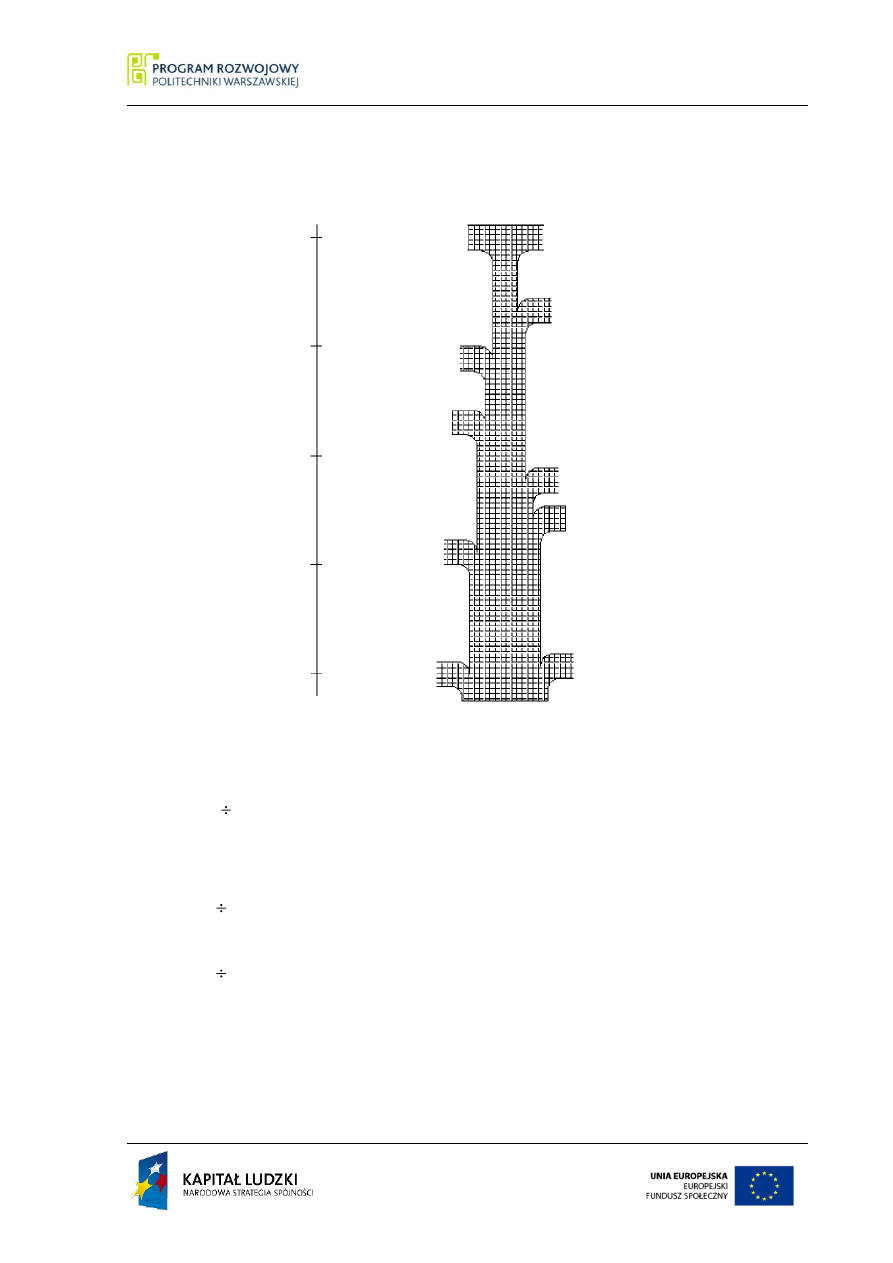
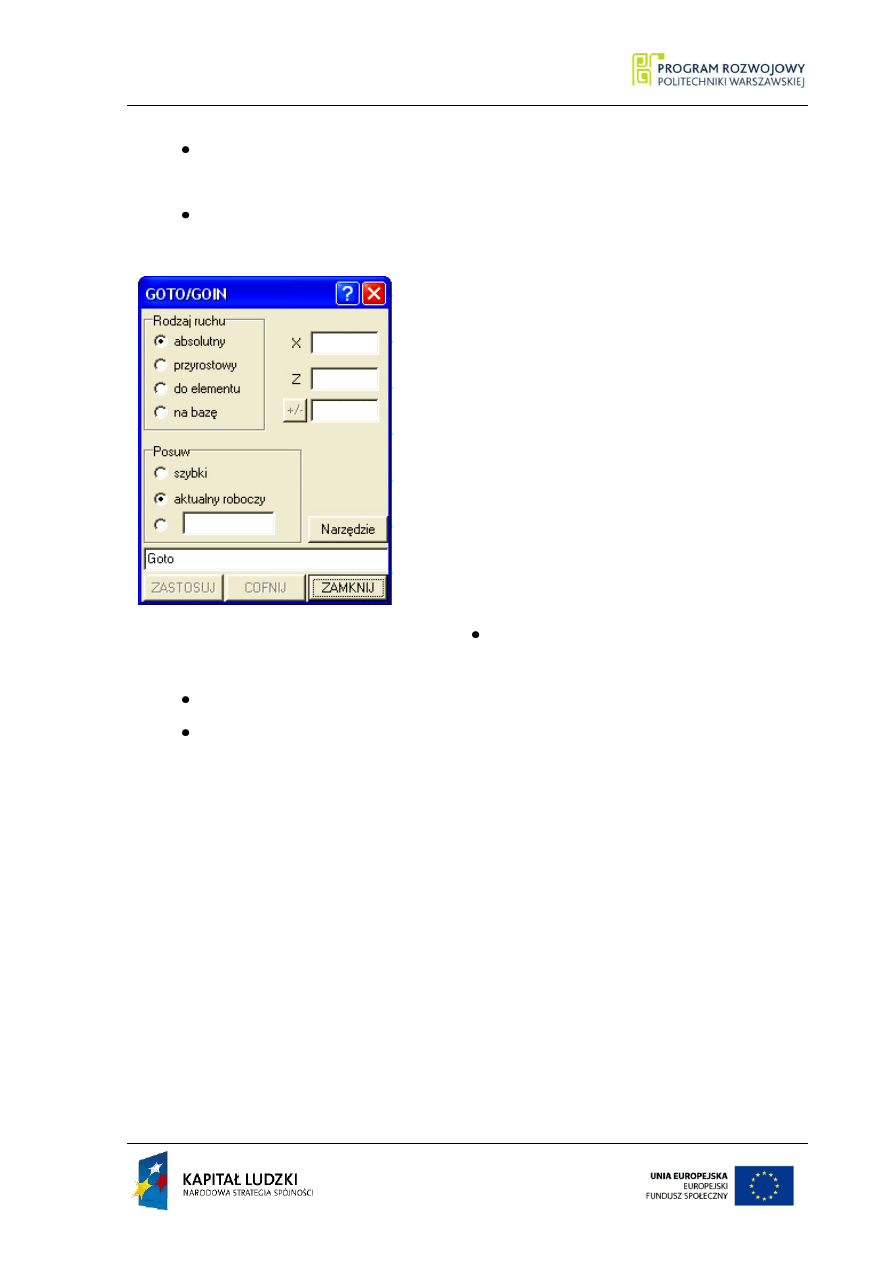
W poniższej części instrukcji przedstawiony zostanie przykład wykonania procesu
technologicznego toczenia w programie GTJ200 dla detalu pokazanego na rysunku 3.1.
Rys.3.1. Wykonywany element
Wykonanie projektu procesu technologicznego składa się z trzech etapów:
-
wprowadzenie w programie GTJ2000 geometrii wyrobu i półfabrykatu, z którego
wyrób zostanie wykonany,
44 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
- analizy technologicznej wykonywanego wyrobu,
- wykonanie procesu technologicznego.
3.1.
Wprowadzenie geometrii wyrobu i półfabrykatu
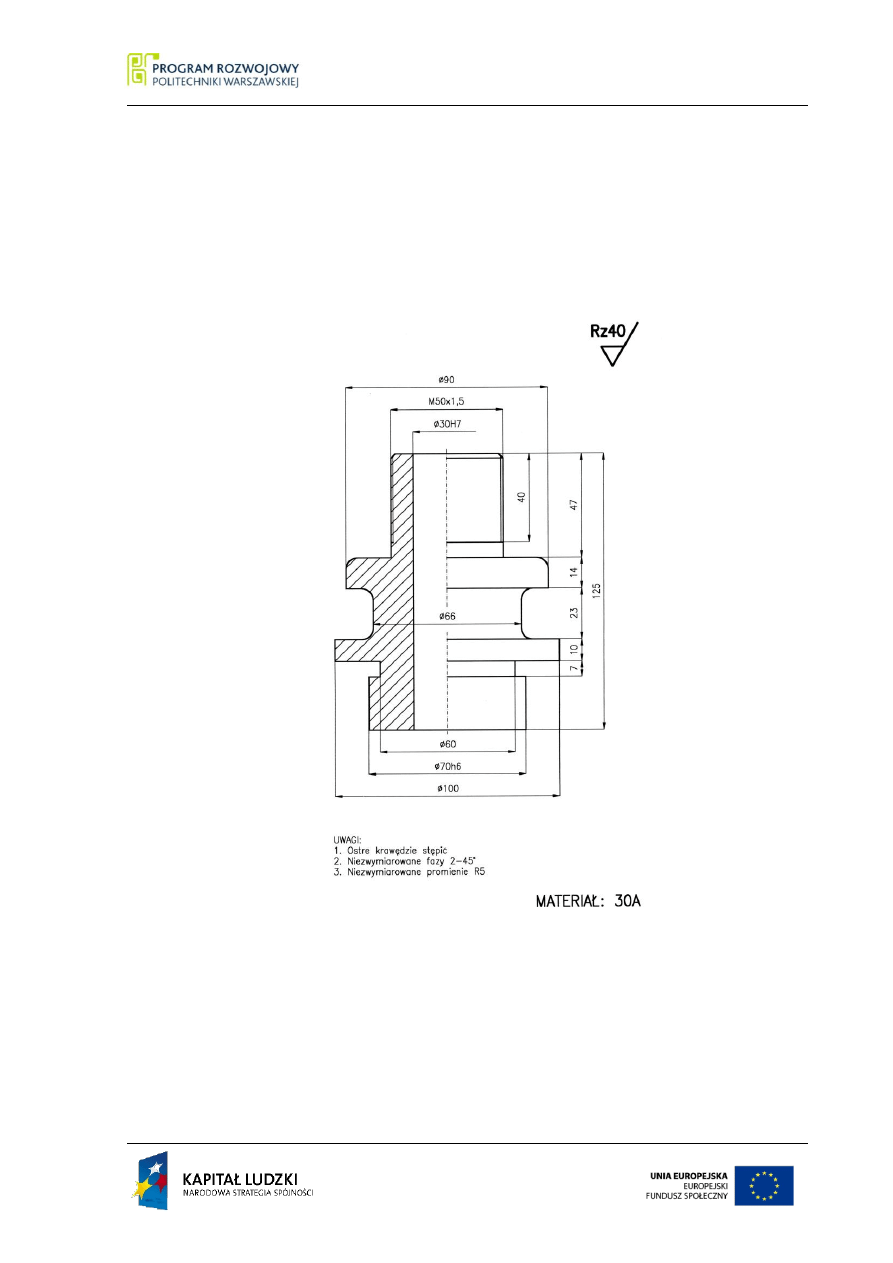
KROK 1 – Uruchomienie programu GTJ2000 i wybór obrabiarki
Po uruchomieniu programu GTJ200 należy wybrać przycisk „Nowy projekt” (rysunek
3.2.). Czynność ta spowoduje wyświetlenie okna dialogowego „Wybierz obrabiarkę” (rysu-
nek 3.3.).
Rys. 3.2. Rys. 3.3.
Uwaga:
W oknie dialogowym „Wybierz obrabiarkę” wyszczególniona jest tylko jedna obrabiarka.
Jest to tokarka. W praktyce przemysłowej w oknie tym (zależnie od zainstalowanych modułów
programu) może być wiele obrabiarek (tokarki, frezarki, wycinarki elektroerozyjne). Należy
wybrać wówczas właściwą obrabiarkę, na którą piszemy program obróbkowy, gdyż do każdej
obrabiarki może być przypisany inny postprocesor przetwarzający program obróbkowy na
język NC.
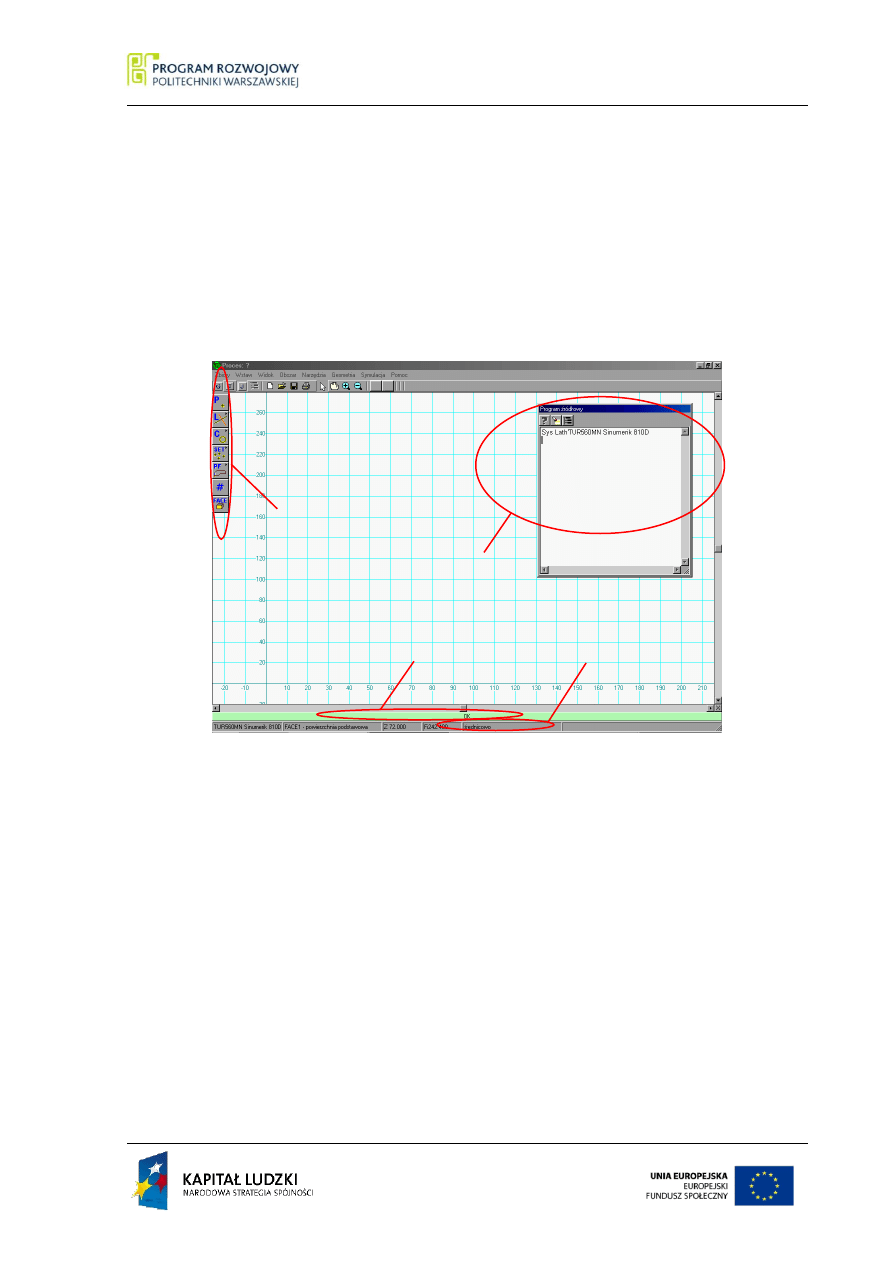
Po wybraniu obrabiarki ekran programu powinien wyglądać jak na rysunku 3.4.
Program GTJ2000 „zgłosił się do pracy” w układzie wprowadzania elementów geome-
trycznych, z których zostanie zbudowany profil wyrobu i półfabrykatu. Aby jednak przystąpić
do wprowadzania elementów geometrycznych niezbędne jest wyjaśnienie funkcji pól zazna-
czonych obwódkami w kolorze czerwonym (zaznaczenie dokonane przez autora).
Pole 1: Pole to zawiera przyciski uruchamiające odpowiednie okna dialogowe służące do defi-
niowania elementów geometrycznych, z których budowane są na profile.
PODSTAWY TECHNIK WYTWARZANIA I 45
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Pole 2: Jest to pasek, w którym program automatycznie informuje o prawidłowości wykony-
wanego procesu. Pasek ten może być w różnych kolorach oraz mogą się w nim znaj-
dować różne komunikaty tekstowe. Kolor zielony paska i napis OK informuje, że
program nie widzi błędów w poleceniach procesu. Należy jednak zaznaczyć, że każdy
program ma swoje ograniczenia. Nie należy całkowicie polegać na komunikatach
programu (nawet, gdy pasek jest w kolorze zielonym) i samemu analizować popraw-
ność wprowadzonych poleceń.
Pole 1
Pole 4
Pole 3
Pole 2
Rys. 3.4.
Omawiany pasek może być również w kolorach: piaskowym i czerwonym. Gdy pasek
ten wyświetlony jest w kolorze czerwonym, program GTJ2000 nie pozwoli nam na
dalszą pracę do momentu usunięcia sygnalizowanego błędu.
Pole 3: Tekst zawarty w polu 3 informuje nas o sposobie podawania wymiarów poprzecznych
wyrobu i półfabrykatu. Standardowo program GTJ2000 przyjmuje podane wymiary
poprzeczne, jako średnice. Praktyka pokazuje, że nie jest to najwygodniejszy sposób
podawania tych wymiarów. Korzystniej jest podawać wymiary poprzeczne, jako pro-
mienie. Nie następuje wówczas „kolizja wymiarowa” przy podawaniu wymiarów za-
okrągleń i głębokości wykonywanych rowków. W programie nie ma bezpośredniej
możliwości zmiany sposobu wprowadzania wymiarów poprzecznych (odpowiedni
46 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
przycisk). Niezbędna jest znajomość instrukcji systemowych programu, a konkretnie
instrukcji „RON” powodującej przejście do „układu promieniowego” definiowania
elementów geometrycznych. Instrukcję tą należy wpisać bezpośrednio w oknie pro-
gramu źródłowego (pole 4 na rysunku).
Pole 4: W polu tym zaznaczono okno „programu źródłowego”. W oknie tym pokazywane są
linie programu wprowadzone przez użytkownika za pośrednictwem okien dialogo-
wych (linia programu, widoczna na rysunku, została wpisana po wyborze obrabiarki).
Okno to jest prostym edytorem tekstu. Jak w każdym edytorze można w nim w kolej-
nych wierszach wpisywać/usuwać polecenia, z pominięciem okien dialogowych. Nale-
ży jednak pamiętać, że w przypadku dopisywania polecenia możliwe jest to z zacho-
waniem poprawnej składni polecenia, właściwej dla programu GTJ2000.
W podstawowych ustawieniach programu okno „Program źródłowy” powinno po-
kazać się automatycznie. W przypadku jego braku, należy skorzystać z przycisku
znajdującego się w poziomym pasku przycisków u góry ekranu.
KROK 2 – zdefiniowanie elementów służących do zbudowania profilu wyrobu
Przykład powyższy rozwiążemy korzystając z promieniowego układu wprowadzania
wymiarów poprzecznych wyrobu i półfabrykatu. Zgodnie z tym, co napisano w opisie „Pola
3” w oknie „Program źródłowy” należy wpisać instrukcję systemową RON.
Zbudowanie profili wyrobu lub półfabrykatu polega na zdefiniowaniu elementów geo-
metrycznych typu linie, okręgi, a następnie skonstruowaniu z nich odpowiednich profili.
W języku GTJ elementy geometryczne, z których budowane są profile posiadają nada-
ny zwrot, określany przez projektanta w trakcie definiowania elementu. Związane to jest z
późniejszym definiowaniem profilu, który musi spełniać określone wymagania:
-
budowany profil jest przeważnie profilem zamkniętym, tzn. zaczyna i kończy się w
tym samym punkcie startowym,
-
profil wyrobu lub półfabrykatu wprowadzamy zawsze w kierunku przeciwnym do
kierunku obrotu wskazówek zegara,
-
oś wyrobu jest osią obrabiarki (oś Z).
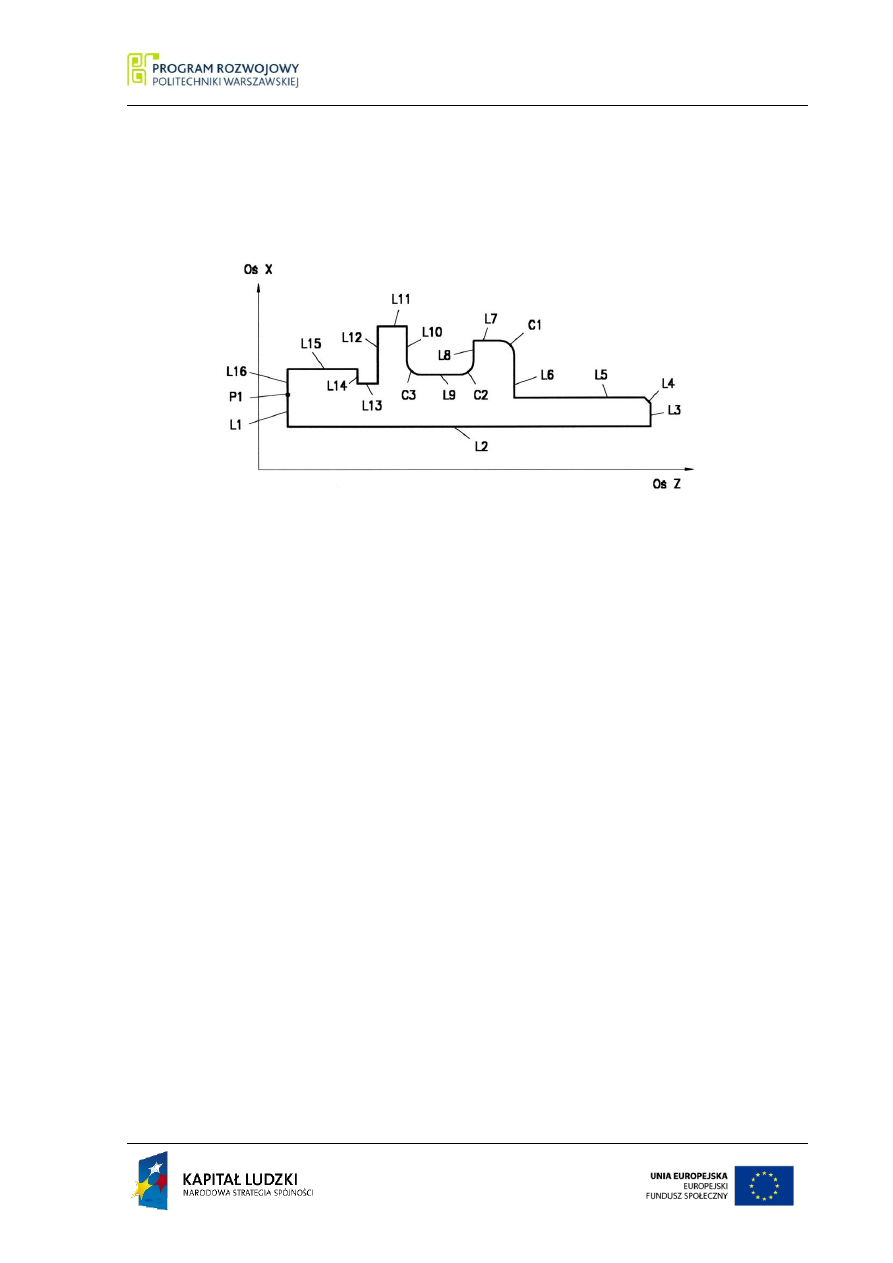
PODSTAWY TECHNIK WYTWARZANIA I 47
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Aby podać opis profilu należy zdefiniować elementy pozwalające na narysowanie kon-
turu jednej ćwiartki detalu rysunek 3.2. Profil wyrobu i elementy geometryczne niezbędne do
jego zbudowania pokazano na rys. 3.5.
Rys. 3.5. Profil wyrobu z zaznaczonymi elementami składowymi
Istotnym jest właściwe dobranie punktu startowego (punkt nie jest elementem geome-
trycznym) dla budowanego profilu. W programie GTJ2000 (i innych jego wersjach) niemożli-
we jest toczenie zgrubne pierwszego i ostatniego elementu profilu. Tak, więc przy budowaniu
profilu należy „wybiegać trochę w przód” i mieć zarysowaną technologię wykonana wyrobu.
Zgodnie z rysunkiem 3.5. pierwszym elementem profilu jest linia L1, a ostatnim linia L16.
Elementy te nie będą toczone zgrubnie, gdyż tworzą one powierzchnię powstałą w wyniku
odcinania wyrobu. Odcinanie wyrobu przeprowadzamy zaś w tzw. obróbce rowka, która to
operacja jest toczeniem kształtowym. Równie istotne jest wybranie strony, od której wyrób
będzie zamocowany podczas obróbki. Zgodnie z rysunkiem 3.1. wykonywany przedmiot musi
być zmocowany od strony średnicy Φ70h6, gdyż po przeciwnej stronie wyrobu znajduje się
powierzchnia z naciętym gwintem (brak możliwości zamocowania przedmiotu obrabianego „na
gwincie”).
Po tych wyjaśnienia i przypomnieniach możemy rozpocząć definiowanie elementów
pozwalających na zbudowanie profilu wyrobu.
Jako punkt startowy do wprowadzania kolejnych elementów wybrano punkt o współ-
rzędnych (z=10, x=20).
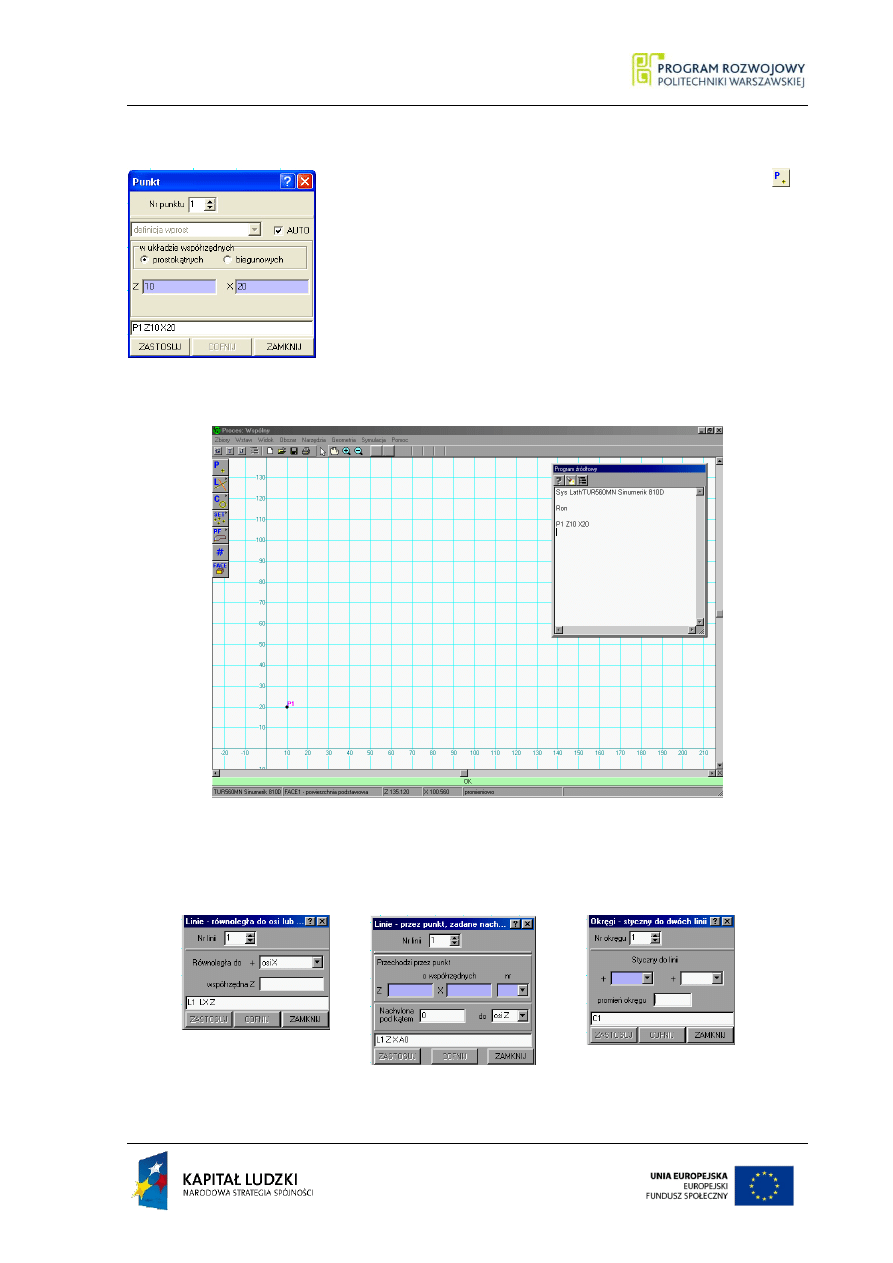
48 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Punkt ten wprowadzamy przez naciśnięcie przycisku w
menu bocznym i wpisanie odpowiednich wartości w wygenerowa-
nym oknie dialogowym pokazanym na rysunku 3.6. Kolejne kroki
to naciśnięcie przycisku „ZASTOSUJ” i „ZAMKNIJ” w oknie
dialogowym „Punkt”.
Rys. 3.6.
Po wykonaniu powyższych czynności ekran nasz będzie wyglądał jak na rysunku 3.7.
Rys. 3.7.
Jak widać na powyższym rysunku, w oknie „program źródłowy” zostały automatycznie
dopisane ostatnio wykonane dwie instrukcje.
Rys. 3.8
Rys. 3.9. Rys.3.10
PODSTAWY TECHNIK WYTWARZANIA I 49
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Kolejne elementy geometryczne potrzebne do zdefiniowania profilu wyrobu wprowa-
dzimy korzystając z okien dialogowych pokazanych na rysunkach 3.8. – 3.10.
Przy definiowaniu linii, korzystać będziemy z okien dialogowych pokazanych na rysun-
kach 3.8. i 3.9. Okna te wywołujemy przez naciśnięcie przycisku
i następnie odpowiednio
przycisków i .
Okno dialogowe pokazane na rysunku 3.8. pozwala na definiowanie linii równoległych
do osi Z lub X układu współrzędnych na ekranie. Jest to jeden z najwygodniejszych sposobów
definiowania linii, gdyż wszystkie podawane wymiary wynikają bezpośrednio z rysunku kon-
strukcyjnego wyrobu. W ten sposób zdefiniujemy linie L1 – L3 i linie L5 – L16.
Definiując kolejną linię należy wybrać w oknie dialogowym element równoległości
(odpowiednia oś układy współrzędnych) i podać wartość, w której linia przecina się z drugą
osią. Zwrot linii określamy za pomocą przycisku „+”. Znak plus oznacza, że zwrot linii będzie
zgodny ze zwrotem osi, zaś znak „–” oznacza zwrot przeciwny do zwrotu osi. W przypadku
błędnego wprowadzenia linii (po użyciu przycisku „ZASTOSUJ”), możliwe jest cofnięcie da-
nego polecenia przyciskiem „COFNIJ”. Ostatnia czynność możliwa jest do wykonania do
czasu zamknięcia ona dialogowego. Po jego zamknięciu wszelkie poprawki w opisie linii są
możliwe jedynie w oknie „Program źródłowy”.
Dla przykładu podano poniżej opis dwóch linii zgodnie z rysunkiem 3.1 i 3.5.
L1 - LX Z10
L2 LZ X15
Inaczej należy zdefiniować linię L4. Jest to linia ukośna w stosunku do osi układu
współrzędnych. Dlatego w tym przypadku skorzystamy z okna dialogowego pokazanego na
rysunku 3.9. W oknie dialogowym podać współrzędne jednego punktu, przez który linia prze-
chodzi i kąt nachylenia linii do jednej z osi (przeważnie kąt nachylenia do osi poziomej Z).
Punktami charakterystycznymi dla tej linii są dwa naroża fazki 2 mm. Może to być punkt o
współrzędnych (z=133, x= 25) lub punkt (z=135, x=23). Oczywiście może to być każdy inny
punkt leżący na tej linii, ale podane współrzędne punktów wynikają bezpośrednio z rysunku
3.1. Potrzebne jest również podanie kąta nachylenia linii L4 do jednej z osi (wybierzemy na-
chylenie do osi Z). W programie GTJ2000 kąty odmierzamy w kierunku przeciwnym do kie-
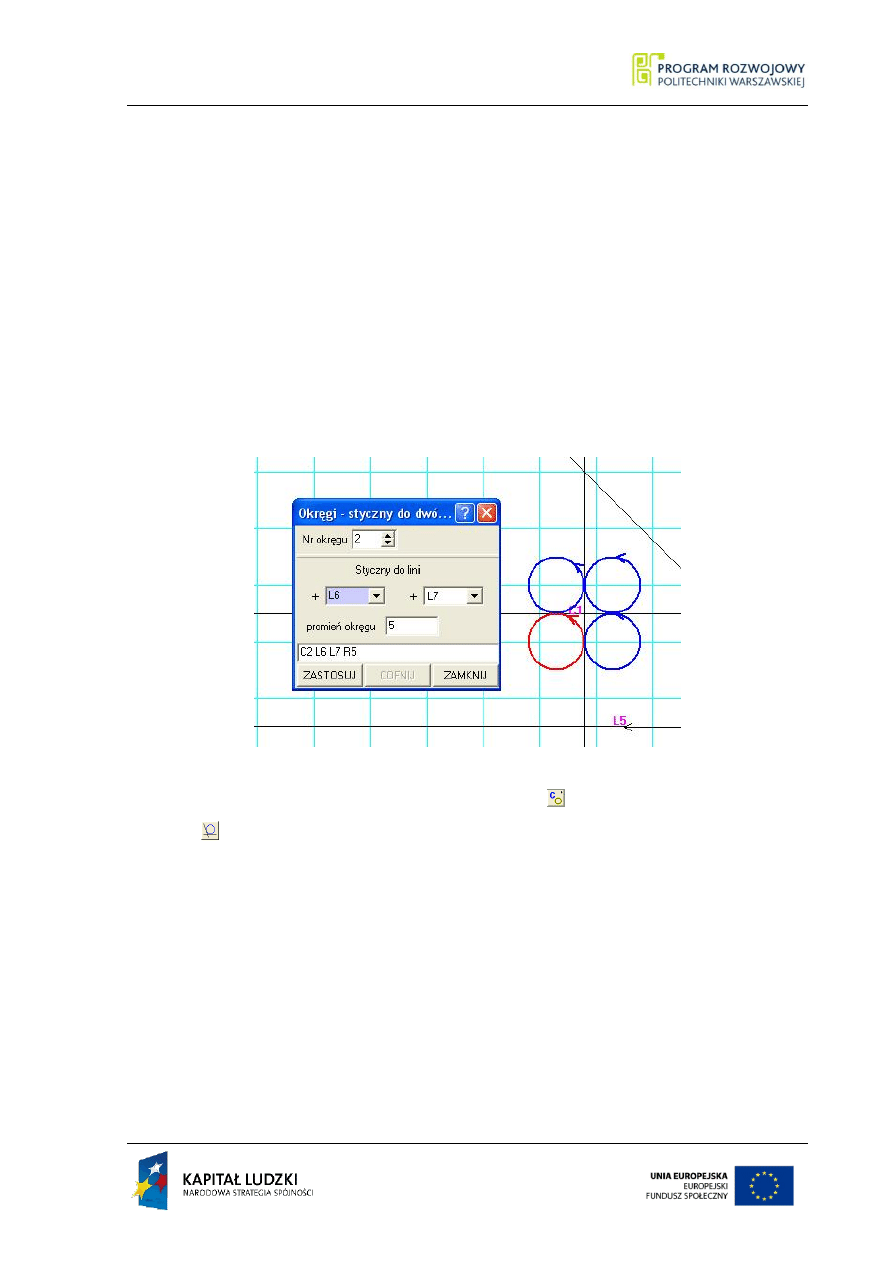
50 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
runku obrotu wskazówek zegara, uwzględniając zwrot wprowadzanej linii. Tak, więc w tym
przypadku kąt ten będzie wynosił 135
o
. Poprawnie wprowadzona linia powinna mieć opis:
L4 Z133 X25 A135
Analogicznie jak dla linii opisanych powyżej definiujemy pozostałe linie opisujące wy-
rób. Poprawność ich wprowadzenia można sprawdzić śledząc cały opis programu zamieszczo-
ny na końcu rozdziału.
Pokazany na rysunku 3.5. profil wyrobu zawiera jeszcze trzy elementy geometryczne w
postaci łuków o zadanym promieniu. Łuki występujące w profilu definiujemy jako okręgi.
Najwygodniej jest definiować okręgi jako styczne do dwóch linii i tak postąpimy w naszym
przypadku.
Rys. 3.11.
Aby zdefiniować okręgi, korzystamy z przycisku
w menu bocznym, a następnie z
przycisku
. Ostatni z przycisków wygeneruje okno dialogowe pokazane na rysunku 3.10. W
oknie tym należy podać dwie linie styczności okręgu i jego promień. Wartość promienia okrę-
gu należy wpisać w odpowiednie pole zgodnie z wymiarami podanymi na rysunku konstruk-
cyjnym wyrobu. Linie styczności możemy zaś wprowadzić w pola okna dialogowego na wiele
sposobów: możemy je wpisać w odpowiednie pola, możemy wybrać z menu rozwijalnego przy
polu lub możemy wskazać je wskaźnikiem myszy bezpośrednio na ekranie, a wpisanie do od-
powiedniego pola nastąpi automatycznie. Ponieważ linie styczności są w naszym przypadku
liniami prostopadłymi do siebie, zostaną na ekranie wygenerowane cztery okręgi pokazane na
rysunku 3.11. Jeden okrąg jest w kolorze czerwonym i jemu odpowiadają parametry wpisane
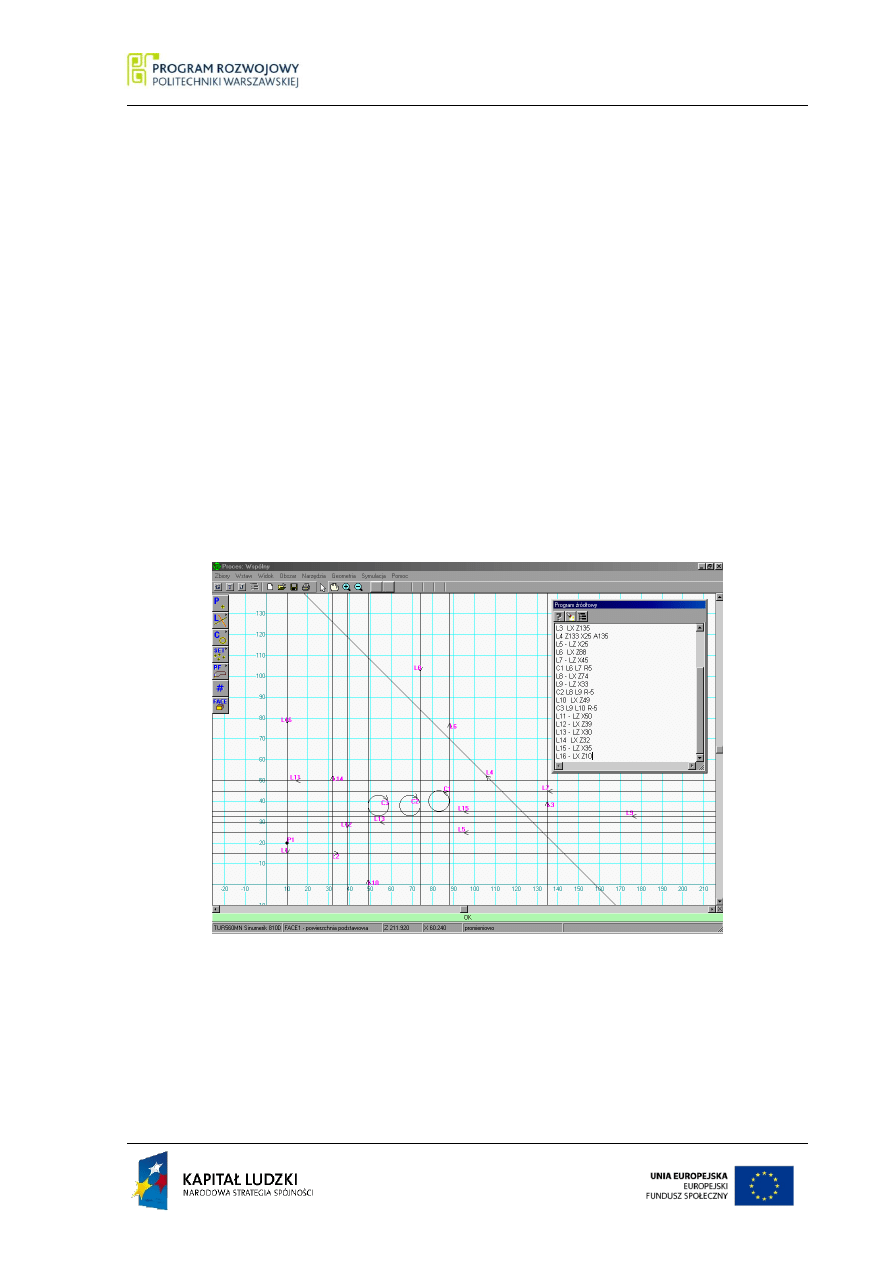
PODSTAWY TECHNIK WYTWARZANIA I 51
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
w oknie dialogowym, pozostałe 3 okręgi są okręgami alternatywnymi dla podanych linii stycz-
ności. Aby wybrać okrąg z innej ćwiartki układu linii, należy kursorem myszy go wskazać i
nacisnąć przycisk. Czynność ta spowoduje, że wskazany okrąg stanie się okręgiem czerwo-
nym, a okno dialogowe zostanie uaktualnione do parametrów naszego wyboru. Pozostaje jesz-
cze kwestia zwrotu nadanego okręgowi. Jeżeli wygenerowany zwrot zaznaczony na linii czer-
wonej nie jest właściwy, należy kursorem myszy go wskazać i nacisnąć przycisk. Czynność ta
spowoduje zmianę zwrotu okręgu.
Jak z powyższego widać, wprowadzenie opisu okręgu jest kombinacją trzech elemen-
tów: dwóch linii i promienia okręgu. Dokonuje się tego dostawiając znak minus przed liniami
lub przed wartością promienia. Nawet dla projektanta wprawnego w posługiwaniu się progra-
mem GTJ2000 nie jest to takie oczywiste, w którym miejscu należy minus dostawić lub usu-
nąć. Z tego względu korzystniej jest przy definiowaniu okręgu korzystać z myszy, a program
sam automatycznie dostawi odpowiedni znak.
Rys. 3.12
Zdefiniowanie okręgów występujących w profilu wyrobu kończy etap wprowadzania
elementów geometrycznych wykorzystywanych do zbudowania profilu wyrobu. W podsumo-
waniu należy zaznaczyć, że numery linii i okręgów nadawane są przez program automatycznie.
Program nie wymaga, aby została zachowana kolejność numeracji jak na rysunku 3.5. Jednak z
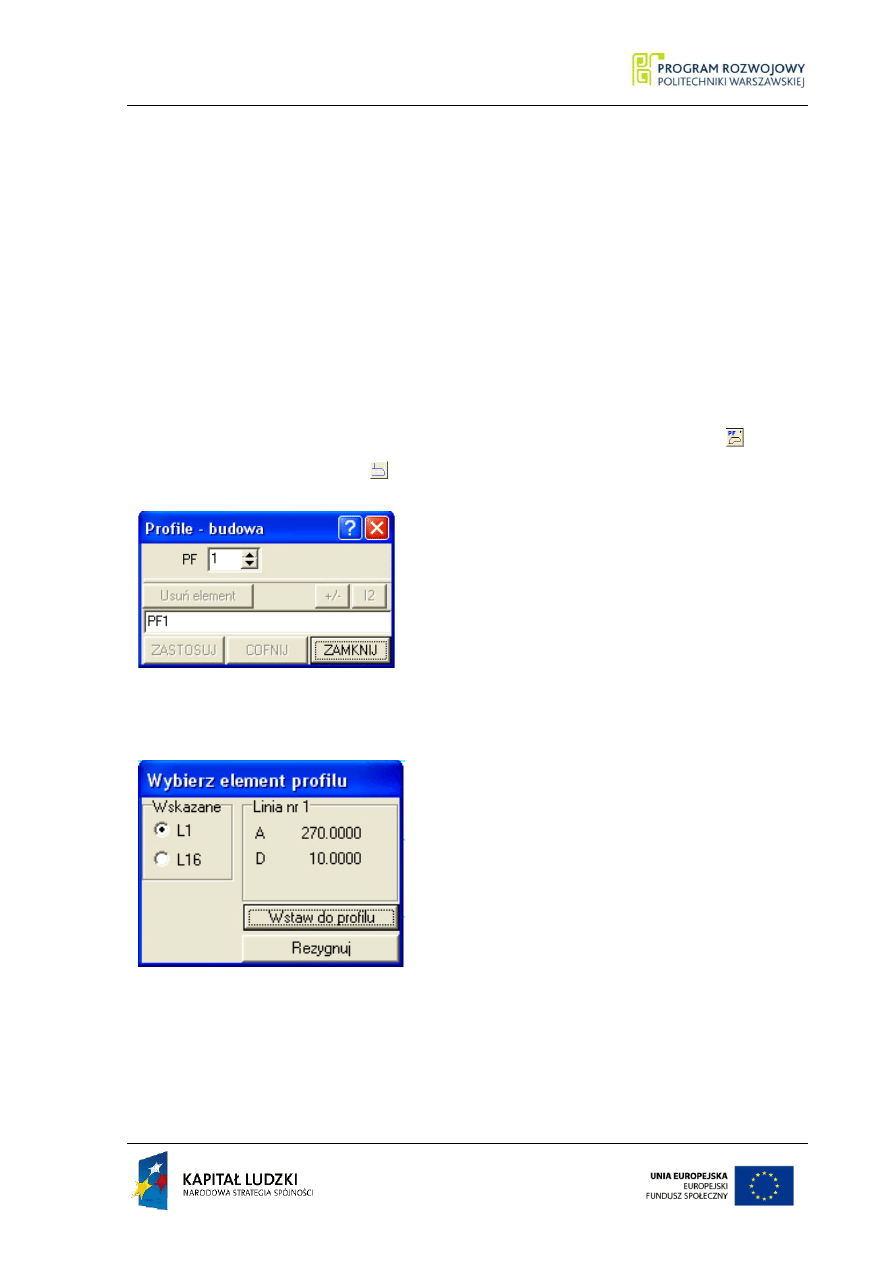
52 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
uwagi na późniejsze definiowanie profilu jest to korzystne, gdyż pozwala zachować przejrzy-
stość geometrycznej części projektu istotną zwłaszcza w sytuacjach kolizyjnych.
Na rysunku 3.12 pokazano widok ekranu w programie GTJ2000 po wprowadzeniu
elementów geometrycznych profilu wyrobu.
KROK 3 – zdefiniowanie profilu wyrobu
Z elementów geometrycznych zdefiniowanych w poprzednim kroku możemy zbudo-
wać profil wyrobu.
Profil zarówno wyrobu jak i półfabrykatu definiujemy w odpowiednim oknie dialogo-
wym pokazanym na rysunku 3.13. Okno to wywołujemy korzystając z przycisku
w menu
bocznym, a następnie z przycisku .
W oknie tym po wpisie PF1, możemy dopisywać po
kolei elementy, z których budujemy profil. Nie jest to
jednak uzasadnione, zwłaszcza w przypadku skompli-
kowanych profili lub gdy oznaczenia poszczególnych
elementów geometrycznych zostały wprowadzone w
sposób chaotyczny.
Znacznie wygodniej jest wskazywać kursorem myszy
kolejne elementy składające się na budowany profil.
Przy budowie profilu, pamiętamy o ogólnych
zasadach obowiązujących w tym fragmencie projek-
tu, czyli że profil ma być zamknięty (zaczyna się i
kończy tym samym punktem Starowym), oraz że
kierunek budowania profilu jest przeciwny do kie-
runku obrotu wskazówek zegara. W przypadku
znacznego zagęszczenia elementów geometrycznych
i trudności ze wskazaniem właściwego, program
wygeneruje okno dialogowe pozwalające na wybra-
nie odpowiedniego elementu pokazane na rysunku 3.14. Nieprawidłowo wprowadzony ele-
ment profilu możemy usunąć korzystając z przycisku „Usuń element” (Rys. 3.13).
Rys. 3.13
Rys. 3.14.
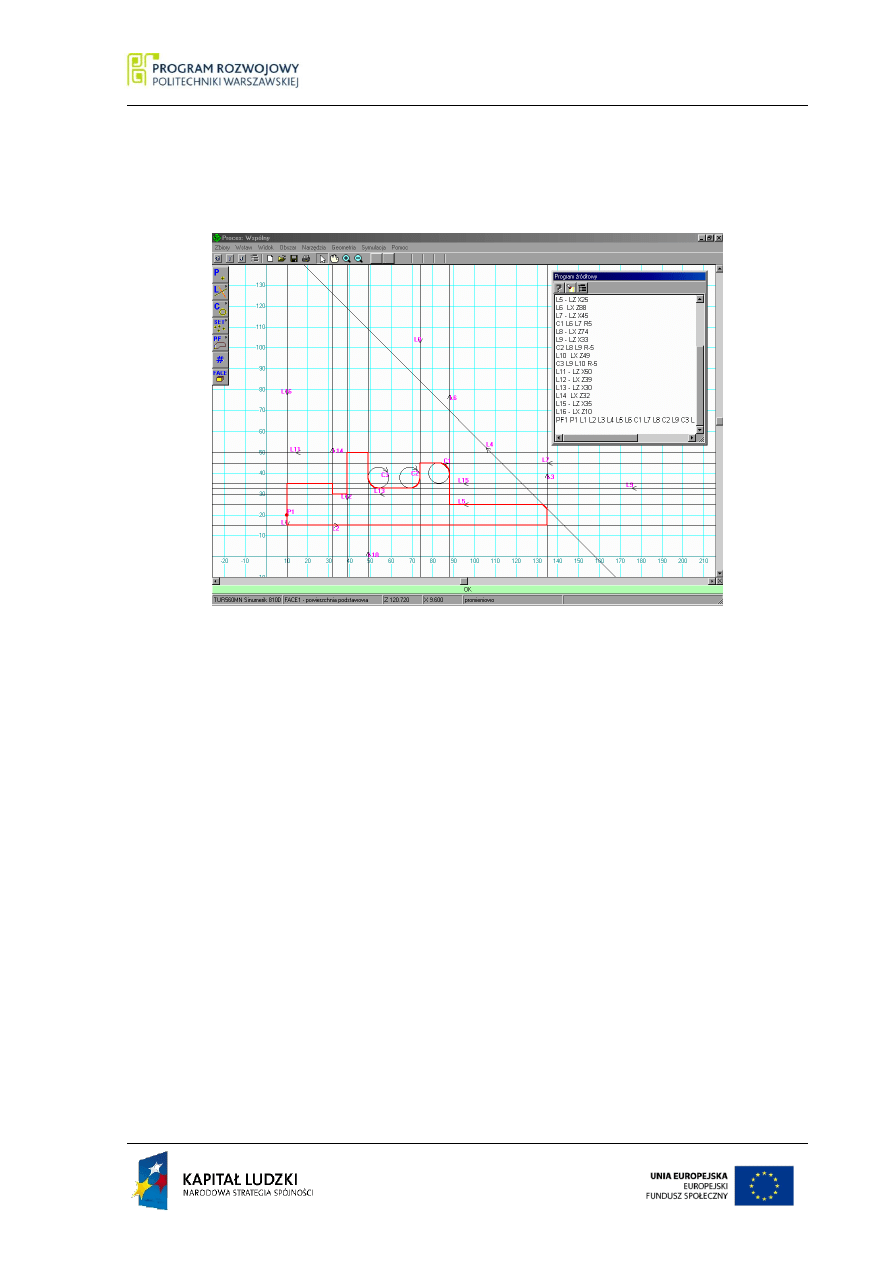
PODSTAWY TECHNIK WYTWARZANIA I 53
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Prawidłowo zbudowany profil wyrobu powinien mieć zapis:
PF1 P1 L1 L2 L3 L4 L5 L6 C1 L7 L8 C2 L9 C3 L10 L11 L12 L13 L14 L15 L16 P1
a jego wizualizacja powinna wyglądać jak na rysunku 3.15.
Rys. 3.15.
KROK 4 – zdefiniowanie elementów służących do zbudowania profilu półfabrykatu i
budowa profilu
Przy budowaniu profilu półfabrykatu obowiązują te same zasady jak przy budowaniu
profilu wyrobu, czyli definiujemy elementy, z których składać będzie się profil, a następnie go
definiujemy. Musimy jednak pamiętać o jednej dodatkowej zasadzie, jaka obowiązuje w tej
części projektu. Brzmi ona następująco:
Jeżeli w procesie technologicznym występuje operacja wiercenia, to profil
półwyrobu (PF2) należy opisać jak po tej operacji.
W naszym przypadku toczony wyrób posiada otwór osiowy. Otwór ten będzie musiał
być wywiercony (a wiec występować będzie operacja wiercenia), czyli przy definiowaniu profi-
lu półfabrykatu koniecznie musimy o powyższej zasadzie. Nie oznacza to, że w tokarce zamo-
cujemy półfabrykat w postaci tulei. W tokarce zamocujemy pełny wałek, w którym będziemy
musieli wywiercić otwór, ale w programie zdefiniujemy profil półfabrykatu, jak gdyby była to

54 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
tuleja. Otwór nasz wywiercimy na średnicę Φ 24 mm, a następnie z uwagi na parametry poda-
ne na rysunku 3.1. roztoczymy. Musimy również ustalić średnicę zewnętrzną półfabrykatu
(wałka). Przyjmiemy, że w projekcie będzie to średnica 110 mm.
Przy definiowani profilu półfabrykatu konieczne jest „wybieganie” do przodu i przewi-
dywanie poszczególnych zabiegów i operacji, jaki będą występować w procesie technologicz-
nym.
Takim elementem jest czoło przedmiotu (linia L3 – rys. 3.5.). Zgodnie z rysunkiem
konstrukcyjnym wyrobu, powierzchnia ta posiada chropowatość możliwą do uzyskania tylko
w obróbce dokładnej. Obróbka tej powierzchni może przebiegać następująco: toczenie zgrub-
ne, a następnie toczenie dokładne, lub tylko toczenie dokładne. Wszystko zależne jest od tego
ile materiału trzeba będzie stoczyć na tej powierzchni. Tak, więc na etapie budowania profilu
półfabrykatu musimy ten element uwzględnić. W naszym przypadku na obróbkę czoła przed-
miotu pozostawimy 2 mm materiału, co pozwoli nam na pominiecie toczenia zgrubnego i wy-
konanie tylko obróbki wykańczającej. Musimy również, uwzględnić obróbkę drugiej strony
wyrobu, czyli odcięcie wyrobu od wałka zamocowanego w uchwycie tokarki. A więc i z tej
strony musimy przewidzieć odpowiednią ilość materiału pozwalającą na odcięcie nożem prze-
cinakiem. Uwzględniając wszystkie powyższe uwagi profil półfabrykatu będzie opisany nastę-
pująco:
PF2 P2 L17 L18 L19 L20 L21 P2
Przy budowaniu profilu wyrobu i półfabrykatu, musimy pamiętać o jeszcze jednym nie-
zmiernie istotnym wymogu programu GTJ2000.
Profil wyrobu oznaczony jest zawsze, jako PF1 i zaznaczany kolorem czerwonym, zaś
profil półfabrykatu oznaczany jest, jako PF2 i jest w kolorze zielony. Zmiana oznaczeń nume-
rycznych profili powoduje niemożność wykonania projektu.
Opisane powyżej kroki kończą część geometryczną projektu. Ta część, mimo iż wy-
gląda na stosunkowo łatwą ma jednak bardzo duże znaczenia dla dalszej części projektowania.
Tylko prawidłowo zdefiniowane profile, pozwalają na bezkonfliktowe zaprojektowanie tech-
nologii wykonania wyrobu. Większość problemów, jakie powstają w części technologicznej
projektu wynika z błędów popełnionych przy definiowaniu profili wyrobu i półfabrykatu.
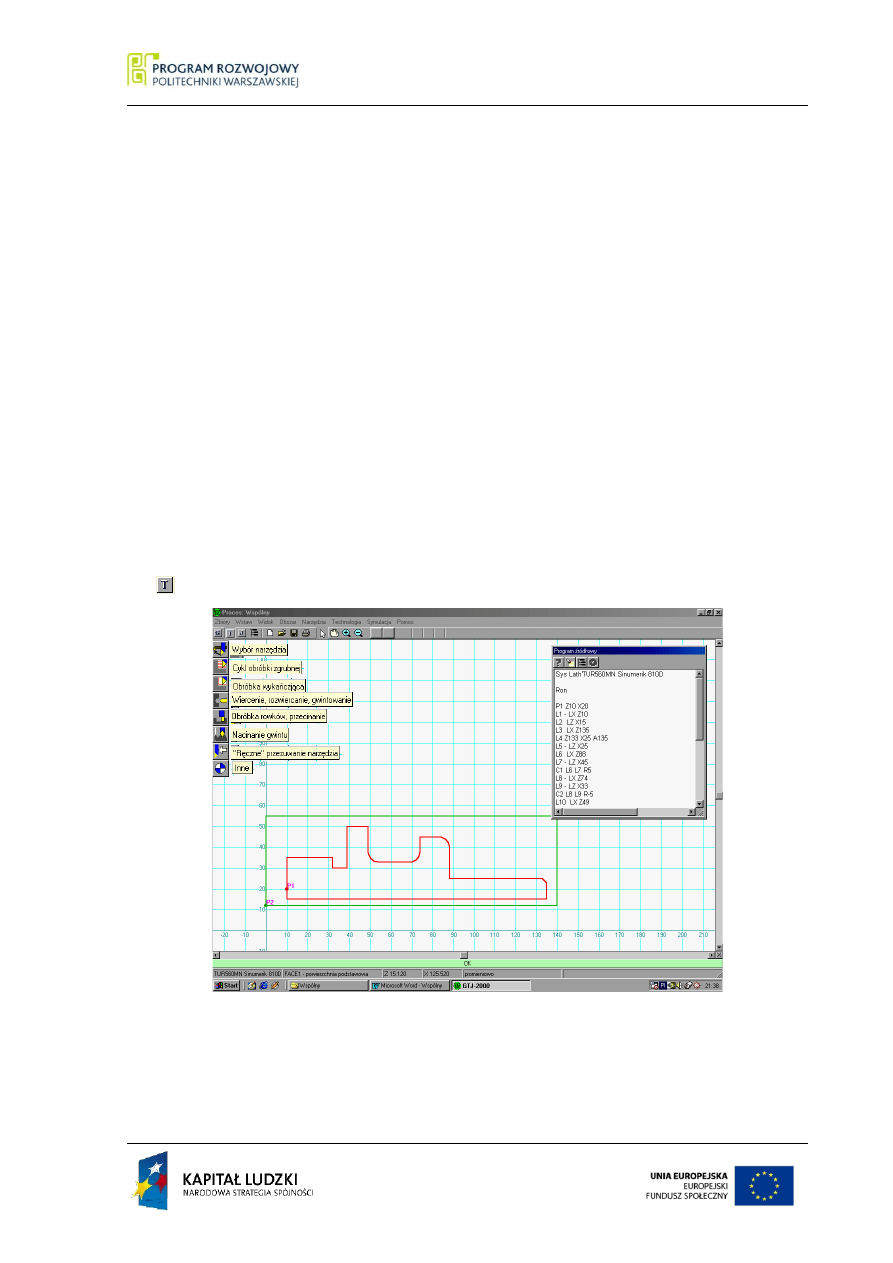
PODSTAWY TECHNIK WYTWARZANIA I 55
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
3.2.
Technologiczna część projektu
Aby przystąpić do opracowywania technologii wykonania wyrobu, niezbędna jest ana-
liza parametrów konstrukcyjnych wyrobu (Rys.3.1.).
Z rysunku wynika, że cały detal jest zaprojektowany z chropowatością niemożliwą do
uzyskania w obróbkach zgrubnych. Niezbędne, więc będą obróbki wykańczające praktycznie
wszystkich powierzchni wyrobu. Powoduje to konieczność pozostawienia naddatków na te
obróbki.
Jednocześnie można uznać, że takich obróbek nie wymagają powierzchnie wyznaczone
liniami (Rys. 3.5.): L4 (mała fazka), L5 (na powierzchni tej zostanie nacięty gwint), oraz po-
wierzchnie wyznaczające rowek (podcięcie), gdyż obróbka rowków ze swej natury definiowa-
na jest, jako obróbka dokładna.
Aby przystąpić do opracowania technologii wykonania wyrobu należy zmienić menu
podręczne programu (przyciski po lewej stronie ekranu). Dokonujemy tego za pomocą przyci-
sku
. Po użyciu tego przycisku ekran naszego projektu będzie wyglądał jak na rysunku 3.16.
Rys. 3.16.
Na rysunku tym dodatkowo zamieszczono opis przycisków menu podręcznego poja-
wiający się w formie „dymków”.
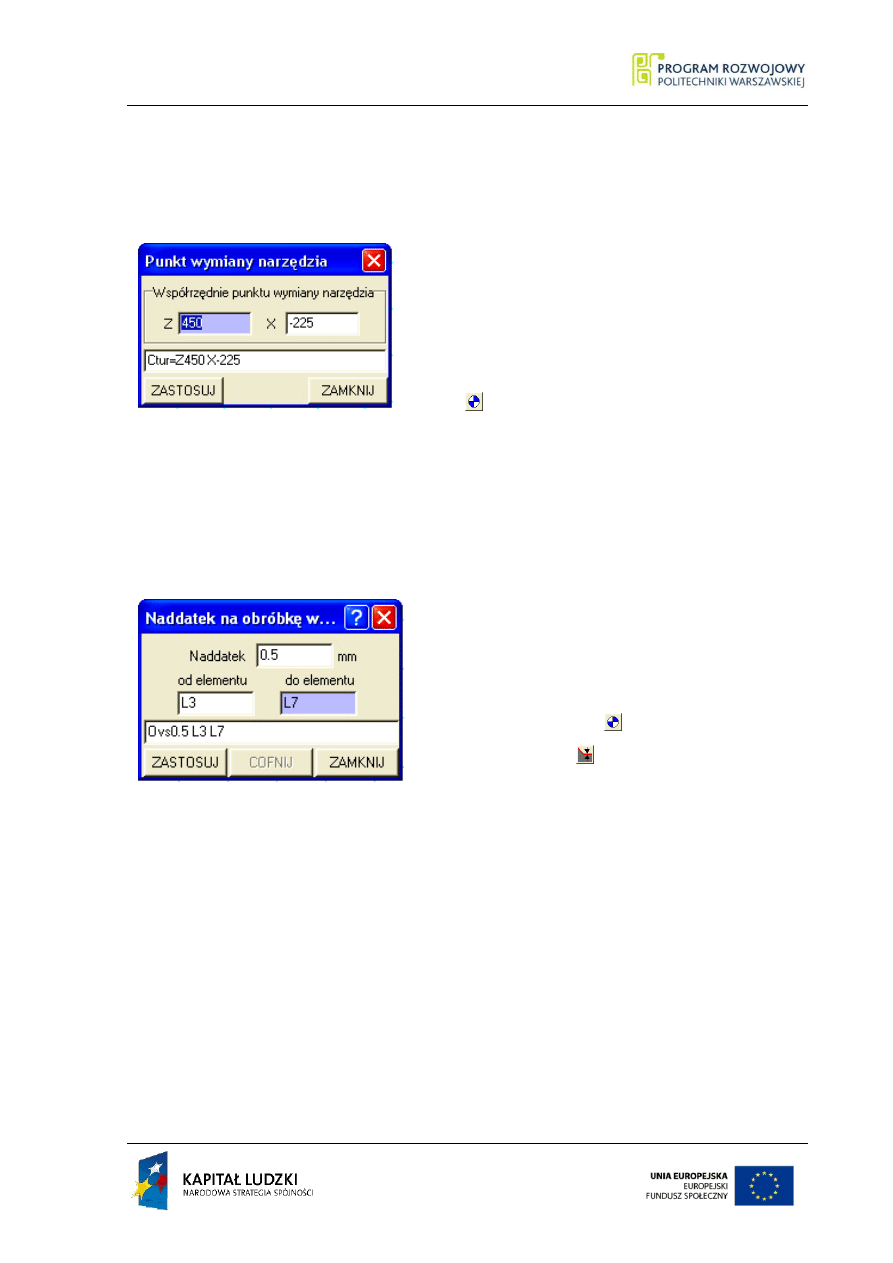
56 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Część technologiczna projektu polega na wyborze narzędzia i zdefiniowaniu zabiegów,
jakie chcemy tym narzędziem wykonać.
Aby do niej przystąpić konieczne jest wykonanie kilku czynności wstępnych.
Pierwszą z nich jest określenie punktu wymia-
ny narzędzia tj. miejsca, w którym będzie następował
obrót głowicy narzędziowej tokarki celem wybrania
narzędzia. Punkt wymiany narzędzia definiujemy w
oknie dialogowym (Rys. 3.17.) wywołanym przyci-
skiem
w menu podręcznym i ponownym wybraniu
takiego samego przycisku. Program GTJ2000 sam
proponuje współrzędne tego punktu, typowe dla danej obrabiarki. Punt ten niekoniecznie jest
właściwy przy wykonywaniu naszego wyrobu, ale nie zmieniamy do na tym etapie projektowa-
nia. Skorygujemy go ewentualnie po zaprojektowaniu całego procesu, o ile okaże się, że jest
on zbyt odległy od naszego wyrobu.
Kolejną czynnością jest zdefiniowanie nad-
datków na obróbkę wykańczającą, jakie powinny
pozostać o obróbce zgrubnej wyrobu. Aby wygene-
rować odpowiednie okno dialogowe (rysunek 3.18.)
korzystamy z przycisku
i po pojawieniu się kolej-
nych przycisków z
.
W oknie tym należy podać
wielkość naddatku i linie, których ten naddatek do-
tyczy. Możemy definiować naddatki na pojedyn-
czych liniach (powierzchniach) i wtedy wypełniamy pole „od elementu”, lub zakres linii. Poda-
jemy wówczas dwa skrajne elementy. Wszystkie elementy ograniczone elementami skrajnymi
również będą miały zdefiniowany naddatek. W naszym przypadku naddatki na obróbkę wy-
kańczającą określimy jako:
Ovs0.3 L2
Ovs0.5 L6 L12
Ovs0.5 L15
Rys. 3.17
Rys. 3.18.
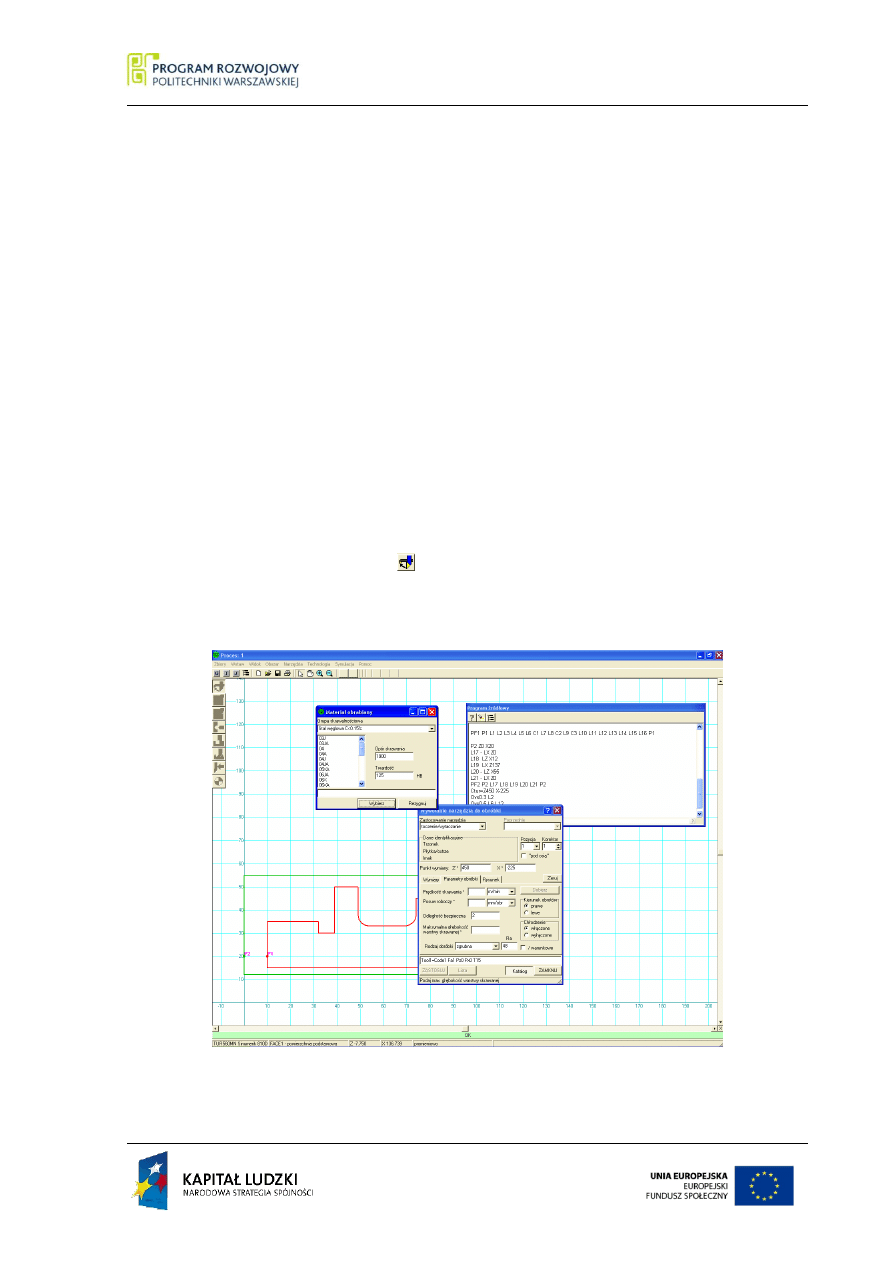
PODSTAWY TECHNIK WYTWARZANIA I 57
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Należy zwrócić uwagę na mniejszy naddatek pozostawiony na linii L2. Przyczyna
zmniejszenia naddatku na tej powierzchni zostanie wyjaśniona później przy jej obróbce.
Program GTJ2000 posiada własne bazy narzędzi i parametrów obróbki. Należy jed-
nak zaznaczyć, że bazy te są ze sobą ściśle skorelowane. I tak dla danego narzędzi przypisane
są odpowiadające mu jego rysunki, parametry obróbki i chropowatości powierzchni uzyskiwa-
ne obróbkami. Jakakolwiek zmiana przy definiowaniu narzędzia, np. określenie chropowatości
innej niż przyjęte w programie powoduje utratę kontaktu pomiędzy bazami, a zwłaszcza utratę
kontaktu z bazą rysunków. Powoduje to, że na ekranie i w symulacji nie będzie widoczne na-
rzędzie wykonujące dany zabieg. Dokładnie prześledzimy taki przypadek w dalszej części pro-
jektu. Aby można było skorzystać z bazy narzędzi niezbędne jest zdefiniowanie w programie
gatunku materiału, z którego wykonujemy nasz wyrób. W tym przypadku, nie ma przycisku,
który wygeneruje odpowiednie okno dialogowe. Aby okno to wyświetlić należy dokonać pró-
by skorzystania z bazy narzędziowej, czyli uruchomić okno „Wybór narzędzia”, Czynność tą
wykonujemy korzystając z przycisku , który wygeneruje fragment okna dialogowego wybo-
ru narzędzia pokazany na rysunku 3.19. Jeżeli w oknie tym naciśniemy przy niezdefiniowanym
materiale przycisk „Katalog” program wyświetli okno dialogowe wyboru materiału.
Rys. 3.19.
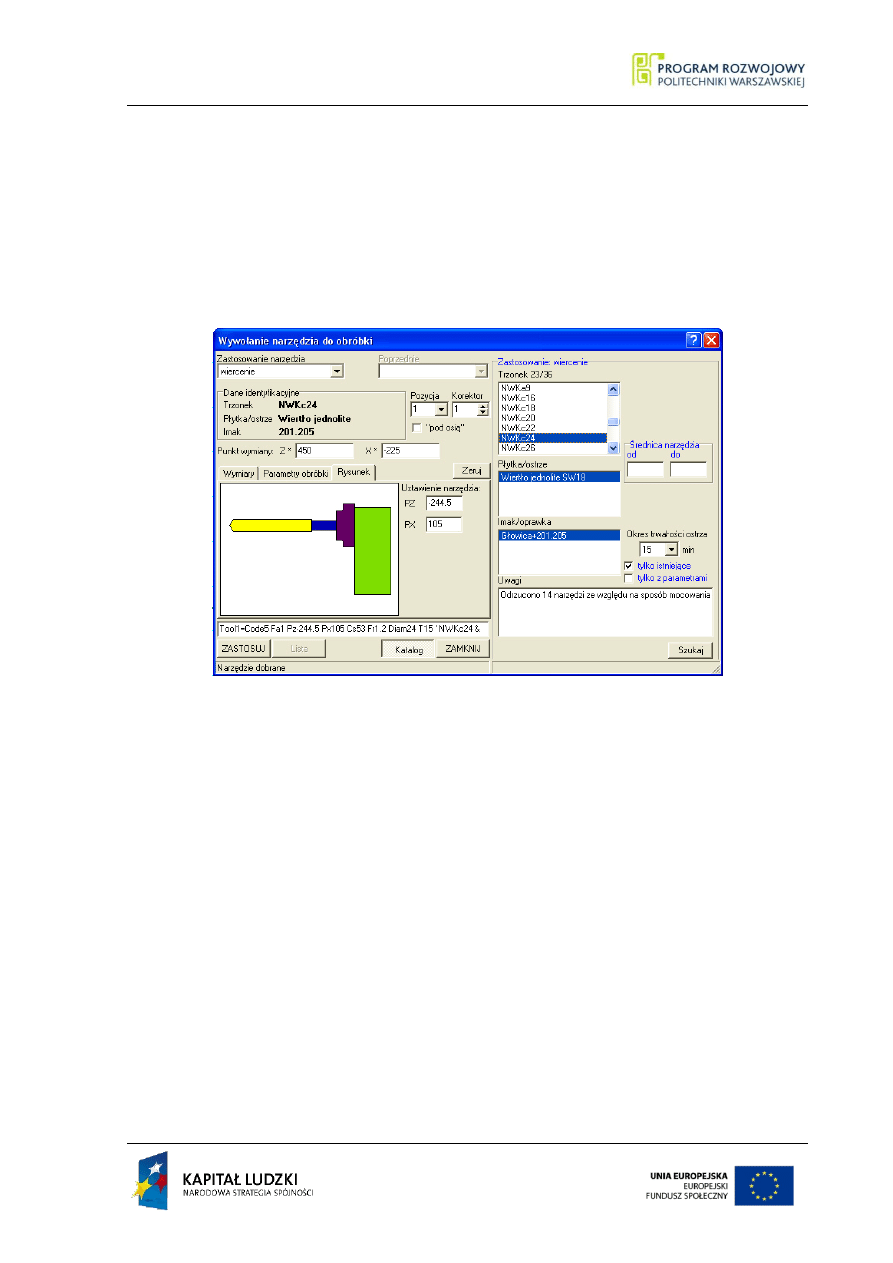
58 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
W oknie wyboru materiału należy określić grupę materiałową i wybrać konkretny mate-
riał zgodnie z rysunkiem konstrukcyjnym wyrobu. Po dokonaniu wyboru materiału okno to
należy zamknąć. Czynność ta spowoduje wygenerowanie pełnego okna wyboru narzędzia i
możliwe jest wybranie pierwszego narzędzia wprowadzanego do obróbki.
W naszym przypadku pierwszym narzędziem będzie wiertło, którym wywiercimy otwór
Φ 24 mm. W oknie wyboru narzędzia (Rys. 3.20.) musimy dokonać następujących czynności:
Rys. 3.20.
1. W polu „Zastosowanie narzędzia” należy wybrać operację „wiercenie”.
2. Uaktywnić zakładkę „Rysunek”, co spowoduje wyświetlenie rysunku narzędzia
wraz z uchwytem.
3. W polu „Trzonek 1/36” należy zaznaczyć wiertło o wymaganej wielkości. W przy-
padku wiertła jest to czynność prosta, gdyż liczba na końcu symbolu określa jego
średnicę. W przypadku wątpliwości, należy przełączyć się na zakładkę „Wymiary”,
w której podane są podstawowe wymiary wybranego narzędzia.
4. Przełączając się na zakładkę „Parametry obróbki” możemy dowiedzieć się, jakiej
wartości parametry obróbki zaproponował program. W przypadku innego narzę-
dzia niż wiertło parametry obróbki niekoniecznie zostaną zaproponowane przez
program. W takim przypadku należy je wpisać w odpowiednie pola.
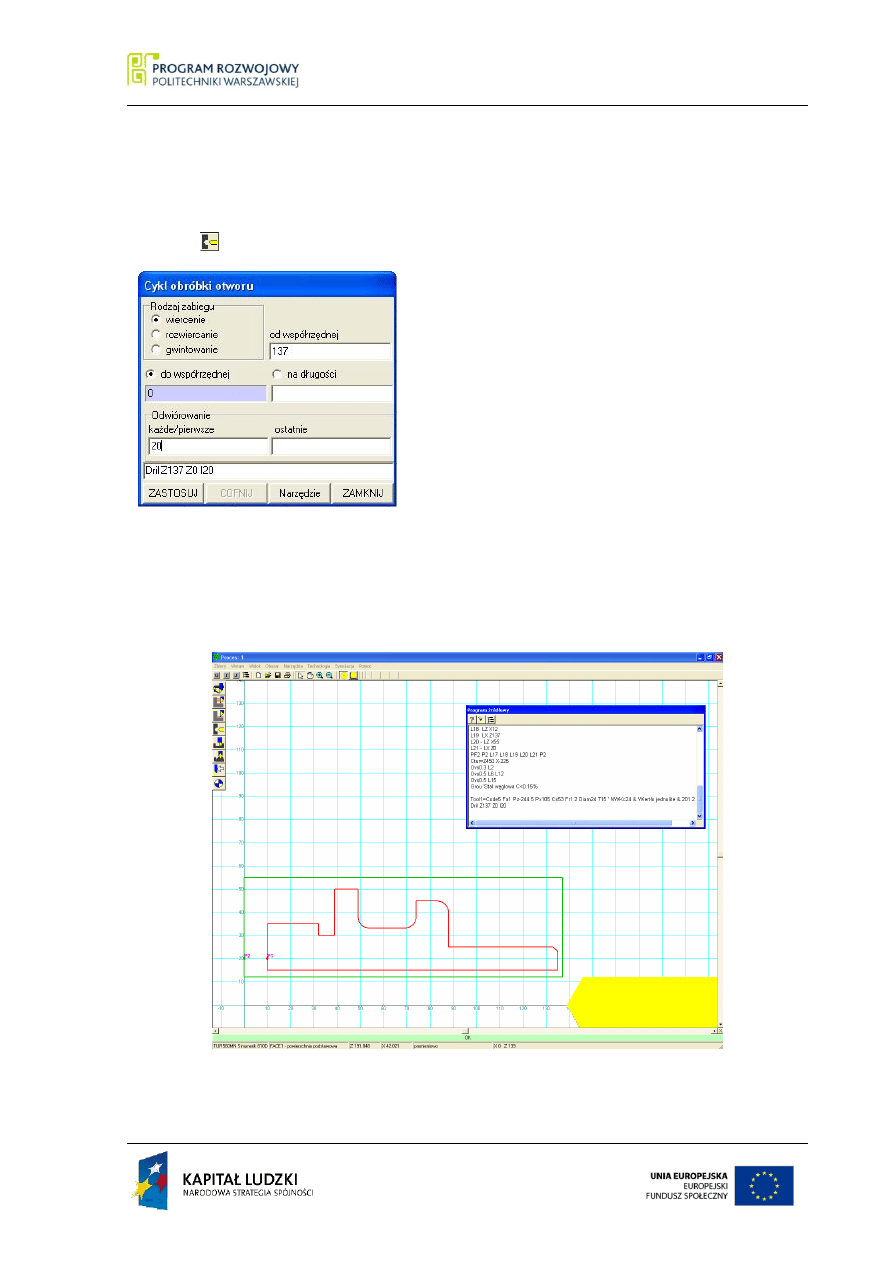
PODSTAWY TECHNIK WYTWARZANIA I 59
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Ponieważ wszystkie podane parametry są poprawne naciskamy przycisk
„ZASTOSUJ” i zamykamy okno dialogowe.
Kolejnym krokiem jest zdefiniowanie operacji wiercenia. W tym celu, korzystając z
przycisku
wywołujemy okno dialogowe pozwalające zdefiniować ten zabieg (Rys. 3.21.).
W oknie tym należy podać wymagane warto-
ści: miejsce, w którym rozpoczyna się zabieg wierce-
nia (pole „od współrzędnej”), długość wiercenia
(pole „do współrzędnej” lub „na długości”) oraz
pola dotyczące odwiórowania. Znaczenie poszcze-
gólnych pól zostało opisane w rozdziale 2 niniejszej
instrukcji. Naciśnięcie przycisku „ZASTOSUJ” wy-
generuje instrukcję zabiegu wiercenia, która ma na-
stępujący zapis:
Dril Z137 Z0 I20
W ten sposób zdefiniowaliśmy pierwsza operację wykonaną w programie a nasz ekran
wygląda jak na rysunku 3.22.
Rys. 3.22.
Rys. 3.21.
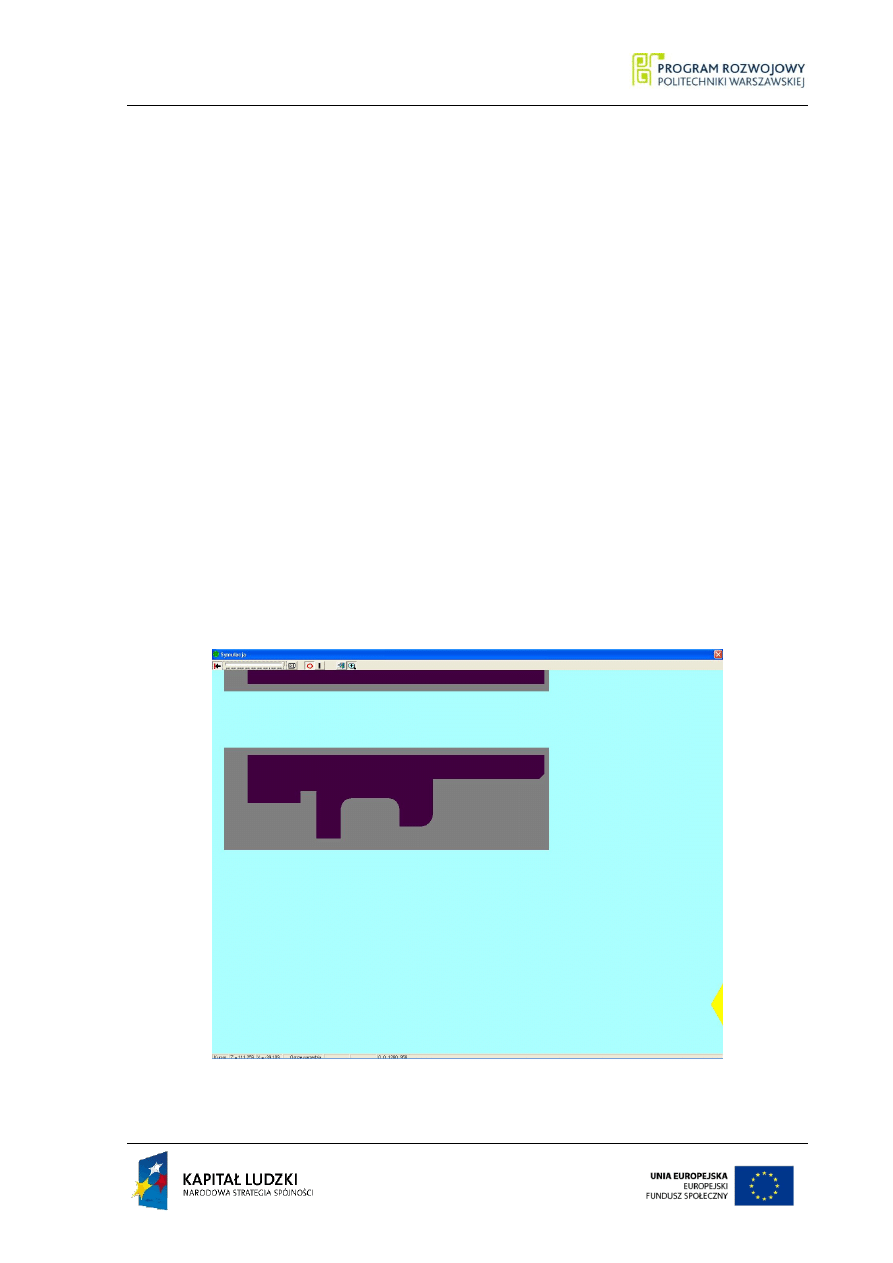
60 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Jak widać na rysunku wprowadzenie do programu źródłowego linii opisującej narzę-
dzie i linii opisującej wykonywana nim operację spowodowało wyświetlenie danego narzędzia
w pozycji po wykonaniu operacji. Zostały również zaznaczone ruchy narzędzia wykonywane
podczas operacji wiercenia. Linia przerywana pokazuje szybki ruch ustawczy narzędzia z
punktu wymiany, zaś linia ciągła pokazuje ruch roboczy wykonywany podczas wiercenia. Jed-
nocześnie patrząc na zielony pasek stwierdzamy, że program nie znajduje błędu w dotychczas
wprowadzonych instrukcjach. Należy jednak zaznaczyć, że ten komunikat programu nie zaw-
sze jest właściwe. Dlatego aby upewnić się, że proces przebiega prawidłowo, należy przepro-
wadzić jego symulacje. Praktycznie po każdej zadeklarowanej operacji symulacja procesu po-
winna być przeprowadzona. Dopiero z czasem możliwe będzie przewidywanie przebiegu sy-
mulacji z elementów narysowanych przez program na ekranie podstawowym. W tym celu na-
leży zamknąć program (oczywiście zapisując opracowywany projekt) i ponownie go urucho-
mić. Czynność ta pozwoli na przeprowadzenie symulacji procesu.
W celu uruchomienia symulacji należy w pasku poleceń wybrać kolejno polecenia: Sy-
mulacja → Ubytek materiału. Czynność ta pozwoli nam na przejście do widoku symulacji
pokazanego na rysunku 3.23.
Rys. 3.23.
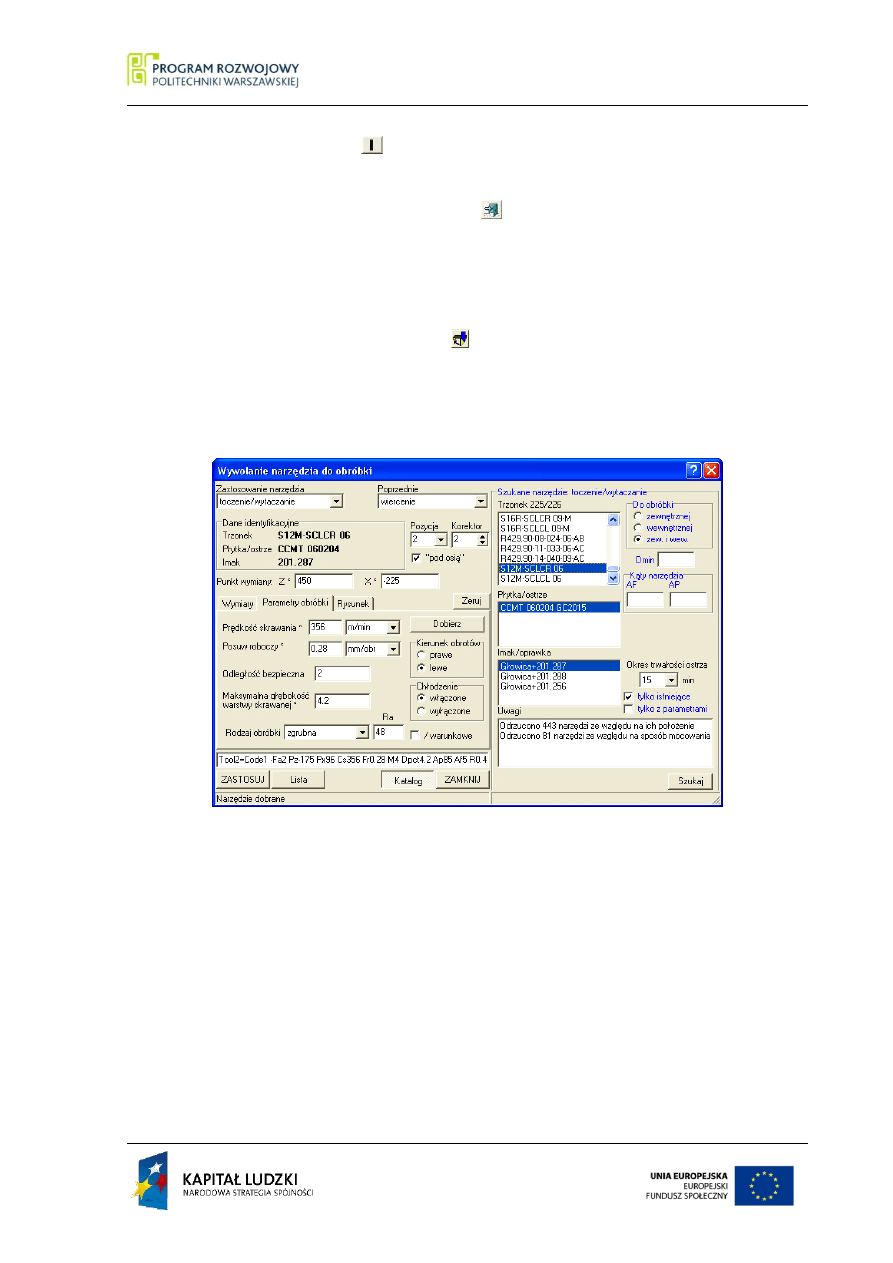
PODSTAWY TECHNIK WYTWARZANIA I 61
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Korzystając z przycisku
uruchamiamy wizualizację procesu symulacji. Przeprowa-
dzona symulacja nie pokazuje nam żadnych problemów w przeprowadzeniu operacji wiercenia.
Symulację kończymy zaś korzystając z przycisku
.
Prawidłowo przebiegająca symulacja pozwala nam na deklarowanie następnych opera-
cji.
W następnym kroku dokonamy wytoczenia zgrubnego i dokładnego wywierconego
otworu. W tym celu korzystając z przycisku przejdziemy do wyboru odpowiedniego narzę-
dzia (noża). W oknie wyboru narzędzia korzystamy oczywiście ze wszystkich zakładek i pól.
Na rysunku 3.24. pokazano okno wyboru narzędzia przy aktywnej zakładce „Parametry ob-
róbki”
Rys. 3.24.
Do wytoczenia otworu skorzystamy z noża o oznaczeniu trzonka S12M-SCLCR 06.
Jak widać na rysunku 3.24. program zaproponował parametry obróbki dla obróbki zgrubnej
(pole „Rodzaj obróbki”) pozwalającej uzyskać chropowatość Ra = 48. Nie jest to chropowa-
tość, jakiej wymaga konstruktor wyrobu. Ogólna chropowatość na rysunku konstrukcyjnym
wynosi Rz = 40, co odpowiada chropowatości Ra = 10. Tak więc konieczne będzie po opera-
cji toczenia zgrubnego przeprowadzenie toczenia wykańczającego pozwalającego uzyskać
wymagana dla wyrobu chropowatość. Nasuwa się pytanie, czy nie można by toczyć otworu od
razu wykańczająco? Należy jednak pamiętać o tym, że obróbki wykańczające wymagają mniej-
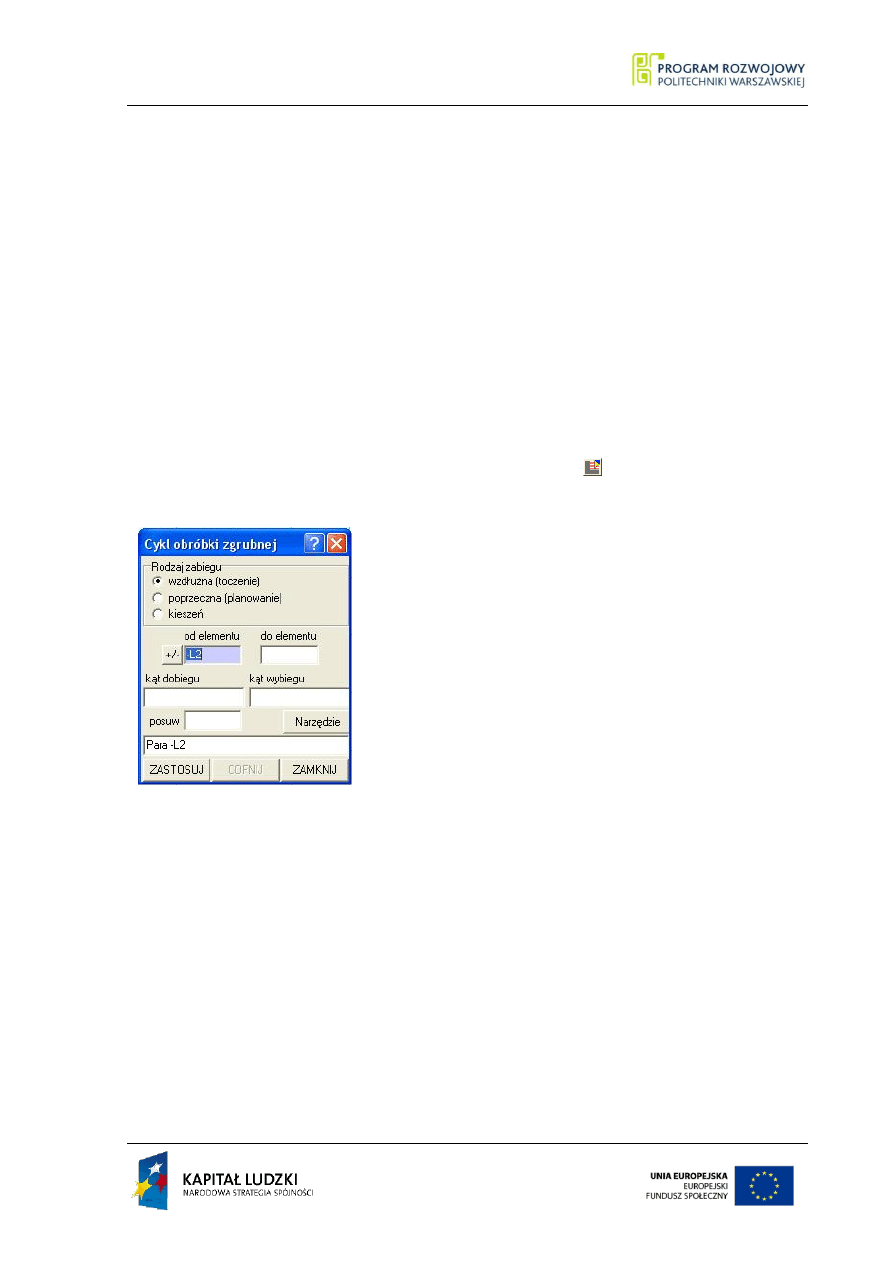
62 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
szych posuwów roboczych i mniejszych głębokości warstw skrawanych. Takie podejście nie
jest, więc uzasadnione, gdyż zwiększy czas trwania obróbki.
Do przeprowadzenia toczenia wykańczającego niezbędna jest znajomość parametrów
tej obróbki. Informacje te możemy uzyskać z okna wyboru narzędzia. W tym celu w polu „Ra”
należy wpisać wymagana chropowatość (Ra 10) i nacisnąć przycisk „Dobierz”. Wówczas pro-
gram sam dobierze parametry obróbki. Informacje w ten sposób uzyskane wykorzystamy w
dalszej części wykonywania projektu. Przed zastosowanie powyższego narzędzia należy jed-
nak powrócić do parametrów obróbki zgrubnej, czyli w polu „Rodzaj obróbki” wybrać ob-
róbkę zgrubna i ponownie nacisnąć przycisk „Dobierz”, a następnie „ZASTOSUJ”.
Wybranie właściwego narzędzia do obróbki otworu, pozwala na przejście do okna de-
klaracji obróbki zgrubnej W tym celu korzystamy z przycisku
w menu podręcznym, który
wygeneruje odpowiednie okno dialogowe pokazane na ry-
sunku 3.25.
W oknie tym należy wybrać toczenie wzdłużne i po-
dać element geometryczny, który ma być obrabiany. Nie jest
w tym celu konieczna znajomość numeracji poszczególnych
elementów profilu. Wystarczy wskazać kursorem po-
wierzchnie na profilu wyrobu (profil czerwony) a zostanie
ona wpisana automatycznie we właściwe pole okna. Pozo-
staje jeszcze kwestia wyboru kierunku ruchu narzędzia. W
naszym przypadku korzystnie będzie toczyć otwór porusza-
jąc się w stronę uchwytu wrzeciona, a wykańczająco w kie-
runku przeciwnym. Tak posuw narzędzia w obróbce zgrubnej odbywać się będzie w kierunku
przeciwnym do zwrotu linii L2. Musimy to zaznaczyć korzystając z przycisku „+/-„.
Przy roztaczaniu otworu, toczona będzie jedna powierzchnia (linia), a więc niezbędne
jest wypełnienie pola „od elementu”. W przypadku toczenia powierzchni zbudowanej z więk-
szej ilości linii należy podać dwa skrajne elementy budujące ta powierzchnię. Nie jest wymaga-
ne wypełnianie pozostałych pól okna dialogowego. Brak danych w tych polach przeważnie nie
wpływa na wykonanie zabiegu. Po zastosowaniu powyższych wyborów nasz ekran będzie wy-
glądał jak na rysunku 3.26.
Rys. 3.25
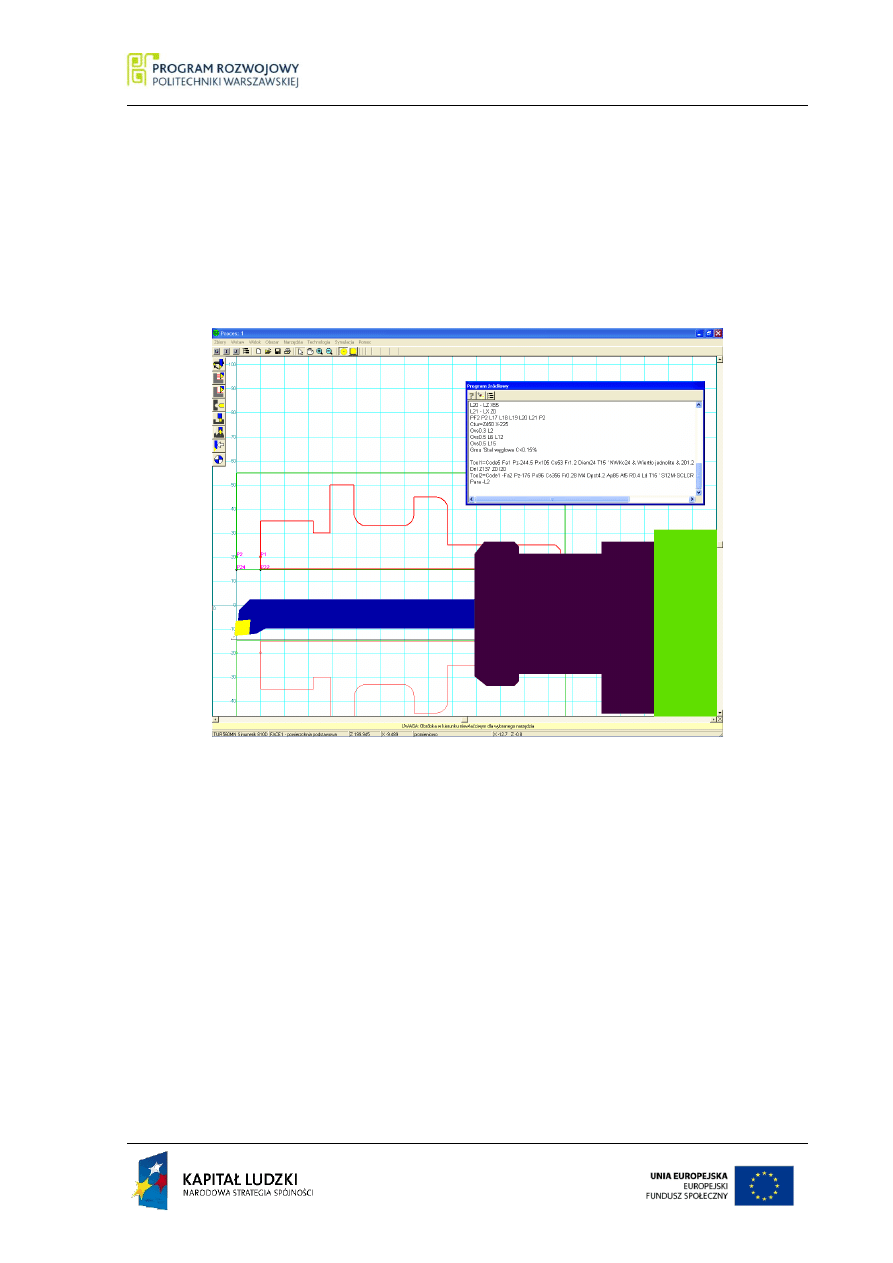
PODSTAWY TECHNIK WYTWARZANIA I 63
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Ekran przedstawiony na rysunku 3.26 pokazuje, że popełnione zostały dwa błędy:
1. Uchwyt narzędzia najechał na obrabiany przedmiot.
2. Zmienił się również pasek informujący o popełnionych błędach.
Przy deklarowaniu narzędzia nie ingerowaliśmy w parametry opisujące zamocowanie
narzędzia w imaku narzędziowym. Okazało się, że standardowe ustawienia nie są dla naszego
przypadku odpowiednie.
Rys. 3.26.
Za zamocowanie narzędzia odpowiadają „słowa” Pz i Px w linii je opisującej. Wobec
powyższego należy zmienić wartości w tych słowach. Należy, więc zmodyfikować odpowied-
nią linię w oknie programu źródłowego do postaci (zmiana została zaznaczona kolorem czer-
wonym):
Tool2=Code1 -Fa2
Pz-216
Px96 Cs356 Fr0.28 M4 Dpct4.2 Ap85 Af5 R0.4 Ld T15
' S12M-SCLCR 06 & CCMT 060204 & 201.287 & U2
Pozostaje jeszcze komunikat na pasku. Informuje on, że obróbka odbywa się w kierun-
ku niewłaściwym dla danego noża. Obróbka zgrubna odbywa się pomocniczą krawędzią skra-
wającą. W tym przypadku jest to dopuszczalne, gdyż nie byłoby logiczne toczenie zgrubne
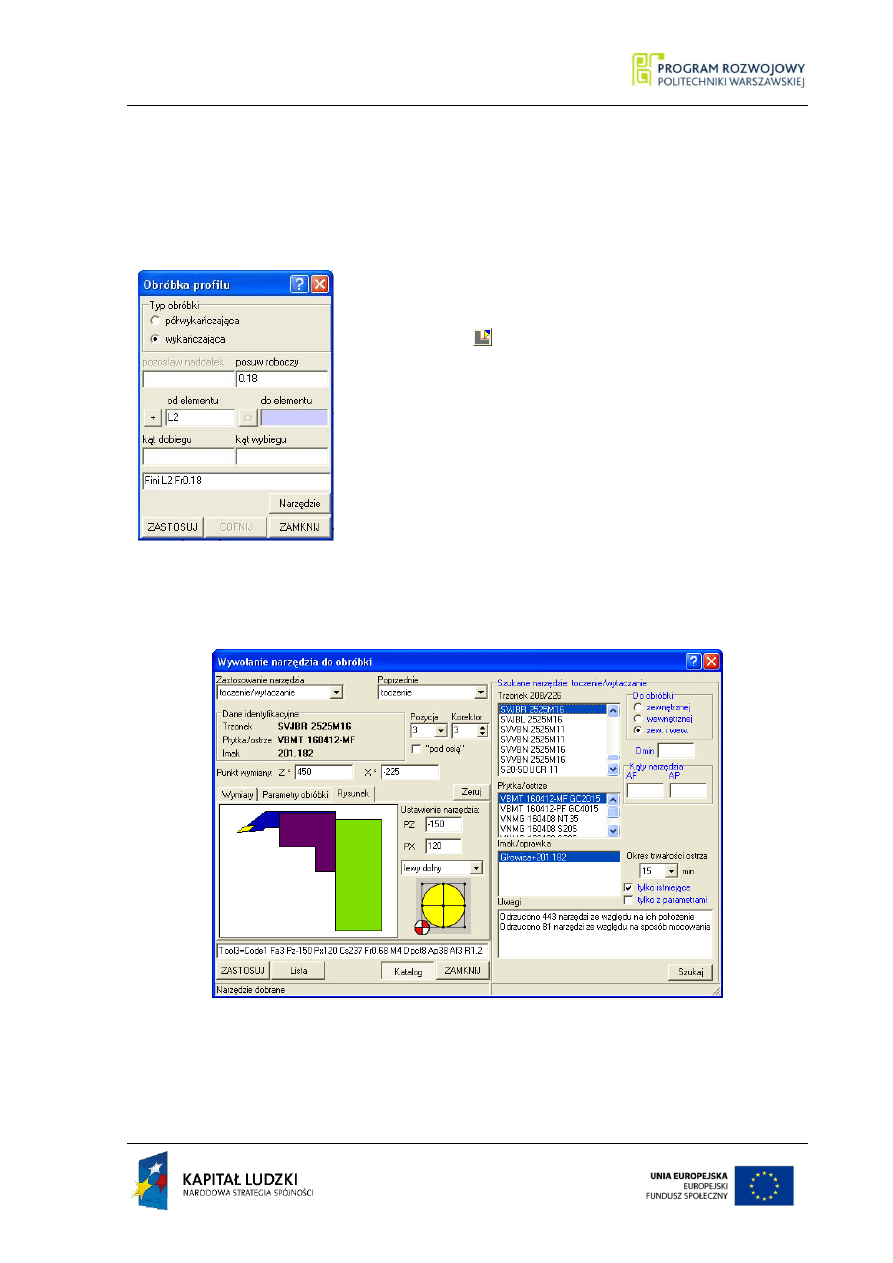
64 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
główną krawędzią skrawającą, która jest prawie równoległa do obrabianej powierzchni (bardzo
mała głębokość warstwy skrawanej).
Ponieważ dopuściliśmy taki przebieg obróbki zgrubnej pasek ten zawsze będzie zawie-
rał ten komunikat, o ile program nie będzie „widział” innych błędów.
Aktualnie wybrane narzędzie pozwala na wykonanie
również obróbki wykańczającej otworu. W tym celu korzysta-
jąc z przycisku wywołamy okno dialogowe służące do za-
deklarowania tej obróbki pokazane na rysunku 3.27.
W oknie tym należy wybrać właściwy typ obróbki, czy-
li obróbkę wykańczającą (patrz rozdział 2.) wskazać na ekra-
nie linię (powierzchnię) obrabianą i podać posuw roboczy jaki
jest wymagany dla tej obróbki.
Wartość tego posuwu poznaliśmy przy okazji omawia-
nia okna dialogowego wyboru narzędzia dla tego noża.
Jak zauważymy, zastosowanie powyższych danych nie
wpłynie na zmianę komunikatu na pasku informacyjnym.
Rys. 3.28.
Rys. 3.27.
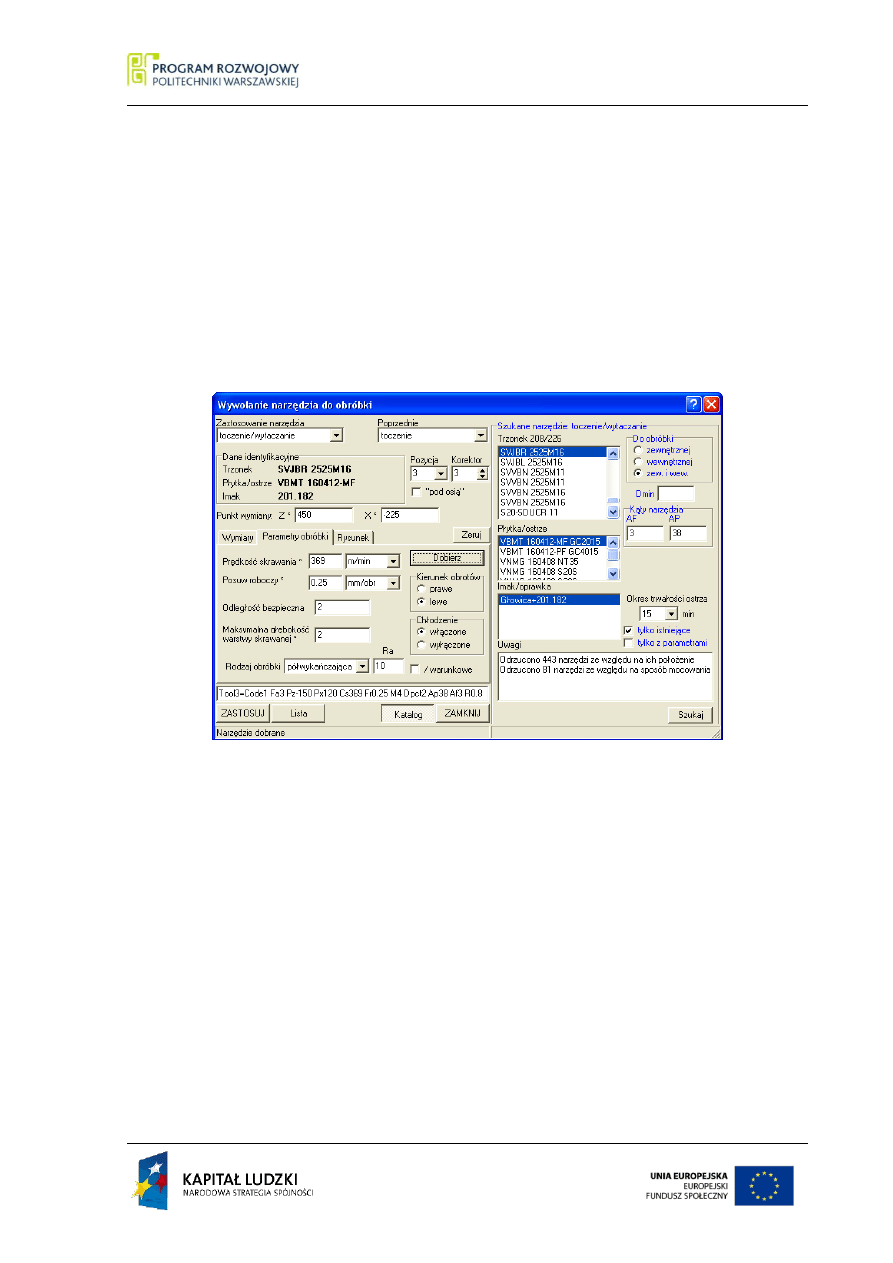
PODSTAWY TECHNIK WYTWARZANIA I 65
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Należy więc przypuszczać, że ostatnio wprowadzona do programu obróbka nie powo-
duje żadnych błędów w programie, co możemy potwierdzić przeprowadzając symulację ob-
róbki.
W następnej kolejności zajmiemy się obróbką czoła wyrobu. Zgodnie z tym, co dekla-
rowaliśmy przy definiowaniu profilu półfabrykatu, czoło zostanie obrobione od razu wykań-
czająco. Ale oczywiście musimy najpierw wybrać narzędzie odpowiednie do tej operacji. Na-
rzędzie to wybierzemy zgodnie z danymi wpisanymi w oknie dialogowym pokazanym na ry-
sunku 3.28 i 3.29.
Rys. 3.29.
Należy zwrócić uwagę na fakt, że po wybraniu odpowiedniego kształtu narzędzia
(Rys.3.28.) dobraliśmy odpowiednie parametry obróbki korzystając z pola „Ra” i przycisku
„Dobierz” (Rys. 3.29.).
Następnie w znany już sposób deklarujemy obróbkę wykańczającą czoła (linia L3) w
kierunku przeciwnym do jej zwrotu. W tym przypadku nie podajemy w oknie dialogowym
posuwu, gdyż został on zadeklarowany w opisie parametrów noża.
Po zastosowaniu zadeklarowanej obróbki ekran wygląda jak na rysunku 3.30. Okazuje
się, że jest on odmienny w stosunku do dotychczas oglądanych. Program nie wyrysował kształ-
tu narzędzia. Widoczne są jedynie tory ruchu narzędzia.
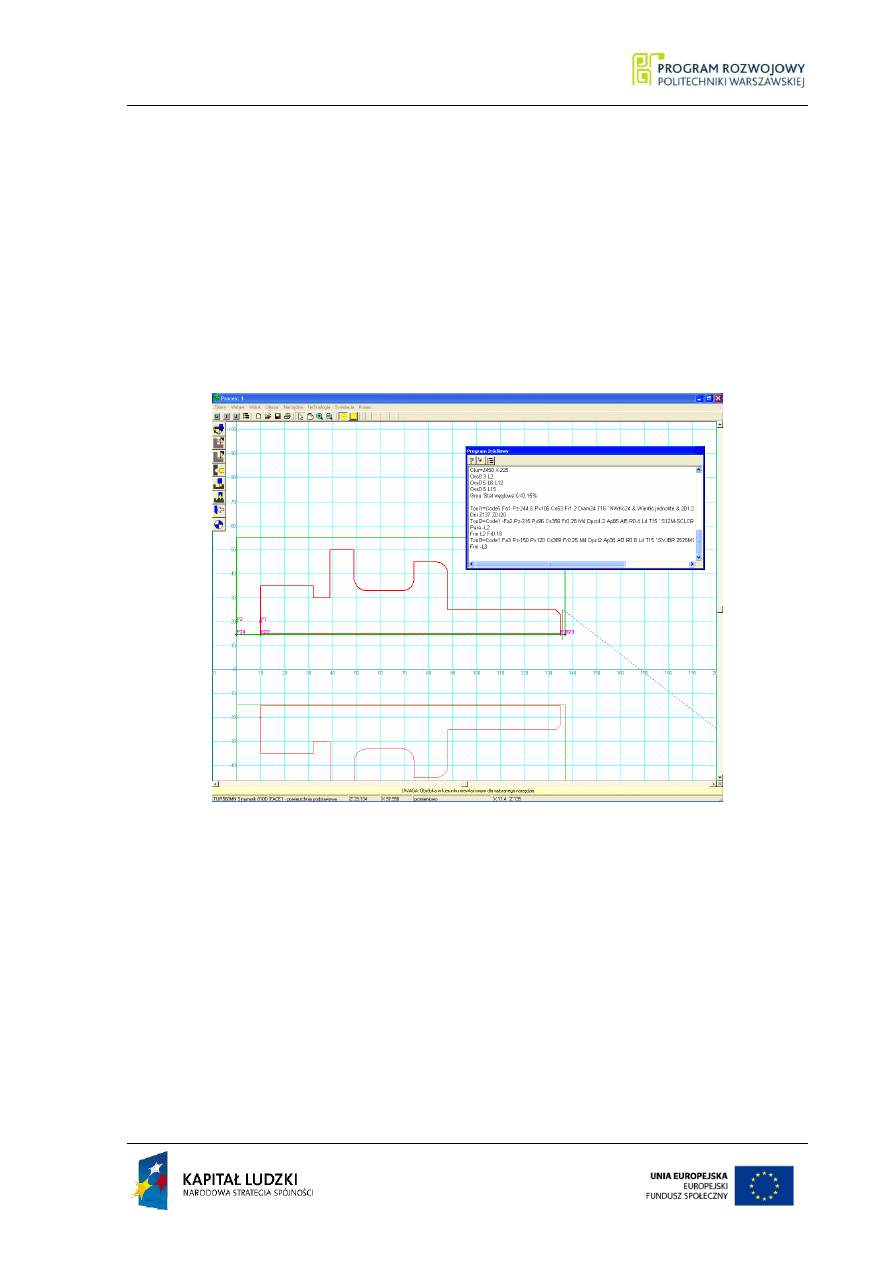
66 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Brak rysunku narzędzia wynika z faktu utraty powiązań z bazą rysunków programu.
Jak wspomniano wcześniej wszystkie bazy programu są ze sobą ściśle skorelowane. Przy wy-
borze ostatniego narzędzia w polu „Ra” wpisaliśmy wartość 10 chropowatości. Jest to war-
tość, która nie występuje w bazach programu. Wobec powyższego powiązanie między bazami
zostało przerwane. Dla wprawnego programisty nie stanowi to specjalnego problemu. Wystar-
czą tory ruchu narzędzia do oceny poprawności projektu.
Aby uzyskać obraz narzędzia należy postąpić w sposób stanowiący obejście problemu
zerwania połączeń między bazami.
Rys. 3.30.
Nóż należy wybrać jak dla obróbki zgrubnej, a następnie w oknie programu źródłowe-
go poprawić tą linię zmieniając parametry obróbki.
Linia programu przed zmianami:
Tool3=Code1 Fa3 Pz-150 Px120 Cs237 Fr0.68 M4 Dpct8 Ap38 Af3 R1.2 Ld T15 '
SVJBR 2525M16 & VBMT 160412-MF & 201.182 & U2
Linia programu po zmianach:
Tool3=Code1 Fa3 Pz-150 Px120
Cs369 Fr0.25
M4 Dpct8 Ap38 Af3 R1.2 Ld T15 '
SVJBR 2525M16 & VBMT 160412-MF & 201.182 & U2
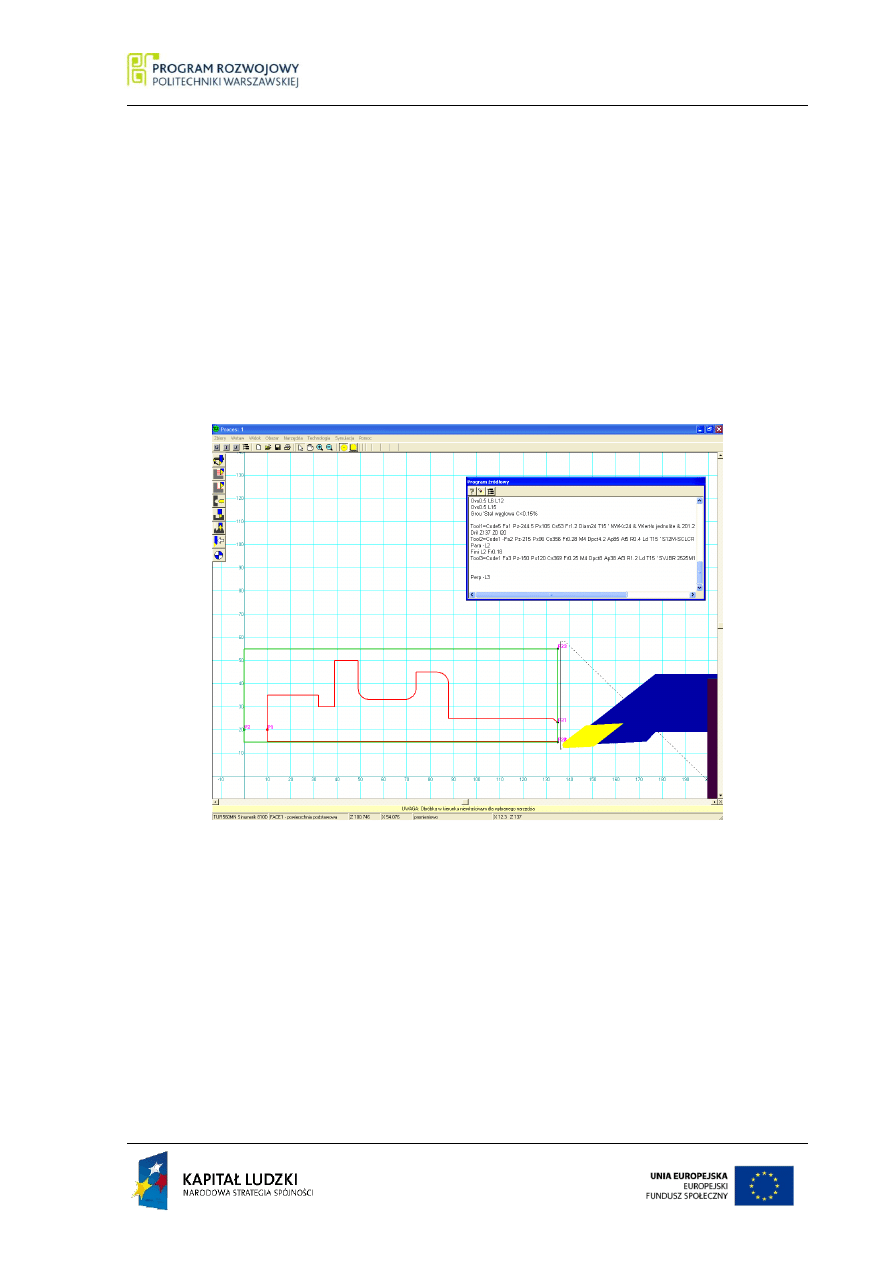
PODSTAWY TECHNIK WYTWARZANIA I 67
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Taki sposób postępowania pozwoli nam na przywrócenie powiązań między bazami
programu GTJ2000.
Rysunek 3.30. z uwagi na jego większą czytelność pozwala jednak na zauważenie błę-
du, którego nie sygnalizuje program. Jak wspomniano wcześniej, na rysunku zaznaczane są
tory ruchu narzędzia. Analiza tych torów (dla ostatniego narzędzia – Rys. 3.30.) pokazuję, że
narzędzie to szybkim ruchem ustawczym wcina się w obrabiany półfabrykat (linia przerywana),
a dopiero potem wykonuje skrawanie z posuwem roboczym. Takie zachowanie narzędzia wy-
nika ze sposobu realizacji polecenia FINI (patrz rozdział 2) i grozi uszkodzeniem ostrza noża.
Należy, więc znaleźć inny sposób na obróbkę czoła wyrobu.
Rys. 3.31.
Istnieją trzy możliwości rozwiązania tego problemu:
1. Zmiana kolejności operacji w procesie technologicznym. Najpierw należy wykonać
obróbkę wzdłużną, a dopiero potem toczenie czoła wyrobu. Wówczas nóż będzie
przemieszczał się ruchem szybkim w obszar, gdzie nie ma już materiału.
2. Odpowiednio wykorzystać instrukcję GOTO, z którą będziemy stosować w dalszej
części projektu.
68 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
3. Zauważmy, że nasze narzędzie ma wpisane parametry obróbki, jak dla obróbki wy-
kańczającej. Zastosowanie polecenia obróbki zgrubnej, zrealizuje w efekcie obróbkę
dokładną.
W wykonywanym projekcie skorzystamy z trzeciej możliwości. Należy więc usunąć z
okna programu źródłowego polecenie FINI i zastosować polecenie toczenia poprzecznego w
kierunku przeciwnym do zwroty linii L3 (Rys. 3.25.). Ekran programu po wykonaniu powyż-
szych czynności pokazuje rysunek 3.31.
Po wykonaniu obróbki czoła przedmiotu możemy przystąpić
do toczenia wzdłużnego naszego wyrobu. Skorzystamy w tym przy-
padku z noża o takim samym symbolu trzonka SVJBR 2525M16, ale
w innym ustawieniu pokazanym na rysunku 3.32., z parametrami od-
powiednimi dla obróbki zgrubnej.
Następnie zadeklarujemy toczenie wzdłużne zgrubne korzysta-
jąc z okna dialogowego pokazanego na rysunku 3.25. W oknie tym
deklarujemy obróbkę od linii L4 do linii L11, gdyż kształt noża po-
zwala na obróbkę w tym zakresie. Program po wykonaniu powyższych poleceń nie sygnalizuje
popełnienia błędów. Zauważmy, że nóż ten możemy wykorzystywać dalej. Możemy nim wy-
konać kieszeń (z ograniczeniami opisanymi w rozdziale 2). W tym celu w oknie dialogowym
wykorzystywanym ostatnio należy wybrać rodzaj zabiegu „kieszeń” i podać zakres kieszeni
(od linii L8 do linii L10). Ostatnia operacja została wykonana w zakresie, na jaki pozwalał
kształt noża. Konieczna będzie dalsza obróbka tego elementu nożem skierowanym przeciwnie.
Ponieważ program nie sygnalizuje błędów możemy przystąpić do realizacji kolejnych zabie-
gów.
Rys. 3.32.
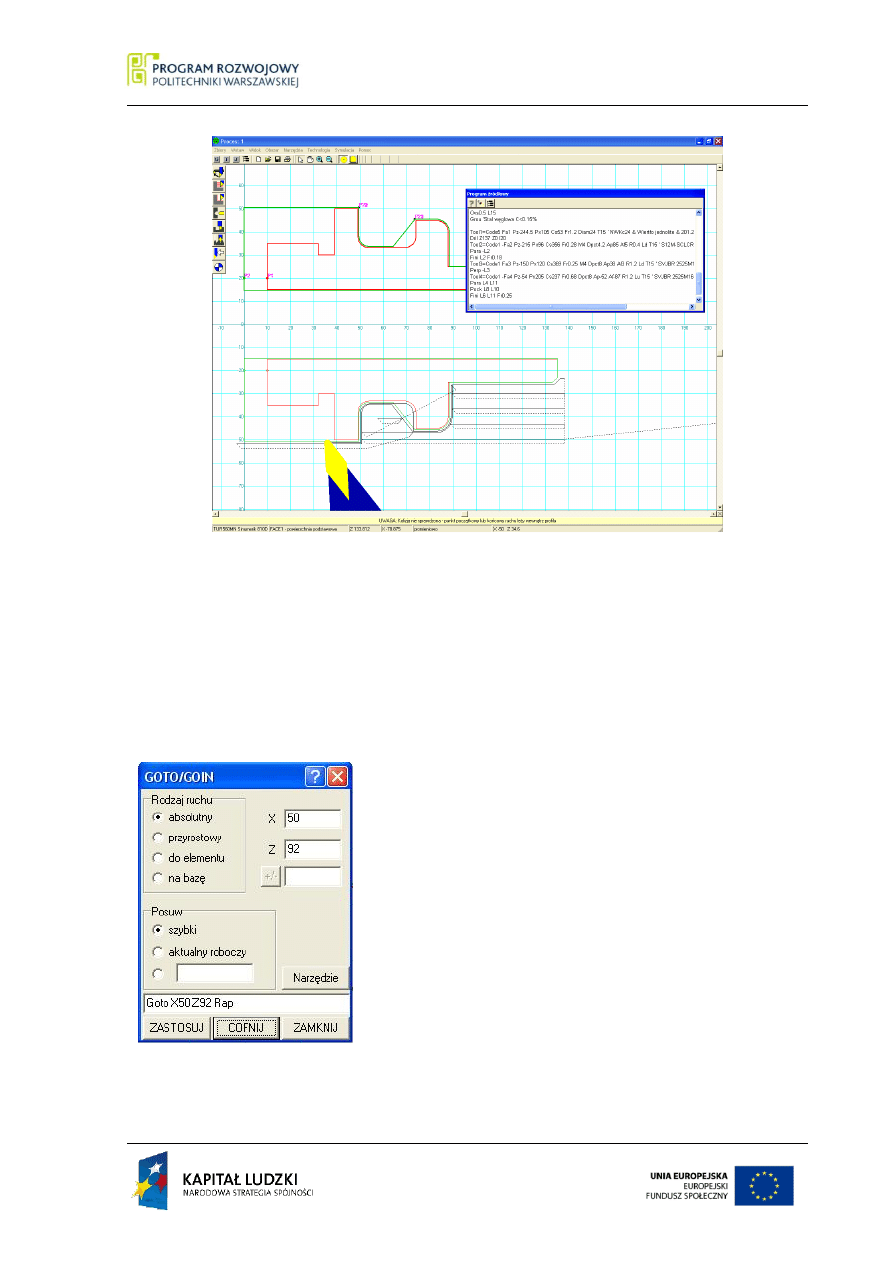
PODSTAWY TECHNIK WYTWARZANIA I 69
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 3.33.
Aktualny nóż możemy wykorzystać do toczenia wykańczającego przetoczonych zgrub-
nie powierzchni. W tym celu skorzystamy z okna dialogowego pokazanego na rysunku 3.27.
W oknie tym wpiszemy posuw równy 0.25 (informację o właściwym posuwie należało uzyskać
przy wyborze aktualnego narzędzia w sposób już opisany) i zadeklarujemy zakres obrabianych
linii od L6 do L11.
Aktualnie wykonany zabieg nie zakończył się powo-
dzeniem, co pokazano na rysunku 3.33. Oprócz tego, że
komunikat na pasku informacji wskazuje na błąd w proce-
sie, na zarysie przedmiotu widać przerywaną linię (szybki
ruch ustawczy noża). Niezbędna jest analiza ruchów noża.
Nóż po wykonaniu obróbki kieszeni znajdował się w okoli-
cach skrzyżowania linii L10 i L11. Polecenie obróbki wy-
kańczającej spowodowało szybki ruch ustawczy w kierunku
pierwszego obrabianego elementu w tym zabiegu. Ruch ten
został wykonany po najkrótszej drodze, czyli przez obrabia-
ny przedmiot. Aby tego uniknąć należy wymusić ruch noża
Rys. 3.34.
70 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
na taką współrzędną na osi Z, aby znalazł się on w okolicach linii L6 (pierwszy obrabiany ele-
ment w instrukcji FINI).
Służy do tego instrukcja pojedynczego ruchu narzędzia uruchamiana przyciskiem z
menu roboczego. Przycisk ten wygeneruje okno dialogowe pokazane na rysunku 3.34. W
oknie tym musimy wpisać w odpowiednie pola współrzędne miejsca, do którego ma się prze-
mieścić narzędzie. Istotne jest, aby narzędzie przemieściło się ruchem szybkim, dlatego musimy
zaznaczyć „szybki posuw”. Po zastosowaniu tego polecenia zostanie ono dopisane jako ostat-
ni wiersz w oknie „Program źródłowy”. Musimy więc zamienić w tym oknie kolejność dwóch
ostatnich linii. Wykonanie powyższych czynności spowoduje, że komunikat na pasku informa-
cji powróci do stanu, z którego należy sądzić, że program nie widzi więcej błędów. Na co in-
nego wskazuje przeprowadzona symulacja, której efekt końcowy pokazano na rysunku 3.35.
Podczas wykonywania zadeklarowanej obróbki wykańczającej następuje zmiana kształtu wy-
kańczanej kieszeni.
Wynika to z odmiennego sposobu realizacji instruk-
cji obróbki zgrubnej i wykańczającej w programie GTJ2000.
Przy wykonywaniu obróbki zgrubnej program uwzględnia
aktualny kształt przedmiotu obrabianego i kształt ostrza
noża. Podczas realizacji obróbki wykańczającej oba te
czynniki nie są uwzględniane. Za prawidłowy przebieg tej
obróbki odpowiada projektant, który musi przewidzieć
efekt zadeklarowanej obróbki wykańczającej. Nie było więc
możliwe deklarowanie obróbki wykańczającej w zakresie od
linii L6 do linii L11. Obróbkę tą należy zadeklarować na powierzchniach, które zostały już
obrobione zgrubnie. Istnieje jednak problem, co zrobić z linią L9, która jest obrobiona zgrub-
nie tylko na pewnym odcinku. Zadeklarowanie jej do obróbki FINI, spowoduje efekt podobny
do oberwanego obecnie, gdyż obróbka wykańczająca rozpocznie się od początku tej linii.
Problem ten możemy rozwiązać zmieniając profil wyrobu. Jeżeli linie L9 podzielimy na
dwa odcinki wyraźnie rozdzielone punktem umieszczonym w odpowiednim miejscu na linii L9,
możliwe będzie deklarowanie obróbki FINI na fragmencie dna kieszeni. Dokonamy tego przez
dopisanie odpowiedniego fragmentu w oknie programu źródłowego:
Rys. 3.35
PODSTAWY TECHNIK WYTWARZANIA I 71
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
L16 - LX Z10
P3 Z63 X33
L25=L9
PF1 P1 L1 L2 L3 L4 L5 L6 C1 L7 L8 C2 L9
P3 L25
C3 L10 L11 L12 L13 L14 L15
L16 P1
Zmiana ta powoduje, że obróbkę FINI możemy zadeklarować w dwóch fragmentach:
od L6 do L7 i od L25 do L11. Takie zdefiniowanie obróbki wykańczającej nie powoduje żad-
nych błędów sygnalizowanych na ekranie lub w symulacji.
Obróbki wykańczające kończą możliwość wykorzystania aktualnego noża do dalszych
obróbek. Pozostały nam powierzchnie (linie), które wymagają obróbki w kierunku od wrzecio-
na obrabiarki. Są to linie od L12 do L15. Obróbkę tych powierzchni nazywamy toczeniem „za
kołnierzem”. Jednocześnie odpowiednio dobrany kształt noża pozwoli nam na dokończenie
obróbki kieszeni.
Właściwym do wykonania powyższych obróbek jest nóż o
symbolu trzonka SVJBL 2525M16 w ustawieniu pokazanym na ry-
sunku 3.36. Zastosowanie tego narzędzia jak dla obróbki zgrubnej
ponownie powoduje zmianę komunikatu na pasku informacji.
Nastąpiło to w momencie wywołanie powyższego noża do ob-
róbki. Nóż ten znajduje się jeszcze w punkcie wymiany narzędzia. A
więc to nóż poprzedni przemieszczając się do punktu wymiany narzę-
dzia spowodował pojawienie się komunikatu. Wynika to stąd, że w
oknie wyboru narzędzia w zakładce „Parametry obróbki” zapisana jest
„Odległość bezpieczna” przemieszczania się narzędzia w stosunku do obrabianego przedmiotu
ruchami szybkimi. Wynika stąd, że poprzedni nóż, przemieszczając się z głowicą narzędziową
do punktu wymiany narzędzia przekroczył wartość podana w tym polu. Należy więc zastoso-
wać instrukcje GOTO przed wywołaniem kolejnego narzędzia, która odsunie nóż od przed-
miotu obrabianego.
Rys. 3.36.

72 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
(Wszystkie niezbędne w dalszej części projektu instrukcje GOTO należy wprowadzić
samemu. W przypadku problemów na końcu rozdziału zamieszczony jest pełny zapis
programu realizującego obróbkę przedmiotu.)
Następnie zadeklarujemy zabiegi wykonywane przez ten nóż. Są to:
-
obróbka zgrubna od linii L15 do linii L12,
-
odróbka zgrubna pozostałości kieszeni od linii L9 do linii L8. W tym przypadku nie
deklarujemy obróbki kieszeni, tylko toczenie wzdłużne, gdyż dla programu GTJ2000
z kieszenią mamy do czynienia, gdy obszar ten jest całkowicie „zapełniony” materia-
łem,
-
obróbkę wykańczającą pozostałości kieszeni od linii L9 do linii L8,
-
obróbkę wykańczającą linii L15 w kierunku przeciwnym do jej zwrotu.
Oczywiście instrukcje realizujące te zabiegi będą musiały być rozdzielone instrukcjami
GOTO w zależności od wyświetlanych komunikatów.
Prawidłowe wykonanie powyższych zabiegów pozwoliło uzyskać właściwy kształt wy-
robu i właściwą jego chropowatość na powierzchniach zewnętrznych.
Aby zakończyć obróbkę wyrobu należy jeszcze wykonać obróbkę rowka, naciąć gwint
M50 i odciąć przedmiot od półfabrykatu zamocowanego w uchwycie wrzeciona. Obróbkę
rowka i odcinanie wykonuje się przecinakiem. Korzystnie będzie umieścić te dwie czynności w
jednym miejscu procesu technologicznego i wykonać po nacięciu gwintu. Nie jest to możliwe,
gdy rowek taki znajduje się na zakończeniu gwintu. Wówczas rowek taki musimy wykonać
przed nacięciem gwintu.
Do nacięcia gwintu musimy wybrać odpowiednie narzędzie stosując się do następują-
cych uwag:
-
w polu „Zastosowanie narzędzia” należy wybrać opcję „Nacinanie gwintu”.
- w polu „Trzonek” należy wybrać nóż o symbolu NNPa2516-G (pierwsza pozycja
na liście,
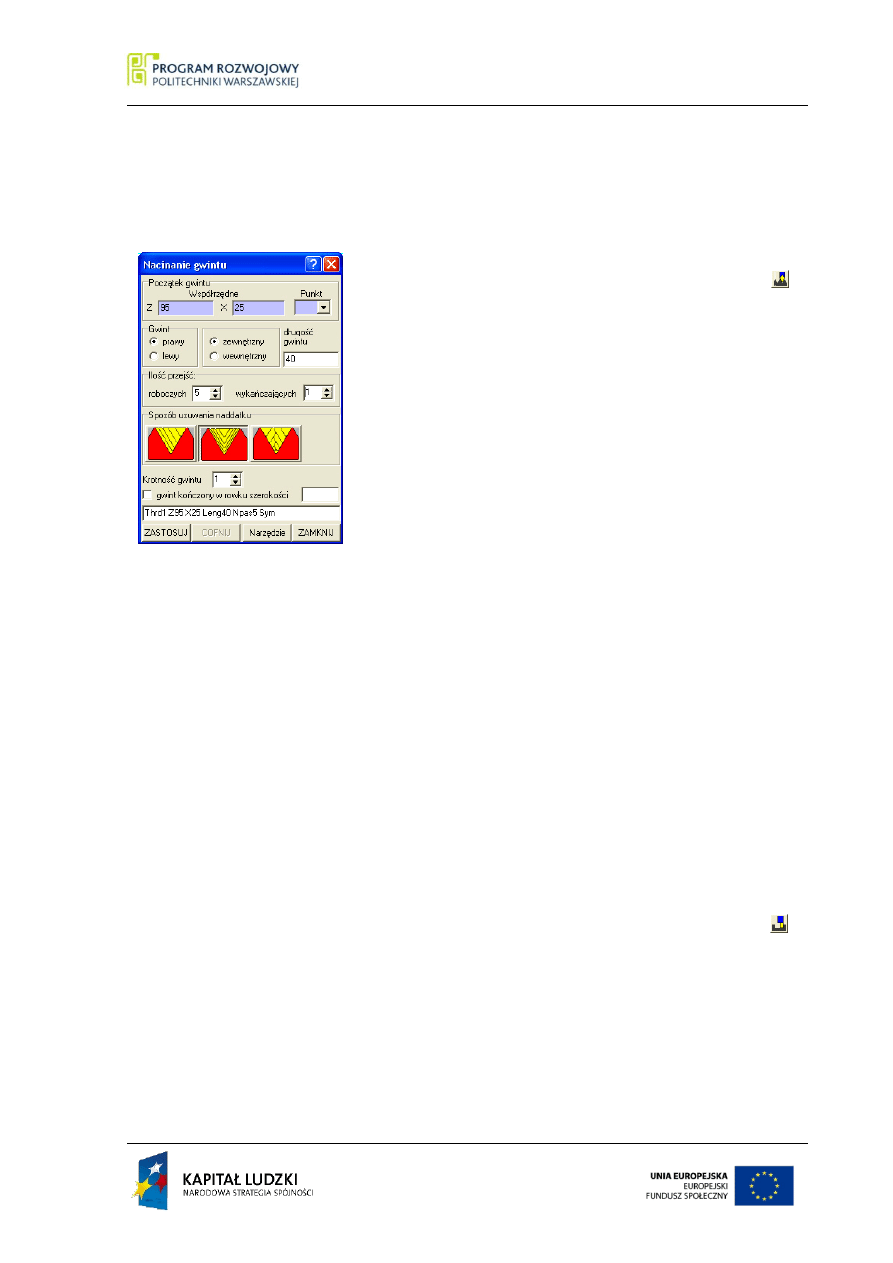
PODSTAWY TECHNIK WYTWARZANIA I 73
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
-
w zakładce „Parametry obróbki” w polu „Prędkość skrawania” należy wpisać
prędkość właściwą dla nacinania gwintu, czyli ok. 50 m/min, a w polu „Skok gwin-
tu” skok podany na rysunku konstrukcyjnym, czyli 1.5 mm.
Następnie należy zadeklarować obróbkę nacinania
gwintu w oknie dialogowym wywołanym przyciskiem
w
pasku menu podręcznego pokazanym na rysunku 3.37.
Odpowiednie wartości, które należy wpisać w tym
oknie są zgodne z rysunkiem 3.37. Należy pamiętać, że gwint
nacinany jest w kilku przejściach roboczych, oraz że opty-
malnym sposobem usuwania naddatku jest sposób syme-
tryczny (środkowy rysunek w polu dialogowym). Z powyż-
szego rysunku widać również, że początek gwintu, to jego
lewa strona.
Aby wykonać rowek i odciąć przedmiot wybierzemy
nóż zgodnie z następującymi uwagami:
-
w polu „Zastosowanie narzędzia” należy wybrać opcję „Obróbka rowków – prze-
cinanie”.
-
w polu „Trzonek” należy wybrać nóż o symbolu 150.19-20-4,
-
w zakładce „Parametry obróbki” w polu „Prędkość skrawania” należy wpisać
prędkość właściwą dla nacinania gwintu, czyli ok. 50 m/min, a w polu „Posuw ro-
boczy” – 0.1 mm/obr.
W zakładce „Wymiary” należy zwrócić uwagę, że faktyczna szerokość tego przecina-
ka to 4,1 mm. Jest to istotne przy deklarowaniu odcinania przedmiotu od półfabrykatu.
Obróbkę rowka deklarujemy w oknie dialogowym wywoływanym przyciskiem
w
menu podręcznym pokazanym na rysunku 3.38.
W oknie tym należy podać współrzędne położenia rowka w powiązaniu z punktem cha-
rakterystycznym ostrza przecinaka (punkt, który „kreśli” tory ruchu narzędzia). Dla przecinaka
jest to lewe jego naroże. A więc, musimy podać współrzędne odnoszące się do lewej strony
rowka. W oknie podano głębokość rowka równą 20 mm. Na rysunku konstrukcyjnym wyrobu
Rys. 3.37.
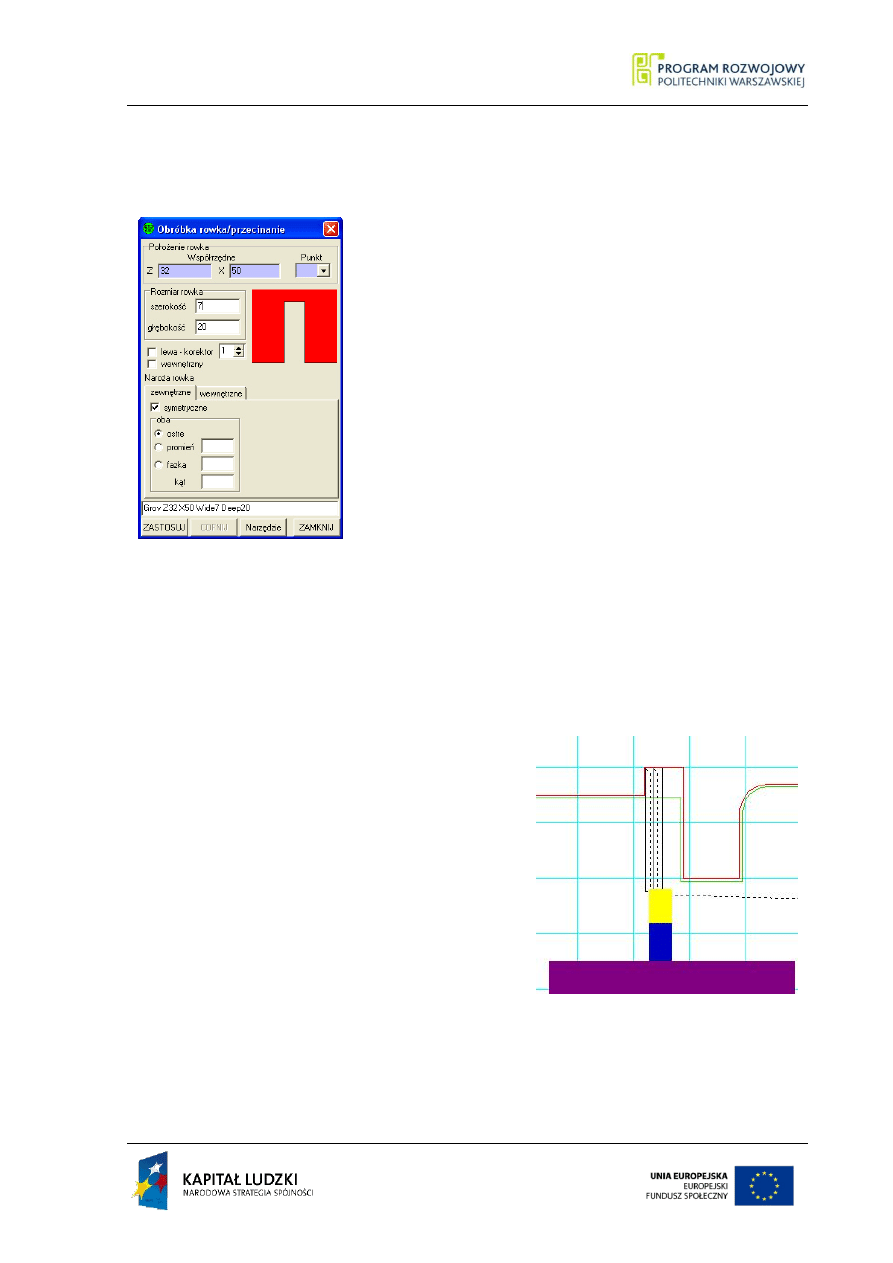
74 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
wynosi ona 5 mm. Należy jednak pamiętać, że linia L12 nie została dotychczas obrobiona wy-
kańczająco i jest na niej zadeklarowany wcześniej naddatek na obróbkę wykańczającą. Obrób-
ka instrukcją FINI byłaby równie kłopotliwa jak obróbka
wykańczająca kieszeni. Dlatego powierzchnia ta obrabiana
jest przy wykonywaniu rowka.
Efekt wprowadzonych instrukcji pokazano na rysun-
ku 3.39. Widać, że zastosowany przecinak jest niewłaściwie
zamocowany w imaku narzędziowym. Należy, więc zmodyfi-
kować w oknie programu źródłowego linie opisującą przeci-
nak do postaci:
Tool7=Code4 -Fa7 Pz-26
Px190
Cs50 Fr0.1 R0.2 Lu
A-90 Wide4.1 T15 ' 150.19-20-4 & LFMX 4 & 201.126
& U1
Należy dokonać również analizy ruchów roboczych
przecinaka. Na rysunku 3.39 widać, że przecinak szerokości 4,1 mm wykonał trzy przejścia
robocze przy wykonywaniu rowka o szerokości 7 mm. Dodatkowo dwa przejścia robocze
odbywają się na 2/3 swojej drogi bez wykonywania obróbki (ruch w powietrzu). Przecież ro-
wek tej szerokości, przy podanej szerokości przecinaka powinien być wykonany w dwóch
przejściach roboczych. Takie zachowanie przecinaka
wynika z ustawień programu GTJ200, których nie
można zmienić. Każdy rowek szerszy od przecinaka
(nawet o 0,1 mm) będzie wykonywany w trzech
przejściach roboczych. Dodatkowo w naszym przy-
padku, dwa przejścia robocze odbywają się na 2/3
swojej drogi bez wykonywania obróbki (ruch w po-
wietrzu). Możliwe jest oczywiście takie zadeklaro-
wanie obróbki rowka, w którym wykonywany on jest
w jednym przejściu roboczym. Ma to miejsce w
przypadku, gdy wykonujemy rowek o szerokości równej szerokości przecinaka. Stąd już nie-
daleka droga, aby nasz rowek wykonać w dwóch przejściach roboczych. Jeżeli zadeklarujemy
Rys. 3.38.
Rys. 3.39.

PODSTAWY TECHNIK WYTWARZANIA I 75
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
obróbkę dwóch rowków o różnej współrzędnej Z i o szerokości równej szerokości przecinaka,
to w efekcie możemy uzyskać rowek szerokości 7 mm. Dodatkowo możemy wyeliminować
„jałowy” ruch roboczy przecinaka. Wobec powyższego zastąpmy ostatnią instrukcję GROW
następującymi poleceniami:
Grov Z34.9 X50 Wide4.1 Deep20
Grov Z32 X35 Wide4.1 Deep5
Aby zakończyć obróbkę przedmiotu należy go odciąć od półfabrykatu. W tym celu de-
klarujemy wykonanie rowka o szerokości równej szerokości przecinaka i głębokości powodu-
jącej odcięcie.
Pełny zapis opracowanego programu obróbki
Sys Lath'TUR560MN Sinumerik 810D
Ron
P1 Z10 X20
L1 - LX Z10
L2 LZ X15
L3 LX Z135
L4 Z133 X25 A135
L5 - LZ X25
L6 LX Z88
L7 - LZ X45
C1 L6 L7 R5
L8 - LX Z74
L9 - LZ X33
C2 L8 L9 R-5
L10 LX Z49
C3 L9 L10 R-5
L11 - LZ X50
L12 - LX Z39
L13 - LZ X30
L14 LX Z32
L15 - LZ X35
L16 - LX Z10
P3 Z63 X33

76 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
L25=L9
PF1 P1 L1 L2 L3 L4 L5 L6 C1 L7 L8 C2 L9 P3 L25 C3 L10 L11 L12 L13 L14 L15 L16 P1
P2 Z0 X20
L17 - LX Z0
L18 LZ X12
L19 LX Z137
L20 - LZ X55
L21 - LX Z0
PF2 P2 L17 L18 L19 L20 L21 P2
Ctur=Z450 X-225
Ovs0.3 L2
Ovs0.5 L6 L12
Ovs0.5 L15
Grou 'Stal węglowa C<0.15%
Tool1=Code5 Fa1 Pz-244.5 Px105 Cs53 Fr1.2 Diam24 T15 ' NWKc24 & Wiertło jednolite &
201.205 & U2
Dril Z137 Z0 I20
Tool2=Code1 -Fa2 Pz-216 Px96 Cs356 Fr0.28 M4 Dpct4.2 Ap85 Af5 R0.4 Ld T15 ' S12M-
SCLCR 06 & CCMT 060204 & 201.287 & U2
Para -L2
Fini L2 Fr0.18
Tool3=Code1 Fa3 Pz-150 Px120 Cs369 Fr0.25 M4 Dpct8 Ap38 Af3 R1.2 Ld T15 ' SVJBR
2525M16 & VBMT 160412-MF & 201.182 & U2
Perp -L3
Tool4=Code1 -Fa4 Pz-54 Px205 Cs237 Fr0.68 Dpct8 Ap-52 Af-87 R1.2 Lu T15 ' SVJBR
2525M16 & VBMT 160412-MF & 201.126 & U1
Para L4 L11
Pock L8 L10
Goto X50 Z92 Rap
Fini L6 L7 Fr0.25
Fini L25 L11
Goto X55 Z36 Rap
Tool5=Code1 -Fa5 Pz-15 Px205 Cs237 Fr0.68 Dpct8 Ap-128 Af-93 R1.2 Ru T15 ' SVJBL
2525M16 & VBMT 160412-MF & 201.126 & U1
Para L15 L12
Goto X50 Z60 Rap
Para L9 L8
Goto X50 Z60 Rap

PODSTAWY TECHNIK WYTWARZANIA I 77
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Fini L9 L8 Fr0.25
Fini -L15
Goto X50 Z36 Rap
Tool6=Code3 -Fa6 Pz-35 Px195 Cs50 Fr1.5 R0 Mu A-90 Metr T15 ' NNPa2516-G &
NNPa1610-G & 201.126 & U1
Thrd1 Z95 X25 Leng40 Npas5 Sym
Tool7=Code4 -Fa7 Pz-26 Px190 Cs50 Fr0.1 R0.2 Lu A-90 Wide4.1 T15 ' 150.19-20-4 &
LFMX 4 & 201.126 & U1
Grov Z34.9 X50 Wide4.1 Deep20
Grov Z32 X35 Wide4.1 Deep5
Grov Z5.9 X35 Wide4.1 Deep21
Uwaga:
Przedstawione rozwiązanie zadania projektowego jest jednym z wielu możliwych. System
GTJ-2000 stwarza szerokie możliwości realizacji geometrycznej i technologicznej części pro-
gramu źródłowego, a plan obróbki jest zawsze subiektywny i wynika z doświadczenia techno-
loga.
Wiele operacji można było wykonać innym narzędziem, które uprościłoby znacznie obróbkę
(np. kieszeń można było wykonać nożem z ostrzem z płytką okrągłą o odpowiednim promie-
niu). Wybrane rozwiązania były jednak celowe, aby pokazać problemy występujące podczas
projektowania procesu obróbki w programie GTJ200 i zasugerować sposób ich rozwiązania.
Opracowany program źródłowy nie kończy pracy technologa. Jest on tylko komputerową wi-
zualizacją procesu technologicznego. Należy pamiętać, że aby napisany program można było
zastosować na obrabiarce sterowanej numerycznie, niezbędne jest przetworzenie programu
źródłowego przez postprocesor.
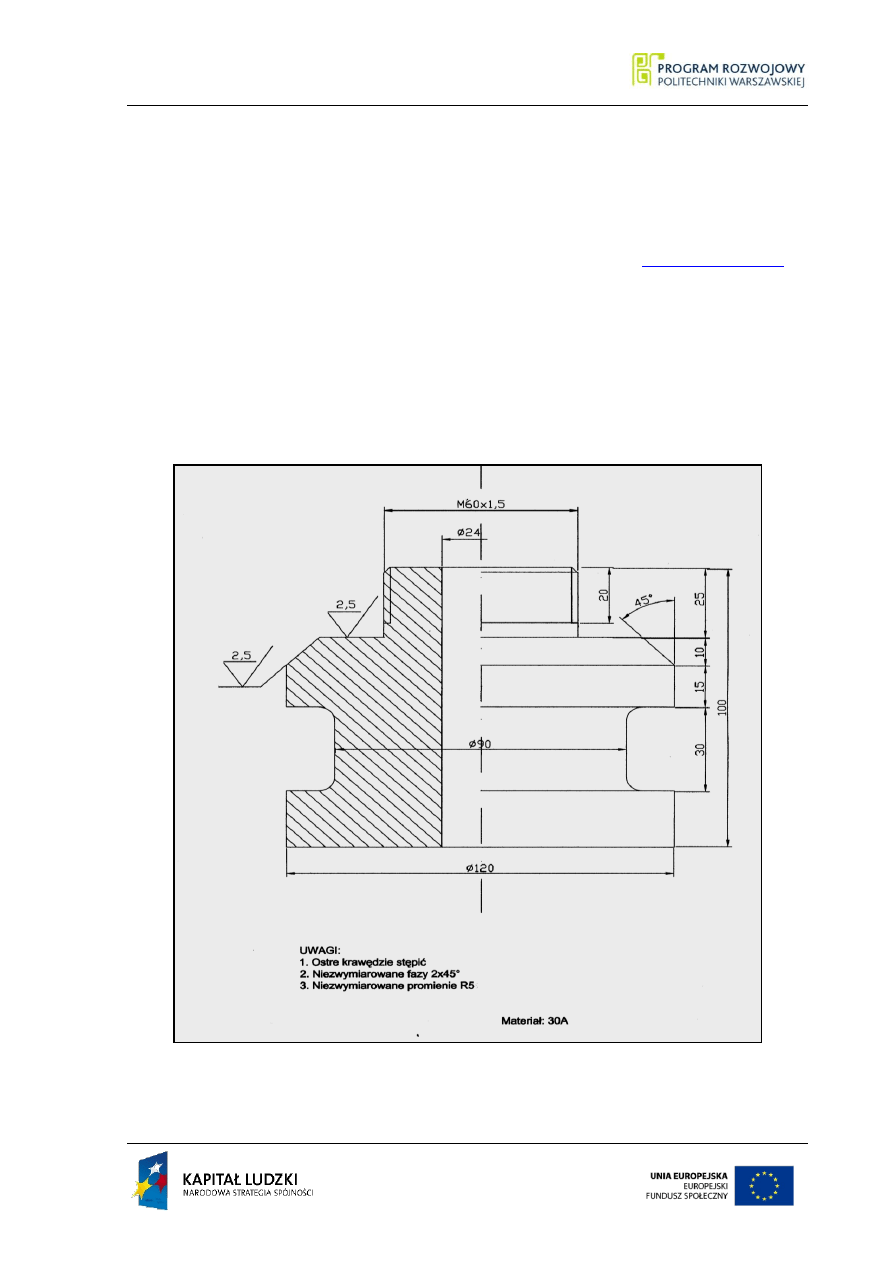
78 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
4. Projektowanie w GTJ
– demo
(oprac. M. Miecielica)
W celu poznania i zilustrowania zasady działania systemu GTJ- demo poniżej opisano
kolejne etapy projektowania oraz procesu technologicznego obróbki przykładowego detalu,
który pokazany jest na rys. 4.1. Program demo można pobrać ze strony
W wersji demo inna jest baza narzędzi i nie można wygenerować kodu sterującego obra-
biarką CNC.
4.1. S
porządzenie planu obróbki na podstawie rysunku technicznego
detalu
Rys. 4.1 Detal do obróbki
PODSTAWY TECHNIK WYTWARZANIA I 79
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Jak widać na powyższym rysunku (Rys. 4.1), musimy wykonać element ze stali 30A,
pamiętając o występujących chropowatościach. Półfabrykatem dla detalu, który będziemy wy-
konywać jest wałek o średnicy 60 mm i długości 103 mm.
Opracowanie procesu obróbki naszego detalu możemy schematycznie przedstawić w
trzech punktach:
wprowadzenie niezbędnych instrukcji systemowych,
opisanie profilu wyrobu i półfabrykatu,
zdefiniowanie niezbędnych narzędzi i zabiegów obróbczych.
Plan obróbki:
wiercenie otworu ø24
planowanie czoła
toczenie zgrubne średnicy ø60
toczenie dokładne elementów o chropowatości Ra 2,5
toczenie zgrubne kieszeni ø90
nacinanie gwintu M60x1,5
4.2. Przygotowanie programu do pracy
Po uruchomieniu programu kliknij na ikonę Nowy (rys.4.2). Czynność ta spowoduje
wyświetlenie okna dialogowego Wybierz obrabiarkę (rys.4.3.).
Rys. 4.2
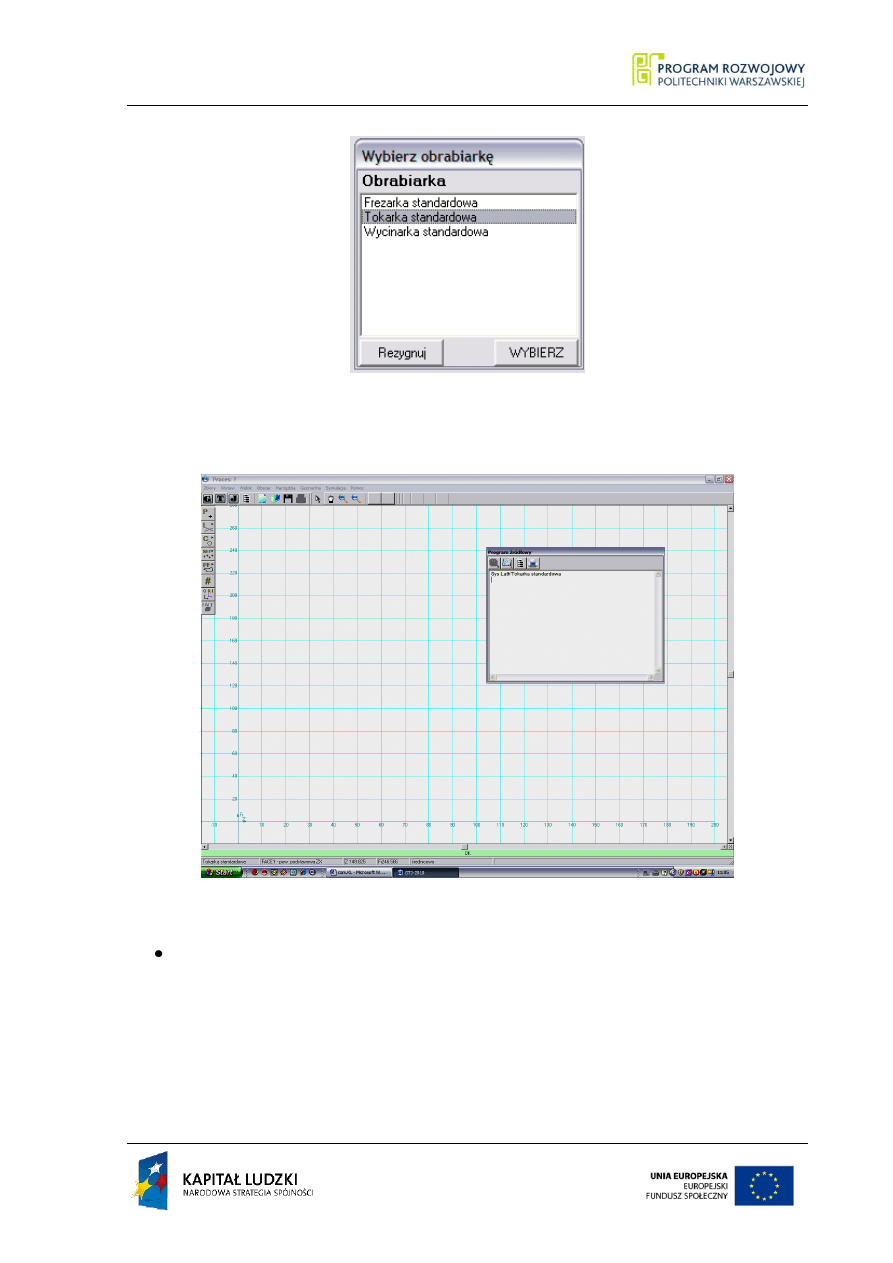
80 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys.4.3
Po wykonaniu tej czynności ekran programu powinien wyglądać jak na rysunku 4.4. Jeżeli
brak jest okna Program źródłowy należy nacisnąć przycisk „J”.
Rys. 4.4
W oknie Program źródłowy należy wpisać instrukcję systemową RON (wymiary
geometryczne wprowadzane będą promieniowo).
PODSTAWY TECHNIK WYTWARZANIA I 81
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
4.3. Tworzenie geometrii
Geometria oparta jest na zasadach tzw. geometrii zorientowanej. Oznacza to, że każdy
element typu: linia, okrąg, profil - ma określony zwrot. Zwroty poszczególnym elementom
nadaje się podczas ich definiowania. Wynikają one albo bezpośrednio z podanych parametrów,
albo też z orientacji elementów, na które się powołano; i tak:
Zwrot linii wynika:
z kolejności podania punktów określających linię (od pierwszego do drugiego zadane-
go punktu),
z zadanego kąta nachylenia linii (kąt liczony w kierunku przeciwnym do ruchu wska-
zówek zegara względem dodatniego kierunku osi poziomej),
z warunku zgodności zwrotów w punkcie styczności z podanym okręgiem (w przypad-
ku definiowania linii stycznej).
Zwrot okręgu wynika:
ze znaku promienia definiowanego okręgu (promień dodatni - zwrot okręgu przeciwny
do ruchu wskazówek zegara),
z warunku zgodności zwrotów w punkcie styczności z podanym elementem (lub ele-
mentami).
Zwrot profilu wynika ze zwrotów tworzących go elementów. Choć nie jest to wyma-
gane, podczas definiowania elementów geometrycznych zaleca się nadawać im zwroty zgodne
z ich późniejszym zwrotem w profilu. Ułatwia to definiowanie profilu, wymusza stosowanie
właściwych definicji dla kolejnych jego elementów oraz w większości przypadków eliminuje
konieczność podawania modyfikatora wybierającego jeden z dwóch możliwych elementów.
Instrukcje geometryczne pozwalają definiować punkty (P), linie (L), okręgi (C), zmienne (#),
zbiory punktów (SET) i profile (PF).
82 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Na rys.4.5 przedstawione jest ogólne objaśnienie funkcji, jaką pełnią poszczególne
przyciski menu części geometrycznej programu GTJ (po naciśnięciu przycisku G):
-
definicje punktów
- definicje linii
-
definicje okręgu
-
definicje zbiorów punktów
- definicje i transformacje profili
- definicja zmiennej
Rys. 4.5
4.4.
Wstawianie punktów i kreślenie linii
Punkt startowy (do wstawiania innych elementów) wprowadzamy przez naciśnięcie
przycisku P i wpisanie odpowiednich wartości. Kolejne kroki to naciśniecie przycisku
„ZASTOSUJ” i „ZAMKNIJ” w oknie dialogowym „Punkt”. Wciśnięcie przycisku P powo-
duje otworzenie okna dialogowego, który posłuży nam do umiejscowienia punktów (Rys.4.6).
przesunięcie układu współrzędnych
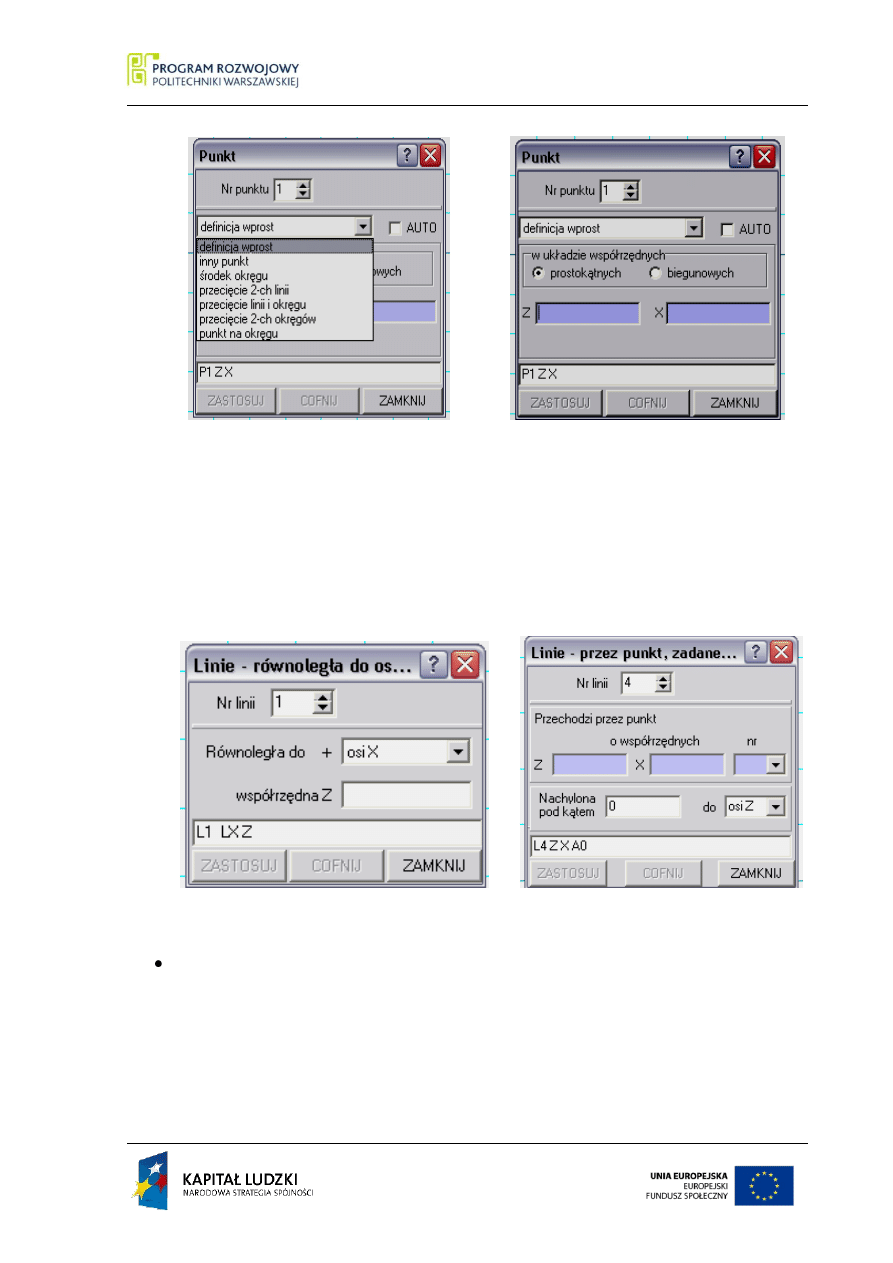
PODSTAWY TECHNIK WYTWARZANIA I 83
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.6
Linie najwygodniej jest opisać korzystając z przycisków „Linia równoległa do osi lub
innej linii” (dla linii równoległych do osi) lub „Linia przechodząca przez punkt o zadanym
nachyleniu do osi lub innej linii” (dla linii ukośnych). Należy przy tym pamiętać, że miary
kątowe wprowadzamy licząc od dodatniego kierunku osi Z przeciwnie do kierunku obrotu
wskazówek zegara.
Rys. 4.7
Wprowadzamy współrzędne punktu startowego P1 – wybieramy przycisk pierwszy z
rys.4.5 i wpisujemy odpowiednie wartości w oknie dialogowym rys. 4.6
Postać instrukcji:
P1 Z0 X12
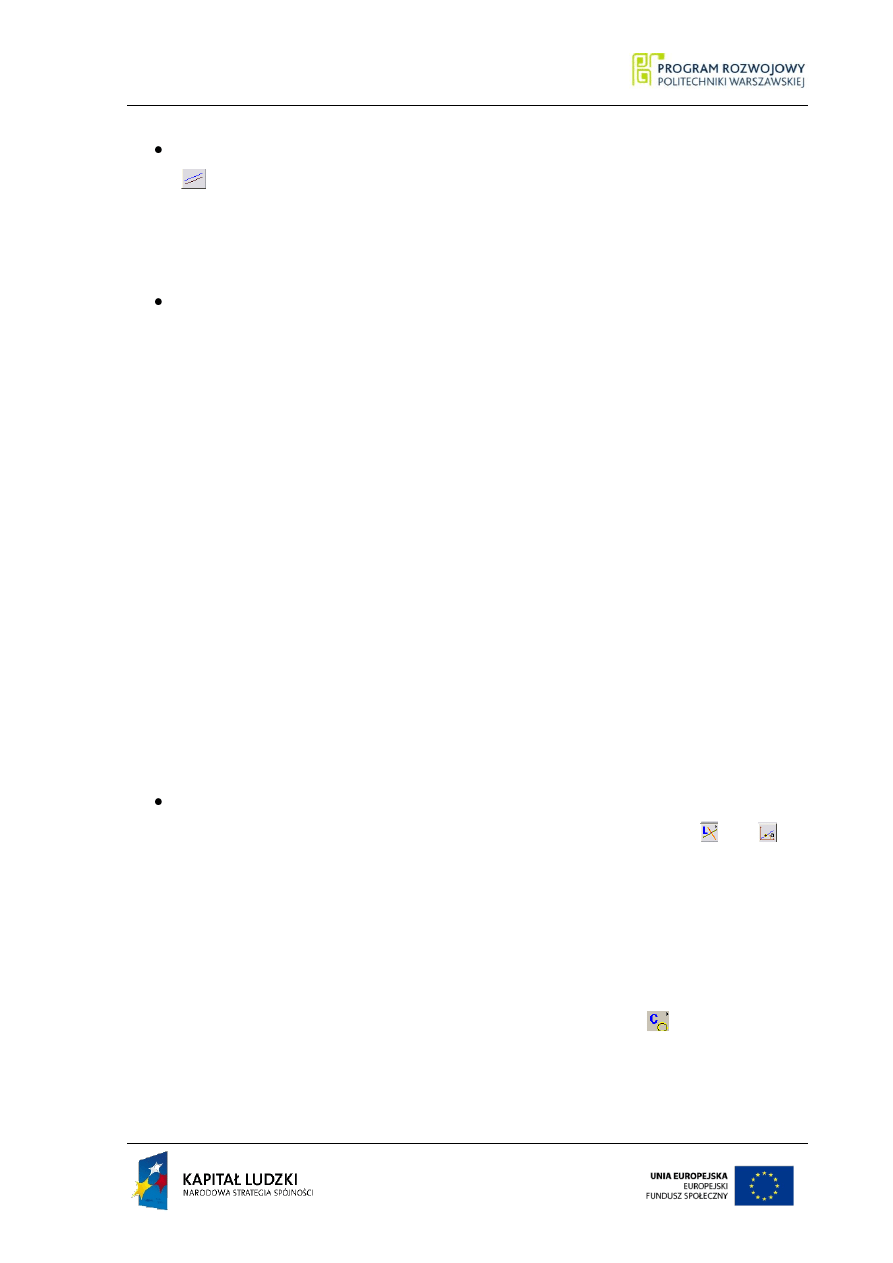
84 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Wprowadzamy linię L1 – wciskamy przycisk drugi z menu rys.4.5 i następnie przycisk
. Spowoduje to otworzenie okna dialogowego „Linia równoległa do osi lub innej
linii” widocznego na Rys. 4.7.
Postać instrukcji: L1 LZ X12
W identyczny sposób jak powyżej wprowadzamy linie L2, L3, L4, L6, L7, L8, L9,
L10, L11, L12. Musimy pamiętać o odpowiednim zwrocie linii !!!
Postać instrukcji:
L2 LX Z100
L3 - LZ X30
L4 LX Z75
L6 - LZ X60
L7 - LX Z50
L8 - LZ X45
L9 LX Z20
L10 - LZ X60
L11 - LX Z0
L12 LX Z103
Linię L5 wprowadzamy w oknie dialogowym „Linia przechodząca przez punkt o za-
danym nachyleniu do osi lub innej linii”( rys.4.7) po użyciu przycisku oraz .
Linia wprowadzona jest jako nachylona pod kątem 45° do osi Z.
Postać instrukcji:
L5 Z80 X45 A135
4.5
. Kreślenie okręgów
Definiowanie okręgów wywołujemy poprzez naciśnięcie przycisku
znajdującego się w
menu podręcznym (rys.4.5). Po rozwinięciu przycisku mamy do dyspozycji dziewięć definicji
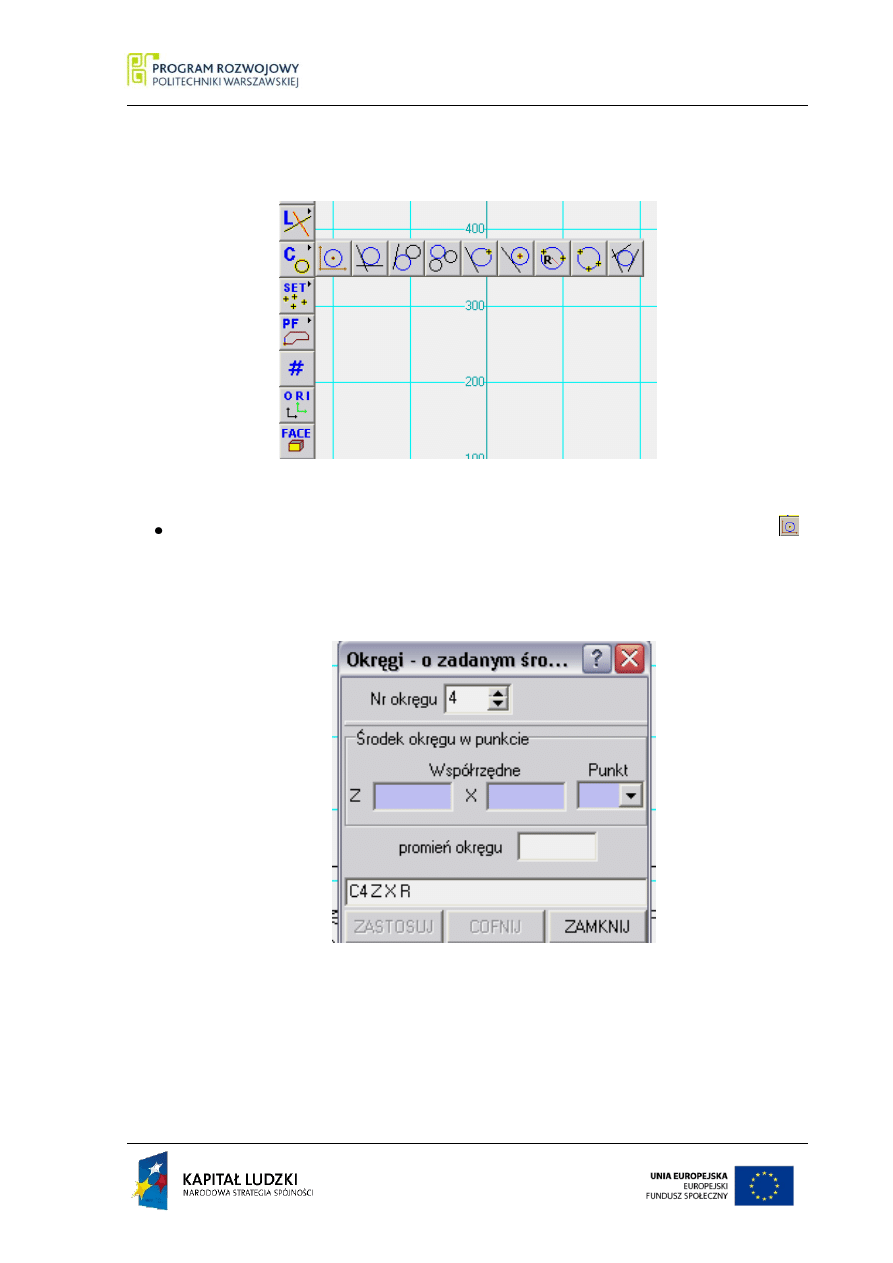
PODSTAWY TECHNIK WYTWARZANIA I 85
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
okręgów (rys.4.8). Jednak najczęściej stosowane są: „Okrąg o zadanym środku i promieniu”
oraz „Okrąg o zadanym promieniu styczny do dwóch linii”.
Rys. 4.8
Chcąc wprowadzić okrąg o zadanym środku i promieniu – po wciśnięciu przycisku
otwiera się okno dialogowe przedstawione na rys.4.9, w którym wpisujemy odpowied-
nie wielkości promienia i współrzędne środka naszego okręgu.
Rys. 4.9
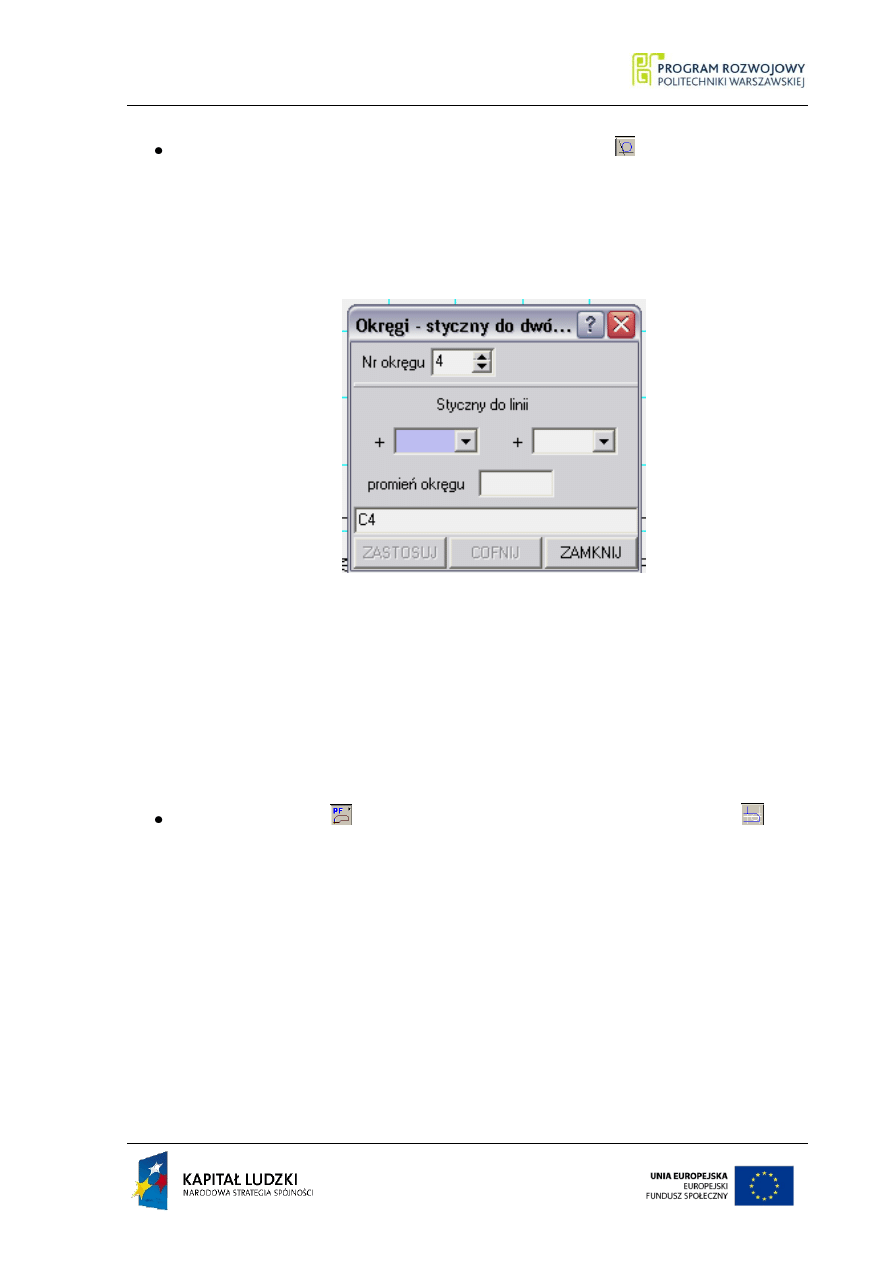
86 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Okręgi C1 i C2 wstawiamy za pomocą wciśnięcia przycisku co wywołuje definicję
„Okrąg o zadanym promieniu styczny do dwóch linii”, której okienko dialogowe
przedstawione jest poniżej (rys.4.10).
Rys.4.10
Postać instrukcji:
C1 L7 L8 R-5
C2 L8 L9 R-5
4.6. Opisywanie profilu wyrobu i półfabrykatu
Wybierając przycisk
w menu podręcznym, a następnie używając przycisku
wprowadzamy w wyświetlonym oknie dialogowym (rys.4.11) kolejne elementy profilu
wyrobu – PF1. Podczas tej czynności musimy zwrócić szczególną uwagę na to, aby:
- profil rozpoczynał się i kończył w punkcie P1
- zwrot profilu był odwrotny do kierunku wskazówek zegara.
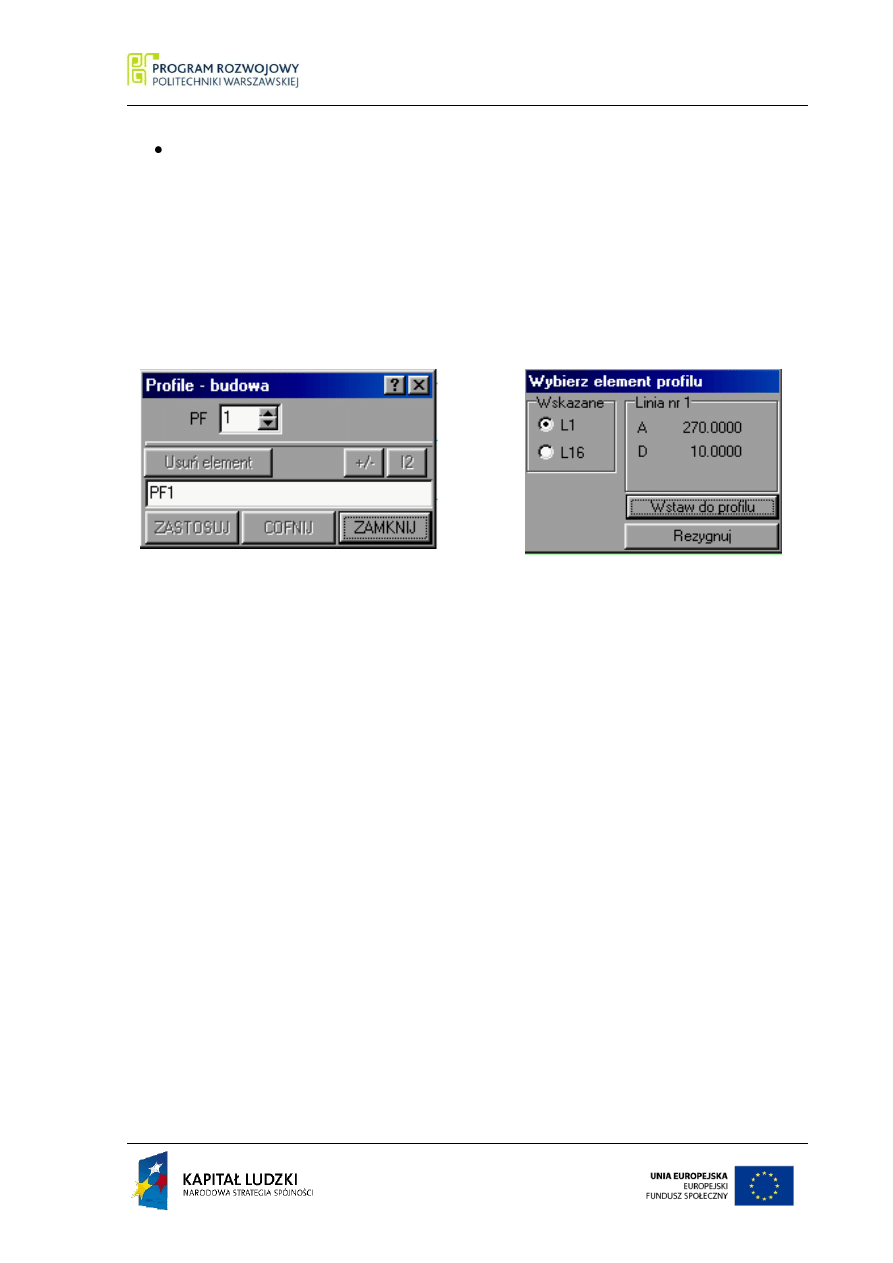
PODSTAWY TECHNIK WYTWARZANIA I 87
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Analogicznie postępujemy podczas wprowadzania profilu półfabrykatu, pamiętając w
tym przypadku o tym, że jeśli w procesie technologicznym występuje operacja
wiercenia (DRIL), to w profilu PF2 należy opisać jego kształt po tej operacji!
W przypadku nieprecyzyjnego wskazania wprowadzanego elementu program wyświetli
okno wyboru „Wybierz element profilu” pozwalające na dokładne określenie wybieranego
elementu.
Rys. 4.11
Postać instrukcji:
PF1 P1 L1 L2 L3 L4 L5 L6 L7 C1 L8 C2 L9 L6 L11 P1
PF2 P1 L1 L12 L6 L11 P1
Te czynności kończą część geometryczną projektowania, po których okno programu
źródłowego powinno wyglądać jak na poniższym rysunku (rys.4.12):
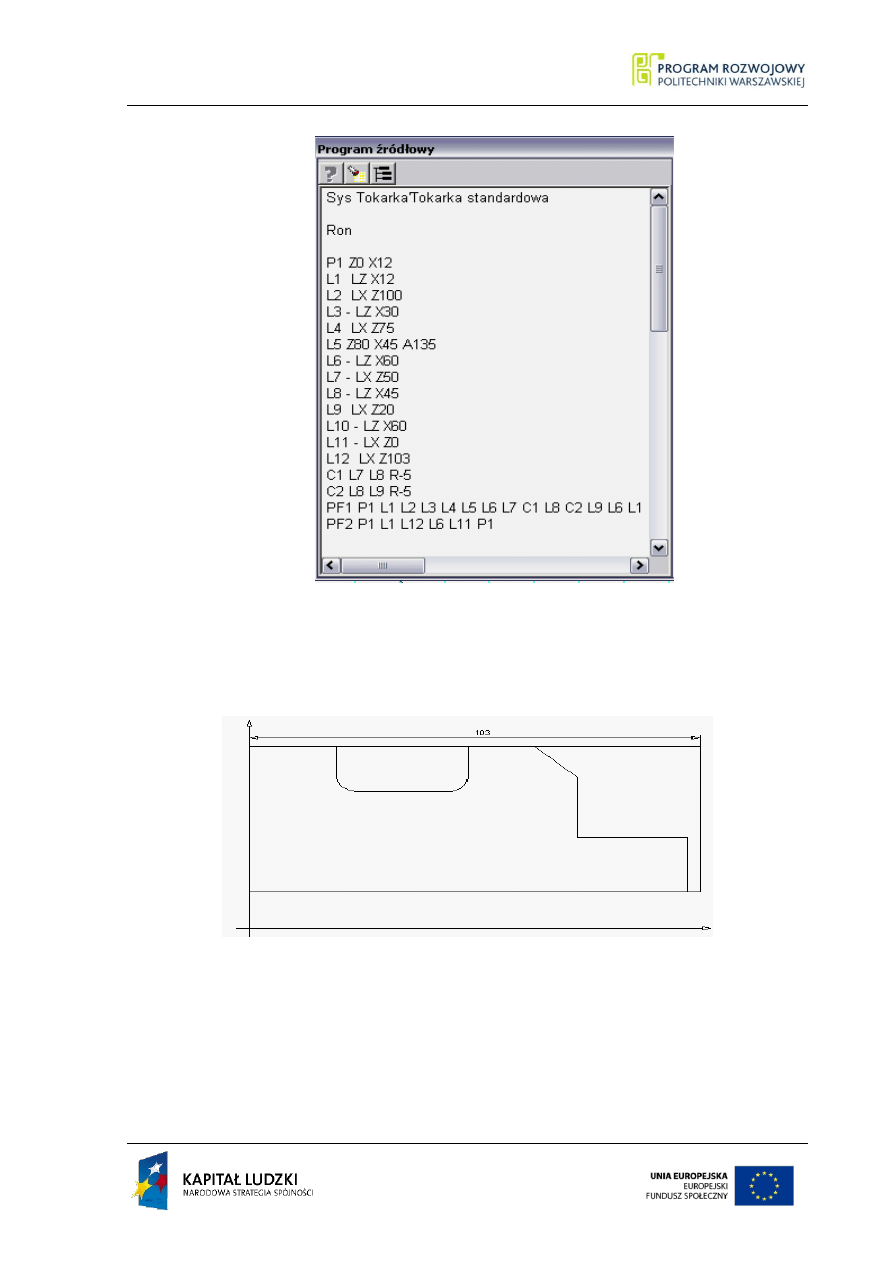
88 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.12
Natomiast nasz profil wyrobu wygląda tak, jak ukazuje to rys. 4.13:
Rys. 4.13
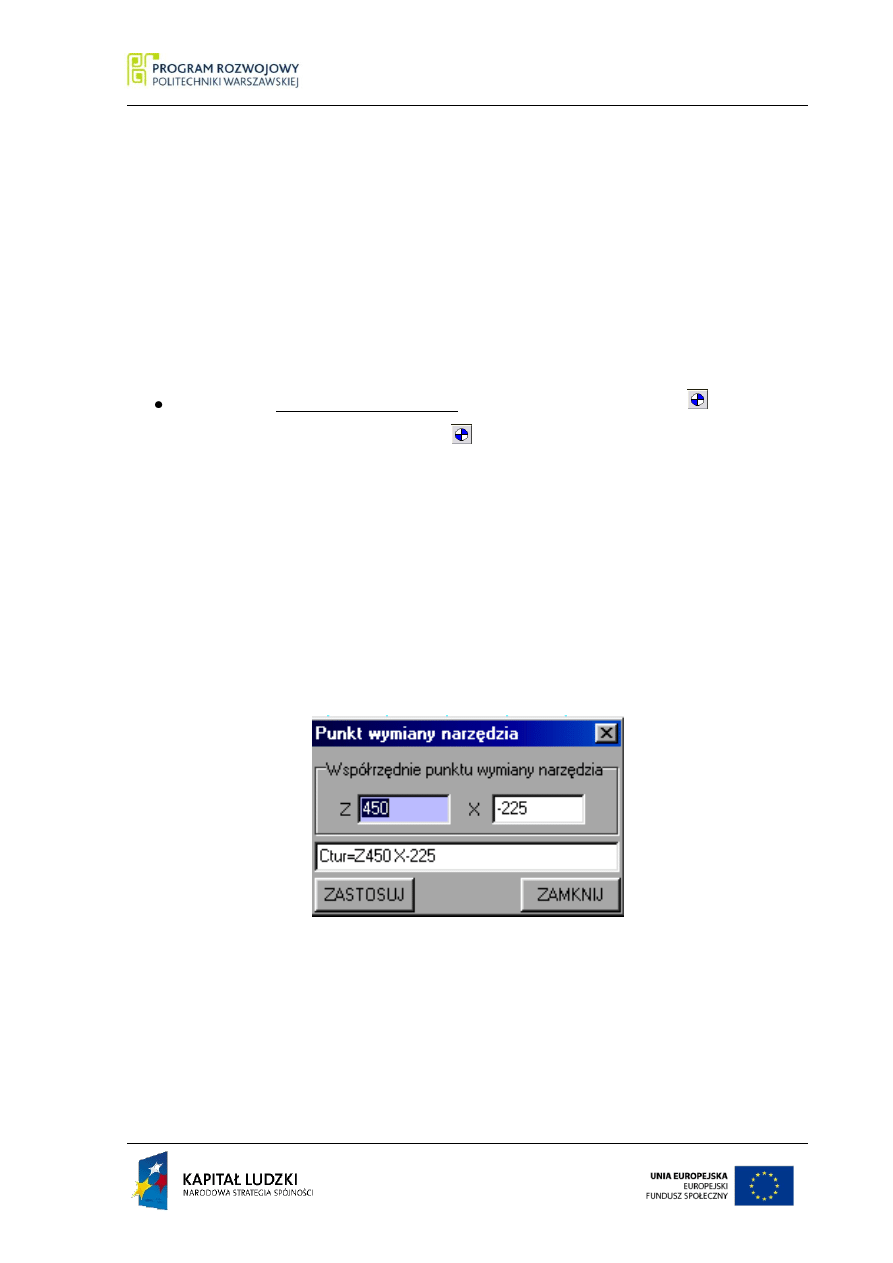
PODSTAWY TECHNIK WYTWARZANIA I 89
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
4.7. Projektowanie procesu obróbczego
Aby przystąpić do technologicznej części projektu należy nacisnąć przycisk T i wprowa-
dzić kilka informacji wstępnych. Są to: naddatki na powierzchniach wymagających obróbki
wykańczającej, punkt wymiany narzędzia, materiał wyrobu. Bez ich wprowadzenia niemożliwy
jest wybór narzędzia do obróbki, a w konsekwencji podanie instrukcji technologicznych.
4.8. Określenie i podanie niezbędnych danych
Aby określić punkt wymiany narzędzia, należy nacisnąć przycisk Inne
i wybrać
przycisk Punkt wymiany narzędzia
, który wygląd ma identyczny do poprzednie-
go. Czynność ta spowoduje wyświetlenie okna dialogowego Punkt wymiany narzę-
dzia pokazanego na rysunku 4.14, w którym zaproponowane zostaną współrzędne Z i
X dla tego punktu, typowe dla wybranej obrabiarki. Wartości te możemy oczywiście
modyfikować w zależności od potrzeb procesu. W naszym przypadku taka konieczność
nie zachodzi, wobec powyższego naciskamy przycisk Zastosuj i zamykamy okno.
Rys. 4.14
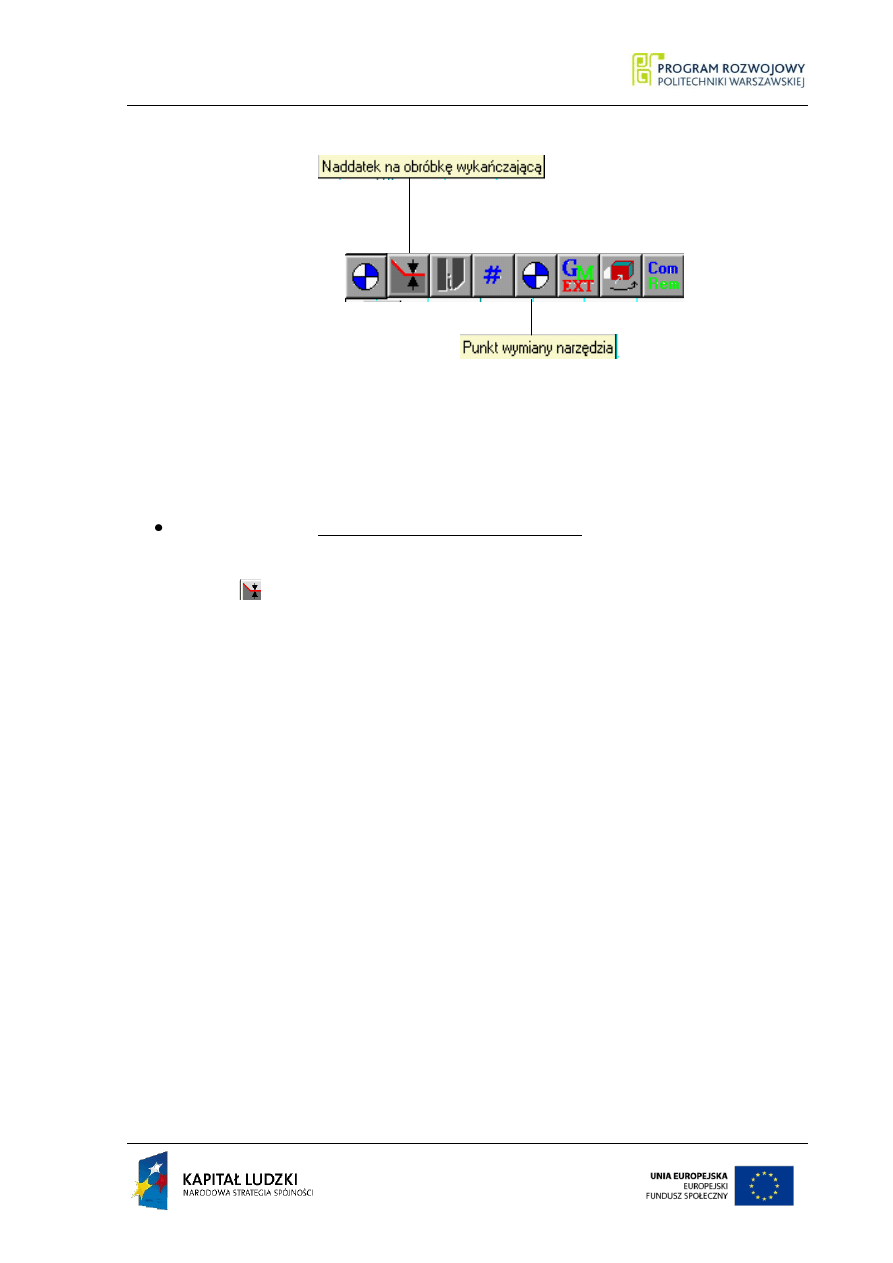
90 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.15
Postać instrukcji:
Baza=Z500 X-200
W celu określenia naddatku na obróbkę wykańczającą wybranych powierzchni, należy
z grupy Inne (rysunek 4.15) wybrać i nacisnąć przycisk Naddatek na obróbkę wykań-
czającą
. Czynność ta spowoduje wyświetlenie okna dialogowego Naddatek na ob-
róbkę wykańczającą (rysunek 4.16). W oknie tym należy podać wielkość naddatku na
obróbkę wykańczającą i element (lub zakres elementów), na którym będzie konieczne
wykonanie toczenia wykańczającego.
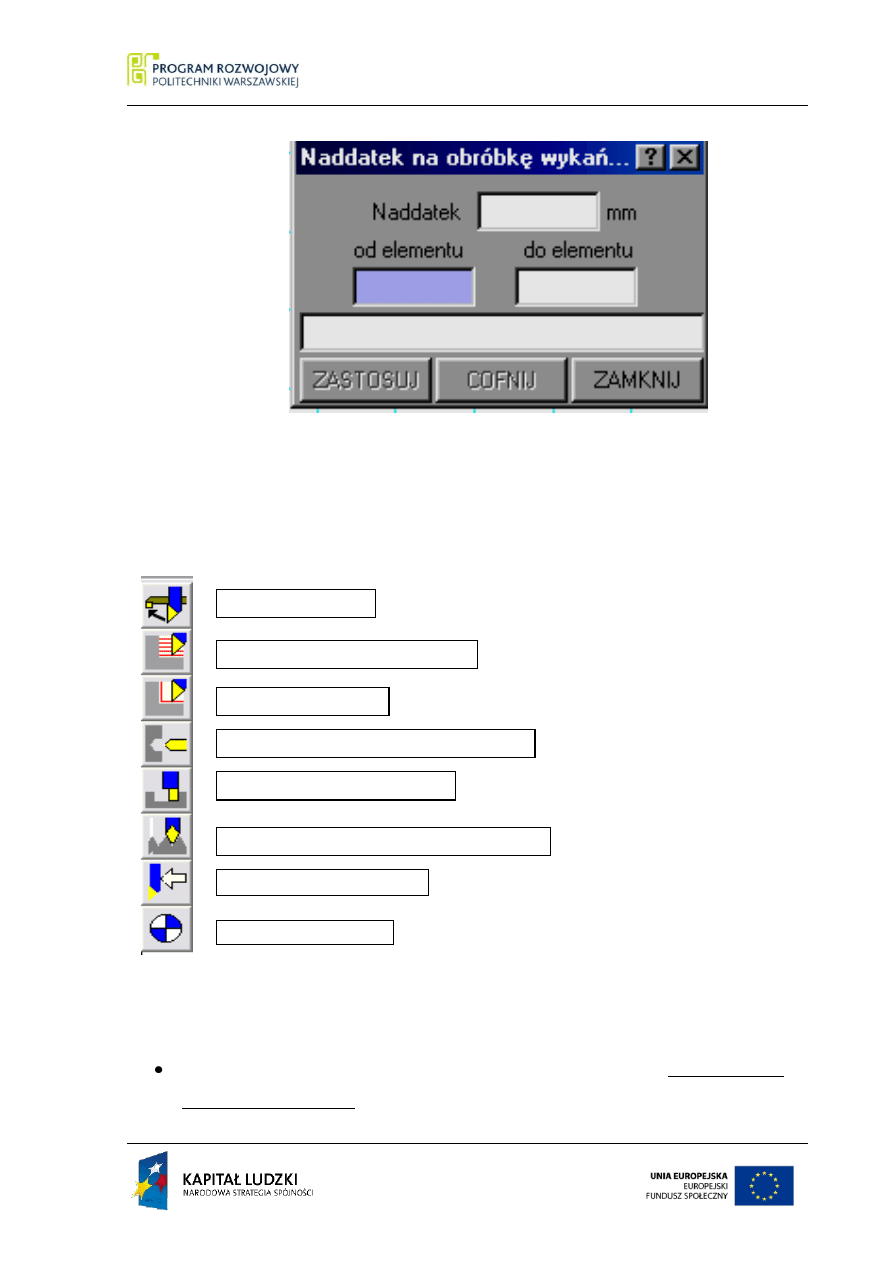
PODSTAWY TECHNIK WYTWARZANIA I 91
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.16
W naszym przypadku przy chropowatości Ra 2,5 występującej na powierzchniach opisanych
liniami L4 i L5 wprowadzamy naddatek o wartości równej 0,5 mm.
Postać instrukcji: Naddatek0.5 L4 L5
Rys. 4.17.
W programie GTJ nie ma przycisku pozwalającego na bezpośredni wybór materiału
przedmiotu obrabianego. Można oczywiście wpisać odpowiednią instrukcję w oknie
WYBÓR NARZĘDZIA
OBRÓBKA ZGRUBNA
1.1.
OBRÓBKA DOKŁADNA
WIERCENIE, ROZWIERCANIE, GWINTOWANIE
NACINANIE GWINTU NOŻEM TOKARSKIM
OBRÓBKA ROWKA/PRZECINANIE
PRZESUWANIE NARZĘDZIA
INNE
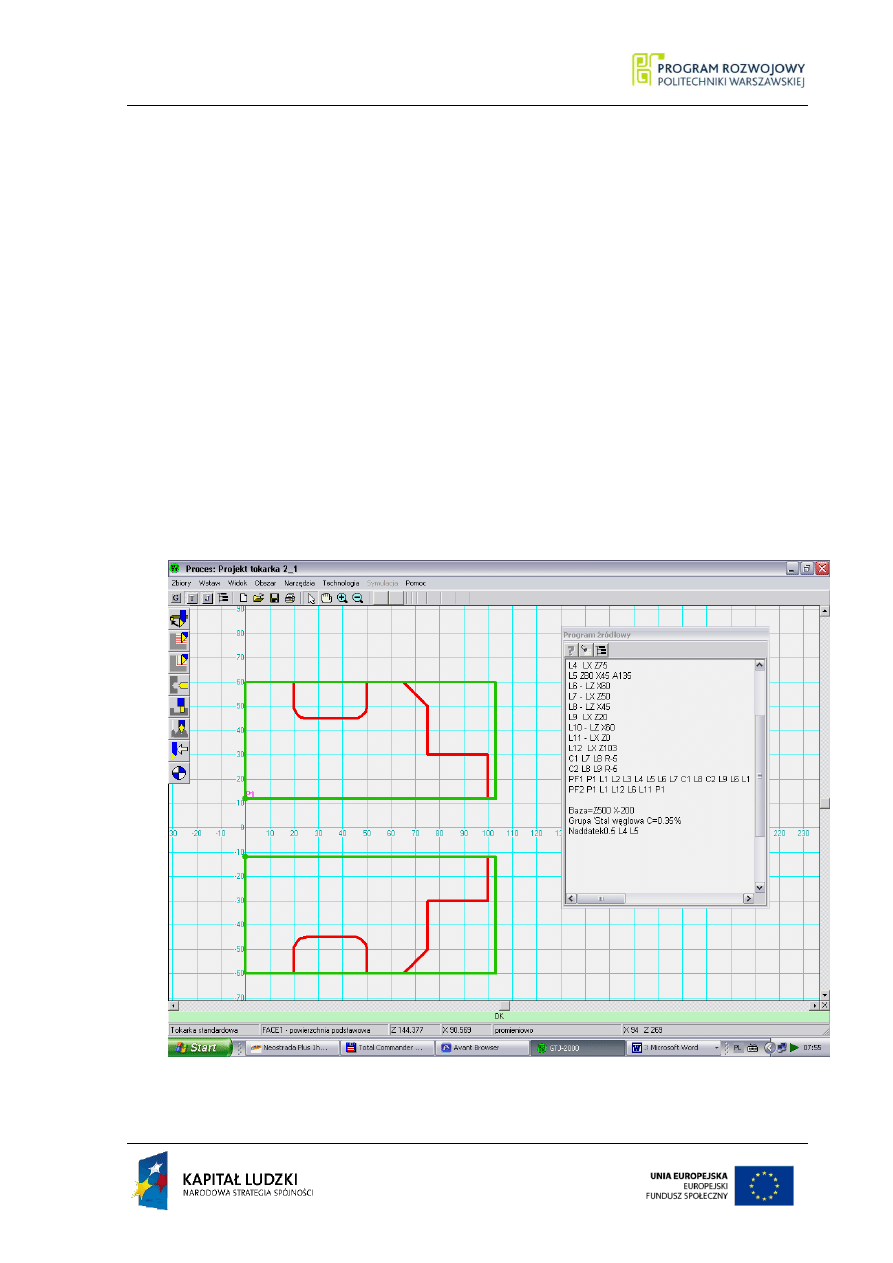
92 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Program źródłowy. Nie jest to jednak wymagane. Wybranie materiału odbywa się w
sposób pośredni. Naciśnięcie przycisku Wybór narzędzia spowoduje wyświetlenie
okna dialogowego Wywołanie narzędzia do obróbki – rysunek 4.18. Jeżeli w oknie
tym, przy nieokreślonym materiale obrabianym, naciśniemy przycisk Katalog, wów-
czas zostanie wyświetlone kolejne okno wyboru Materiał obrabiany (rysunek 4.19).
W oknie tym należy wybrać materiał 30A i nacisnąć przycisk Wybierz, co spowoduje
dopisanie odpowiedniej instrukcji w programie źródłowym i wyświetlenie okna Wywo-
łanie narzędzia do obróbki w pełnej postaci pokazanej na rysunku 4.20.
Przed otworzeniem okna dialogowego Wywołanie narzędzia do obróbki nasz przedmiot
obrabiany powinien wyglądać tak, jak to przedstawiono na rysunku 4.18. Jeśli tak nie jest nale-
ży prześledzić wykonane do tej pory etapy ćwiczenia i wyeliminować popełnione błędy. Nato-
miast poniżej, na rysunku 4.17, przedstawiony jest opis głównego menu części technologicznej
programu.
Rys. 4.18
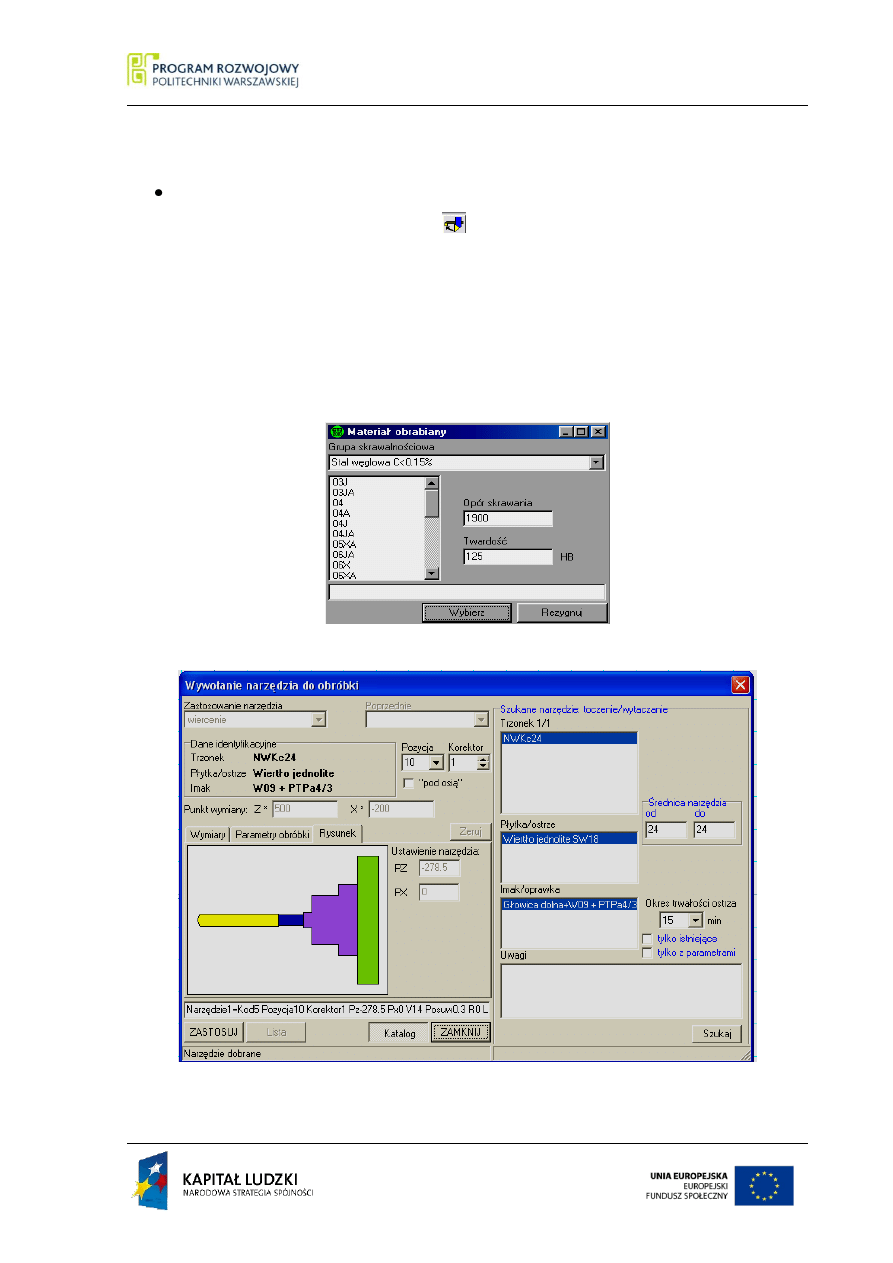
PODSTAWY TECHNIK WYTWARZANIA I 93
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
4.9. Proces wiercenia
Po wyborze materiału obrabianego w oknie Wywołanie narzędzia do obróbki (Rys.
4.20), które otwieramy przyciskiem
z menu głównego (rys. 4.17), wybieramy po-
zycje zgodnie z poniższymi zaleceniami:
- Zastosowanie narzędzia – wiercenie
- Trzonek – NWKc24
Po uaktywnieniu przycisku Zastosuj naciskamy na niego zatwierdzając w ten
sposób wprowadzone narzędzie.
Rys. 4.19
Rys. 4.20
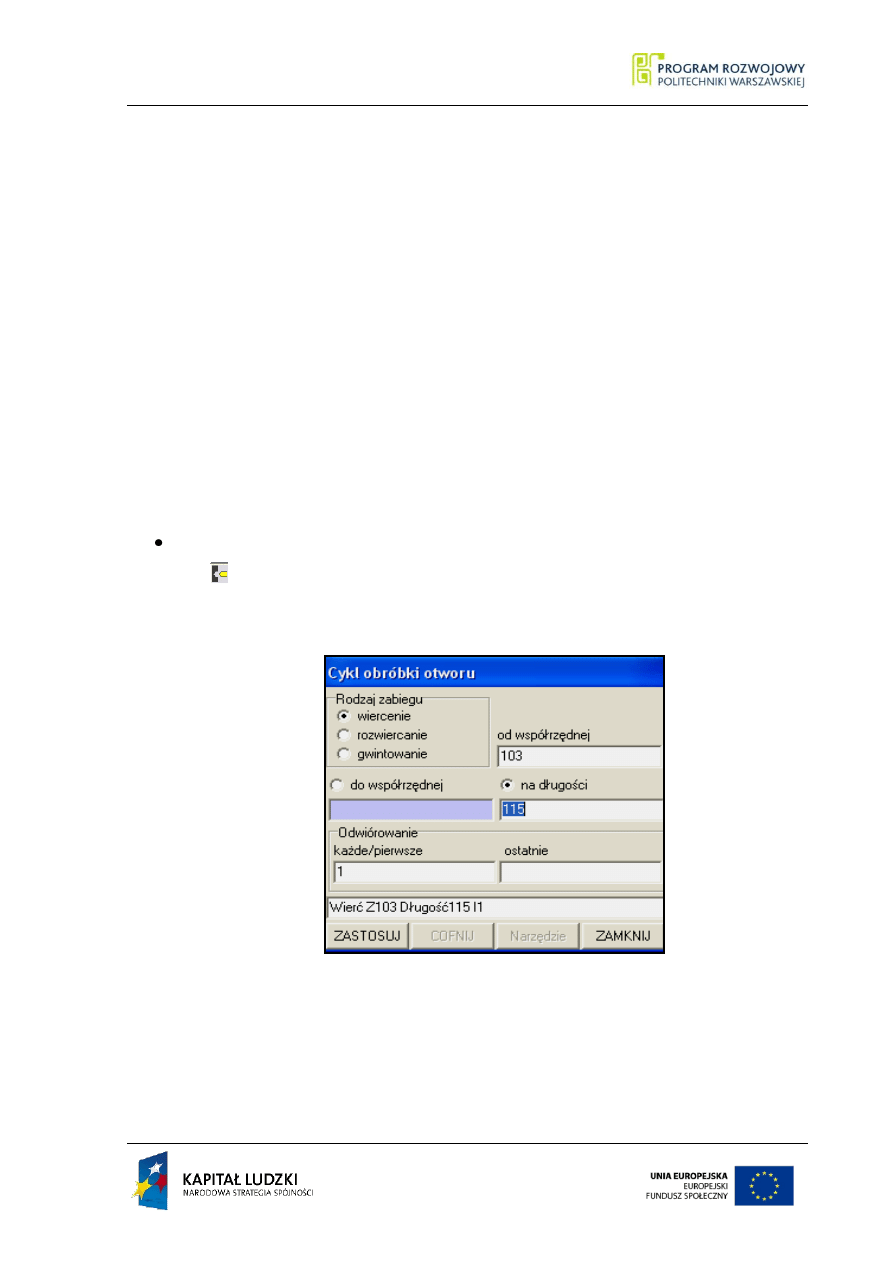
94 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Postać instrukcji:
Narzędzie1=Kod5 Pozycja10 Korektor1 Pz-278.5 Px0 V14 Posuw0.3 R0
Lgp Diam24 T15 ' NWKc24 & Wiertło jednolite & W09 + PTPa4/3 & U2
Zastosowano tu proces wiercenia jednym narzędziem, prawidłowo należy zastosować
wiercenie i rozwiercanie otworu.
W oknie Wywołanie narzędzia do obróbki występują jeszcze okna Płytka/ostrze i
Imak/oprawka. W przypadku m.in. wierteł nie ma konieczności wyboru propozycji z uwagi
na pojedyncze wpisy. Dla innych narzędzi może taka konieczność zachodzić. Zmiany wyboru
w oknie
Płytka/ostrze powodują zmianę wymiarów narzędzia, zaś zmiany w oknie
Imak/oprawka zmianę kształtu imaka. Istotne są również parametry Ustawienia narzędzia
(PX i PZ).
W celu uaktywnienia zabiegu wiercenia otworu z menu podręcznego wybieramy przy-
cisk
i w oknie dialogowym Cykl obróbki otworu wprowadzamy wartości zgodnie z
rysunkiem technicznym naszego detalu (Rys.4.21).
Rys. 4.21
Postać instrukcji:
Wierć Z103 Długość115 I1
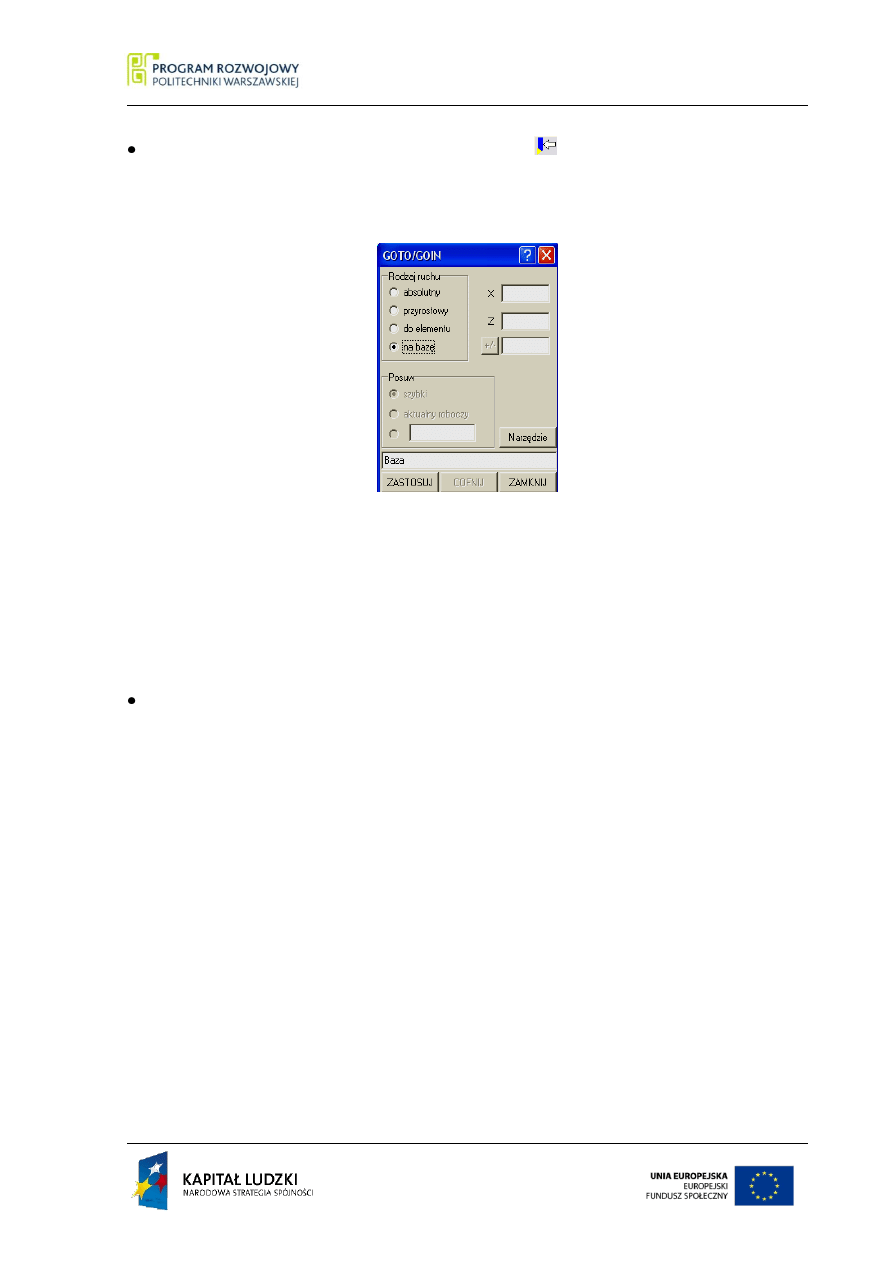
PODSTAWY TECHNIK WYTWARZANIA I 95
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Wybieramy teraz z menu przesuwanie narzędzia:
i w oknie ustawiamy parametry w
oknie dialogowym GOTO/GOTOIN zgodnie z rysunkiem 4.22. Instrukcja ta spowoduje
szybki powrót narzędzia do punktu wymiany narzędzi.
Rys. 4.22
Postać instrukcji:
Baza
4.10.
Planowanie czoła
Podobnie jak w punkcie 4.9 otwieramy okno Wywołanie narzędzia do obróbki i
wybieramy pozycje zgodnie z poniższymi zaleceniami:
- Zastosowanie narzędzia – toczenie/wytaczanie
- Trzonek – SVJBR 2525M16
- Płytka/ostrze – VBMT 160412-MF
i zatwierdzamy narzędzie przyciskiem Zastosuj.
Postać instrukcji:
Narzędzie2=Kod1 Pozycja20 Korektor1 Pz-215 Px8 V209 Posuw0.68 M4
Warstwa8 Katp38 Af3 R1.2 Ldp T15 ' SVJBR 2525M16 & VBMT 160412-
MF & N01 & U2
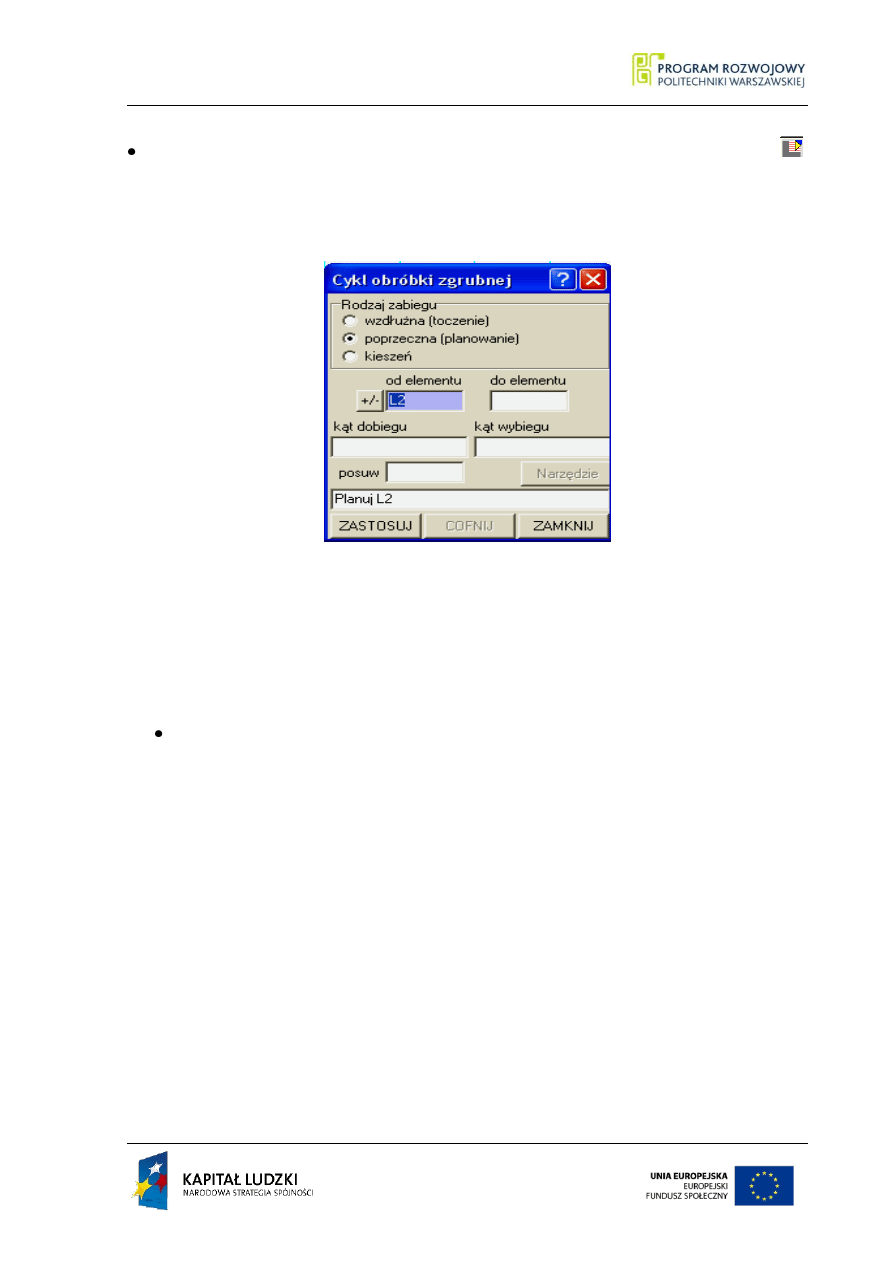
96 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
W celu uaktywnienia zabiegu planowania z menu podręcznego wybieramy przycisk
i w oknie dialogowym Cykl obróbki zgrubnej wprowadzamy wartości zgodnie z po-
niższym oknem dialogowym widocznym na rysunku 4.23.
Rys. 4.23
Postać instrukcji:
Planuj -L2
4.11.
Toczenie zgrubne średnicy ø60
W oknie Wywołanie narzędzia do obróbki, wybieramy pozycje zgodnie z poniższymi
zaleceniami:
- Zastosowanie narzędzia – toczenie/wytaczanie
- Trzonek – SVJBL 2525M16
- Płytka/ostrze - VBMT 160412-MF
- Imak – Imak głowicy
Po uaktywnieniu przycisku Zastosuj naciskamy na niego zatwierdzając w ten
sposób wprowadzone narzędzie (Rys. 2.25).
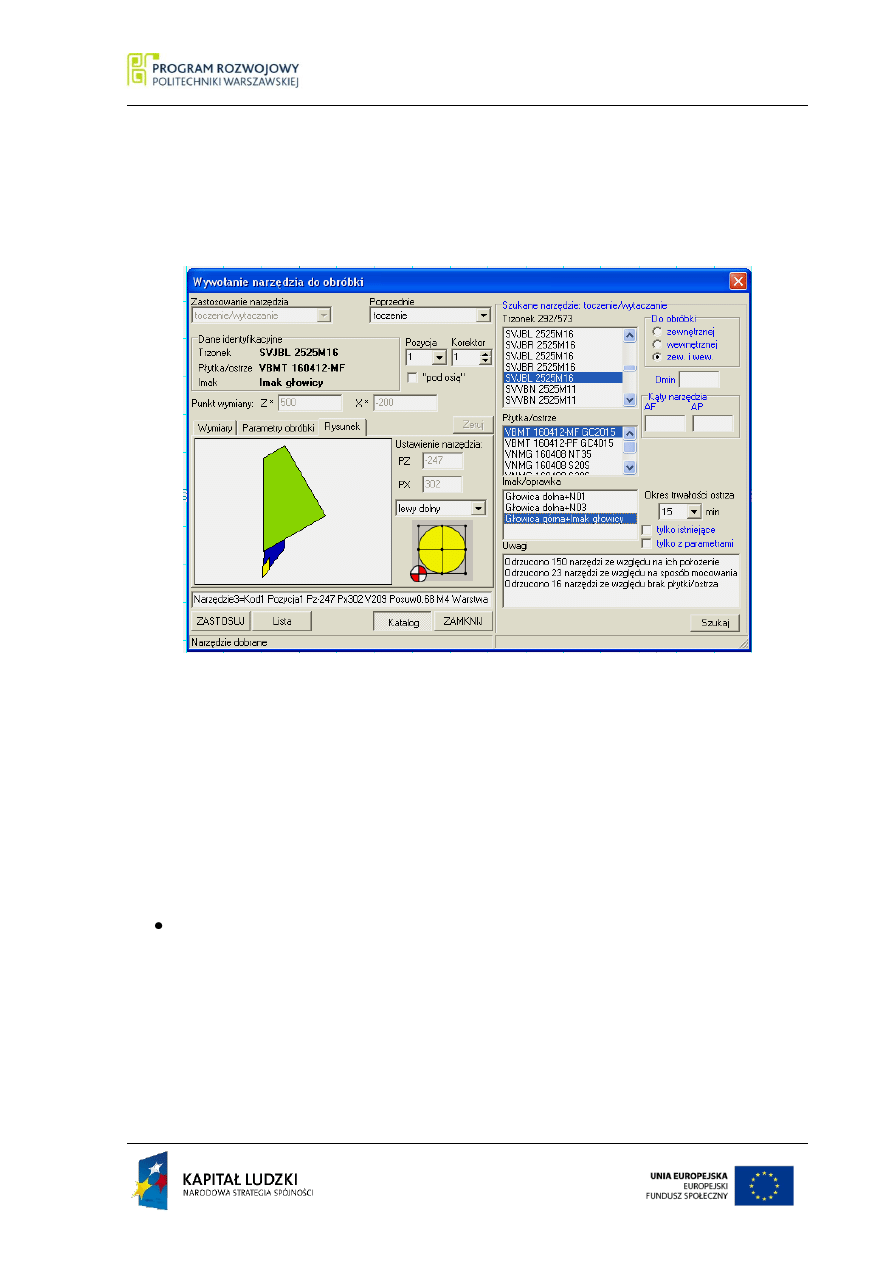
PODSTAWY TECHNIK WYTWARZANIA I 97
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.24
Postać instrukcji:
Narzędzie3=Kod1 Pozycja1 Pz-247 Px302 V209 Posuw0.68 M4 War-
stwa8 Katp52 Af87 R1.2 Ldp T15 ' SVJBL 2525M16 & VBMT 160412-
MF & Imak
głowicy & U3
Podobnie jak w przypadku planowania otwieramy okno dialogowe Cykl obróbki
zgrubnej i zaznaczamy pozycję: wzdłużna/toczenie. Obszar usuwanego materiału
ograniczamy liniami L3 i L5 i wciskamy przycisk Zastosuj.
Postać instrukcji:
Tocz L3 L5
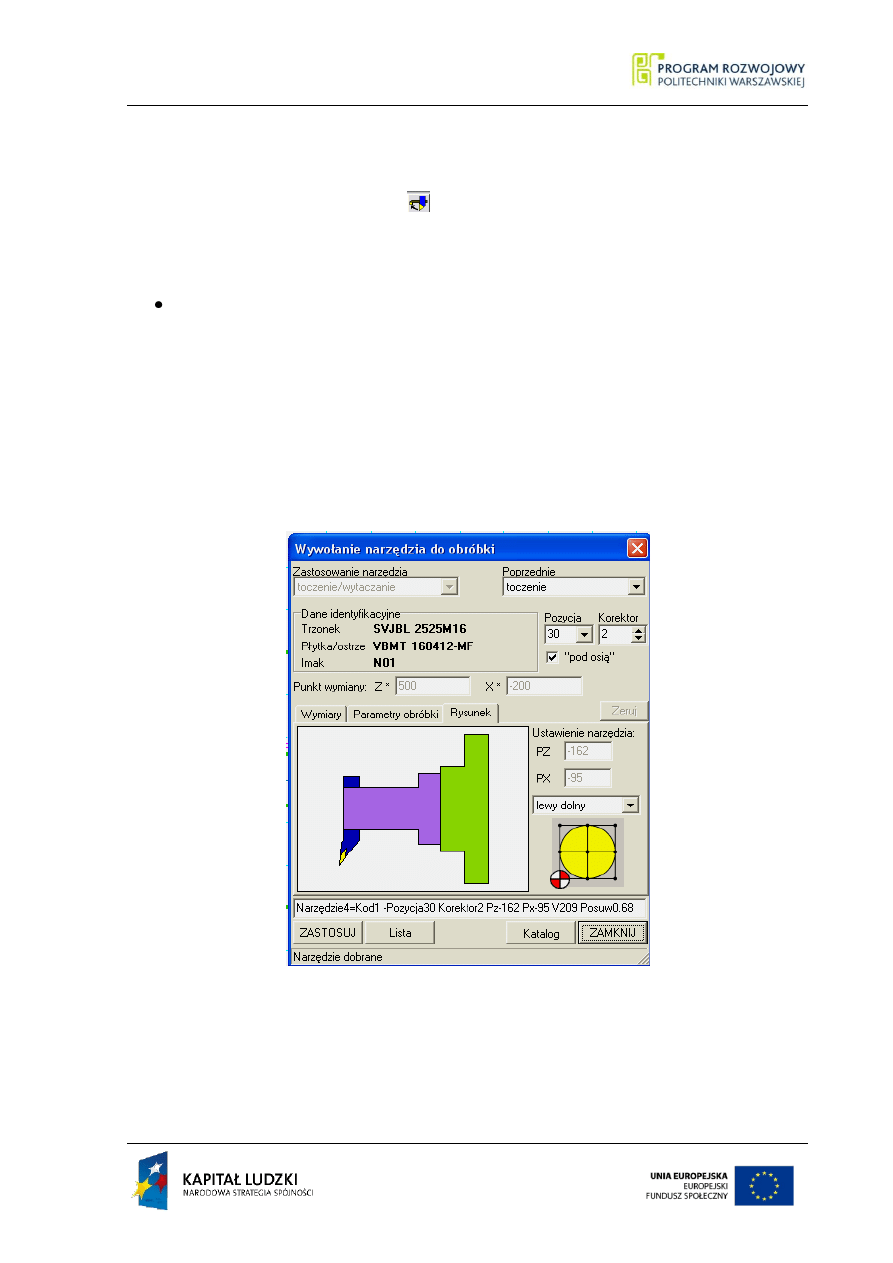
98 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
4.12.
Toczenie dokładne elementów o chropowatości Ra2.5
Ponownie wybieramy przycisk
w menu by dobrać narzędzie do obróbki wykańcza-
jącej. W oknie dialogowym Wywołanie narzędzia do obróbki (Rys. 4.25) wybieramy pozycję
toczenie/wytaczanie oraz po otworzeniu zakładki Parametry obróbki wpisujemy w
polu Ra wartość chropowatości równą 2.5 i wciskamy przycisk Dobierz. Przechodzi-
my do zakładki Rysunek i wybieramy narzędzie o poniższych parametrach:
- Zastosowanie narzędzia – toczenie/wytaczanie
- Trzonek – SVJBL 2525M16
- Płytka/ostrze - VBMT 160412-MF
- Imak – Imak głowicy
Rys. 4.25
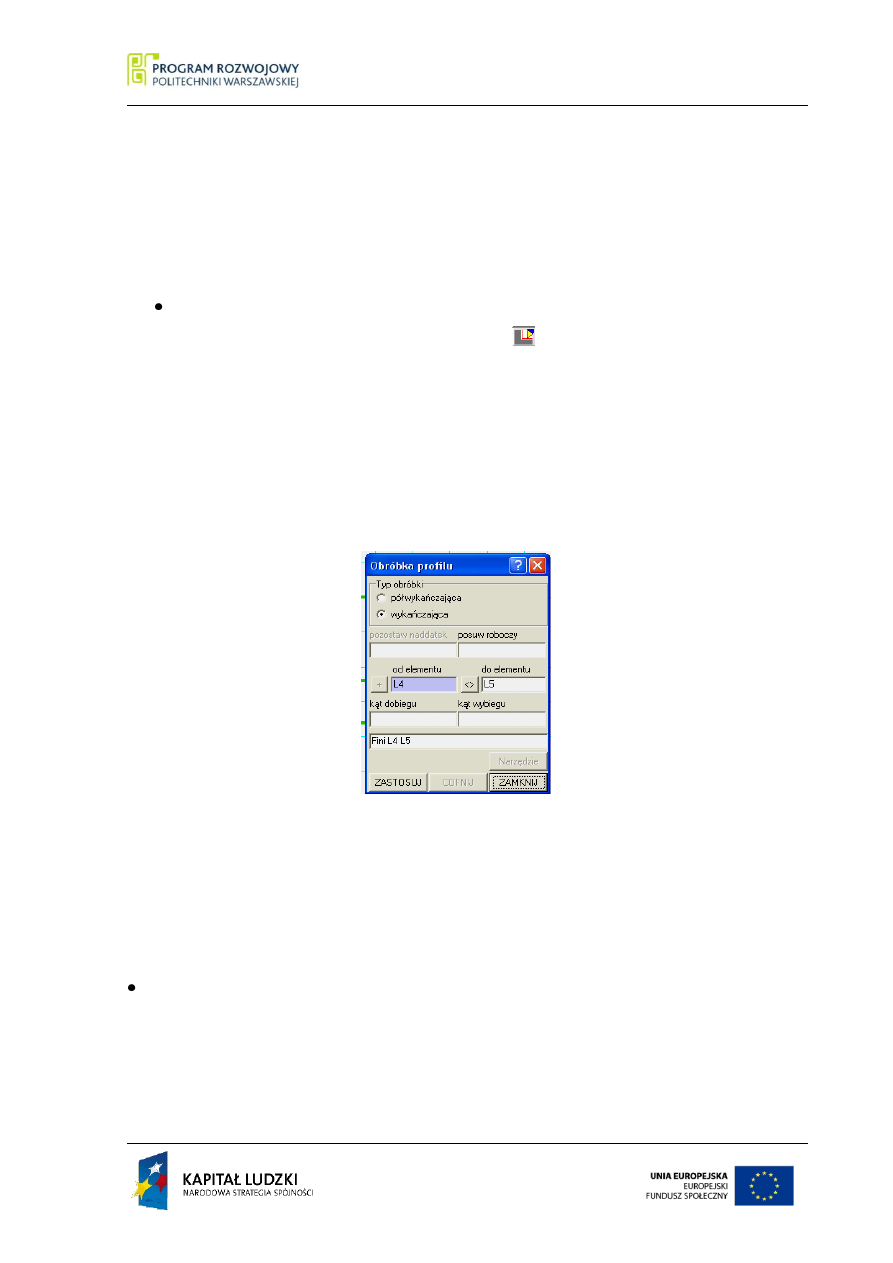
PODSTAWY TECHNIK WYTWARZANIA I 99
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Postać instrukcji:
Narzędzie4=Kod1 Pozycja30 Korektor2 Pz-162 Px-95 V209 Posuw0.15
M4 Warstwa8 Katp52 Af87 R1.2 Ldp T15 ' SVJBL 2525M16 & VBMT
160412-MF & N01 & U3
Zabieg obróbki wykańczającej deklarujemy za pomocą okna dialogowego Obróbka
profilu wywołanego po naciśnięciu przycisku
z paska menu podręcznego (Rys.
4.26). Do wyboru mamy dwa typy obróbki wykańczającej:
- obróbka półwykańczająca (COUNT) – pozostawia naddatek na obróbkę
wykańczającą;
- obróbka wykańczająca (FINI) – nie pozostawia naddatku.
Zaznaczamy pozycję drugą, czyli obróbkę wykańczającą i wpisujemy wartości
linii, na których występuje: L4, L5, po czym wciskamy przycisk Zastosuj.
Rys.4.26
Postać instrukcji:
FINI L4 L5
4.13. Obróbka kieszeni
Analogicznie dobieramy narzędzie do toczenia zgrubnego kieszeni. Po odpowiednim
wyborze narzędzia kształtowego (ze względu na zaokrąglenia o promieniu 5 mm) jego pa-
rametry powinny być takie, jak poniżej:
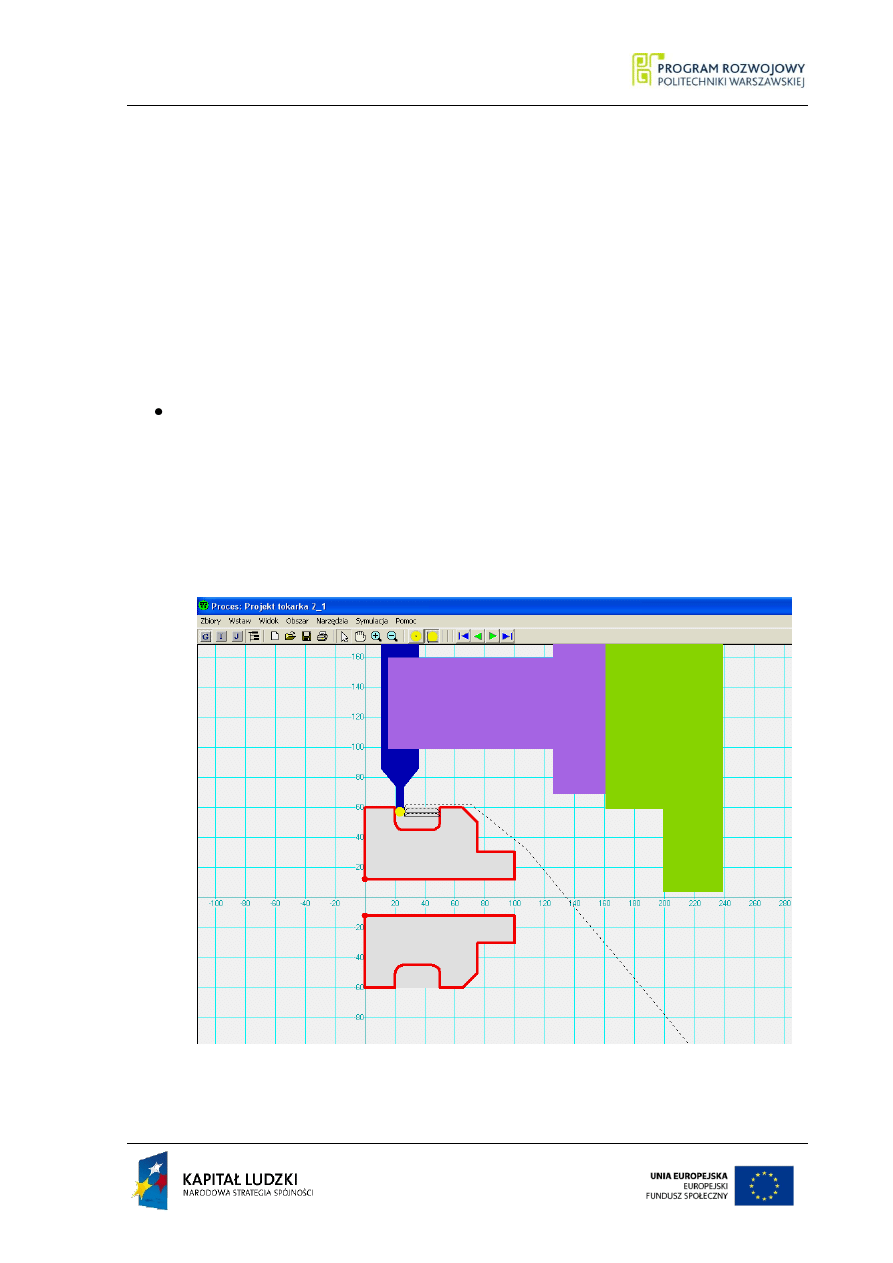
100 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
- Zastosowanie narzędzia – toczenie/wytaczanie
- Trzonek – CRDCN 3225P 06-A
- Płytka/ostrze - RCMT 0602 M0
Postać instrukcji:
Narzędzie5=Kod1 Pozycja40 Korektor2 Pz-134.4 Px-75 V205 Po-
suw1.07 M4 Warstwa3.4 Katp90 Af90 R3 Pdp T15 ' CRDCN 3225P 06-A
& RCMT 0602 M0 & N03 & U3
Kieszeń jest specyficznym obszarem obróbczym z powodu na ograniczony dostęp. Kie-
szeń wykonujemy za pomocą używanego już wcześniej okienka dialogowego Cykl ob-
róbki zgrubnej (Rys. 4.21), lecz z zaznaczonym Rodzajem zabiegu na kieszeń. W
dalszych ustawieniach podajemy elementy, które ją tworzą. W naszym przypadku będą
to linie L9 i L7. Widok kieszeni w czasie obróbki przedstawiono na rysunku 4.27.
Rys. 4.27
PODSTAWY TECHNIK WYTWARZANIA I 101
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Postać instrukcji:
Kieszeń L9 L7
4.14. Nacinanie gwintu
Ponownie korzystamy ze znanego nam już przycisku
i dobieramy odpowiednie na-
rzędzie by wykonać gwint na naszym detalu. Należy przy tym zwrócić uwagę na kształt narzę-
dzia by nie dopuścić do kolizji z przedmiotem obrabianym, podanie odpowiedniego skoku
gwintu oraz prędkości skrawania (zakładka Parametry obróbki).
Postać instrukcji:
Narzędzie6=Kod3 Pozycja2 Pz-228 Px304 V160 Posuw1.5 M4 R0 Sdp
K90 Metr T15 ' NNPc2516-G & NNPa1610-
G & Imak głowicy & U3
Używając przycisku
z menu podręcznego wywołujemy okno dialogowe Nacinanie
gwintu (Rys. 4.28a i Rys. 4.28b), w którym musimy podać prawidłowe współrzędne po-
czątku gwintu, liczbę przejść roboczych i wykańczających. W tym przypadku skorzystamy
z symetrycznego usuwania naddatku materiału oraz gwint zakończymy rowkiem o szero-
kości 3 mm.
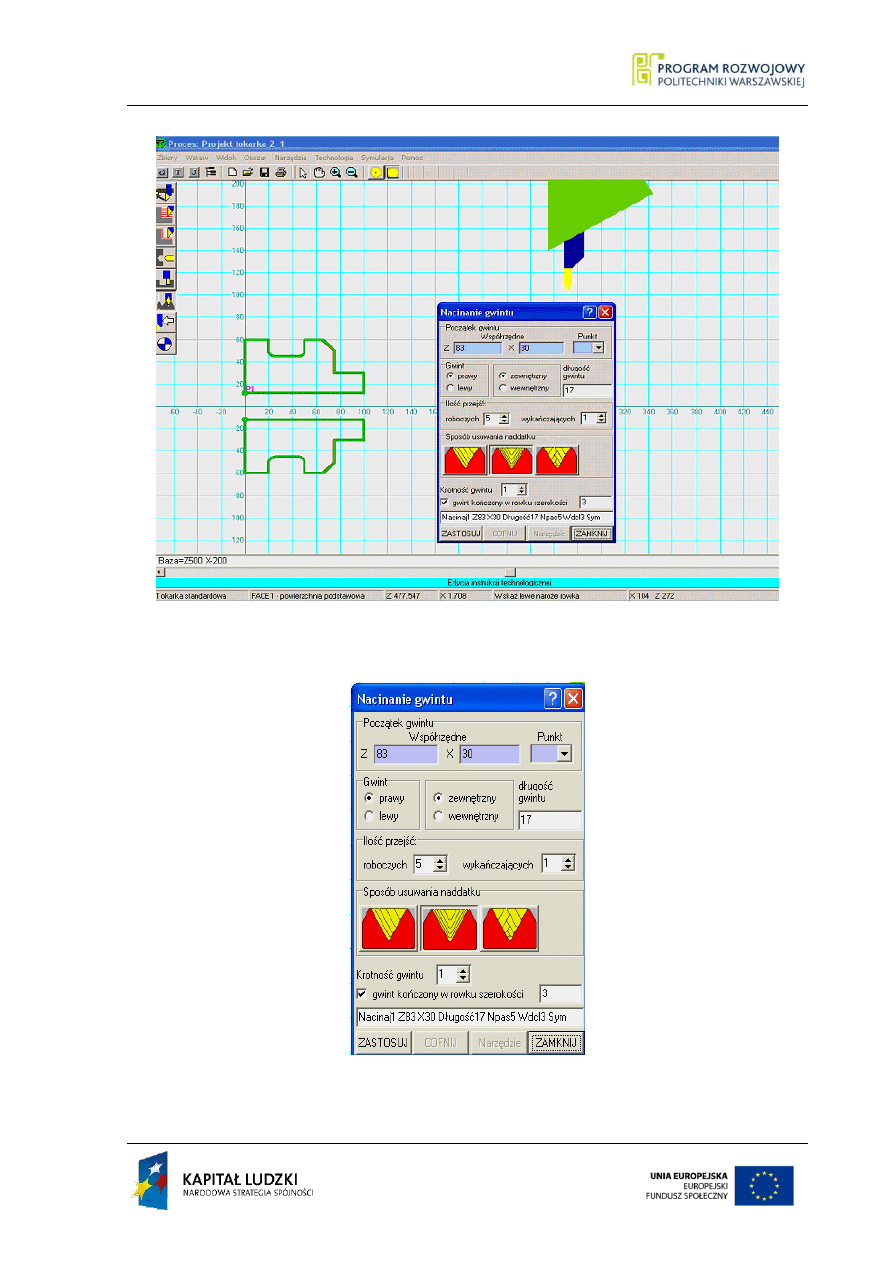
102 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.28a
Rys. 4.28b
PODSTAWY TECHNIK WYTWARZANIA I 103
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Postać instrukcji:
Nacinaj1 Z83 X30 Długość17 Npas5 Wdcl3 Sym
Po wykonaniu instrukcji nacinania gwintu nasz detal jest już gotowy. Teraz pozostaje
nam tylko odcięcie detalu przy wrzecionie tokarki. Dla pewności prawidłowego wykonania
elementu możemy uruchomić symulację z menu głównego, wybierając następnie pozycję Uby-
tek materiału bądź bezpośrednio wciskając przycisk F11 na klawiaturze (rys. 4.29a,b). Mo-
żemy również obejrzeć nasz detal w widoku 3D, który otwieramy wciskając w menu głównym
Widok – Widok 3D lub używając klawiszy CTRL+ W (rys. 4.30).
Rys. 4.29a
104 Podstawy Technik Wytwarzania I
CAM w mechatronice
Podstawy Technik Wytwarzania I
projektowanie
Rys. 4.29b
Rys. 4.30
Wyszukiwarka
Podobne podstrony:
Gronostajski,podstawy i techniki wytwarzania II,procesy kucia wyciskania i walcowania
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
Gronostajski,podstawy i techniki wytwarzania II,Metody walcowania
Gronostajski,podstawy i techniki wytwarzania II,metody spawania
Pytania na zaliczenie Podstaw Technik Wytwarzania , Pytania na zaliczenie Podstaw Technik Wytwarzani
Gronostajski,podstawy i techniki wytwarzania II,Metody diagnostyki maszyn
Gronostajski,podstawy i techniki wytwarzania II,Powłoki ochronne na ostrza narzędzi skrawającychx
PTW2tabelka, [PODSTAWY TECHNIK WYTWARZANIA
07 Stosowanie podstawowych technik wytwarzania części
cichosz,procesy i techniki wytwarzania II,Procesy obróbki ubytkowej
materialy dydaktyczne, PTW2wykaz Šwicz, [PODSTAWY TECHNIK WYTWARZANIA
Gronostajski,podstawy i techniki wytwarzania II, elementy wchodzące w skład oprzyrządowania odlewnic
Podstawy technik wytwarzania
cichosz,podstawy technik wytwarzania, Spawanie gazowe
Gronostajski,podstawy i techniki wytwarzania II,lutowanie miękkie i lutowanie twarde
Gronostajski,podstawy i techniki wytwarzania II,, Metody otrzymywania aluminium
TEST PODSTAWY TECHNIK WYTWARZANIA
Gronostajski,podstawy i techniki wytwarzania II, Materiały stosowane do wytwarzania form odlewniczyc
więcej podobnych podstron