Nazwa kwalifikacji: Projektowanie i programowanie urządzeĔ i systemów mechatronicznych
Oznaczenie kwalifikacji: E.19
Numer zadania: 01
Instrukcja dla zdającego
1. Na pierwszej stronie arkusza egzaminacyjnego wpisz w oznaczonym miejscu swój numer PESEL
i naklej naklejkĊ z numerem PESEL i z kodem oĞrodka.
2. Na KARCIE OCENY w oznaczonym miejscu przyklej naklejkĊ z numerem PESEL oraz wpisz:
–
swój numer PESEL*,
–
symbol cyfrowy zawodu,
–
oznaczenie kwalifikacji,
–
numer zadania,
–
numer stanowiska.
3. KARTĉ OCENY przekaĪ zespoáowi nadzorującemu czĊĞü praktyczną egzaminu.
4. SprawdĨ, czy arkusz egzaminacyjny zawiera 9 stron i nie zawiera báĊdów. Ewentualny brak stron
lub inne usterki zgáoĞ przez podniesienie rĊki przewodniczącemu zespoáu nadzorującego czĊĞü
praktyczną egzaminu.
5. Zapoznaj siĊ z treĞcią zadania oraz stanowiskiem egzaminacyjnym. Masz na to 10 minut. Czas ten nie
jest wliczany do czasu trwania egzaminu.
6. Czas rozpoczĊcia i zakoĔczenia pracy zapisze w widocznym miejscu przewodniczący zespoáu
nadzorującego.
7. Wykonaj samodzielnie zadanie egzaminacyjne. Przestrzegaj zasad bezpieczeĔstwa i organizacji pracy.
8. JeĪeli w zadaniu egzaminacyjnym wystĊpuje polecenie „zgáoĞ gotowoĞü do oceny przez podniesienie
rĊki”, to zastosuj siĊ do polecenia i poczekaj na decyzjĊ przewodniczącego zespoáu nadzorującego.
9. Po zakoĔczeniu wykonania zadania pozostaw rezultaty oraz arkusz egzaminacyjny na swoim
stanowisku lub w miejscu wskazanym przez przewodniczącego zespoáu nadzorującego.
10. Po uzyskaniu zgody zespoáu nadzorującego moĪesz opuĞciü salĊ/miejsce przeprowadzania egzaminu.
Powodzenia!
* w przypadku braku numeru PESEL – seria i numer paszportu lub innego dokumentu potwierdzającego toĪsamoĞü
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE
Rok 2014
CZĉĝû PRAKTYCZNA
E.19-01-14.05
Czas trwania egzaminu:180 minut
Uk
áad graficzny
© CKE 2013
Numer PESEL zdającego*
Wypeánia zdający
Arkusz zawiera informacje prawnie chronione
do momentu rozpoczĊcia egzaminu
Miejsce na naklejkĊ
z numerem PESEL i z kodem
oĞrodka

Zadanie egzaminacyjne
W przedsiĊbiorstwie przetwórczym, elementem ciągáej linii produkcyjnej jest urządzenie do sortowania
detali. W celu zwiĊkszenia efektywnoĞci linii naleĪy zmodernizowaü mechanizm sterowniczy urządzenia
do sortowania poprzez dodanie dodatkowej pĊtli sterowania prĊdkoĞcią ruchu przenoĞników taĞmowych.
Twoim zadaniem jest:
1. sporządzenie w jĊzyku SFC (Grafcet) algorytmu procesu sortowania aktualnie dziaáającego
urządzenia,
2. wypeánienie tabeli przyporządkowania,
3. napisanie programu sterującego urządzeniem sortującym, przesáanie programu do sterownika,
przetestowanie programu na modelu mechanizmu sterowniczego urządzenia oraz sformuáowanie
wniosków dotyczące jego poprawnoĞci,
4. opracowanie schematu blokowego obrazującego proces decyzyjny zmiany prĊdkoĞci ruchu
przenoĞników w zmodernizowanym urządzeniu do sortowania detali.
Zadanie wykonaj na przygotowanym stanowisku egzaminacyjnym wyposaĪonym w sterownik PLC
i komputer z zainstalowanym oprogramowaniem. Do symulacji stanu przycisków S1 i S2 oraz czujników
B1 i B2 wykorzystaj symulator stanów logicznych, podáączony do wejĞü cyfrowych sterownika
(przeáączniki sterownicze). Dziaáanie silników oraz cewek elektrozaworów sygnalizowane jest lampkami
sygnalizacyjnymi oznaczonymi odpowiednio M1, M2, Y1, Y2.
Wykonaj zrzut ekranu napisanego programu.
UWAGA:
Zrzut z ekranu umieĞü w dokumencie edytora tekstu (format A4 o orientacji pionowej). KaĪdą stronĊ
podpisz swoim numerem PESEL.
Plik dokumentu zapisz na pulpicie w folderze, którego nazwą jest Twój numer PESEL, folder skopiuj do
pamiĊci USB i poproĞ przewodniczącego ZNCP o wydrukowanie pliku.
Arkusz egzaminacyjny wraz dokumentem zawierającym zrzut z ekranu pozostaw na stanowisku
egzaminacyjnym.
Czas przeznaczony na wykonanie zadania wynosi 180 minut.
Ocenie podlegaü bĊdzie 5 rezultatów:
− algorytm procesu technologicznego,
− tabela przyporządkowania,
− program sterowniczy, sterujący aktualnie dziaáającym urządzeniem sortującym,
− wnioski dotyczące poprawnoĞci napisanego programu,
− schemat blokowy obrazujący proces decyzyjny zmian prĊdkoĞci ruchu przenoĞników.
Strona 2 z 9
Zaáącznik 1.
Dokumentacja techniczna urządzenia do sortowania detali
(fragmenty)
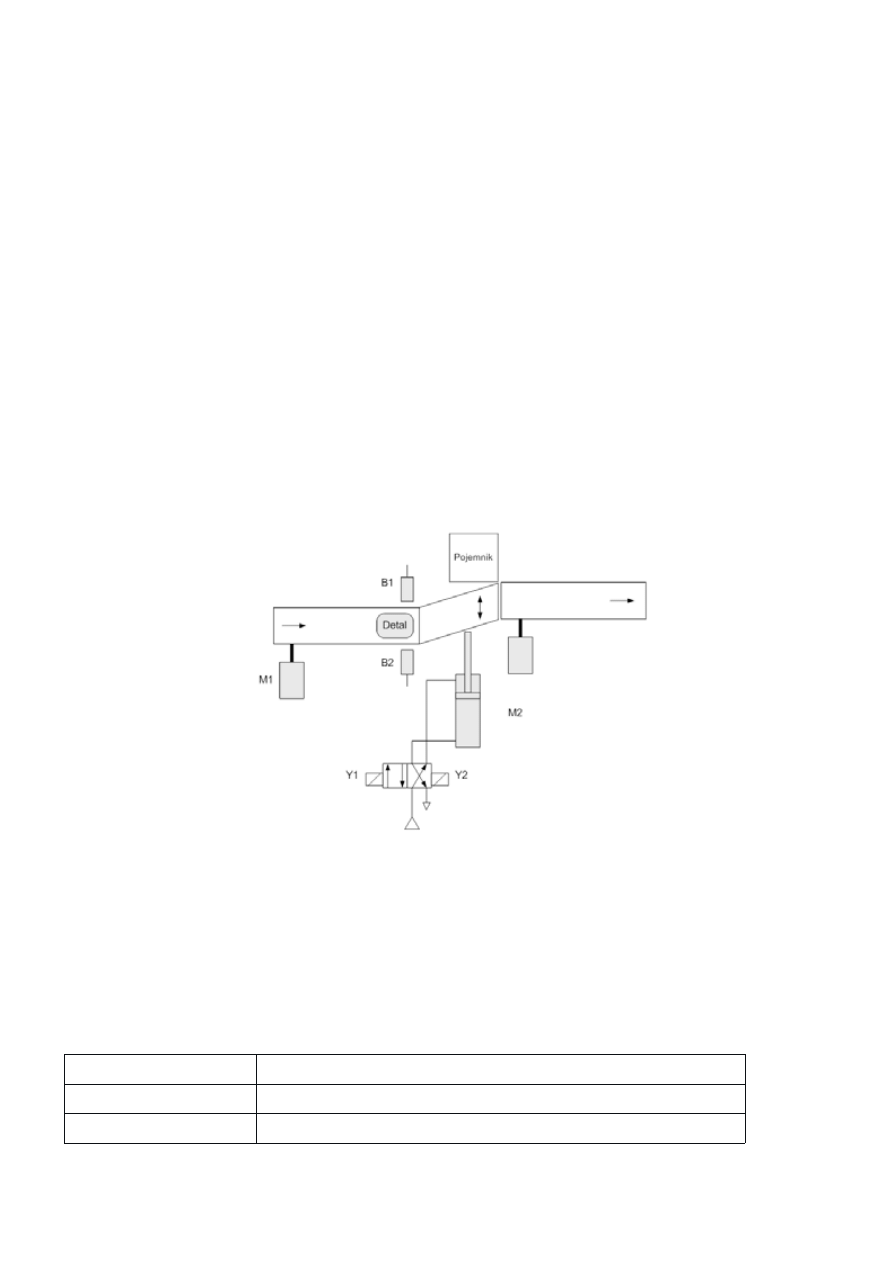
Urządzenie sortujące wáączane jest przyciskiem zwiernym S1 (przycisk NO z samoczynnym powrotem)
i wyáączane przyciskiem rozwiernym S2 (przycisk NC z samoczynnym powrotem). PoáoĪenie zwrotnicy
urządzenia sortującego zmienia siĊ w zaleĪnoĞci od sygnaáów pochodzących z czujników B1 (styk zwierny
NO) i B2 (styk zwierny NO).
WciĞniĊcie przycisku S1 uruchamia urządzenie do sortowania detali. Wirniki silników M1 i M2 zaczynają
obracaü siĊ ze staáymi prĊdkoĞciami. W przypadku wykrycia dowolnego detalu zadziaáa czujnik
B2 – pojemnoĞciowy. Mechanizm sterowniczy urządzenia do sortowania ustawia táoczysko siáownika tak,
aby detale metalowe byáy skierowane do pojemnika (táoczysko wysuniĊte – aktywny dodatkowo czujnik
B1), a detale z tworzywa sztucznego na przenoĞnik taĞmowy napĊdzany silnikiem elektrycznym
M2 (táoczysko wsuniĊte – aktywny tylko czujnik B2).
Po wciĞniĊciu przycisku S2 silniki napĊdzające przenoĞniki taĞmowe wyáączają siĊ, a táoczysko siáownika
zatrzymuje siĊ w pozycji wsuniĊtej.
Ponowne uruchomienie urządzenia nastĊpuje po naciĞniĊciu przycisku S1.
Urządzenie do sortowania detali
Modernizacja urządzenia do sortowania detali
W celu poprawy jakoĞci funkcjonowania linii produkcyjnej rozwaĪana jest koncepcja dodania,
w mechanizmie sterowniczym urządzenia, pĊtli sterowania prĊdkoĞcią obrotową silników M1 i M2. Jako
element pomiarowy proponuje siĊ zastosowanie analizatora jakoĞci funkcjonowania linii produkcyjnej
o jednym wyjĞciu cyfrowym. (Tabela 1.).
Tabela 1. Wykaz stanów wyjĞcia analizatora jakoĞci
A – wyjƑcie analizatora
Stan jakoƑci funkcjonowania linii produkcyjnej
0 WartoƑđ wskaǍnika jakoƑci funkcjonowania linii zmniejszyųa siħ
1 WartoƑđ wskaǍnika jakoƑci funkcjonowania linii zwiħkszyųa siħ
Strona 3 z 9
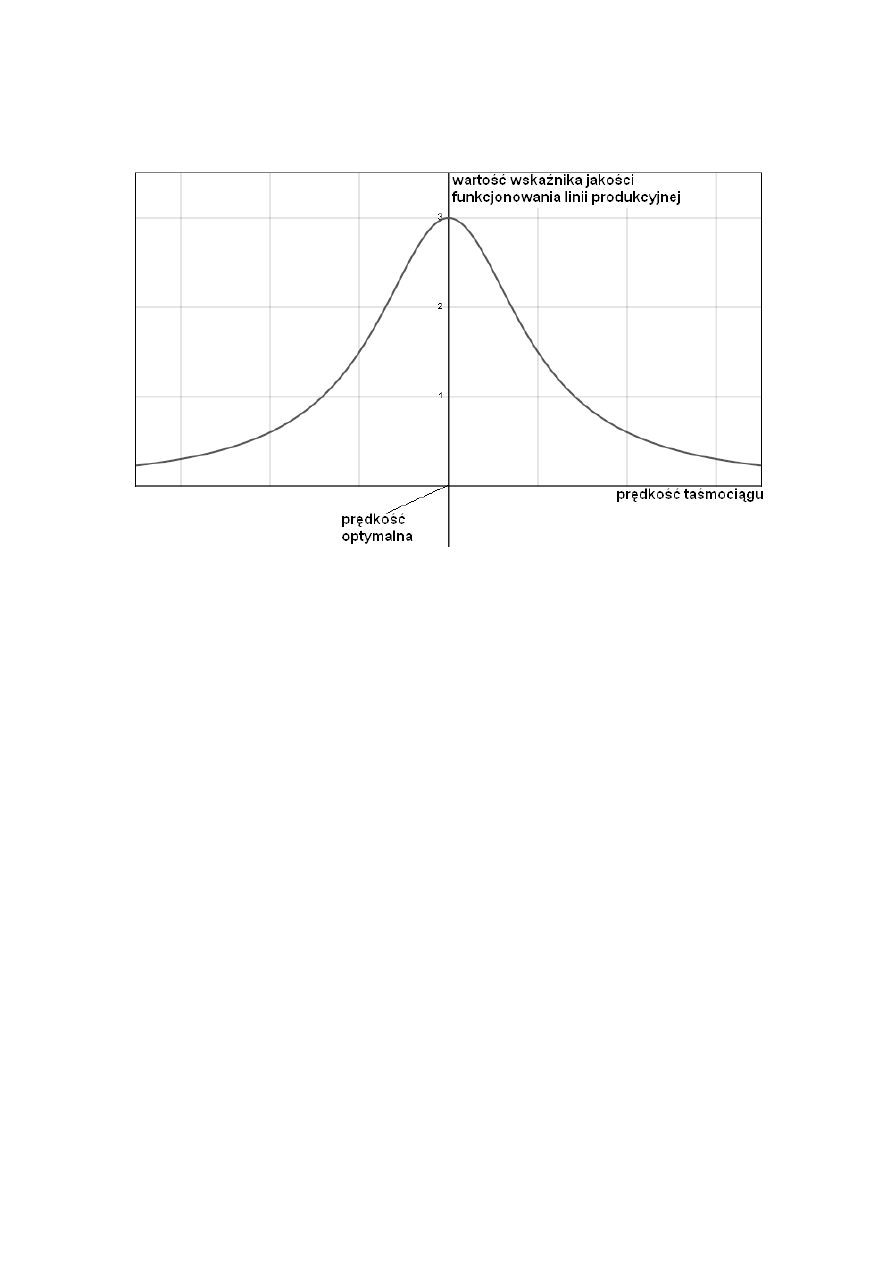
Jak wykazaáy wstĊpne badania, jakoĞü funkcjonowania linii produkcyjnej zaleĪy, miedzy innymi, od
prĊdkoĞci obrotowej silników M1 i M2 i jest funkcją z jednym maksimum, którego poáoĪenia na osi
odciĊtych zmienia siĊ w zaleĪnoĞci od wielu czynników traktowanych jako zakáócenia (Rys. 1.).
Rys. 1. WartoĞü wskaĨnika jakoĞci funkcjonowania linii produkcyjnej
w zaleĪnoĞci od prĊdkoĞci taĞmociągu.
Zadaniem mechanizmu sterowniczego jest taka zmiana prĊdkoĞci taĞmociągu (silników M1 i M2), aby
maksymalizowaü jakoĞü funkcjonowania linii. NaleĪy podkreĞliü, Īe zmiana poáoĪenia na osi odciĊtych
maksimum wartoĞci wskaĨnika jakoĞci funkcjonowania linii produkcyjnej w stosunku do zmian prĊdkoĞci
taĞmociągu przez mechanizm sterowniczy jest procesem wolnozmiennym.
Wynik analizy funkcjonowania linii produkcyjnej odczytywany jest z wyjĞcia analizatora jakoĞci po
aktywacji czujnika B2 przez kaĪdy parzysty element umieszczony na przenoĞniku taĞmowym.
Do zmiany prĊdkoĞci silników wykorzystana jest przetwornica czĊstotliwoĞci Fal1 (Rys. 2.).
Uruchomienie silników M1 I M2 nastĊpuje poprzez odpowiednie wysterowanie wejĞcia FWD
przetwornicy.
Uwaga: po kaĪdym zaáączeniu silników, ich prĊdkoĞü ustawiana jest na 50% maksymalnej wartoĞci.
Strona 4 z 9
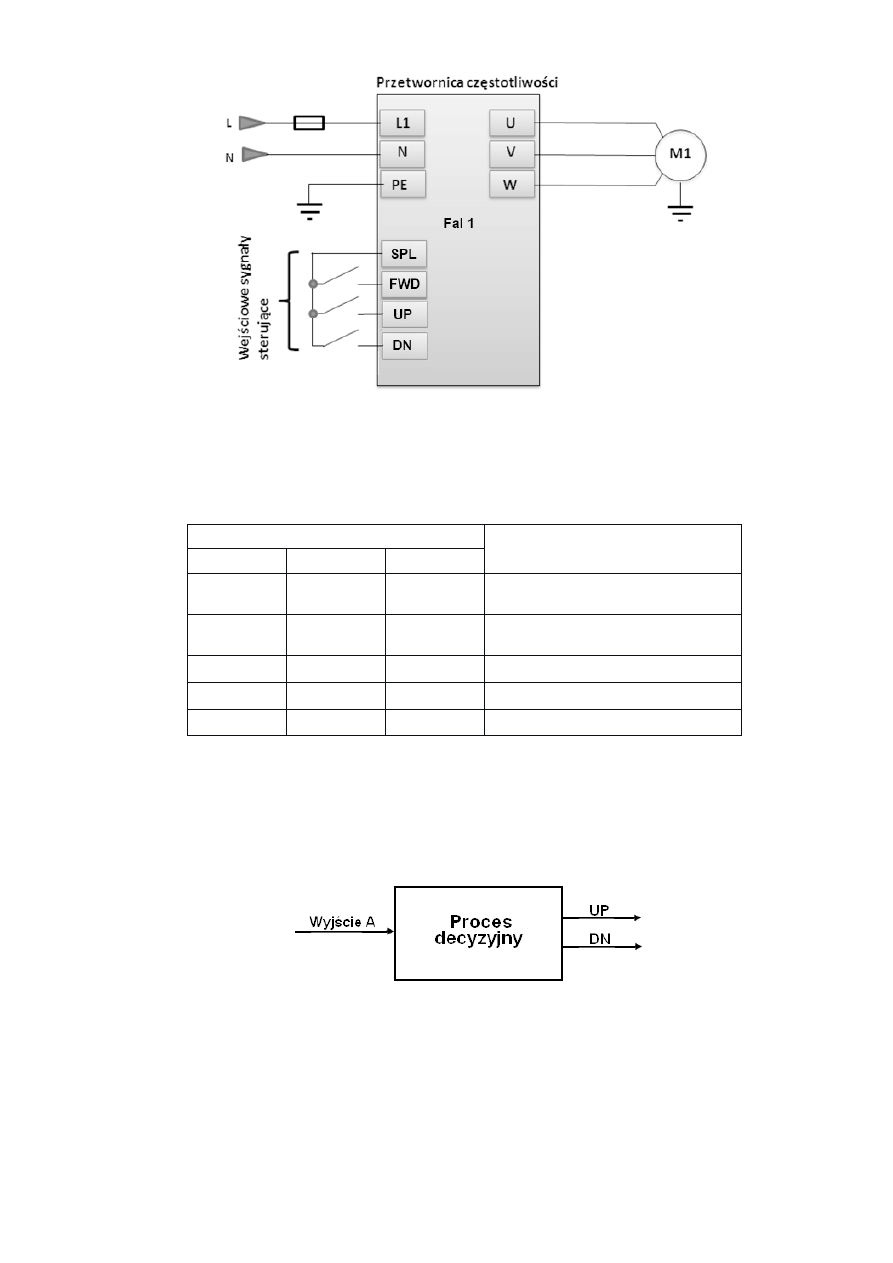
Rys. 2. Przetwornica czĊstotliwoĞci silnika M1 i M2
WejĞcie przetwornicy reaguje na zbocze sygnaáu (Tabela 2.). Zmiana prĊdkoĞci silnika M1 i M2 nastĊpuje
poprzez podanie na wejĞcia UP lub DN przetwornicy czĊstotliwoĞci sygnaáu wysokiego na czas 0,2 s.
Tabela 2. Wykaz stanów wejĞü przetwornicy czĊstotliwoĞci silników M1 i M2
Mechanizm sterowniczy zmienia prĊdkoĞü silników M1 i M2 krokowo co 2% wartoĞci maksymalnej.
Zadanie polega na opracowaniu, w jĊzyku schematów blokowych, procesu decyzyjnego (algorytmu)
obejmującego odczytywanie wyjĞü A analizatora i przetwarzanie na sygnaáy wejĞciowe UP i DN falownika
Fal1 w taki sposób, aby maksymalizowaü wartoĞü wskaĨnika jakoĞci funkcjonowania linii produkcyjnej.
WEJ_CIE
FUNKCJA
UP
DN
FWD
0
0
→ 1
1
Zmniejszenie prħdkoƑci obrotowej
silników
0
→ 1
0 1
Zwiħkszenie prħdkoƑci obrotowej
silników
0
0
1 PrħdkoƑđ obrotowa bez zmian
x x
1
→ 0
Zatrzymanie silników
x x
0
→ 1
Uruchomienie silników
Strona 5 z 9
Algorytm procesu sortowania
Strona 6 z 9
Tabela przyporządkowania
Wnioski dotyczące poprawnoĞci napisanego programu
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
..........................................................................................................................................................................
Typ sterownika ………………………………………………………….
IloƑđ wejƑđ cyfrowych ……………….
IloƑđ wyjƑđ cyfrowych ……………….
Lp.
Operand
absolutny
Operand
symboliczny
Opis
1.
S1
Przycisk zwierny NO
2.
S2
Przycisk rozwierny NC
3.
B1
Czujnik indukcyjny
4.
B2
Czujnik pojemnoƑciowy
5.
M1
Silnik elektryczny 24V DC
6.
M2
Silnik elektryczny 24V DC
7.
Y1
Cewka elektrozaworu 24V DC
8.
Y2
Cewka elektrozaworu 24V DC
Strona 7 z 9
Schemat blokowy (algorytm) procesu decyzyjnego zmiany prĊdkoĞci silników M1 i M2
Strona 8 z 9

Brudnopis
Strona 9 z 9
Wyszukiwarka
Podobne podstrony:
M 19 2014 05 01
m 19 2014 05 X k
M 19 2014 05 X
b 35 2014 05 01
z 13 2014 05 01
e 24 2014 05 01 praktyczny
e 14 2014 05 01
z 13 2014 05 01 ko
e 12 2014 05 01 ko
e 07 2014 05 01 praktyczny
e 13 2014 05 01 ko
e 12 2014 05 01
b 34 2014 05 01
e 13 2014 05 01
e 08 2014 05 01 praktyczny id 1 Nieznany
e 14 2014 05 01 ko
b 35 2014 05 01
więcej podobnych podstron