Zeszyty
Naukowe nr
705
Akademii Ekonomicznej w Krakowie
2006
Władysław Kędzior
Katedra Towaroznawstwa Żywności
Joanna Ptasińska
Katedra Towaroznawstwa Żywności
Opracowanie systemu HACCP
dla zakładu produkcji ciastkarskiej
1. Wprowadzenie
Spośród wielu czynników kształtujących jakość produktów spożywczych klu-
czowe znaczenie ma bezpieczeństwo zdrowotne, a podstawą wprowadzenia wyro-
bów na rynek jest spełnienie wymagań w tym zakresie. Podejmowanie wszelkich
działań mających na celu zapewnienie najwyższej jakości zdrowotnej konieczne
jest również nie tylko ze względów bezpieczeństwa, ale i marketingowych.
Zwiększająca się liczba zachorowań z przyczyn pokarmowych spowodowała, że
bezwzględnym warunkiem dopuszczenia żywności do obrotu jest brak zagrożeń
zdrowotnych. Jego spełnienie wymaga odmiennego podejścia do jakości i jej kontroli.
Nie wystarcza już końcowa kontrola gotowego wyrobu, ale należy zwracać uwagę na
wszystkie czynniki niosące potencjalne zagrożenie. Takie właśnie podejście stosuje
się w nowoczesnych systemach jakości, które zapobiegając powstawaniu zagrożeń
poprzez ścisłą kontrolę surowców, procesu technologicznego, otoczenia i personelu
produkcyjnego, pozwalają na wytwarzanie produktów gwarantowanej jakości. Jed-
nym z takich systemów jest HACCP – analiza zagrożeń i krytyczne punkty kon-
trolne – system, który daje konsumentowi maksymalną gwarancję bezpieczeństwa.
W Polsce wedle obowiązującej ustawy średnie i duże przedsiębiorstwa prze-
mysłu spożywczego od 1 stycznia 2004 r. mają obowiązek wdrożenia systemu
HACCP. Jest on opracowywany oddzielnie dla każdego produktu lub linii produk-
cyjnej. W pracy tej zaprezentowano projekt systemu HACCP dla linii produkcyjnej
babeczek śniadaniowych w zakładzie produkcji ciastkarskiej.
ZN_705_book.indb 17
1/16/08 1:54:38 PM
Władysław Kędzior, Joanna Ptasińska
18
2. Charakterystyka systemu HACCP
HACCP to skrót utworzony od angielskiej nazwy Hazard Analysis and Critical
Control Point, w dosłownym tłumaczeniu na język polski: analiza zagrożeń i kry-
tyczny punkt kontrolny. Jednakże ustawodawca w ustawie z 11 maja 2001 r. o wa-
runkach zdrowotnych żywności i żywienia przyjął nazwę „analiza zagrożeń i kry-
tyczne punkty kontroli”. Wynikać to może z faktu, że liczba pojedyncza w nazwie
sugerowałaby konieczność ustalenia tylko jednego punktu krytycznego. W przy-
padku systemu HACCP należy pamiętać, że błędnie przyjęta nazwa może pro-
wadzić do niewłaściwego rozumienia istoty systemu HACCP. W systemie tym
zakłada się, że potencjalne zagrożenia i nieprawidłowości zostaną zidentyfikowane
zawsze na czas, tak aby zminimalizować ryzyko zagrożenia. System ma na celu
rozpoznanie, ocenę, kontrolę oraz opanowanie wszelkich zagrożeń, jakie mogą
wystąpić w trakcie produkcji i dystrybucji żywności. Wyodrębnia się dzięki niemu
tzw. punkty krytyczne procesu produkcyjnego i wprowadza ich monitorowanie.
Podstawowym zadaniem tego systemu jest zapobieganie problemom, zanim one
wystąpią. Tradycyjny sposób badania produktów gotowych, polegający na wyryw-
kowym pobieraniu próbki z przypadkowej partii wyrobów, nie gwarantuje ich bez-
pieczeństwa, ponieważ prawdopodobieństwo wykrycia partii produktu, która może
spowodować szkodę na zdrowiu konsumenta, wynosi zaledwie kilka procent. Ogra-
niczenia tradycyjnej inspekcji jakości produktu gotowego wynikają także z nie-
doskonałości testów do wykrywania zagrożeń (m.in. ograniczonej selektywności,
czułości i powtarzalności) oraz niemożliwego do ustalenia rozmieszczenia zagro-
żenia w masie wyrobu i przypadkowego pojawiania się zagrożeń zdrowotnych
w partii wyrobu. System taki ogranicza się jedynie do zupełnie przypadkowego
wykrycia zagrożenia, bez jakiegokolwiek ingerowania w przyczyny jego wystą-
pienia, z wyjątkiem przypadków zbiorowych zatruć pokarmowych.
W systemie HACCP główny nacisk związany z nadzorem nad żywnością kła-
dzie się na przyczyny zagrożeń bezpośrednio w miejscu ich powstawania (a rów-
nież podczas magazynowania i transportu). Dzięki takiemu podejściu, przed
wyprodukowaniem wyrobu zapobiega się lub eliminuje zagrożenia zdrowotne
związane z surowcami, dodatkami i materiałami pomocniczymi, personelem,
maszynami i urządzeniami, a także procesem technologicznym. Dla pełnej sku-
teczności przetwórca musi zastosować system nie tylko do własnej produkcji
i operacji wyrobem na własnym terenie, ale również w stosunku do dostawcy
surowców oraz przechowywania gotowego wyrobu, jego dystrybucji, obrotu deta-
licznego i miejsca spożycia. Błędna jest więc powszechnie panująca opinia, że
system HACCP ma zastosowanie tylko w zakładach wytwarzających produkty spo-
żywcze. Specyfika systemu HACCP pozwala na to, że może on być wdrażany we
wszystkich zakładach związanych z przemysłem spożywczym, np. zarówno w fir-
ZN_705_book.indb 18
1/16/08 1:54:38 PM
Opracowanie systemu HCCP…
19
mach cateringowych czy produkujących opakowania do żywności, jak i w zakła-
dach żywienia zbiorowego, a nawet w gospodarstwie domowym [2, 3, 5, 7, 9].
System HACCP tworzy się w ramach programu bezpieczeństwa żywności dla
konkretnego przypadku zgodnie z ogólnymi zasadami podstawowymi. Zależ-
nie od warunków i potrzeb danego zakładu tworzenie systemu przebiega wie-
loetapowo jako logiczna sekwencja następujących po sobie kroków. Poszczególne
etapy najogólniej można zebrać w trzy grupy dotyczące opracowania programu
HACCP, wdrożenia systemu, weryfikacji i utrzymania systemu. Wdrożenie i reali-
zacja HACCP sprawia, że zapewnienie bezpieczeństwa żywności staje się częścią
codziennej działalności, a każdy pracownik przedsiębiorstwa nabiera przekonania,
iż wytwarzane produkty są zawsze bezpieczne.
Aby prawidłowo wprowadzić program bezpieczeństwa żywności, należy pod-
jąć szereg czynności. Przede wszystkim niezbędne jest pełne zaangażowanie kie-
rownictwa w działania mające na celu zapewnienie produktom standardów wyso-
kiej jakości, z uwzględnieniem bezpieczeństwa zdrowotnego. Kolejnym krokiem
jest opracowanie przez kierownictwo polityki bezpieczeństwa żywności. Musi być
ona odpowiednia do specyfiki działalności, zawierać zobowiązania do modyfikacji
i ciągłego doskonalenia, być zgodna z przepisami prawa oraz w pełni zrozumiała
i komunikowana wszystkim pracownikom firmy. Po ustaleniu polityki należy
zaplanować działalność, związaną zarówno z organizacją, jak i z produktem oraz
procesem. Planowanie organizacyjne obejmuje przygotowanie szczegółowego pro-
gramu bezpieczeństwa zawierającego m.in.: przydział odpowiedzialności i zaso-
bów oraz system komunikacji. Efektem planowania produktu i procesu powinny
być jednoznacznie zdefiniowane wymagania dotyczące bezpieczeństwa żywności,
określone w wyniku analizy: czynników wpływających na bezpieczeństwo oraz
możliwości technicznych. Powinny uwzględniać wymagania tak prawne, jak i han-
dlowe. Natomiast analizując możliwości techniczne trzeba wybiegać w przyszłość
i brać pod uwagę rozwój produktu, modernizację procesu produkcji itp.
Bezpośrednim etapem po planowaniu jest wdrożenie przygotowanego pro-
gramu. Wymaga ono zrozumienia całego cyklu produkcyjnego ze szczególnym
uwzględnieniem zachodzących interakcji produkt–proces, specyfikacji produktu
i procesu, monitoringu i weryfikacji procedur oraz sposobów postępowania
w przypadku wystąpienia niezgodności. Mając taką wiedzę można przeprowadzić
szczegółowe analizy w celu zidentyfikowania czynników wpływających na bezpie-
czeństwo zdrowotne żywności. Analiza ta ma priorytetowe znaczenie dla popraw-
ności systemu i powinna być poparta dogłębną wiedzą specjalistyczną. Należy
także wdrożyć odpowiednie pomiary kontrolne oraz dokumentację. Aby uzyskać
pewność, że wprowadzony program bezpieczeństwa spełnia wymagania i jest
efektywny, należy przeprowadzać regularne oceny za pomocą auditów. Pozwalają
one również na ciągłe doskonalenie programu i zapewnienie zgodności ze zmie-
niającymi się przepisami prawnymi [7, 10].
ZN_705_book.indb 19
1/16/08 1:54:38 PM
Władysław Kędzior, Joanna Ptasińska
20
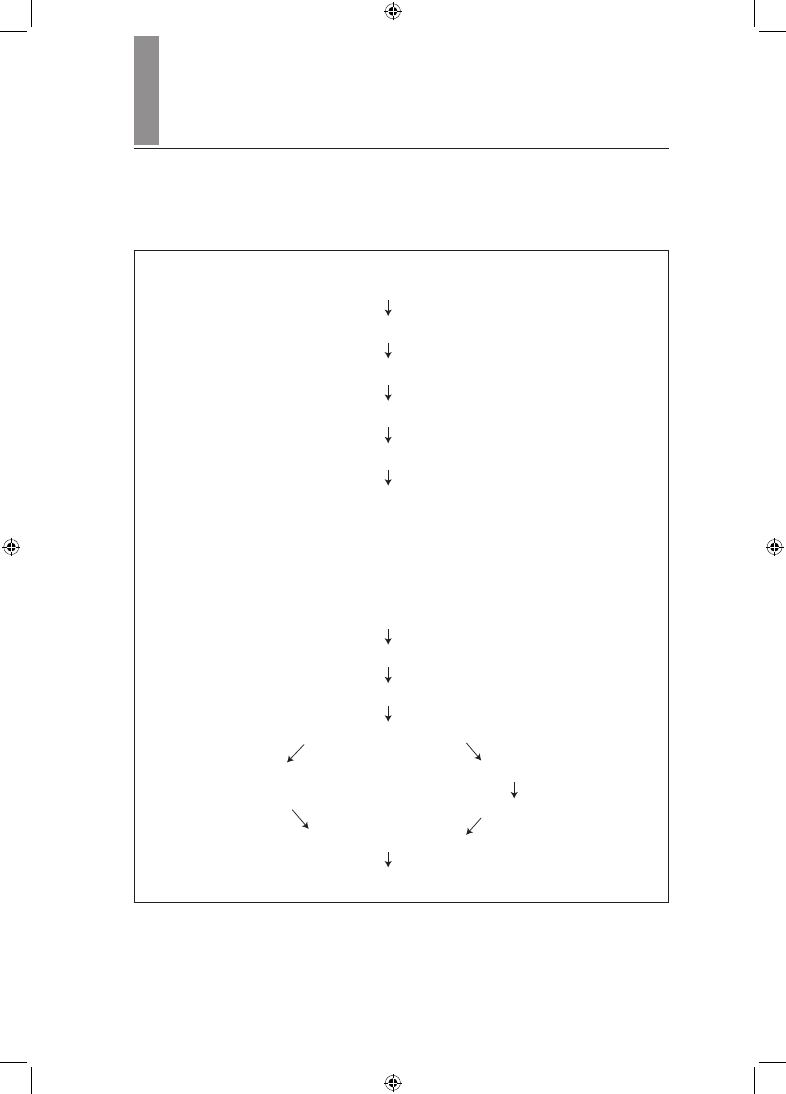
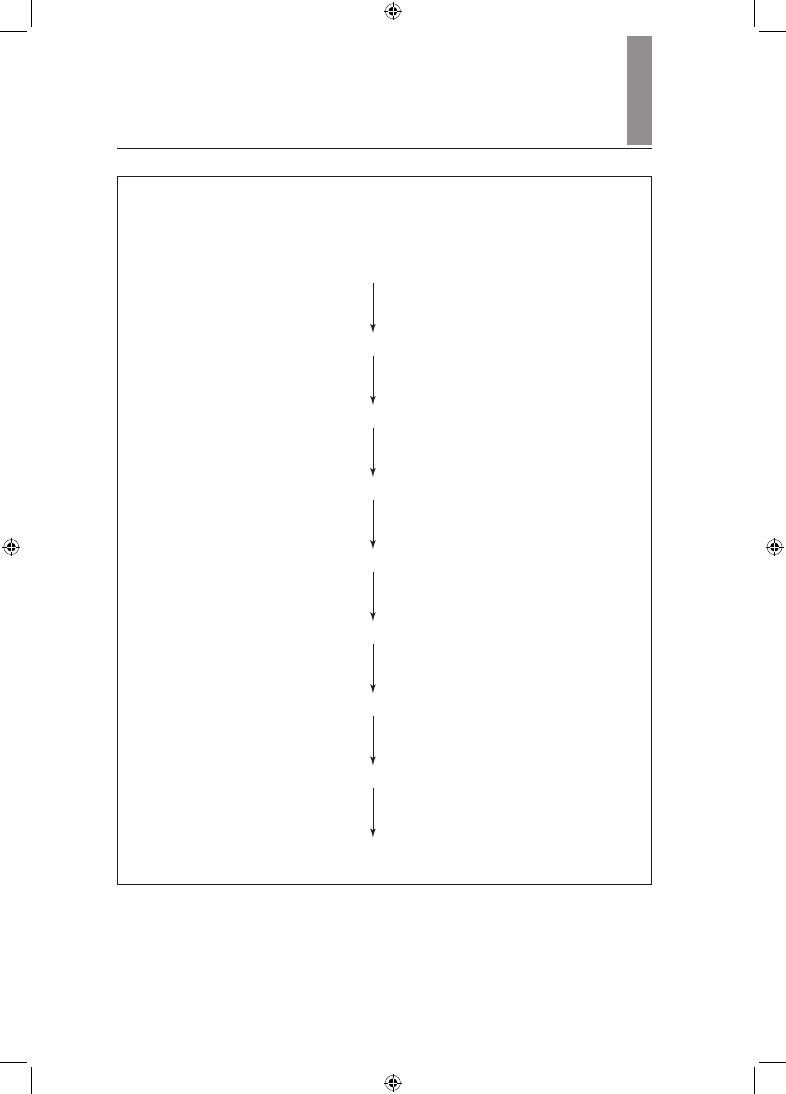
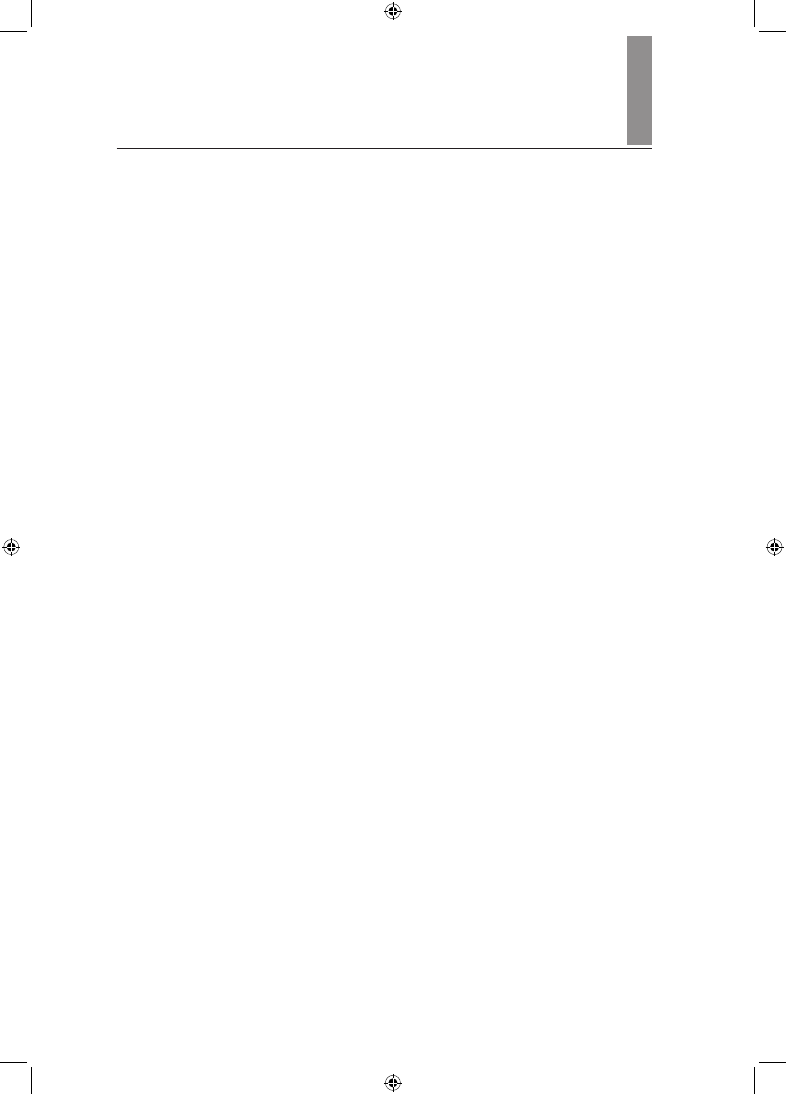
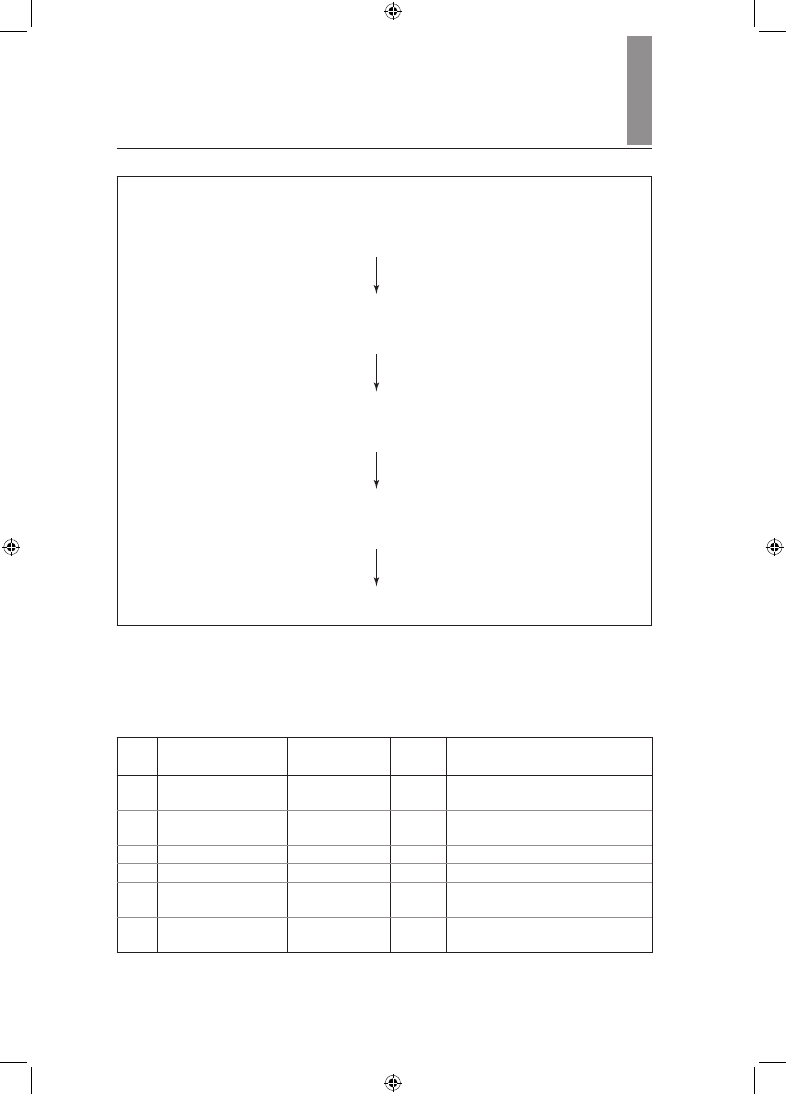
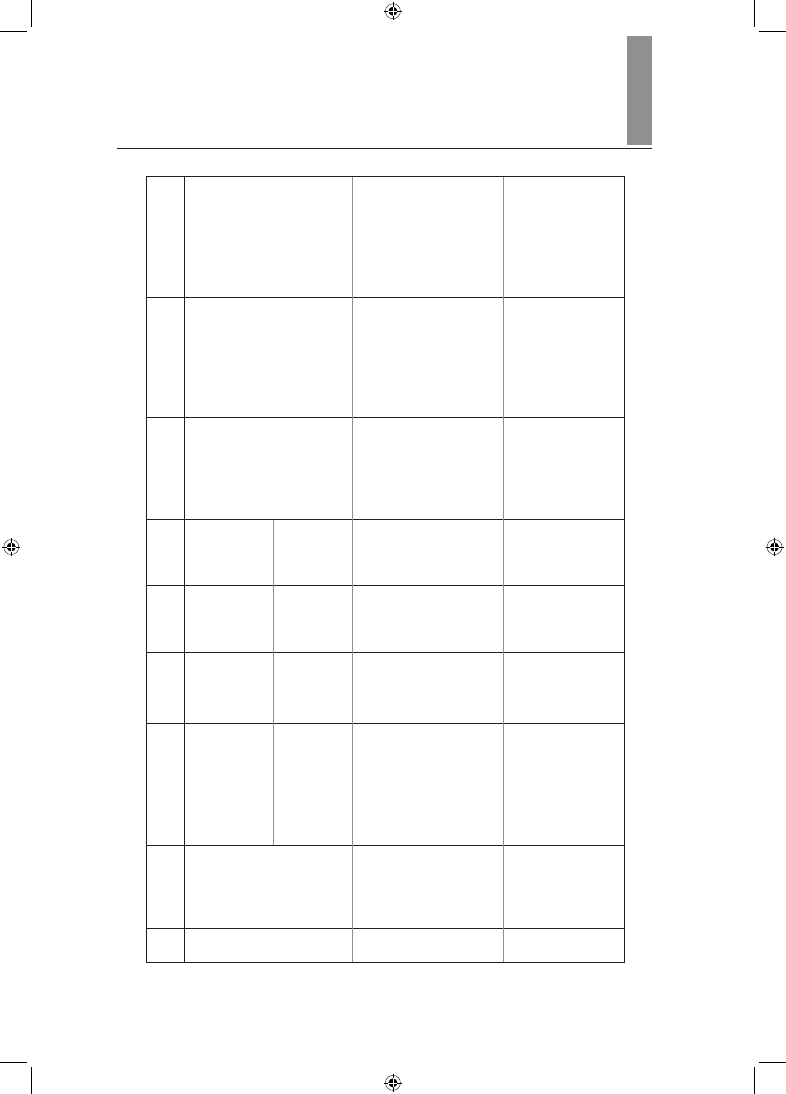
Wdrażanie systemu HACCP prowadzone jest najczęściej w 10–16 etapach.
„Kodeks żywnościowy” zaleca stosowanie następujących etapów wdrażania sys-
temu HACCP (rys. 1).
1. Powołanie zespołu ds. HACCP i zdefiniowanie obszaru i zakresu
zastosowania systemu
2. Opisanie produktu
3. Określenie przeznaczenia produktu
4. Opracowanie diagramu procesu produkcyjnego
5. Weryfikacja diagramu procesu w zakładzie
6. Identyfikacja wszystkich zagrożeń na każdym etapie
oraz określenie środków zapobiegawczych
Fazy procesu
Zagrożenia
Środki zapobiegawcze
– mikrobiologiczne
– chemiczne
– fizyczne
7. Określenie krytycznych punktów kontrolnych (CCP)
8. Ustalenie kryteriów oraz tolerancji kryteriów dla każdego CCP
9. Opracowanie systemu monitorowania dla każdego CCP
Pozytywny wynik
monitorowania
Odchylenia w CCP
10. Plan działań korygujących
11. Opracowanie sposobu weryfikacji sytemu HACCP
12. Opracowanie dokumentacji systemu
Rys. 1. Etapy wprowadzania systemu HACCP
Źródło: opracowanie własne na podstawie [4, 7].
ZN_705_book.indb 20
1/16/08 1:54:39 PM
Opracowanie systemu HCCP…
21
3. Wprowadzenie systemu HACCP w zakładzie produkcji
ciastkarskiej. Linia produkcyjna ciastek – babeczek
śniadaniowych
Etap 1. Powołanie zakładowego zespołu ds. systemu HACCP
Prezes zarządu powołuje zakładowy zespół ds. systemu HACCP w składzie:
1) kierownik działu jakości – przewodniczący,
2) pracownik działu jakości – sekretarz,
3) kierownik produkcji – członek,
4) technolog żywności – członek,
5) mikrobiolog – członek.
Celem zakładowego zespołu ds. systemu HACCP jest opracowanie i wdrożenie
planu zakładowego systemu HACCP linii produkcyjnej babeczek śniadaniowych.
Plan ten ma obejmować wszystkie rodzaje zagrożeń. Członkowie zakładowego
zespołu ds. systemu HACCP mają prawo wglądu do wszystkich dokumentów
zakładowych i prawo do uzyskania wszelkich informacji niezbędnych do opra-
cowania zakładowego systemu HACCP.
Pracownicy wszystkich działów w firmie są zobowiązani do udzielania człon-
kom zakładowego zespołu ds. systemu HACCP wszelkich niezbędnych informacji
(ustnych i pisemnych) do opracowania zakładowego systemu HACCP.
Prezes zarządu powołuje zakładowy zespół ds. systemu HACCP na okres
1 roku z możliwością przedłużenia jego dalszej pracy. Jest to związane z opra-
cowywaniem systemu HACCP pozostałych linii produkcyjnych.
Etap 2. Zdefiniowanie produktu
Babeczka śniadaniowa jest gotowym wyrobem ciastkarskim wyprodukowa-
nym z mąki pszennej, mąki ziemniaczanej, tłuszczu roślinnego, jaj, cukru, mleka
w proszku odtłuszczonego, proszku do pieczenia, nadzienia owocowego, aroma-
tów identycznych z naturalnymi lub naturalnych, syropu skrobiowego i miodu.
Produkowane są cztery rodzaje tego wyrobu:
– babeczka śniadaniowa maślana,
– babeczka śniadaniowa z nadzieniem wiśniowym,
– babeczka śniadaniowa z nadzieniem jabłkowym,
– babeczka śniadaniowa z nadzieniem czekoladowym.
Babeczki śniadaniowe pakowane są jednostkowo w barierową folię polipropy-
lenową zgrzewaną, a następnie w kartonowe pudełka po 2 kilogramy. Ciasteczka
mogą być także pakowane po 28 sztuk w pojemniki z tworzywa sztucznego
i umieszczane w pudełku kartonowym lub bezpośrednio do pudełka kartonowego
wyłożonego papierem półpergaminowym i zabezpieczone od zewnątrz w części
górnej folią. Na opakowaniu jednostkowym i zbiorczym umieszczane są etykiety
ZN_705_book.indb 21
1/16/08 1:54:40 PM
Władysław Kędzior, Joanna Ptasińska
22
zawierające niezbędne informacje zgodnie z aktualnymi wymaganiami prawnymi
w tym zakresie.
Gotowe wyroby należy przechowywać w pomieszczeniach czystych, suchych,
bez obcych zapachów, bez szkodników i ich pozostałości, w temperaturze nie prze-
kraczającej +18°C i wilgotności względnej powietrza do 75%. Okna powinny być
zabezpieczone przed działaniem promieni słonecznych. Przy zachowaniu wyżej
wymienionych warunków babeczki śniadaniowe mogą być przechowywane przez
trzy miesiące od wyprodukowania.
Opakowane ciasta powinny być przewożone czystymi, suchymi, bez obcych
zapachów środkami transportu, posiadającymi pozytywną opinię władz sanitar-
nych i wykluczającymi uszkodzenie wyrobów w czasie transportu.
Etap 3. Przeznaczenie produktu
Babeczki śniadaniowe są produktem przeznaczonym do spożycia przez osoby
powyżej 3 roku życia. W ich składzie znajduje się cukier, dlatego nie mogą ich
spożywać osoby chore na cukrzycę.
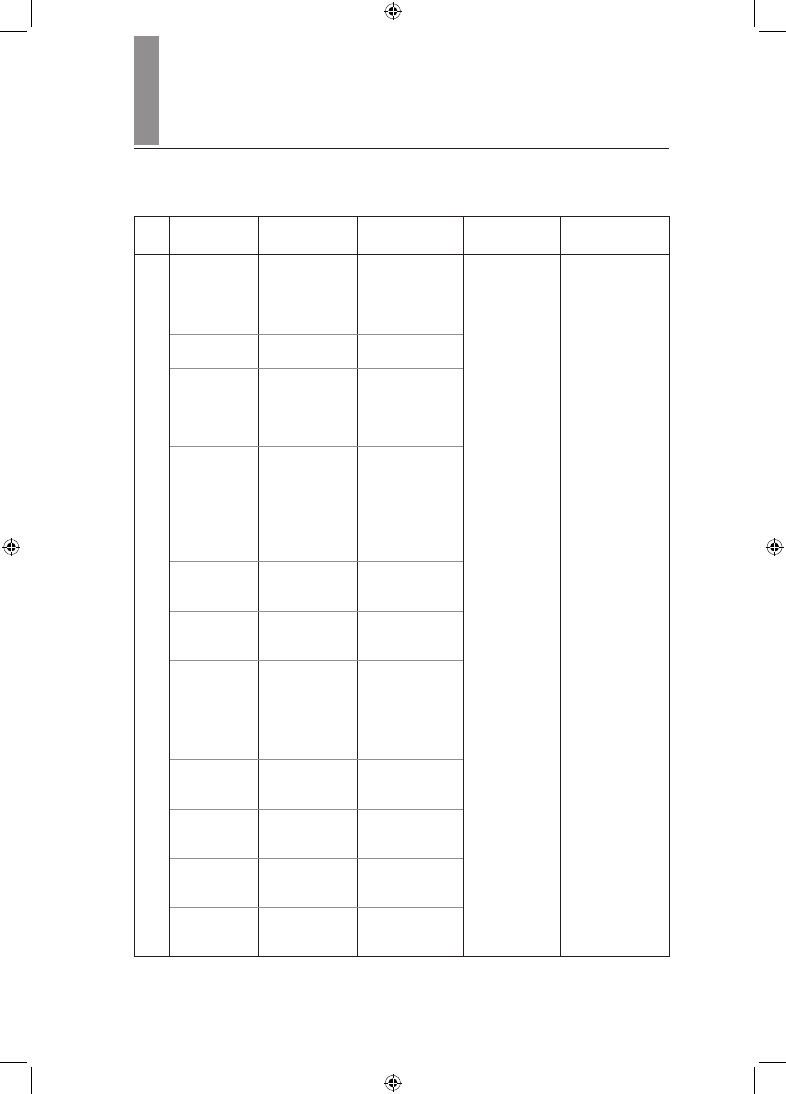
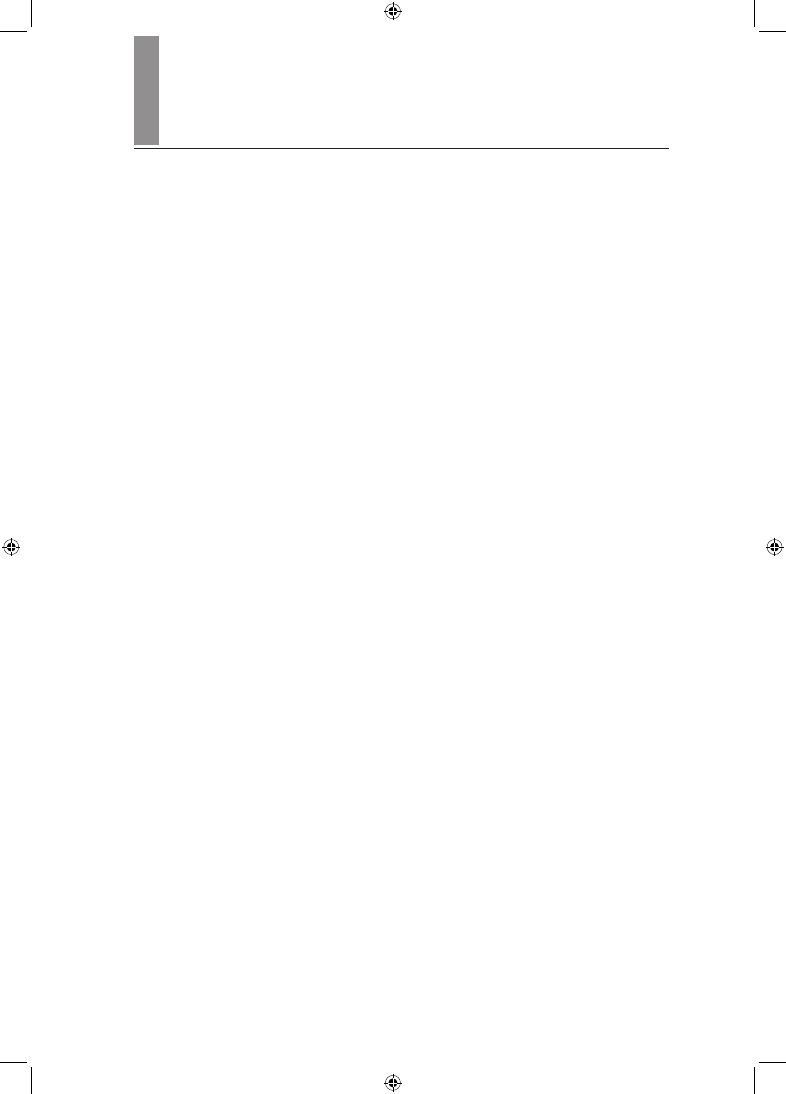
Etap 4. Schemat procesu technologicznego produkcji babeczek śniadaniowych
(rys. 2)
1. Przygotowanie surowców do produkcji. Wszystkie surowce pobierane są
z magazynu surowców, gdzie przechowywane są zgodnie z wymaganiami. Wszyst-
kie przyjmowane surowce posiadają atest i dostarczane są przez sprawdzonych
dostawców, z którymi firma współpracuje od dłuższego czasu.
Produkty pobierane z magazynu poddawane są ocenie organoleptycznej. Jaja
świeże używane do produkcji są moczone przez 10–15 min. w jednoprocentowym
roztworze chloraminy. Odpowiednie ilości produktów umieszcza się następnie
w urządzeniu do ubijania. Ilość składników dobrana jest tak, aby wypełnić wszyst-
kie formy przygotowane do wypieku i w ten sposób zapobiec przetrzymywaniu
wyrobionego ciasta.
2. Ubijanie. W urządzeniu ciasto jest ubijane przez 10 min., w celu połączenia
wszystkich składników oraz uzyskania odpowiedniej konsystencji. Tak przygoto-
wane ciasto przekłada się do maszyny dozującej.
3. Dozowanie do form. Maszyna dozująca w automatyczny sposób wypełnia
ciastem przygotowane formy. Formy wyłożone są papierkami pergaminowymi,
z którymi gotowe babeczki będą pakowane i sprzedawane konsumentom. Każdą
formę wypełnia się 45 gramami ciasta. Pracownik obsługujący maszynę wyryw-
kowo waży formy z ciastem.
4. Pieczenie. Przygotowane na blachach do pieczenia, wypełnione ciastem
formy umieszcza się w automatycznie sterowanych piecach. Pracownik obsługujący
piece programuje czas (20 min.) i temperaturę pieczenia (185–190℃).
ZN_705_book.indb 22
1/16/08 1:54:40 PM
Opracowanie systemu HCCP…
23
Ubijanie
Dozowanie do form
Pieczenie
Studzenie
Nadziewanie
Przechowywanie I
Pakowanie
Przechowywanie II
czas 10 min.
temp. 185–190°C
czas 20 min.
czas 15 min.
czas 12 h
wilg. wzgl. do 75%
temp. 18–20°C
wilg. wzgl. do 75%
czas 3 mies.
temp. 16–18°C
Przygotowywanie surowców do produkcji:
olej, jaja, mąka pszenna, mąka ziemniaczana, cukier puder,
proszek do pieczenia, mleko w proszku,
syrop skrobiowy, miód sztuczny, aromatic (substancja przeciwpleśniowa),
aromat pomarańczowy, kolko (preparat do ubijania)
Rys. 2. Schemat procesu technologicznego produkcji babeczek śniadaniowych
Źródło: opracowanie własne.
ZN_705_book.indb 23
1/16/08 1:54:40 PM
Władysław Kędzior, Joanna Ptasińska
24
5. Studzenie. Po wyciągnięciu z pieca blachy z foremkami w celu ostudzenia
umieszcza się ją na 15 min. pod nadmuchem. Po wystudzeniu babeczki przewozi
się do urządzenia nadziewającego.
6. Nadziewanie. Automatyczna maszyna dozuje nadzienie do babeczek za
pomocą trzech otworów niewielkiej wielkości. Do jednej babeczki dozuje się ok. 4 g
nadzienia, tak aby ważyła ona 45–46 g, przy zastosowaniu wyrywkowego ważenia.
7. Przechowywanie I. Zanim babeczki zostaną wyjęte z form i zapakowane, musi
upłynąć co najmniej 12 godzin. W tym czasie muszą one zupełnie wystygnąć.
8. Pakowanie. Babeczki śniadaniowe wyjmowane są ręcznie z foremek i ukła-
dane na blatach. Pakowanie przeprowadza się dwoma metodami. Mogą być one
pakowane jednostkowo w barierową folię polipropylenową zgrzewaną, a następ-
nie w kartonowe pudełka po 2 kilogramy. Drugi sposób polega na pakowaniu po
28 sztuk w pojemniki z tworzywa sztucznego i umieszczanie ich w pudełku kar-
tonowym lub bezpośrednio do pudełka kartonowego wyłożonego papierem pół-
pergaminowym oraz zabezpieczenie ich od zewnątrz w części górnej folią. Na
opakowaniu jednostkowym i zbiorczym umieszczane są etykiety zawierające nie-
zbędne informacje zgodnie z aktualnymi wymogami prawnymi.
9. Przechowywanie II. Opakowane babeczki śniadaniowe umieszcza się
w magazynie wyrobów gotowych. Należy je przechowywać w pomieszczeniach
czystych, suchych, bez obcych zapachów, bez szkodników i ich pozostałości,
w temperaturze nie przekraczającej +18°C i wilgotności względnej powietrza do
75%. Okna powinny być zabezpieczone przed działaniem promieni słonecznych.
Przy zachowaniu wyżej wymienionych warunków babeczki śniadaniowe mogą
być przechowywane przez trzy miesiące od daty wyprodukowania.
Etap 5. Weryfikacja diagramu procesu w badanym zakładzie
Zespół ds. systemu HACCP zweryfikował przygotowany schemat produkcyjny
ze stanem faktycznym przebiegu procesu w zakładzie w warunkach produkcji. Nie
stwierdzono żadnych rozbieżności między stanem faktycznym a przygotowanym
schematem.
Etap 6. Identyfikacja wszystkich zagrożeń na każdym etapie oraz określenie środ-
ków zapobiegawczych
Analizą zagrożeń objęto wszystkie surowce, dodatki i materiały pomocnicze
oraz po kolei wszystkie procesy i operacje jednostkowe. Wyniki zaprezentowano
w tabeli 2. Zagrożenia, które mogą wystąpić w produkcji piekarskiej i ciastkar-
skiej, obejmują przede wszystkim [1, 4, 6]:
– czynniki fizyczne – kurz, pył, ciała obce (piasek, kamienie, metale, plastik,
pestki, odłamki szkła, niedopałki papierosów, guziki, części ozdób, włosy itp.),
które mogą uszkodzić jamę ustną lub przełyk konsumenta,
ZN_705_book.indb 24
1/16/08 1:54:41 PM
Opracowanie systemu HCCP…
25
– czynniki chemiczne – pozostałości pestycydów, leków weterynaryjnych, środ-
ków ochrony zasobów magazynowych, środków czystości i dezynfekcji, metale
szkodliwe dla zdrowia, dodatki funkcjonalne, smary, skażenia radioaktywne,
mikotoksyny,
– czynniki biologiczne, w tym mikrobiologiczne – szkodniki zwierzęce i ich
odchody (rozprzestrzenianie mikroflory patogennej), szkodniki zbożowo-mączne
i ich pozostałości (zmiana cech organoleptycznych, straty, działanie kancero-
genne), drobnoustroje.
Drobnoustroje, które stanowią potencjalne zagrożenie w produkcji piekarskiej
i ciastkarskiej, mogą oddziaływać na jakość wyrobów (psucie się) lub powodować
stany chorobowe u ludzi. Do pierwszej grupy zalicza się pleśnie, drożdże i bak-
terie wywołujące chorobę ziemniaczaną. Powodują one zmiany wykrywalne orga-
noleptycznie, pozwalające na dokonanie segregacji i wycofanie wyrobu z obrotu
i konsumpcji. Do drugiej grupy należą pleśnie toksynotwórcze, bakterie powo-
dujące infekcje, bakterie powodujące intoksykacje (zatrucie toksynami wytwa-
rzanymi przez te bakterie) i bakterie względnie chorobotwórcze, powodujące stany
chorobowe w określonych sytuacjach [1].
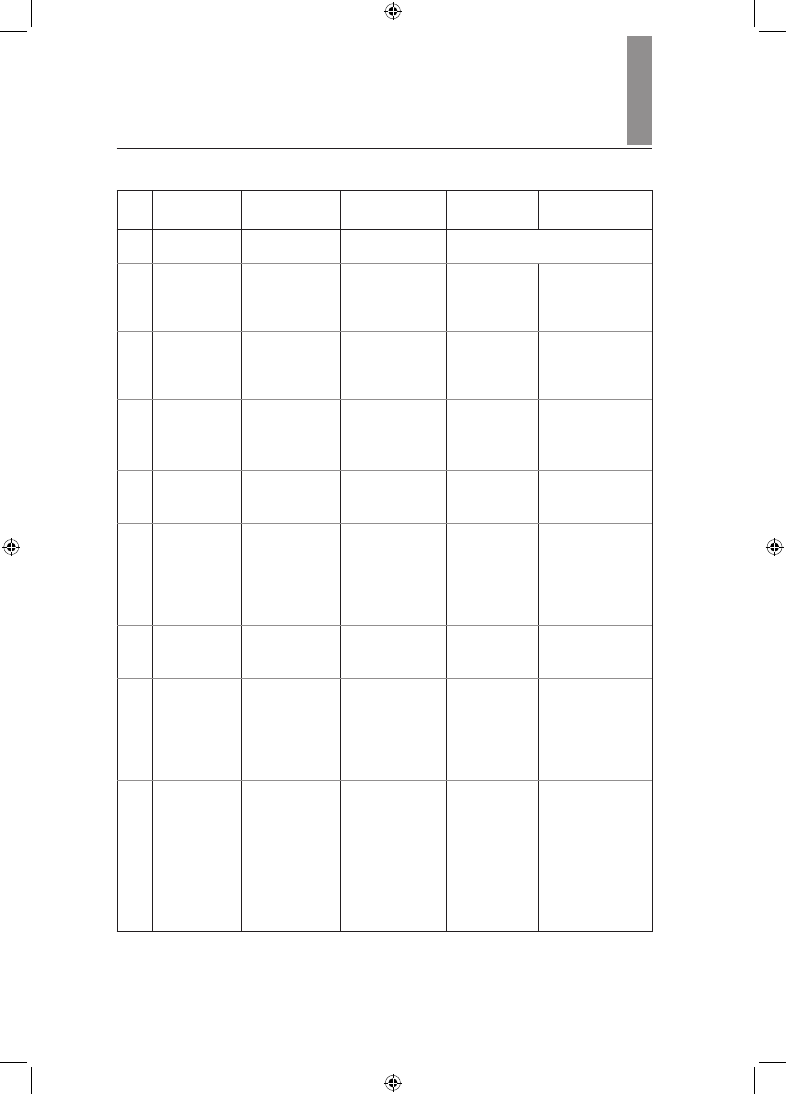
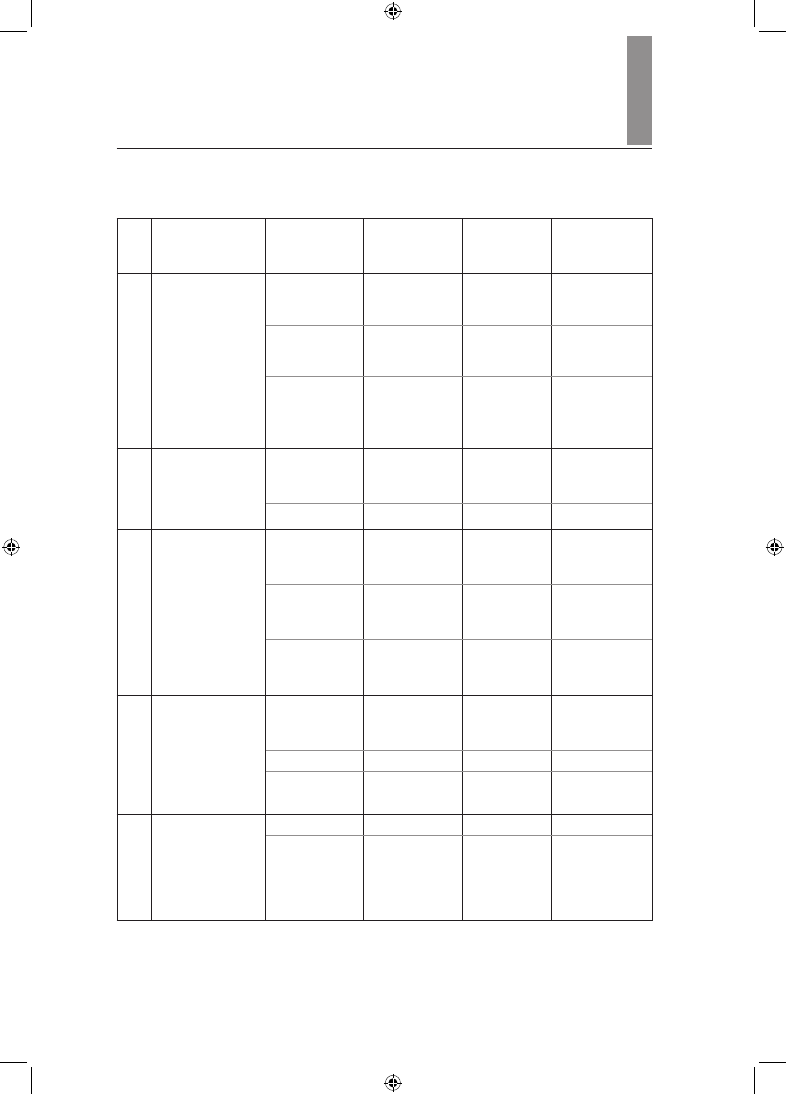
Etap 7. Ustalenie krytycznych punktów kontrolnych CCP
Po przeprowadzonej analizie zagrożeń przystąpiono do określenia kry-
tycznych punktów kontrolnych CCP. Przy ustaleniu CCP zespół ds. systemu
HACCP posłużył się weryfikacją priorytetu zagrożeń. Polega ona na określeniu
częstotliwości występowania zagrożenia (A) i wskaźnika priorytetu (B), czyli
ryzyka zagrożenia. Mając te dwie wartości dokonuje się następujących obliczeń:
1) częstotliwość występowania:
– duża – A = 3,
– średnia – A = 2,
– mała – A = 1;
2) wskaźnik priorytetu:
– duży – B = 3,
– średni– B = 2,
– mały – B = 1;
3) priorytet: P = A x B.
Zakładowy zespół ds. systemu HACCP uzgodnił, że dla P > 3 konieczne jest
określenie krytycznego punktu kontrolnego. Wyniki weryfikacji przedstawia tabela 3.
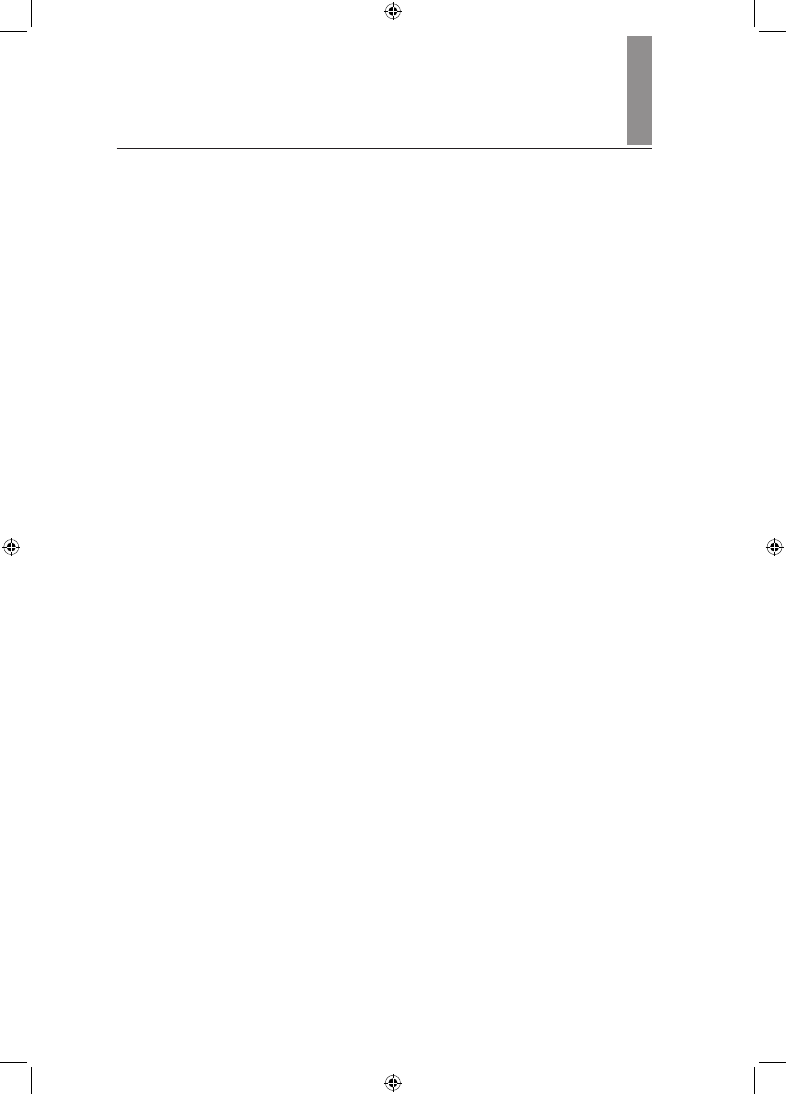
Przy podejmowaniu decyzji dotyczących wyznaczenia krytycznych punk-
tów kontrolnych CCP zespół wykorzystał również model drzewa decyzyjnego.
Przykład posłużenia się drzewem decyzyjnym przy wyznaczaniu CCP dla etapu
przygotowania surowców przedstawia rys. 3.
ZN_705_book.indb 25
1/16/08 1:54:41 PM
Władysław Kędzior, Joanna Ptasińska
26
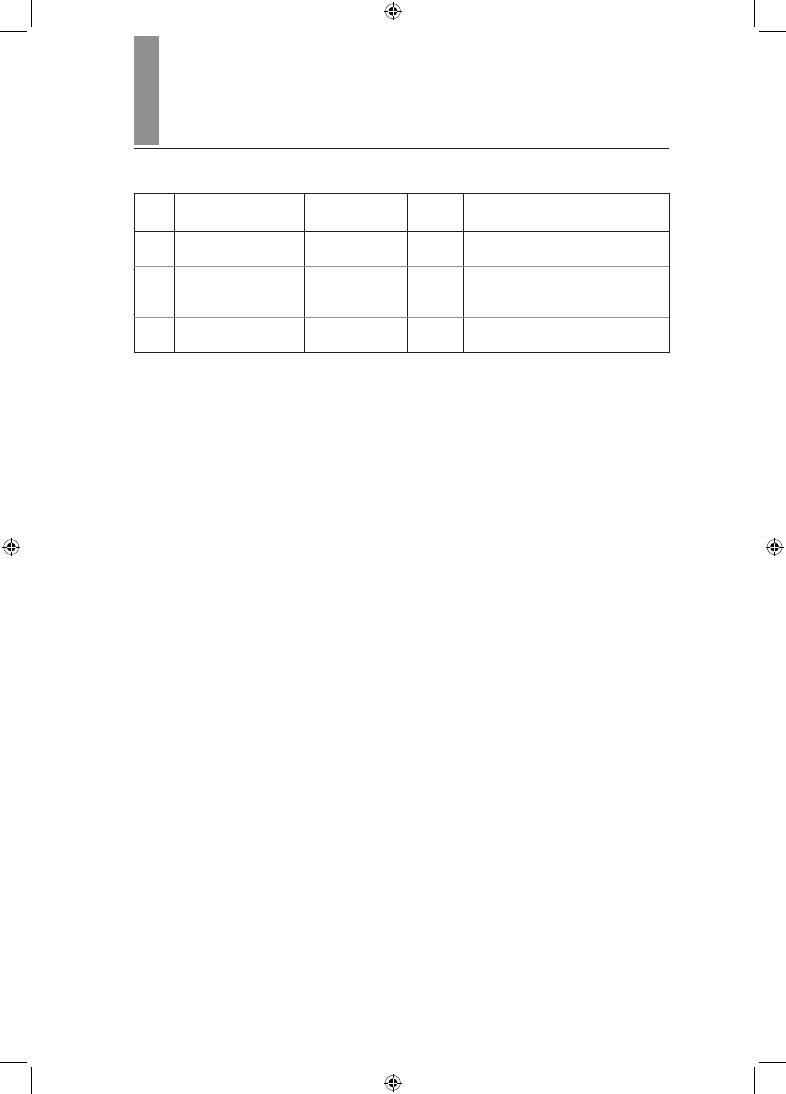
Tabela 2. Zagrożenia występujące w procesie produkcji babeczek śniadaniowych
i działania zapobiegawcze
Nr
etapu Nazwa etapu
Zagrożenia
chemiczne
Zagrożenia
biologiczne
Zagrożenia
fizyczne
Działania
zapobiegawcze
1
Przygotowanie
surowców:
Dla wszystkich
surowców: ciała
obce, np. piasek,
fragmenty
opakowań,
pochodzące od
personelu, np.
guziki, włosy,
biżuteria itp.
Szkolenie produ-
centów, analizy
laboratoryjne,
atesty dostawców,
organoleptyczna
kontrola przyj-
mowanych partii
dostaw, kontrola
opakowań przyj-
mowanych partii
dostaw, przesie-
wanie produktów
sypkich, przestrze-
ganie zasad GHP
– olej
za duża zawar-
tość nadtlenków
–
– jaja
–
bakterie (Salmo-
nella)
– mąka
pszenna
pozostałości
pestycydów,
metale szkodliwe
dla zdrowia
szkodniki zbo-
żowo-mączne
(roztocza, mklik
itp.)
– mąka
ziemniaczana
metale szkodliwe
dla zdrowia
bakterie (z gr. coli,
gronkowce koagu-
lazododatnie,
Clostridium, Sal-
monella, Bacillus
cereus), pleśnie,
drożdże
– cukier puder metale szkodliwe
dla zdrowia
szkodniki żyw-
ności i ich pozo-
stałości
– proszek do
pieczenia
za dużo CO
2
nieczynnego
szkodniki żyw-
ności i ich pozo-
stałości
– mleko
w proszku
metale szkodliwe
dla zdrowia
bakterie (z gr. coli,
gronkowce koagu-
lazododatnie,
enterkoki, Salmo-
nella, Bacilluus
cereus), pleśnie
– syrop skro-
biowy
metale szkodliwe
dla zdrowia
szkodniki
żywności i ich
pozostałości
– miód
sztuczny
metale szkodliwe
dla zdrowia
szkodniki
żywności i ich
pozostałości
– aromat
pomarańczowy
metale szkodliwe
dla zdrowia
–
– aromatic
metale szkodliwe
dla zdrowia
–
ZN_705_book.indb 26
1/16/08 1:54:42 PM
Opracowanie systemu HCCP…
27
Nr
etapu Nazwa etapu
Zagrożenia
chemiczne
Zagrożenia
biologiczne
Zagrożenia
fizyczne
Działania
zapobiegawcze
1 – kolko
metale szkodliwe
dla zdrowia
–
2
Ubijanie
Pozostałości
środków
myjących
Bakterie
Pochodzące od
personelu
Mycie zgodne
z instrukcją, prze-
strzeganie zasad
GHP
3
Dozowanie do
form
Pozostałości
środków
myjących
Bakterie
Pochodzące od
personelu
Mycie zgodne
z instrukcją, prze-
strzeganie zasad
GHP
4
Pieczenie
Pozostałości
środków
myjących
–
–
Mycie zgodne
z instrukcją, właści-
we parametry pro-
cesu
5
Studzenie
–
–
Pochodzące od
personelu
Utrzymanie czys-
tości, przestrzeganie
zasad GHP
6
Nadziewanie Pozostałości
środków
myjących
Bakterie
Pochodzące od
personelu, ciała
obce, np. pestki,
piasek itp.
Mycie zgodne
z instrukcją,
przestrzeganie zasad
GHP, analizy labo-
ratoryjne, atesty
dostawców
7
Przechowywa-
nie I
–
Bakterie
–
Przestrzeganie
czasu, utrzymanie
czystości
8
Pakowanie
Z opakowań (np.
nieodpowiednia
farba nadrukowa)
Bakterie
Pochodzące od
personelu, frag-
menty folii,
papierów
Przestrzeganie
zasad GHP, elimi-
nacja uszkodzonych
opakowań, wybór
rzetelnego dostawcy
opakowań
9
Przechowywa-
nie II
Pozostałości
środków myją-
cych, dezynsek-
cyjnych i dera-
tyzujących
Bakterie, pleśnie,
grzyby, insekty
–
Eliminacja opako-
wań uszkodzonych,
właściwe parametry
procesu (temp., czas
i wilg. wzgl. powie-
trza), mycie, dezyn-
sekcja i deratyzacja
zgodnie z instrukcją
Źródło: opracowanie własne.
cd. tabeli 2
ZN_705_book.indb 27
1/16/08 1:54:43 PM
Władysław Kędzior, Joanna Ptasińska
28
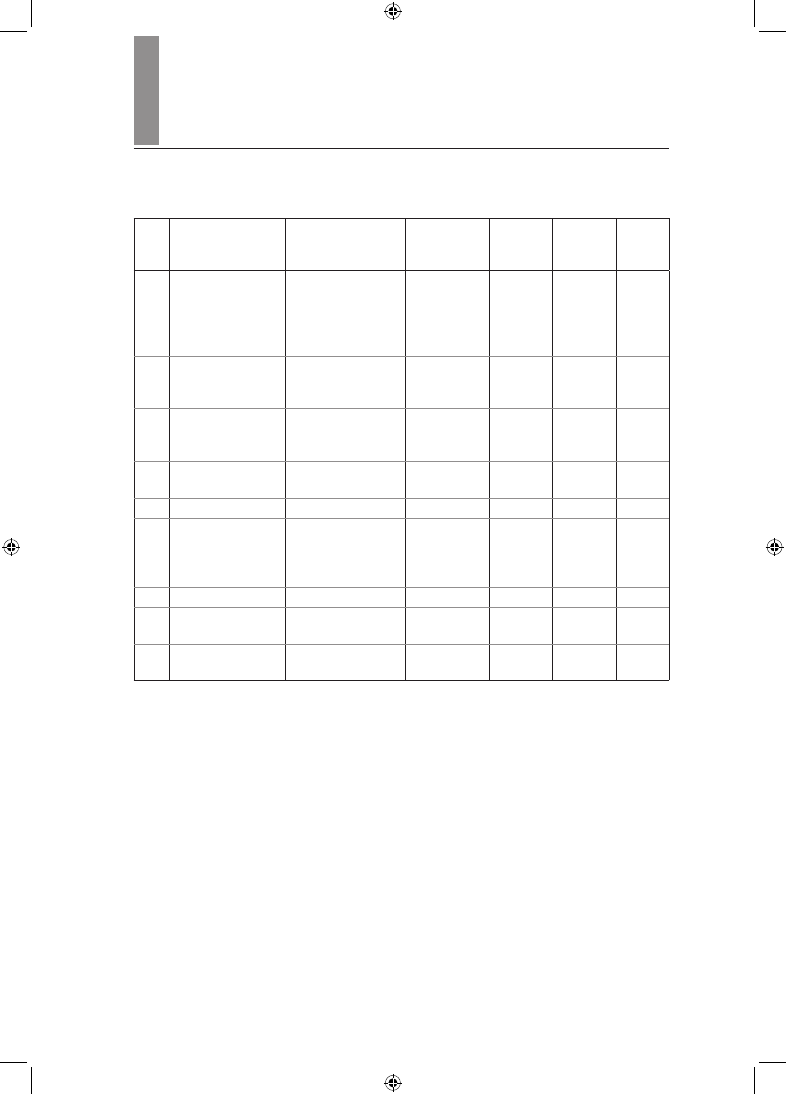
Tabela 3. Arkusz weryfikacji priorytetu zagrożeń linii produkcyjnej babeczek
śniadaniowych
Nr
etapu
Nazwa etapu
Zagrożenie
a
Częstotliwość
występowania
Wskaźnik
priorytetu
Obliczona
wartość
priorytetu
CCP/CP
1 Przygotowanie
surowców
F – piasek, frag-
menty opakowań itp.
B – szkodniki żyw-
ności i ich pozosta-
łości
2
2
4
CCP
2 Ubijanie
CH – pozostałości
środków myjących
B – bakterie
1
2
2
CP
3 Dozowanie do form
CH – pozostałości
środków myjących
B – bakterie
1
2
2
CP
4 Pieczenie
CH – pozostałości
środków myjących
2
3
6
CCP
5 Studzenie
F – od personelu
1
1
1
CP
6 Nadziewanie
F – pestki, piasek
CH – pozostałości
środków myjących
B – bakterie
1
2
2
CP
7 Przechowywanie I B – bakterie
1
1
1
CP
8 Pakowanie
F – papier, folia
B – bakterie
1
2
2
CP
9 Przechowywanie II B – bakterie, ple-
śnie, grzyby
2
2
4
CCP
a
B – zagrożenie biologiczne, F – zagrożenie fizyczne, CH – zagrożenie chemiczne
Źródło: opracowanie własne.
Etap 8. Ustalenie kryteriów oraz tolerancji kryteriów
W celu wyprodukowania bezpiecznych wyrobów gotowych zakładowy
zespół ds. systemu HACCP dla każdego etapu określił wartości poszczególnych
parametrów oraz ich tolerancje (tabela 4). Wartości ustalonych parametrów
muszą gwarantować skuteczne eliminowanie lub minimalizowanie zagrożeń do
akceptowalnego poziomu i jednocześnie nie obniżać jakości ogólnej produktu.
Etap 9. Opracowanie systemu monitorowania w CCP
Zakładowy zespół ds. systemu HACCP ustalił następujące procedury moni-
torowania i kontroli oraz osoby odpowiedzialne za te czynności (tabela 5).
ZN_705_book.indb 28
1/16/08 1:54:44 PM
Opracowanie systemu HCCP…
29
Przygotowanie surowców
Pytanie 1. Czy istnieją środki zaradcze w celu opanowania zagrożenia?
Pytanie 2. Czy etap ten jest specjalnie przygotowany w celu wyeliminowania lub
zmniejszenia prawdopodobieństwa wystąpienia zagrożenia do akceptowalnego poziomu?
Pytanie 3. Czy zanieczyszczenie wskazanym zagrożeniem przekracza poziom możliwy
do zaakceptowania lub może wzrosnąć do poziomu niemożliwego do zaakceptowania?
Pytanie 4. Czy późniejszy etap eliminuje zidentyfikowane zagrożenie lub zredukuje
prawdopodobieństwo jego wystąpienia do poziomu możliwego do zaakceptowania?
Krytyczny punkt kontrolny (CCP)
Tak
Nie
Tak
Nie
Rys. 3. Drzewo decyzyjne – etap „przygotowanie surowców”
Źródło: opracowanie własne.
Tabela 4. Ustalone wartości krytyczne dla parametrów CCP i CP w produkcji babeczek
śniadaniowych
Nr
etapu
Nazwa etapu
Zakres
temperatur [℃]
Czas
operacji
Inne dodatkowe kryteria
1
Przygotowanie
surowców
–
–
Ocena sensoryczna
2
Ubijanie
–
10–12
min.
–
3
Dozowanie do form
–
–
45 g w jednej formie
4
Pieczenie
185–190
20 min.
–
5
Studzenie
–
15–20
min.
Nawiew
6
Nadziewanie
–
–
3–4 g nadzienia, 45–46 g całkowita
waga babeczki
ZN_705_book.indb 29
1/16/08 1:54:45 PM
Władysław Kędzior, Joanna Ptasińska
30
Nr
etapu
Nazwa etapu
Zakres
temperatur [℃]
Czas
operacji
Inne dodatkowe kryteria
7
Przechowywanie I
18–20
12 h
Wilgotność względna powietrza
do 75%
8
Pakowanie
–
–
Pakowane jednostkowo – po 2 kg
w pudełku lub bezpośrednio do
kartonu – po 28 sztuk
9
Przechowywanie II
16–18
3 mies.
Wilgotność względna powietrza
do 75%
Źródło: opracowanie własne.
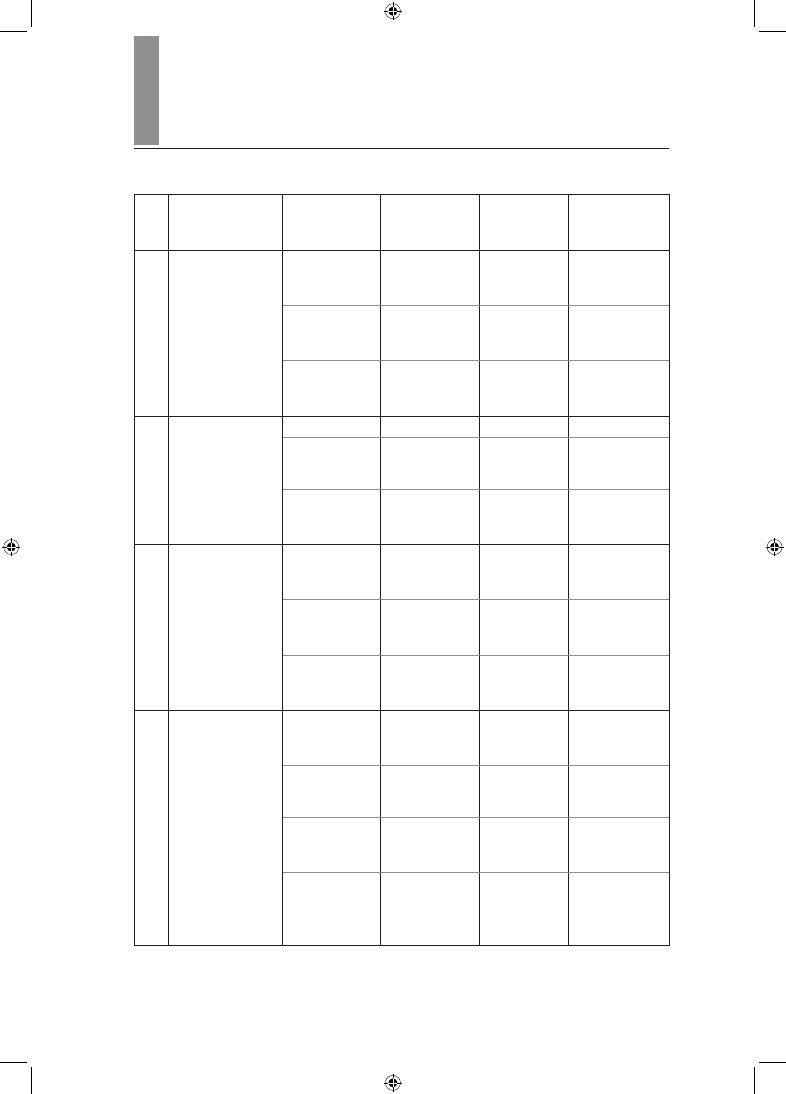
Etap 10. Plan działań korygujących
W przypadku stwierdzenia odchyleń od wartości przyjętych parametrów
w krytycznym punkcie kontroli, należy podjąć działania korygujące przedstawione
w tabeli 6.
Etap 11. Opracowanie sposobu weryfikacji systemu HACCP
Pierwsza weryfikacja została przeprowadzona po wdrożeniu zakładowego
systemu HACCP dla linii produkcyjnej babeczek śniadaniowych. Weryfikację tę
wykonali członkowie zakładowego zespołu ds. systemu HACCP poprzez audit
wewnętrzny. Drugiej weryfikacji dokona niezależna organizacja przeprowadzając
audit zewnętrzny.
Kolejne weryfikacje będą przeprowadzane zgodnie z przyjętym planem
weryfikacji, a także każdorazowo po wprowadzeniu zmian i (lub) w przypadku
zaistnienia problemów. Weryfikacje te będą mieć formę: auditów wewnętrznych
i zewnętrznych, testów i analiz mikrobiologicznych, przeglądów i rewizji planu
HACCP, przeglądów zapisów, rewizji ustalonych CCP, rewizji ustalonych
limitów krytycznych, oceny skuteczności działań korygujących w stosunku do
występujących odchyleń itp.
Etap 12. Opracowanie dokumentacji systemu
Wszystkie procedury opracowane w ramach systemu HACCP zostały udo-
kumentowane. Dokumentacja zakładowego systemu HACCP linii produkcyjnej
babeczek śniadaniowych składa się z planu HACCP oraz dokumentów opisujących
funkcjonowanie systemu (zapisów).
Wraz z dokumentacją wprowadza się nowy system kodowania i numerowania
dokumentów. W planie HACCP znajdują się szczegółowe procedury dotyczące
dokumentacji systemu (m.in. procedury nadzoru nad dokumentacją, obiegu doku-
mentacji, wprowadzania zmian i przechowywania zapisów). Wszelkie zmiany
w planie HACCP muszą być bezzwłocznie odnotowywane w dokumentacji.
cd. tabeli 4
ZN_705_book.indb 30
1/16/08 1:54:45 PM
Opracowanie systemu HCCP…
31
Tabela 5. Procedury monitorowania i kontroli dla poszczególnych etapów produkcji
babeczek śniadaniowych
Nr
etapu
Nazwa etapu
Proces
monitorowania
i kontroli
Częstotliwość
monitorowania
i kontroli
Osoba
odpowiedzialna
Metoda pomiaru
i miejsce
1
Przygotowanie
surowców
analiza
laboratoryjna
wyrywkowa kon-
trola przyjmowa-
nych partii
laborant
pomiar
w laboratorium
kontrola atestów
dostawców
każdorazowo
przy dostawie
przyjmujący
dostawy
sprawdzenie
dokumentacji
kontrola orga-
noleptyczna, kon-
trola opakowań
każdorazowo
przy dostawie
i pobieraniu
z magazynu
przyjmujący
dostawy,
przygotowujący
surowce
ocena
organoleptyczna
w magazynie
2
Ubijanie
kontrola
czystości
urządzenia
codziennie przed
rozpoczęciem
produkcji
aparatowy
wizualna
ocena na hali
produkcyjnej
kontrola czasu
co 3 min.
aparatowy odczyt na zegarze
3 Dozowanie do form
kontrola
czystości
urządzenia
codziennie przed
rozpoczęciem
produkcji
aparatowy
wizualna
ocena na hali
produkcyjnej
kontrola
czystości form
każdorazowo
przed dozowa-
niem do form
aparatowy
wizualna
ocena na hali
produkcyjnej
wyrywkowe
ważenie
co 10. forma
aparatowy
waga przy
urządzeniu
dozującym
4
Pieczenie
kontrola
czystości
pieców
każdorazowo
przed procesem
aparatowy
wizualna
ocena na hali
produkcyjnej
kontrola czasu
co 5 min.
aparatowy odczyt na zegarze
kontrola
temperatury
co 5 min.
aparatowy
odczyt na
termometrze
5
Studzenie
kontrola czasu
co 5 min.
aparatowy odczyt na zegarze
kontrola
nawiewu
codziennie przed
rozpoczęciem
produkcji i co
5 min. w czasie
studzenia
aparatowy urządzenie na hali
produkcyjnej
ZN_705_book.indb 31
1/16/08 1:54:46 PM
Władysław Kędzior, Joanna Ptasińska
32
Nr
etapu
Nazwa etapu
Proces
monitorowania
i kontroli
Częstotliwość
monitorowania
i kontroli
Osoba
odpowiedzialna
Metoda pomiaru
i miejsce
6
Nadziewanie
organoleptyczna
ocena nadzienia
każdorazowo
przy pobieraniu
nadzienia
aparatowy
ocena
organoleptyczna
w magazynie
kontrola
czystości
urządzenia
codziennie przed
rozpoczęciem
nadziewania
aparatowy
wizualna
ocena na hali
produkcyjnej
wyrywkowe
ważenie
co 10. forma
aparatowy
waga przy
urządzeniu
nadziewającym
7
Przechowywanie I
kontrola czasu
co 4 h
szef zmiany odczyt na zegarze
kontrola
temperatury
powietrza
co 4 h
szef zmiany
odczyt na
termometrze
kontrola
wilgotności
co 4 h
szef zmiany
odczyt na
wilgotnościo-
mierzu
8
Pakowanie
ocena
gotowego
wyrobu
przy wyciąganiu
babeczek z form
aparatowy
wizualna
ocena na hali
produkcyjnej
kontrola
mikrobiologiczna
wyrywkowo dla
każdej partii
laborant
pomiar
w laboratorium
nadzór nad
maszyną
pakującą
nadzór ciągły
aparatowy
hala produkcyjna
9 Przechowywanie II
kontrola
temperatury
powietrza
co 5 h
magazynier,
odczyt na
termometrze
kontrola
wilgotności
co 5 h
magazynier
odczyt na
wilgotnościo-
mierzu
kontrola
czystości
magazynu
codziennie
magazynier
wizualna ocena
w magazynie
kontrola
okresów
magazynowania
codziennie
magazynier
dokumentacja
w magazynie,
przegląd partii
wyrobów
Źródło: opracowanie własne.
cd. tabeli 5
ZN_705_book.indb 32
1/16/08 1:54:47 PM
Opracowanie systemu HCCP…
33
Tab
ela 6
. A
rk
us
z d
an
yc
h H
AC
CP p
ro
ce
su p
ro
du
kc
ji b
ab
ec
ze
k ś
ni
ad
an
io
w
yc
h
Nr etap
u
Na
zw
a e
tap
u
Za
gr
oż
en
ia
Pa
ra
m
et
ry
Li
m
ity
kr
yt
yc
zn
e
W
ar
to
śc
i
za
da
ne
Dz
ia
ła
ni
a
ko
ry
gu
ją
ce
Dz
ia
ła
ni
a
pr
ew
en
cy
jn
e
M
on
ito
ro
wa
ni
e
1
Pr
zy
go
to
wa
ni
e
su
ro
wc
ów
cia
ła o
bc
e, n
p.
fra
gm
en
ty o
pa
ko
wa
ń,
po
ch
od
zą
ce o
d
pe
rs
on
elu i
tp
.
oc
en
a s
en
-
so
ry
cz
na
– w
yg
lą
d
ni
eo
be
cn
e
–
el
im
in
ow
an
ie
ni
ew
ła
śc
iw
yc
h
su
ro
wc
ów
sz
ko
len
ie
pro
-
du
ce
nt
ów
, a
te
sty
do
sta
wc
ów
, k
on
tro
la
or
ga
no
lep
ty
cz
na
i k
on
tro
la
op
ak
ow
ań
pr
zy
jm
ow
an
yc
h
pa
rti
i
do
sta
w,
p
rz
es
iew
an
ie
pro
du
kt
ów
sy
pk
ich
,
pr
ze
str
ze
ga
ni
e z
as
ad
GH
P
ko
nt
ro
la a
te
stó
w
do
sta
wc
ów
, k
on
tro
la
or
ga
no
lept
yc
zn
a,
ko
nt
ro
la op
ak
ow
ań
sz
ko
dn
ik
i ż
yw
no
śc
i
i i
ch p
oz
os
ta
ło
śc
i
oc
en
a
se
ns
or
yc
zn
a
– z
ap
ac
h
i w
yg
lą
d
ni
eo
be
cn
e
–
4
Pi
ec
ze
ni
e
ba
kt
er
ie:
Sa
lm
on
ell
a,
Ba
ci
llu
s c
er
eu
s,
E. c
ol
i,
Cl
os
tri
di
um
,
en
te
ro
ko
ki
, g
ro
n-
ko
wc
e k
oa
gu
la
zo
do
-
da
tn
ie
cz
as,
te
mp
er
at
ur
a
20 m
in
.
18
5–
19
0º
C
20 m
in
.
18
5–
19
0º
C
w z
al
eż
no
śc
i
od p
rz
yc
zy
ny
:
na
ty
ch
m
ia
sto
we
w
yd
łu
że
ni
e c
za
su
pi
ec
ze
ni
a l
ub
po
dw
yż
sz
en
ie
te
mp
., e
lim
in
ac
ja
pa
rti
i w
yr
ob
ów
ni
ew
ła
śc
iw
yc
h
za
m
on
to
wa
ni
e
sy
gn
al
iz
ac
ji
św
iet
ln
o-
dź
wi
ę-
ko
we
j, s
zk
ol
en
ie
ob
słu
gi
ko
nt
ro
la c
za
su
, k
on
-
tro
la t
emp
er
at
ur
y
9
Pr
ze
ch
ow
yw
a-
ni
e I
I
ba
kt
er
ie: z g
r.
co
li,
Sa
lm
on
el
la
, p
leś
ni
e,
gr
zy
by
, i
ns
ek
ty
cz
as, t
em
-
pe
ra
tu
ra
,
wi
lg
ot
no
ść
wz
gl
ęd
na
po
w
iet
rz
a
3 m
ies
.,
16
–1
8º
C
do 7
5%
3 m
ies
.,
16
–1
8º
C
do 7
5%
el
im
in
ac
ja
w
yr
o-
bó
w
n
iew
ła
śc
i-
w
ych
el
im
in
ac
ja o
pa
ko
wa
ń
us
zk
od
zo
ny
ch
,
m
yc
ie, d
ez
yn
fe
kc
ja
,
de
zy
ns
ek
cja i d
er
a-
ty
za
cja z
go
dn
ie
z i
ns
tru
kc
ją
ko
nt
ro
la
tem
pe
ra
tu
ry
,
ko
nt
ro
la
wi
lg
ot
no
śc
i
po
wi
et
rz
a,
ko
nt
ro
la
ok
re
só
w
pr
ze
ch
ow
y-
wa
ni
a i
ko
nt
ro
la
cz
y-
sto
śc
i p
om
ies
zc
ze
ń
m
ag
az
yn
ow
yc
h
Źr
ód
ło
: op
ra
co
wa
ni
e w
ła
sn
e.
ZN_705_book.indb 33
1/16/08 1:54:47 PM
Władysław Kędzior, Joanna Ptasińska
34
4. Podsumowanie
Ścisły związek pomiędzy żywnością a stanem zdrowia człowieka sprawia, że
bezpieczeństwo żywności jest jednym z głównych przedmiotów zainteresowania,
gdy rozważa się jej jakość. Dlatego też szczególne miejsce wśród systemów jako-
ści zajmuje system HACCP. Jednym z podstawowych celów wdrażania systemu
HACCP w przedsiębiorstwach przetwórstwa żywności jest poprawa zaufania mię-
dzy uczestnikami rynku. HACCP chroni interesy konsumenta dając mu pewność
bezpieczeństwa i wysokiej jakości zdrowotnej nabywanych produktów spożyw-
czych. System ten chroni również interesy producenta, który prowadząc w odpo-
wiedni i udokumentowany sposób proces produkcyjny może udowodnić, że robi
wszystko, aby wytworzyć produkt bezpieczny dla zdrowia [2, 8]. Niezwykle ważny
jest też fakt, że system ten może być narzędziem w innych systemach, na przykład
zgodnych z normami serii ISO 9000. Stosowanie takiego zintegrowanego systemu
pozwala na osiąganie lepszych wyników i tym samym prowadzi do zwiększenia
satysfakcji klienta.
W wyniku przeprowadzonej analizy zagrożeń przykładowej linii produkcyjnej
ustalono trzy punkty krytyczne. Są nimi następujące etapy procesu produkcji:
przygotowanie surowców, pieczenie i przechowywanie II (po zakończonym etapie
produkcji). Działania prewencyjne, monitoring, przestrzeganie limitów krytycz-
nych oraz podejmowanie działań korygujących w momencie przekroczenia gra-
nic tolerancji w krytycznych punktach kontrolnych (CCP) dają gwarancję otrzy-
mania produktów bezpiecznych dla zdrowia. Na pozostałych etapach procesu
produkcyjnego konieczne jest bezwzględne przestrzeganie zasad dobrej prak-
tyki higienicznej i dobrej praktyki produkcyjnej. Dla zapewnienia skuteczności
i efektywności opracowanego systemu niezbędna jest jego systematyczna kon-
trola, weryfikacja i walidacja.
Literatura
[1] Ambroziak Z., Staszewska E., Janik M., Zasady systemu HACCP i analiza zagrożeń
w produkcji piekarskiej i ciastkarskiej, „Przegląd Piekarski i Cukierniczy” 1999, nr 2.
[2] HACCP (Hazard Analysis and Critical Control Point). Analiza Zagrożeń i Krytycz-
nych Punktów Kontroli, www.label.com.pl/po/haccp.html
[3] Higiena produkcji żywności, pod red. D. Kołożyn-Krajewskiej, Wydawnictwo SGGW,
Warszawa 2003.
[4] Kołożyn-Krajewska D., Sikora T., HACCP koncepcja i system zapewniania bezpie-
czeństwa zdrowotnego żywności, SITSpoż, Warszawa 1999.
[5] Kołożyn-Krajewska D., Sikora T., Zapewnienie jakości a bezpieczeństwo zdrowotne
żywności, „Przemysł Spożywczy” 2001, nr 6.
[6] Loken J.K., The HACCP Food Safety Manual, John Wiley&Sons Inc., New York
1995.
ZN_705_book.indb 34
1/16/08 1:54:48 PM
Opracowanie systemu HCCP…
35
[7] Seria ISO 9000:2000 nowoczesne zarządzanie jakością, pod red. A. Gach, Wydaw-
nictwo Verlag Dashöfer Spółka z o.o., Warszawa 2002.
[8] Staszewska E., HACCP – teoria i praktyka, „Przegląd Piekarski i Cukierniczy” 2002,
nr 7.
[9] Witkowski A., HACCP cz. I, „Przemysł Spożywczy” 2000, nr 6.
[10] Zarządzanie jakością i bezpieczeństwem żywności, pod red. J. Kijowskiego i T. Sikory,
Wydawnictwa Naukowo-Techniczne, Warszawa 2003.
Elaboration of HACCP for a Biscuit Production Plant
As there is a close relationship between food and a state of health, the health safety
of food is one of the principal factors shaping the quality of food products. Goods can
be introduced into the market only if they fulfill the requirements in that respect, and
that is why the HACCP system ranks so high among the quality systems. HACCP, due
to the prevention of hazards by strict control of raw materials, manufacturing process,
surroundings and producing staff, enables the manufacture of products of warranted
quality.
In Poland, according to the law in force, since January 1, 2004 middle-size and big
enterprises of the food industry are obliged to implement the HACCP system. The paper
presents the HACCP system designed for a line producing breakfast buns in a biscuit
producing plant. As a result of the carried out hazard analysis three critical points of the
manufacturing process have been established: preparation of raw materials, baking and
storing II (after the manufacturing stage).
ZN_705_book.indb 35
1/16/08 1:54:48 PM
Wyszukiwarka
Podobne podstrony:
instrukcja bhp dla zakladow produkcji koncentratow spozywczych
instrukcja p.poż dla zakładów produkcyjnych, instrukcje BHP
instrukcja bhp dla pomieszczen produkcyjnych piekarni i ciastkarni
Opracowanie systemu informatycznego z automatycznym zawieraniem transakcji na rynku walutowym(1)
projekt - ZBIERANIE I OPRACOWYWANIE DANYCH, Matematyka dla Szkoły Podstawowej, Gimnazjum
opracowanie systemy czasu rzeczywistego opracowanie wrzuszczak
PRZYKŁADOWE ROZWIĄZANIE ZADANIA 7 NA ETAP PRAKTYCZNY EGZAMINU Zakład Produkcujny NITKA
do kola PPT, PPT opracowanie 2ściąga, 1)Fazy rozwoju i życia produktu i miejsce procesu technologicz
do kola PPT, PPT opracowanie 2ściąga, 1)Fazy rozwoju i życia produktu i miejsce procesu technologicz
nowe systemy plikow dla linuksa Nieznany
BHP dla zakładów fryzjerskich i golarskich, 1 bhp w zakladach
Instrukcja BHP ogólna dla zakładu, 04. Instrukcje BHP
opracowanie pytańna egzamin dla zacofanych wordowo
Budowanie systemów informatycznych dla potrzeb zarządzania w
Opracowanie strony WWW dla II Pracowni Fizycznej Wydziału Fizyki Uniwersytetu Warszawskiego
więcej podobnych podstron