1. Co to jest techniczne przygotowanie produkcji i jak się
ono dzieli?
Techniczne przygotowanie produkcji to pełna integracja
działań związanych z tworzeniem procesów produkcyjnych i
dzielimy je na:
- konstrukcyjne przygotowanie produkcji;
- technologiczne przygotowanie produkcji;
2. Co zawiera projekt technologiczny budowy statku w
podziale na projekt wstępny oraz techniczny i roboczy?
Technologiczne przygotowanie produkcji:
a) projekt wstępny:
1 - ustalenie miejsca i metody budowy;
2 - podział sekcyjny kadłuba;
3 - rozplanowanie procesu technologicznego w terenie;
b) projekt techniczny i roboczy:
1 - kolejność montażu i spawania sekcji płatowych, bloków i
statku;
2 - zakres i metody zbrojenia sekcji, wyposażenia bloków i
statku przed i po wodowaniu;
3 - określenie pracochłonności wykonania statku;
4 - wzorcowy harmonogram budowy statku;
5 - pełną dokumentację materiałową;
6 - dokumentację konstrukcyjną oprzyrządowań specjalnych;
7 - szereg szczegółowych instrukcji technologicznych;
3. Scharakteryzuj rodzaje procesów produkcyjnych w
stoczni?
- podstawowe (celem ich jest przetwarzanie materiałów
podstawowych w statek lub inne wyroby gotowe);
- pomocnicze (dające wyroby nie wchodzące w wyroby
podstawowe, lecz warunkujące wykonanie tych wyrobów);
4. Na jakie procesy podstawowe dzielą się procesy
produkcyjne w stoczni? Podaj krótką charakterystykę?
procesy produkcyjne podstawowe
- celem ich jest
przetwarzanie materiałów podstawowych w statek lub inne
wyroby gotowe (proces produkcyjny budowy kadłuba);
podział:
procesy naturalne - bez udziału siły roboczej (wysychanie
farby, sezonowanie odlewów, suszenie drewna);
procesy pracy - procesy realizowane z udziałem człowieka
jako głównego wykonawcy procesu produkcyjnego;
5. Przedstaw i opisz podział procesu produkcyjnego
technologicznego w stoczni?
W zależności od charakteru przemian:
- liniowe – przekształcenie formy lub układu (obróbka
mechaniczna);
- rozdzielcze – rozdzielenie formy lub układu (cięcie);
- scaleniowe – montaż kadłuba, maszyny;
- mieszane – gdy gotowe wyroby są rezultatem wielu rożnych
procesów;
6. Przedstaw podział technologicznego procesu budowy
kadłuba na grupy faz i krótko opisz poszczególne fazy?
Grupa faz przygotowawczych:
-prostowanie blach;
-oczyszczanie i wstępną konserwację blach i profili;
-prace traserskie;
Grupa faz obróbczych:
-znakowanie;
-cięcie gazowe i mechaniczne;
-gięcie;
-kryzowanie;
Grupa faz prefabrykacyjnych:
-prefabrykowanie usztywnień;
-prefabrykowanie sekcji płaskich;
-prefabrykowanie sekcji zespołowych;
-prefabrykowanie bloków;
Grupa faz montażowych:
-montaż kadłuba na placu montażowym;
-montaż kadłuba na pochylni;
-montaż kadłuba w doku;
7. Na jakie fazy można podzielić technologiczny proces
wyposażania statku?
- grupa faz przygotowawczych
(wykonanie odlewów, odkuwek);
- grupa faz obróbczych
(elementy instalacji rurociągów, ślusarskich, z tworzyw
sztucznych);
- grupa faz prefabrykacyjnych
(łączenie elementów w zespoły);
- grupa faz montażowych
(montaż
maszyn i urządzeń, prace instalacyjne i
wykończeniowe, próby);
8. Co to jest cykl budowy statku? Przedstaw strukturę
cyklu budowy statku?
Czas kalendarzowy, w którym realizuje się proces
produkcyjny budowy (cykl produkcyjny).
Cykl budowy statku:
a) okres obróbki
b) okres prefabrykacji:
- okres prefabrykacji wstępnej
- okres prefabrykacji w halach
- okres prefabrykacji na placach
c) okres montażu:
- okres montażu bloków
- okres montażu na pochylni lub w doku suchym
- okres montażu na wodzie
- okres dokowania
d) okres prób:
- okres prób na uwięzi
- okres prób w morzu
- okres prac wykończeniowych po próbach na morzu
9. Wymień czynniki wpływające na zapotrzebowanie na
określony tonaż floty?
a) potrzeby transportowe handlu międzynarodowego:
- wynikające ze wzrostu liczby ludności,
- rozwoju gospodarczego poszczególnych krajów,
- wymiany towarowej zgodnej z rozwojem ekonomicznym.
b) potrzeby eksploatacji mórz i oceanów:
- uprawianie rybołówstwa,
- kopalnictwa złóż surowcowych znajdujących się na dnie i
pod dnem,
- instalacji różnorakich urządzeń technicznych (rurociągi,
kable, itp.).
c) działań o charakterze militarnym
10.Na czym polega specyfika przemysłu okrętowego?
- Stocznie to zakłady produkcyjne silnie odczuwające
konkurencje.
- Podatne na wahania koniunktury.
- Ostra konkurencja.
- Statki to największe w świecie obiekty transportowo-
komunikacyjne.
- Pracochłonność budowy statku.
- Występuje różnorodność użytych materiałów.
- Jednostkowy charakter produkcji.
- Liczba statków tego samego typu w serii jest ograniczona.
- Koszt budowy jest bardzo wysoki.
11.Podaj kryteria podziału stoczni na typy?
- rodzaju produkcji:
- budujące nowe statki,
- remontowe,
- o produkcji mieszanej,
- materiału stosowanego do produkcji:
- stocznie statków stalowych,
- stocznie statków drewnianych,
- stocznie statków z tworzyw sztucznych,
- stocznie statków żelbetonowych,
- przeznaczenia statków:
- morskie,
- śródlądowe,
- cywilne,
- wojenne,
- metody budowy i wielkości statków;
- wielkości zatrudnienia;
12.Wymień czynniki warunkujące optymalna lokalizację
stoczni?
- rodzaj terenu,
- wysokość i ukształtowanie terenu,
- szerokość i głębokość akwenu sąsiadującego ze stocznią,
- odpowiedni rodzaj gruntu do fundamentowania,
- bliskość portu i łatwość dostępu do otwartego morza,
- możliwości zaopatrzenia stoczni w energię,
- dogodność doprowadzenia linii kolejowych i drogowych,
- warunki klimatyczne,
- bliskość źródeł zaopatrzenia.
13.Jakie znasz schematy rozplanowania stoczni budującej
nowe statki?
- o układzie prostym,
- o układzie w kształcie litery U,
- o układzie w kształcie litery S,
14.Jakie
znasz
schematy
rozplanowania
stoczni
remontowych?
- układ pirsowy stoczni remontowej
- rozplanowanie stoczni remontowej nad basenem
- rozplanowanie stoczni remontowej na wyspie
15.Przedstaw
podstawowy
podział
materiałów
stosowanych do budowy kadłuba w Stoczni:
- podstawowe i dodatkowe – wykorzystywane bezpośrednio w
procesach produkcji;
- pomocnicze – wykorzystywane do nadania produktom pracy
dodatkowych właściwości;
- uzupełniające – paliwo, części zapasowe, odpady;
16.Jakie podstawowe wymagania muszą spełniać materiały
stosowane do budowy i remontów statku?
Materiały stosowane do budowy i remontów statków
podlegają nadzorowi przez Towarzystwo Klasyfikacyjne ( w
Polsce PRS. S.A.). Wymagania w stosunku do materiałów
określają Przepisy Klasyfikacji i Budowy Statków Morskich
część IX. Materiały i spawanie. Materiały, które nie
odpowiadają warunkom określonym w Części IX, podlegają w
każdym przypadku odrębnemu rozpatrzeniu przez PRS.
17.Jakie materiały w budowie statków objęte są nadzorem
przez Towarzystwa Klasyfikacyjne?
- kadłub,
- mechanizmy i urządzenia maszynowe,
- kotły parowe i zbiorniki ciśnieniowe,
- wyposażenie okrętowe,
- rurociągi okrętowe.
18. Jakie cechy powinien posiadać materiał na konstrukcję
kadłuba dużych statków morskich?
• statyczne własności wytrzymałościowe,
• odporność na pękanie zmęczeniowe,
• odporność na kruche pękanie,
• odporność na pękanie laminarne,
• niską podatność na korozję,
• łatwe przetwarzanie
• niski koszt.
19. Przedstaw charakterystyki stali okrętowych do budowy
kadłuba?
Do budowy kadłubów statków stosowane są:
- Stale stopowe,
- Stopy aluminium.
Stal okrętowa to taka stal, która stosowana jest na elementy
konstrukcyjne kadłubów statków podlegających nadzorowi
towarzystw klasyfikacyjnych. Stale te są wytwarzane zgodnie
z wymaganiami tych towarzystw i pod ich nadzorem.
Podział:
Stale kadłubowe o zwykłej wytrzymałości (ZW),
Stale kadłubowe o podwyższonej wytrzymałości (PW),
Stale konstrukcyjne o wysokiej wytrzymałości ulepszone
cieplnie (WW),
Stale o gwarantowanych własnościach w kierunku grubości
(Z),
Stale do pracy w niskich temperaturach,
Charakterystyka:
- gwarantowana duża odporność na kruche pękanie w temp.
0°c, a dla pewnych kategorii stali, także w temp. ujemnych;
- dobra spawalność umożliwiająca uzyskanie złączy
spawanych
bez
pęknięć
przy
spawaniu
różnymi
technologiami, bez podgrzewania wstępnego przy różnych
temperaturach otoczenia;
- zdolność do przeróbki plastycznej na zimno, bez znacznego
pogorszenia własności eksploatacyjnych po odkształceniu, nie
wymagające
obróbki
cieplnej
odprężającej
(rekrystalizacyjnej);
- odporność na korozję w środowisku wody morskiej, a w
pewnych przypadkach przewożonego ładunku;
- wytrzymałość na zmęczenie w środowisku korozyjnym,
szczególnie niskocykliczne zmęczenie złącz spawanych;
możliwie niska cena;
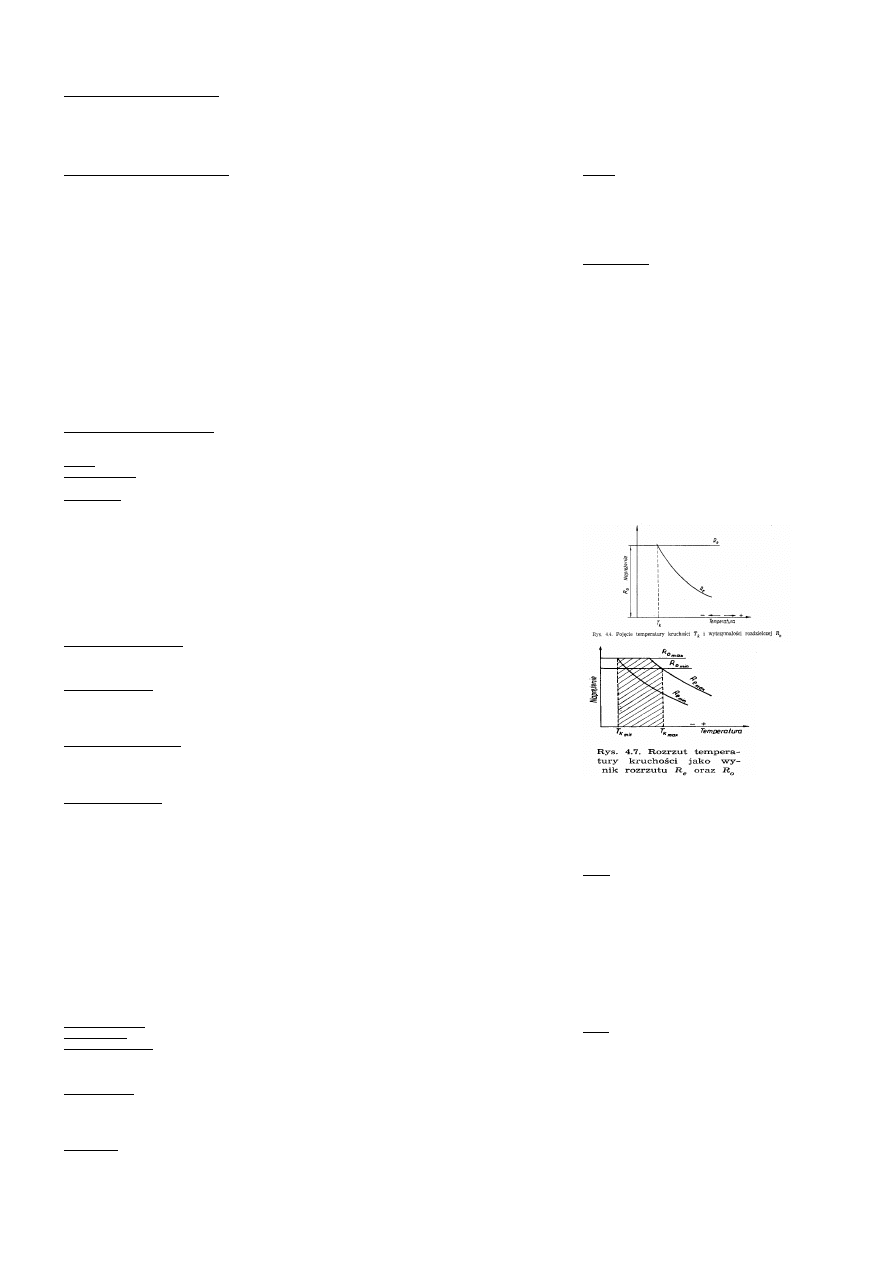
20. Jak wpływa stan naprężeń, szybkość obciążenia i
temperatura na własności mechaniczne stali? Naszkicuj
odpowiednie wykresy?
- Maleją własności wytrzymałościowe
(twardość,
wytrzymałość
na
rozciąganie,
granica
plastyczności);
- Rosną własności plastyczne
(przewężenie, wydłużenie oraz udarność);
21.Jakie znasz próby technologiczne badania stali
okrętowych?
- Próba udarności (młot Charpy V)
- Próba zginania
- Próba twardości
22.W jaki sposób składujemy materiały stalowe w stoczni?
Materiały hutnicze dzielimy jena dwie grupy: blachy i profile,
po nadejściu do stoczni składowane są w magazynach.
Blachy – wielkość składu uzależniona jest od:
- wielkości produkcji,
- wielkości zapasu materiałowego utrzymywanego w stoczni,
- rodzaju składowania materiału
- liczby używanych w stoczni typowielkości (typoformatu)
blach.
Ilość składowanych materiałów na danej powierzchni
magazynowej uzależniona jest od metody składowania.
Istnieją dwa rodzaje składowania blach:
- w stertach
- w stojakach,
Składy są z reguły otwarte w celu umożliwienia naturalnego
procesu odpadania zgorzeliny pod wpływem warunków
atmosferycznych.
Profile – rozróżniamy profile o
- dużych przekrojach - składowane na dźwigarach podobnych
do stosowanych przy składowaniu blach w stertach.
- małych przekrojach - składowane w stojakach
23.Przedstaw etapy wytwarzania konstrukcji kadłuba?
•
obróbka wstępna
•
prefabrykacja profili i drobnych elementów
•
obróbka
•
prefabrykacja węzłów
•
prefabrykacja sekcji płatowych
•
prefabrykacja sekcji przestrzennych
•
montaż bloków
•
montaż kadłuba
24.Na czy polega obróbka wstępna w stoczni w procesie
budowy kadłuba? Wymień typowe stanowiska pracy
wchodzące w skład ciągu obróbki wstępne?
prostowania
oczyszczania ze zgorzeliny
okresowego zabezpieczania materiału przed korozją
trasowania
obcinania większych zapasów
skład międzyoperacyjny
wieża traserska
walcownia
Operacje obróbki wstępnej przeprowadzane są bezpośrednio
przed podaniem materiału do hali obróbki.
25.Wymień główne zadania walcowania blach i profili?
- usunięcie nierówności na blachach, powstałych w skutek
nierównomiernego stygnięcia blach po walcowaniu na gorąco
w hutach i odkształceń powstałych w czasie transportu i
przeładunku,
- usunięcie reszty naprężeń wewnętrznych, powstałych przy
walcowaniu na gorąco,
- wykruszenie części zgorzeliny, która odstała od blachy w
okresie przebywania na wolnym powietrzu.
Walcowanie blach odbywa się poprzez kilkakrotne
przepuszczenie
blachy
przez
walce.
Walcowanie
płaskowników i profili wymaga zastosowania specjalnych
walców.
26.Na czym polega oczyszczanie blach i profili? Jakie znasz
metody oczyszczania?
Po procesie walcowania zostaje jeszcze część zgorzeliny,
należy ją usunąć w następującymi metodami:
a) metody mechaniczne
(piaskowanie, śrutowanie, szczotki, skrobaki, młoty
udarowe),
b) metody chemiczne – trawienie
(za pomocą kwasu siarkowego lub kwasu solnego).
c) metody termiczne
(płomień
acetylenowo-tlenowy,
elektroindukcyjne,
sezonowanie).
27.Jakie znasz standardy przygotowania powierzchni do
malowania?
Kontroli stanu przygotowania powierzchni podlegają
następujące właściwości:
- wygląd powierzchni,
- stopień czystości podłoża,
- profil powierzchni (chropowatość)
- obecność zatłuszczeń,
- obecność zapylenia,
- obecność zanieczyszczeń jonowych.
Stopień przygotowania powierzchni możemy oceniać wg
normy ZN -89/101124
28.Jak
oceniamy
i
badamy
stan
przygotowania
powierzchni do malowania?
Oceniane właściwości( wymagania i metody):
a) Wygląd powierzchni - wolna od pęcherzy, łusek,
rozwarstwień, dopuszczalna głębokość łusek do 0,5 mm.
Metoda: nieuzbrojonym okiem z 25 cm przy świetle w
dziennym lub żarówce 100W. Głębokość wgnieceń –
suwmiarka, lub specjalistycznym przyrządem do badania
wżerów.
b) Stopień przygotowania – nie niżej niż Sa 2.5.
Metoda – wizualna wg wzorców.
c) Profil powierzchni – ścierniwo kuliste – 70 μm; ścierniwo
ostrokątne - 100 μm.
Metoda – stykowa, ruchowa, przez porównanie.
d) Stopień odpylenia.
Metoda – wg wzorca.
e) Obecność zatłuszczenia.
Nie dopuszcza się.
29.Przedstaw podział statku na umowne części składowe?
Cel
podziału:
ułatwienie
opracowania
procesu
technologicznego;
Rejon: przestrzenne części statku, wyznaczone umownymi
płaszczyznami, zawierające określoną liczbę kompletnych
sekcji i elementów wyposażenia;
Podział na rejony ustala się na podstawie przyjętego wariantu
budowy.
1. Statek
2. Klasy konstrukcyjne statku
3. Grupy technologiczno – konstrukcyjne
4. Podgrupy technologiczno – konstrukcyjne
5. Zespoły konstrukcyjne (sekcje)
6. Podzespoły konstrukcyjne (podsekcje)
7. Węzły konstrukcyjne
8. Elementy konstrukcyjne
Numeracja rejonów odpowiada kolejności montażu, co ułatwia
planowanie zaopatrzenia i realizacje prac.
30.Jak dzielimy sekcje konstrukcyjne kadłuba statku?
- sekcje płatowe (płaskie) – składające się z prostego płata
poszycia wspartego odpowiednia konstrukcja usztywniającą;
- sekcje przestrzenne – składające się z pasa obłowego
wspartego
odpowiednia
konstrukcją
usztywniającą,
wymagające odpowiednich łóż montażowych zapewniających
zachowanie właściwego kształtu;
- sekcje zespołowe - złożone z kilku sekcji płatowych,
obejmujące wycinek przestrzenny kadłuba, jak np.. dno
podwójne;
- bloki – składające się z szeregu sekcji płatowych lub
zespołowych, obejmujących wycinek kadłuba na całej jego
szerokości i wysokości, jak blok dziobowy, rufowy, blok
siłowni, blok nadbudówki itp.;
31.Co to jest grupa technologiczna( grupa obróbcza)?
Wymień możliwe podziały elementów konstrukcji kadłuba
na grupy obróbcze?
Grupa obróbczą jest wyodrębniona materiałowo część
konstrukcji obejmująca jedną lub więcej sekcji z jednej grupy
konstrukcyjnej w jednym rejonie statku.
Grupa technologiczna (grupa obróbcza) to elementy
konstrukcji poddawane temu samemu lub podobnemu
procesowi technologicznemu.
Podział:
- Blachy proste o dużych wymiarach
- Blachy o krzywiznach łagodnych, obrabiane przed gięciem.
- Blachy o krzywiznach skomplikowanych, obrabiane po
gięciu
- Drobne elementy z blach
- Proste kształtowniki
- Kształtowniki o krzywiznach łagodnych, wykonane na zimno
- Kształtowniki o krzywiznach skomplikowanych, gięte na
gorąco
32.Co to jest prefabrykacja? Jakie rodzaje prefabrykacji
stosujemy w stoczniach?
Prefabrykacja
to
montaż
pojedynczych
elementów
konstrukcyjnych w zespoły, zwane sekcjami, przy
jednoczesnym ich trwałym łączeniu przed zamontowaniem w
całość.
Prefabrykację dzielimy na :
a)
wstępną,
b)
sekcji płatowych,
c)
sekcji zespołowych,
d)
bloków.
33.Czym kieruje się konstruktor dokonując podziału
kadłuba na bloki, sekcje, itp. I jakie cele poprzez ten
podział chce zrealizować?
Podział kadłuba na bloki, sekcje zespołowe, sekcje płatowe
ustala
konstruktor
w
porozumieniu
(uzgodnieniu)
technologiem.
Podział kadłuba jest rezultatem analizy:
- Konstrukcji i wytrzymałości statku,
- Zunifikowanie wymiarów blach i profili (programy
walcowania hut),
- Infrastruktury technicznej stoczni (w tym urządzeń
transportowych i dźwigowych),
- Ilości złącz spawanych wykonywanych w pozycji
przymusowej,
- Zakresu prac wyposażeniowych,
- Wielkości budowanej serii,
- Analizy ekonomicznej
34.Wymień typowe elementy składowe sekcji płaskiej
wchodzącej w skład kadłuba statku i przedstaw
schematycznie na szkicu sposób jej prefabrykacji?
Sekcje płaskie składają się z płatu poszycia wspartego
odpowiednią konstrukcją usztywniającą, to jest grodzie, sekcje
pokładów lub poszycia burtowego.
- Montaż blach w płat (spawanie blach);
- Montaż usztywnień niskich
- Montaż usztywnień wysokich
35.Przedstaw na szkicu Ciąg sekcji płaskiej oraz wymień i
zaznacz stanowiska wchodzące w jej skład? Jakie
urządzenia wchodzą w skład ciągu sekcji płaskich?
1. Stanowisko montażu i spawania płatów.
2. Stanowisko oczyszczania z powłok malarskich ochronnych
miejsc pod montaż usztywnień pierwszej i drugiej grupy oraz
trasowanie ich położenia.
3. Stanowisko montażu usztywnień I grupy, wyposażone w
siłowniki hydrauliczne dociskające usztywnienia do poszycia.
Stanowisko wyposażone jest w głowicę do wykonywania
spoin szczepnych.
4. Stanowisko spawania usztywnień I grupy (ciągłych). Spoina
pachwinowa ciągła lub
przerywana.
Wykonywana
przelotowo tzn. od końca do końca usztywnienia.
5. Stanowisko montażu usztywnień II grupy. Wyposażone w
siłowniki hydrauliczne iskające usztywnienia do poszycia
6. Stanowisko spawania usztywnień II grupy wyposażone w
automaty (półautomaty) do spawania spoin pachwinowych
(różnymi metodami MIG/MAG).
7. Stanowisko odstawcze, na którym dokonujemy: spawania
węzłówek, zaślepień, chwytów, odbioru sekcji
36.Przedstaw poznane metody i sposoby budowy sekcji
przestrzennych kadłuba?
Produkcją kadłuba w stoczni zajmuje się wyspecjalizowany
wydział nazywany kadłubownią.
Proces budowy kadłuba składa się z 3 podstawowych etapów:
prefabrykacji sekcji kadłuba, montażu sekcji w bloki, łączenia
bloków
Sekcje montowane są z blach i kształtowników po
wcześniejszym ich natrasowaniu, wycięciu (wypaleniu) wg
kart wykroju bazujących na dokumentacji technologicznej
oraz, ewentualnie, gięciu.
Sekcje mogą przybierać formy: płatowe (płaskie, gięte),
przestrzenne
Montaż elementów w sekcje polega połączeniu płaskich
elementów w większe płaty poprzez sczepianie (spawanie
punktowe), a następnie spawanie jedno- lub dwustronne.
Kolejną fazą jest montaż usztywnień odbywający się
podobnie, jak montaż płatów blach. Często do montażu sekcji
wykorzystywane są tzw. łoża montażowe gwarantujące
zachowanie kształtu sekcji narzuconego przez projekt.
Sekcje przestrzenne – składające się z pasa obłowego
wspartego
odpowiednia
konstrukcją
usztywniającą,
wymagające odpowiednich łóż montażowych zapewniających
zachowanie właściwego kształtu.
37.Jakie rodzaje transportu są stosowane w stoczniach w
magazynach materiałów hutniczych oraz w procesach
obróbki,
oraz
prefabrykacji
sekcji
płaskich
i
przestrzennych?
- wózki widłowe
- transport rolkowy
- suwnice szynowe
- dźwigowy
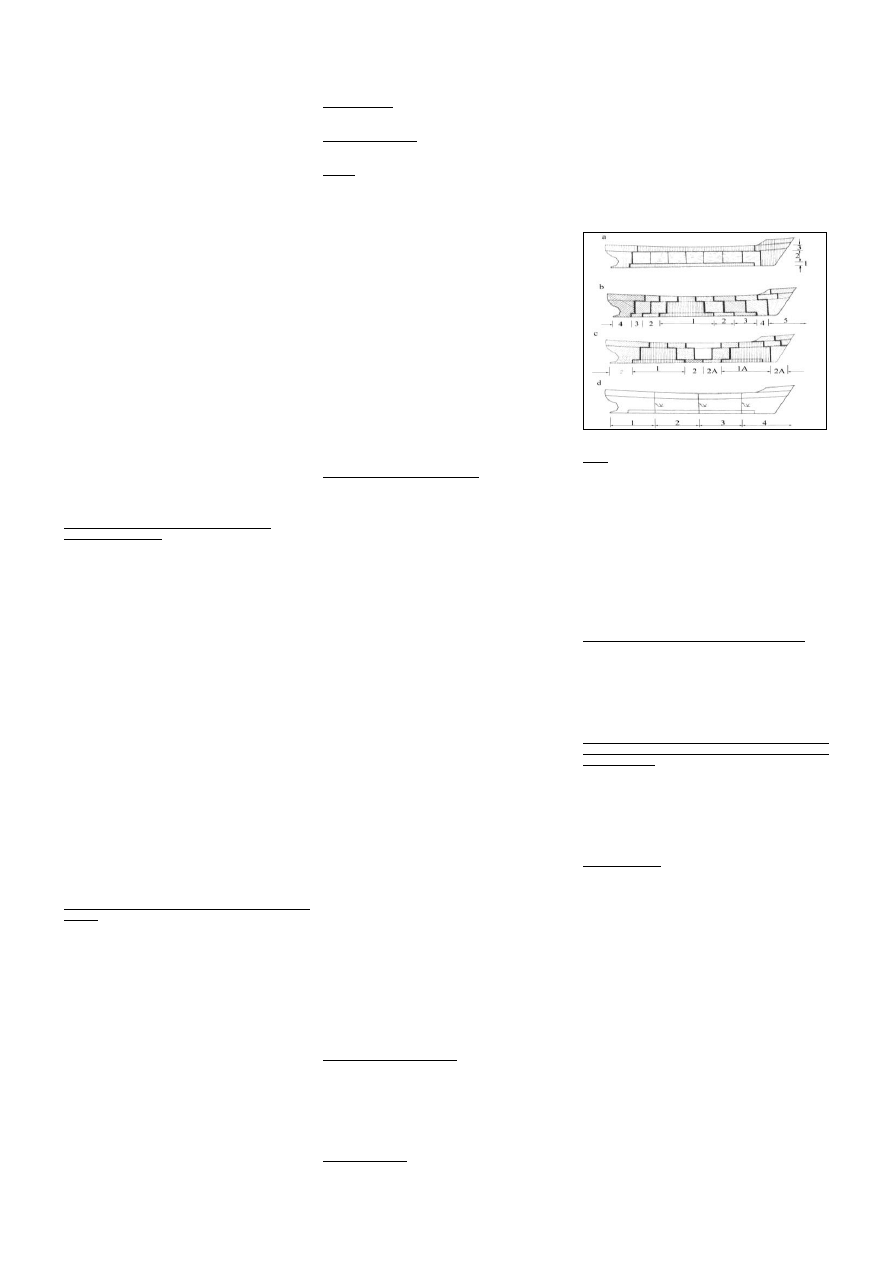
38.Wymień i naszkicuj metody montażu kadłuba statku?
Metody montażu kadłuba w płaszczyźnie wzdłużnej:
a – piętrowa; Numeracja rejonów odpowiada kolejności
montażu, co ułatwia planowanie zaopatrzenia i realizacje prac;
b – piramidalna; Numeracja odpowiada kolejności montażu;
c – wyspowa;
d – blokowa;
Blok jest jednocześnie rejonem statku (kadłuba);
39.Co to jest rejon budowy i do jakich celów pojęcie to
wprowadza się w procesie budowy statku?
Rejon: przestrzenne części statku, wyznaczone umownymi
płaszczyznami, zawierające określoną liczbę kompletnych
sekcji i elementów wyposażenia.
Podział na rejony ustala się na podstawie przyjętego wariantu
budowy
w
celu
ułatwienie
opracowania
procesu
technologicznego.
40.Wodowanie – definicja, rodzaje wodowania.
Wodowanie – przemieszczanie jednostki pływającej z lądu na
wodę po zakończeniu jej budowy lub remontu. Jest jedną z
najważniejszych operacji technologicznych procesu budowy
statku – w niektórych przypadkach, nie można jej powtórzyć
ani zatrzymać w dowolnej chwili. może się odbyć
najwcześniej z chwilą ukończenia prac kadłubowych
zapewniających pływalność i wystarczającą wytrzymałość
wzdłużną i miejscową.
Obecnie stosowane metody wodowania:
1. Spłynięcie kadłuba statku z jego podbudowy wskutek:
a) pogrążania podbudowy w wodzie o niezmiennym poziomie:
1- za pomocą doku pływającego;
2- za pomocą wyciągów poprzecznych i wzdłużnych;
3- za pomocą dźwigu;
4- za pomocą podnośnika (synchroliftu);
b) podniesienie zwierciadła wody przy niezmiennym poziomie
podbudowy:
1 - za pomocą doku suchego;
2. Wodowanie pod wpływem składowej siły ciężkości
działającej równolegle do torów powodującej ruch kadłuba
statku w kierunku:
a) wzdłużnym do jego osi (pochylnia wzdłużna);
b) poprzecznym do jego osi (pochylnia poprzeczna);
41.Wodowanie wzdłużne – rozkład sił, warunek
wodowania samoczynnego.
Wodowanie wzdłużne – wodowanie pod wpływem składowej
siły ciężkości działającej równolegle do torów powodującej
ruch kadłuba statku w kierunku: wzdłużnym do jego osi,
poprzecznym do jego osi.
Okresy wodowania:
I – od ruszenia statku do chwili wejścia stępki do wody
II – od chwili wejścia stępki do wody do obrotu rufy
III – od rozpoczęcia obrotu do zejścia kozła dziobowego z KP
IV – od zejścia koła dziobowego z KP do zatrzymania statku
42.Wodowanie poprzeczne - typy wodowania.
-bez zeskoku,
-z zeskokiem,
-z małym zeskokiem,
-po torze obrotowym
43.Wodowanie przy pomocy wyciągu.
- wzdłużny;
- poprzeczny;
Przy pomocy wyciągu.
44.Wodowanie przy pomocy synchroliftu.
Za pomocą specjalnego wózka z który statek opuszcza się
samoczynnie na specjalnej rampie (przesuwany po lądzie na
ponton) do wody, który później jest zatapiany.
Wyszukiwarka
Podobne podstrony:
Podstawy Technologii OkrATMtAlw Sprawozdanie nr 3 (3) id 368428
Podstawy Technologii OkrATMtAlw Sprawozdanie nr 4 (4) id 368429
Podstawy Technologii OkrATMtA3w Sprawozdanie nr 2 (2)
Ekonomia i ZarzA dzanie LsciA ga id 155833
PODSTAWY TECHNOLOGII 1 id 36842 Nieznany
Podstawy Technologii Okrętów Pytania
GA id 185455 Nieznany
Podstawy Technologii Okrętów Dodatkowe nr 3D (3)
Sprawozdanie nr 3 (3), sem II, Podstawy Technologii Okrętów - Wykład.Laboratorium, Laboratorium nr 3
Podstawy technologii produkcji piwa
zadania2 preznosc pary nasyconej oraz gestosc cieczy i gazow, Technologia chemiczna, Podstawy techno
zadania4 lepkosc mieszanin gazow i cieczy pod niskim i umiarkowanym cisnieniem, Technologia chemiczn
zadania5 lepkosc gazow i cieczy pod wysokim cisnieniem, Technologia chemiczna, Podstawy technologii
Sprawozdanie nr 2 (2) Metoda Brinella, sem II, Podstawy Technologii Okrętów - Wykład.Laboratorium, L
Podstawy technologii żywności - do egzaminu, Opakowania żywności
Zaliczanie ptp, Ochrona Środowiska pliki uczelniane, Podstawy technologii przemysłowej
27 Podstawowe technologie budowy mostów Metody budowy komu
Proces wałka do Wiecha, Zarządzanie i Inżynieria Produkcji Politechnika Lubleska, podstawy technolog
więcej podobnych podstron