
7. OPTYMALIZACJA PARAMETRÓW SKRAWANIA
7.1 Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z wyznaczaniem optymalnych parame-
trów skrawania metodą programowania liniowego na przykładzie toczenia.
7.2 Wprowadzenie
Optymalny dobór warunków skrawania wynika z uwzględnienia wymagań stawianych
przez konstruktora (wymagania w zakresie dokładności wymiarowo-kształtowej i
powierzchniowej oraz właściwości warstwy wierzchniej), ograniczeń obróbkowych
(sposób obróbki, obrabiarka, narzędzie oraz przedmiot obrabiany) oraz ekonomii
wytwarzania (jak najmniejsze zużycie materiałów, wysoka wydajność produkcji oraz jak
najmniejszy koszt jednostkowy) [L. 1].
W zależności od stopnia poznania zależności fizycznych i techniczno-ekonomicznych
danego sposobu obróbki wyróżnia się optymalizację warunków skrawania:
- zupełną (kompleksową) - polegającą na ujęciu zależności pomiędzy kryteriami
a warunkami obróbki w postaci układu równań i jego rozwiązaniu,
- częściową - polegającą na częściowym założeniu kilku danych i wyznaczeniu
optymalnych wartości niektórych parametrów obróbki uwzględniających przyjęte
kryteria.
W ćwiczeniu wykorzystano metodę programowania liniowego, stosowaną do
zagadnień dających się opisać liniowymi układami równań i nierówności. Optymaliza-cja
parametrów skrawania metodą programowania liniowego polega na [L. 2]:
- wyborze kryterium optymalizacji (maksymalna wydajność, najmniejszy koszt
operacji, itp.),

7. Optymalizacja parametrów skrawania 75
- przyporządkowaniu dla wybranego kryterium funkcji, nazywanej funkcją celu lub
funkcją kryterialną - dającej się przekształcić w równanie liniowe,
- ułożeniu nierówności opisujących ograniczenia, na podstawie warunków ogra-
niczających optymalizowane parametry skrawania,
- zestawieniu w liniowy układ wszystkich nierówności, stanowiący razem z liniową
funkcją celu model matematyczny obiektu optymalizacji,
- wykorzystaniu modelu matematycznego do wyznaczenia optymalnych parametrów
skrawania - można tego dokonać graficznie (rys. 7.1) lub analitycznie, wykorzystując
technikę komputerową.
W ćwiczeniu wyznaczane są optymalne wartości prędkości skrawania i posuwu, przy
ustalonych pozostałych parametrach skrawania, na przykładzie obróbki toczeniem.
Celem sprawdzenia poprawności obliczeń zostaną wykonane próby toczenia i
pomierzona chropowatość powierzchni, która jest jednym z warunków ograniczających
parametry skrawania. Jako kryterium optymalizacji przyjęto najmniejsze koszty operacji
i największą wydajność obróbki. Przy założonej trwałości narzędzia (T=const) parametry
te osiągną ekstrema wówczas, gdy czas maszynowy będzie najmniejszy.
Z uwagi na powyższe, funkcję celu możemy zapisać jako iloczyn prędkości
obrotowej i posuwu:
f
celu
= n f
(7.1)
Ponieważ funkcje muszą być liniowe:
F
celu
= Y + X
(7.2a)
gdzie:
F
f
celu
celu
= ln
Y = ln n
X = ln f
(7.2b)
n - prędkość obrotowa,
f - posuw
Dla tak przyjętej funkcji celu należy przeanalizować warunki ograniczające:
- ograniczenia konstrukcyjne obrabiarki
prędkość obrotowa nie może przekroczyć wartości maksymalnej i minimalnej
prędkości obrotowej obrabiarki
n
n
max
i
n
n
min
(7.3a)
uwzględniając (7.2b) oraz ln n
= B
max
1
i ln n
= B
min
2
Y
B
1
i
Y
B
2
(7.3b)
posuw nie może przekroczyć wartości maksymalnego i minimalnego posuwu
obrabiarki
f
f
max
i
f
f
min
(7.4a)
uwzględniając (7.2b) oraz ln f
= B
max
3
i ln f
= B
min
4
76 Laboratorium Obróbki Skrawaniem
X
B
3
i
X
B
4
(7.4b)
- ograniczenie wynikające z właściwości skrawnych ostrza
D n
1000
C
T a
f
v
m
p
ev
uv
(7.5a)
przekształcając (7.5a):
n f
S
uv
1
(7.5b)
gdzie:
S =
1000 C
D T a
1
v
m
p
ev
logarytmując (7.5b):
ln n + u ln f
ln S
v
1
(7.5c)
uwzględniając (7.2b) oraz ln S = B
1
5
Y + u X B
v
5
(7.5d)
- moc skrawania nie może przekroczyć mocy obrabiarki zredukowanej na wrzeciono
F v
60 1000
N
c
c
s
(7.6a)
gdzie:
N
s
- moc silnika,
- współczynnik sprawności
uwzględniając
F = C a
f
c
p
e
u
Fc
Fc
Fc
n f
S
u
2
Fc
(7.6b)
gdzie:
S2 =
60 10002 Ns
D CFc ap
eFc
logarytmując (7.6b) i uwzględniając (7.2b) oraz ln S = B
2
6
Y + u X B
Fc
6
(7.6c)

7. Optymalizacja parametrów skrawania 77
- siła skrawania F
c
nie może przekroczyć siły wynikającej z wytrzymałości trzonka
narzędzia na zginanie (obróbka zgrubna)
F l M
c
y
(7.7a)
gdzie:
l - odległość punktu przyłożenia siły skrawającej od imaka
M
y
- dopuszczalny moment zginający
po uwzględnieniu zależności na siłę skrawania i przekształceniu
f
S
3
(7.7b)
gdzie:
S3 =
M y
l CFc ap
eFc
uFc
1
logarytmując (7.7b) i uwzględniając (7.2b) oraz
ln S = B
3
7
X
B
7
(7.7c)
- ograniczenie wynikające z dopuszczalnego ugięcia wierzchołka noża (0,1 mm dla
toczenia zgrubnego, 0.05 mm dla toczenia dokładnego), znając siłę skrawania oraz
zakładając dopuszczalne ugięcie narzędzia można, wykorzystując wzory wytrzy-
małości materiałów wyznaczyć wartość stałej
S
4
ograniczającej posuw
f
S
4
(7.8a)
logarytmując (7.8a) i uwzględniając (7.2b) oraz ln S = B
4
8
X
B
8
(7.8b)
- ograniczenie wynikające z chropowatości powierzchni obrobionej
R = C
f
v
z
R
u
c
s
R
R
(7.9a)
gdzie:
C
R
- stała uwzględniająca warunki obróbki (rodzaj materiału obra-
bianego, geometrię ostrza itp.)
R
z
- wysokość chropowatości
78 Laboratorium Obróbki Skrawaniem
uwzględniając
v =
D n
1000
c
i przekształcając (7.9a)
f
n
S
u
s
5
R
R
(7.9b)
gdzie:
S5 =
R z
CR
D
1000
sR
logarytmując (7.9b) i uwzględniając (7.2b) oraz
ln S = B
5
9
- s Y + u X B
R
R
9
(7.9c)
Przedstawione wyżej ograniczenia nie wyczerpują w pełni opisanego procesu. Na
ograniczenie prędkości skrawania oraz posuwu mają jeszcze wpływ dopuszczalne
ugięcie przedmiotu obrabianego, wytrzymałość mechanizmu posuwu obrabiarki,
stabilność układu OUPN, itp. [L. 2]. Model matematyczny uproszczono z uwagi na
dobór ustalonych parametrów obróbki (głębokość skrawania, sztywny przedmiot
obrabiany). Zapis zbiorczy tego modelu przedstawia się następująco:
model matematyczny
ograniczenia
Y
B1
Y
B2
X
B3
X
B4
Y + u v X B5
Y + u Fc X B6
X
B7
X
B8
- sR Y + uR X B9
funkcja celu
= Y + X max
Fcelu
(7.10)
7. Optymalizacja parametrów skrawania 79
Y = ln n
X = ln f
45
o
A
B
C
D
Y
X
opt
opt
Y >= B
Y <= B
2
1
X
>=
B
4
F
celu
|min
F
celu
|ma
x
Y + u X
<=B
5
v
Y + u
X<
=B
6
Fc
-s
Y
+u
X
<=
B
R
R
9
X
<
=B
8
X
<
=B
7
X
<=
B
3
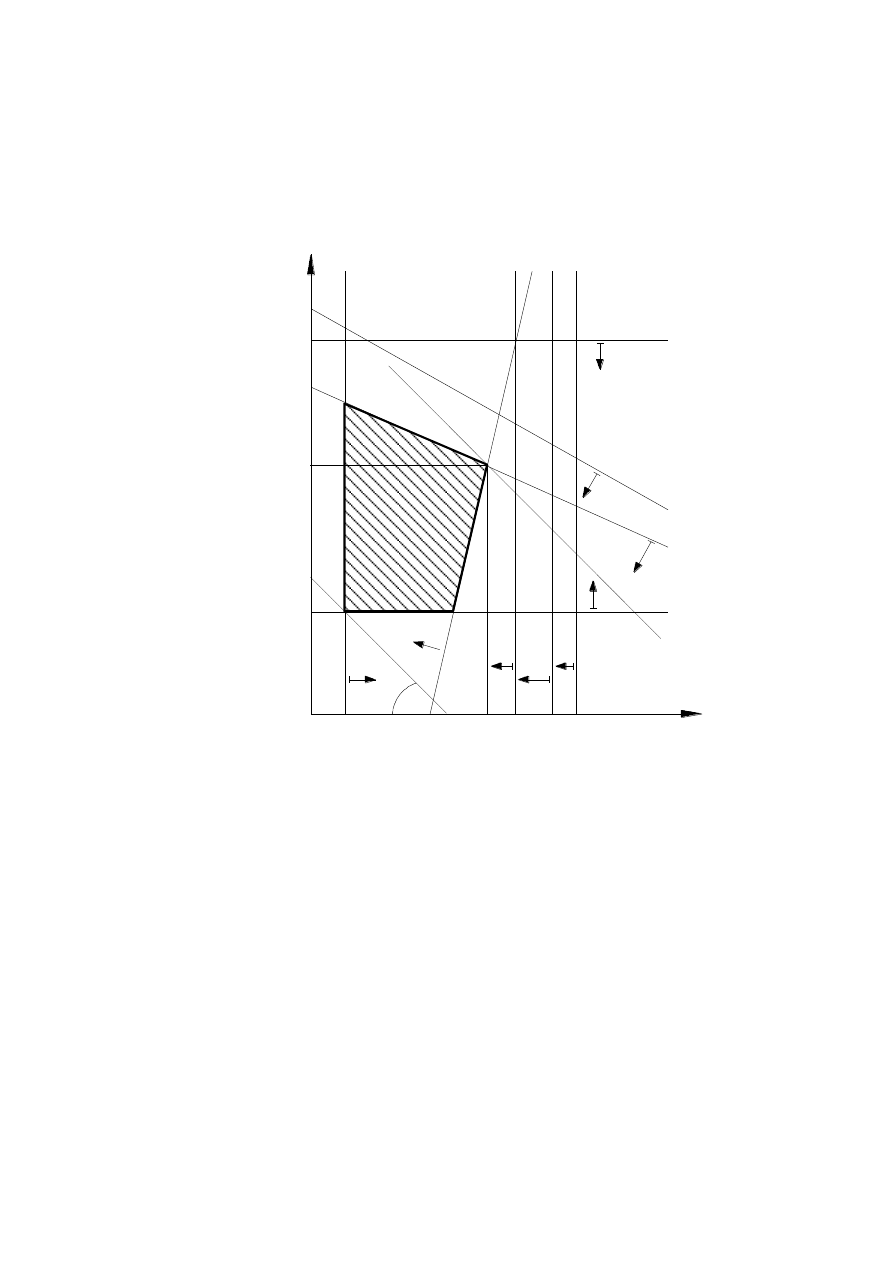
Rys. 7.1. Graficznie przedstawiony model matematyczny doboru parametrów skrawania
metodą programowania liniowego
Na rys. 7.1 przedstawiono wielobok ABCD zawierający możliwe rozwiązania
powyższych nierówności. W przypadku gdy nierówności nie będą sprzeczne wielobok
ten będzie wypukły. Ekstremalne wartości funkcji celu oznaczone są na rysunku liniami
przerywanymi. Dla wieloboku przedstawionego na rysunku wartości optymalne
odpowiadają punktowi C i wynoszą Yopt i Xopt. Po przekształceniu optymalne obroty
i posuw wynoszą:
nopt = exp Yopt ; fopt = exp Xopt
(7.11)

80 Laboratorium Obróbki Skrawaniem
7.3 Przebieg ćwiczenia
Zadanie1
Wyznaczyć optymalne parametry skrawania f i v
c
, przy ustalonej
a
p
oraz założeniu
wymaganej chropowatości powierzchni i trwałości narzędzia, dla obróbki toczeniem.
W tym celu należy pomierzyć wybrane parametry geometryczne narzędzia (
r
r
,
, , r
oraz przekrój trzonka) i ustalić wielkość wysunięcia noża z imaka a następnie urucho-
mić program c:\OBRSKR\cwicz7.exe i postępować zgodnie z instrukcjami pojawiają-
cymi się na ekranie.
Zadanie 2
Zweryfikować doświadczalnie wyniki otrzymane w zadaniu 1 wykonując co najmniej
trzy próby toczenia, jedną z parametrami optymalnymi wyznaczonymi w zadaniu 1,
pozostałe z parametrami f i v
c
większymi od optymalnych. Po wykonaniu zadania 1
otrzymuje się wykres zbliżony do rys. 7.1 z wartościami rzeczywistymi, przyjęte
parametry powinny wyznaczać punkt leżący poza wielobokiem ABCD, poniżej prostej
przechodzącej przez punkty BC. Policzyć wydajność skrawania w poszcze-gólnych
próbach:
QV = 1000 ap f vc
mm3
min
(7.12)
Zmierzyć chropowatość próbek, wskazać detale o chropowatości spełniającej
warunek przyjęty w zadaniu 1, opracować wnioski dotyczące doboru parametrów
skrawania przyjmując jako kryterium maksymalną wydajność.
7. Optymalizacja parametrów skrawania 81
INSTYTUT OBRABIAREK I TECHNOLOGII BUDOWY MASZYN
ZAKŁAD OBRÓBKI SKRAWANIEM I NARZĘDZI
LABORATORIUM OBRÓBKI SKRAWANIEM
ĆWICZENIE 7 OPTYMALIZACJA PARAMETRÓW SKRAWANIA
GRUPA NR:
DATA:
ODRABIAJĄCY ĆWICZENIE:
PROWADZĄCY:.......................................
1. ...................................................... 5. ........................................................
2. ...................................................... 6. ........................................................
3. ...................................................... 7. ........................................................
4. ...................................................... 8. ........................................................
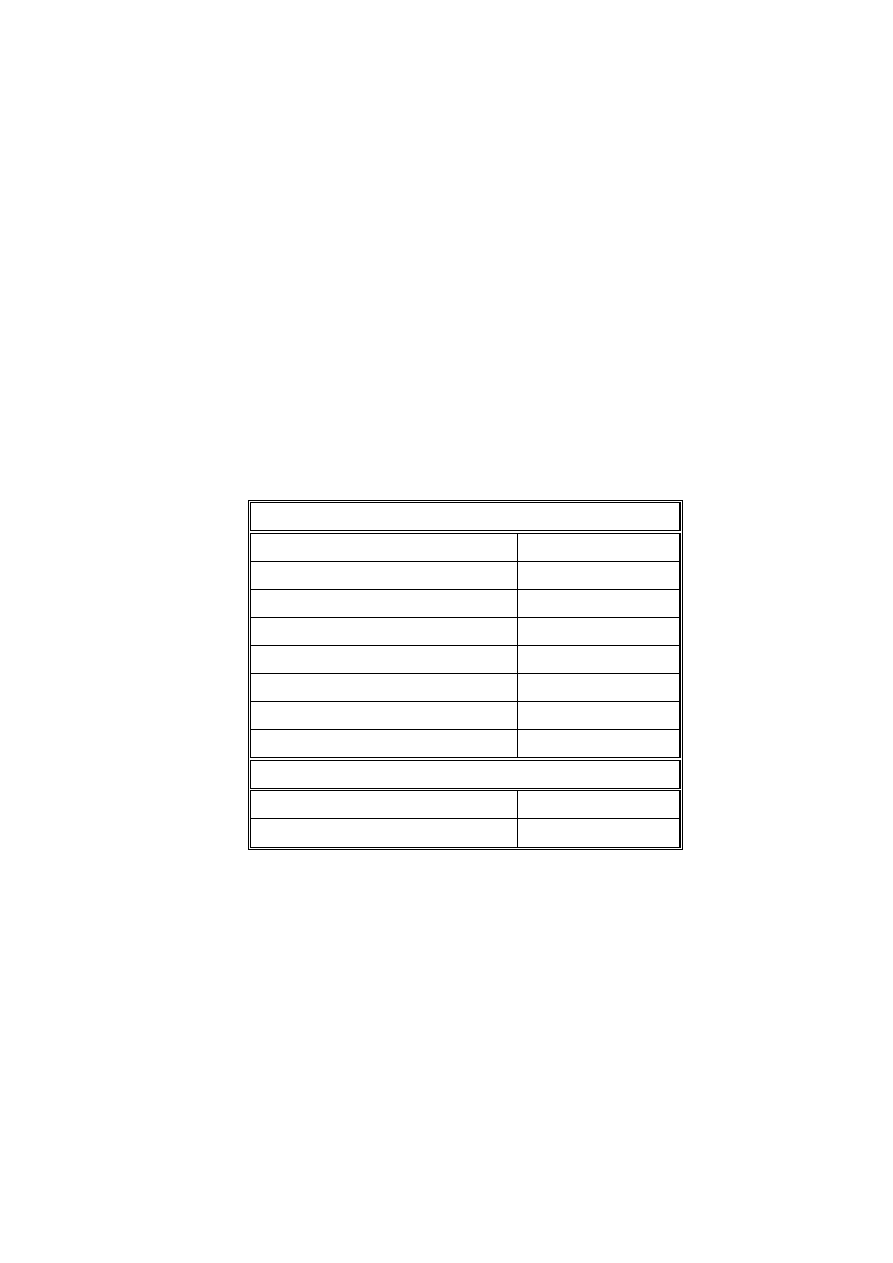
ZADANIE 1. WYZNACZANIE OPTYMALNYCH PARAMETRÓW f i n:
Wartości pomierzone
kąt przystawienia
r
[]
kąt przystawienia pomocniczy
r
,
[]
promień zaokrąglenia naroża
r
[mm]
średnica toczenia D [mm]
szerokość trzonka noża b [mm]
wysokość trzonka noża h [mm]
wysunięcie noża z imaka l [mm]
materiał obrabiany
Wartości przyjęte
T [min]
R
z
[m]
WYNIKI OBLICZEŃ:
f
=
opt
n
=
opt
82 Laboratorium Obróbki Skrawaniem
ZADANIE 2. WERYFIKACJA DOŚWIADCZALNA:
Nr Próby
1
2
3
4
5
D [mm]
a
p
[mm]
f [mm/obr]
n [obr/min]
Q
V
[mm3/min]
R
z
[m]
WNIOSKI:
Wyszukiwarka
Podobne podstrony:
OU pytania id 342624 Nieznany
Spr 1 OU
czytanie koło II Man?out the House
Tatu All?out us
ou kolos laborki
9 Ask?out the underlined part of the sentence
OU LAB ŚCIĄGA
OU, szlifowanie zewn
karta T, Studia PWr W-10 MBM, Semestr VI, Obróbka Ubytkowa, OU projekt, obróbka ubytkowa projekt
ou lab vba 1
ou, wisisz, wydzial informatyki, studia zaoczne inzynierskie, oprogramowanie uzytkowe
Jarry Ubu Roi, ou les Polonais
Rousseau Emile ou? l'éducation
OU 6
OU skorowanie
OU ciecie
więcej podobnych podstron