Strona 1
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Ćwiczenie nr 3
1. Tytuł ćwiczenia
SPRAWDZANIE
NARZĘDZI
POMIAROWYCH
DO
POMIARU
DŁUGOŚCI
2. Cel ćwiczenia
Sterowanie jakością produkcji, właściwa eksploatacja i diagnostyka urządzeń technicznych (w
tym także środków transportu) wymagają informacji, której głównym źródłem są wyniki
pomiarów przeprowadzanych w procesach technologicznych oraz odbiorze i eksploatacji
gotowych wyrobów. Wśród narzędzi pomiarowych szczególnie duże znaczenie mają narzędzia
do pomiarów długości i kątów, które w praktyce przemysłowej noszą nazwę warsztatowych
narzędzi pomiarowych.
Zgodnie z zaleceniem Polskiego Komitetu Normalizacji, Miar i Jakości, każde
warsztatowe narzędzie do pomiaru długości i kąta powinno być sprawdzane zarówno przed
oddaniem do użytku, jak i później, okresowo, w terminach ustalonych w programie sprawdzeń
(zależnych od rodzaju i dokładności produkcji, w której narzędzie jest używane, warunków
eksploatacji itd.). Celem ćwiczenia jest realizacja procesu sprawdzania tzw. cech technicznych
narzędzi pomiarowych do pomiaru długości na przykładzie mikrometru.
3. Sprawdzanie narzędzi
Cechami technicznymi narzędzi pomiarowych nazywa się takie cechy, które
charakteryzują ich budowę, wykonanie i działanie. Wśród tych cech wyróżnia się cechy
metrologiczne, od których bezpośrednio zależą wyniki pomiaru.
Do najważniejszych cech technicznych i metrologicznych zalicza się:
- długość jednej działki elementarnej, która określa odległość wyznaczoną przez
sąsiadujące wskaźniki ograniczające miarę,
- wartość działki elementarnej s, która wyraża przyrost wielkości mierzonej powodującej
zmianę wskazań przyrządu o jedną działkę elementarną,
- przełożenie i narzędzia pomiarowego wyrażające pochodną wskazania W względem
wielkości mierzonej M, tzn.
'
M
W
dM
dW
i
∆
∆
≈
=
- zakres wskazań narzędzia pomiarowego stanowiący zakres wartości mierzonej, który
może być odczytywany na podzielni danego narzędzia (bez względu na dokładność tych
wskazań),
- zakres pomiarowy stanowiący zakres wartości wielkości mierzonej, który można mierzyć
z niedokładnością nie przekraczającą dopuszczalnych granic,
- nacisk pomiarowy określający wartość siły, jaką wywiera końcówka pomiarowa
narzędzia pomiarowego na przedmiot mierzony.
Dotychczas podano różne własności narzędzi pomiarowych, od których zależy m.in. dokładność
pomiarów. Następnie zostanie rozpatrzone ilościowe. określenie dokładności.
BŁĘDY WSKAZAŃ NARZĘDZI POMIAROWYCH
Dokładność wskazań narzędzi pomiarowych charakteryzuje tzw. błąd wskazania,
określony różnica między wartością wskazaną przez narzędzie a poprawną wartością wielkości
mierzonej
,
R
W
−
=
∆
(1.1)
gdzie:
∆ - błąd wskazania,
W- wartość wskazywana przez narzędzie,
R - wartość poprawna (zazwyczaj wartość wzorca).
Strona 2
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Z kolei, poprawność wskazań jest cechą charakteryzującą narzędzie pomiarowe pod
względem błędów systematycznych, a zatem możliwych do wyeliminowania przez kompensację
lub wprowadzenie poprawek. Niepoprawność (czyli tzw. błąd poprawności
δ
) jest algebraiczną
sumą błędów systematycznych narzędzia pomiarowego. Niepoprawność stanowi część ogólnego
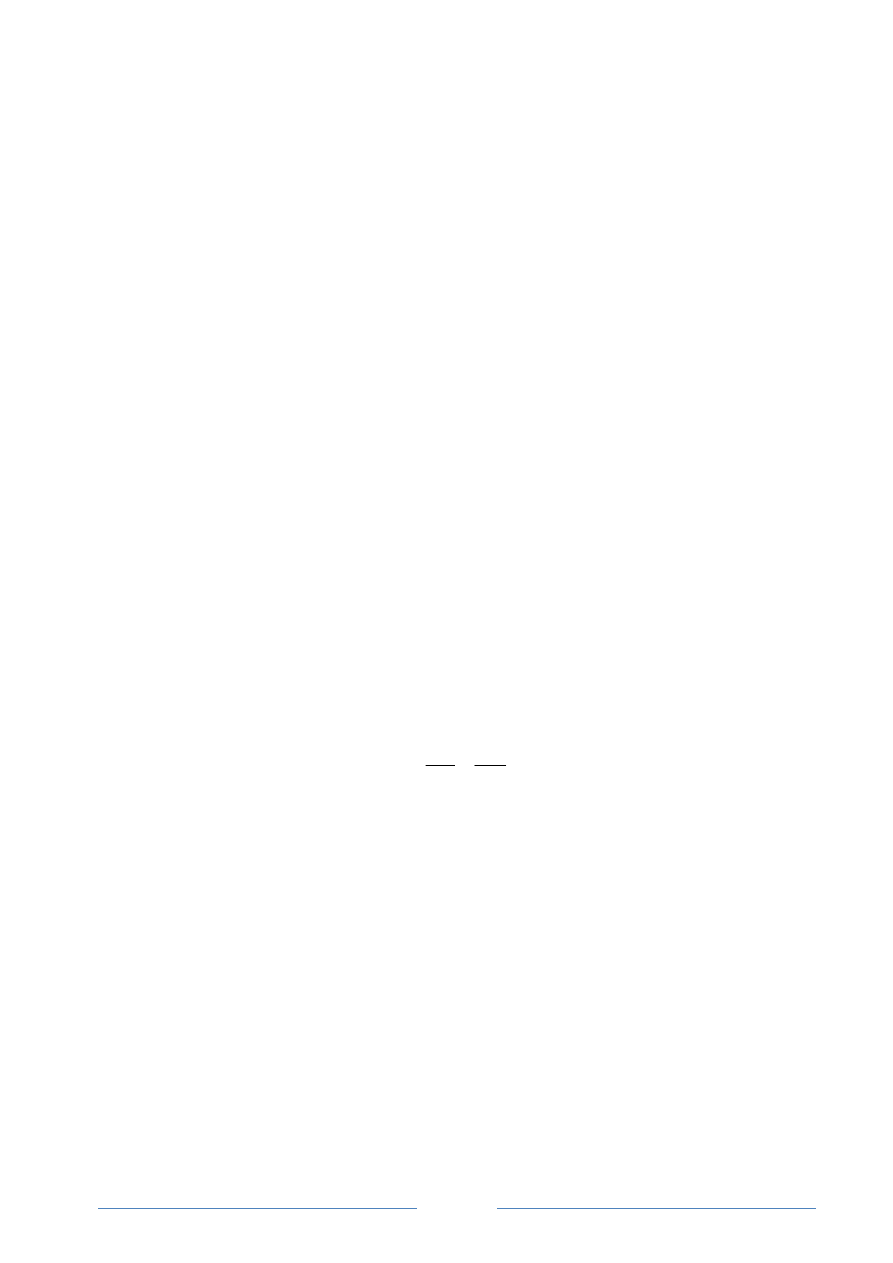
błędu wskazania narzędzia pomiarowego. Dla każdego narzędzia pomiarowego można ustalić
krzywą błędów poprawności w funkcji wartości wielkości mierzonej (rys. 1).
B
łą
d w
skaza
ń (b
łą
d d
ok
ładn
oś
ci)
Wartość wielkości mierzonej
błąd poprawności
błędy pewności
wskazań
Rys. 1
Błąd wskazań narzędzia pomiarowego
Błędy przypadkowe powodują z kolei niepewność wskazań narzędzi pomiarowych, tzn.
poprawna wartość wielkości mierzonej zawiera się w granicach dookoła wartości wskazanej,
które to granice mogą być ustalone z określonym prawdopodobieństwem. Reasumując, pewność
wskazań narzędzia pomiarowego jest to cecha charakteryzująca je pod względem błędów
przypadkowych. Brak pewności jest tzw. błędem pewności lub tzw. niepewnością wskazań
σ
.
Niepewność wskazań mierzy się miarą rozrzutu. Najczęściej stosuje się błąd
średniokwadratowy.
Błąd poprawności (dla każdego punktu) jest określony jako
j
j
j
x
x
0
−
=
δ
(1.2)
gdzie:
x
0j
- wartość stosu płytek wzorcowych (traktowana jako rzeczywista)
N
x
x
N
i
i
i
∑
=
=
1
,
x
i
= l, N wartości wskazań w kolejnym j-tym kontrolowanym punkcie. Błąd pewności wskazań
określa się jako graniczny błąd średniokwadratowy
(
)
)
1
(
1
2
−
−
±
=
∑
=
N
x
x
t
N
i
j
i
gj
σ
, (1.3)
gdzie:
t - wartość zależna od przyjętego poziomu istotności.
Niepewność graniczna
σ
g
jest taką wielokrotnością błędu średniego kwadratowego,
której prawdopodobieństwo przekroczenia jest równe zadanej wartości
α
(l -
α
równa się zwykle
0,01 lub 0,05).
Dokładność wskazań (określono ją już błędem wskazania — wzór (l.1)) jest cechą
charakteryzującą narzędzie pomiarowe pod względem ogółu błędów zarówno systematycznych,
jak i przypadkowych.
Strona 3
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Niedokładność narzędzia pomiarowego (czyli błąd dokładności czy błąd wskazania)
można zatem określić zależnością
g
σ
δ
±
=
∆
. (1.4)
Niedokładność graniczną (wartości bezwzględnej) można określić z kolei równaniem
g
σ
δ
±
=
∆ sup
. (1.5)
Sprawdzenie mikrometrów
W ujęciu najbardziej ogólnym rozróżnia się następujące grupy czynności wykonywanych
przy sprawdzaniu mikrometrów:
- badanie stanu ogólnego,
- sprawdzanie cech technicznych,
- sprawdzanie cech użytkowych.
W ćwiczeniu należy się zająć przede wszystkim sprawdzaniem cech technicznych.
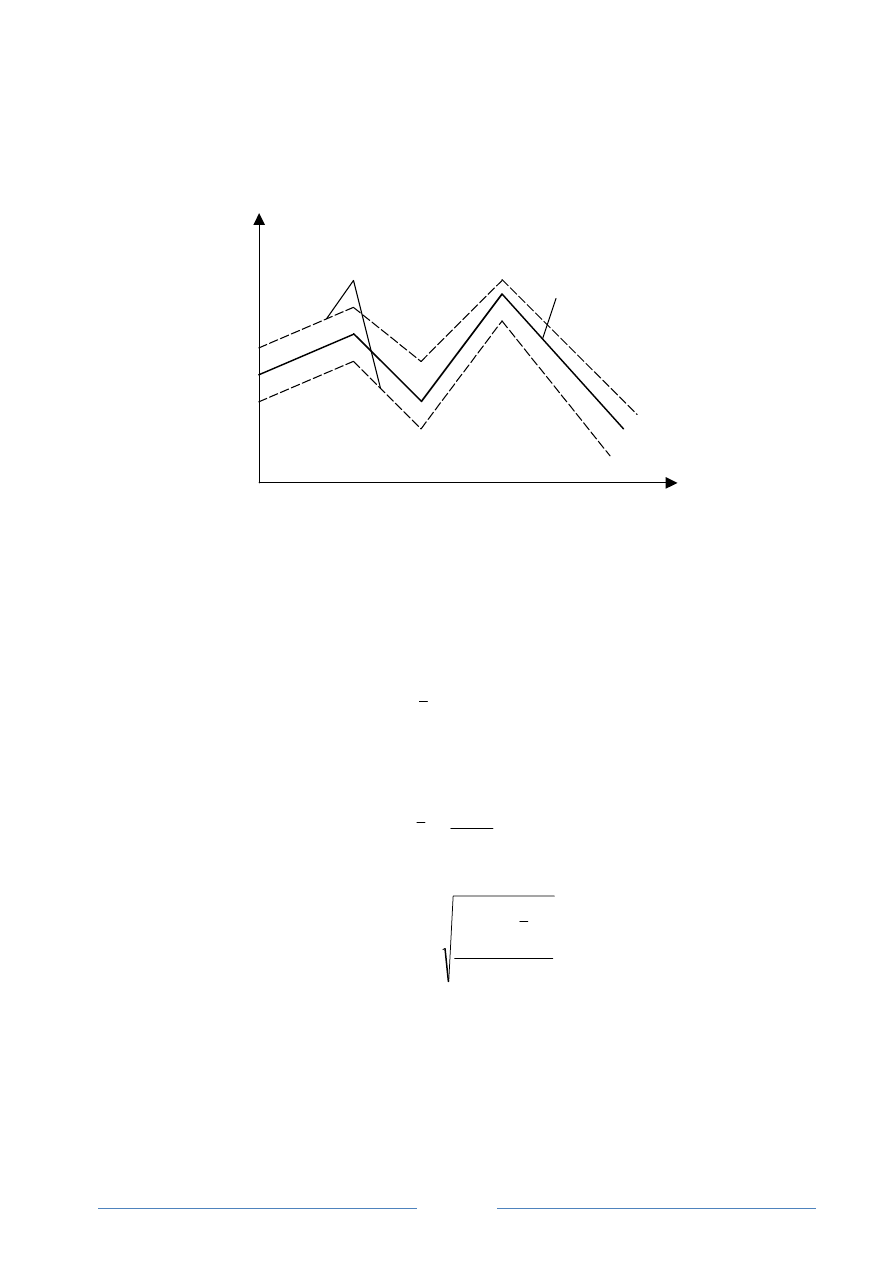
Wymagania dotyczące przyrządów mikrometrycznych o wartości dziatki elementarnej
0,01mm oraz o zakresie pomiarowym 0
÷25 mm ustala PN-82/M-53200. Określa ona m.in.
(rys.2):
f
A
y
i max
Zakres pomiarowy
0
0
A
B
f
T
T
f
f
i
y
min
Linia zerowa
Rys.2
Przykład położenia pola tolerancji wskazań wg PN-82/M-53200
- tolerancję T
f
wskazań dla przesuwu pomiarowego wrzeciona f
≤ 25 mm
µm
3
≤
f
T
,
- odchyłkę f
T
położenia pola tolerancji T
f
µm
4
±
=
T
f
,
- odchyłkę f
A
wskazań dla dolnej granicy zakresu pomiarowego
µm
2
≤
A
f
,
- tolerancję T
p
płaskości powierzchni pomiarowych
µm
9
,
0
≤
p
T
,
- tolerancję T
r
równoległości powierzchni pomiarowych
µm
2
≤
r
T
,
- chropowatość powierzchni pomiarowych R
a
≤ 0,08 µm,
- nacisk pomiarowy P
5 N
≤ P ≤ 10 N
- twardość końcówek pomiarowych (
≥ 58 HRC),
- zmianę wskazań na skutek ugięć kabłąka (
≤ 2 µm).
Następnie, na podstawie otrzymanego wykresu można określić tolerancje i odchyłki T
f
, f
A
i
f
T
.
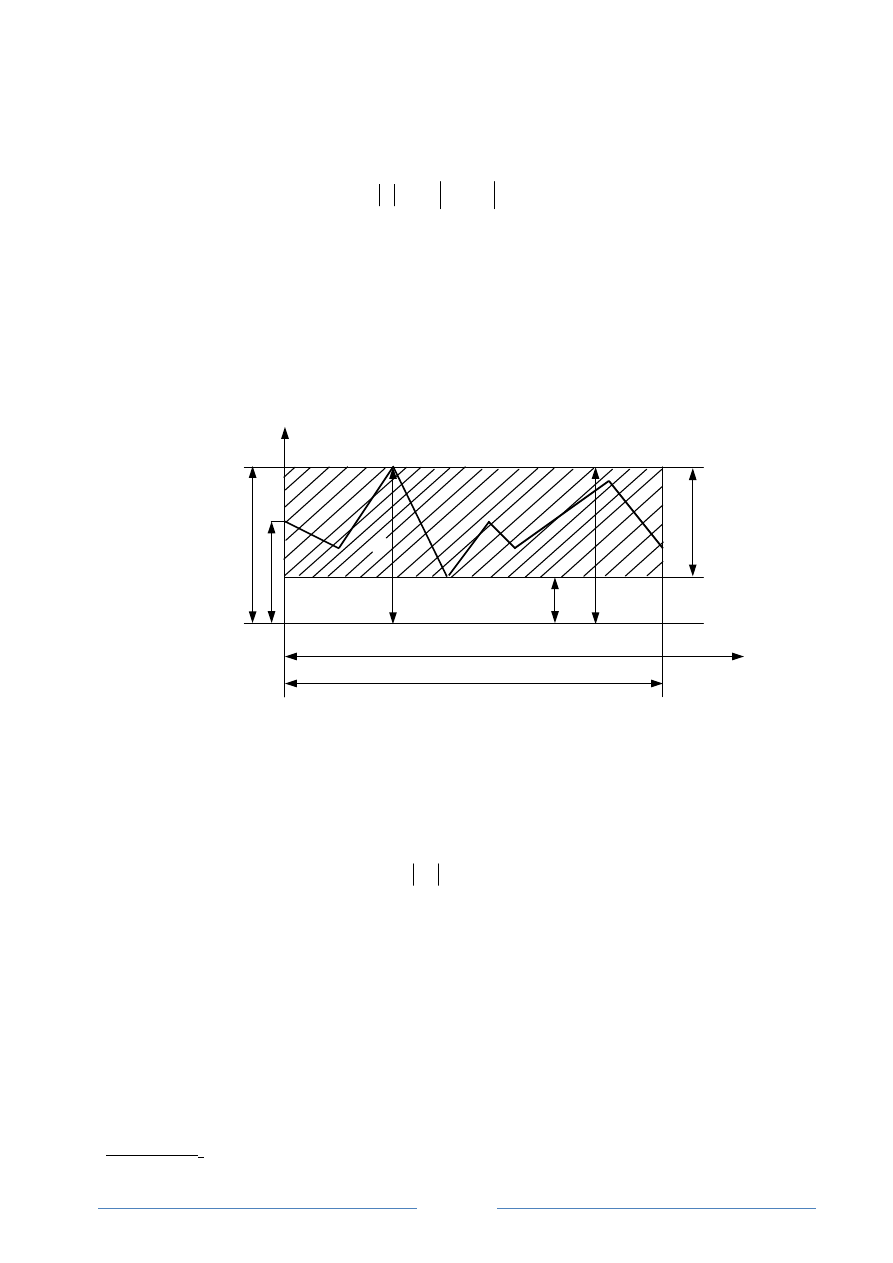
Tolerancję T
p
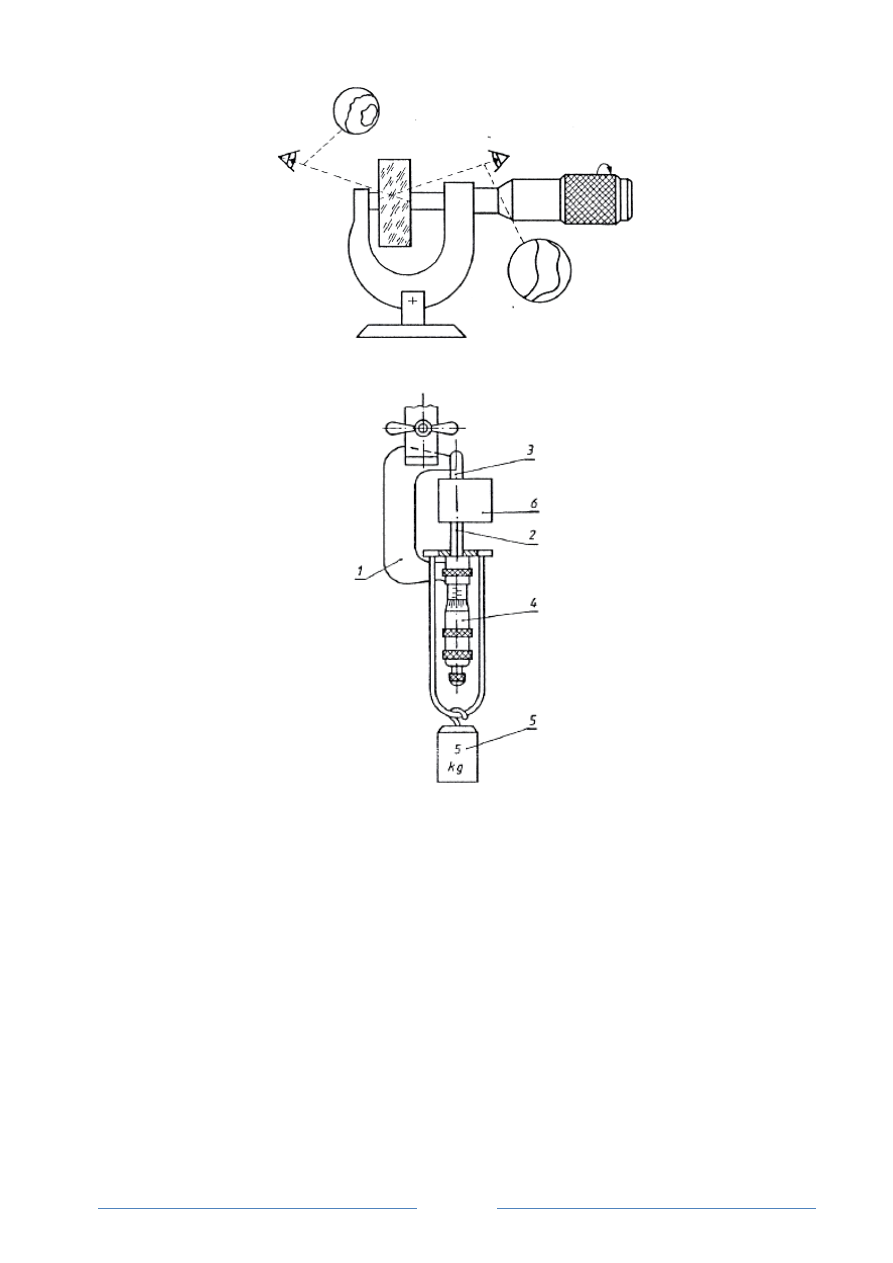
określa się przy użyciu płaskorównoległej płytki interferencyjnej (rys.3).
Strona 4
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Rys. 3
Sprawdzanie niepłaskości powierzchni pomiarowych mikrometru
W celu sprawdzenia niepłaskości powierzchni należy przyłożyć do dokładnie
oczyszczonej powierzchni sprawdzanej czystą płytkę interferencyjną 1, lekko dociskając ją aż do
ukazania się obrazu prążków interferencyjnych.
Jeżeli powierzchnia sprawdzana jest zupełnie płaska, to otrzymane prążki są
prostoliniowe i równoległe względem siebie, natomiast przy całkowitym zetknięciu płytki
z powierzchnią sprawdzaną prążki znikają.
Jeżeli powierzchnia sprawdzana nie jest płaska, prążki przybierają postać różnych krzywych. W
tym przypadku należy szukać takiego położenia płytki interferencyjnej, aby liczba prążków była
możliwie najmniejsza. Tolerancję T
p
określa się wtedy z zależności
m
T
p
λ
5
,
0
=
,
gdzie:
λ
- długość fali światła stosowanego do uzyskania interferencji (dla światła białego
λ
= 0,6
µm),
m - liczba zaobserwowanych prążków interferencyjnych.
Tolerancję równoległości T
r
określa się za pomocą kompletu szklanych płytek
płaskorównoległych o wymiarach 12,00; 12,12; 12,25 i 12,37 mm.
W celu sprawdzenia nierównoległości powierzchni pomiarowych (rys. 4) należy za
pomocą sprzęgła zacisnąć płytkę interferencyjną między powierzchniami kowadełka
i wrzeciona. Następnie przez delikatne nachylanie płytki należy uzyskać na jednej ze
sprawdzanych powierzchni możliwie najmniejszą liczbę m
1
, prążków interferencyjnych
i równocześnie odczytać liczbę prążków m
2
, ukazujących się na drugiej stronie sprawdzanych
powierzchni. Do wyznaczania nierównoległości powierzchni wrzeciona i kowadełka należy
przyjąć największą sumę prążków otrzymanych przy jednym z czterech położeń kątowych
wrzeciona, tj. co 45°, a więc
{
}
λ
)
(
5
,
0
sup
2
1
2
1
m
m
T
m
m
r
+
=
.
Nacisk pomiarowy mierzy się na specjalnym przyrządzie rys. 6
Należy dokonać kilku pomiarów nacisku pomiarowego P w różnych punktach zakresu
pomiarowego.
Sprawdzenia sztywności kabłąka dokonano w układzie, jak na rys. 5.
Ugięcie kabłąka jest określane różnicą wskazań mikrometru nie obciążonego
i obciążonego (obciążeniem 49,05 N).
Strona 5
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Rys.4
Sprawdzenie nierównoległości powierzchni pomiarowych kowadełka i wrzeciona za
pomocą płytek interferencyjnych
Rys. 5
Sprawdzanie sztywności kabłąka: 1- mikrometr, 2 - wrzeciona, 3 - kowadełko,
4 -bęben, 5 - odważnik, 6 - płytka wzorcowa
4. Opis stanowiska
Stanowisko laboratoryjne składa się z następujących elementów:
1. Dwóch mikrometrów o zakresie pomiarowym 0
÷25 mm i różnym stopniu zużycia.
2. Kompletu płytek wzorcowych kl. I (PN-83/M-53101).
3. Kompletu szklanych płytek interferencyjnych płaskorównoległych, do wyznaczania
tolerancji T
r
.
4. Płaskiej płytki interferencyjnej kl. I, do wyznaczania tolerancji (PN-74/M-54602).
5. Uchwytu do mikrometrów.
6. Przyrządu do pomiaru nacisku pomiarowego.
7. Przyrządu do pomiaru sztywności kabłąka.
8. AT/PC z oprogramowaniem realizującym proces obróbki danych pomiarowych.
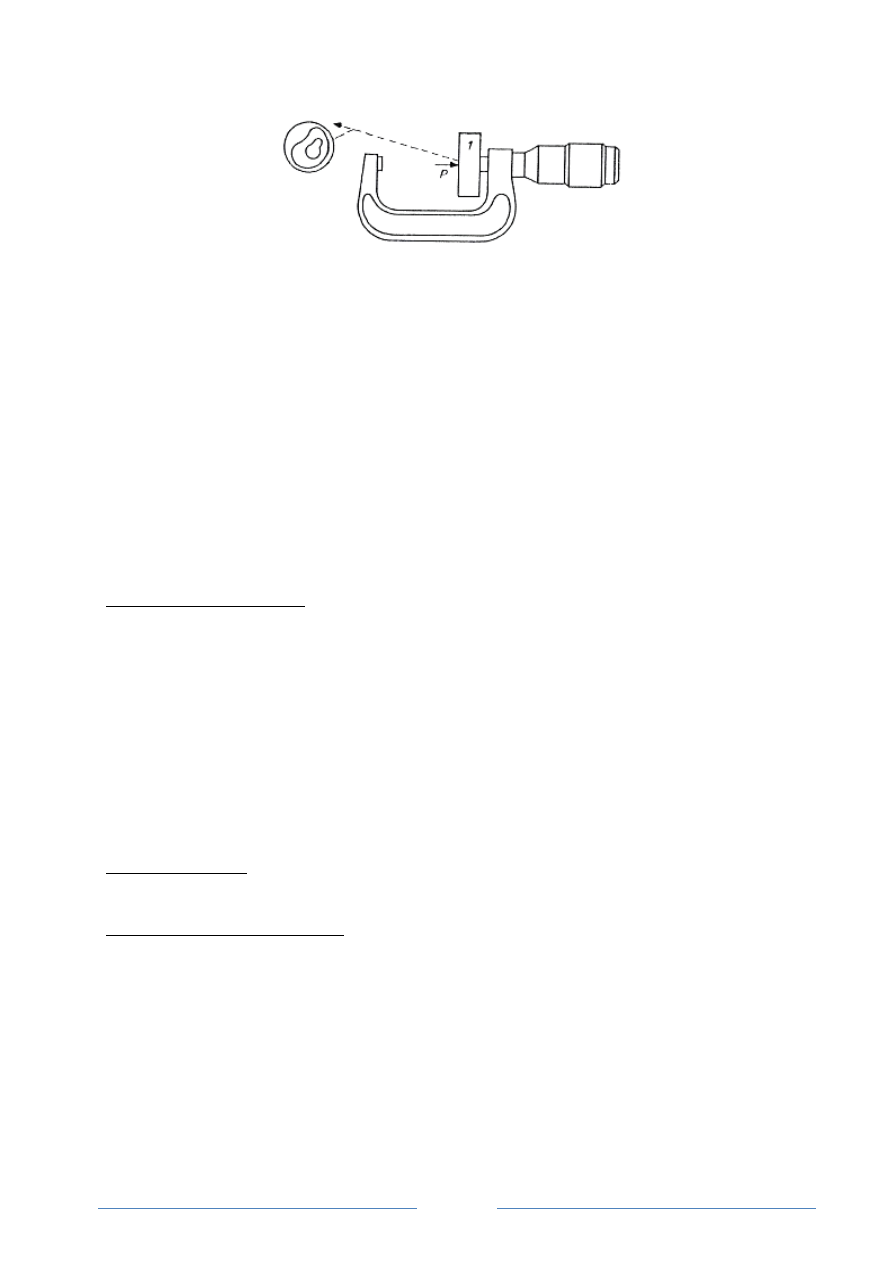
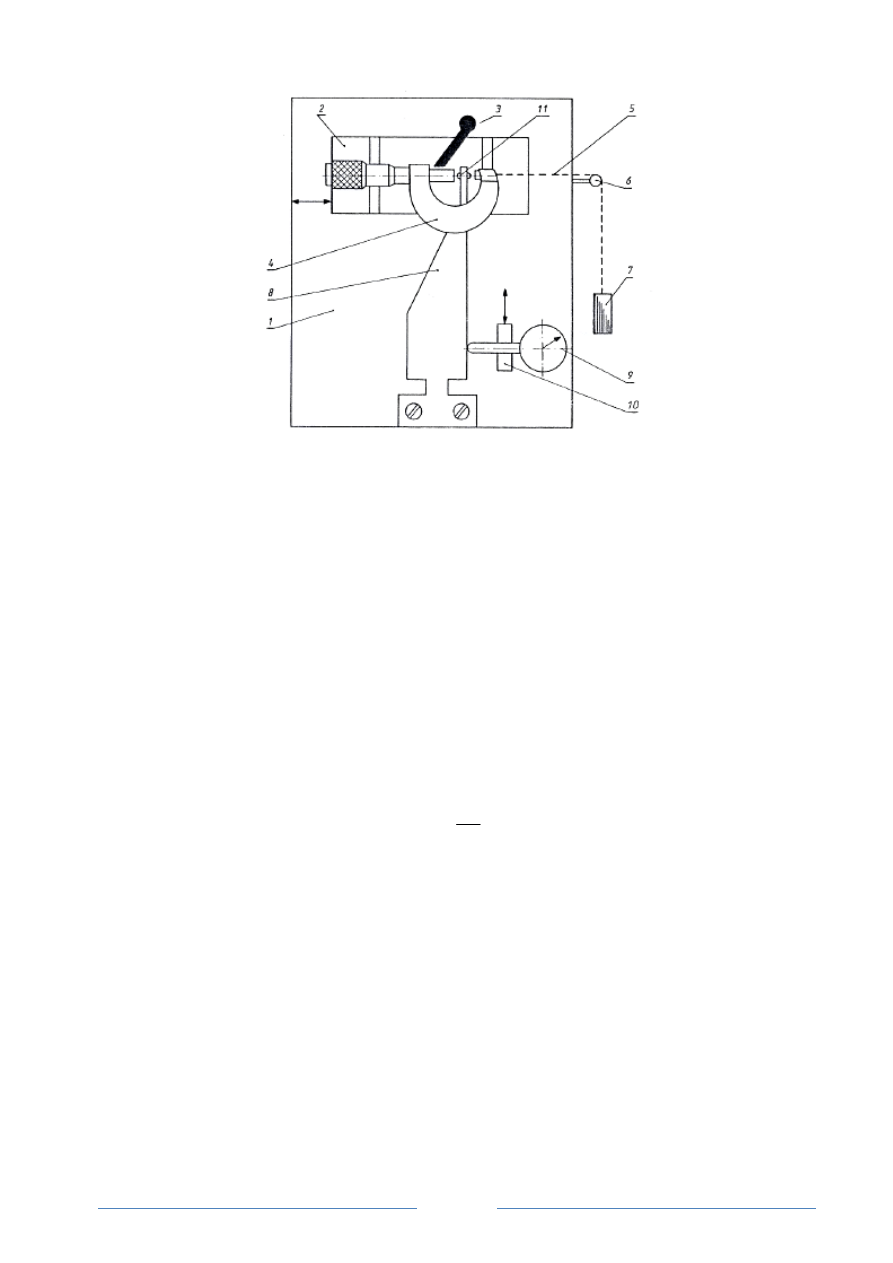
W rozdziale niniejszym opisano działanie przyrządu do pomiaru nacisku pomiarowego
(metody pomiaru innych parametrów opisano w rozdziale poprzednim). Schemat przyrządu
pokazano na rys. 6.
Strona 6
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
Rys. 6
Przyrząd do pomiaru nacisku pomiarowego: 1- płytka podstawowa, 2 - ruchoma pryzma,
3- dźwignia blokująca, 4 - badany mikrometr, 5 - linka, 6 - rolka, 7 - wzorcowy obciażnik,
8 - dźwignia pomiarowa, 9 - czujnik zegarowy, 10 - ruchomy uchwyt mocowania czujnika zegarowego,
11 - końcówka pomiarowa
Badany mikrometr jest mocowany w pryzmie 2. Ruch pryzmy (w kierunku podanym na
rysunku), blokowany dźwignią 3 umożliwia pomiar nacisku pomiarowego w różnych punktach
zakresu pomiarowego. Obrót sprzęgła powoduje ugięcie dźwigni pomiarowej 8 mierzone w
wybranym punkcie przez czujnik zegarowy 9. Przy założeniu sprężystego odkształcenia dźwigni
można założyć, iż odkształcenie to jest proporcjonalne do siły nacisku wrzeciona na końcówkę
pomiarową 11.
Przed przystąpieniem do pomiarów należy dokonać kalibracji przyrządu. W tym celu
obciąża się dźwignię pomiarową poprzez linkę 5 i rolkę 6 obciążnikiem o znanej masie m
i notuje wskazanie O
i
czujnika zegarowego 9.
Ruch uchwytu mocującego 10 umożliwia regulację w pewnym zakresie czułości
przyrządu.
Wartość nacisku pomiarowego przy wskazaniu O
2
, czujnika zegarowego określa się z
zależności
g
1
2
m
Q
Q
P
=
(1.8)
gdzie:
g - przyspieszenie ziemskie.
Proces obliczeni i wykreślania odpowiednich rysunków jest całkowicie realizowany
przez program LPM5. Program jest napisany w konwencji konwersacyjnej i sam żąda (żądanie
jest wyświetlane na monitorze) wczytania z klawiatury kolejnych danych. Wyniki są drukowane
na drukarce. Program sprawdza również, czy badany mikrometr spełnia wymagania Polskiej
Normy.
5. Przebieg ćwiczenia
Sprawdzenie mikrometru o zakresie pomiarowym 0
÷25 mm polega na:
1. Wyznaczeniu wykresu błędów poprawności oraz błędów pewności wskazań.
2. Określeniu odchyłki f
T
i f
A
oraz tolerancji T
f
.
Oba punkty są realizowane poprzez porównanie wskazań mikrometru z wartościami stosów
płytek wzorcowych. Wymiary stosów płytek wzorcowych powinny być równomiernie rozłożone
w całym zakresie pomiarowym mikrometru. Sprawdzenia należy dokonać przy nacisku
pomiarowym wywołanym przez sprzęgło. Zgodnie z zaleceniami normy ISO 3611 sprawdzenia
Strona 7
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
należy dokonać w punktach: 0; 2,5; 5,1; 7,7; 10,3; 12,9; 15; 17,6; 20; 22,8
i 25 mm. W każdym punkcie należy wykonać 10 pomiarów.
3. Określeniu tolerancji płaskości T
p
i równoległości T
r
.
4. Dokonaniu pomiaru nacisku pomiarowego.
5. Dokonaniu pomiaru zmiany wskazania powodowanego ugięciem kabłąka.
6. Określeniu, czy badany mikrometr spełnia wymagania Polskiej Normy.
Punkt ostatni jest realizowany przez program komputerowy.
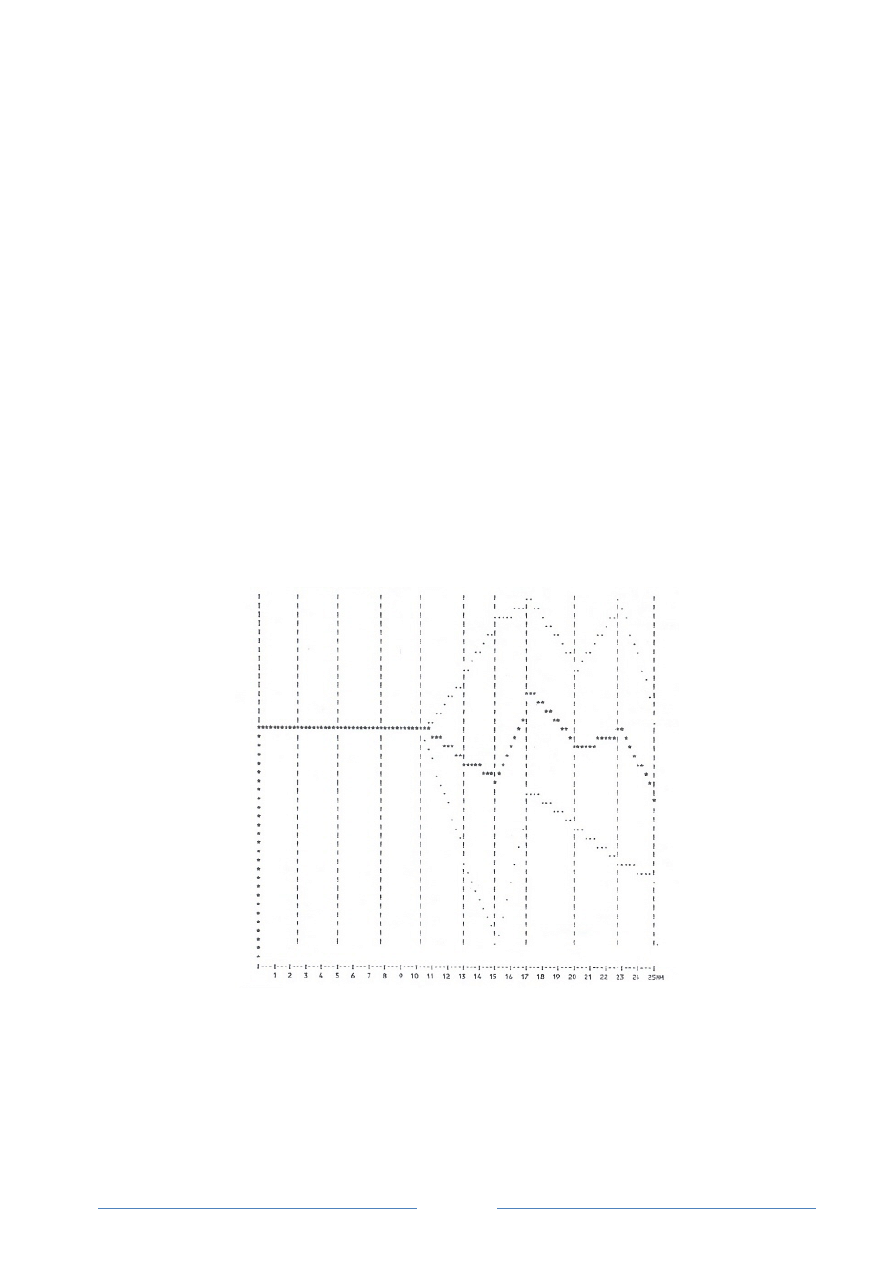
Przykładowy wydruk programu komputerowego dokonującego analizy własności
metrologicznych i technicznych mikrometrów wygląda następująco:
ANALIZA WŁASNOŚCI METROLOGICZNYCH I TECHNICZNYCH MIKROMETRÓW
O ZAKR. O - 25 MM ORAZ WARTOŚCI DZIAŁKI ELEMENTARNEJ 0,01 MM
(ZGODNIE Z PN-72/M 53200)
ANALIZA: - TOLERANCJI WSKAZAŃ TF
- ODCHYŁKI POŁOŻENIA POLA TOLERANCJI FT
-
ODCHYŁKI WSKAZAŃ DOLNEJ GRANICY WSKAZAŃ ZAKRESU POMIARCUEGO FA
POMIAR
NR
WARTOŚĆ
WZORCA
ŚREDNIA
Z POMIARU
BŁĄD
POPRAWNOŚCI
BŁĄD
WIERNOŚCI
1
0.0000
0.0000
0.0000
0.0000
2
2.5000
2.5000
0.0000
0.0000
3
5.1000
5.1000
0.0000
0.0000
4
7.7000
7.7000
0.0000
0.0000
5
10.3000
10.3000
0.0000
0.0000
6
12.9000
12.8960
-0.0040
0.0113
7
15.0000
14.9940
-0.0060
0.0184
8
17.0000
17.0040
0.0040
0.0113
9
20.0000
19.9980
-0.0020
0.0092
10 22.8000
24.9920
-0.0080
0.0092
11 25.0000
24.9920
-0.0080
0.0092
OZNACZENIA:
* - BŁĄD POPRAWNOŚCI
. - ZAKRES BŁĘDU WIERNOŚCI
! -PUNKT POMIAROWY (ŚREDNIA)
SPRAWDZENIE WYMAGAM OKREŚLONYCH W/G PM-72/N 53200
DOPUSZCZALNA WARTOŚĆ TF DLA PRZESUWU POMIAROWEGO WRZECIONA <=25 MM
WYNOSI 0,003 MM
WARTOŚĆ TF UZYSKANA Z OBLICZEŃ WYNOSI TF = 0.0120
PRZEKROCZONA WARTOŚĆ DOPUSZCZALNA TF DLA PRZESUWU POMIAROWEGO
DOPUSZCZALNA ODCHYŁKA POŁOŻENIA POLA TOLERANCJI WYNOSI 0,004 MM
WARTOŚĆ FT UZYSKANA Z POMIARÓW WYNOSI 0.0000
Strona 8
Zakład TKUT
www.it.pw.edu.pl/ztkut
Laboratorium Metrologii
DOPUSZCZALNA OOCHYLKA DOLKEJ GRANICY WSKAZAŃ ZAKRESU
POMIAROWEGO WYNOSI FA =0.002 MM
WARTOŚĆ FA UZYSKANA Z POMIARÓW WYNOSI 0.0000
ANALIZA NACISKU POMIAROWEGO T
ZGODN1E Z PN NACISK POWINIEN BYĆ ZAWARTY W PRZEDZIALE <5N,10N>
ŚREDNIA WARTOŚĆ NACISKU = 10.4880 N
PRZEDZIAŁ UFNOŚCI WYNOSI: 10.0272 10.9488
ŚREDNIA WARTOŚĆ NACISKU NIE JEST ZAWARTA W PRZEDZIALE 5N, 10N
6 Wymagania dotyczące sprawozdania
Sprawozdanie z ćwiczenia powinno zawierać:
- opis stanowiska laboratoryjnego ze szczególnym zwróceniem uwagi na cechy
metrologiczne stosowanych narzędzi (np. zakres pomiarowy, wartość działki
elementarnej itd. czujnika zegarowego z układu jak na rys. 6).
- wyniki pomiarów,
- sprawozdanie z realizacji punktów l
÷6 (tu powinien być dołączony wydruk
komputerowy),
- wnioski.
8. Literatura
[l] Obalski J.: Podstawy metrologii. Wyd. II popr., pod red. J. Beka. Warszawa, WPW, 1970. [2]
Poradnik metrologa warsztatowego. Pr. zbiorowa. Warszawa, WNT, 1973.
[3] Laboratorium pomiarów wielkości geometrycznych. Pr. zbiorowa pod red. E. Ratajczyka.
Warszawa, WPW, 1980.
[4] Polskie Normy:
PN-71/N-02050 „Metrologia. Nazwy i określenia".
PN-80/M-53200 „Przyrządy mikrometryczne. Wymagania".
PN-80/M-53202 „Przyrządy mikrometryczne".
PN-83/M-53101 „Płytki wzorcowe".
PN74/M-54602 „Płytki interferencyjne płaskie".
Ostatnia aktualizacja dokumentu: 28.10.2008 rok.
Wyszukiwarka
Podobne podstrony:
metr 4 id 296847 Nieznany
metr 5 id 296849 Nieznany
metr spr 3 id 296866 Nieznany
metr tech 4 id 296884 Nieznany
metr tech 2 id 296883 Nieznany
podst metr 1 instr id 366053 Nieznany
metr tech 11 id 296882 Nieznany
metr spr 3 id 296866 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
więcej podobnych podstron