„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ireneusz Winiarski
Montaż elementów instrumentów muzycznych
731[02]Z2.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Tomasz Knot
mgr Arkadiusz Gromek
Opracowanie redakcyjne:
mgr Ireneusz Winiarski
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[02].Z2.01
„Montaż elementów instrumentów muzycznych”, zawartego w modułowym programie
nauczania dla zawodu monter instrumentów muzycznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Rodzaje maszyn i urządzeń montażowych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
18
4.1.3. Ćwiczenia
19
4.1.4. Sprawdzian postępów
22
4.2. Główne elementy robocze urządzeń montażowych
23
4.2.1. Materiał nauczania
23
4.2.2. Pytania sprawdzające
28
4.2.3. Ćwiczenia
28
4.2.4. Sprawdzian postępów
29
4.3. Linie montażowe
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające
32
4.3.3. Ćwiczenia
32
4.3.4. Sprawdzian postępów
33
5. Sprawdzian osiągnięć
34
6. Literatura
39

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Jednostka modułowa „Montaż elementów instrumentów muzycznych” jest elementem
modułu 731[02].Z2 Technologia produkcji elementów muzycznych. Do tej jednostki
przekazujemy Poradnik dla ucznia, który jest podstawową jednostką pozwalającą racjonalnie
i bezpiecznie dobierać oraz stosować maszyny i urządzenia montażowe w procesie
technologicznym. Będzie także pomocny w nabywaniu umiejętności z zakresu stosowania oraz
bezpiecznej obsługi maszyn takich jak: gwoździarka, zszywarka oraz maszyna do osadzania
kołków. Pozwoli poznać budowę i działanie oraz zasady bezpiecznej obsługi urządzeń do
wywierania nacisku, konstrukcje urządzeń montażowych.
W poradniku zamieszczono:
–
Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
–
Cele kształcenia, które określają umiejętności, jakie opanujesz w wyniku procesu
kształcenia.
–
Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia i umożliwia samodzielne przygotowanie się do
wykonania ćwiczenia oraz zaliczenia sprawdzianów.
Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz inne źródła informacji.
Materiał nauczania obejmuje również:
–
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczenia,
–
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
–
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń,
–
sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie
umiejętności z zakresu całej jednostki. Zaliczenie sprawdzianu jest dowodem
umiejętności określonych w tej jednostce modułowej,
–
wykaz literatury dotyczącej programu jednostki modułowej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów BHP
i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych
prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
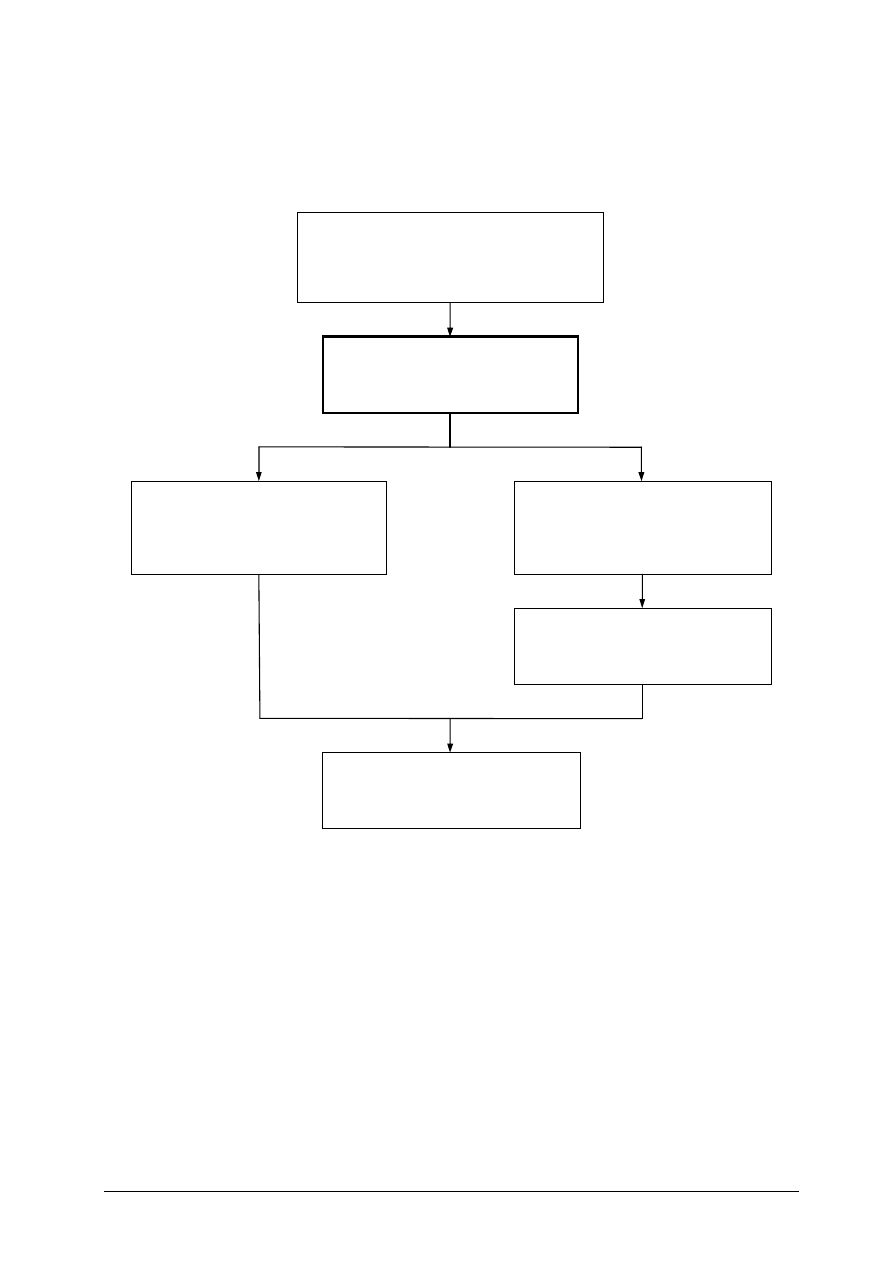
Schemat układu jednostek modułowych
731[02].Z2
Technologia produkcji instrumentów
muzycznych
731[02].Z2.02
Nakładanie powłok lakierniczych
i wykończanie powierzchni
instrumentów muzycznych
731[02].Z2.03
Wykonywanie napraw i konserwacji
instrumentów muzycznych
731[02].Z2.01
Montaż elementów instrumentów
muzycznych
731[02].Z2.04
Wykonywanie korekty i strojenie
instrumentów muzycznych
731[02].Z2.05
Ocenianie jakości instrumentów
muzycznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
korzystać z różnych źródeł informacji,
–
odróżniać proces technologiczny od procesu produkcyjnego,
–
dobierać podstawowe części elementów muzycznych,
–
dobierać podstawowe połączenia elementów muzycznych,
–
wykonywać połączenia klejone i kształtowe,
–
rozróżniać podstawowe urządzenia wchodzące w skład instalacji sprężonego powietrza,
–
uczestniczyć w dyskusji,
–
prezentować efekty swojej pracy,
–
współpracować w grupie,
–
wyciągać i uzasadniać wnioski z wykonanych ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
zaplanować operacje montażowe na podstawie dokumentacji technologicznej,
–
dobrać materiały pomocnicze stosowane przy montażu instrumentów muzycznych.
–
dobrać przyrządy i narzędzia do montażu elementów,
–
przygotować prasy i urządzenia do montażu podzespołów i zespołów konstrukcyjnych
instrumentów muzycznych,
–
zastosować prasy i urządzenia do montażu podzespołów instrumentu muzycznego,
–
zastosować narzędzia specjalistyczne do montażu elementów instrumentów muzycznych,
–
zmontować elementy obudowy instrumentu muzycznego,
–
zmontować szkielet korpusu instrumentu muzycznego,
–
zamontować podzespoły do korpusu instrumentu,
–
zastosować sposoby regulacji elementów i podzespołów instrumentów podczas montażu
elementów instrumentów muzycznych,
–
ocenić jakość montażu za pomocą specjalistycznych przyrządów kontrolno –
pomiarowych,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej podczas wykonywania prac montażowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Rodzaje maszyn i urządzeń montażowych
4.1.1. Materiał nauczania
Rodzaje urządzeń montażowych
Urządzenia montażowe służą do składania i jednoczesnego łączenia ze sobą elementów
stolarskich. W urządzeniach montażowych nie tylko składamy i trwale łączymy części wyrobu,
ale także ustalamy prawidłowe wzajemne ich położenie. Najczęściej stosowane są połączenia
kołkowe lub wczepowe. Elementy instrumentów są łączone za pomocą kleju, kołków lub
zawiasów itp.
Urządzenia montażowe zależnie od przeznaczenia, można podzielić na cztery odmiany:
–
ściski śrubowe,
–
urządzenia do montażu ram,
–
urządzenia do montażu konstrukcji skrzyniowej,
–
urządzenia do montażu konstrukcji szkieletowej,
–
urządzenia montażowe specjalne.
Urządzenia montażowe składają się z korpusów, na których mocowane są zespoły robocze
służące do składania i łączenia ze sobą poszczególnych części wyrobu. Korpusy wykonane są
w formie lekkich stalowych konstrukcji spawanych w kształcie stołów, stelaży lub skrzyń.
Urządzenia montażowe umieszczane są na ramach lub na prostych podwoziach
z rolkami jezdnymi. W ten sposób można je łatwo ustawić w wybranym miejscu hali
fabrycznej, stosownie do przyjętego procesu technologicznego i organizacji produkcji.
Zależnie od przeznaczenia urządzenia montażowe dzielimy na:
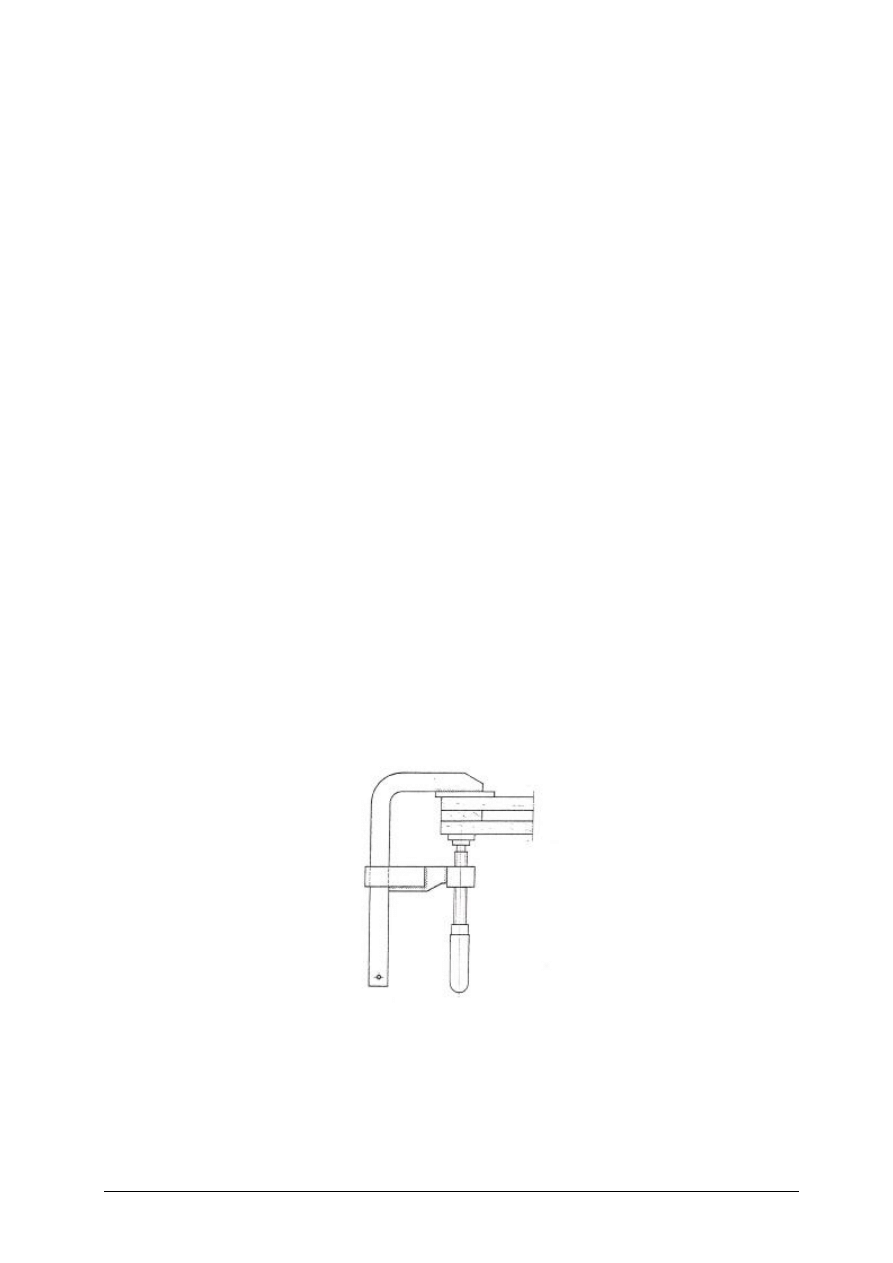
1. Ściski śrubowe
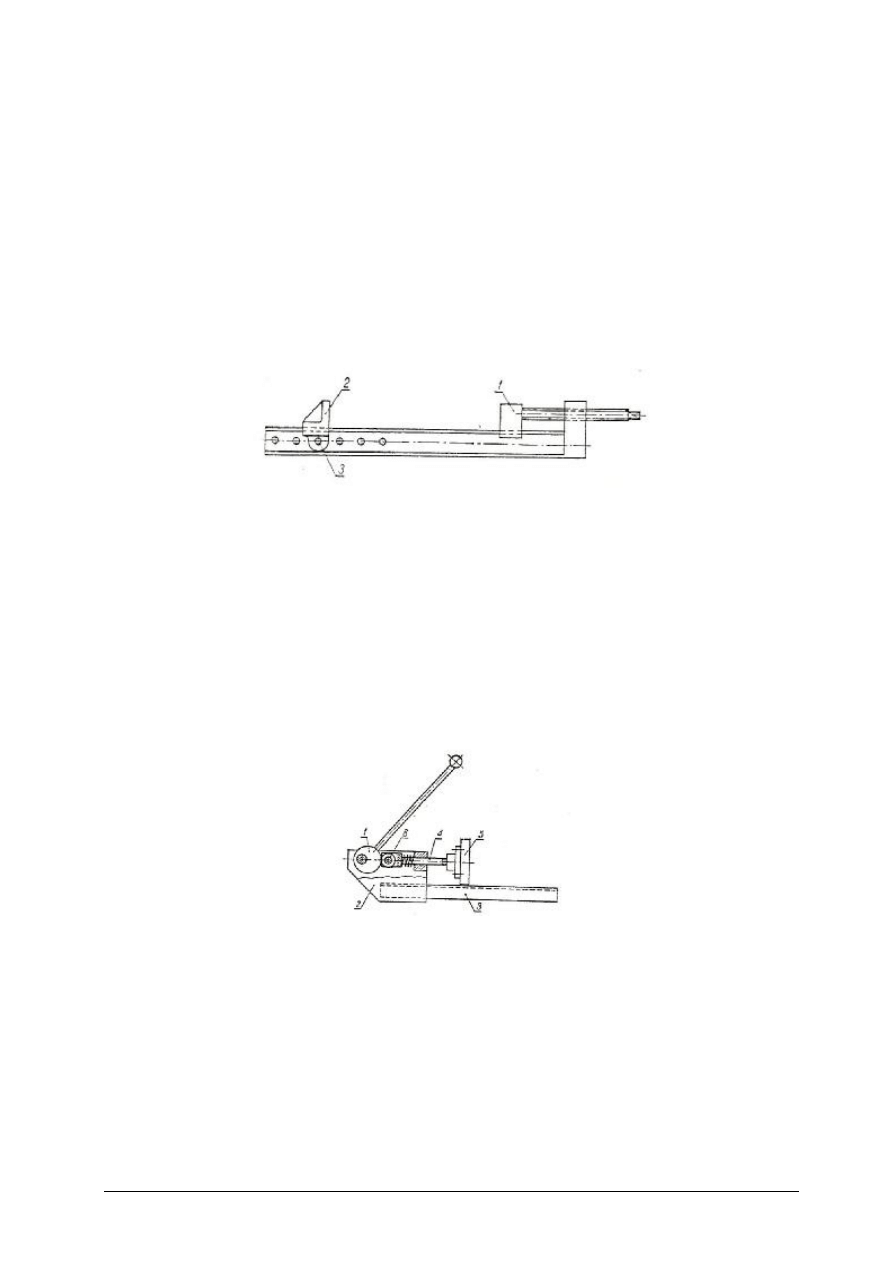
Ścisk śrubowy nastawny przedstawiono na rysunku 1, jest to uniwersalne urządzenie
stolarskie stosowane przy ręcznym montażu wyrobu.
Rys. 1. Ścisk śrubowy metalowy nastawny [4, s. 358]
Ścisk śrubowy ramieniowy (rysunek 2) stosuje się do montażu i sklejania złączy kątowych.
Obracając śrubę zaciskową 1 powodujemy przesuwanie się nakrętki z występami 2
i zwieranie ramion zaciskowych 3. Ramiona zaciskowe mają stopki dociskowe i kolcami 4
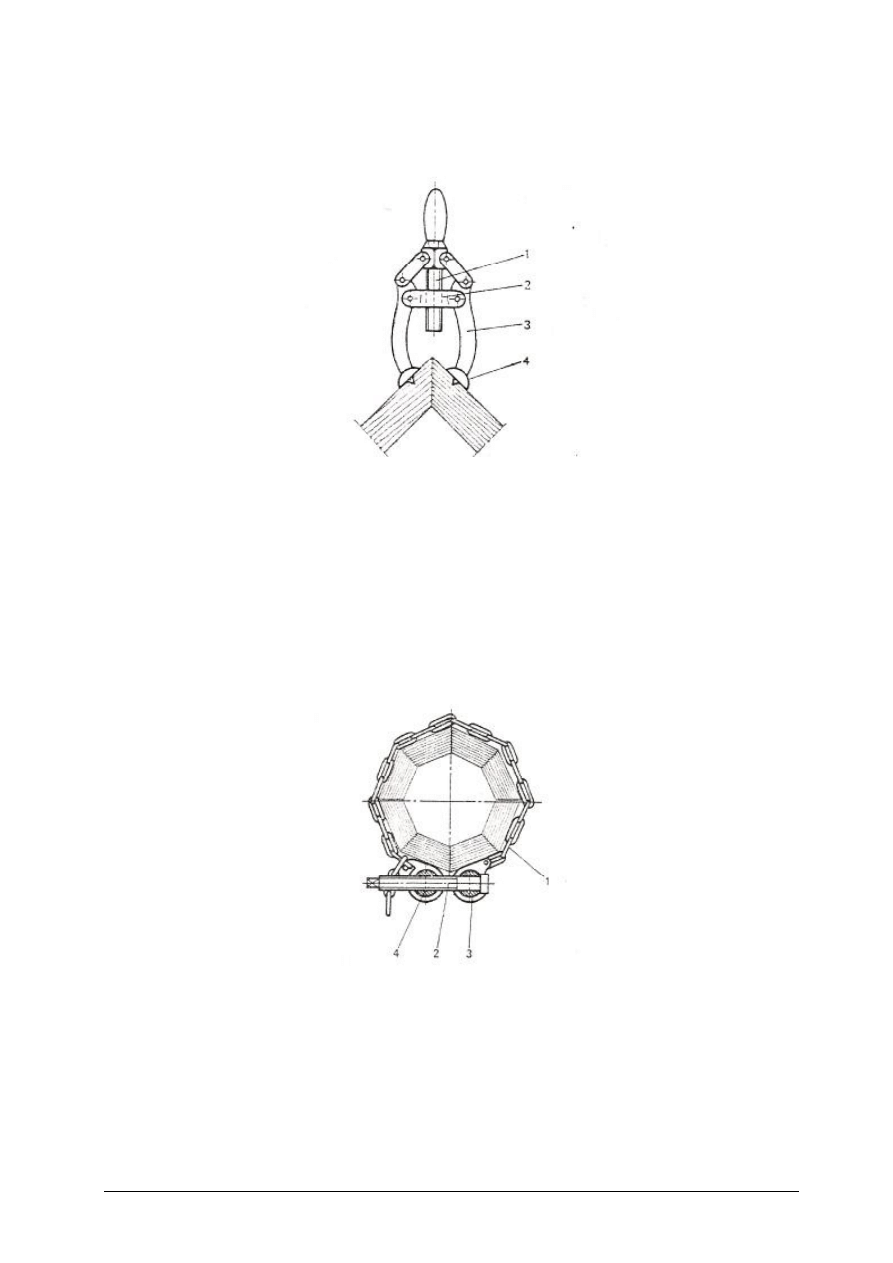
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
wcinają się w drewno zapobiegając przesuwaniu się stopek po powierzchni łączonych
elementów. Ściski z kolcami nieznacznie uszkadzają powierzchnię.
Rys. 2. Ścisk śrubowy ramieniowy: 1 – śruba zaciskowa, 2 – nakrętka z występami, 3 – ramiona zaciskowe, 4 – stopka
dociskowa [4, s. 358]
Na rysunku 3 przedstawiony jest ścisk śrubowy z łańcuchem dociskowym. Stosujemy go
przy montażu i sklejaniu wyrobów o kształcie zewnętrznym kołowym lub wielokątnym.
Łączone elementy dociskane są do siebie łańcuchem dociskowym 1 napinanym śrubą 2. Jeden
koniec łańcucha przymocowany jest na stałe do uchwytu tulei oporowej śruby, a drugi koniec
zaczepiony jest o uchwyt z nakrętką 4. Obracając śrubę przesuwamy uchwyt
z nakrętką, a tym samym zaciskamy łańcuchem montowane części wyrobu.
W innych typach zamiast łańcucha stosuje się taśmę stalową lub linę.
Rys. 3. Ścisk śrubowy z łańcuchem dociskowym: 1 – łańcuch dociskowy, 2 – śruba, 3 – tuleja oporowa, 4 – uchwyt
z nakrętką [4, s. 359]
Opisane urządzenia stosowane są tylko przy montażu ręcznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
2. Urządzenia do montażu ram
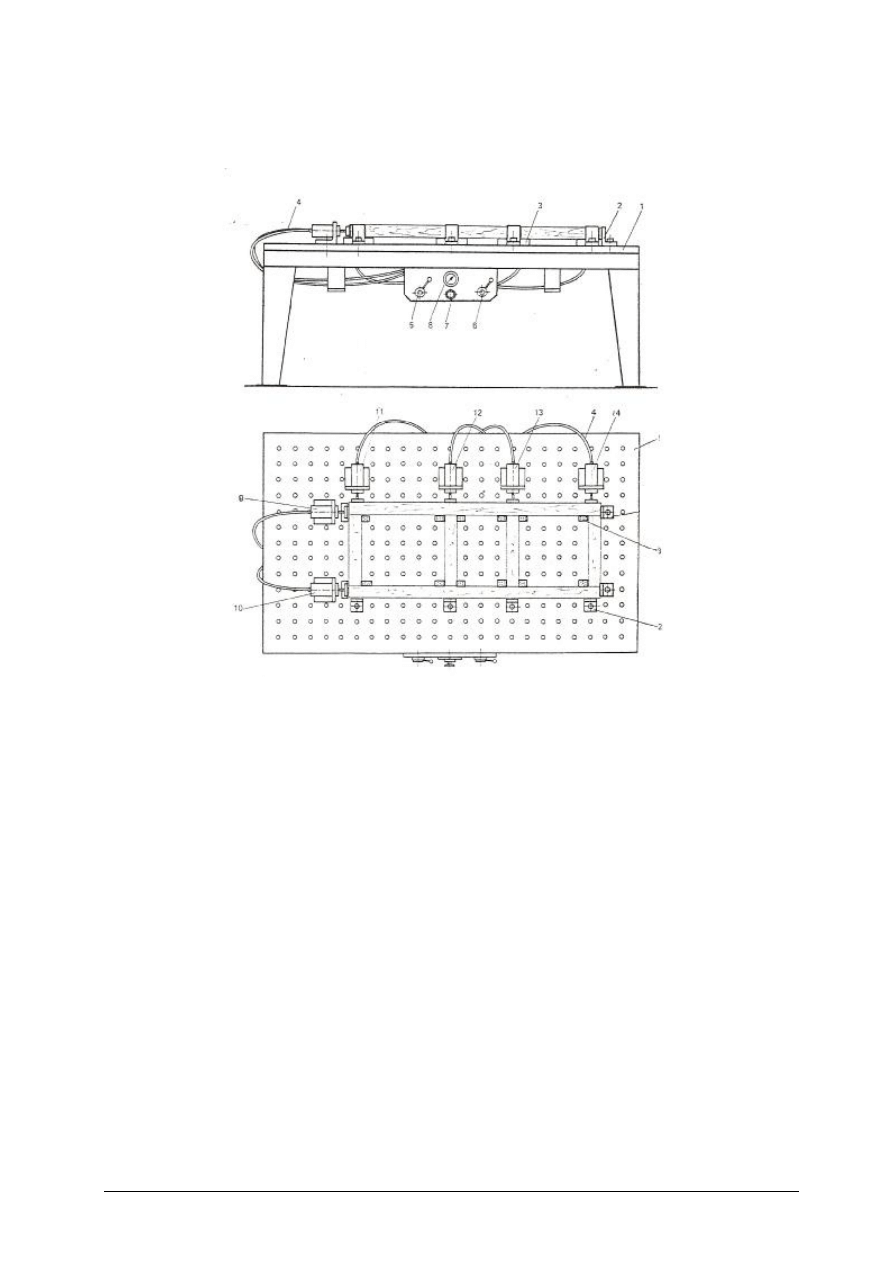
Przykład urządzenia do montażu ram przedstawiony jest na rysunku 4.
Rys. 4. Urządzenie do montażu ram: 1– płyta nośna, 2 – elementy oporowe, 3 – podpórki, 4 – przewód sprężonego
powietrza, 5 i 6 – rozdzielacze, 7 – zawór redukcyjny, 8 – manometr, 9 – 14 – cylindry pneumatyczne [4, s. 364]
Jest to uniwersalny stół montażowy. Stalowa konstrukcja stołu przykryta jest płytą
nośną 1 z otworami. W otworach mocowane są cylindry pneumatyczne mechanizmów
dociskowych, elementy oporowe 2 i podpórki 3. Powietrze doprowadzane jest do cylindrów
elastycznymi przewodami 4. Do uruchomienia cylindrów 9 i 10 służy rozdzielacz 5, zaś do
uruchomienia cylindrów 11, 12, 13 i 14 rozdzielacz 6. W pierwszej kolejności uruchamia się
cylindry 11– 14. Ułatwia to montowanie ramy. Wartość ciśnienia powietrza regulowana jest
zaworem redukcyjnym 7 i odczytywana na manometrze 8. W przypadku zmiany kształtu
i wymiarów montowanej ramy zmieniamy ustawienie elementów roboczych, mocując ją
w innych otworach płyty nośnej.
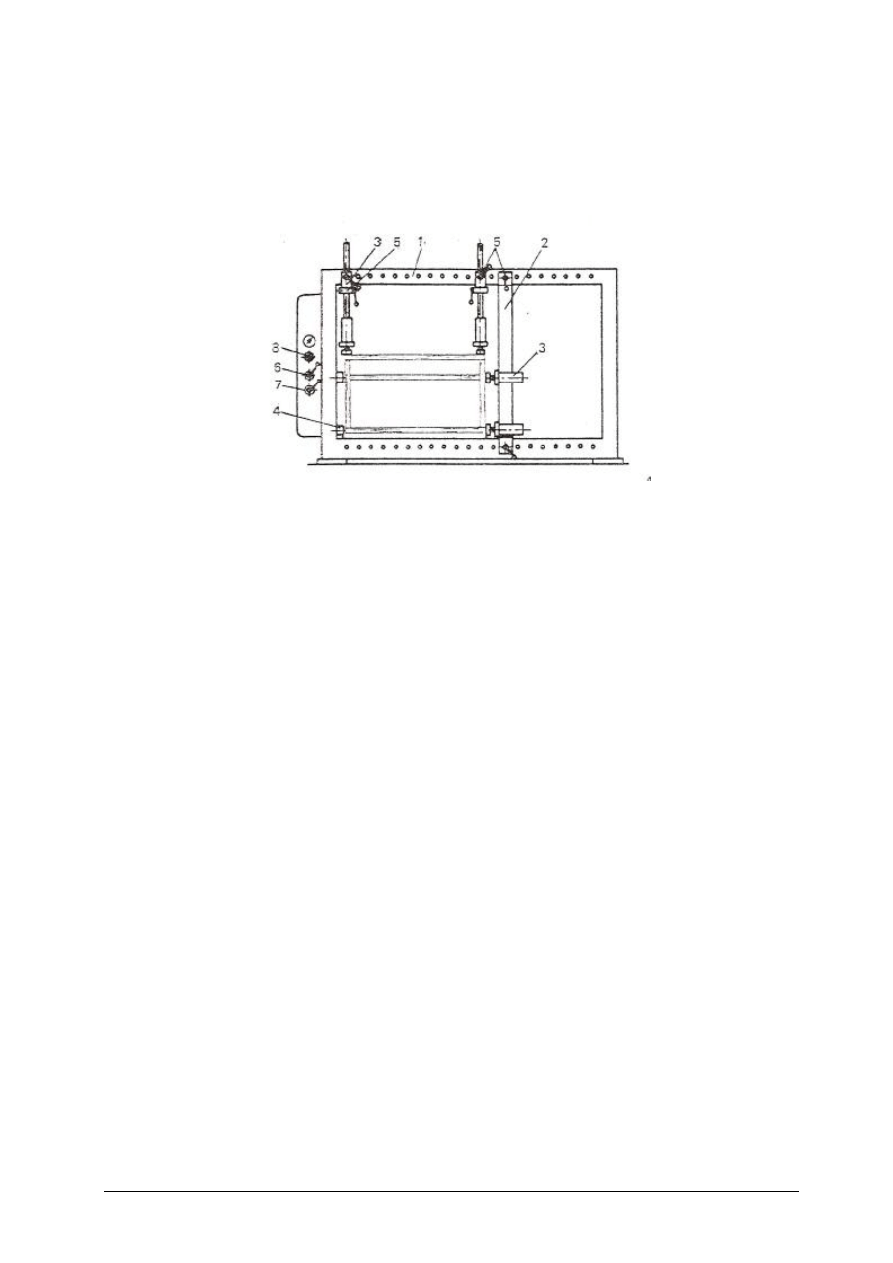
3. Urządzenia do montażu konstrukcji skrzyniowych
Przykład urządzenia do montażu konstrukcji skrzyniowej przedstawiony na rysunku 5. Jest to
urządzenie uniwersalne. Korpus urządzenia ma kształt skrzyni zbudowanej z dwu stalowych
ram 1. W poprzeczkach ram wykonane są otwory służące do mocowania pionowej belki nośnej
2, mechanizmów dociskowych 3, elementów oporowych 4 i podpórek. W urządzeniach tych
zastosowano mechanizmy dociskowe z cylindrami pneumatycznymi. Można je dowolnie
wstawiać w ramie i belce nośnej za pomocą zacisków śrubowych 5. Do uruchamiania
cylindrów dociskowych poziomych służy rozdzielacz 6 i pionowy rozdzielacz 7.
W zasilającym układzie sprężonego powietrza zainstalowano zawór redukcyjny 8 do
2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
regulowania ciśnienia powietrza, a tym samym siły docisku. Przy zmianie wymiarów
i konstrukcji montowanych wyrobów, belkę nośną i części zespołu roboczego, ustawia się
stosownie do położenia części wyrobu.
Rys. 5. Urządzenie do montażu konstrukcji skrzyniowych: 1 – rama korpusu, 2 – belka nośna, 3 – mechanizm
dociskowy z cylindrami pneumatycznymi, 4 – element oporowy, 5 – zacisk śrubowy, 6 i 7 – rozdzielacz,
8 – zawór redukcyjny [4, s. 365]
4. Urządzenia do montażu konstrukcji szkieletowej
Przy zastosowaniu urządzeń do konstrukcji szkieletowych można montować konstrukcje
oskrzyniowe. Montaż polega na połączeniu w całość nóżek przednich, nóżek tylnych, oskrzyni
i elementów wzmacniających.
W pierwszym etapie montażu dokonuje się wstępnego połączenia współpracujących ze
sobą czopów i gniazd poszczególnych elementów składowych. Ten etap montażu odbywa się
poza urządzeniem. Drugi etap montażu wykonuje się już na urządzeniu i polega na
wywieraniu potrzebnych nacisków na składowe elementy, by uzyskać dokładne połączenie
oraz prawidłowe położenie tych elementów względem siebie.
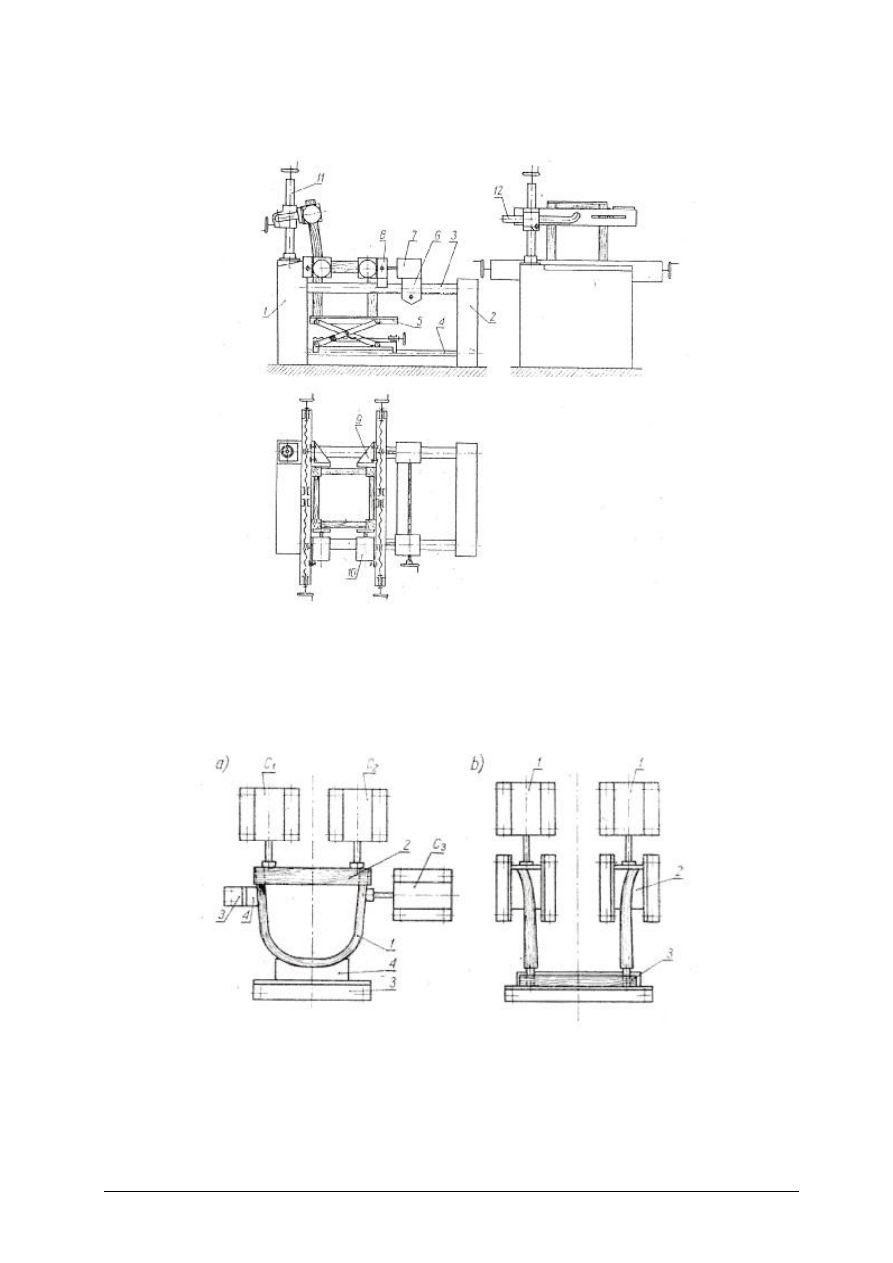
Urządzenie montażowe przedstawiono na rysunku 6.
Kadłub maszyny składa się z dwóch stojaków lewego 1 i prawego 2, połączonych w górnej
części dwiema walcowymi prowadnicami 3, a w dolnej – dwiema poprzecznymi 4.
Na poprzeczkach jest zamocowany stół 5, o nożycowym układzie dzwigni, nastawiany na
wysokość za pomocą mechanizmu śrubowego. Na stole ustawia się wstępnie złożone elementy
przygotowane do montażu. Na każdej z walcowatych prowadnic jest umieszczony suport 6,
z siłownikiem pneumatycznym 7, dwustronnego działania. Przesuwanie sprzężonych ze sobą
suportów wzdłuż prowadnic odbywa się za pomocą przekładni zębatkowej. Do tłoczysk obu
cylindrów jest przymocowana belka 8 wzdłuż której biegną dwie śruby pociągowe. Jedna ze
śrub służy do ustawiania na belce wspornika oporowego 9, druga – do ustawienia siłownika
pneumatycznego 10. Identyczna druga belka, ze wspornikiem oporowym i siłownikiem jest
przymocowana na stałe do lewego stojaka na tej samej wysokości co belka pierwsza.
Ponadto na lewym stojaku kadłuba jest zamocowana pionowa kolumna 11, z nastawnym na
wysokość suportem. W suporcie jest osadzone wysuwane ramię 12, z trzecią z kolei belką
wyposażoną we wspornik oporowy i siłownik.
Maszyna ma trzy zespoły do wywierania nacisku w kierunku równoległym do długości
belek oraz jeden zespół do wywierania nacisku w kierunku równoległym do prowadnic.
Za pomocą pierwszego zespołu naciskowego montuje się podzespół przednich nóżek elementu.
Zespoły naciskowe drugi i trzeci biorą udział w montażu podzespołów tylnych nóżek elementu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Zadaniem czwartego zespołu naciskowego jest wywieranie nacisku w kierunku w którym
odbywa się łączenie obu podzespołów elementu.
Rys. 6. Urządzenie do montażu elementu: 1 – stojak lewy, 2 – stojak prawy, 3 – prowadnice, 4 – poprzeczki, 5 –
stół, 6 – suport, 7,10 – siłowniki, 8 – belka, 9 – wspornik oporowy, 11 – kolumna, 12 – ramię [1, s. 276]
5. Urządzenia montażowe specjalne
Urządzenia montażowe specjalne służą do montażu ściśle określonych wyrobów, zespołów
lub podzespołów, mają zastosowanie przy seryjnej lub masowej produkcji.
Rysunek (7a) przedstawia przykład prostego urządzenia do montażu ramy określonego typu.
Rys. 7. Urządzenia montażowe specjalne: a) do montażu ramy 1 – element wygięty ramy, 2 – ramiak prosty, 3 – wsporniki
oporowe, 4 – przekładki, c
1
, c
2
, c
3
siłowniki b) do osadzania przednich nóżek w ramie 1 – siłowniki, 2 – suwaki,
3 – rama siedziskowa [1, s. 274]
Rama składa się z elementu 1 wygiętego w kształcie litery U oraz z ramiaka 2, który łączy
za pomocą wczepów końce tego elementu. Urządzenie ma postać stołu, na płycie, którego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
zamontowane są trzy siłowniki pneumatyczne dwustronnego działania c
1,
c
2,
c
3
oraz wsporniki
oporowe 3 z przekładkami 4. Dwa siłowniki naciskają ramiak wzdłuż osi symetrii, a trzeci
naciska łączone końce krzywego elementu. Urządzenie jest prostej budowy (a więc tanie),
łatwe w obsłudze i skuteczne w działaniu.
Na rysunku b) przedstawiono inne proste urządzenie do osadzania przednich nóżek
w giętej ramie określonego typu. Urządzenie, podobnie jak w poprzednim przypadku, ma
postać stołu. Na jego płycie są ustawione równolegle dwa siłowniki pneumatyczne 1,
w odległości dostosowanej do rozstawu nóżek. Tłoczyska są połączone z suwakami 2
umieszczonymi w prowadnicach na stole. Suwaki stanowią płytki stalowe, do których zostały
przymocowane klocki drewniane z uformowanymi wgłębieniami na końcach nóżek. Ułożona
we wgłębieniu nóżka zajmuje od razu prawidłowe położenie (wygięcie na zewnątrz). W płycie
stołu znajduje się otwór, poniżej odpowiednio ukształtowana listwa do włożenia i ustalenia
położenia ramy siedziskowej 3. Rama zajmuje takie położenia, przy którym wykonane w niej
gniazda na czopy znajdują się dokładnie na osi czopów nóżek, przygotowanych do operacji
montażu. Doprowadzone do cylindrów sprężone powietrze przesuwa tłoki, a wraz z nim
i suwaki w kierunku ramy. W ruchu tym czopy nóżek zostają wciśnięte w gniazda ramy
siedziskowej.
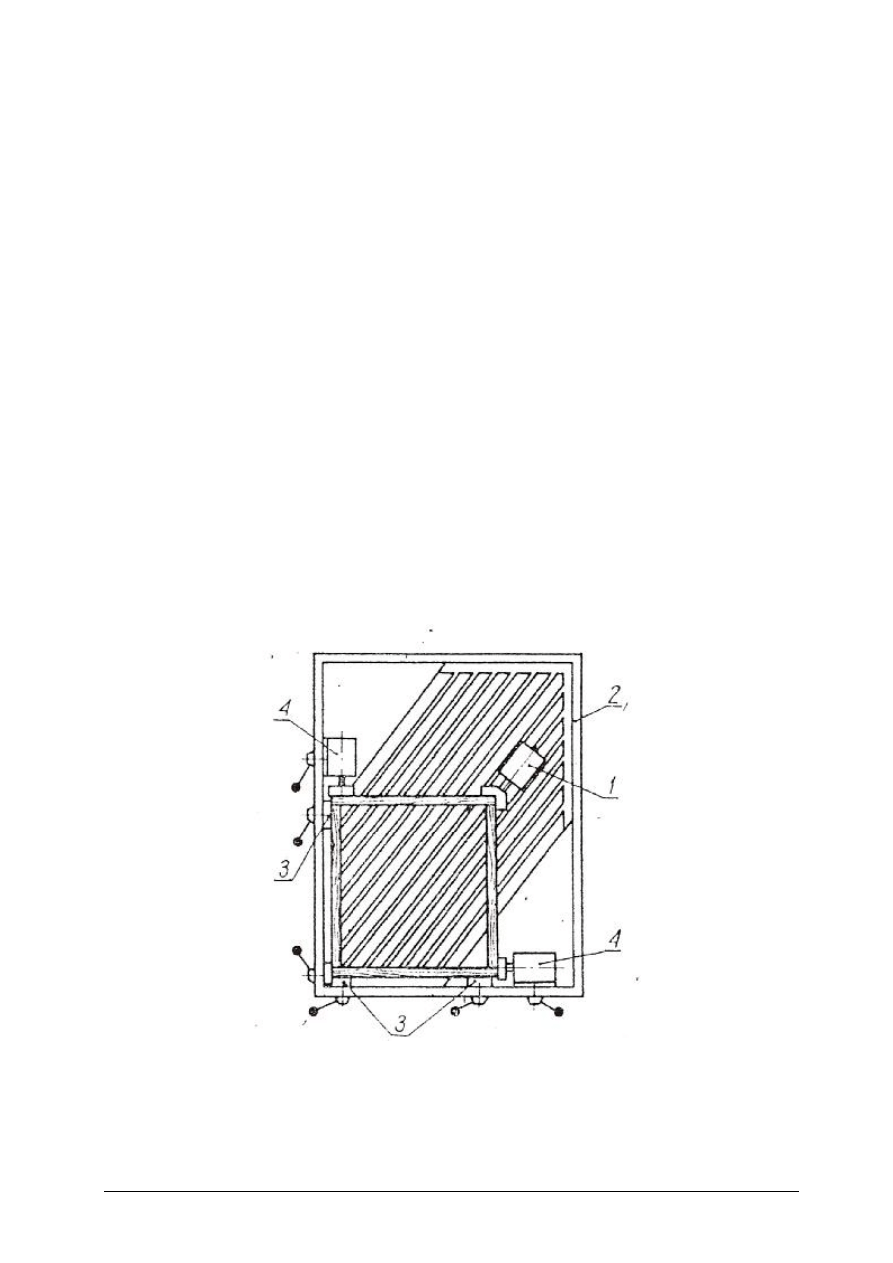
Na rysunku 8 przedstawiono w widoku z góry urządzenie do montażu elementu
kwadratowego. Boki kwadratu są połączone na kołki i klej. Urządzenie ma postać stołu
o konstrukcji metalowej. Na płycie stołu znajduje się szereg ukośnie biegnących rowków
o przekroju trapezowym. Rowki służą do osadzania łbów śrub mocujących siłownik dociskowy
1. Płytę stołu okala dość wysoka prostokątna rama 2 z podłużnymi otworami. W otworach tych
osadza się śruby mocujące w potrzebnym położeniu, podkładki oporowe 3 oraz dociskowe
siłowniki pneumatyczne 4. W zależności od wielkości części elementy te są odpowiednio
przestawiane.
Rys. 8. Urządzenie do montażu kwadratu: 1,4 – siłowniki, 2 – rama, 3 – podkładki oporowe [1, s. 277]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rodzaje maszyn i urządzeń montażowych
Zszywarki
Zszywarki służą do łączenia elementów drewnianych ze sobą lub elementów drewnianych
z tkaninami, tworzywami sztucznymi itp. za pomocą zszywek. Zszywkami nazywamy klamry
z drutu o przekroju prostokątnym lub kołowym i zaostrzonych końcach. Zszywki łączone są ze
sobą w listwy za pomocą lakieru lub kleju.
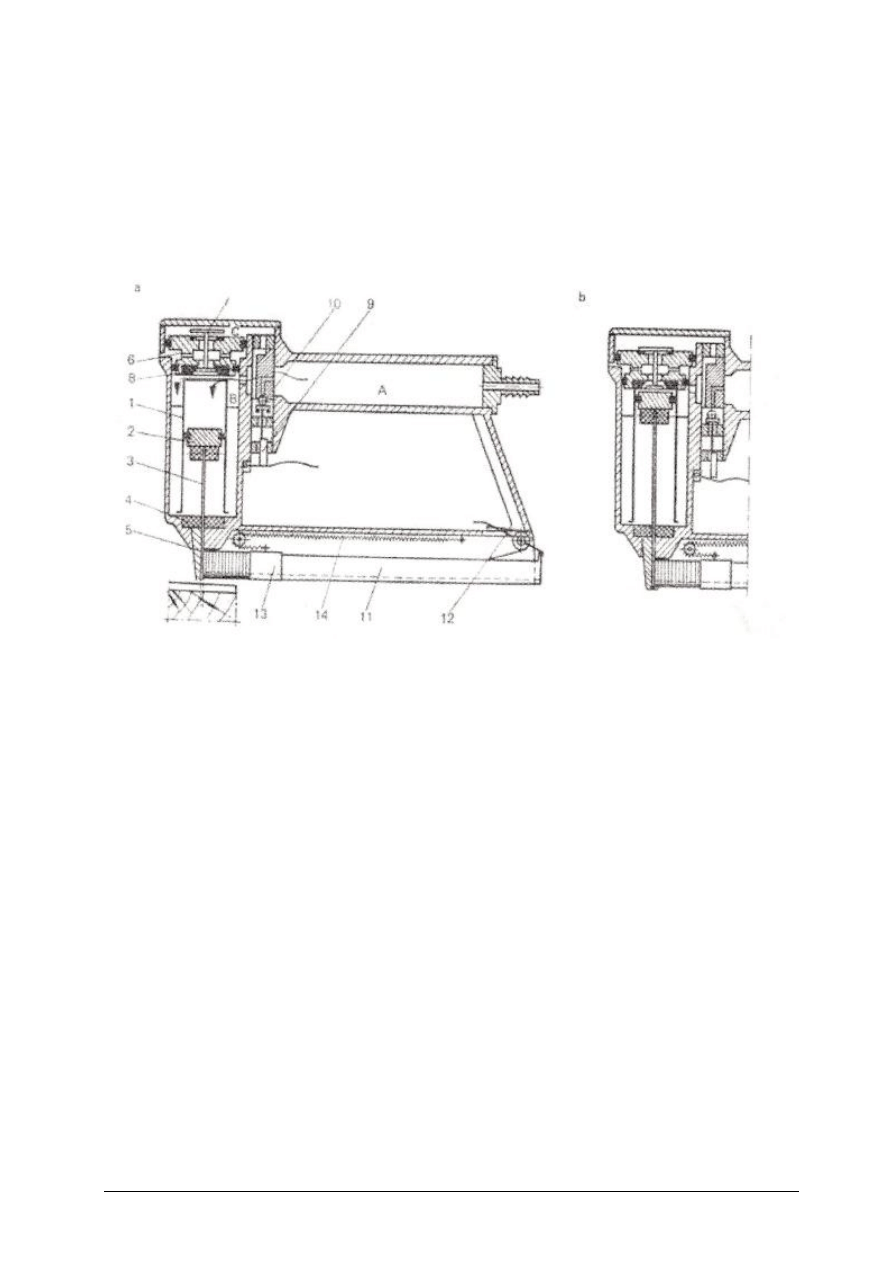
Rys. 12. Przenośna zszywarka pistoletowa (firmy Bostitch): a) położenie części w czasie wbijania zszywki,
b) położenie części po wbiciu zszywki; 1 – cylinder, 2 – tłok, 3 – bijak, 4 – prowadnica, 5 – płytka
prowadząca, 6 – tłok pomocniczy, 7 – zawór zwrotny, 8 – gniazdo zaworu, 9 – popychacz, 10 – zawór
odcinający, 11 – kaseta, 12 – zatrzask, 13 – zaczep, 14 – sprężyna [4, s. 329]
Na rysunku 12 przedstawiono schemat przenośnej zszywarki pistoletowej z napędem
pneumatycznym. Korpus zszywarki jest wykonany z lekkiego stopu aluminiowego z rękojeścią
umożliwiającą swobodne jej uchwycenie w ręce.
Wielkość zszywarki zależy od wymiarów zszywek, do których jest ona ściśle
przystosowana. Każda przenośna zszywarka z napędem pneumatycznym składa się z lekkiego
korpusu, w którym umieszczono: zespół roboczy, zawór sterujący oraz magazynek zszywek.
Zespół roboczy – podstawową częścią zespołu roboczego jest stalowy cylinder 1,
w którym przesuwa się tłok 2 z bijakiem 3. Cylinder osadzony jest wewnątrz komory
w przedniej części zszywarki. Bijak wykonany jest z cienkiej stalowej listwy o grubości równej
grubości wbijanych zszywek. Bijak jest prowadzony w szczelinie prowadnicy 4 wykonanej
z tworzywa sztucznego i w wycięciu stalowej płyty prowadzącej 5, przymocowanej do korpusu
zszywarki. W górnej części komory cylindra jest osadzony podwójny tłok pomocniczy 6
z uszczelnieniami. Wewnątrz tłoka pomocniczego umieszczono podwójny zawór zwrotny 7.
Dolna część zaworu zwrotnego ma kształt stożkowej płyty współpracującej z gniazdem zaworu
8 wykonanym z tworzywa sztucznego. Górna część zaworu ma kształt płaskiej tarczy
współpracującej z uszczelką osadzoną w gnieździe tłoka pomocniczego.
Zawór sterujący – w celu uruchomienia zszywarki należy palcem wskazującym nacisnąć
na ramię spustu. Ramię spustu przesuwa popychacz 9 sterujący zaworem odcinającym 10
z kulką. Zawór odcinający osadzony jest w cylindrycznym korpusie zaworu sterującego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
w którym wykonane są kanały umożliwiające przepływ powietrza z komory w rękojeści
zszywarki do komory cylindra i do atmosfery przez szczelinę między popychaczem a jego
prowadnicą.
Magazynek zszywek – główną częścią magazynka jest metalowa podłużna kaseta 11
przesuwana w prowadnicach korpusu zszywarki i mocowana za pomocą zatrzasku 12.
Na kasetę nakłada się listwę zespolonych zszywek. Listwa zszywek dociskana jest stale do
płytki prowadzącej 5 za pomocą zaczepu 13 ślizgającego się po kasecie i przesuwanego za
pomocą sprężyny 14 przewiniętej przez krążek.
Działanie zszywarki. Na rysunku 12a) przedstawiono położenie ruchomych części
zszywarki w czasie wbijania zszywki. Sprężone powietrze pod ciśnieniem 350 –600 kPa
doprowadzane jest do komory A w rękojeści zszywarki. Komora ta jest połączona kanałami
z komorą B w korpusie. Po naciśnięciu palcem na spust unoszony jest popychacz, który otwiera
zawór odcinający i równocześnie wciska zawór kulowy w gniazdo zaworu sterującego. Odcięty
zostaje dopływ sprężonego powietrza do zaworu sterującego.
Powietrze z komory C nad tłokiem pomocniczym wpływa do atmosfery kanałami
wewnątrz korpusu zszywarki, korpusu zaworu sterującego i przez szczelinę między
popychaczem a jego prowadnicą. Do komory cylindra B w korpusie zszywarki doprowadzane
jest stale sprężone powietrze. W wyniku znacznej różnicy ciśnień powietrze działające z dwu
stron na tłok pomocniczy zostaje on przesunięty do góry. Jednocześnie w wyniku różnic
ciśnień powietrza podwójny zawór zwrotny wewnątrz tłoka pomocniczego jest również
wypchnięty do góry. Komora C nad tłokiem jest teraz połączona z atmosferą kanałami
wykonanymi wewnątrz tłoka i otworami w korpusie zszywarki.
Tłok pomocniczy powoduje przesunięcie go do góry otwiera górną część cylindra.
Następuje szybki dopływ sprężonego powietrza nad tłok bijaka. Tłok dynamicznie przesuwa
się w cylindrze. Bijak uderza w zszywkę, odcina ją od listwy zszywek i wbija w łączone
elementy. Przy wbijaniu zszywek zszywarka opierana jest czołem płytki prowadzącej
o powierzchnię łączonych elementów.
Po wbiciu zszywki zwalniamy nacisk na ramię spustu. Położenie ruchomych części
zszywarki po zwolnieniu spustu przedstawia rysunek 12 b). Sprężone powietrze z komory A
w rękojeści przez otwarty zawór kulowy wypełnia wnętrze zaworu sterującego i dociska zawór
odcinający do jego gniazda. Odcięty jest wypływ powietrza przez szczelinę między
popychaczem a jego prowadnicą. Jednocześnie sprężone powietrze kanałami w korpusie
zaworu sterującego i kanałem w korpusie zszywarki dostaje się do komory C nad tłokiem
pomocniczym.
Sprężone powietrze o takim samym ciśnieniu jak w komorze C wypełnia także komorę B
w dolnej części korpusu zszywarki. Tłok pomocniczy jest dwustopniowy. Siła, z jaką sprężone
powietrze działa na górną część tłoka, jest większa od siły, z jaką powietrze działa od spodu na
dolną jego część. Wynika to z różnych średnic i tym samym z różnych roboczych powierzchni
dolnej i górnej części tłoka pomocniczego. W rezultacie różnych sił działających na tłok jest
on przesuwany w dół i ściśle przylega uszczelką do górnej krawędzi cylindra.
Sprężone powietrze działa także na płaskie powierzchnie zaworu zwrotnego osadzonego
wewnątrz tłoka pomocniczego. W wyniku różnych średnic tych powierzchni zawór jest także
przesunięty w dół. Górna część zaworu odcina dopływ powietrza. Dolna część zaworu jest
wysunięta a przez powstałą w ten sposób szczelinę powietrze z cylindra uchodzi do atmosfery
przez kanały w korpusie zaworu pomocniczego i otworu w korpusie zszywarki.
W dolnej części cylindra wykonane są szczeliny. Przez szczeliny te sprężone powietrze
dostaje się do cylindra wypełniając go wypycha tłok z bijakiem w górę w skrajne położenie.
Jest to położenie wyjściowe. Pod działaniem sprężyny i zaczepu listwa zszywek jest
przesuwana i dociskana do wycięcia prowadnicy zszywek. Zszywarka jest przygotowana do
wbijania następnej zszywki. Do wbicia jednej zszywki zużywa się 0,7–3,4 dm
3
powietrza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
o ciśnieniu do 600 kPa, zależnie od wielkości zszywarki i pojemności skokowej cylindra.
Częstotliwość wbijania zszywek wynosi 2–4 zszywek na sekundę. Częstotliwość wbijania
zszywek zależy od sprawności obsługującego oraz od wydajności urządzeń zasilających
sprężone powietrze.
W przemyśle drzewnym eksploatowanych jest kilka typów zszywarek pistoletowych.
Różnice w budowie i działaniu tych urządzeń można zaobserwować głównie w rozwiązaniach
konstrukcyjnych zaworu sterującego.
Na rysunku 13 przedstawiono przykład zszywarki pistoletowej z urządzeniem do zaginania
końcówek zszywek.
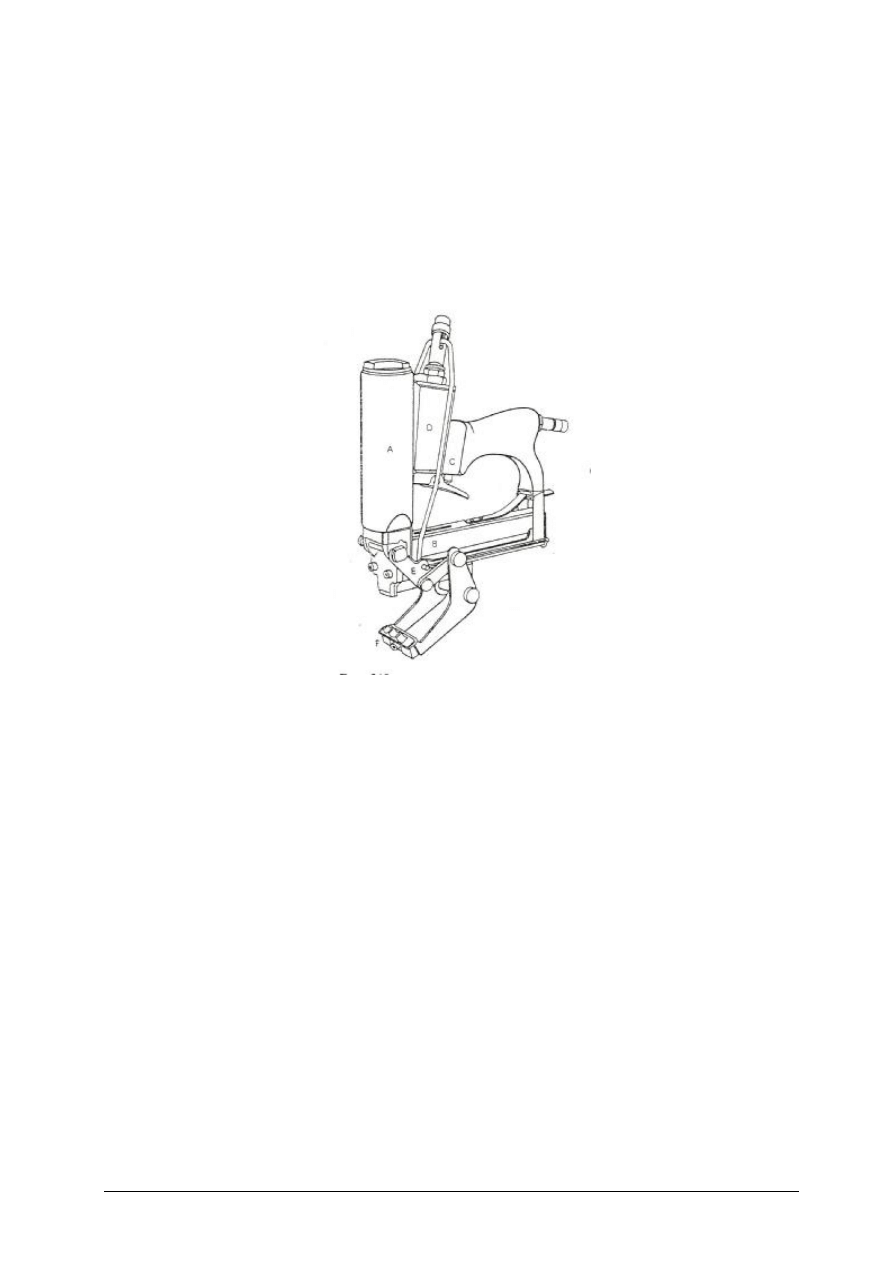
Rys. 13. Zszywarka pistoletowa z urządzeniem do zaginania końców zszywek (firmy Behrens–BeA): A – cylinder, B
– magazynek zszywek, C – zawór sterujący, D – cylinder pomocniczy, E – mechanizm dźwigniowy, F –
stopka.[4, s. 331]
Zszywarka ta jest stosowana do łączenia ze sobą elementów o łącznej grubości mniejszej
od długości zszywek. Jest ona stosowana do łączenia cienkich deseczek. Oprócz cylindra A
z tłokiem i bijakiem, magazynka zszywek B i zaworu sterującego C w korpusie umieszczony
jest dodatkowy cylinder D uruchamiający mechanizm dźwigniowy E, który dociska stopkę F do
łączonych elementów z przeciwnej strony bijaka zszywki. Końce zszywki wychodzą
z łączonych elementów ślizgają się i wyginają po łukowatych powierzchniach stopki zespalając
trwale łączone materiały.
Oprócz zszywarek przenośnych pistoletowych stosowane są także zszywarki stałe,
fundamentowane jedno lub wielogłowicowe. Maszyny te nazwane są zszywarkami drutowymi.
W zszywarkach drutowych zszywka jest formowana z drutu prostego i wbijana w zespalane
elementy ułożone na stole maszyny. Drut odwijany jest z bębna, prostowany i samoczynnie
odcinany na długość równą całkowitej długości zszywki. Tak przycięty drut podawany jest do
zespołu roboczego zszywarki, gdzie jest zaginany w zszywkę i wbijany w łączone elementy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Maszyna do osadzania kołków
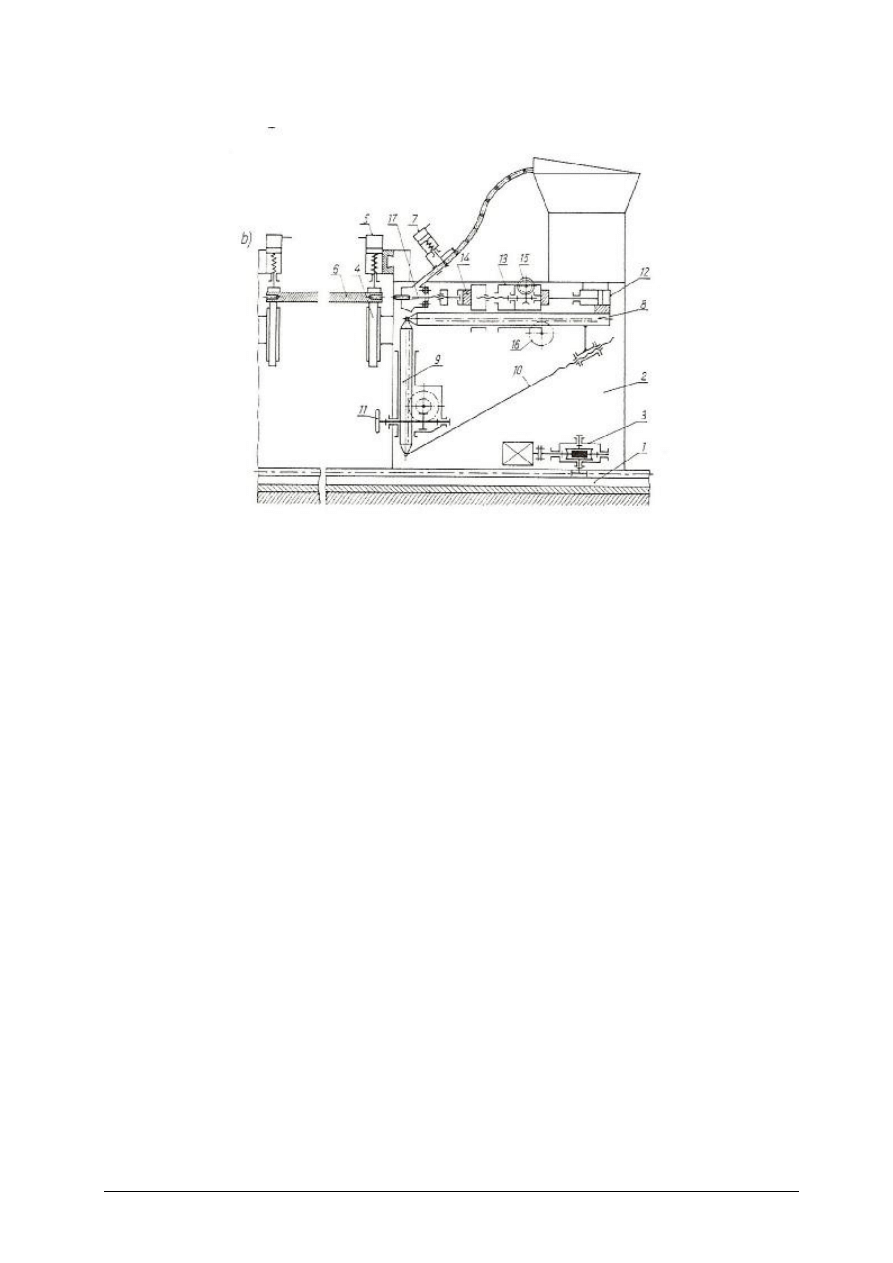
Rys. 14. Maszyna dwustronna do osadzania kołków: 1 – łoże, 2 – stojak, 3 – mechanizm ustawiania stojaka, 4 –
pas przenośnika, 5 – siłownik dociskowy, 6 – element, 7 – zespół dozujący kołki, 8 – prowadnica, 9 –
kolumna, 10 – wspornik, 11 – kółko ręczne, 12 – siłownik napędowy belki, 13 – belka, 14 – listwa, 15 –
kółko ręczne, 16 – wał z kołami zębatymi, 17 – bijak. [2, s. 287]
Maszyny do osadzania kołków są budowane jako jednostronne i dwustronne. Kadłub
maszyny dwustronnej (rysunek 14) składa się z dwóch stojaków 2 i łoża 1. Stojaki są ustawione
na łożu względem osi symetrii maszyny, zależnie od długości obrabianych elementów.
W każdym stojaku znajdują się zespoły : posuwowy, dociskowy, ustawczy prowadnic 8, belki
bijakowej 13, tzw. wtryskiwania kleju i wbijania kołków, podawania kołków i dozowania
kołków 7. W zespole roboczym jest 7 głowic (zależnie od potrzeb można wykorzystywać tylko
część z nich) z bijakami 17 i dyszami wtryskowymi kleju, ustawionych zgodnie z liczbą
i rozstawem gniazd, wywierconych wcześniej w czołowych częściach elementu. Głowice są
połączone giętkimi, przezroczystymi przewodami ze zbiornikiem kołków, wprawianym
w drgania przez wibrator. Dzięki drganiom kołki wędrują ze zbiornika do przewodów
i przewodami do głowic, poprzez zespół dozujący 7 który nimi steruje. Bijaki 17 są połączone
z belką bijakową 13, która może się przesuwać w dwóch poziomach, walcowych
prowadnicach, napędzana przez siłownik pneumatyczny 12. Cykl pracy dwustronnej maszyny
do osadzania kołków, wbudowanej w linię produkcyjną opisano poniżej.
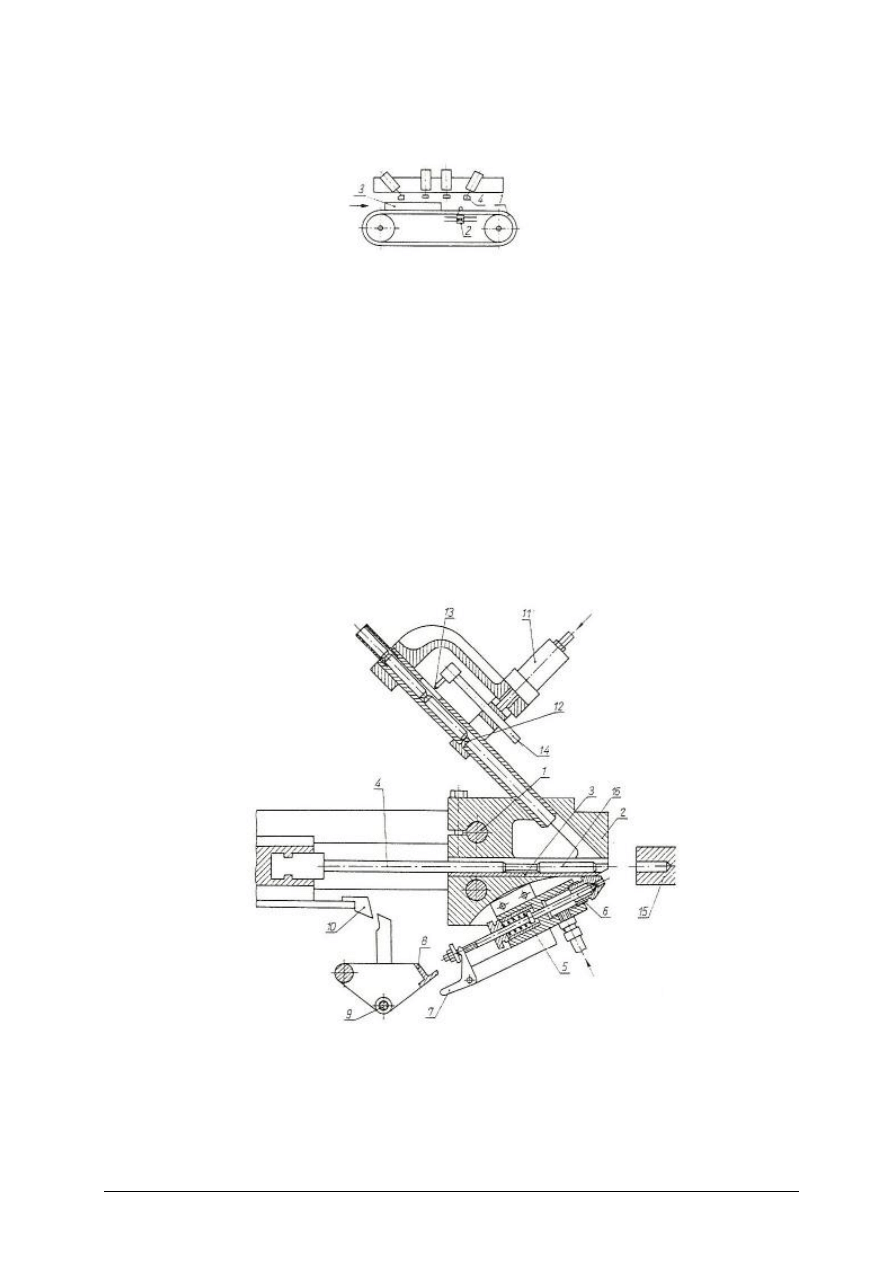
Element 3 (rys. 15) w którym wcześniej zostały wykonane gniazda na kołki na
dwustronnej wiertarce wielowrzecionowej jest przemieszczany na gumowych paskach 1
zespołu posuwowego maszyny. Naciskając dźwigienkę wyłącznika krańcowego 2 element 3
włącza napęd zespołu posuwowego. Następnie zostaje uruchomiony przez trzewik dociskowy 4
w położeniu przy którym wywiercone gniazda na kołki znajdują się dokładnie naprzeciw
głowic bijakowych zespołu roboczego.
Napędzana przez siłownik 12 (rys. 14) belka bijakowa 13 rozpoczyna ruch roboczy
przesuwając się w prawo.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 15. Zespół posuwowy maszyny do osadzania kołków [2, s. 288]
Razem z nią przesuwa się listwa z bijakiem 4 (rysunek 16) i zaczepem 10. Zaczep wychyla
belkę 8, która działając na dźwignię 7 powoduje cofnięcie trzpieni iglicowych 6 w dyszach
i wtryśnięcie kleju do gniazda. W chwilę później bijaki 4 wciskają do tych gniazd kołki 16.
Za pomocą wyłącznika krańcowego następuje przesterowanie ruchu belki bijakowej 8 na
powrotny. W czasie tego ruchu ma miejsce dozowanie kołków do głowic 2. Odpowiedni
wyłącznik krańcowy, współpracujący z listwą belki, uruchamia siłownik 11. Następuje ruch
zespołu rygli do dołu. W tym położeniu kołek, który znajduje się przed ryglem dolnym 12,
zsuwa się do komory głowicy. Następnie zespół rygli wraca do położenia spoczynkowego.
Rygiel dolny znów przesłania światło przewodu i wszystkie kołki w przewodzie przesuwają się
pod własnym ciężarem o jedno miejsce. Po osiągnięciu przez belkę bijakową 8 położenia
wyjściowego następuje wyłączenie docisku na element i włączenie posuwu. Element
z osadzonymi kołkami opuszcza przestrzeń roboczą maszyny.
Rys. 16. Zespół głowic i zespół dozujący kołki: 1 – prowadnica, 2 – głowica bijakowa, 3 – tuleja wymienna, 4 –
bijak, 5 – urządzenie wtryskujące klej, 6 – trzpień, 7 – dźwignia, 8 – belka, 9 – oś, 10 – zaczep, 11 –
siłownik pneumatyczny, 12 – rygiel dolny, 13 – rygiel górny, 14 – ramię, 15 – element, 16 – kołek [2, s. 289]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Przepisy BHP
Maszyny do łączenia elementów z drewna i tworzyw drzewnych wykonane są głównie
jako maszyny półautomatyczne lub jako urządzenia przenośne pistoletowe. W maszynach
półautomatycznych cykl roboczy trwa bardzo krótko, a jednocześnie zespoły robocze
i dociskowe oddziałują na łączone elementy z dużymi siłami. Stąd w maszynach tych muszą
być zainstalowane urządzenia uniemożliwiające przypadkowe włożenie ręki lub palców
w strefę działania zespołu roboczego. Należy więc pracować na tych maszynach przy
sprawnych osłonach i urządzeniach blokujących, uniemożliwiających uruchomienie maszyny
podczas ustawiania łączonych elementów. Biorąc pod uwagę złożone układy sterowania tych
maszyn, obsługiwać je mogą pracownicy uprzednio przeszkoleni i upoważnieni do ich obsługi.
Przy obsługiwaniu ręcznych pistoletowych urządzeń do łączenia drewna zabrania się
dokonywania tzw. strzałów na odległość. Urządzenia te mogą być uruchamiane wyłącznie przy
dociśnięciu zespołów roboczych do łączonych elementów. Wiele wypadków miało miejsce
podczas oględzin i usuwania awarii ręcznych zszywarek i gwoździarek. Zabrania się więc
dokonywania oględzin i usuwania awarii przenośnych urządzeń z napędem pneumatycznym
przy włączonym dopływie sprężonego powietrza. Gdy zauważona zostaje awaria lub
nieprawidłowe działanie urządzenia, należy je niezwłocznie odłączyć od sieci sprężonego
powietrza zaworem odcinającym, a dopiero potem sprawdzić działanie urządzenia i usuwać
awarię. Nie należy więc podłączać tego typu urządzeń bezpośrednio do sieci sprężonego
powietrza. Ponadto należy stale kontrolować, czy ciśnienie powietrza zasilającego maszynę do
łączenia drewna jest zgodne z podanym w instrukcji obsługi. Poszczególne urządzenia
przystosowane są wyłącznie do wbijania zszywek, gwoździ lub innych metalowych środków
łączących o określonych w instrukcji wymiarach. Stosowanie innych wymiarów środków
łączących jest niedozwolone.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzasz, czy jesteś przygotowany do wykonania ćwiczenia.
1. Jakie zadania mają do spełnienia urządzenia montażowe?
2. Jakie znasz urządzenia do ręcznego montażu wyrobów?
3. Jak dzielimy urządzenia montażowe ze względu na konstrukcję montowanych wyrobów?
4. Jakie elementy konstrukcyjne wchodzą w skład urządzenia do montażu konstrukcji
o zasadniczym kształcie ramy?
5. Jakie elementy konstrukcyjne wyróżniamy w urządzeniu do montażu ram?
6. Na czym polega zasada działania oraz przygotowanie urządzenia do montażu ramy do
wykonywania prac montażowych?
7. Jak przebiega zasada działania oraz przygotowanie urządzenia do montażu konstrukcji
skrzyniowej do pracy?
8. Jak przebiega montaż ram szkieletowych za pomocą uniwersalnego urządzenia montażowego?
9. Czym różni się urządzenie montażowe specjalne od urządzenia montażowego uniwersalnego?
10. Jakie są rodzaje maszyn stosowanych podczas montażu elementów drewnianych?
11. Na czym polega działanie maszyny do osadzania kołków (wg schematu)?
12. Na czym polega działanie pistoletu pneumatycznego (zszywarki) wg schematu?
13. Jakie są rodzaje narzędzi ręcznych stosowanych podczas montażu?
14. Na czym polega bezpieczna obsługa pistoletów pneumatycznych zszywarki?
15. Jakie są zasady bezpieczeństwa pracy przy obsłudze urządzeń pneumatycznych
i hydraulicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj prace przy urządzeniu do montażu ram, przygotowujące to urządzenie do
montażu elementu kwadratowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić wymiary gabarytowe elementu kwadratowego,
2) na płycie nośnej ustawić odpowiednio elementy oporowe,
3) na płycie nośnej zamontować cylindry pneumatyczne mechanizmów dociskowych,
4) ustalić wartość ciśnienia (w praktyce przyjmuje się ciśnienie jednostkowe, które wynosi
60÷80 N/cm
2
),
5) zaworem redukcyjnym ustawić odpowiednią wartość ciśnienia powietrza,
6) sprawdzić zaplanowaną wartość ciśnienia na manometrze,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
uniwersalne urządzenie do montażu ram,
–
śruby do zamocowania płyt oporowych i siłowników pneumatycznych,
–
klucze o odpowiednich rozmiarach,
–
literatura z jednostki modułowej,
–
przymiar kreskowy.
Ćwiczenie 2
Dokonaj montażu ośmiokątnego wyrobu za pomocą ścisku śrubowego z łańcuchem
dociskowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować ścisk śrubowy z łańcuchem dociskowym,
2) przygotować elementy wyrobu do montażu,
3) dobrać elementy według struktury i koloru drewna,
4) dokonać montażu kontrolnego „na sucho”,
5) pokryć złącza elementów klejem,
6) zacisnąć montowany zespół ściskiem śrubowym z łańcuchem dociskowym,
7) usunąć klej wyciśnięty ze złączy,
8) sprawdzić prawidłowość klejenia (sprawdzian kształtu),
9) sezonować w czasie zaciśnięcia i po wyjęciu,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
ścisk śrubowy z łańcuchem dociskowym,
–
elementy wyrobu,
–
dozownik z klejem,
–
materiał do usunięcia wyciśniętego kleju,
–
sprawdzian kształtu,
–
literatura z jednostki modułowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ćwiczenie 3
Dobierz maszyny i urządzenia do montażu pudła gitary.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić wymiary gabarytowe pudła,
2) ustawić belkę nośną zgodnie z wymiarami gabarytowymi pudła,
3) ustawić płyty oporowe,
4) ustawić siłowniki pneumatyczne prostopadle do płyt oporowych,
5) określić wartość ciśnienia (60÷80 N/cm
2
),
6) zaworem redukcyjnym ustawić odpowiednią wartość ciśnienia powietrza,
7) sprawdzić zaplanowaną wartość ciśnienia na manometrze,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
uniwersalne urządzenie do montażu pudeł,
–
literatura z jednostki modułowej,
–
kalkulator,
–
przymiar kreskowy.
Ćwiczenie 4
Dokonaj montażu ramki za pomocą ścisku śrubowego ramieniowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować ścisk śrubowy ramieniowy,
2) przygotować elementy ramki do montażu,
3) dobrać elementy według struktury i koloru drewna,
4) dokonać montażu kontrolnego „na sucho”,
5) pokryć złącza elementów klejem,
6) zacisnąć montowany podzespół ściskiem śrubowym ramieniowym,
7) usunąć klej wyciśnięty ze złącza,
8) dokonać klejenia pozostałych trzech narożników,
9) sprawdzić prawidłowość klejenia (prostopadłość poszczególnych elementów)
10) sezonować w czasie zaciśnięcia i po wyjęciu,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
ścisk śrubowy ramieniowy,
–
elementy ramki,
–
dozownik z klejem,
–
materiał do usunięcia wyciskanego kleju (flanela),
–
kątownik,
–
literatura z jednostki modułowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ćwiczenie 5
Przygotuj przenośną zszywarkę pistoletową do prac montażowych zgodnie z zasadami
BHP.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) poznać budowę i działanie zszywarki pistoletowej,
2) dokonać sprawdzenia elastycznych przewodów doprowadzających powietrze (długość nie
może przekraczać 5 m.),
3) sprawdzić czy przewód elastyczny posiada łącznik obrotowy do połączenia z pistoletem,
4) sprawdzić czy końcówka w sieci sprężonego powietrza ma sprawny zawór odcinający,
5) dokonać załadunku magazynka zszywkami,
6) podłączyć pistolet do sieci sprężonego powietrza,
7) sprawdzić prawidłowość działania urządzenia na specjalnych próbnych elementach
w normalnym roboczym położeniu pistoletu, (nie wolno oddawać strzałów na odległość,
zszywka leci z dużą siłą na odległość 30 m),
8) łączyć elementy, które są prawidłowo podparte,
9) zabezpieczyć pistolet przed przypadkowym uruchomieniem jeżeli występuje przerwa
w pracy.
Wyposażenie stanowiska pracy:
−
zszywarka pistoletowa,
−
zszywki,
−
przewód elastyczny z prawidłowymi końcówkami,
−
instalacja sprężonego powietrza,
−
instrukcja obsługi pistoletu.
Ćwiczenie 6
Scharakteryzuj (w formie opisowej) podstawowe zagrożenia podczas obsługi
przenośnych zszywarek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) ustalić zagrożenia występujące przy obsłudze pistoletów,
2) określić niedopuszczalne zachowania podczas obsługi pistoletów pneumatycznych
3) ustalić podstawowe czynności w wypadku awarii i zacięć urządzenia lub podczas
konserwacji urządzenia,
4) wskazać przyczyny i skutki niezamierzonego uruchomienia pistoletu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik,
−
papier w kratkę formatu A-4,
−
długopis, ołówek,
−
instrukcje obsługi pistoletu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zadania, które powinny spełniać urządzenia montażowe?
¨
¨
2) wymienić urządzenia do ręcznego montażu?
¨
¨
3) scharakteryzować urządzenia montażowe ze względu na ich konstrukcje
i rodzaj montowanych wyrobów?
¨
¨
4) nazwać poszczególne elementy wchodzące w skład urządzenia
montażowego o zasadniczym kształcie ramy?
¨
¨
5) nazwać poszczególne elementy wchodzące w skład urządzenia do
montażu ram?
¨
¨
6) wyjaśnić zasadę działania oraz przygotowania urządzeń do określonych
prac montażowych?
¨
¨
7) wyjaśnić przebieg montażu ramek szkieletowych na uniwersalnym
urządzeniu montażowym?
¨
¨
8) określić
różnicę
między
urządzeniem
montażowym
specjalnym
a uniwersalnym?
¨
¨
9) wymienić rodzaje maszyn stosowanych podczas montażu?
¨
¨
10) wyjaśnić zasadę działania maszyny do osadzania kołków?
¨
¨
11) wyjaśnić zasadę działania pistoletu pneumatycznego?
¨
¨
12) wymienić rodzaje narzędzi ręcznych używanych do montażu?
¨
¨
13) określić zasady BHP przy obsłudze pistoletów pneumatycznych?
¨
¨
14) scharakteryzować zagrożenia występujące przy obsłudze urządzeń
montażowych z dociskiem pneumatycznym i hydraulicznym?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2. Główne elementy robocze urządzeń montażowych
4.2.1. Materiał nauczania
Urządzenia do wywierania nacisku w urządzeniach montażowych
Do wywierania nacisku w urządzeniach montażowych używane są kliny, mimośrody,
siłowniki membranowe, węże powietrzne siłowniki pneumatyczne i hydrauliczne.
Kliny – stanowią najprostsze elementy do wywierania nacisku. Stosuje się je w przypadkach,
gdy montowane elementy nie wymagają większych przesunięć. Wadą klinów jest trudność
oceny wielkości nacisku uzyskanego przez wbijanie klina młotkiem.
Śruby – jako element roboczy montażowy przedstawiono na rysunku 17.
Rys. 17. Ścisk montażowy: 1 – trzewik, 2 – element oporowy, 3 – sworzeń [1, s. 266]
Urządzenie składa się z kształtownika o przekroju dwuteowym zakończonego występem
ze śrubą z trzewikiem dociskowym 1. Trzewik oporowy 2 może być ustawiony w potrzebnym
miejscu na długości kształtownika i połączony z nim za pomocą przetykanego sworznia 3.
Zakres przesuwania trzewika dociskowego zależy od długości śruby.
Mimośrody – mimośród 1 jest ułożyskowany w dwu równoległych płytkach 2 przyspawanych
do końcowych części kształtownika 3 o przekroju ceowym. W trzeciej płytce łączącej dwie
poprzednie jest osadzony trzpień 4 z trzewikiem dociskowym 5 na jednym i rolką 6 na drugim
końcu. Oś trzpienia przebiega równolegle do kształtownika. Umieszczona na trzpieniu
sprężyna zapewnia stały kontakt z mimośrodem. Do obrotu mimośrodu służy dźwignia. Zakres
przesuwania trzpienia jest niewielki i zależy od wielkości mimośrodu.
Rys. 18. Docisk mimośrodowy: 1 – mimośród, 2 – płytki, 3 – kształtownik, 4 – trzpień, 5 – trzewik dociskowy, 6 – rolka
[1, s. 266]
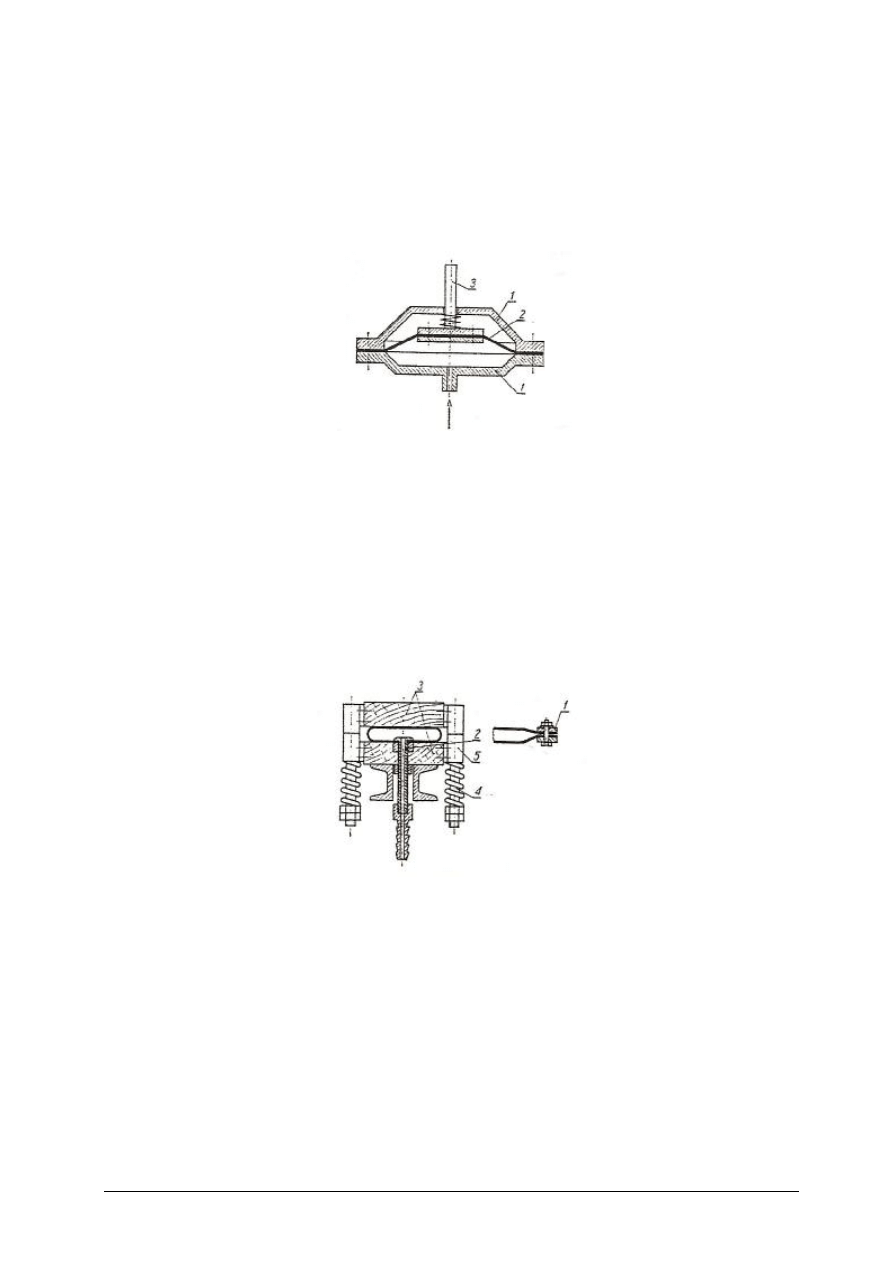
Urządzenie dociskowe membranowe
Urządzenie składa się z dwóch stożkowych części obudowy 1 zwróconych ku sobie
podstawami – kołnierzami. Między kołnierzami jest umieszczona gumowa przepona
2
(membrana). Całość jest połączona kilkoma śrubami. Środkowa część przepony obejmuje
dwie okrągłe tarcze. Do jednej z nich przymocowany jest trzpień 3, który przez otwór
w obudowie urządzenia wystaje na zewnątrz i może być zakończony trzewikiem dociskowym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Ruch roboczy trzewika uzyskuje się przez doprowadzenie sprężonego powietrza pod przeponę.
Pod naciskiem powietrza przepona rozciąga się, a trzpień wysuwa się na zewnątrz urządzenia.
Po odcięciu (za pomocą zaworu sterującego) dopływu sprężonego powietrza i połączeniu
przestrzeni pod przeponą z otaczającym powietrzem atmosferycznym, trzpień cofa się pod
naciskiem sprężyny a przepona zajmuje położenie środkowe. Urządzenie to charakteryzuje się
prostotą, łatwością w obsłudze, bywa stosowane w przypadkach, w których zakres ruchu
dociskowego jest niewielki.
Rys. 19. Siłownik membranowy: 1 – części stożkowe obudowy, 2 – przepona, 3 – trzpień [1, s. 266]
Urządzenie dociskowe w postaci parciano–gumowego węża powietrznego
Odcinek takiego węża jest zamknięty z obu końców przez sklejenie i ściśnięcie między
metalowymi płytkami 1. W ściankę tak utworzonego elastycznego zbiornika jest wmontowany
króciec 2, doprowadzający do jego wnętrza sprężone powietrze. Wąż jest umieszczony
pomiędzy dwiema drewnianymi płytkami 3, z których dolna jest przymocowana do konstrukcji
urządzenia montażowego, a górna stanowi element dociskowy tego urządzenia. Do górnej
płyty są przymocowane z boków cztery walcowe prowadniki 4 współpracujące z prowadnicami
5 dolnej nieruchomej płyty. Pod działaniem sprężyn wąż znajduje się w stanie spłaszczonym.
Doprowadzone do węża sprężone powietrze wypełnia jego wnętrze i naciska na ścianki.
Pod tym naciskiem porusza się górna płyta – roboczy element urządzenia montażowego.
Rys. 20. Urządzenie dociskowe w postaci parciano-gumowego węża: 1 – płytki zaciskowe, 2 – króciec, 3 – płytki
drewniane, 4 – prowadniki, 5 – prowadnice ze sprężynami [1, s. 266]
Siłowniki pneumatyczne cylindrowe
W skład układu wchodzą: cylinder – 1, zawór sterujący – 2, zawór redukcyjny – 3,
smarownica – 4, filtr –5 i zawór odcinający – 6. Sprężone powietrze doprowadzone przewodem
7 powoduje ruch tłoka w lewo. Wraz z tłokiem przesuwa się również trzewik dociskowy 8.
Po odpowiednim przestawieniu zaworu sterującego 2, tłok pod działaniem sprężyny wraca do
położenia wyjściowego. Trójdrogowy zawór sterujący ma obrotową płytkę z kanałem, którym
można skierować sprężone powietrze do cylindrów, albo – po jej przestawieniu – z cylindra do
atmosfery. Zawór redukcyjny służy do regulacji ciśnienia powietrza, które płynie do cylindra.
Zadaniem smarownicy jest powlekanie wnętrza całej instalacji powietrznej cieniutką warstwą
oleju w celu ochrony przed korozją oraz smarowanie ścianek cylindra. Filtr służy do
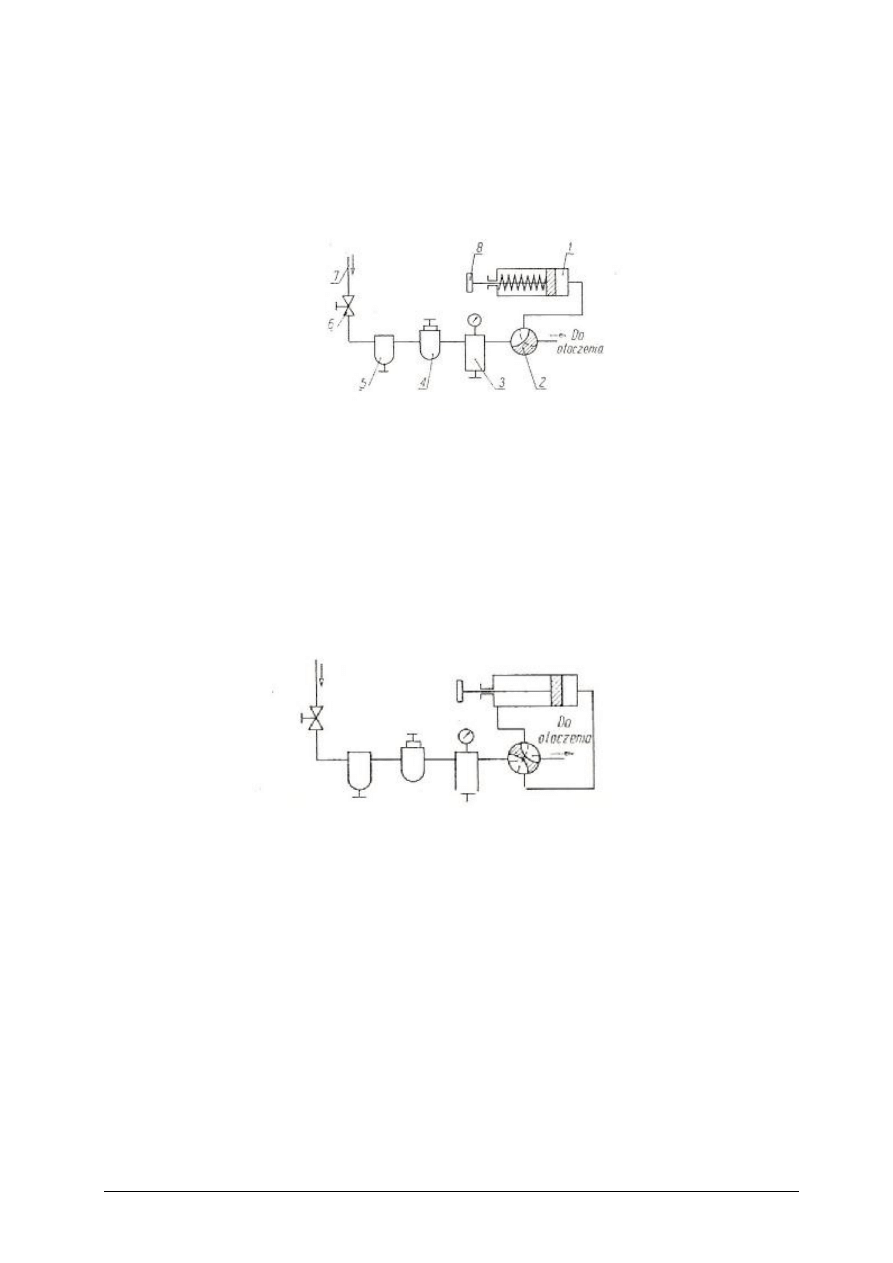
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
oczyszczania powietrza, a zawór odcinający do odłączenia urządzenia od magistrali sprężonego
powietrza.
Wielkość siły nacisku, jaką otrzymuje się na trzewiku tłoczyska zależy od średnicy tłoka
i ciśnienia powietrza doprowadzanego do cylindra. Wielkość skoku trzewika zależy od
długości cylindra. Urządzenie montażowe może mieć kilka cylindrów, które w zależności od
potrzeb mogą być łączone w zespoły.
Rys. 21. Schemat urządzenia montażowego z cylindrem jednostronnego działania: 1 – cylinder, 2 – zawór
sterujący, 3 – zawór redukcyjny, 4 – smarownica, 5 – filtr, 6 – zawór odcinający, 7 – przewód, 8 –
trzewik dociskowy [1, s. 268]
Siłownik pneumatyczny dwustronnego działania
Do cylindra jest doprowadzane sprężone powietrze albo z jednej albo z drugiej strony
tłoka. Aby tłok z trzewikiem mógł wykonać ruch roboczy w lewo, powietrze należy skierować
do prawej przestrzeni cylindra. Powietrze, które znajduje się z lewej strony tłoka, uchodzi
w tym czasie przez zawór sterujący do atmosfery. Przestawienie, czterodrogowego zaworu
sterującego w położenie wykreskowane na rysunku spowoduje powrót trzewika do położenia
wyjściowego.
Rys. 22. Schemat urządzenia montażowego pneumatycznego z cylindrem dwustronnego działania, 1 – cylinder,
2 – zawór sterujący, 3 – zawór redukcyjny, 4 – smarownica, 5 – filtr, 6 – zawór odcinający, 7 – przewód,
8 – trzewik dociskowy [1 s. 268]
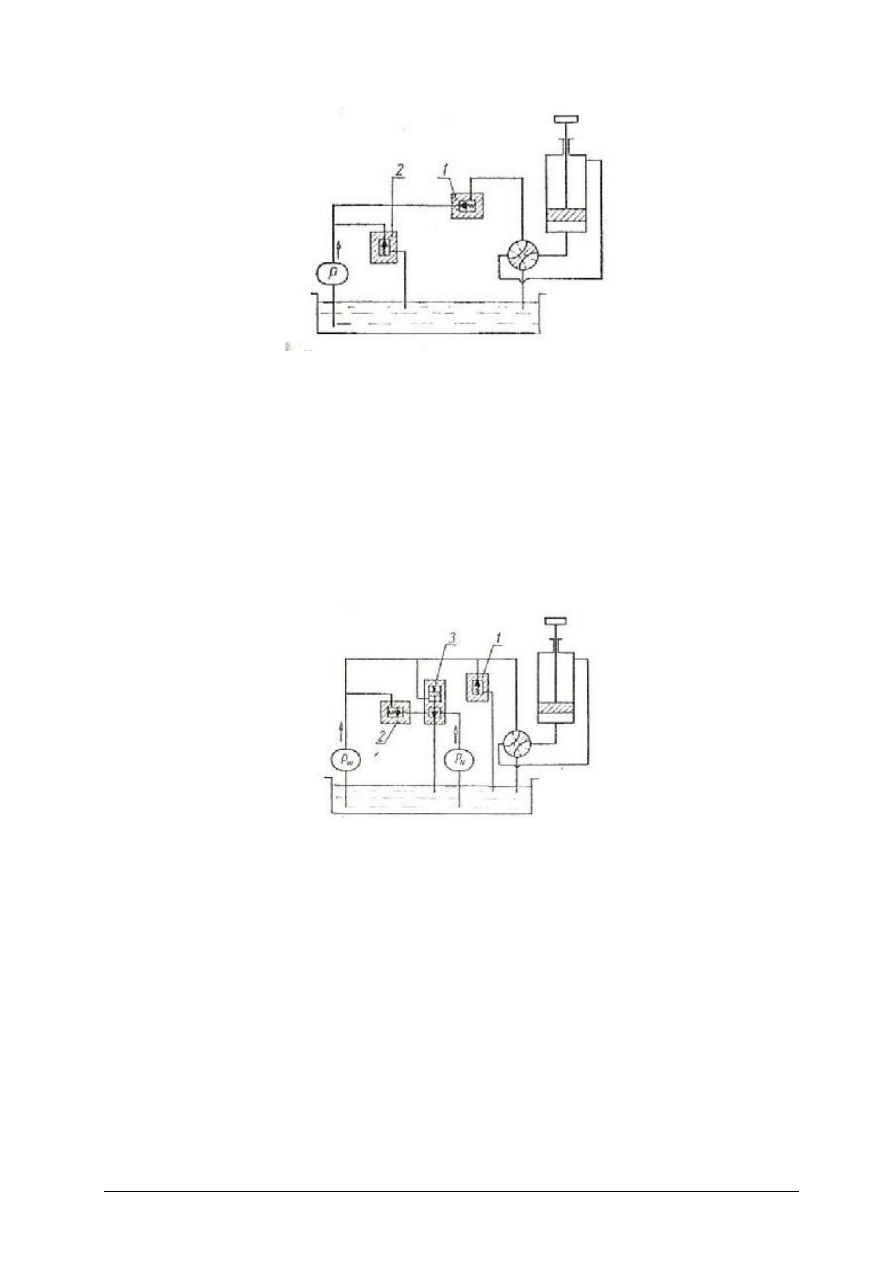
Urządzenie montażowe hydrauliczne z cylindrem dwustronnego działania i jedną pompką
Obok wymienionych zespołów w skład układu wchodzą: zbiornik z cieczą roboczą, dwa
zawory zwrotne i zawór sterujący (rozdzielacz). Zadaniem rozdzielacza jest kierowanie cieczy
roboczej do przestrzeni w cylindrze za tłokiem lub przed tłokiem, w celu uzyskania ruchu
roboczego lub ruchu powrotnego tłoczyska z trzewikiem. Zawór zwrotny 1 gwarantuje
określoną wartość ciśnienia cieczy roboczej (dzięki odpowiedniemu ustawieniu sprężyny
dociskającej grzybek). Drugi zawór zwrotny 2 jest zaworem przelewowym. Sprężyna tego
zaworu jest ustawiona na graniczną wartości ciśnienia, którego w układzie nie wolno
przekroczyć. Gdy zostanie osiągnięta wartość ciśnienia, wtedy sprężyna ugina się, grzybek
zaworu cofa się i pozwala cieczy przepływać do zbiornika. Ciecz nie płynie do cylindra.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 23. Schemat urządzenia montażowego hydraulicznego z jedną pompką: 1 – zawór zwrotny, 2 – zawór
zwrotny przelewowy, 3 – zawór z tłoczkiem [1, s. 269]
Urządzenie montażowe hydrauliczne z cylindrem dwustronnego działania, z dwoma
pompkami
Pompka Pn niskiego ciśnienia i dużej wydajności oraz pompka Pw wysokiego ciśnienia,
lecz o małej wydajności. Układ taki ma zastosowanie w sytuacji, gdy na trzewiku dociskowym
urządzenia montażowego jest potrzebna w pewnym np, pierwszym okresie montażu, siła
mniejsza a w drugim okresie – większa siła nacisku. W układzie, obok elementów znanych
z poprzedniego układu, występuje zawór 3 z tłoczkiem. Zawór ten wyłącza z pracy pompę Pn
na początku drugiego okresu montażu, kierując tłoczoną przez nią ciecz do zbiornika.
Rys. 24. Schemat urządzenia montażowego hydraulicznego z dwiema pompkami (niskiego i wysokiego
ciśnienia), 1 – zawór zwrotny, 2 – zawór zwrotny przelewowy, 3 – zawór z tłoczkiem, Pn – pompka
niskiego ciśnienia, Pw- pompka wysokiego ciśnienia [1, s. 269]
W pierwszym okresie pracy, kiedy nacisk tłoka ma być niewielki, a prędkość ruchu
roboczego tłoka duża, pracują obie pompy. Pompa Pn tłoczy poprzez zawór zwrotny 2, większe
w porównaniu z pompą Pw ilości cieczy (większa wydajność). Ciecz wypełnia cylinder, tłok
przesuwa się dość szybko, a nacisk przezeń wywierany wynika z ciśnienia cieczy dostarczanej
głównie przez pompkę Pn. Rozpoczyna się drugi okres pracy. Trzewik musi pokonać znaczny
opór, trzeba doprowadzić do cylindra ciecz o wysokim ciśnieniu. Ciecz taką dostarcza pompa
Pw podnosząc ciągle ciśnienie w układzie. Przy pewnej wartości ciśnienia pompka Pn znajduje
się na granicy swych możliwości. Nie może już tłoczyć cieczy do układu, w którym osiągnięte
zostało ciśnienie, będące dla niej granicznym. Wtedy w zaworze 3 ugina się sprężyna, tłoczek
pod ciśnieniem cieczy przesuwa się do góry, podnosząc grzybek zaworu. Ciecz tłoczona przez
pompę Pn przepływa do zbiornika. Efektywnie teraz pracuje wyłącznie pompa Pw
doprowadzająca ciśnienie w układzie do potrzebnej wartości. Wartości tej odpowiada
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
ustawienie sprężyny w zaworze zwrotnym 1, Jeżeli ciśnienie przekroczy tę wartość, ciecz
zostanie skierowana do zbiornika.
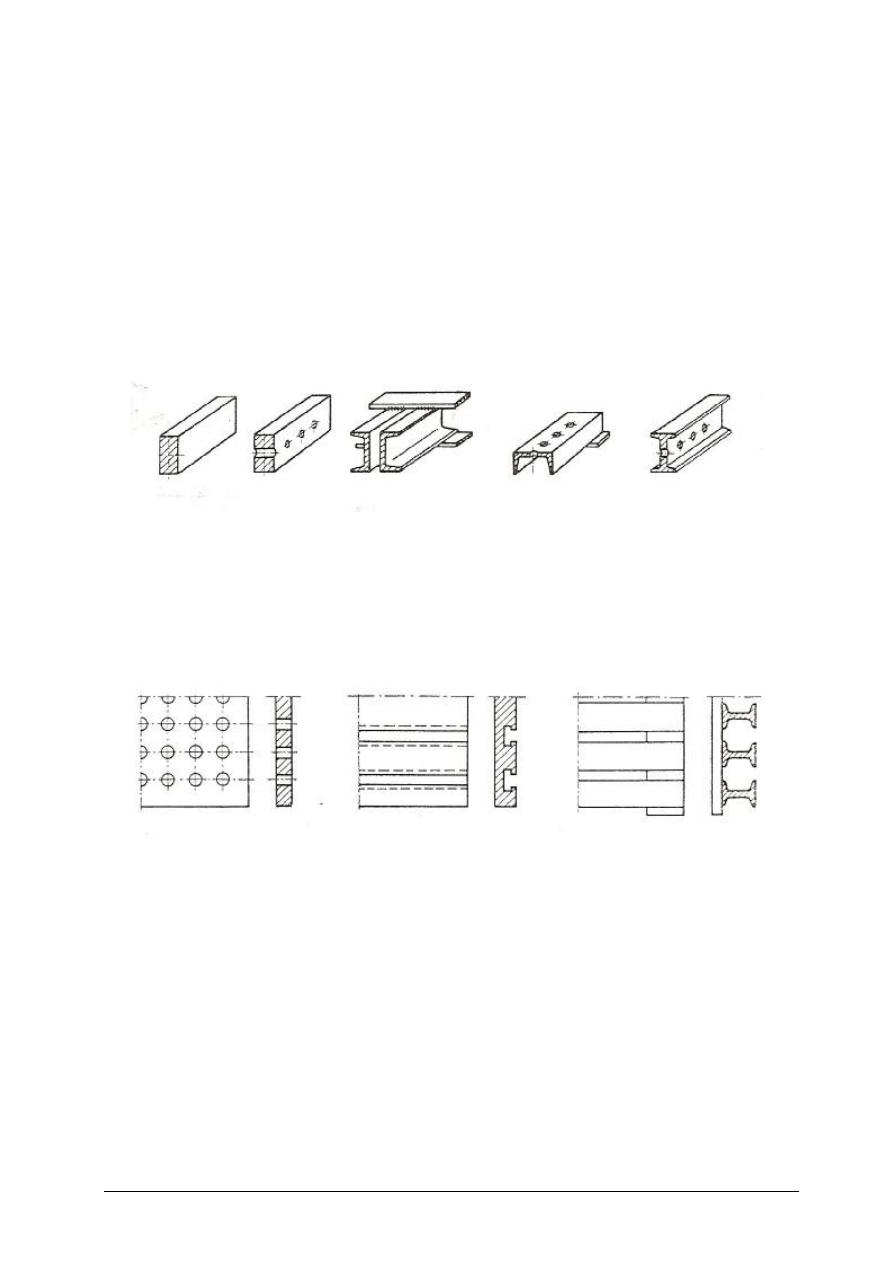
Elementy nośne urządzeń montażowych
Elementy nośne urządzeń montażowych służą do mocowania pozostałych części zespołu
roboczego. Powinny one być dostatecznie sztywne i nie odkształcać się pod wpływem obciążeń
występujących podczas montażu oraz zapewnić łatwe i pewne mocowanie poszczególnych
części. Elementy nośne urządzeń montażowych wykonane są z typowych walcowanych
wyrobów hutniczych. Mają one kształty belek lub płyt. Mocowane są w korpusach urządzeń na
stałe albo za pomocą rozłącznych urządzeń śrubowych.
Na rysunku 25 przedstawiono przykłady belek nośnych wykonanych ze stalowych
płaskowników, ceowników lub dwuteowników.
Rys. 25. Belki nośne urządzeń montażowych [4, s. 360]
Płyty nośne wykonane są z blach o grubości powyżej 5 mm, z otworami lub
kształtowanymi frezowanymi rowkami. Mogą być także wykonane z dwuteowników łączonych
w płytę za pomocą poprzecznych wsporników. Otwory lub rowki w belkach lub płytach służą
do
mocowania
mechanizmów
dociskowych,
płyt
ustalających
oporowych
i podpórek. Płyty nośne stosowane są wyłącznie w urządzeniach do montażu ram.
Rys. 26. Płyty nośne urządzeń montażowych [4, s. 360]
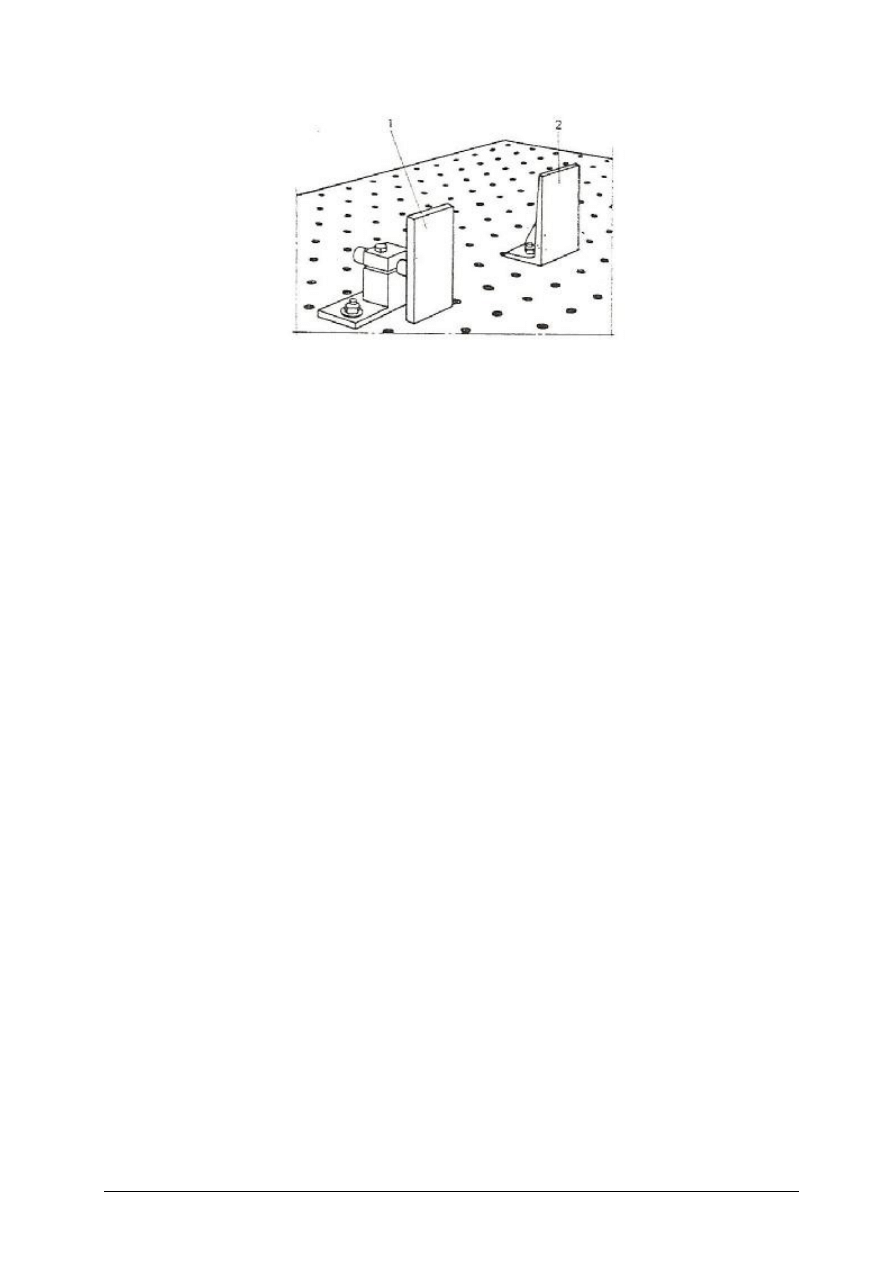
Płyty oporowe urządzeń montażowych ustawiane są naprzeciw mechanizmów
dociskowych. Są one ustawiane na elementach nośnych prostopadle do kierunku działania sił
wywołanych przez mechanizmy dociskowe. Umożliwia to prawidłowe sklejenie części złącza
w celu uniknięcia uszkodzeń łączonych elementów. Trzewik mechanizmów dociskowych,
płyty oporowe i podpórki powinny mieć płaskie i gładkie powierzchnie lub powinny być
wyłożone elastyczną wykładziną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 27. Elementy oporowe:1 – nastawna, 2 – nienastawna [3, s. 362]
Płyty ustalające służą do podpierania łączonych elementów równolegle do kierunku
składania i kierunku ruchu mechanizmów dociskowych. Zabezpieczają one także składany
element przed ugięciem, wyboczeniem lub skręceniem podczas montażu wyrobów.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz urządzenia dociskowe stosowane w urządzeniach montażowych?
2. Jaka jest zasada działania urządzenia montażowego pneumatycznego z cylindrem
jednostronnego działania?
3. Jaka jest zasada działania urządzenia pneumatycznego z cylindrem dwustronnego działania?
4. Jaka jest zasada działania urządzenia montażowego hydraulicznego z jedną pompką?
5. Jaka jest zasada działania urządzenia montażowego hydraulicznego z dwiema pompkami
(niskiego i wysokiego ciśnienia)?
6. Z jakich elementów konstrukcyjnych zbudowane są urządzenia montażowe?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj urządzenie montażowe do montażu ram z dociskiem dwukierunkowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić elementy konstrukcyjne urządzeń montażowych,
2) wybrać urządzenia do wywierania nacisku,
3) zaplanować rozmieszczenie elementów oporowych,
4) zaplanować rozmieszczenie elementów ustalających,
5) zaplanować rozmieszczenie siłowników,
6) przedstawić całość w formie graficznej (schematycznie),
7) wykonać opis działania urządzenia montażowego,
8) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
przybory do rysowania,
–
kartka papieru formatu A-4,
–
długopis,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
–
materiał nauczania z jednostki modułowej,
–
literatura z rozdziału 6.
Ćwiczenie 2
Określ zadania pompy niskiego i wysokiego ciśnienia podczas montażu wyrobów za
pomocą docisku hydraulicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) scharakteryzować zasadę działania elementów roboczych układu,
2) wyjaśnić w jaki sposób następuje przepływ cieczy,
3) określić, w którym momencie pompa niskiego ciśnienia będzie pracować na przelew,
4) wyjaśnić, jakie zadanie spełnia pompa niskiego ciśnienia we wstępnym etapie montażu,
5) wyjaśnić, jakie zadanie ma do spełnienia pompa wysokiego ciśnienia,
6) wyjaśnić, jakie zadanie spełniają w układzie zawory: zwrotny, zwrotny przelewowy, zawór
z tłoczkiem,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
notatnik,
–
ołówek, długopis,
–
arkusz papieru w kratkę A-4,
–
materiał nauczania z jednostki modułowej,
–
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować urządzenia dociskowe stosowane w urządzeniach
montażowych?
¨
¨
2) wyjaśnić zasadę działania urządzenia pneumatycznego z cylindrem
jednostronnego działania?
¨
¨
3) wyjaśnić działanie urządzenia montażowego pneumatycznego z cylindrem
dwustronnego działania?
¨
¨
4) wyjaśnić działanie urządzenia montażowego hydraulicznego z jedną pompą?
¨
¨
5) wyjaśnić działanie urządzenia montażowego hydraulicznego z dwiema
pompami?
¨
¨
6) scharakteryzować elementy konstrukcyjne urządzeń montażowych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Linie montażowe
4.3.1. Materiał nauczania
Linie montażowe
We współczesnych zakładach przemysłu drzewnego, dominującą formą organizacji
wytwarzania stały się linie montażowe. Polegają one na synchronicznym współdziałaniu
stanowisk roboczych, rozmieszczonych zgodnie z następującymi po sobie operacjami procesu
technologicznego montażu i połączonych ze sobą urządzeniami transportowymi, za pomocą
których odbywa się przemieszczenie przedmiotu obróbki w jednym, z góry określonym
kierunku (nie może być cofania). Jako środki transportu używane są przenośniki rolkowe
i taśmowe, o dowolnym lub ustalonym rytmie roboczym. Obróbka odbywa się zazwyczaj na
stanowiskach obok przenośnika albo na przenośniku. Najczęściej są obecnie stosowane
przenośniki taśmowe, Rozróżnia się wśród nich trzy podstawowe rodzaje:
–
przenośniki o ruchu ciągłym, służące do przemieszczania przedmiotów montażu
(sam montaż odbywa się na stanowiskach roboczych, rozstawionych wzdłuż przesuwającej
się taśmy przenośnika, w niemal bezpośredniej z nim styczności, czasem też w pewnym
oddaleniu);
–
przenośniki o ruchu taktowym, służące do przesuwania zamocowanych na taśmie
przedmiotów montażu wzdłuż wyznaczonych odcinków drogi w ustalonych odstępach
czasu oraz do wykonywania samego montażu bezpośrednio na taśmie przenośnika;
–
przenośniki międzystanowiskowe, służące do przemieszczania przedmiotów montażu
ustawionych na ich taśmie przenośnej, działającej pomiędzy dwoma sąsiadującymi ze sobą
stanowiskami roboczymi (na stanowisku roboczym przedmiot jest zdejmowany z taśmy
dowożącej go z poprzedniego stanowiska i po dokonaniu czynności montażowych jest
ustawiony na drugiej taśmie – odwożącej go do następnego z kolei stanowiska).
Czas przebywania przedmiotu montażu na poszczególnych stanowiskach roboczych, który
w warunkach dobrej synchronizacji jest równy czasowi trwania pracy, jest zależny od najdłużej
trwającej operacji montażowej, której dalej racjonalnie podzielić lub skrócić nie można.
Dotyczy to zwłaszcza operacji łączenia części ze sobą za pomocą spoiny klejowej. Wpływa to
na wielkość rytmu roboczego urządzenia montażowego. Linie montażowe pracują zazwyczaj
według z góry ustalonego programu.
Zautomatyzowano już w wielu przypadkach operacje okuwania i montażu korpusów
elementów. Wprowadzono automatyczne i półautomatyczne ściski do montażu korpusów
i dostosowano je do pracy w liniach montażowych.
Dalsze prace zmierzają głównie do ograniczenia czasu klejenia. Szczególną uwagę zwraca
się na kleje szybkowiążące (np. topliwe) oraz na przyspieszanie utwardzania spoiny klejowej
za pomocą podgrzewania (np. prądami wysokiej częstotliwości). Kleje topliwe (kopolimery
etylenu i octanu winylu modyfikowane żywicami wielkocząsteczkowymi) są używane
powszechnie do okleinowania wąskich powierzchni zarówno okleinami, jak i foliami
w specjalnych automatycznych urządzeniach przelotowych, przystosowanych wyłącznie do
tego typu klejenia. Odporność spoiny z tego kleju w przedziale temperatur – 10ºC do + 80ºC
jest dobra, natomiast poniżej – 10ºC spoina ta staje się krucha.
Cały proces montażu podzielić można na dwa etapy: okuwanie i montaż właściwy.
Okuwanie (zamocowywanie okuć) składa się z następujących czynności: oznaczenie
i wykonanie gniazd na okucia, umiejscowienie i zamocowanie okuć oraz sprawdzenie
prawidłowości złączenia. Oznaczenie i wykonanie gniazd w łączonych częściach odbywa się
z reguły przed wykończeniem i montowaniem wyrobu, natomiast umiejscowienie i osadzenie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
okuć odbywa się po jego wykończeniu. Tylko okucia wewnętrzne i nieutrudniające obróbki
wykończeniowej mogą być osadzane przed wykonaniem tej obróbki.
Okucia metalowe osadza się przymocowując je wkrętami, śrubami itp. zaś części
z tworzyw sztucznych – klejem, a tylko czasem wkrętami lub śrubami. Pierwszy zabieg
wykonuje się wkrętakami pneumatycznymi lub elektrycznymi oraz kluczami, zaś drugi z kolei
– przez wklejanie. Łączenie okuć z tworzyw sztucznych z drewnianymi częściami instrumentu
powinno być wykonywane według zaleceń producenta okuć, obejmujących rodzaj kleju,
recepturę mas klejowych i wytyczne dotyczące technologii łączenia. W przypadku braku takich
zaleceń można, na ogół z dobrym skutkiem, wytworzyć spoinę łączącą okucia z częścią
wyrobu z takiej masy klejowej, której głównym składnikiem jest klej mocznikowy do klejenia
na zimno. Aby nie dopuścić do zabrudzenia lub uszkodzenia powłok wykończeniowych
na powierzchniach graniczących z gniazdem na okucie należy w czasie montażu nakładać
ochronne płytki nakrywkowe z wycięciami, których kształt będzie odpowiadał kształtowi
gniazda.
Montaż może być próbny (wstępny) i ostateczny (główny) lub tylko ostateczny.
Najbardziej istotną sprawą jest dokładność montażu, będąca następstwem dokładności
wykonania łączonych części, docisku stosowanego w czasie montażu i ograniczników
w urządzeniach montażowych regulujących zasięg działania siły dociskowej. Zakładając
w pełni prawidłowe wykonanie procesu montażu można przyjąć, że odchylenia od zadanych
wymiarów montowanego przedmiotu będą następstwem niedokładności wymiarów części
składających się na ten przedmiot.
Poszczególne stanowiska robocze wyposaża się w potrzebną ilość narzędzi o możliwie
największym stopniu mechanizacji. Czasy obciążeń poszczególnych stanowisk roboczych
powinny być teoretycznie jednakowe. Przyjmuje się jednak, że każde następne stanowisko
robocze może być nieco mniej obciążone od stanowiska poprzedzającego je, lecz nie może być
odwrotnie. Niejednokrotnie w praktyce są organizowane rezerwowe stanowiska robocze (jedno
na 7 do 10 stanowisk), na których są wykonywane operacje nieprzewidziane lub operacje, dla
których założony czas okaże się niewystarczający. Organizowanie rezerwowych stanowisk
roboczych ma szczególne znaczenie w przypadku wykonywania na jednej linii montażowej
wyrobów różnych, o zbliżonej pracochłonności.
Zastosowanie linii montażowej zależy od wielkości produkcji, pracochłonności wyrobu
i ilości operacji montażowych. Jak uczy doświadczenie, wprowadzenie linii montażowej ma
sens, gdy zachodzi zależność:
T
m
· N ≥ K · T
zm
· n
op
gdzie: T
m
– czas montażu wyrobu, N – liczba wyrobów przewidzianych do zmontowania
w czasie jednej zmiany, K – współczynnik wykorzystania urządzenia, T
zm
– czas trwania
zmiany roboczej, n
op
– liczba operacji wynikająca z podziału montażu.
Korzyści z wprowadzenia linii montażowej będą tym większe, im lewa strona nierówności
będzie większa od strony prawej, Inaczej można powiedzieć, że zwiększająca się ilość
wytwarzanych wyrobów wpływa korzystnie na rachunek kosztów i opłacalność wprowadzenia
linii montażowej. Im czas trwania operacji na przenośniku będzie krótszy, tym będą one
prostsze, co z kolei warunkuje uzyskanie większej wydajności pracy oraz wykonanie jej mniej
kwalifikowaną siłą roboczą.
Ilość robotników niezbędnych do obsługi montażu liniowego można wyliczyć posługując
się wzorem:
T
m
x N
= Z
T
zm
x W
n
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
przy założonym współczynniku W
n
przekroczenia normy. Oznaczenie innych wartości są takie
same jak we wzorze poprzednim.
Czas taktu (T
t
) linii montażowej L oblicza się wg wzoru:
T
zm
x W
n
= T
t
N
(oznaczenia wartości jak we wzorach poprzednich)
Współczynnik wykorzystania czasu pracy linii montażowej L oblicza się wg wzoru:
T
zm
x T
p
T
zm
w którym T
p
oznacza czas przerw.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zadania spełniają linie montażowe?
2. Jakie znasz przenośniki stosowane w liniach montażowych ze względu na ruch taśmy
montażowej i sposób obróbki?
3. Od czego zależy czas przebywania wyrobu na poszczególnych stanowiskach
montażowych?
4. Jakie czynności składają się na proces okuwania elementów?
5. W jakim celu organizowane są stanowiska rezerwowane podczas montażu elementów na
liniach montażowych?
6. Jaka jest zasada montażu elementu na przykładzie linii montażowej?
7. Jaka jest konstrukcja przelotowego urządzenia montażowego?
8. Jak pracuje przelotowe urządzenie montażowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Sprawdź czy uzasadnione będzie wprowadzenie linii montażowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wybrać instrument o dowolnej konstrukcji (z pracowni szkolnej),
2) odszukać w jednostce modułowej informacji na ten temat,
3) obliczyć współczynnik wykorzystania czasu linii montażowej (zakładając czas przerw na
śniadanie i doraźne czynności),
4) określić przykładowy czas montażu,
5) określić przykładową liczbę montowanych wyrobów,
6) określić, z ilu operacji będzie się składać montaż,
7) dokonać obliczeń,
8) ocenić poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
–
notatnik,
–
kalkulator,
–
ołówek, długopis,
–
materiał nauczania z jednostki modułowej.
Ćwiczenie 2
Określ liczbę pracowników, których trzeba zatrudnić aby wykonać prace zaplanowane
w ćwiczeniu 1, wylicz podstawowy czas taktu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykorzystać dane jak w ćwiczeniu 1,
2) odszukać informacji w jednostce modułowej na ten temat,
3) ustalić przykładowy współczynnik przekroczenia normy,
4) dokonać wyliczenia taktu,
5) ustalić liczbę pracowników których należy zatrudnić,
6) ocenić poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
notatnik,
–
kalkulator,
–
ołówek, długopis,
–
materiał nauczania z jednostki modułowej.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zadania linii montażowych?
¨
¨
2) scharakteryzować przenośniki stosowane w liniach montażowych ze
względu na ruch taśmy montażowej,
¨
¨
3) wyjaśnić od czego zależy czas przebywania wyrobu na poszczególnych
stanowiskach montażowych?
¨
¨
4) określić czynności składające się na proces okuwania?
¨
¨
5) wyjaśnić cel tworzenia stanowisk rezerwowych?
¨
¨
6) określić zasady montażu na linii montażowej?
¨
¨
7) wymienić elementy konstrukcyjne przelotowego urządzenia
montażowego?
¨
¨
8) scharakteryzować montaż z wykorzystaniem urządzenia montażowego
przelotowego?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcje.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności, są to zadania wielokrotnego wyboru.
Do każdego zadania dołączone są cztery odpowiedzi, tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test zawiera zadania o różnym stopniu trudności:
zadania 1–15 są z poziomu podstawowego,
zadania 16–20 są z poziomu ponadpodstawowego.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie na
później i wróć do niego, kiedy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
ZESTAW ZADAŃ TESTOWYCH
1. Element łączący strunociąg z guzikiem to
a) nitka.
b) gumka.
c) więzadło.
d) wiązadło.
2. Element łączący płyty rezonansowe to
a) boczki.
b) podstrunnica.
c) szyjka.
d) pieńki.
3. Kołki umieszczamy w
a) podstawku.
b) strunociągu.
c) duszy.
d) komorze kołkowej.
4. Podstawek z główną płytą rezonansową łączy się poprzez
a) serduszko.
b) łuk.
c) nóżki.
d) krawędź boczną.
5. Gryf łączymy z
a) pudłem rezonansowym.
b) szyjką.
c) efem.
d) podbródkiem.
6. Struny umieszczamy na
a) dece dolnej.
b) guziku.
c) strunociągu.
d) ślimaku.
7. Dusza łączy się z
a) podstawkiem.
b) ślimakiem.
c) proszkiem.
d) płytą główną.
8. Płyty łączymy z boczkami
a) plasteliną.
b) gumą do żucia.
c) kitem.
d) klejem kostnym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
9. Guzik umieszczamy w
a) boczku.
b) szyjce.
c) ślimaku.
d) podstawku.
10. Belka basowa łączy się z
a) dolną płytą.
b) górną płytą.
c) kołkami.
d) efami.
11. Ślimak to
a) płaziniec.
b) rożek.
c) zakończenie szyjki.
d) żyłka ozdobna.
12. Pręt smyczka wykonany jest z
a) sosny.
b) drzewa fernambukowego.
c) osiki.
d) drzewa bukowego.
13. Kołki służą do
a) naciągania strun.
b) klinowania gryfu.
c) wytworzenia belki basowej.
d) umieszczania podbródka.
14. Karafułka łączy się z drzewcem poprzez
a) nit.
b) klin.
c) gwóźdź.
d) śrubkę regulacyjną.
15. Intarsja to
a) wykładanie powierzchni drewnianych innym gatunkiem drewna.
b) wykładanie drewna innym materiałem, np. metalem.
c) rzeźbienie.
d) tatuaż.
16. Struny jelitowe to
a) z jelita baraniego.
b) nylonowe.
c) z jelit ptasich.
d) plastikowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
17. Języczek jest połączony z
a) strunociągiem.
b) belką basową.
c) pieńkiem.
d) dolną płytą.
18. Piersi skrzypiec to
a) najwyższy punkt dolnej płyty.
b) najwyższy punkt górnej płyty.
c) wypukłość gryfu.
d) łuk podstawka.
19. Szyjka łączy się z korpusem instrumentu
a) przez wcięcie.
b) przez śrubowanie.
c) przez gniazdo szyjki.
d) przez otwory rezonansowe.
20. Efy to
a) stworzenia leśne.
b) litery alfabetu greckiego.
c) dziury.
d) otwory rezonansowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
KARTA ODPOWIEDZI
Imię i nazwisko .....................................................................................................................
Montaż elementów instrumentów muzycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
6. LITERATURA
1. Bajkowski J., Bieniek S., Duchnowski K.: Obrabiarki i urządzenia w stolarstwie. WSiP,
Warszawa 1972
2. Bieniek S., Duchnowski K.: Obrabiarki i urządzenia w stolarstwie. WSiP, Warszawa 1992
3. Mętrak Cz.: Meblarstwo – podstawy konstrukcji i projektowania. WNT, Warszawa 1982
4. Praca zbiorowa: Obrabiarki i urządzenia techniczne dla techników przemysłu drzewnego.
Państwowe Wydawnictwo Rolnicze i Leśne, Warszawa 1982
5. Prusinowski S.: Obrabiarki i urządzenia w stolarstwie. WSiP, Warszawa 1987
6. Prządka W., Szczuka J.: Stolarstwo. Cz. 2. WSiP, Warszawa 1987
7. Prządka W., Szczuka J.: Technologia meblarstwa. Cz. 2. WSiP, Warszawa 1994
Wyszukiwarka
Podobne podstrony:
monter instrumentow muzycznych 731[02] z2 01 n
monter instrumentow muzycznych 731[02] z2 01 u
monter instrumentow muzycznych 731[02] z2 02 u
monter instrumentow muzycznych 731[02] z2 04 u
monter instrumentow muzycznych 731[02] z1 01 n
monter instrumentow muzycznych 731[02] z1 01 u
monter instrumentow muzycznych 731[02] z2 05 n
monter instrumentow muzycznych 731[02] z2 03 n
monter instrumentow muzycznych 731[02] z2 05 u
monter instrumentow muzycznych 731[02] z2 02 n
monter instrumentow muzycznych 731[02] z2 03 u
monter instrumentow muzycznych 731[02] z2 03 u
monter instrumentow muzycznych 731[02] z2 02 u
monter instrumentow muzycznych 731[02] z2 04 n
monter instrumentow muzycznych 731[02] z1 01 n
więcej podobnych podstron