„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Joanna Baran
Wykonywanie operacji techniczno – technologicznych
723[03].O1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Tomasz Jagiełło
mgr inż. Andrzej Kulka
Opracowanie redakcyjne:
mgr inż. Joanna Baran
Konsultacja:
mgr inż. Andrzej Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 723[03].O1.04
„Wykonywanie operacji techniczno – technologicznych” zawartego w modułowym programie
nauczania dla zawodu mechanik – operator pojazdów i maszyn rolniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Części maszyn. Bhp podczas obróbki ręcznej i maszynowej
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Organizacja stanowiska do obróbki ręcznej
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
15
4.2.3. Ćwiczenia
15
4.2.4. Sprawdzian postępów
16
4.3. Trasowanie, narzędzia i materiały do trasowania
17
4.3.1. Materiał nauczania
17
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
21
4.3.4. Sprawdzian postępów
23
4.4. Cięcie metali piłką i nożycami
24
4.4.1. Materiał nauczania
24
4.4.2. Pytania sprawdzające
29
4.4.3. Ćwiczenia
29
4.4.4. Sprawdzian postępów
30
4.5. Gięcie i prostowanie blach, płaskowników, rur i drutów
31
4.5.1. Materiał nauczania
31
4.5.2. Pytania sprawdzające
34
4.5.3. Ćwiczenia
35
4.5.4. Sprawdzian postępów
36
4.6. Piłowanie
37
4.6.1. Materiał nauczania
37
4.6.2. Pytania sprawdzające
40
4.6.3. Ćwiczenia
41
4.6.4. Sprawdzian postępów
42
4.7. Wiercenie, rozwiercanie i pogłębianie otworów. Ręczne nacinanie gwintów.
Organizacja stanowiska do obróbki ręczno – maszynowej
43
4.7.1. Materiał nauczania
43
4.7.2. Pytania sprawdzające
51
4.7.3. Ćwiczenia
52
4.7.4. Sprawdzian postępów
54
4.8. Lutowanie twarde i miękkie
55
4.8.1. Materiał nauczania
55
4.8.2. Pytania sprawdzające
56
4.8.3. Ćwiczenia
56
4.8.4. Sprawdzian postępów
57

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Spawanie elektryczne i gazowe
58
4.9.1. Materiał nauczania
58
4.9.2. Pytania sprawdzające
60
4.9.3. Ćwiczenia
61
4.9.4. Sprawdzian postępów
62
4.10. Zgrzewanie, klejenie, nitowanie
63
4.10.1. Materiał nauczania
63
4.10.2. Pytania sprawdzające
64
4.10.3. Ćwiczenia
64
4.10.4. Sprawdzian postępów
65
4.11. Obróbka cieplna, cieplno – chemiczna i plastyczna metali
66
4.11.1 Materiał nauczania
66
4.11.2. Pytania sprawdzające
68
4.11.3. Ćwiczenia
68
4.11.4. Sprawdzian postępów
69
4.12. Zjawisko tarcia i zużywania materiałów
70
4.12.1. Materiał nauczania
70
4.12.2. Pytania sprawdzające
71
4.12.3. Ćwiczenia
71
4.12.4. Sprawdzian postępów
72
5. Sprawdzian osiągnięć
73
6. Literatura
77
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy oraz kształtowaniu umiejętności
wykonywania podstawowych operacji techniczno – technologicznych.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiadomości, jakie
powinieneś posiadać, aby przystąpić do realizacji tej jednostki modułowej,
−
cele kształcenia, czyli wykaz umiejętności, jakie ukształtujesz podczas pracy
z poradnikiem,
−
materiał nauczania, zawiera niezbędne wiadomości teoretyczne, które ułatwią Ci
przygotowanie się do ćwiczeń,
−
zestaw pytań sprawdzi przed przystąpieniem do ćwiczeń wiedzę, jaką zdobyłeś,
−
ćwiczenia, umożliwią Ci zweryfikowanie wiadomości teoretycznych oraz ukształtowanie
umiejętności praktycznych,
−
sprawdziany postępów, pozwolą Ci zweryfikować stopień opanowanych wiadomości,
−
sprawdzian osiągnięć, jest przykładowym zestawem pytań, który sprawdzi stan
opanowanej przez Ciebie wiedzy i umiejętności z zakresu całej jednostki modułowej,
−
literatura wskaże Ci książki, które pozwolą Ci rozszerzyć wiadomości z zakresu tej
jednostki modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
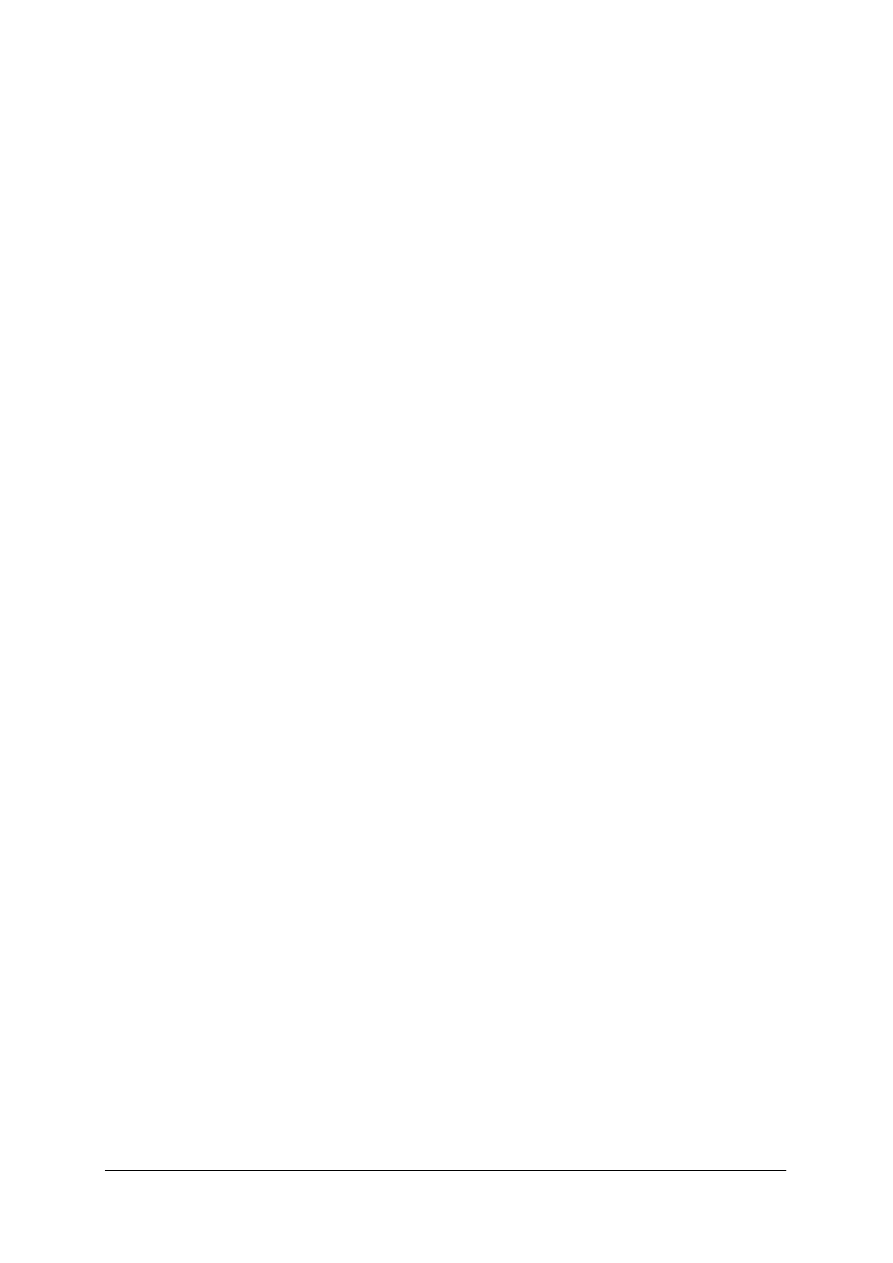
723[03].O1
Podstawy techniki ogólnej
723[03].O1.02
Posługiwanie się
dokumentacją techniczną
723[03].O1.05
Wykonywanie operacji
obróbki skrawaniem
723[03].O1.03
Stosowanie materiałów
konstrukcyjnych i eksploatacyjnych
723[03].O1.04
Wykonywanie operacji
techniczno-technologicznych
723[03].O1.07
Obsługiwanie maszyn i urządzeń elektrycznych
723[03].O1.06
Analizowanie obwodów elektrycznych
i elektronicznych
723[03].O1.01
Stosowanie przepisów bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej oraz ochrony środowiska
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
odczytywać rysunki techniczne,
−
wykonywać proste działania matematyczne,
−
wykonywać proste pomiary warsztatowe,
−
przestrzegać zasady bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić typowe rodzaje części maszyn,
−
scharakteryzować podstawowe techniki wytwarzania elementów maszyn,
−
scharakteryzować proces technologiczny wytwarzania typowych części maszyn,
−
wskazać zastosowanie podstawowych elementów, zespołów i mechanizmów,
−
rozpoznać typowe narzędzia do obróbki ręcznej i określić ich przeznaczenie,
−
wykonać operacje trasowania na płaszczyźnie,
−
wykonać podstawowe prace z zakresu obróbki ręcznej (cięcie, prostowanie, gięcie,
piłowanie, wiercenie, rozwiercanie, gwintowanie),
−
scharakteryzować metody i techniki łączenia metali i materiałów niemetalowych,
−
wykonać typowe połączenia nierozłączne: spawane, zgrzewane, lutowane i klejone,
−
wyjaśnić istotę obróbki cieplnej, cieplno-chemicznej, obróbki plastycznej i procesu
odlewania,
−
wyjaśnić zjawisko tarcia elementów maszyn i urządzeń,
−
wyjaśnić proces zużycia i smarowania elementów maszyn i urządzeń,
−
scharakteryzować procesy starzenia się materiałów oraz metody przeciwdziałania zużyciu
elementów maszyn,
−
odczytać dokumentację obróbkowych, montażowych i naprawczych procesów
technologicznych,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas wykonywania typowych operacji technicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4.
MATERIAŁ NAUCZANIA
4.1. Części maszyn. Bhp podczas obróbki ręcznej i maszynowej
4.1.1. Materiał nauczania
Podział części maszyn
Części maszyn dzieli się na:
−
proste – wykonane z jednego kawałka materiału np.: koła zębate, śruby, nity,
−
złożone – składające się z kilku części prostych, np.: sprzęgła, łożyska toczne.
Części maszyn, które stanowią zwartą grupę i spełniają określone zadania w maszynie
nazywa się zespołem. Przykładem takiego zespołu części jest silnik spalinowy w ciągniku
rolniczym. W złożonych zespołach z kolei wyróżnia się podzespoły. W silniku spalinowym,
jednym z podzespołów jest tłok z korbowodem. Części maszyn, które są ze sobą połączone
w ten sposób, by po poruszeniu jednej z nich, pozostałe wykonywały określone zadania,
nazywa się mechanizmami (np.: mechanizm korbowy).
Uwzględniajac przeznaczenie części maszyn, można je podzielić na:
−
części o przeznaczeniu specjalnym (lemiesze kopaczki, palce podbieracza),
−
części o przeznaczeniu ogólnym (łożyska toczne)
W większości maszyn można wyodrębnić następujące grupy części maszyn:
−
części złączne (śruby, nity, kliny, sworznie),
−
części umożliwiające ruch obrotowy (wały, osie, łożyska, sprzęgła),
−
części przenoszące napęd i zmieniające prędkość obrotową (przekładnie).
Części maszyn można wytwarzać w różny sposób. Do podstawowych technik należą:
−
odlewanie – jest to technologia polegająca na zalewaniu uprzednio przygotowanej formy
ciekłym materiałem (najczęściej stopem metali). Procesami krzepnięcia i stygnięcia odlewu
należy tak sterować, by otrzymać wyrób o żądanej strukturze i właściwościach.
Technologii odlewnictwa towarzyszą techniki przygotowania form odlewniczych
(formierstwo) oraz obróbki odlanych obiektów,
−
walcowanie – jest to rodzaj obróbki plastycznej metali wykonywany w walcarkach.
Walcowanie polega na kształtowaniu materiału między obracającymi się walcami, tarczami
lub rolkami. Podczas walcowania zmniejsza się grubość materiału, a wzrasta jego długość.
Walcowanie jest podstawową metodą kształtowania wyrobów hutniczych, takich jak
pręty, kształtowniki, blachy itp. Metodami walcowania można również kształtować rury.
Walcowanie może być: wzdłużne, poprzeczne (dotyczy wytwarzania gwintów, kół
zębatych) oraz kuźnicze. Ze względu na temperaturę walcowanego materiału walcowanie
można podzielić na: walcowanie na zimno i walcowanie na gorąco. Natomiast ze względu
na kształt walcowanego przedmiotu walcowanie możemy podzielić na: kształtowe i
płaskie,
−
kucie – jest to proces technologiczny polegający na odkształcaniu materiału za pomocą
uderzeń młota lub nacisku narzędzi. W procesie tym nadaje się kutemu materiałowi
kształt, strukturę i właściwości mechaniczne. Kucie jest wykonywane przy pomocy
młotów, pras hydraulicznych i mechanicznych. Obróbkę tą wykonuje się najczęściej na
gorąco. Wyróżnia się kucie swobodne oraz kucie matrycowe,
−
tłoczenie – jest to rodzaj obróbki plastycznej obejmujący ciecie, kształtowanie oraz
łączenie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
spajanie – jest trwałym łączeniem elementów przez uzyskanie ciągłości materiałowej
w obszarze złącza (w odróżnieniu od łączenia za pomocą elementów konstrukcyjnych, np.
nitów, śrub). Procesy spajania dzieli się na: spawanie, lutowanie i zgrzewanie,
−
obróbka skrawaniem – polega na nadawaniu przedmiotowi obrabianemu żądanego
kształtu, wymiaru i właściwości warstwy wierzchniej przez usunięcie części materiału za
pomocą narzędzia skrawającego.
Rys. 1. Kucie za pomocą młota hydraulicznego [http://pl.wikipedia.org/wiki/kucie]
Rodzaje połączeń
Połączenia rozłączne są to takie połączenia, w których rozłączenie elementów jest
możliwe i nie wiąże się z niebezpieczeństwem zniszczenia elementów łączonych. Do takich
połączeń zalicza się:
−
połączenia spoczynkowe – w których łączone elementy pozostają unieruchomione
względem siebie
,
−
połączenia ruchowe – w których elementy mogą się względem siebie przemieszczać
w pewnym zakresie np.: połączenia wpustowe,
−
połączenia sprężyste – łącznikiem w tym połączeniu jest element sprężysty. Stosuje się je
ze względu na możliwość wzajemnych przesunięć części maszyn oraz równoczesne
kumulowanie nadmiaru energii kinetycznej. Ten rodzaj połączeń najczęściej stosuje się
w formie amortyzatorów, elementów przeciążeniowych lub kompensatorów przesunięć.
Podstawowym parametrem części sprężystej jest sztywność łącznika.
Rys. 2. Połączenia wpustowe: 1) wpust, 2) koło, 3) wałek [http://pl.wikipedia.org/wiki/Grafika:
Polaczenie_wpustowe.png]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Bezpieczeństwo i higiena pracy podczas obróbki ręcznej i maszynowej
Należy pamiętać o tym, że przestrzeganie zasad bhp na stanowisku pracy pozwala uniknąć
wielu wypadków. Przystępując do pracy na stanowisku obróbki ręcznej lub maszynowej,
pracownik powinien być ubrany w ubranie ochronne bez luźnych, zwisających części, a na
głowie mieć czapkę. Ze względu na bezpieczeństwo pracowników podłoga na stanowisku
obróbki ręcznej powinna być wykonana z kostki drewnianej lub mas asfaltowych. Należy
unikać rozlewania oleju lub zanieczyszczenia podłogi smarem, gdyż może to być przyczyną
powstawania wypadków. Na stanowiskach obróbki ręcznej i ręczno-maszynowej powinna
znajdować się instrukcja stanowiskowa, z którą pracownik powinien zapoznać się przed
rozpoczęciem pracy. Podczas pracy na stanowiskach obróbki ręcznej i ręczno-maszynowej
należy przestrzegać następujących przepisów i zasad:
1. Sprzęt i maszyny powinny być obsługiwane przez uprawnionego, odpowiednio
przeszkolonego pracownika.
2. Na widocznym miejscu musi znajdować się instrukcja obsługi urządzenia.
3. Przedmioty obrabiane powinny być prawidłowo i pewnie zamocowane w ten sposób, by
podczas obróbki nie nastąpiło ich przesunięcie i odmocowanie, co może być przyczyną
wypadku.
4. Stanowiska robocze powinno być właściwe oświetlone.
5. Należy pamiętać o porządku na stanowisku pracy, zwłaszcza o sposobie rozmieszczenia
i przechowywania narzędzi.
6. Podczas cięcia nożycami oraz przy pracy piłami należy pamiętać o tym, że często
dochodzi do okaleczeń rąk o zadziory powstające na krawędziach blach. Zadziory te
należy natychmiast usuwać specjalnymi pilnikami lub skrobakami.
7. Należy posługiwać się tylko sprawnymi narzędziami.
8. Pilniki powinny być pewnie osadzone w rękojeści. Nie może być ona pęknięta. Przy
osadzaniu pilnika należy trzymać go w dłoni, a o stół uderzać rękojeścią.
9. Brzeszczoty pił powinny być odpowiednio naprężone.
10. Podczas ostrzenia narzędzi i w czasie pracy na szlifierkach należy bezwzględnie używać
okularów ochronnych. Nie wolno dotykać lub zatrzymywać ręką obracających się części.
11. Wirujące części urządzeń powinny być zabezpieczone osłonami.
12. Narzędzia i urządzenia o napędzie elektrycznym powinny mieć uziemienie.
13. Przewodów z uszkodzoną izolacją lub bez izolacji nie wolno dotykać ręką.
14. Pomieszczenia, w których znajdują się stanowiska do obróbki ręcznej powinny mieć
zapewnioną prawidłową wentylację.
15. Podczas wykonywania klejenia pracownik powinien używać okularów ochronnych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy potrafisz wskazać proste części maszyn?
2. Czy potrafisz podać wyróżnić podzespoły w złożonej maszynie?
3. Co to są mechanizmy?
4. Jakie znasz techniki wytwarzania części maszyn?
5. Gdzie mają zastosowanie połączenia sprężyste?
6. Jak powinien być ubrany pracownik podczas wykonywania obróbki ręcznej i ręczno –
mechanicznej?
7. O czym należy pamiętać podczas cięcia nożycami?
8. Jaki powinien być stan narzędzi używanych przez pracowników?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj proces walcowania. Wypisz w punktach jego główne cechy
i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zapisać przykłady zastosowania walcowania,
3) zapisać na czym polega walcowanie.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 2
Przeanalizuj tabelkę, w której przedstawione zostały opisy różnych sytuacji zagrażających
zdrowiu pracowników. Określ rodzaj zagrożenia wynikający z przedstawionej sytuacji oraz
podaj sposób rozwiązania problemu.
Opis zagrożenia
Rodzaj zagrożenia
Rozwiązanie problemu
Podczas wykonywania
operacji trasowania
pracownik ma
nieodpowiednio
ustawioną lampę
Pracownik podczas
wykonywania operacji
wiercenia jest ubrany
w luźny strój ze
zwisającymi
mankietami.
Na podłodze jest
rozlany olej.
Przy ostrzeniu narzędzi
pracownik
nie używa okularów
ochronnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) uzupełnić tabelkę.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować podział części maszyn?
2) wyjaśnić na jakie grupy można podzielić części maszyn?
3) wyjaśnić na czym polega kucie?
4) rozróżnić rodzaje połączeń?
5) wyjaśnić zagrożenia na stanowisku obróbki ręczno-maszynowej?
6) zastosować przepisy i zasady bhp na stanowisku pracy?
7) wyjaśnić, jaki powinien być ubrany pracownik podczas wykonywania
prac z zakresu obróbki ręcznej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Organizacja stanowiska do obróbki ręcznej
4.2.1. Materiał nauczania
Obróbka ręczna wchodzi w zakres prac ślusarskich. Wykonywana jest w celu nadania
przedmiotom żądanych kształtów i wymiarów a także uzyskania odpowiedniej jakości
powierzchni.
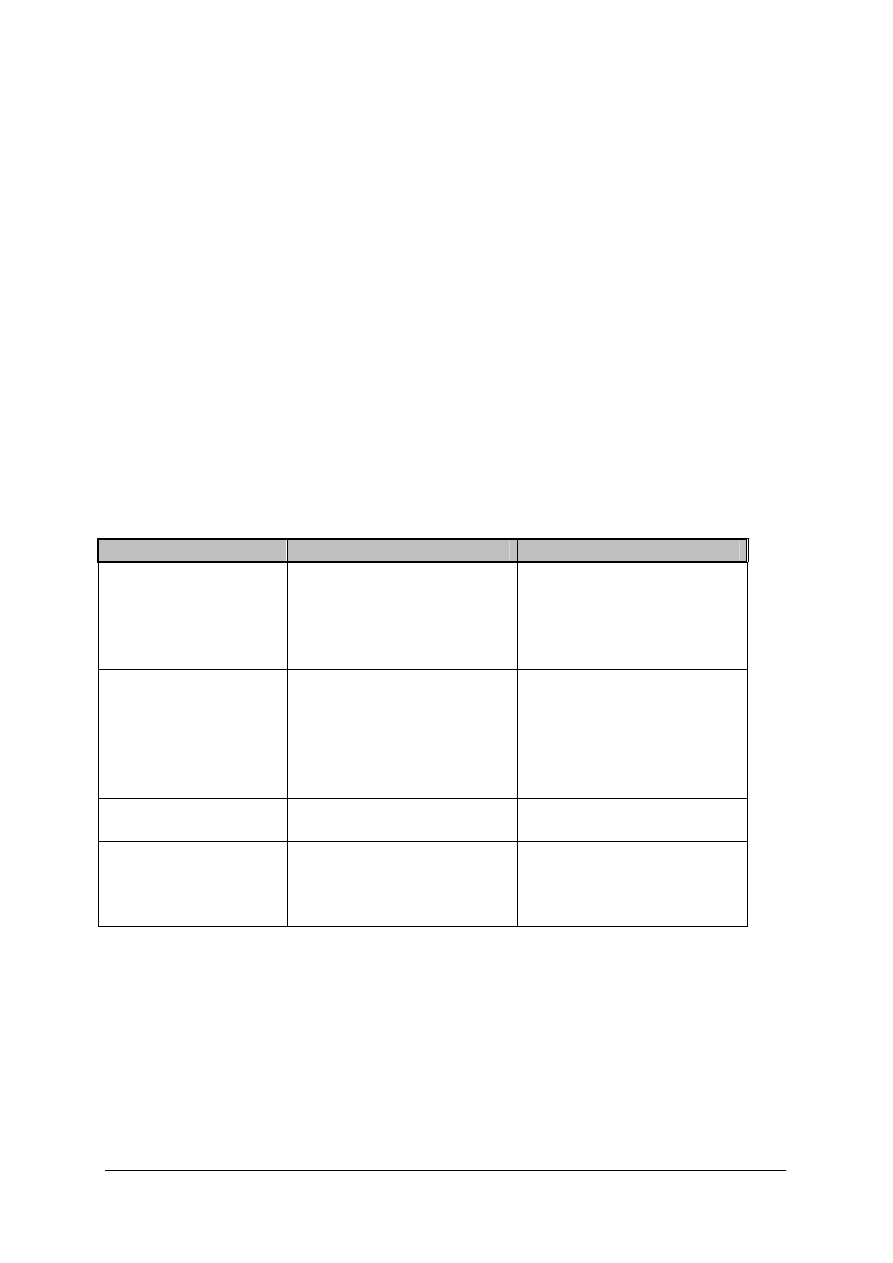
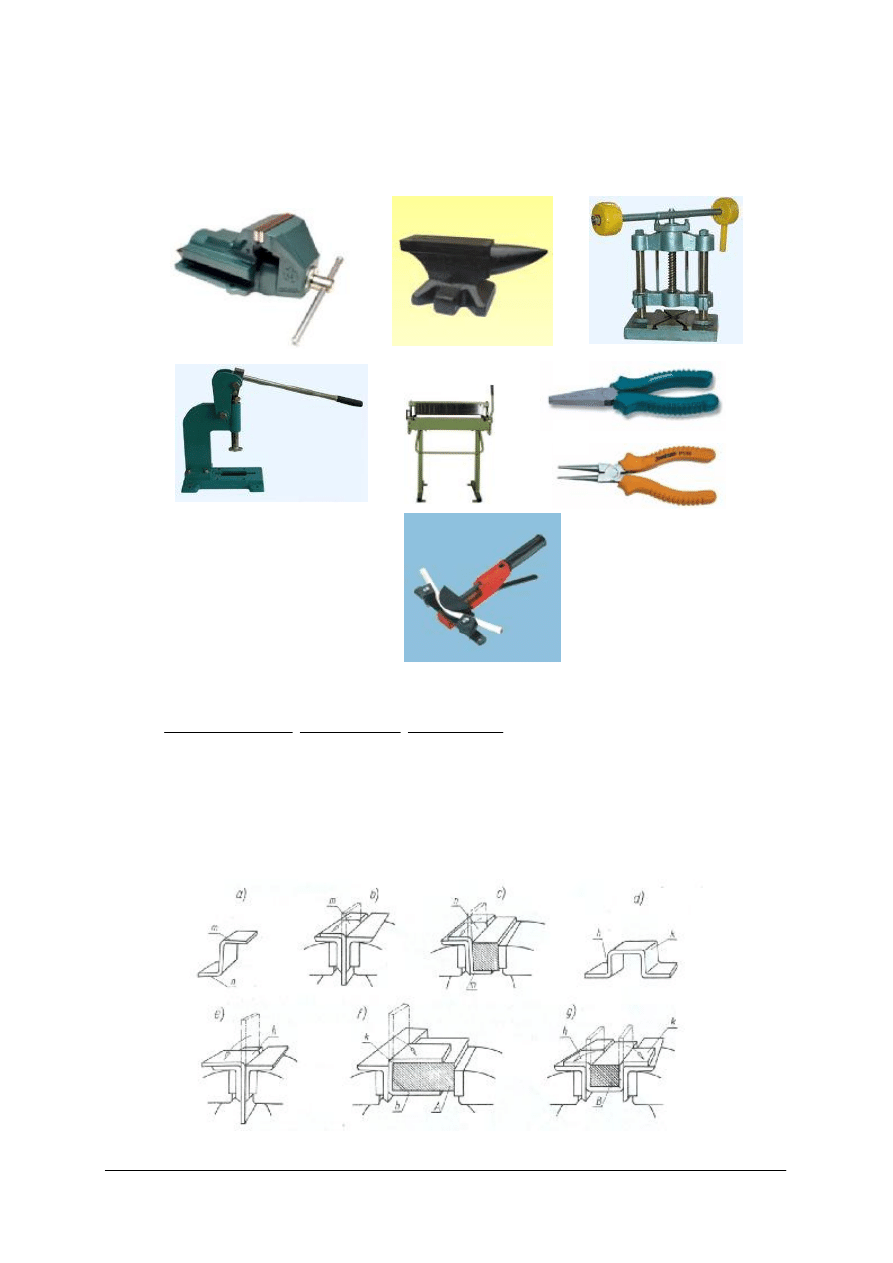
Stanowiskiem roboczym ślusarza jest stół ślusarski z przymocowanym do niego imadłem,
w którym mieści się szuflada z narzędziami oraz innymi przyborami pomocniczymi.
Stanowisko powinno być tak wyposażone, aby ślusarz mógł wykonywać wszystkie zasadnicze
czynności wchodzące w zakres jego pracy bez wysiłku i zbędnych ruchów.
Każde stanowisko ślusarskie powinno być wyposażone w komplet narzędzi pomiarowych
takich jak: przymiar kreskowy, suwmiarka uniwersalna, mikrometr, macki do pomiarów
zewnętrznych i wewnętrznych, głębokościomierz, liniał krawędziowy, kątomierz uniwersalny,
kątownik o kącie 90°, cyrkiel, sprawdziany do wałków, otworów i gwintów. Oprócz narzędzi
pomiarowych wyposażenie stanowiska ślusarskiego powinno być wyposażone w podstawowe
narzędzia ślusarskie: młotki, pilniki, przecinaki, wkrętaki, punktaki, skrobaki, piłki ręczne itp.
Rys. 3. Rozmieszczenie narzędzi na stole ślusarskim: 1 – narzędzia pomiarowe, 2 – pilniki, 3 – młotki,
4 – szuflada, 5 – imadło [4, s. 103]
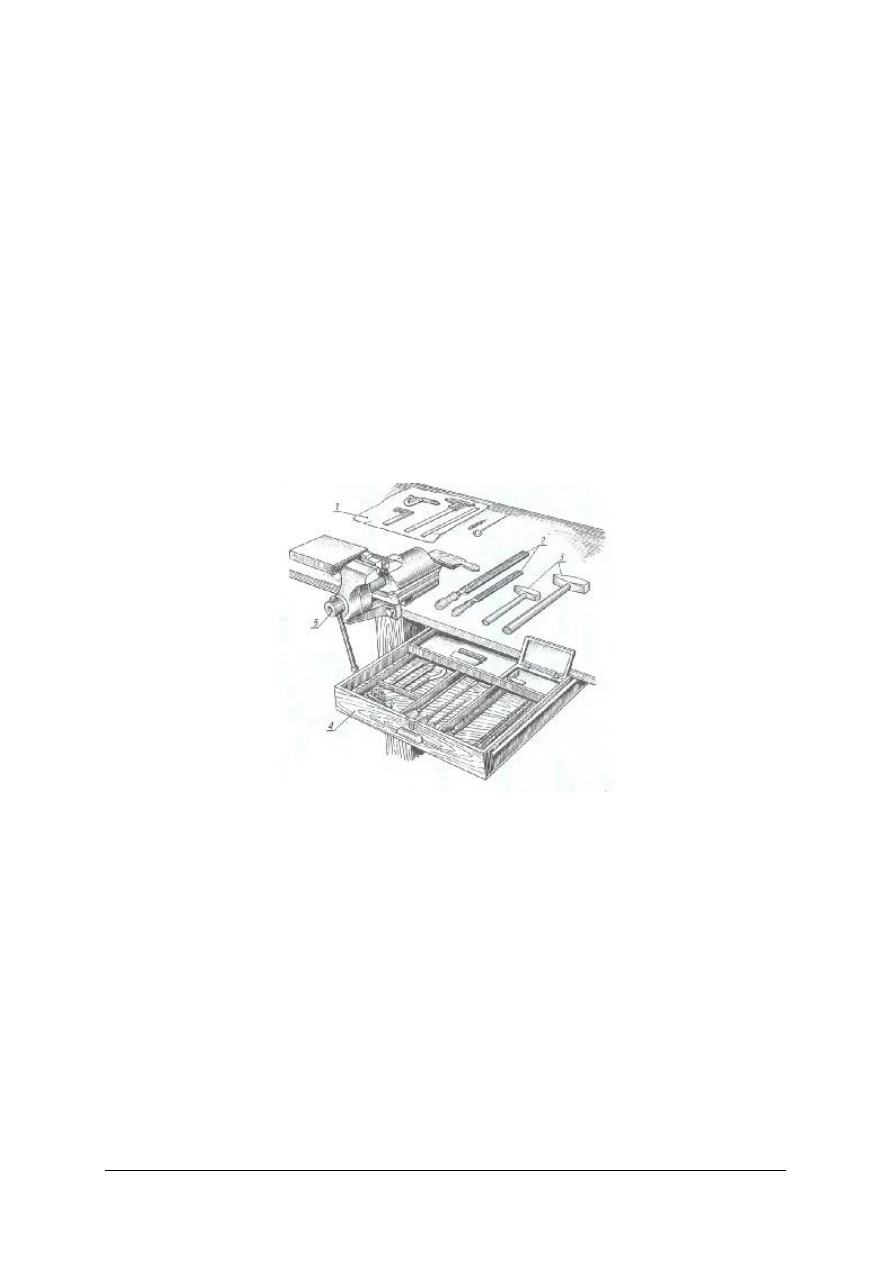
Ważnym elementem wyposażenia stanowiska ślusarskiego jest imadło warsztatowe. Jest
to przyrząd służący do zamocowania obrabianych przedmiotów. Pod względem
konstrukcyjnym imadła dzielą się na dwie grupy:
–
zawiasowe wykonane ze stali – składa się z dwóch szczęk:stałej i ruchomej, szczęka stała
jest przymocowana do nogi stołu za pomocą klamry, szczeka ruchoma połączona jest ze
szczęką stałą przegubowo za pomocą dwóch nakładek i śruby,
–
równoległe wykonane z żeliwa odpornego na uderzanie – wyposażone jest w dwie szczęki
z których jedna jest ruchoma.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 4. Imadło: a) zawiasowe: 1 – szczęka stała, 2 – szczęka ruchoma, 3 – pokrętło, 4 – wspornik, 5 – sworzeń,
6 – sprężyna, b) równoległe: 1 – szczęka nieruchoma, 2 – szczęka ruchoma, 3 – pokrętło [2, s. 103]
Imadło powinno być zamocowane na wysokości łokcia pracującego.
Rys. 5. Sprawdzenie wysokości ustawienia imadła [4, s. 103]
Organizacja pracy na stanowisku roboczym polega na jego przygotowaniu do wykonania
określonych prac, ułożeniu planu pracy, przygotowaniu materiału i narzędzi. Podczas pracy
należy zadbać o utrzymanie stanowiska roboczego w porządku. Dodatkowo należy pamiętać
o właściwym przechowywaniu materiału do obróbki, narzędzi i dokumentacji. Pracując na
stanowisku ślusarskim należy przestrzegać następujące zasady:
–
imadło powinno być sztywno umocowane do stołu, umieszczone na odpowiedniej
wysokości, zależnej od wzrostu pracownika,
–
na stanowisku powinny być ułożone tylko te przedmioty, które są niezbędne do
wykonania określonej pracy,
–
przedmioty trzymane w lewej ręce należy układać na lewo od imadła, a przedmioty
trzymane w prawej ręce na prawo,
–
przedmioty używane częściej należy układać bliżej niż przedmioty używane rzadziej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
–
przed rozpoczęciem pracy należy oczyścić stanowisko; narzędzia i ułożyć je
w odpowiednim porządku,
–
należy zapoznać się z rysunkiem, instrukcją i przygotować plan działania,
–
podczas obróbki przedmiotu należy systematycznie sprawdzać jego wymiary,
–
oświetlenie powinno umożliwiać dobrą widoczność obrabianej powierzchni,
–
ogrzewanie w otoczeniu stanowiska powinno wynosić od 15°C do 20°C,
–
urządzenia przewietrzające, powinny zapewniać dostateczną wymianę powietrza,
–
po skończeniu pracy należy oczyścić narzędzia, zakonserwować je i ułożyć na swoim
miejscu, zgodnie z przeznaczeniem.
Zapewnienie wymienionych warunków ułatwia prawidłową i bezpieczną pracę oraz
umożliwia zwiększenie jej wydajności.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są podstawowe operacje obróbki ręcznej?
2. Co znajduje się na stanowisku roboczym ślusarza?
3. Jakie narzędzia pomiarowe są używane podczas prac ślusarskich?
4. Jakie narzędzia mogą znajdować się na stole ślusarskim?
5. Do czego służy imadło i jakie znasz rodzaje imadeł?
6. Jakim warunkom powinno odpowiadać stanowisko ślusarskie?
4.2.3. Ćwiczenia
Ćwiczenie 1
Z zestawu narzędzi pomiarowych i obróbkowych przygotowanych przez nauczyciela
wybierz te, które stanowią stałe wyposażenie stanowiska roboczego do obróbki ręcznej.
Wyjaśnij zasady prawidłowej organizacji stanowiska do obróbki ręcznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać narzędzia pomiarowe i obróbkowe stosowane podczas prac na obróbce
ręcznej,
2) rozmieścić odpowiednio narzędzia na stole,
3) wyjaśnić zasady rozmieszczenia narzędzi.
Wyposażenie stanowiska pracy:
−
narzędzia: suwmiarka, mikrometr, średnicówka mikrometryczna, wiertła, młotki, pilniki,
piłki, imadło ślusarskie, wkrętaki, nożyce ręczne.
Ćwiczenie 2
Rozpoznaj jakiego rodzaju imadła znajdują się w pracowni. Sprawdź, czy są one
prawidłowo zamocowane uwzględniając swój wzrost.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
2) przyporządkować znajdujące się w pracowni imadła do odpowiedniej grupy,
3) sprawdzić wysokość ustawienia imadła.
Wyposażenie stanowiska pracy:
−
stół ślusarski,
−
imadło zawiasowe,
−
imadło równoległe.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić, jakie narzędzia mogą znajdować się na stanowisku obróbki
ręcznej?
2) wyjaśnić, do czego służą narzędzia pomiarowe?
3) wyjaśnić, do wykonania jakich prac służy imadło?
4) sprawdzić wysokość ustawienia imadła?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.3. Trasowanie, narzędzia i materiały do trasowania
4.3.1. Materiał nauczania
Trasowanie polega na przeniesieniu zasadniczych wymiarów i zarysów przedmiotów
z rysunku technicznego, na półwyrób za pomocą narzędzi traserskich. Trasowanie dzieli się na
dwa rodzaje:
–
trasowanie płaskie – wykonuje się je na płaskich powierzchniach przedmiotów,
np. na płaskownikach, blachach,
–
trasowanie przestrzenne – wykonuje się je na bryłach o dowolnych kształtach
geometrycznych.
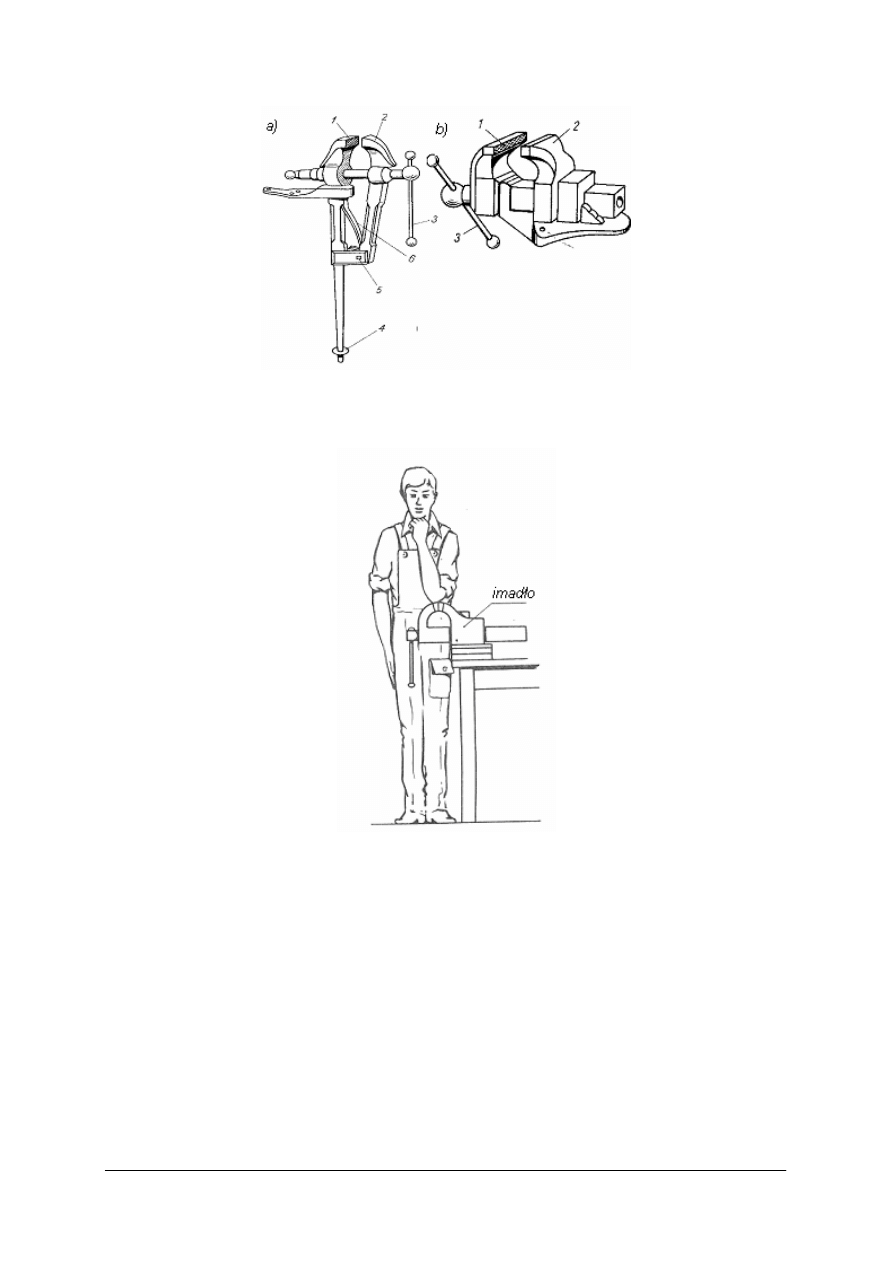
Zestaw podstawowych narzędzi traserskich przedstawia rysunek 6:
–
rysik – używany jest do wykreślania linii na trasowanym przedmiocie, jeden koniec ma
prosty, drugi zagięty,
–
cyrkle – używane są do nanoszenia okręgów i wykonywania geometrycznych konstrukcji
traserskich np. podział linii,
–
punktaki – używane są do punktowania wytrasowanych linii w celu ich utrwalenia,
–
kątownik – używany jest do prowadzenia linii poziomych i pionowych oraz do ustawienia
przedmiotu na płycie traserskiej,
–
środkowniki – używane są do nanoszenia rys na powierzchniach czołowych wałków przy
szukaniu środka,
–
suwmiarka traserska z podstawą – służy do wyznaczania linii poziomych,
–
liniał traserski – używany jest jako przyrząd pomocniczy do rysika i cyrkli,
–
pryzma traserska – używana za podstawę podczas trasowania niektórych przedmiotów
walcowych.
Rys. 6. Narzędzia traserskie: 1 – rysik, 2 – suwmiarka traserska, 3 – ryśnik, 4 i 5 – cyrkle traserskie,
6 – punktak, 7 – liniał traserski, 8 – kątownik, 9 – środkowanik, 10 – pryzma [2, s. 105]
Do wyposażenia traserskiego zaliczamy również: płyty traserskie, młotki, kątomierze
i przymiary kreskowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Miejscem pracy trasera jest stół traserski wyposażony w płytę, której płaszczyzna musi
być równa i bardzo dokładnie obrobiona. Płyty traserskiej nie należy używać do żadnych
innych prac, poza trasowaniem.
Przed przystąpieniem do trasowania należy:
–
sprawdzić jakość i stan materiału przeznaczonego do trasowania, zwracając szczególną
uwagę na porowatość, pęknięcia i inne widoczne usterki,
–
sprawdzić wymiary trasowanego przedmiotu z rysunkiem,
–
dokładnie oczyścić materiał ze zgorzeliny lub resztek piasku formierskiego,
–
sprawdzić prawidłowość naddatków na późniejszą obróbkę,
–
pomalować materiał w celu zwiększenia widoczności trasowanych linii np. kredą
rozrobioną w wodzie z dodatkiem oleju lnianego.
Po przygotowaniu powierzchni wybiera się podstawy traserskie czyli taki punkt, oś lub
płaszczyznę, od której odmierza się wymiary na przedmiocie. Trasowanie rozpoczyna się od
wyznaczenia głównych osi symetrii przedmiotu. Jeśli zarys przedmiotu składa się z odcinków
linii prostych i krzywych, to najpierw wykreśla się linie proste, a następnie łączy się je
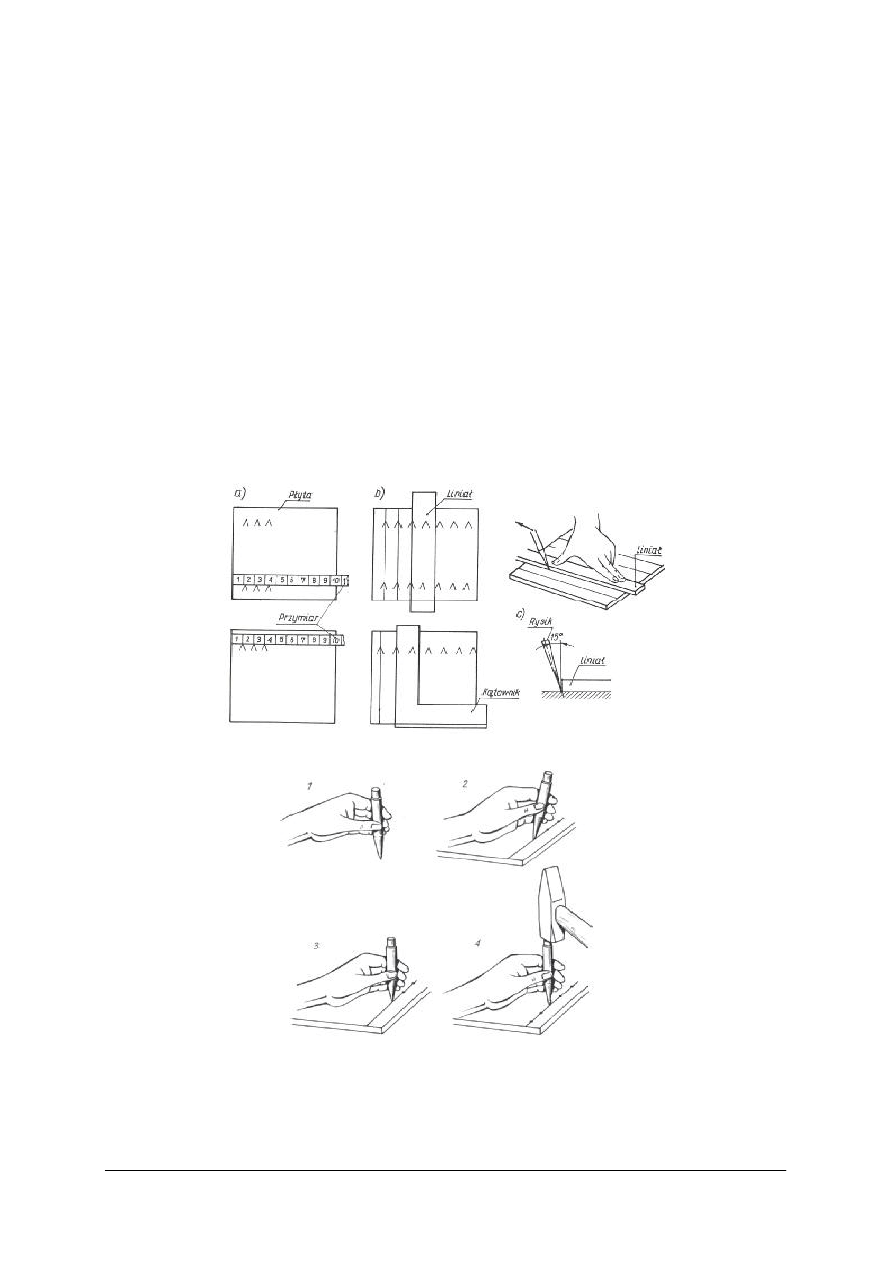
odpowiednimi łukami lub krzywymi. Przykład trasowania linii prostych równoległych
przedstawia rysunek 7.
Rys. 7. Trasowanie linii prostych równoległych: a – odmierzanie odstępów miedzy liniami, wykorzystanie
liniału i kątownika, c – kąt nachylenia rysika podczas nanoszenia linii [4, s. 96]
Rys. 8. Sposób posługiwania się punktakiem [4, s. 97]
Ponieważ rysy w czasie pracy łatwo ulegają starciu i są źle widoczne, przy pomocy
punktaka punktuje się wszystkie przecięcia tych rys i środki okręgów, a także dłuższe łuki,
krzywe i dłuższe rysy w odstępach 20÷50 mm. Na rysunku 8 przedstawiono kolejne fazy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
ustawiania punktaka na rysie. Niekiedy istnieje konieczność wyznaczenia środka przedmiotu
okrągłego np. wałka. W tym celu używa się środkownika, który należy przyłożyć do wałka
w ten sposób, by jego ramiona boczne były styczne do okręgu (rys. 9). Wzdłuż ramienia
środkowego wykreśla się rysę 1. Następnie przesuwa się środkownik o kąt 90° i wykreśla się
rysę 2.
Rys. 9. Wyznaczanie osi symetrii wałków: a) wyznaczenie rysy 1, b) wyznaczenie rysy 2 [4, s. 99]
Podczas wykonywania większej liczby jednakowych przedmiotów stosuje się trasowanie
według wzornika. Polega to na przyłożeniu wzornika do płaszczyzny materiału i wyznaczeniu
zarysów przedmiotu przez obrysowanie zarysu wzornika rysikiem.
Rys. 10. Trasowanie według wzornika: 1-wykonanie trasowania, 2-przykłady wzorników [2, s. 106]
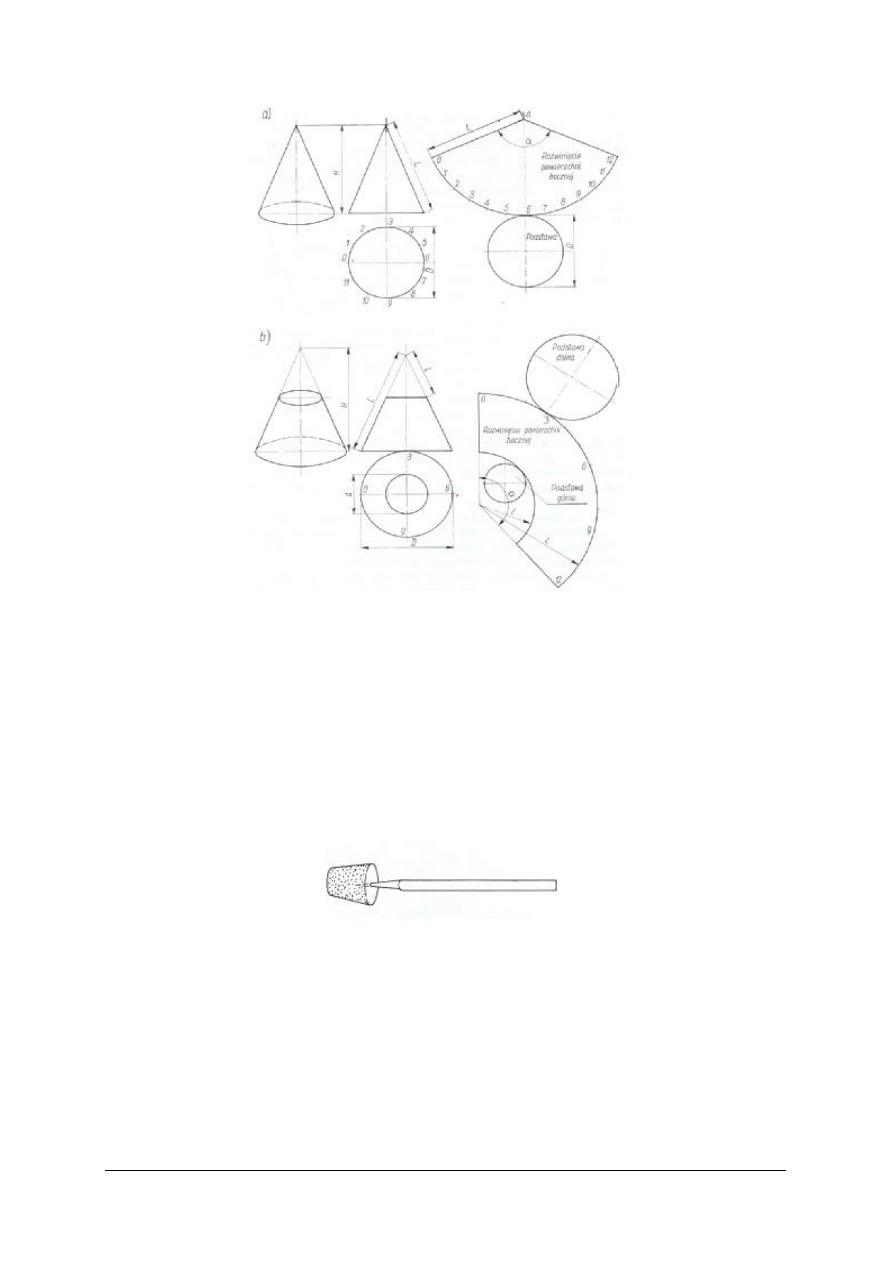
Niekiedy zachodzi konieczność trasowania zarysów przedmiotów o złożonych kształtach
np. wielokątów, linii prostopadłych, stycznych do okręgów, rozwinięć brył geometrycznych
itp. Aby wykonać takie trasowanie należy posłużyć się konstrukcjami geometrycznymi. Poniżej
jest przedstawiony przykład trasowania stożka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 11. Trasowanie rozwinięć stożków: a) pełnego, b) ściętego [4, s. 100]
Zasady bezpiecznej pracy podczas trasowania
Podczas wykonywania operacji trasowania należy szczególną uwagę zwrócić na staranne
ustawienie, zamocowanie oraz ostrożne przenoszenie ciężkich przedmiotów. Należy się z nimi
obchodzić w ten sposób, by nie spowodować obrażeń kończyn w razie upadku przedmiotu.
Ważne jest również prawidłowe oświetlenie stanowiska roboczego. Porządek na stanowisku,
a zwłaszcza prawidłowy sposób rozmieszczenia i przechowywania narzędzi traserskich, chroni
pracownika przed skaleczeniami. Na stanowisku traserskim powinny się znajdować tylko te
narzędzia, które są niezbędne do trasowania. Przedmioty przeznaczone do trasowania powinny
być umieszczone w pobliżu stanowiska. Każdym przyrządem należy posługiwać się zgodnie
z jego przeznaczeniem i chronić go przed zabrudzeniem i uderzeniami.
Rys. 12. Zabezpieczenie ostrza rysika przed stępieniem [4, s. 101]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu wykonujemy trasowanie?
2. Jakie znasz rodzaje trasowania?
3. Wymień poznane narzędzia traserskie?
4. Opisz do czego służy środkownik?
5. Omów przygotowanie płaszczyzny do trasowania?
6.
Jakie czynności należy wykonać celem zwiększenia widoczności rys traserskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
7. Na czym polega technika trasowania według wzornika?
8. Jakich zasad należy przestrzegać podczas wykonywania operacji trasowania?
4.3.3. Ćwiczenia
Ćwiczenie 1
Spośród narzędzi które, dostaniesz od nauczyciela wybierz 5, które są używane do
trasowania. Wpisz nazwę narzędzia do tabeli oraz napisz, jakie jest jego przeznaczenie.
Tabela do ćwiczenia 1
Lp.
Nazwa narzędzia
Przeznaczenie
1.
2.
3.
4.
5.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) wybrać 5 narzędzi, które są stosowane do trasowania,
3) nazwać narzędzia traserskie,
4) określić przeznaczenie narzędzi traserskich,
5) wpisać do tabeli odpowiednie informacje.
Wyposażenie stanowiska pracy:
−
młotek,
−
imadło równoległe,
−
rysik,
−
punktak,
−
przecinak,
−
pilnik,
−
pryzma traserska,
−
środkownik,
−
cyrkiel traserski.
Ćwiczenie 2
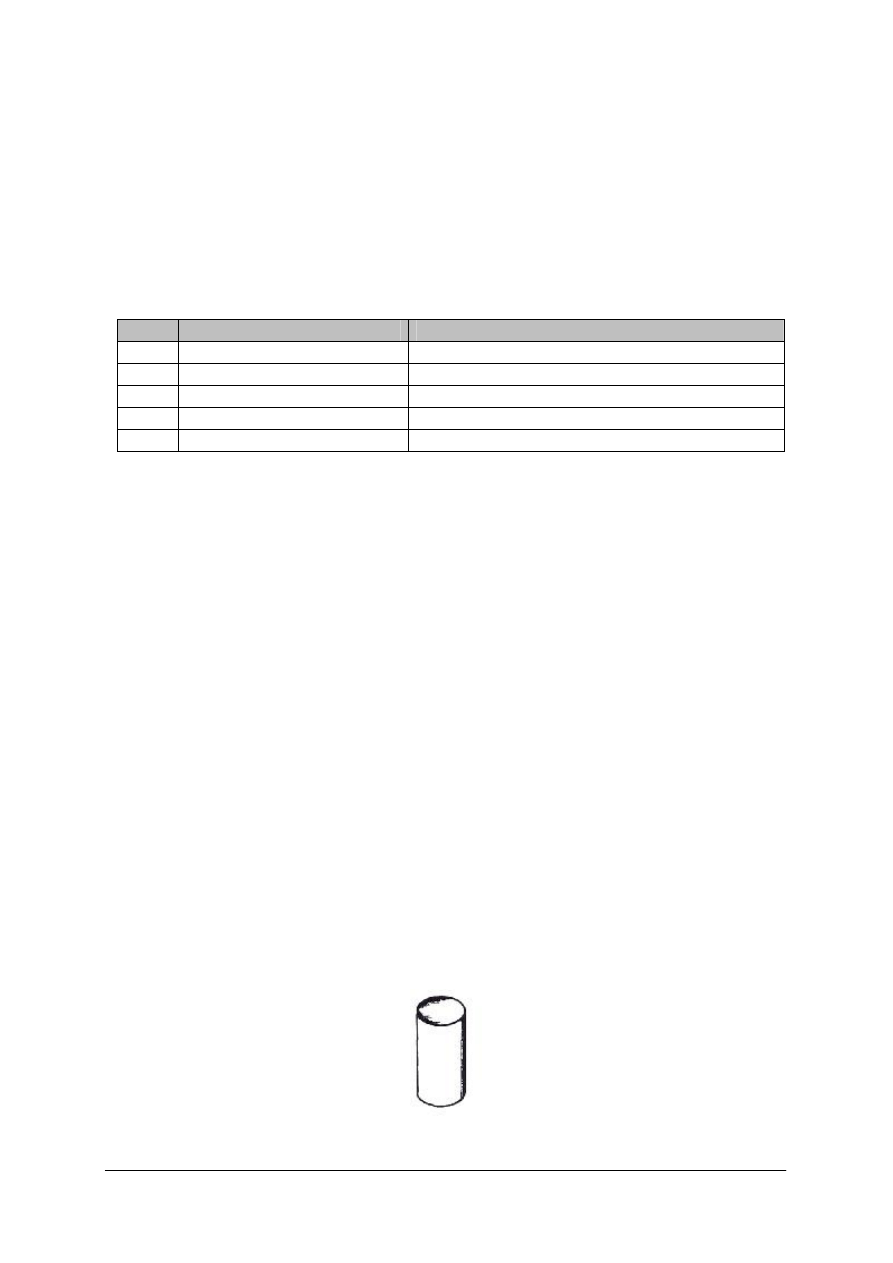
Na płaskim arkuszu blachy wytrasuj zarys materiału do wykonania walca zamkniętego.
Pamiętaj, że podstawą walca prostego jest koło, a rozwinięciem powierzchni bocznej prostokąt
o podstawie równej obwodowi koła oraz szerokości równej wysokości walca.
Rysunek do ćwiczenia 2
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) przygotować narzędzia do trasowania,
3) wybrać płytkę do naniesienia linii traserskich,
4) oczyścić płytkę oraz ją sprawdzić zwracając uwagę na porowatość, pęknięcia,
5) sprawdzić główne wymiary materiału,
6) pomalować materiał z jednej strony,
7) położyć płytkę na płycie traserskiej,
8) wybrać podstawy traserskie,
9) nanieść linie,
10) wypunktować wszystkie przecięcia rys,
11) pamiętać o przestrzeganiu zasad bhp.
Wyposażenie stanowiska pracy:
−
narzędzia traserskie,
−
arkusz blachy,
−
kreda do trasowania.
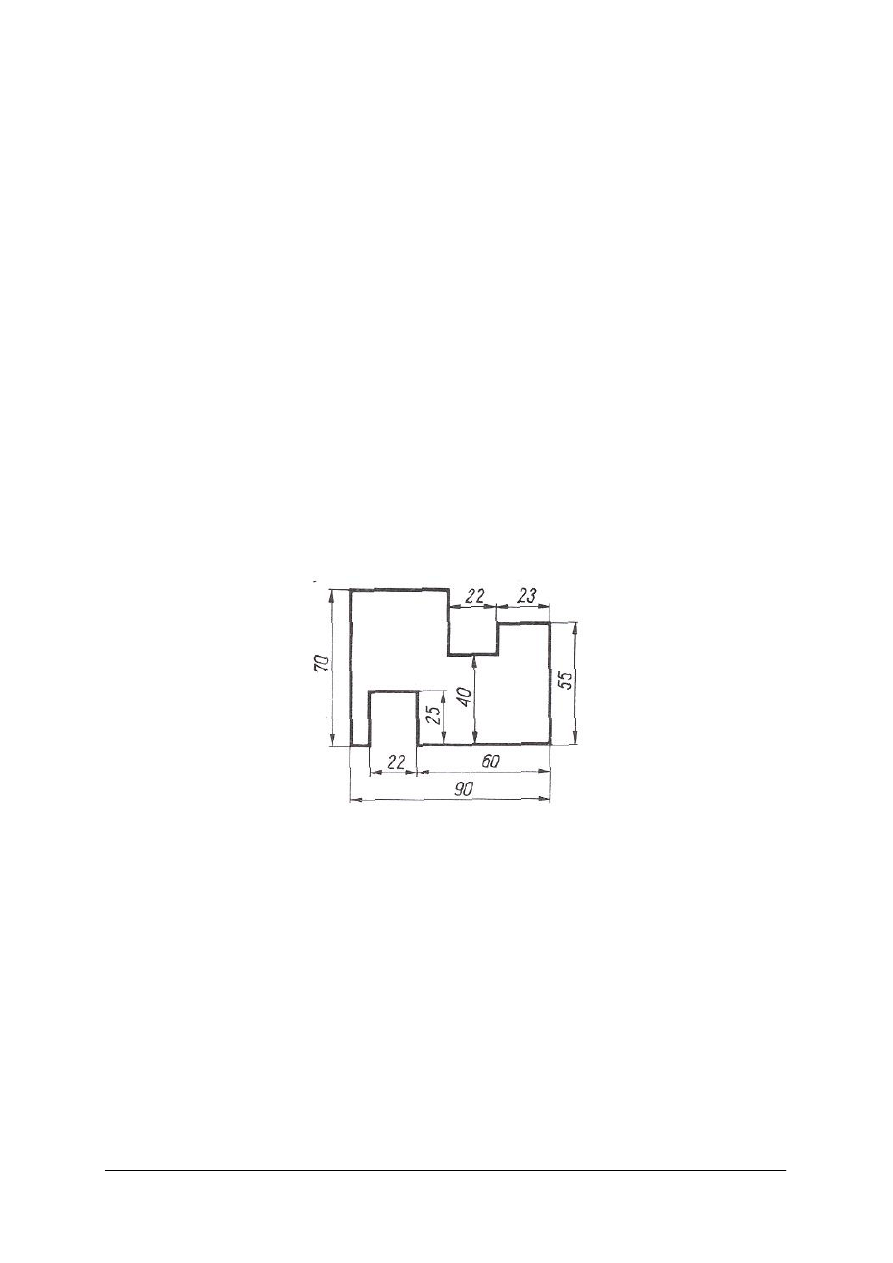
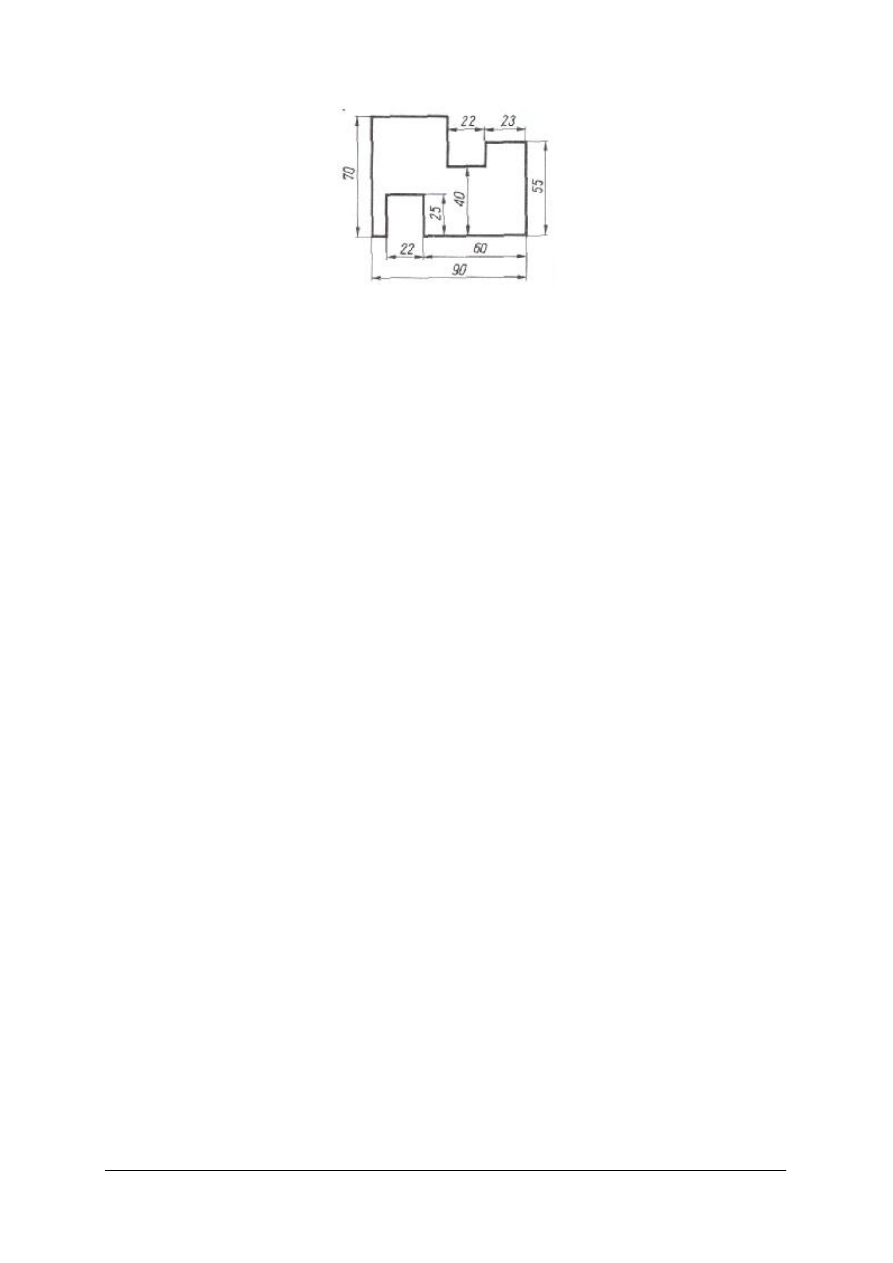
Ćwiczenie 3
Na stalowej płytce wytrasuj zarysy części przedstawionej na rysunku.
Rysunek do ćwiczenia 3
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) przygotować narzędzia do trasowania,
3) wybrać płytkę do naniesienia linii traserskich,
4) oczyścić płytkę oraz ją sprawdzić zwracając uwagę na porowatość, pęknięcia,
5) sprawdzić główne wymiary materiału,
6) pomalować materiał z jednej strony,
7) położyć płytkę na płycie traserskiej,
8) wybrać podstawy traserskie,
9) nanieść linie,
10) wypunktować wszystkie przecięcia rys,
11) pamiętać o przestrzeganiu zasad bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Wyposażenie stanowiska pracy:
−
narzędzia traserskie,
−
płytka stalowa,
−
kreda do trasowania.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić przeznaczenie narzędzi traserskich?
2) rozpoznać narzędzia traserskie?
3) wytrasować linie równoległe i prostopadłe w określonej odległości od
siebie?
4) scharakteryzować zasady trasowania?
5) wybrać bazy traserskie?
6) określić zasady bhp podczas trasowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.4. Cięcie metali piłką i nożycami
4.4.1. Materiał nauczania
Do cięcia metali w praktyce warsztatowej wykorzystuje się:
–
piłkę ręczną,
–
nożyce ręczne,
–
nożyce dźwigniowe,
–
nożyce gilotynowe,
–
nożyce krążkowe.
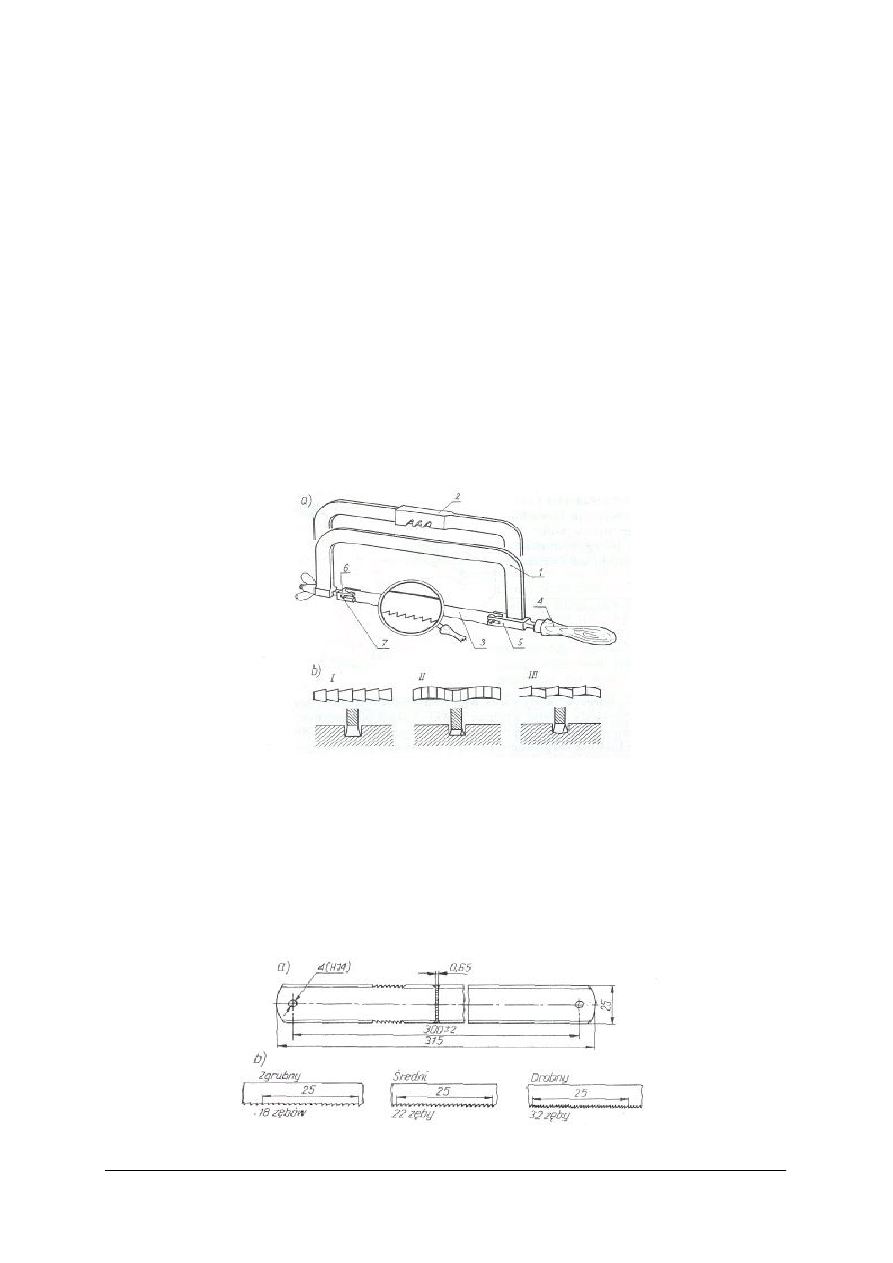
Piłka ręczna
Składa się z oprawki oraz części roboczej zwanej brzeszczotem. Oprawki piłek do metali
mogą być stałe lub nastawne. W oprawkach nastawnych można mocować brzeszczoty
o różnych długościach. Brzeszczot jest wykonany w postaci cienkiej taśmy stalowej
z naciętymi na jednej lub obu krawędziach ostrzami w postaci ząbków. Brzeszczot mocuje się
w ramce w ten sposób, by ostrza ząbków były skierowane od rączki, ponieważ cięcie (ruch
roboczy) odbywa się podczas ruchu piłki „od siebie”.
Rys. 13. Piłka ręczna: a) budowa: 1, 2 – oprawka, 3 – brzeszczot, 4 – rękojeść, 5 – uchwyt do mocowania stały,
6 – uchwyt do mocowania przesuwny, 7 – otwory w uchwytach b) ukształtowanie ostrzy brzeszczotu:
I – zęby zgrubiane, II – zęby rozwierane i falistość brzeszczotu, III – zęby rozwierane [1, s. 34]
Brzeszczoty piłek ręcznych do metali maja wymiary znormalizowane. Brzeszczoty
charakteryzują się określeniem liczby zębów przypadających na 25 mm długości lub podziałką
P, czyli odległością dwóch sąsiednich ostrzy w mm. Produkowane są brzeszczoty o 22 zębach,
jak również o 18 i 32 zębach (ostrzach) na 25 mm długości.
Rys. 14. Brzeszczot dwustronny pił ręcznych do metali: a) wymiary, b) uzębienie [1, s. 35]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
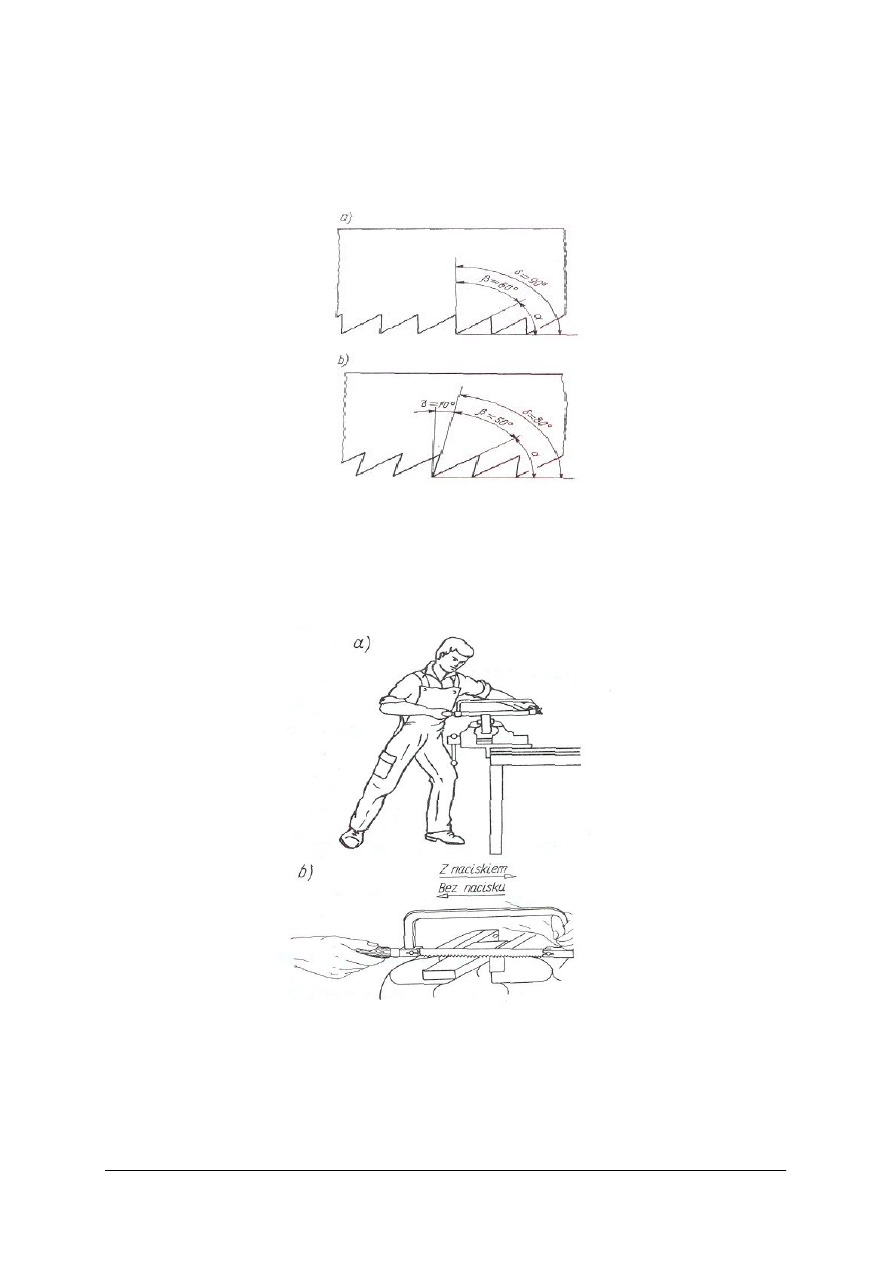
Najczęściej stosowany zarys ząbków brzeszczotu, przedstawia rysunek 15 a. Jest to zarys
zębów do przerzynania metali twardych. Zarys ząbków na rys. 15 b stosuje się na
brzeszczotach służących do przerzynania metali miękkich. uzębienie brzeszczotu jest
rozwierane, zgrubiane lub falowane i dlatego szerokość powstającego przecięcia jest większa
od grubości brzeszczotu, co zapobiega zakleszczaniu się brzeszczotu w materiale.
Rys. 15. Kształt zębów brzeszczotu: a) do metali twardych, b) kształt ząbków do materiałów miękkich α-kąt
przyłożenia, β-kąt ostrza, γ-kat natarcia, δ-kąt skrawania [1, s. 34]
Technika przecinania metali piłką
Nacisk na piłkę wywiera się podczas ruchu roboczego, czyli w kierunku imadła, natomiast
ruch powrotny (jałowy), odbywa się bez nacisku. Ruch piłki powinien być płynny, a jej
przesuw powinien wynosić około 2/3 użytecznej długości brzeszczotu.
Rys. 16. Technika przecinania metali piłką ręczną: a) prawidłowa postawa podczas przecinania, b) prawidłowy
sposób trzymania piłki [1, s. 35]
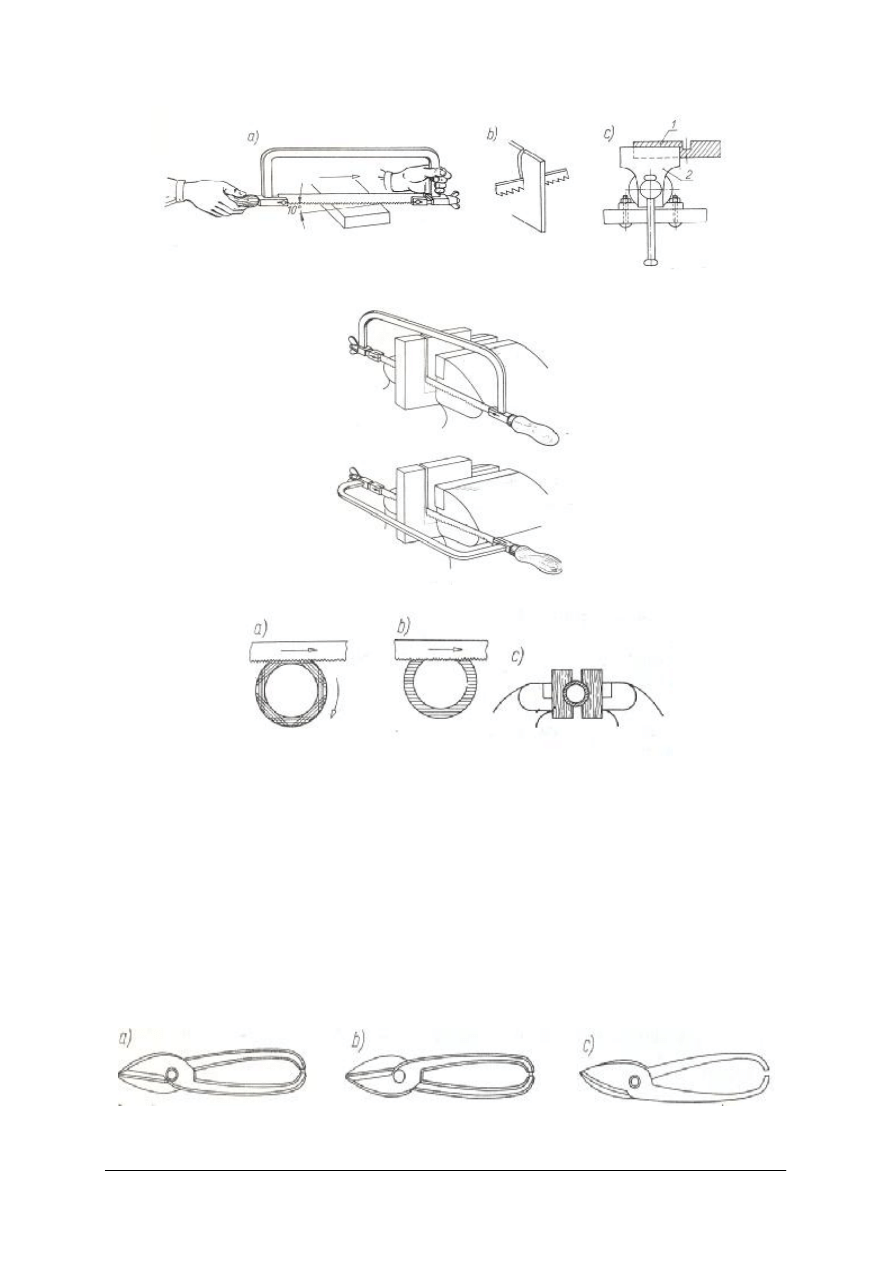
Przedmioty płaskie przecinamy wzdłuż szerszej krawędzi. Rozpoczynamy przecinanie lekko
odchylona od siebie piłką. Ułatwieniem rozpoczęcia przecinania jest wykonanie małego
wgłębienia trójkątnym pilnikiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 17. Przecinanie piłką przedmiotów płaskich: a) właściwe, b) niewłaściwe, c) zamocowanie przedmiotu
w imadle [1, s. 36]
Rys. 18. Przecinanie piłką długich przedmiotów [1, s. 36]
Rys. 19. Przecinanie piłka rury: a) prawidłowe, b) nieprawidłowe, c) zamocowanie rury cienkościennej
w drewnianych nakładkach [1, s. 36]
Aby przerznąć rurę mocuje się ją w imadle za pomocą drewnianych nakładek. Podczas
operacji przerzynania, należy ją sukcesywnie obracać. Zapobiega to wyłamaniu się ząbków
piłki.
Nożyce ręczne
Do cięcia blach o grubości nie przekraczającej 1 mm używa się nożyc ręcznych. Wyróżnia
się następujące rodzaje nożyc:
–
prawe – górny nóż znajduje z prawej strony,
–
lewe – górny nóż znajduje się z lewej strony,
–
do otworów.
Rys. 20. Nożyce ręczne: a) proste lewe, b) proste prawe, c) do wycinania otworów [1, s. 38]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
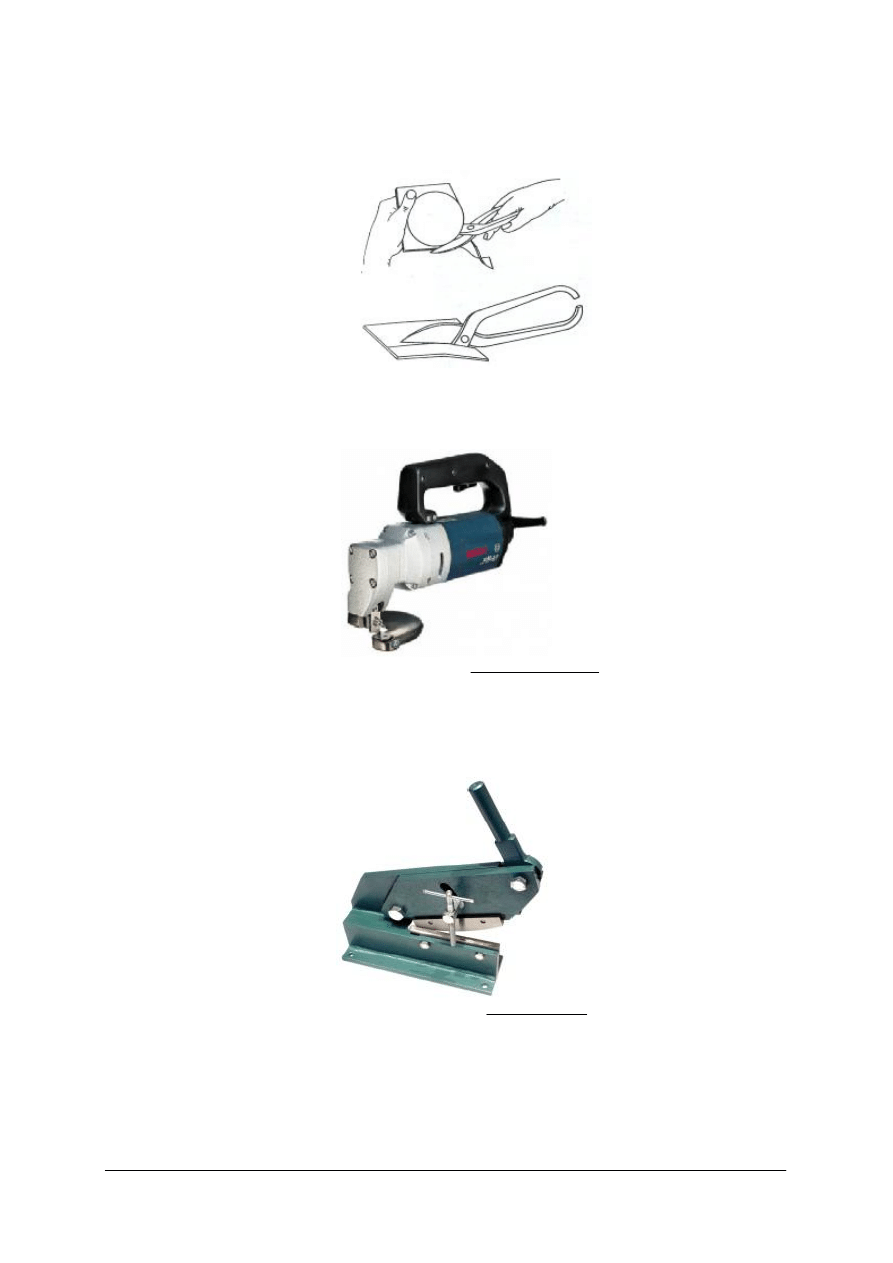
Przystępując do cięcia należy wytrasować na blasze zarys wycinanego przedmiotu.
Podczas cięcia nożyce powinny być tak ustawione, aby nie zasłaniały wytrasowanych linii
cięcia. Światło powinno padać z prawej strony.
Rys. 21. Cięcie blachy nożycami [1, s. 39]
Do wycinania z blach skomplikowanych kształtów o małych krzywiznach najlepiej użyć
nożyc elektrycznych.
Rys. 22. Nożyce elektryczne [www.narzedziowy.pl]
Nożyce dźwigniowe
Nożyce dźwigniowe służą do przecinania grubych blach i płaskowników. Powierzchnie
noży są nachylone względem płaszczyzny cięcia pod kątem 2÷3°. Nożyce często są
wyposażone w przytrzymywacz, który zapobiega wyginaniu się blach podczas cięcia.
Rys. 23. Nożyce dźwigniowe [www.sciskpol.pl]
Nożyce gilotynowe
Nożyce gilotynowe służą do ciecia blach wzdłuż linii prostej. Nożyce gilotynowe ręczne
(stołowe) służąc do ciecia długich blach o niewielkiej grubości. Do cięcia dużych arkuszy blach
stosuje się nożyce gilotynowe mechaniczne. W takich nożycach nóż dolny jest mocowany
nieruchomo w dolnej części korpusu, natomiast nóż górny jest zamocowany w korpusie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
suwaka. W czasie pracy suwak przesuwa się w górę i w dół w prowadnicach. Poruszany jest
mechanizmem mimośrodkowym od wału roboczego napędzanego silnikiem elektrycznym.
Rys. 24. Nożyce gilotynowe: a) ręczne, b) mechaniczne [www.logikor.pl]
Nożyce krążkowe
Wyróżnia się nożyce krążkowe do cięcia:
–
po okręgu,
–
wzdłuż linii prostej.
Nożyce tego rodzaju służą do cięcia blach cienkich, po dowolnych liniach krzywych oraz
do cięcia wzdłuż linii prostej. Noże mają kształt krążków o zaostrzonych krawędziach tnących.
Obydwa noże napędzane są i obracają się z jednakową prędkością w przeciwnych kierunkach.
Rys. 25. Nożyce krążkowe: a) widok, b) cięcie na nożycach krążkowych po okręgu, c) cięcie na nożycach
krążkowych wzdłuż linii prostej [1, s. 40]
Przecinanie rur ułatwia obcinak do rur. Wadą tego rodzaju cięcia jest zagnieciona do
środka krawędź zewnętrzna i wewnętrzna rury.
Rys. 26. Przecinanie rur grubościennych: a) obcinak do rur, b) cięcie rury obcinakiem [1, s. 127]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Ostrzenie ostrzy nożyc
Podczas obsługi nożyc do cięcia blach trzeba okresowo sprawdzać ostrza, czy nie uległy
zbytniemu stępieniu. Ostrzenie noży wykonuje się na szlifierkach, zwracając szczególną uwagę
na zachowanie geometrii ostrza.
Zasady bezpiecznej pracy podczas cięcia metali
Przed rozpoczęciem pracy należy sprawdzić stan piły i nożyc. Nigdy nie wolno pracować
niesprawnymi narzędziami. Nożyce powinny posiadać naostrzone ostrza. Nie dopuszczalny jest
zbyt duży luz między szczękami tnącymi. Szczególną uwagę należy zwrócić na powstające
podczas cięcia zadziory. Mogą one spowodować skaleczenie rąk pracownika. Dlatego
powinien on mieć podczas cięcia metali kompletne ubranie ochronne oraz rękawice robocze.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich elementów zbudowana jest piłka ręczna?
2. Co to jest brzeszczot i jakie jest jego zastosowanie?
3. Jakie są wymiary brzeszczotu?
4. W jaki sposób przerzyna się metale piłką ręczną?
5. Jakie znasz rodzaje nożyc ręcznych?
6. W jaki sposób przecina się materiał przy pomocy nożyc ręcznych?
7. Do czego służą nożyce dźwigniowe?
8. Do przecinania jakich materiałów użyjesz nożyc gilotynowych?
9. Do jakiego rodzaju cięcia zastosujesz nożyce krążkowe?
10. W jaki sposób można przeciąć rury?
4.4.3. Ćwiczenia
Ćwiczenie 1
Zamocuj poprawnie brzeszczot w oprawce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zamocować poprawnie brzeszczot w oprawie.
Wyposażenie stanowiska pracy:
–
piłka ręczna,
–
brzeszczot.
Ćwiczenie 2
Na rysunku przedstawiony jest przedmiot. Na arkuszu blachy wytrasuj jego zewnętrzne
krawędzie, a następnie dobierz odpowiednie narzędzie do cięcia i wytnij jego kształt.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zapoznać się z rysunkiem,
3) przygotować narzędzia do trasowania,
4) wybrać arkusz blachy do naniesienia linii traserskich,
5) oczyścić blachę oraz sprawdzić ją zwracając uwagę na porowatość, pęknięcia,
6) sprawdzić główne wymiary materiału,
7) pomalować materiał z jednej strony,
8) położyć płytkę na płycie traserskiej,
9) wybrać podstawy traserskie,
10) nanieść linie,
11) wypunktować wszystkie przecięcia rys,
12) wybrać narzędzia do cięcia,
13) wyciąć wytrasowany przedmiot,
14) stępić krawędzie po cięciu,
15) sprawdzić wymiary wyciętego przedmiotu,
16) posprzątać stanowisko pracy,
17) pamiętać o przestrzeganiu zasad bhp.
Wyposażenie stanowiska pracy:
–
arkusz blachy,
–
narzędzia traserskie,
−
kreda do trasowania,
−
nożyce ręczne,
−
nożyce dźwigniowe,
−
przymiar kreskowy.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zamocować brzeszczot w oprawce piłki ręcznej?
2) wyciąć wytrasowany przedmiot nożycami ręcznymi?
3) dobrać nożyce ręczne w zależności od kształtu przedmiotu
wycinanego z blachy?
4) ustawić oraz zamocować blachę na nożycach gilotynowych i wykonać
cięcie?
5) przeciąć rurę obcinakiem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.5. Gięcie i prostowanie blach, płaskowników, rur, drutu
4.5.1. Materiał nauczania
Operacje gięcia i prostowania są rodzajem obróbki plastycznej. Dzięki działaniu
odpowiednich sił, nadaje się przedmiotom żądany kształt, bez skrawania materiału.
W zależności od temperatury w której wykonuje się obróbkę plastyczną, może się ona
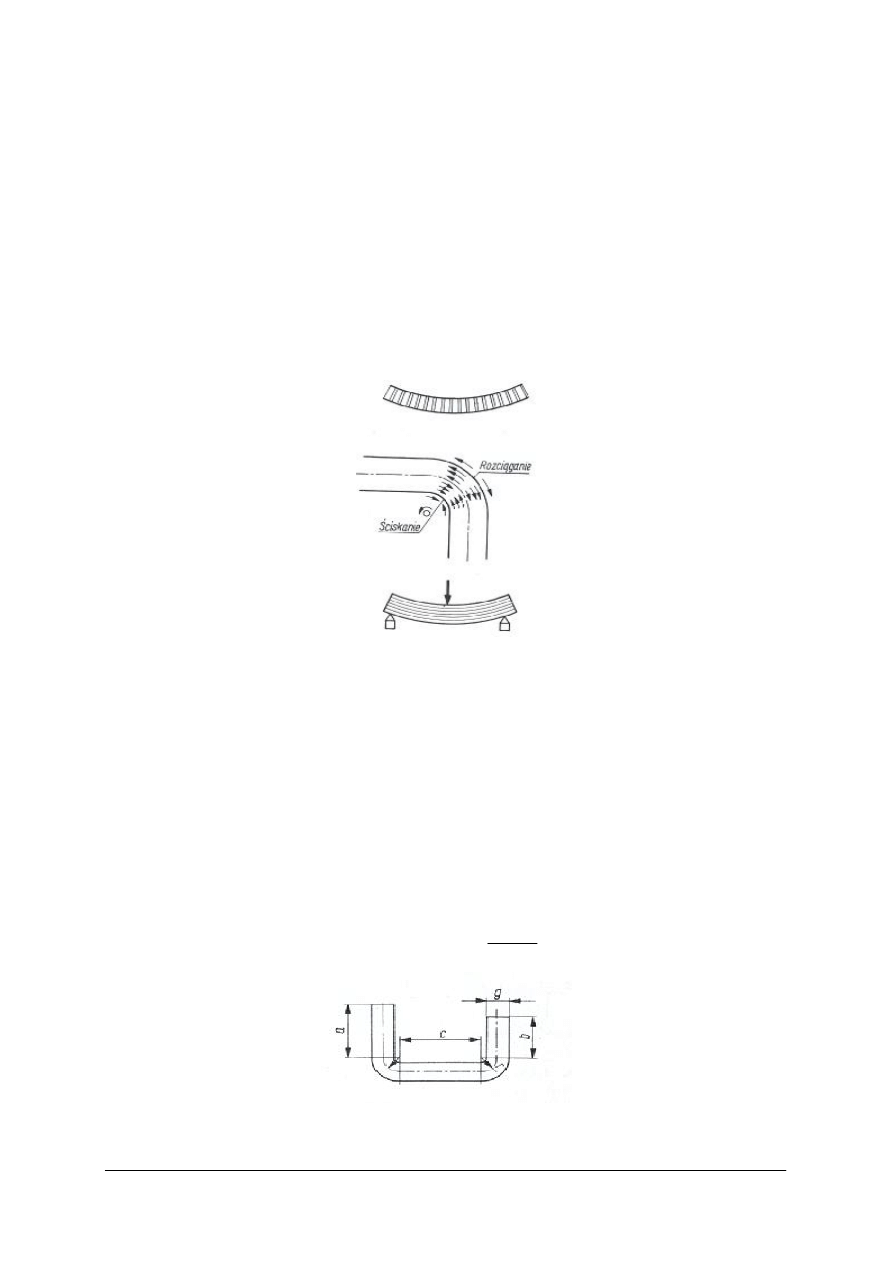
odbywać na gorąco lub na zimno. Podczas gięcia materiał w miejscu zginania zostaje
odkształcony. Warstwy zewnętrzne materiału z jednej zostają rozciągnięte, a po zakończeniu
gięcia wydłużone na pewnym odcinku. Po stronie wewnętrznej w czasie gięcia materiał zostaje
ściśnięty, a po zakończeniu gięcia skrócony. Warstwy środkowe leżące na linii obojętnej,
przechodzącej przez środek grubości materiału, nie ulegają większemu odkształceniu.
Rys. 27. Gięcie materiału [4, s. 130]
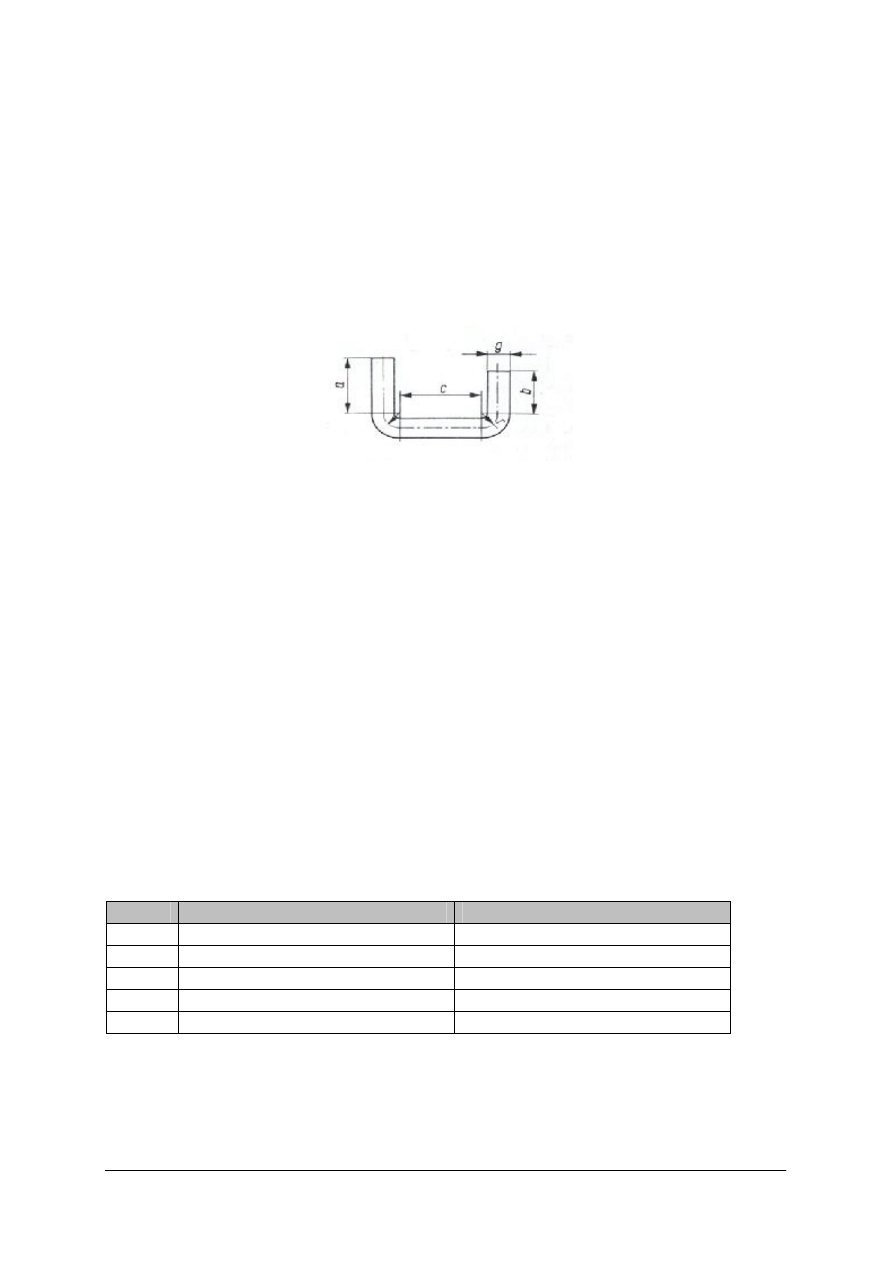
Aby obliczyć długość materiału wyjściowego do wykonania przedmiotu na podstawie
rysunku wykonawczego przedmiotu należy go podzielić na elementarne odcinki, składające się
z linii prostych oraz łuków.
( )
∑ ∑
⋅
+
=
α
r
l
L
i
gdzie:
L – długość materiału wyjściowego [mm],
l
i
– długość odcinka prostego [mm],
r – promień łuku warstwy obojętnej [mm],
α – kąt łuku [rad].
Korzystając z powyższego wzoru, długość materiału wyjściowego dla rysunku 28, można
obliczyć w następujący sposób:
⋅
Π
+
+
+
=
4
2
2
r
c
b
a
L
Rys. 28. Określanie długości materiału do gięcia [4, s. 131]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
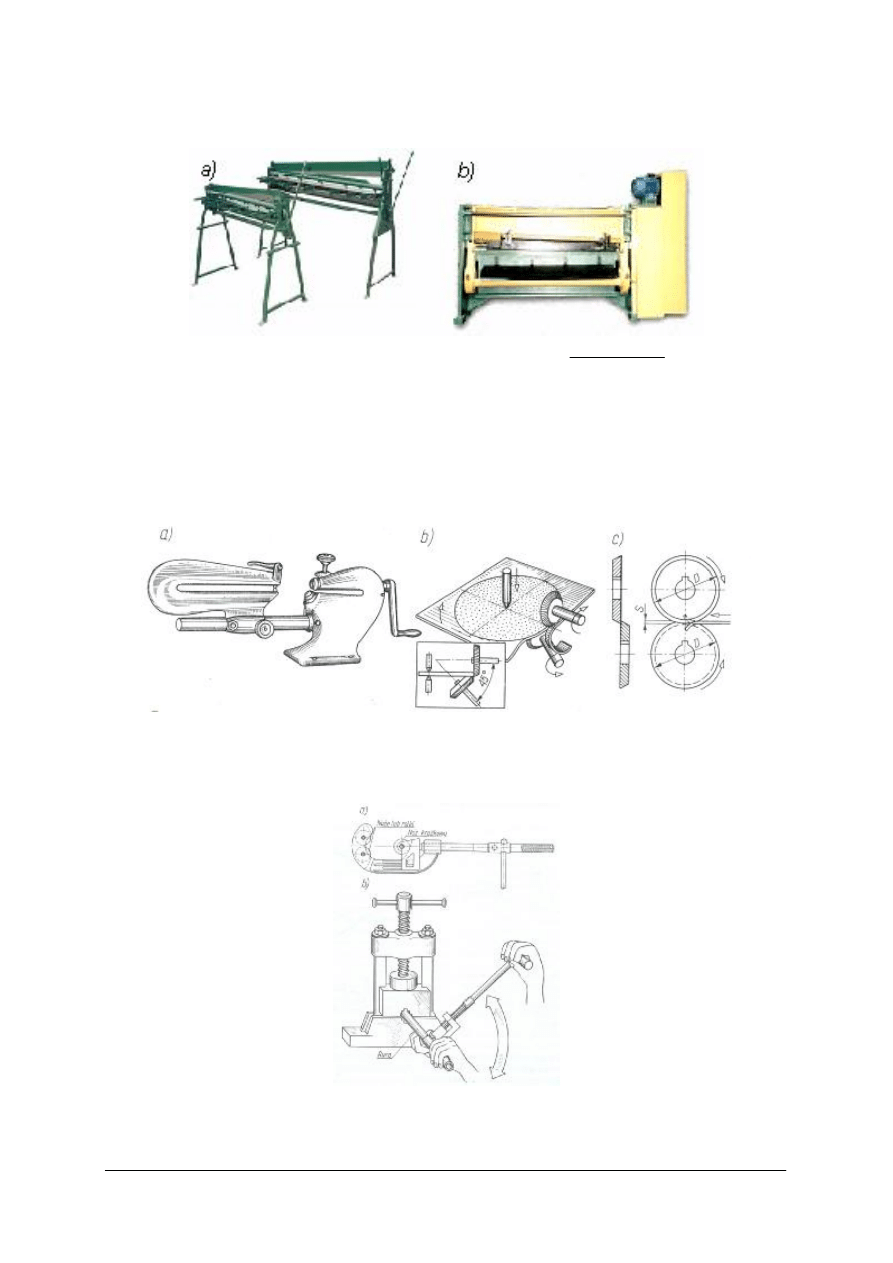
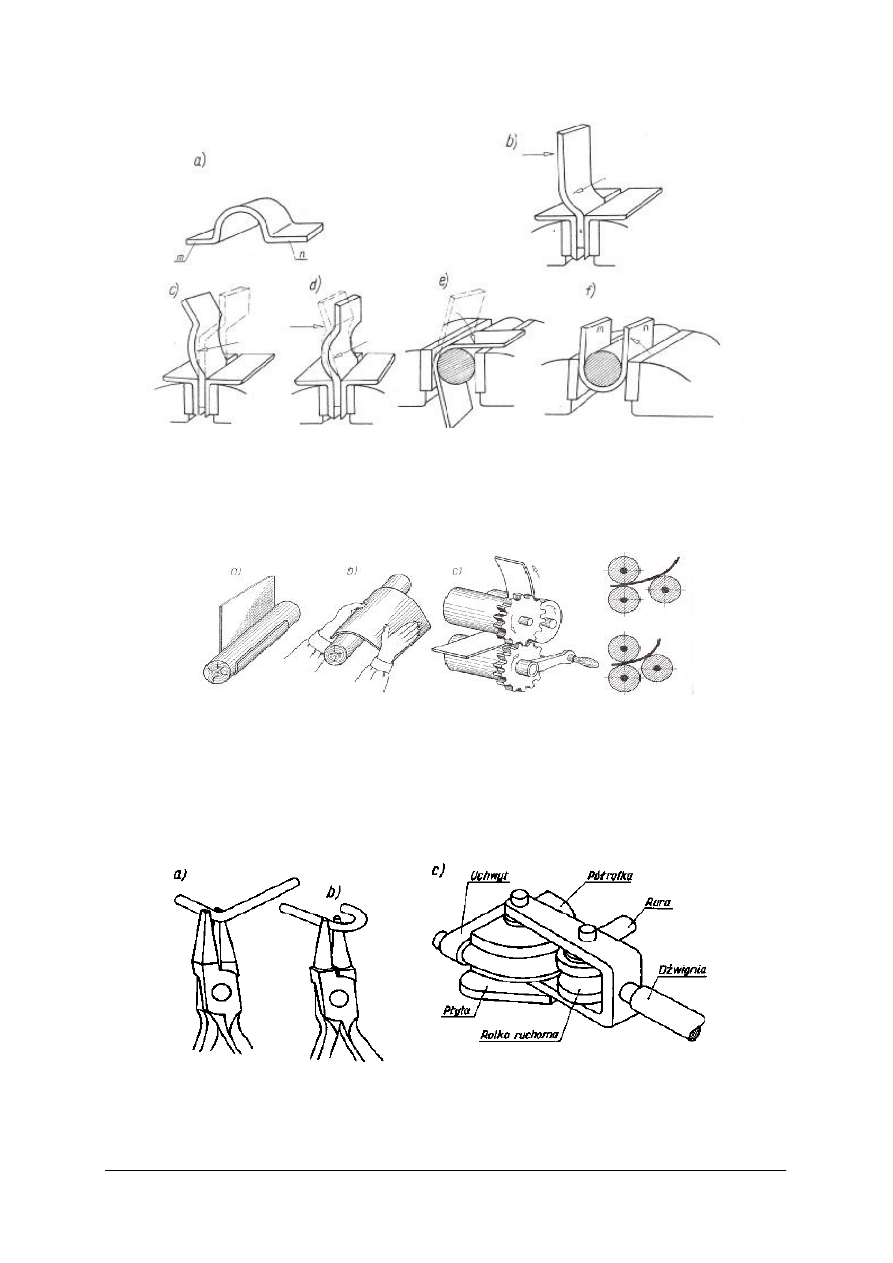
Do gięcia i prostowania używa się najczęściej następujących narzędzi: imadeł, płyt
żeliwnych, kowadeł, pras ręcznych śrubowych i dźwigniowych, zaginarek krawędziowych,
szczypiec okrągłych i płaskich, giętarek do rur itp.
Rys. 29. Urządzenia do gięcia ręcznego: a) imadło, b) kowadło, c) prasa ręczna śrubowa, d) prasa ręczna
dźwigniowa, e) zaginarka krawędziowa, f) szczypce płaskie, g) szczypce okrągłe, h) giętarka do rur
[www.narzedziowy.pl, www.sciskpol.pl, www.logikor.pl]
Gięcie płaskowników najczęściej dokonuje się w szczękach imadła. Natomiast grube
płaskowniki oraz pręty gnie się po nagrzaniu używając pras śrubowych. W przypadku gięcia
przedmiotów w imadle należy zastosować wkładki chroniące zarówno szczęki imadła, jak
i powierzchnię przedmiotu giętego przed uszkodzeniem. Podczas gięcia, na powierzchni
materiału pozostawiane są nieraz ślady po uderzeniu młotkiem. Aby ich uniknąć stosuje się
młotki gumowe lub miedziane.
Rys. 30. Przykłady operacji gięcia płaskownika w imadle [1, s. 49]
a)
b)
c)
d)
e)
f)
g)
h)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 31. Kolejne etapy gięcia półokrągłego przedmiotu w imadle [1, s. 49]
Podczas gięcia blach pod kątem ostrym i o małych promieniach gięcia, należy pamiętać
o kierunku włókien powstałych w blasze podczas jej walcowania. Kierunek tych włókien nie
powinien być zgodny z linią gięcia, ponieważ mogłoby to spowodować pęknięcia na
krawędziach gięcia.
Rys. 32. Zwijanie blachy: a) i b) ręczne, c) na walcach [1, s. 50]
Cienki drut można giąć za pomocą szczypiec okrągłych i płaskich. Pręty stalowe
o grubości do 5 mm wygina się na zimno. Pręty grubsze należy giąć po uprzednim ich
nagrzaniu. Pręty gnie się w imadle lub na kowadle za pomocą młotka. Rury wygina się
w imadle, zazwyczaj przy pomocy wzornika. Często stosuje się do tego celu przyrząd
rolkowy. Zanim przystąpi się do wyginania rury, należy wypełnić ją suchym piaskiem, ołowiem
lub kalafonią. Dokonuje się tego w celu uniknięcia odkształceń w miejscu gięcia.
Rys. 33. Gięcie drutu i rury: a) za pomocą szczypiec płaskich, b) okrągłych, c) za pomocą przyrządu rolkowego
[4, s. 135]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
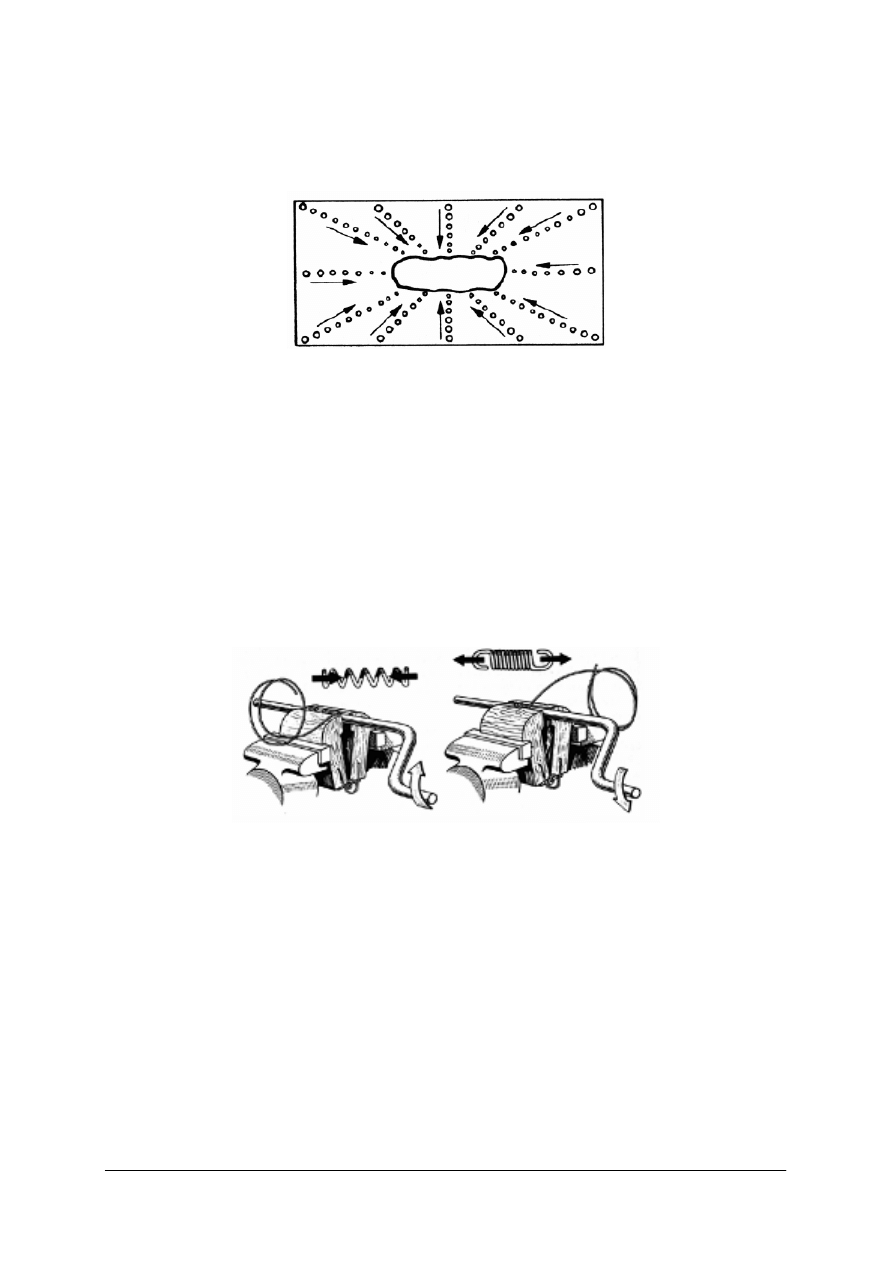
Prostowanie to operacja polegająca na przywracaniu pierwotnego kształtu przedmiotów.
Cienkie blachy prostuje się na gładkiej płycie uderzając je drewnianym młotkiem. Do
prostowania grubszych blach używa się młotków stalowych. Prostowanie wypukłości polega
na zastosowaniu serii uderzeń młotkiem według schematu przedstawionego poniżej.
Rys. 34. Schemat uderzeń przy prostowaniu blachy [1, s. 52]
Prostowanie zgiętego pręta lub płaskownika odbywa się wstępnie przez odgięcie
w imadle. Następnie prostuje się poprzez uderzanie młotkiem w wypukłe miejsca przedmiotu
umieszczonego na kowadle, wypukłością do góry.
Odmianą gięcia jest również zwijanie sprężyn. Poniższy rysunek przedstawia ręczne
zwijanie sprężyn w imadle. Przed przystąpieniem do zwijania sprężyn należy obliczyć długość
drutu L potrzebną do jej wykonania, korzystając z wzoru:
n
D
L
⋅
⋅
Π
=
0
w którym:
L – długość drutu,
D
0
– średnia średnica sprężyny,
n – liczba zwojów.
Rys. 35. Zwijanie sprężyn [4, s. 138]
Zasady bezpiecznej pracy podczas gięcia i prostowania
Przez przystąpieniem do pracy należy sprawdzić stan techniczny narzędzi oraz właściwe
zamocowanie przedmiotu w imadle. Podczas gięcia i prostowania blach należy zwrócić
szczególną uwagę, aby nie skaleczyć rąk o ostre krawędzie blach. Podczas gięcia i prostowania
na prasach należy uważać, aby ręce nigdy nie znajdowały się w obszarze pracy suwaka prasy.
Zwijając sprężyny na tokarce , należy zwrócić szczególną uwagę, aby zwijany drut nie zahaczył
o rękaw ubrania roboczego.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co dzieje się z materiałem podczas gięcia?
2. Jakich narzędzi i urządzeń używa się do gięcia i prostowania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
3. O czym należy pamiętać podczas gięcia blach pod ostrym kątem?
4. W jaki sposób należy wyginać elementy wykonane z rur lub prętów okrągłych?
5. Jak prostuje się zgięte pręty?
6. W jaki sposób prostuje się blachy?
4.5.3. Ćwiczenia
Ćwiczenie 1
Oblicz długość L materiału wyjściowego części przedstawionej na poniższym rysunku,
uwzględniając wymiary: a = 80 mm, b = 65 mm, c = 120 mm, r = 8 mm.
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) przeanalizować rysunek,
3) napisać wzór na obliczenie długości materiału do gięcia,
4) podstawić wartości do wzoru,
5) obliczyć wynik,
6) zapisać odpowiedź.
Wyposażenie stanowiska pracy:
−
zeszyt,
–
kalkulator.
Ćwiczenie 2
Spośród narzędzi i urządzeń wskazanych przez prowadzącego wybierz te, które są
używane do gięcia i prostowania metali. Określ ich przeznaczenie. Wpisz nazwy przedmiotów
do tabeli.
Lp.
Nazwa narzędzia
Przeznaczenie
1
2
3
4
5
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
2) zapoznać się z narzędziami,
3) wybrać narzędzia używane do gięcia i prostowania metali,
4) zastanowić się na przeznaczeniem narzędzi,
5) zapisać w tabeli odpowiedź.
Wyposażenie stanowiska pracy:
–
imadło,
–
prasa ręczna dźwigniowa,
–
pilnik,
–
giętarka do rur,
–
nożyce gilotynowe,
–
kowadło,
–
piłka ręczna,
–
szczypce płaskie.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) obliczyć długość materiału wyjściowego?
2) rozróżnić narzędzia i urządzenia do gięcia i prostowania?
3) wyjaśnić w jaki sposób prostujemy zgięte pręty?
4) wyjaśnić jak wyginamy drut przy pomocy szczypiec płaskich?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.6. Piłowanie
4.6.1. Materiał nauczania
Piłowanie jest to obróbka metali polegająca na skrawaniu warstwy materiał z powierzchni
obrabianego przedmiotu, narzędziem zwanym pilnikiem. Piłowanie może być zgrubne
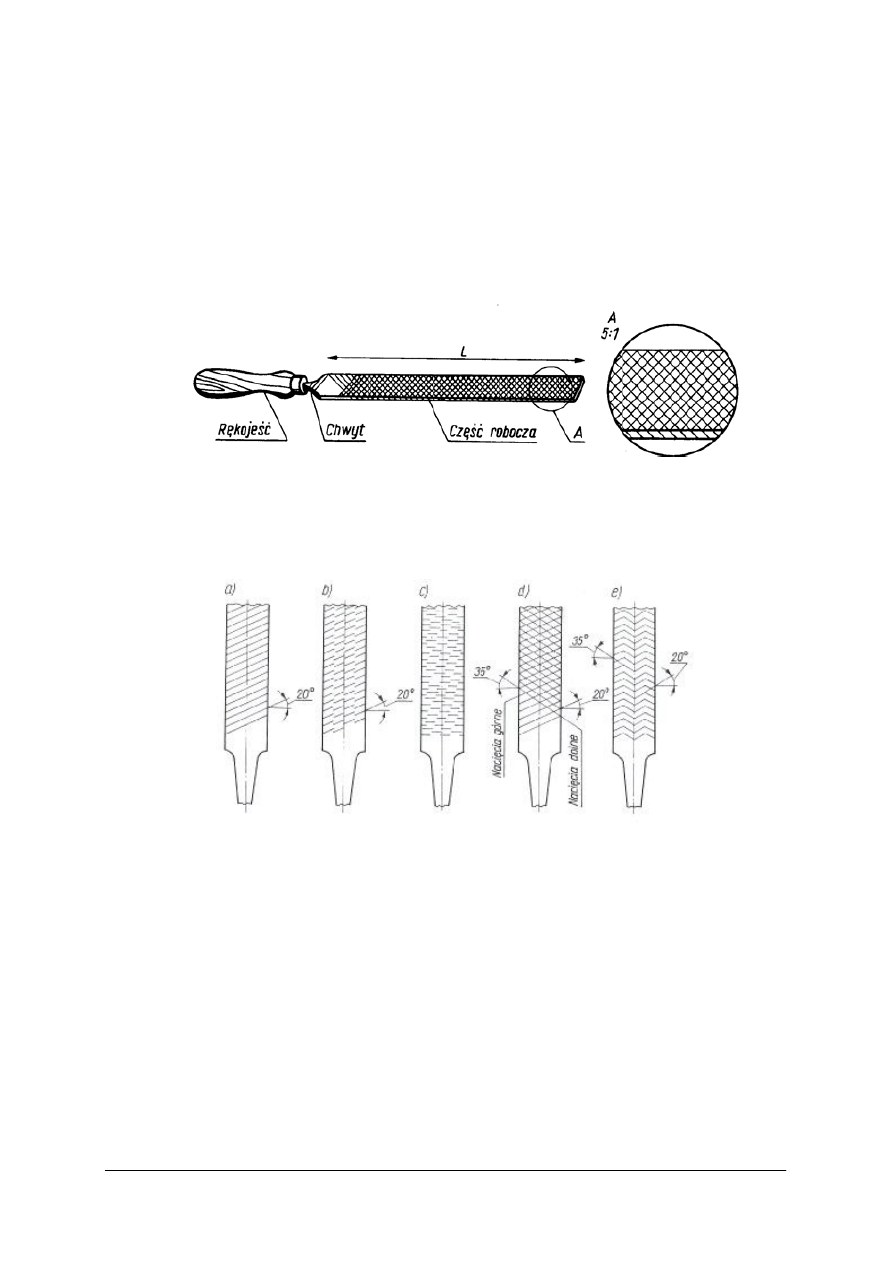
lub wykańczające. Pilnik składa się z części roboczej oraz uchwytu. Podczas piłowania
powstają drobne wiórki, zwane opiłkami.
Rys. 36. Pilnik [4, s. 139]
Rozróżnia się pięć rodzajów nacięć pilników: jednorzędowe jedno- i dwukierunkowe,
wielorzędowe jedno- i dwukierunkowe oraz jednokierunkowe wielorzędowe śrubowe.
Rys. 37. Rodzaje nacięć pilników: a) pojedyncze jednorzędowe, pojedyncze wielorzędowe, c) pojedyncze
wielorzędowe, śrubowe, d) podwójne jednorzędowe, e) podwójne wielorzędowe [4, s. 140]
Pilniki ze względu na liczbę nacięć przypadających na długość 10 mm dzieli się na:
−
nr 0 – zdzieraki – liczba nacięć od 4,5 do 10,
−
nr 1 – równiaki – liczba nacięć od 6,3 do 28,
−
nr 2 – półgładziki – liczba nacięć od 10 do 40,
−
nr 3 – gładziki – liczba nacięć od 14 do 56,
−
nr 4 – podwójne gładziki – liczba nacięć od 25 do 80,
−
nr 5 – jedwabniki – liczba nacięć od 40 do 80.
Liczba nacięć zależy od długości L=50÷500 mm pilnika. Liczba nacięć decyduje
o przeznaczeniu pilnika. Im większa liczba nacięć, tym powierzchnia obrabiana będzie gładsza.
Oddzielną grupą stanowią pilniki igiełkowe. Pilniki te posiadają bardzo drobne nacięcia
i krótkie długości. Są używane do piłowania drobnych powierzchni z dużą dokładnością.
Pilniki igiełkowe biorąc pod uwagę kształt ich przekroju poprzecznego na: płaskie, okrągłe,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
półokrągłe, kwadratowe, trójkątne, równoboczne, płaskie zbieżne, nożowe, owalne,
soczewkowe, mieczowe, trójkątne równoramienne.
Rys. 38. Pilniki igiełkowe [4, s. 141]
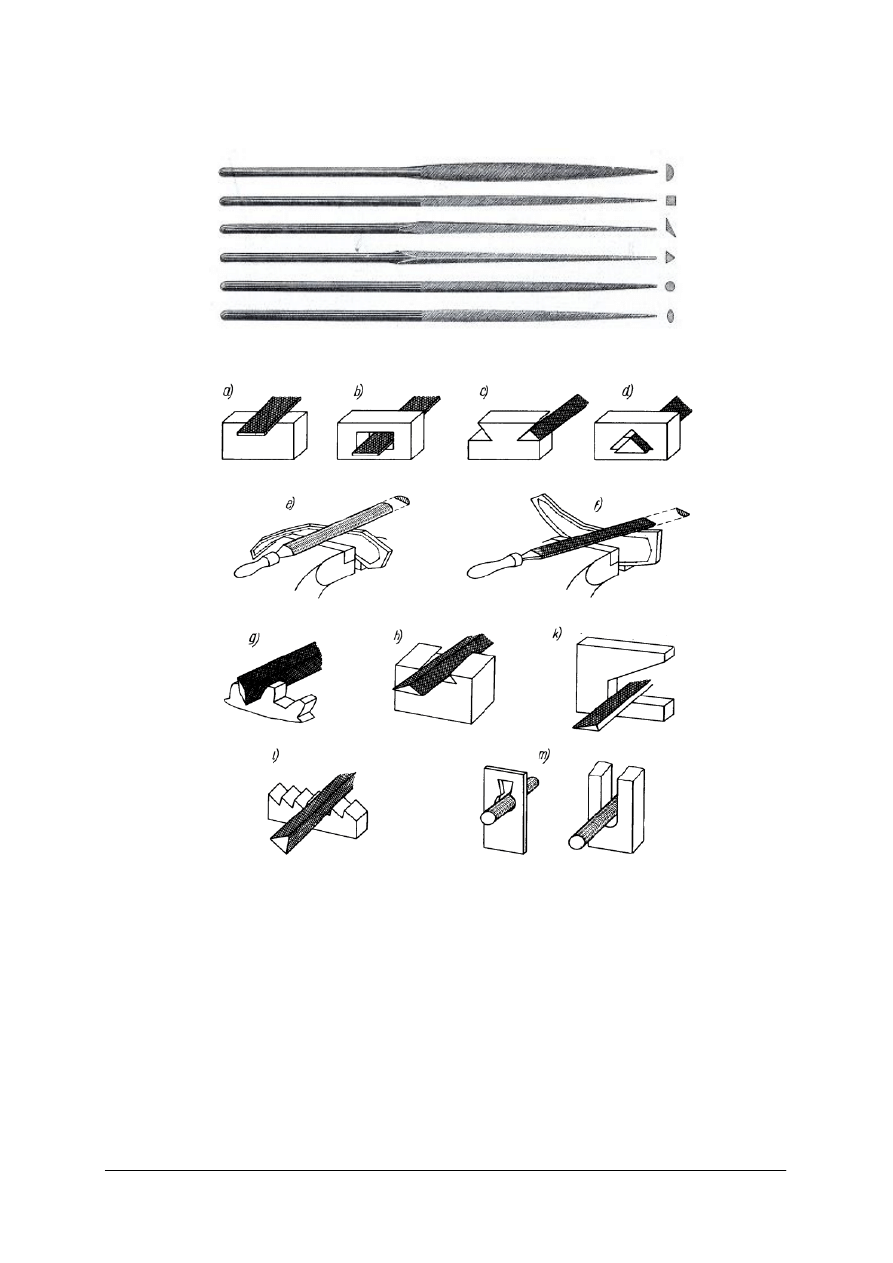
Rys. 39. Pilniki różnych kształtach i ich zastosowanie: a), b) płaskie, c), d) trójkątne, e), f) półokrągłe,
g) mieczowe, h) trójkątne spłaszczone, k) nożowe, l) trójkątne do pił, m) okrągłe [4, s. 142]
Pilniki dobieramy w zależności od:
−
wymiaru przedmiotu,
−
kształtu przedmiotu,
−
wymaganej chropowatości powierzchni.
Postawa podczas piłowania
Podczas piłowania zgrubnego, wymagany jest duży nacisk narzędzia na obrabiany
przedmiot. Do wywarcia tego nacisku wykorzystuje się ciężar własnego ciała. Tułów wraz
z ramionami przesuwa się stopniowo do przodu, a pracownik przenosi ciężar ciała z nogi
prawej, na nogę lewą. Podczas piłowania wykańczającego nie ma już potrzeby naciskać całym
ciężarem ciała. Ruchy robocze są wówczas wykonywane tylko przez ramiona.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
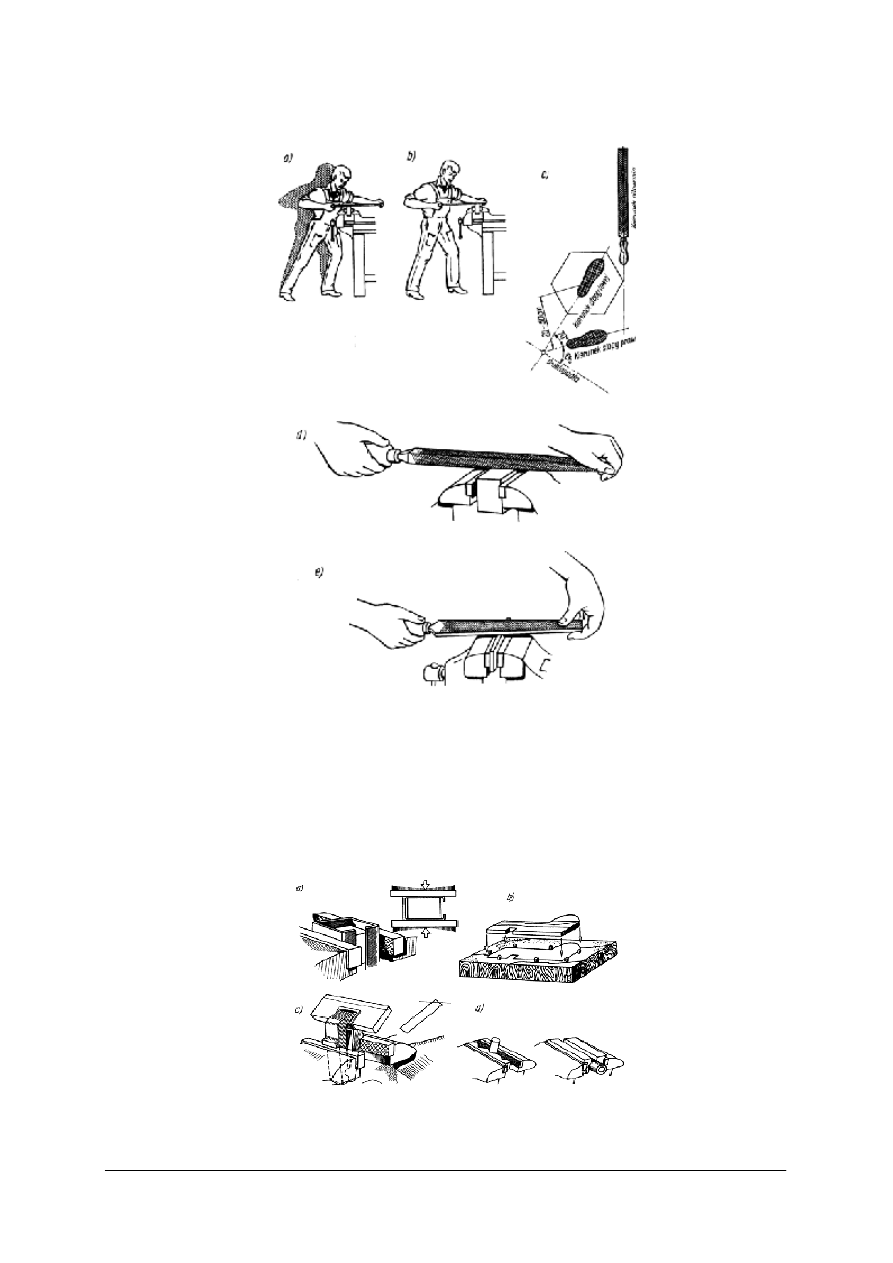
Rys. 40. Prawidłowa postawa przy piłowaniu: a) zgrubnym, b) wykańczającym, c) ustawienie nóg,
d) prawidłowe uchwycenie pilnika, e) sposób trzymania pilnika średniej długości [4, s. 144]
Przedmiot przeznaczony do piłowania umieszcza się w imadle. Przedmiot powinien być
zamocowany całkowicie nieruchomo, w ten sposób, by powierzchnia obrabiana wystawała
ponad szczęki imadła o 5÷10 mm. Jeśli istnieje potrzeba piłowania przedmiotów z lekkich
stopów lub o wcześniej obrobionych płaszczyznach, wtedy w szczęki imadła wkłada się
dodatkowo miękkie nakładki.
Rys. 41. Sposoby mocowania przedmiotów w imadle [4, s. 146]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
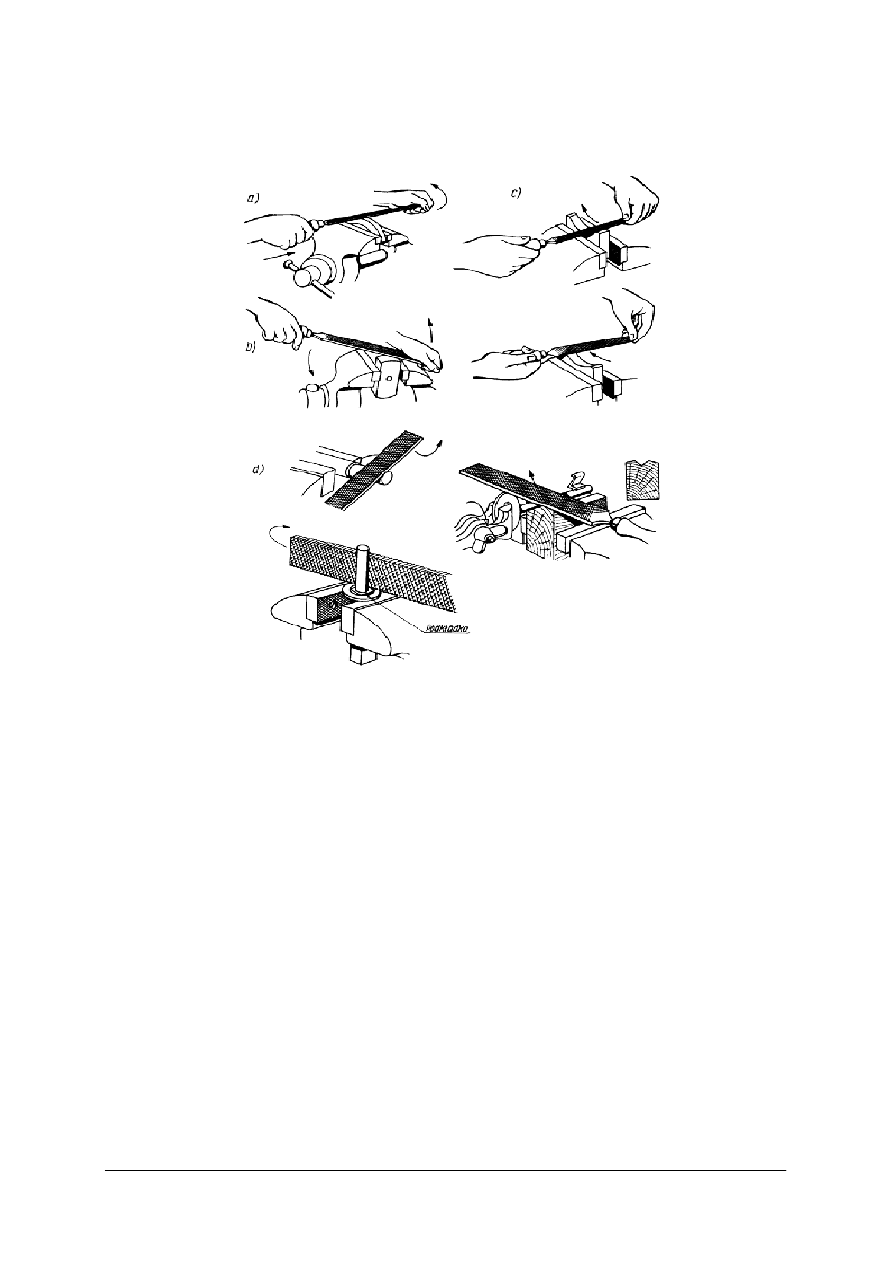
Do obróbki płaszczyzn używa się pilników płaskich. Powierzchnie kształtowe wypukłe można
obrabiać pilnikami płaskimi, a powierzchnie wklęsłe pilnikami półokrągłymi, okrągłymi,
owalnymi lub soczewkowymi.
Rys. 42. Piłowanie powierzchni kształtowych: a) piłowanie zgrubne powierzchni wypukłej, b) piłowanie
wykańczające, c) piłowanie powierzchni wklęsłej, d) piłowanie powierzchni walcowych [4, s. 148]
Zasady bezpiecznej pracy podczas piłowania
Na stanowisku roboczym należy przestrzegać porządku podczas piłowania. Nie należy:
−
przesuwać rak po ostrych krawędziach obrabianego przedmiotu ani usuwać rękami
opiłków z powierzchni przedmiotu,
−
używać wadliwych pilników,
−
wykonywać gwałtownych ruchów do przodu, aby nie uderzać rękojeścią pilnika
o przedmiot obrabiany,
−
piłować przedmiotu źle zamocowanego w imadle,
−
wkładać ręki w obszar działania pilnika [4, s. 125].
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega piłowanie?
2. Z jakich elementów składa się pilnik?
3. Wymień podział pilników ze względu na liczbę nacięć na długości 10 mm?
4. Jaka liczba nacięć decyduje o tym, że powierzchnia obrabiana jest bardziej gładka?
5. Jakie przeznaczenie mają pilniki igiełkowe?
6. Jakie wyróżniamy pilniki igiełkowe?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
7. W zależności od jakich parametrów dobieramy pilniki do obrabianej powierzchni?
8. Jaka jest prawidłowa postawa podczas piłowania wykańczającego?
9. Jak zabezpieczyć przedmiot przed zniszczeniem w szczękach imadła?
4.6.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz przedmiot. Zamocuj go w imadle, następnie używając
odpowiedniego pilnika, spiłuj jego krawędzie według wskazówek prowadzącego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zamocować poprawnie przedmiot w imadle,
3) wybrać rodzaj pilnika,
4) spiłować krawędzie pamiętając o postawie,
5) posprzątać stanowisko pracy,
6) pamiętać o przestrzeganiu zasad bhp.
Wyposażenie stanowiska pracy:
−
imadło,
−
różne rodzaje pilników,
−
obrobiony przedmiot,
−
podkładki.
Ćwiczenie 2
Od nauczyciela otrzymasz przedmiot przedstawiony na poniższym rysunku. Wybierz
odpowiedni pilnik oraz spiłuj wewnętrzną krawędź przedmiotu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zamocować poprawnie przedmiot w imadle,
3) wybrać odpowiedni rodzaj pilnika,
4) spiłować krawędzie pamiętając o prawidłowej postawie,
5) posprzątać stanowisko pracy,
6) pamiętać o przestrzeganiu zasad bhp.
Rysunek do ćwiczenia 2
Wyposażenie stanowiska pracy:
−
imadło,
−
różne rodzaje pilników,
−
przedmiot.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) przyjąć prawidłową postawę podczas piłowania?
2) zamocować w imadle przedmiot przeznaczony do piłowania
z zastosowaniem podkładek?
3) dobrać pilnik do obrabianej powierzchni?
4) wykonać piłowanie wykańczające?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.7. Wiercenie, rozwiercanie i pogłębianie otworów. Ręczne
nacinanie gwintów. Organizacja stanowiska do obróbki
ręczno – maszynowej
4.7.1. Materiał nauczania
Wiercenie otworów
Wiercenie jest to operacja, polegająca na wykonywaniu w materiale okrągłego otworu za
pomocą wiertła wykonującego jednocześnie ruch obrotowy i posuwowy. Najczęściej używa się
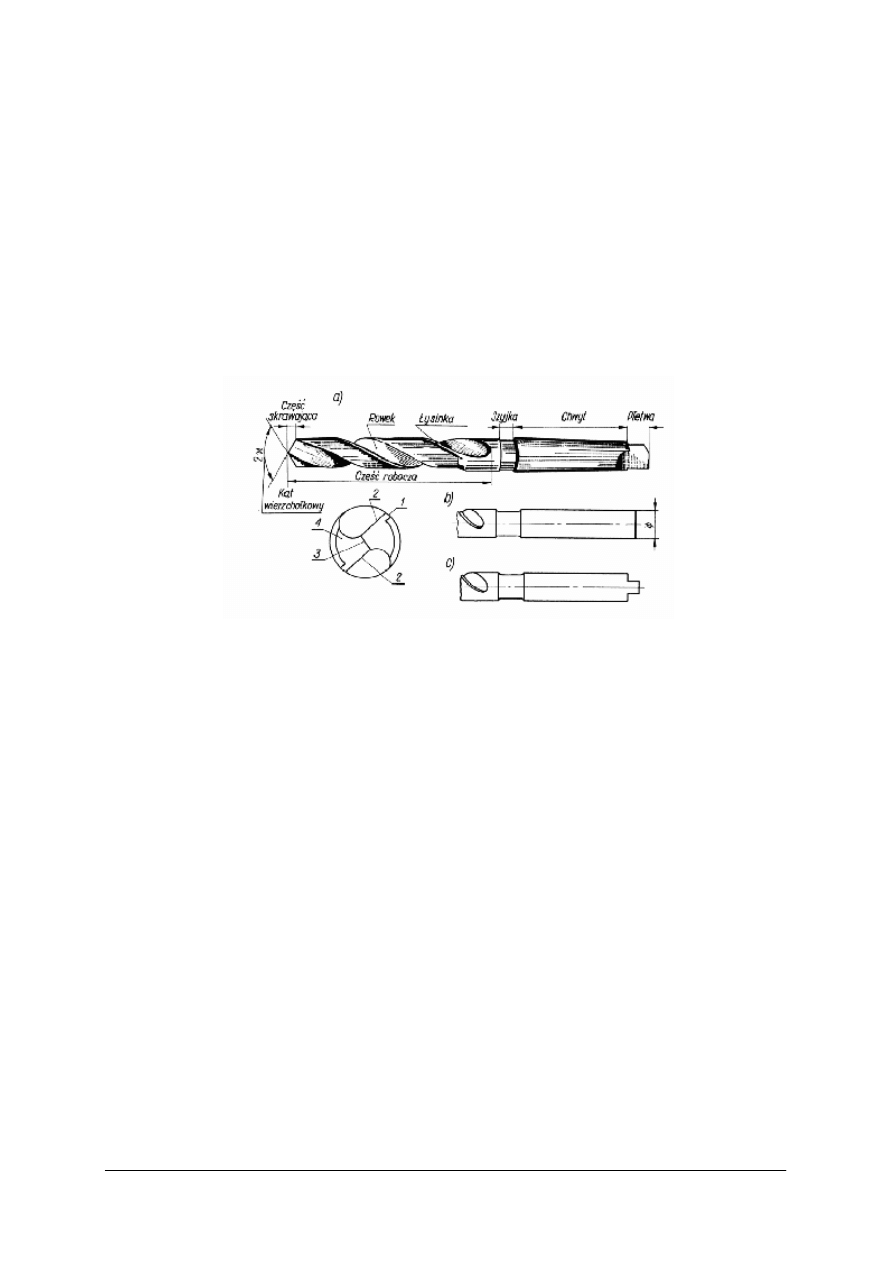
wierteł krętych, które składają się z części roboczej, szyjki i uchwytu.
Rys. 43. Wiertło kręte: a) części składowe, b) chwyt walcowy bez płetwy, c) chwyt walcowy z płetwą
1 – łysinka, 2 – krawędzie tnące, 3 – ścin, 4 – powierzchnia przyłożenia [1, s. 67]
Większość wierteł wykonanych jest ze stali szybkotnącej. Spotyka się również wiertła
z płytkami z węglików spiekanych. Część robocza wiertła składa się z części skrawającej
i części prowadzącej. Chwyt wiertła może być stożkowy z płetwą (stosowany najczęściej
w wiertarkach stacjonarnych) lub walcowy bez płetwy (do wiertarek ręcznych). Część robocza
wiertła ma nacięte na obwodzie dwa przeciwległe rowki, w celu odprowadzenia wióra
z wierconego otworu. Łysinka służy do prawidłowego prowadzenia wiertła w otworze,
natomiast płetwa zapobiega obrotowi wiertła podczas wiercenia. Chwyt pozwala na
mocowanie wiertła we wrzecionie wiertarki. Część skrawającą stanowią dwie proste
krawędzie tnące o jednakowej długości, łączące się ze sobą poprzeczną krawędzią tnącą. Kąt
wierzchołkowy wiertła powinien być dobrany do rodzaju wierconego materiału. Im twardszy
materiał obrabiany, tym mniejszy powinien być kąt wierzchołkowy. Wartości kąta
wierzchołkowego w zależności od obrabianego materiału kształtują się następująco:
−
dla żelaza i stali – 118°,
−
dla mosiądzu, brązu, stopów aluminium – 130÷140°,
−
dla miedzi – 125°,
−
dla tworzyw sztucznych – 85÷90°,
−
dla twardej gumy – 50°.
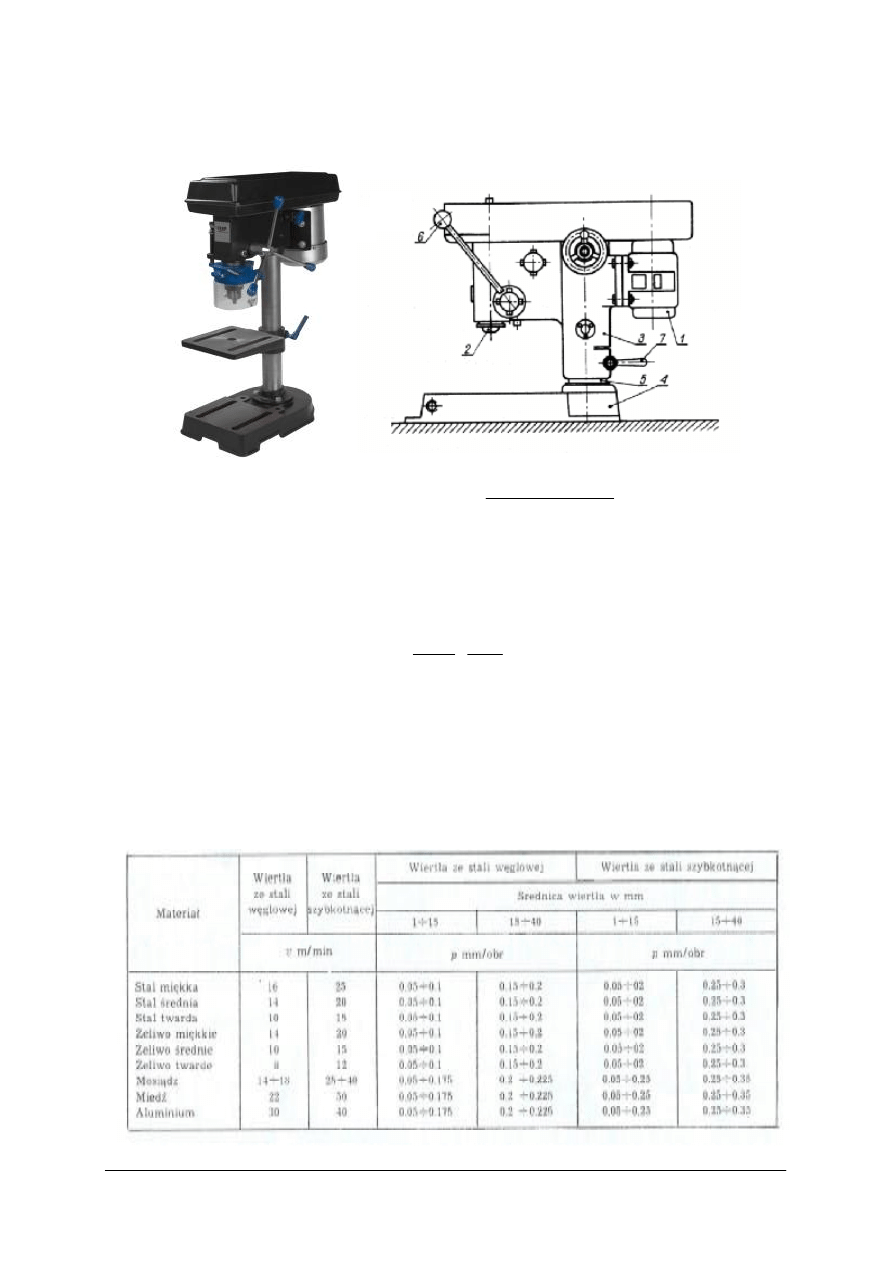
Narzędzia używane do wiercenia, rozwiercania i pogłębiania otworów nazywa się
wiertarkami. W zależności od sposobu napędu wrzeciona rozróżnia się wiertarki z napędem
ręcznym, elektrycznym lub pneumatycznym. Wiertarki można również podzielić ze względu na
sposób użytkowania. Według tego kryterium rozróżnia się wiertarki przenośne oraz stałe.
Wiertarki elektryczne i pneumatyczne można mocować w specjalnych stojakach. Pełnią
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
wówczas rolę wiertarek stołowych. Są to wiertarki najczęściej wykorzystywane w warsztatach
ślusarskich.
Rys. 44. Wiertarka stołowa: a) wygląd, b) budowa: 1 – silnik elektryczny, 2 – wrzeciono, 3 – korpus,
4 – podstawa, 5 – słup, 6 – dźwignia, 7 – zacisk [a) www.narzedziowy.pl, b) 1, s. 69]
Charakterystycznymi parametrami operacji wiercenia są: posuw i szybkość skrawania.
Posuwem nazywa się odcinek drogi, o jaki przesuwa się wiertło wzdłuż swej osi, podczas
jednego obrotu. Posuw mierzy się w milimetrach na obrót i oznaczamy literą p. Natomiast
szybkość skrawania oznacza się litera ν. Jest to prędkość obwodowa punktu leżącego na
obwodzie wiertła. Wyraża się ją wzorem:
Π
=
min
1000
m
dn
ν
gdzie:
−
n – liczba obrotów wiertła na minutę,
−
d – średnica wiertła w mm.
Niżej zamieszczona tabela przedstawia szybkości skrawania i wartości posuwów dla
różnych materiałów.
Tabela 1. Szybkość skrawania v i wartości posuwu p podczas wiercenia wiertłami krętymi [4, s. 162]
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
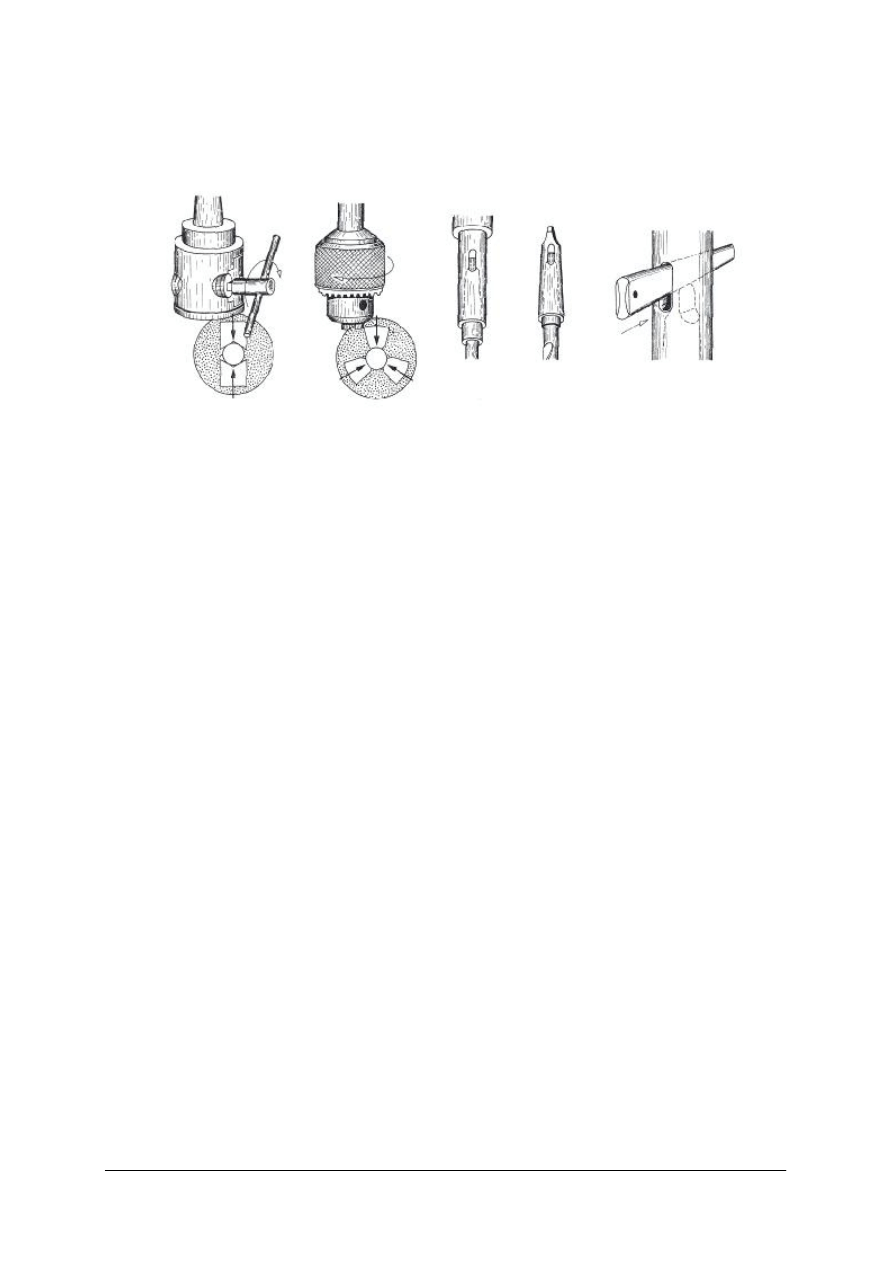
Do mocowania wierteł z chwytem walcowym służą uchwyty trójszczękowe lub
dwuszczękowe znajdujące się na końcówce wrzeciona. Coraz większą popularność zyskują
uchwyty bezkluczykowe.
Rys. 45. Sposoby mocowania wierteł [1, s. 70]
Technika wiercenia:
−
w pierwszej kolejności należy wytrasować oś otworu,
−
następnie należy zaznaczyć punktakiem położenie środka,
−
należy wykonać wiercenie próbne,
−
wykonać wiercenie właściwe,
−
podczas wiercenia głębokich otworów, należy co pewien czas wyjmować wiertło
z otworu, by go oczyścić z wiórów.
Można wiercić otwory przelotowe lub nieprzelotowe. Wykonując wiercenie przelotowe
należy pamiętać o tym, by zastosować z drugiej strony wierconego materiału drewniane
podkładki. Używa się je w celu zabezpieczenia wierconego materiału przed wyrwaniem jego
części w końcowej fazie wiercenia, a wiertła przed ewentualnym uszkodzeniem. Wykonując
wiercenie otworów nieprzelotowych, (o określonej głębokości), należy przed wierceniem
odpowiednio ustawić wskaźnik głębokości. W przypadku braku takiego wskaźnika, głębokość
wierconego otworu należy zaznaczyć na wiertle.
Podczas wiercenia wytwarza się ciepło na skutek tarcia. Podwyższa ono temperaturę
wiertła. Aby nie dopuścić do zbytniego przegrzewania się wierteł, należy stosować ciecze
chłodzące. Posiadają one zarówno właściwości chłodzące, a także i smarujące, co w efekcie
zmniejsza tarcie. Powszechnie są stosowane ciecze wodno – olejowe, czyli tzw. emulsje oraz
ciecze olejowe.
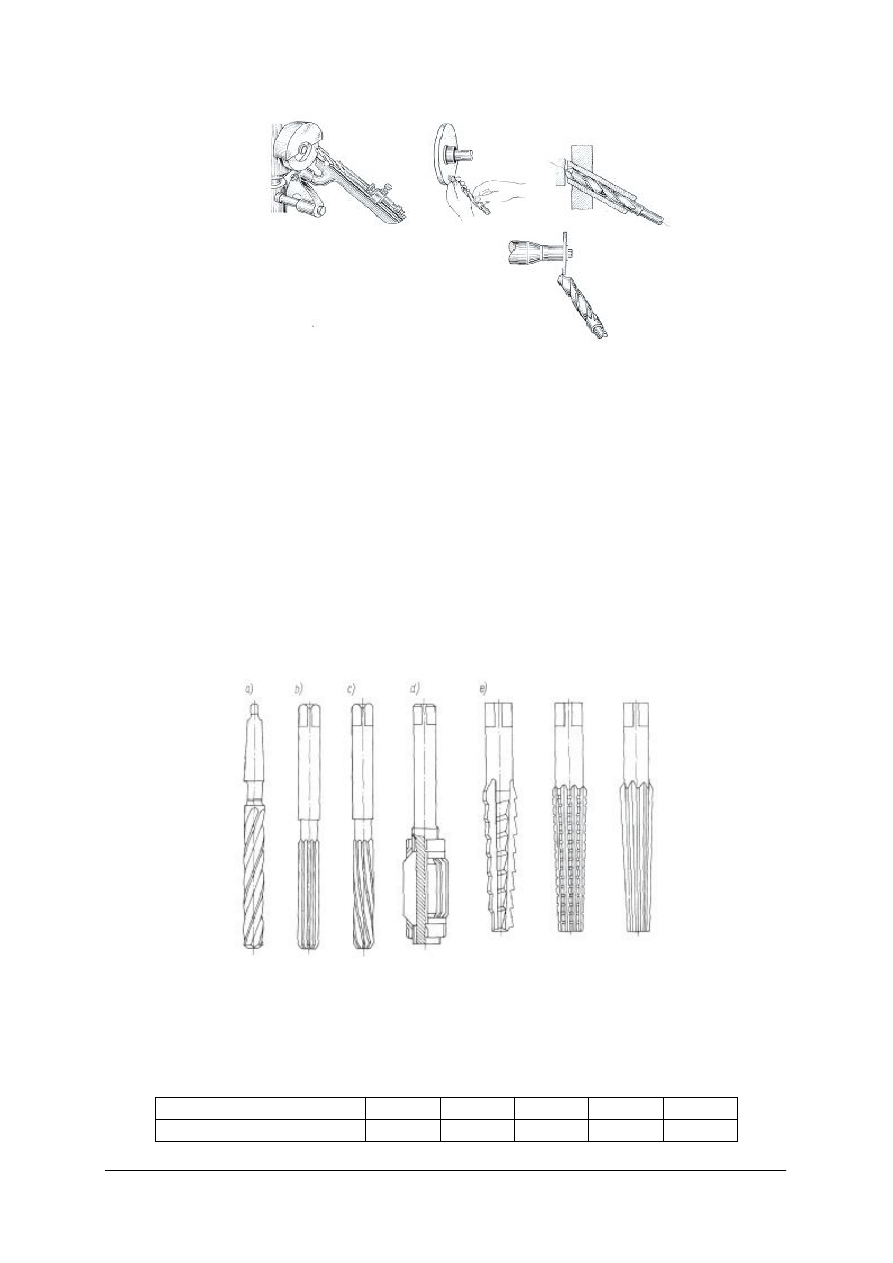
Podczas wykonywania operacji wiercenia krawędzie tnące wierteł ulęgają stępieniu,
dlatego należy je okresowo ostrzyć na szlifierce – ostrzarce. Jest ona wyposażona w specjalny
przyrząd zapewniający właściwe położenie wiertła podczas ostrzenia. Wiertła można również
ostrzyć ręcznie, ale taka operacja wymaga pewnej wprawy. Po naostrzeniu należy sprawdzić
prawidłowość ostrzenia wiertła w specjalnym wzorniku.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 46. Ostrzenie wiertła [4, s. 164]
Rozwiercanie otworów
Do rozwiercania otworów stosowane są narzędzia zwane rozwiertakami. Rozwiercanie
otworów wykonuje się w tym celu, by uzyskać dużą dokładność otworu. Rozwiertaki ze
względu na dokładność obróbki dzieli się na:
−
rozwiertaki wstępne,
−
zdzieraki,
−
wykańczaki.
Rozwiertaki można również podzielić ze względu na rodzaj zębów na narzędzia:
−
z zębami prostymi,
−
z zębami śrubowymi.
Rozróżnia się rozwiertaki ręczne i rozwiertaki maszynowe.
Otwory stożkowe o dużej zbieżności, należy obrabiać kolejno trzema rozwiertakami:
wstępnym, zdzierakiem i wykańczakiem.
Rys. 47. Rodzaje rozwiertaków: a) zdzieraki, b) o zębach prostych, c) o zębach śrubowych, d) nastawny,
e) rozwiertaki stożkowe [1, s. 76]
Przed przystąpieniem do rozwiercania należy ustalić: wartość naddatku na rozwiercanie, liczbę
przejść, szybkość skrawania, wielkość posuwu i sposób chłodzenia.
Tabela . Naddatek na rozwiercanie [4, s. 167]
Średnica otworu (mm)
do 25
26÷35
36÷45
46÷55
56÷65
Naddatek
0,5÷1
1÷1,5
1,5÷2
2÷2,5
2,5÷3
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Pogłębianie otworów
Rys. 48. Pogłębiacze: a) stożkowy, b) czołowe [1, s. 75]
Pogłębianie polega na powiększeniu na pewnej długości otworu, w celu ścięcia jego
ostrych krawędzi lub wykonania wgłębienia, na umieszczenie walcowego lub stożkowego łba
wkręta lub nitu. Pogłębianie wykonuje się przy pomocy pogłębiaczy. Wyróżnia się pogłębiacze
stożkowe i czołowe.
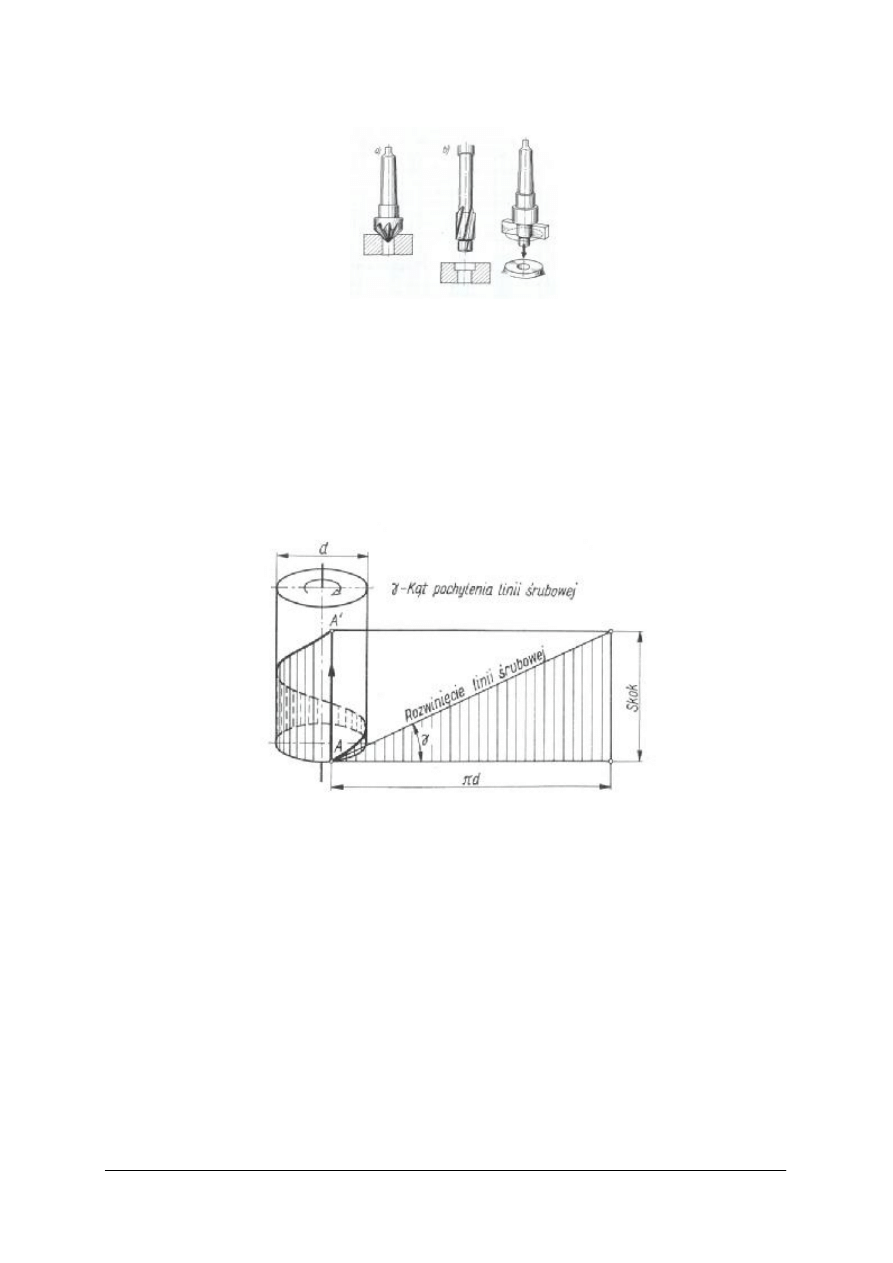
Ręczne nacinanie gwintów
Gwintowanie, czyli nacinanie gwintów, polega na wykonaniu na powierzchni wałka lub
otworu specjalnych wgłębień wzdłuż linii śrubowej.
Rys. 49. Powstanie linii śrubowej [4, s. 169]
W gwincie wyróżnia się takie elementy jak:
−
występ,
−
bruzdę,
−
zarys gwintu – (zarys występu i bruzdy w płaszczyźnie przechodzącej przez oś gwintu),
−
kąt gwintu α – (kąt zawarty między bokami zarysu).
W zależności od kierunku nacięcia gwintu rozróżnia się gwint prawy i lewy. Gwinty
charakteryzują
się
następującymi
wielkościami:
średnicą zewnętrzną d, średnica
wewnętrzną d
3
, średnicą podziałową d
2
, skokiem gwintu oraz podziałką p.
W zależności od zarysu rozróżnia się gwinty: trójkątne, prostokątne, trapezowe (symetryczne
i niesymetryczne) oraz okrągłe. Gwinty trójkątne metryczne omówione są w normie
PN-83/M-02013, natomiast gwinty calowe: PN-75/M-02025 i PN-75/M-02046.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Przykłady oznaczenia gwintów:
M12 – gwint metryczny zwykły,
M12x1,5 – gwint metryczny drobnozwojny,
M16 LH – gwint lewozwojowy,
Tr 48x8 – gwint trapezowy symetryczny,
S 48x8 – gwint trapezowy niesymetryczny.
Rys. 50. Rodzaje gwintów: a) trójkątny, b) trapezowy symetryczny, c) prostokątny, d) trapezowy
niesymetryczny, e) okrągły, f) wielkości charakteryzujące gwint, 1 – wystep, 2 – bruzda, 3 – zarys,
p – podziałka, d
3
– średnica wewnętrzna, d
2
– średnica podziałowa, d – średnica zewnętrzna,
H –wysokość gwintu, α kąt zarysu gwintu [4, s. 168]
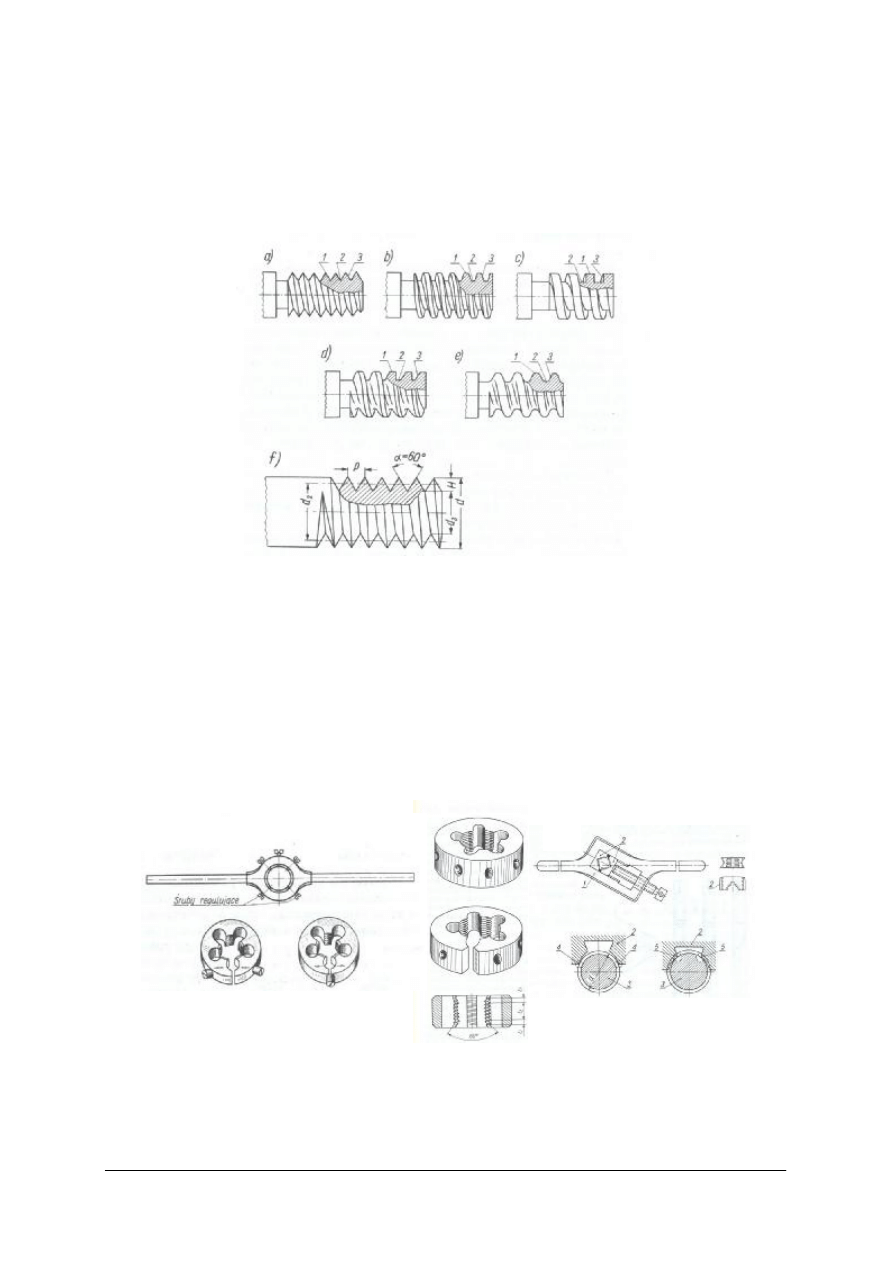
Do nacinania gwintów zewnętrznych (śrub) służą narzynki, natomiast do wykonywania
gwintów wewnętrznych (nakrętek) służą gwintowniki.
Narzynki są to stalowe hartowane pierścienie, wewnątrz nagwintowane, z wywierconymi
otworami, które tworzą krawędzie tnące i jednocześnie służą do odprowadzania wiórów.
Wyróżnia się narzynki:
−
okrągłe pełne i przecięte,
−
dzielone – do nacinania gwintów zewnętrznych.
Rys. 51. Narzynki: a) oprawka z pokrętką do narzynek okrągłych, b) narzynki okrągłe, c) narzynka dzielona
[1, s. 81]
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
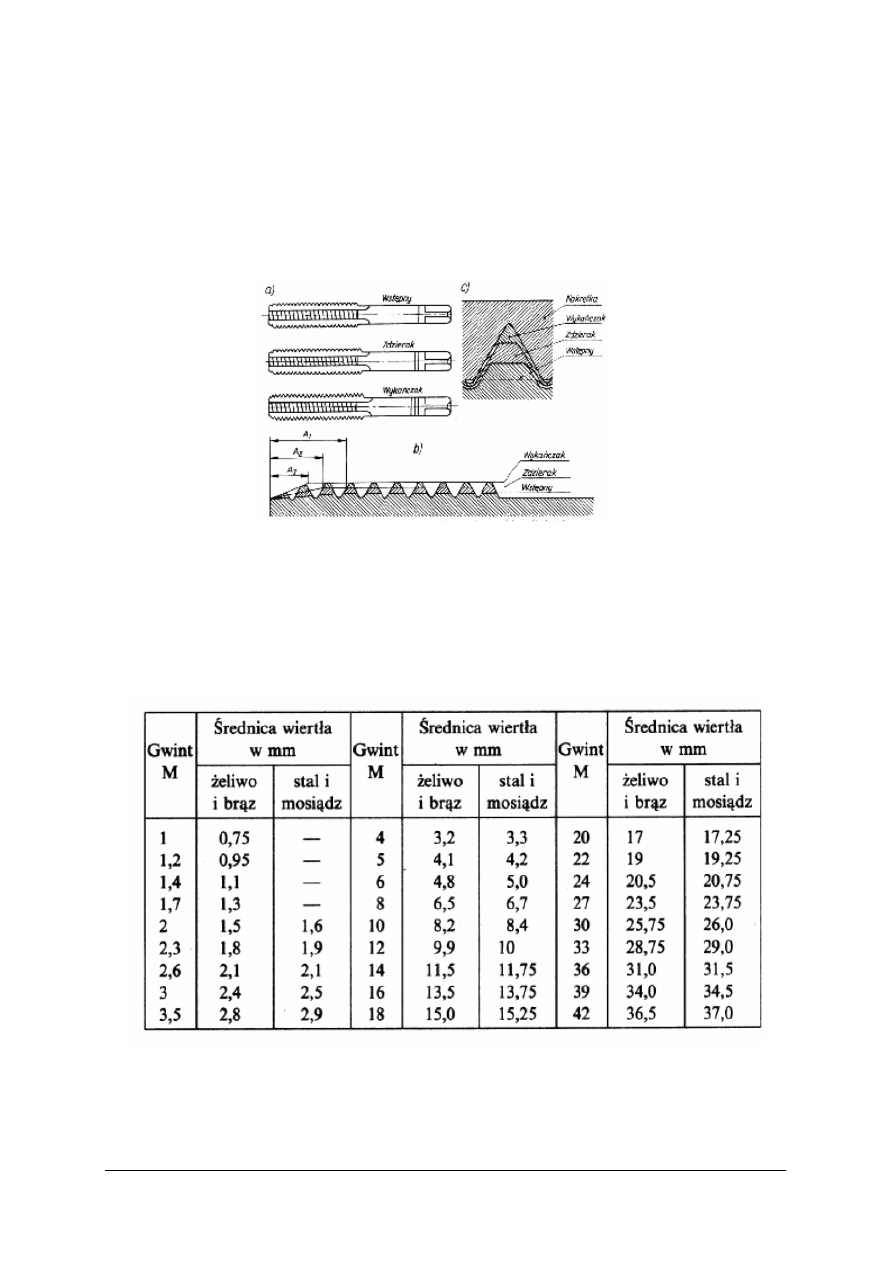
Gwintownik ma kształt śruby o stożkowym zakończeniu z rowkami wyciętymi na
powierzchni wzdłuż jego osi. Narzędzie składa się z części roboczej i chwytu. Do gwintowania
otworów używa się zwykle kompletu składającego się z trzech gwintowników:
−
wstępnego – do wykonania części zarysu gwintu,
−
zdzieraka – do wykonania pogłębienia zarysu gwintu,
−
wykańczaka – nacina pełny zarys gwintu.
Rys. 52. Gwintowniki ręczne: a) komplet gwintowników, b) kolejne zarysy gwintu wykonane poszczególnymi
gwintownikami, c) rozkład warstw zdejmowanych gwintownikami o długości części skrawających A
1
,
A
2
, A
3
[4, s. 175]
Przed gwintowaniem należy wykonać odpowiedni otwór. Otwór powinien mieć średnicę
mniejszą niż średnica zewnętrzna gwintownika. Dobór średnicy wiertła do wykonania otworu
pod odpowiedni gwint przedstawia poniższa tabela.
Tabela 3. Średnice wierteł do otworów pod gwinty [4, s. 175]
Technika nacinania gwintów wewnętrznych
Przedmiot z wywierconym otworem należy umocować w imadle. W otwór wkłada się
nasmarowany gwintownik. Przed rozpoczęciem nacinania sprawdza się prostopadłość jego
położenia w co najmniej dwóch płaszczyznach. Następnie należy pokręcać gwintownikiem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
w prawo do tego momentu, aż powstanie pierwsza bruzda. W dalszym ciągu gwintownik
będzie się wgłębiał samoczynnie, wystarczy jedynie pokręcać go dookoła jego osi. Po
wykonaniu pełnego obrotu gwintownik należy cofnąć o pół obrotu w lewo. Czynności te
należy powtarzać aż do nacięcia całego gwintu.
Rys. 53. Gwintowanie: a) technika gwintowania, b) kolejność wykonywanych czynności [4, s. 176]
Technika nacinania gwintów zewnętrznych
W czasie nacinania gwintu należy zwracać szczególną uwagę na prostopadłe położenie
narzynki względem osi sworznia. Narzynkę nakłada się na koniec sworznia i rozpoczyna się
nacinanie poprzez obrót w prawo. Po wykonaniu pełnego obrotu należy cofnąć narzynkę o pół
obrotu w lewo. Czynności należy powtarzać, aż do nacięcia gwintu.
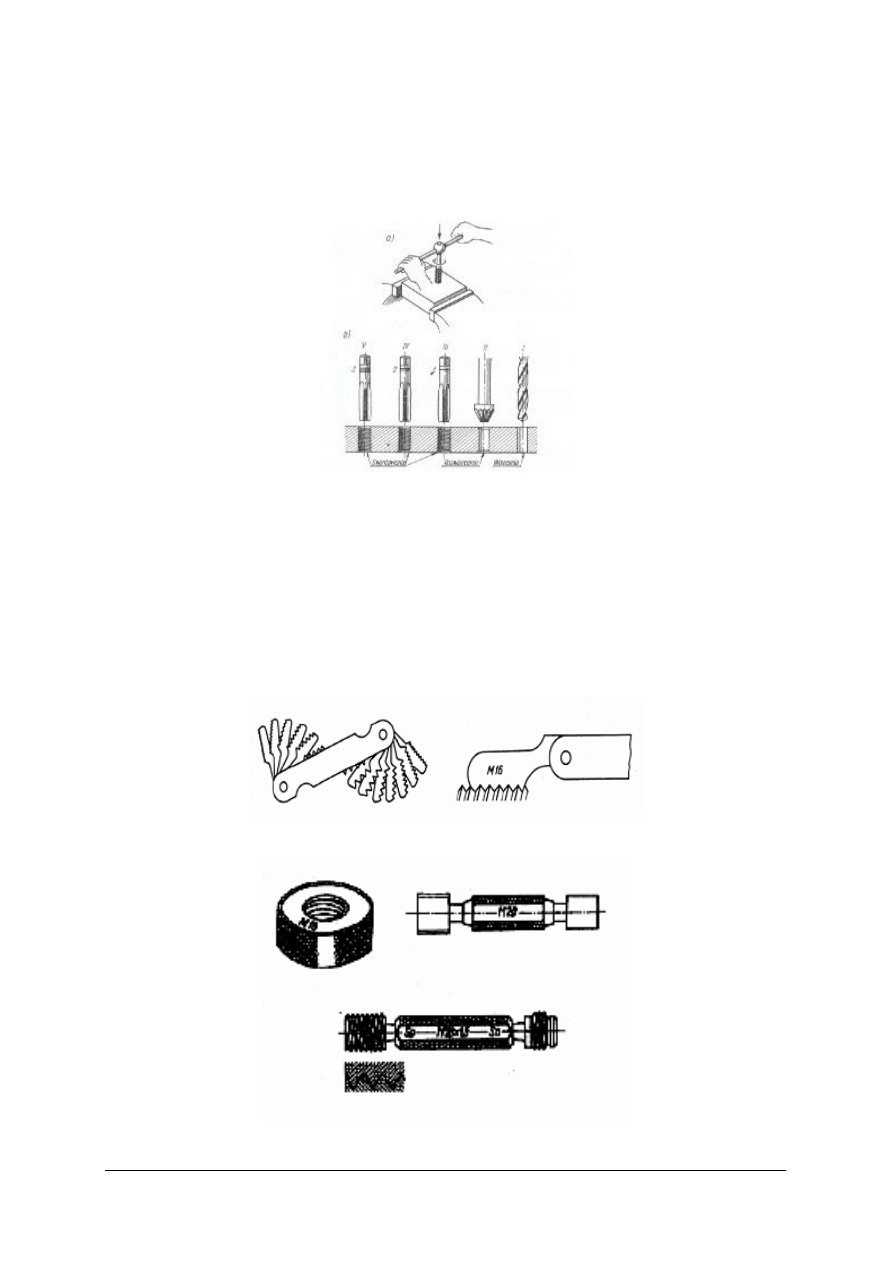
W celu sprawdzenia wykonanego gwintu używa się suwmiarek lub wzorników. Średnicę
zewnętrzną gwintu sprawdza się suwmiarką, natomiast prawidłowość zarysu gwintu oraz skok
sprawdza się wzornikiem. Można sprawdzać gwinty również za pomocą specjalnych
sprawdzianów jedno- i dwugranicznych.
Rys. 54. Wzorniki do gwintów i sposób sprawdzania [4, s. 179]
Rys. 55. Sprawdziany do gwintów [4, s. 178]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Organizacja stanowiska do obróbki ręczno – maszynowej bhp podczas wiercenia
Proces obróbki maszynowo – ręcznej polega na takim posługiwaniu się maszynami
i urządzeniami, w którym udział pracy ręcznej robotnika jest nadal dość widoczny. Robotnicy
w trakcie pracy mogą posługiwać się narzędziami zmechanizowanymi, napędzanymi przez
różnego rodzaju źródła (np. energię elektryczną, sprężone powietrze).
Przygotowując wiertarkę do pracy należy zadbać o właściwe zamocowanie wiertła.
W wiertarkach elektrycznych przed rozpoczęciem pracy należy dokładnie sprawdzić stan
przewodu i wtyczki. Wszystkie obracające się części napędowe wiertarki podczas wiercenia
powinny być zabezpieczone osłonami, a wiertarka uziemiona. Używając wiertarki
pneumatycznej należy przed połączeniem wiertarki z przewodem gumowym przedmuchać
przewód powietrzem, aby usunąć z niego pył i wodę. Przygotowując wiertarkę stołową do
pracy należy solidnie ustawić i przymocować obrabiany przedmiot na stole wiertarki.
Następnie należy ustawić odpowiednią prędkość obrotową wrzeciona i posuw. Nie wolno
zakładać narzędzi podczas pracy ruchu wiertarki. Wióry należy usuwać tylko szczotką i po
wyłączeniu wiertarki. Należy pamiętać o zachowaniu zasad bezpieczeństwa podczas obróbki
ręczno – maszynowej. Podczas gwintowania nie należy używać narzędzi uszkodzonych, oraz
usuwać wiórów palcami. Ubiór pracownika nie może mieć żadnych luźnych i zwisających
części. Mankiety rękawów powinny być obcisłe, a głowa nakryta ochronnym nakryciem.
W czasie pracy nie wolno używać uszkodzonych narzędzi. Należy także pamiętać o tym, by po
skończonej pracy wyłączyć urządzenie.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich elementów składa się wiertło kręte?
2. Ile powinna wynosić wartość kąta wierzchołkowego wiertła do obróbki miedzi?
3. Jakie wielkości charakteryzują wiercenie?
4. Od czego zależy prędkość obrotowa podczas wiercenia?
5. Z jakich elementów składa się wiertarka stołowa?
6. O czym należy pamiętać wykonując wiercenie otworów przelotowych?
7. Jaką rolę spełniają płyny podczas wiercenia?
8. W jaki sposób należy ostrzyć wiertła?
9. Jakie znasz rodzaje rozwiertaków?
10. O czym należy pamiętać przed wykonaniem rozwiercania?
11. Na czym polega pogłębianie otworów?
12. Jak powstaje gwint?
13. Jakie znasz rodzaje gwintów w zależności od ich zarysów?
14. Jak na rysunku oznaczamy gwint trapezowy symetryczny?
15. Do czego służy narzynka?
16. Jakie jest przeznaczenie gwintownika?
17. W jaki sposób nacinamy gwint wewnętrzny?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.7.3. Ćwiczenia
Ćwiczenie 1
Dobierz średnicę wiertła do wykonania otworu pod gwint M12 w stalowej pokrywie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) odszukać w poradniku tabelę doboru średnic pod gwintowane otwory,
3) odczytać wartość z tabeli,
4) zapisać średnicę wiertła.
Wyposażenie stanowiska pracy:
−
poradnik ślusarza,
−
suwmiarka,
−
wiertła kręte.
Ćwiczenie 2
Dobierz narzędzia i wykonaj wiercenie, rozwiercanie i pogłębianie, według schematu
przedstawionego na rysunku w stalowej płytce.
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zapoznać się z rysunkiem,
3) dobrać odpowiedni wymiar i kształt wiertła krętego, rozwiertaka, pogłębiacza,
4) sprawdzić poprawność działania wiertarki stołowej,
5) zamocować wiertło w uchwycie wiertarskim,
6) zamocować przedmiot,
7) wykonać wiercenie,
8) sprawdzić wymiar otworu,
9) zamocować rozwiertak w uchwycie wiertarskim,
10) wykonać rozwiercenie,
11) sprawdzić wymiary otworu,
12) zamocować pogłębiacz w uchwycie wiertarskim,
13) wykonać pogłębianie,
14) sprawdzić wymiary otworu,
15) pamiętać o przepisach bhp,
16) uporządkować stanowisko pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Wyposażenie stanowiska pracy:
−
wiertła kręte,
−
zestaw rozwiertaków,
−
zestaw pogłębiaczy,
−
wiertarka stołowa,
−
suwmiarka uniwersalna,
−
imadło maszynowe.
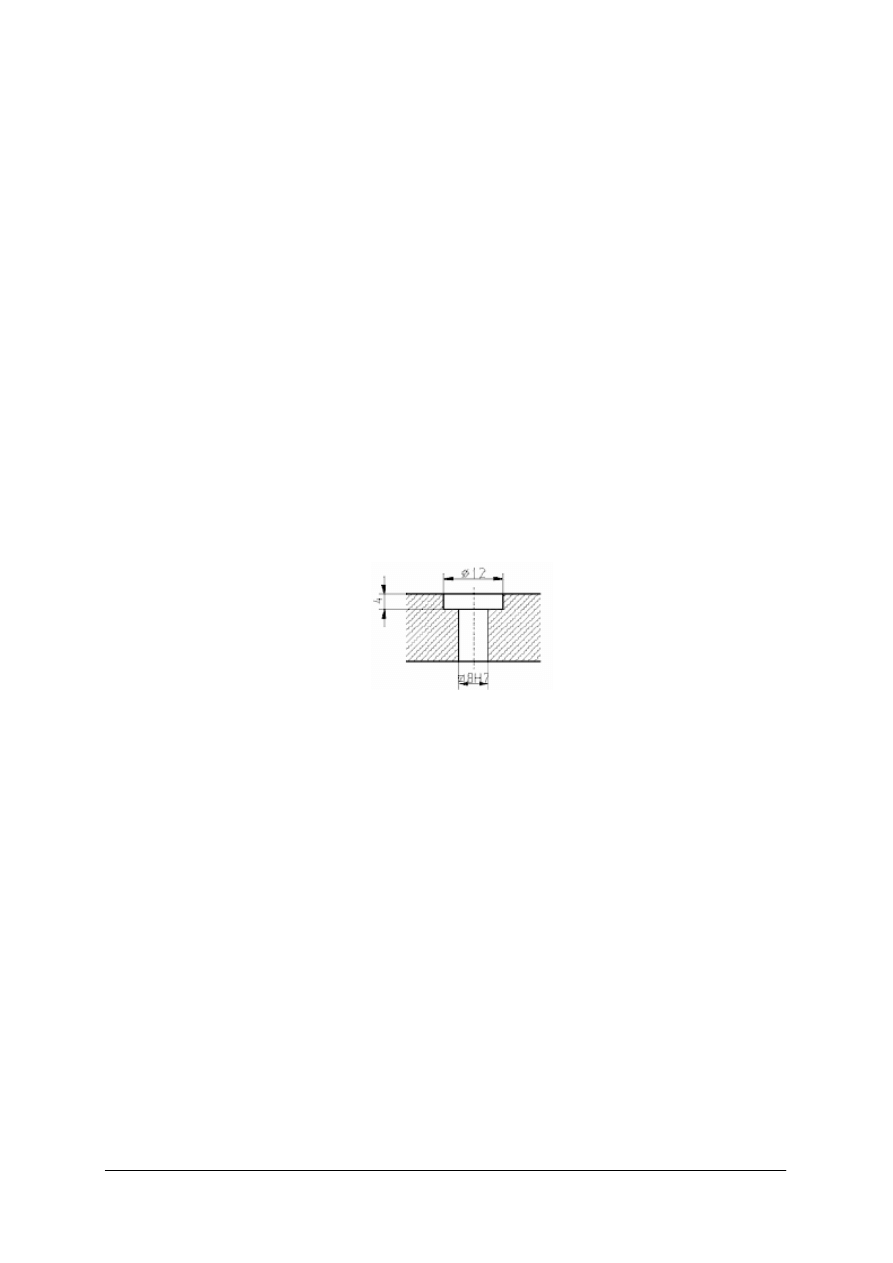
Ćwiczenie 3
Wykonaj gwint wewnętrzny M12 w otworze przelotowym wykonanym w płytce
z aluminium. Dobierz odpowiednie narzędzia do sprawdzenia gwintu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zamocować płytkę w imadle,
3) przygotować komplet gwintowników,
4) przygotować pokrętło do gwintowników,
5) przygotować narzędzia do sprawdzania gwintów,
6) naciąć gwint używając kolejnych gwintowników,
7) sprawdzić poprawność wykonania gwintu,
8) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
komplet gwintowników,
−
pokrętło do gwintowników,
−
imadło maszynowe,
−
sprawdziany do gwintów,
−
płytka z otworem pod gwint M12.
Ćwiczenie 4
Od nauczyciela otrzymasz wiertło. Naostrz go używając do tego celu szlifierki do
szlifowania powierzchni. Wytłumacz, w jakim celu wykonywana jest ta operacja.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) ostrzyć wiertło na szlifierce,
3) sprawdzić poprawność wykonanego ostrzenia,
4) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
wiertła,
−
szlifierka,
−
narzędzia do sprawdzenia wiertła po szlifowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać średnicę wiertła do wykonania otworu?
2) wykonać pogłębienie otworu?
3) dobrać średnicę wiertła do wykonania otworu pod gwint?
4) wykonać gwint wewnętrzny w otworze przelotowym?
5) wyjaśnić od czego zależy prędkość obrotowa podczas wiercenia?
6) powiedzieć w jaki sposób ostrzymy wiertła?
7) wykonać ostrzenie wiertła?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.8. Lutowanie twarde i miękkie
4.8.1. Materiał nauczania
Lutowanie jest to proces łączenia części, głównie metali, za pomocą wprowadzania
między łączone powierzchnie innego roztopionego metalu lub stopu (lutu). Podczas lutowania
części łączone pozostają w stanie stałym, natomiast lut przenika do szczeliny między nimi.
W czasie tego procesu wykorzystuje się siły adhezji i dyfuzji między cząsteczkami lutu
i
łączonymi elementami. W zależności od temperatury topnienia lutu rozróżnia się:
−
lutowanie miękkie – temperatura topnienia lutu poniżej 500
0
C,
−
lutowanie twarde – temperatura topnienia lutu powyżej 500
0
C.
Lutowanie miękkie jest stosowane do uszczelniania zbiorników i naprawiania wyrobów
blaszanych. Luty miękkie są wykonane w postaci prętów, drutu, płytek, proszków, pałeczek.
Najczęściej stosowane luty są cynowo – ołowiowe, cynowe, cynowo-ołowiowe, cynkowe,
kadmowe, bizmutowe, na osnowie indu, na osnowie galu.
Do lutowania niezbędne są również topniki, bez których lut się utlenia i źle wypełnia
szczeliny między łączonymi powierzchniami. Topnikami do lutowania miękkiego stali i miedzi
używana jest woda lutownicza (chlorek cynku). Lutowanie wykonuje się za pomocą
lutownicy.
Przebieg lutowania:
−
usunięcie z powierzchni łączonych rdzy, tłuszczu, farby itp.,
−
oczyszczenie powierzchni za pomocą topników,
−
rozgrzanie lutownicy i potarcie jej ostrza o topnik,
−
przyłożenie ostrza lutownicy do miejsca lutowania i pociągnięcie jej ostrzem wzdłuż
miejsca lutowania.
Lutowanie twarde stosowane jest do połączeń ślusarskich. Między innymi używa się go
w produkcji narzędzi skrawających. Lutami twardymi jest miedź lub jej stopy, stopy srebra
z miedzią, cynkiem i inne. Lutowanie twarde daje w efekcie połączenia szczelne i wytrzymałe
na rozerwanie. Jako topniki do lutowania twardego używa się boraks oraz kwas borowy
z domieszkami chlorków i fluorków sodu, potasu i innych. Źródłem ciepła podczas lutowania
twardego może być: płomień gazowy, urządzenie do grzania oporowego, łukowego,
indukcyjnego, a także ognisko kowalskie.
Przebieg lutowania:
−
oczyszczenie elementów łączonych,
−
nasmarowanie elementów roztworem boraksu,
−
ułożenie między łączone powierzchnie lutu,
−
powiązanie obydwu części drutem i posypanie boraksem,
−
nagrzanie w ognisku kowalskim, w płomieniu palnika lub lampy lutowniczej.
Podczas lutowania należy pamiętać o przestrzeganiu zasad bhp. Należy zawsze chronić
ciało i ubiór przed żrącymi działaniami kwasów. Przygotowując wodny roztwór kwasu należy
także pamiętać o tym, aby zawsze wlewać kwas do wody, a nie odwrotnie.
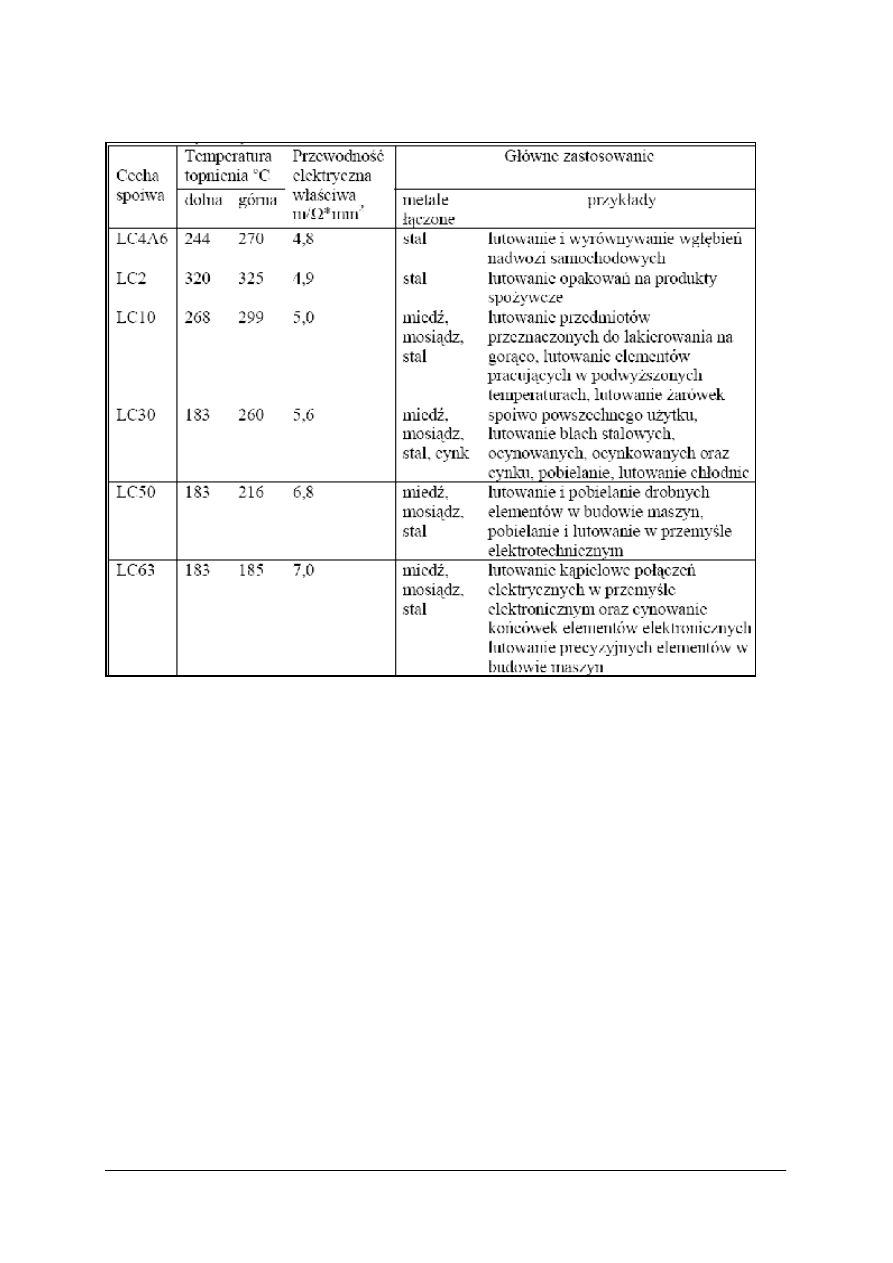
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Tabela 4. Spoiwa cynowo – ołowiowe
Zasady bezpiecznej pracy podczas lutowania
Pracując z kwasami należy chronić ciało i ubiór przed ich żrącym działaniem. Należy
pamiętać aby przygotowując wodny roztwór kwasu zawsze wlewać kwas do wody, a nie
odwrotnie. Stosując lutownicę elektryczną należy sprawdzić, czy jest uziemiona. Podczas
lutowania zbiorników po cieczach łatwopalnych należy dobrze wypłukać zbiornik i lutować go,
gdy jest częściowo napełniony wodą.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega proces lutowania?
2. Jakie znasz rodzaje lutowania?
3. Co to jest lut i do czego służy?
4. W jakiej dolnej granicy temperatury wykonuje się lutowanie twarde?
5. Jaka jest technika wykonywania lutowania twardego?
4.8.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie lutowane płytek stalowych rozmieszczonych w sposób przedstawiony
na rysunku poniżej.
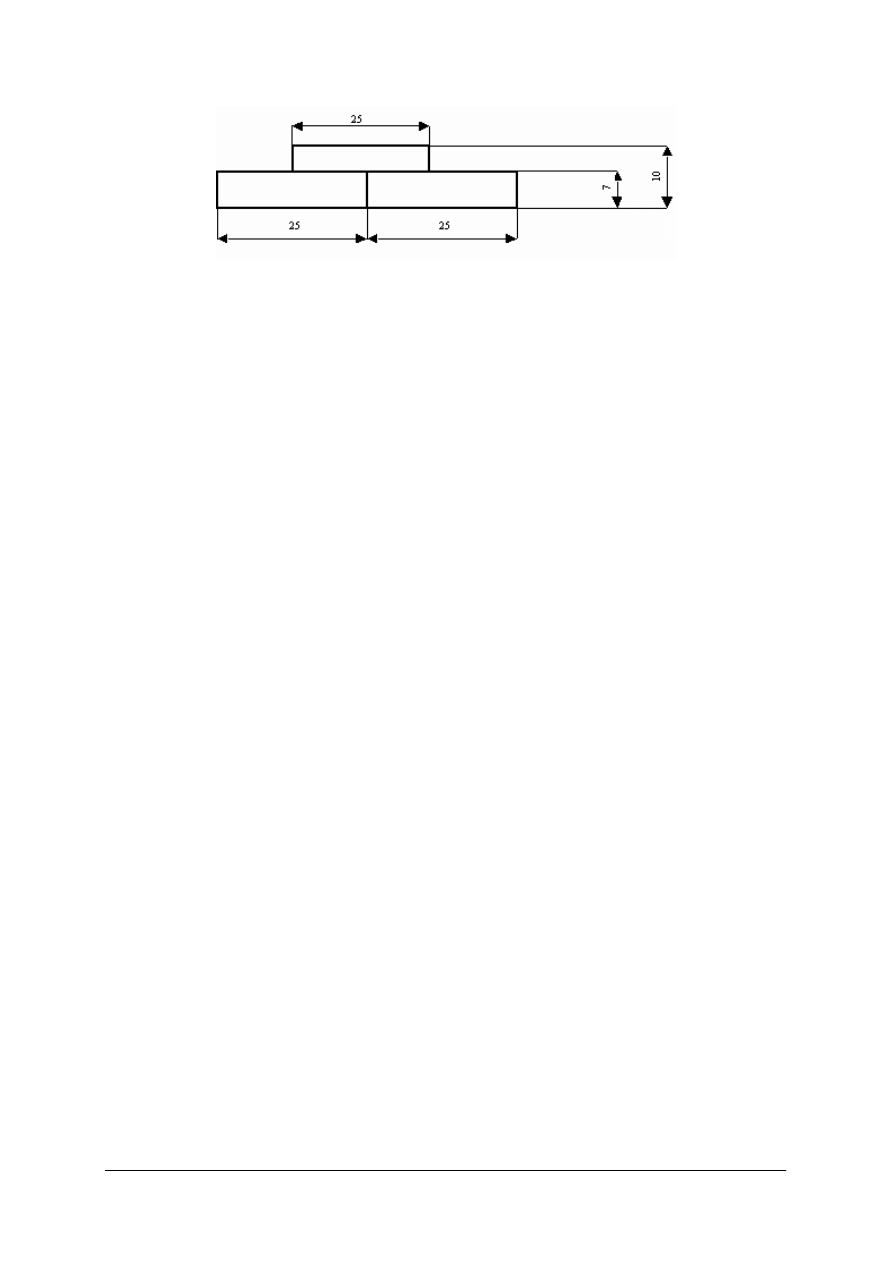
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) zapoznać się z rysunkiem,
3) oczyścić powierzchnie łączone,
4) nagrzać główkę lutownicy i potrzeć jej główkę o topnik,
5) dotknąć główką do lutu tak by po stopieniu na części roboczej osadziła się warstewka
stopu,
6) przyłożyć ocynowaną część roboczą główki do miejsca lutowanego,
7) potrzeć i rozprowadzić stop wzdłuż szwu aż do połączenia powierzchni.
Wyposażenie stanowiska pracy:
−
płytki stalowe,
−
narzędzia pomiarowe,
−
narzędzia do oczyszczenia powierzchni,
−
lutownica,
−
topniki,
−
lut.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić różnicę pomiędzy lutowaniem twardym i miękkim?
2) wyjaśnić, do czego służy lut?
3) przedstawić przebieg lutowaniem twardym?
4) zlutować stalowe płytki?
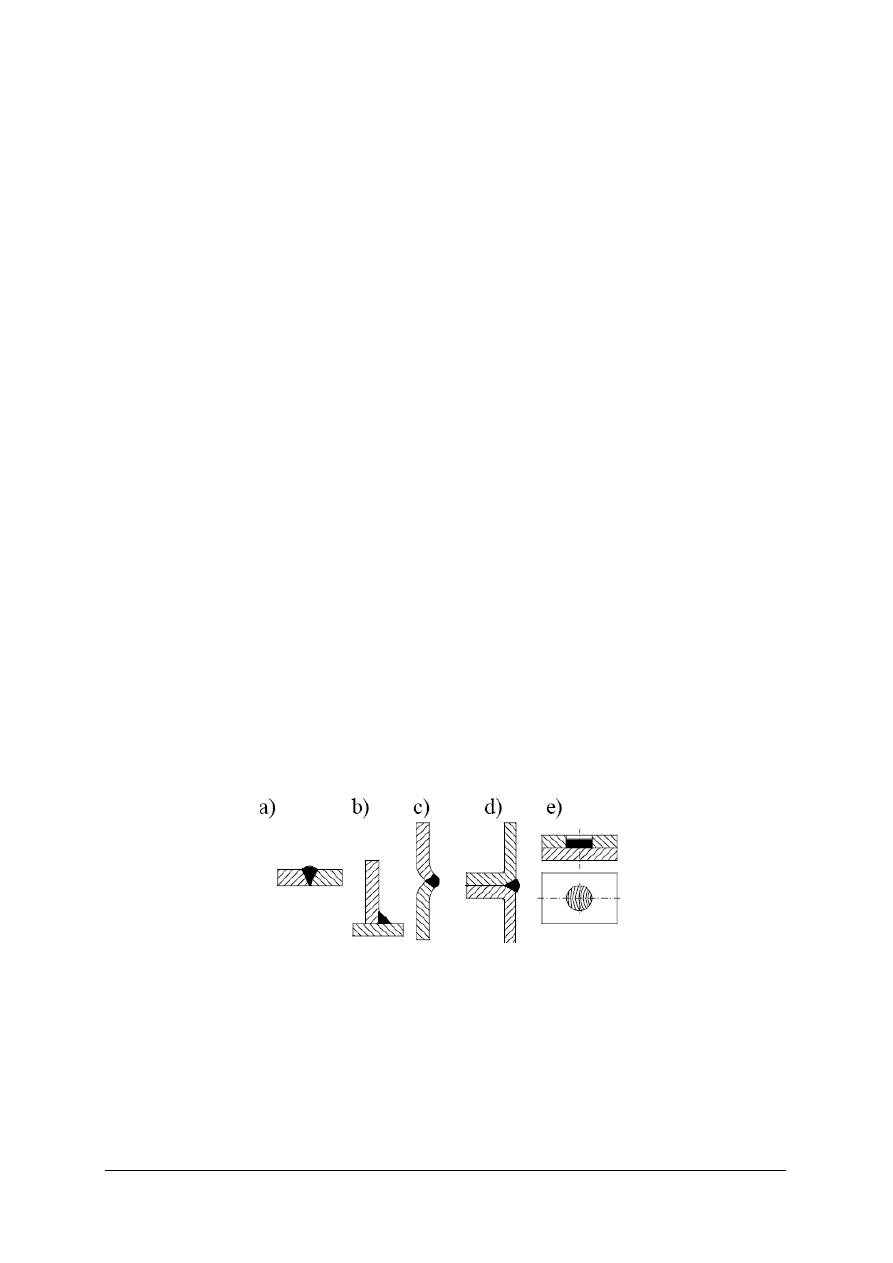
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.9. Spawanie elektryczne i gazowe
4.9.1. Materiał nauczania
Spawanie jest to proces łączenia materiałów poprzez nagrzanie ich i stopienie w miejscu
łączenia z dodaniem lub bez dodania spoiwa. Stopione spoiwo wraz ze stopionymi brzegami
części łączonych, tworzy po ostygnięciu spoinę. W zależności od źródła ciepła użytego do
stopienia materiału i spoiwa wyróżnia się: spawanie elektryczne (łukowe, elektronowe,
elektrożużlowe) oraz spawanie gazowe.
Stanowisko robocze spawacza powinno być odgrodzone od otoczenia zasłonami
zabezpieczającymi przed działaniem szkodliwych promieni. Spawacz w czasie pracy powinien
mieć odpowiednie ubranie robocze, rękawice, skórzany fartuch, a także czapkę.
Nie wszystkie metale nadają się do spawania. Szczególnie trudno spawalne są stale
wysokowęglowe i stopowe, żeliwo, brązy i nikiel. Do materiałów łatwo spawalnych możemy
zaliczyć: stale o małej zawartości węgla (do 0,27%) oraz ołów, aluminium i stopy magnezu.
Spawanie elektryczne łukowe
Spawanie elektryczne łukowe polega na wytworzeniu między elektrodą spawalniczą
a materiałem spawanym łuku elektrycznego wydzielającego ciepło. Pod wpływem tego ciepła
topią się brzegi łączonych części, a także dodawane spoiwo. Spawane złącze powstaje podczas
przesuwania odpowiednim ruchem elektrody wzdłuż łączonych brzegów.
Do spawania elektrycznego łukowego używa się elektrod:
−
topliwych,
−
nietopliwych.
Elektrody topliwe dzieli się na otulone i nie otulone. Elektrody otulone w zależności od
grubości otulin dzieli się na cienko otulone, średnio otulone i grubo otulone. Są to pręty
pokryte specjalną masą tworzącą otulinę. Topi się ona w łuku jednocześnie z metalowym
rdzeniem. Elektrody nie otulone (goły metalowy drut) nie są zalecane do spawania
elektrycznego w atmosferze powietrza, ponieważ powstała spoina będzie miała bardzo niskie
własności mechaniczne.
Rys. 56. Rodzaje spoin: a) czołowe, b) pachwinowa, c) brzeżna, d) grzbietowa [1, s. 199]
Do spawania elektrycznego używa się: przetwornice, transformatory lub prostowniki
spawalnicze.
Spawanie metodami MIG/MAG
Jest to spawanie łukowe elektrodą topliwą, które odbywa się w osłonach gazowych.
Metoda MIG- polega na spawaniu w osłonie gazów obojętnych, a MAG- w osłonie gazów
aktywnych. Obecnie jest to jedna z najpowszechniej stosowanych metod spawania konstrukcji.
Dokładna osłona jarzącego się łuku między topliwą elektrodą, a spawanym materiałem
gwarantuje formowanie spoiny w bardzo korzystnych warunkach. Spawanie tymi metodami

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
może mieć zastosowanie do wykonania połączeń wszystkich metali, w tym również wysokiej
jakości. Tak więc tymi metodami można spawać stale węglowe i niskostopowe, stale odporne
na korozję, aluminium, miedź, nikiel i ich stopy. Spawanie MIG/MAG polega na stapianiu
materiału spawanego i materiału elektrody topliwej ciepłem łuku elektrycznego jarzącego się
pomiędzy elektrodą topliwą i spawanym przedmiotem. Proces spawania odbywa się w osłonie
gazu obojętnego (MIG) lub aktywnego (MAG). Metal spoiny formowany jest z metalu
stapiającego się drutu elektrodowego i nadtopionych brzegów materiału spawanego.
Podstawowe gazy ochronne stosowane do spawania MIG/MAG to gazy obojętne: argon, hel
oraz gazy aktywne: CO2, H2, O2, N2, i NO, stosowane oddzielnie lub tylko jako dodatki do
argonu czy helu. Elektroda topliwa w postaci drutu pełnego, zwykle o średnicy od 0,5 do
4,0 mm, podawana jest w sposób ciągły przez specjalny system podający, z prędkością od
2,5 m/min. Palnik chłodzony może być wodą lub powietrzem.
Spawanie metodą TIG
Jest to spawanie łukowe elektrodą nietopliwą w osłonie gazu. Łuk zostaje zajarzony
między końcem elektrody wolframowej a metalem rodzimym złącza. Elektroda w czasie
spawania się nie stapia. Zadaniem spawacza jest utrzymanie stałej długości łuku. Wartość
natężenia prądu jest nastawiana na źródle prądu. Jeziorko jest osłaniane przez gaz obojętny
wypierający powietrze z obszaru łuku. Jako gaz ochronny najczęściej stosowany jest argon.
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania konstrukcji,
zwłaszcza ze stali wysokostopowych, stali specjalnych, stopów niklu, aluminium, magnezu,
tytanu i innych. Spawać można w szerokim zakresie grubości złączy, od dziesiętnych części
mm do nawet kilkuset mm. Spawanie TIG prowadzone może być prądem stałym lub
przemiennym.
Spawanie gazowe
Proces ten polega na stopieniu brzegów materiałów łączonych i spoiwa ciepłem
powstającym przy spalaniu acetylenu, w obecności tlenu. Spawanie gazowe stosuje się przede
wszystkim do spawania przedmiotów stalowych o niewielkich grubościach, takich jak np.
zbiorniki, czy rury. Gazy sprężone (tlen i acetylen) są przechowywane w odpowiednich
butlach. Butle tlenowe są produkowane o pojemności 0,5–50 l i malowane na niebiesko
z czarnym napisem. Butle acetylenowe , produkowane są najczęściej o pojemności 40 litrów
i malowane na kolor żółty z czerwonym napisem. Pobieranie gazu z butli wymaga
zastosowania reduktora, którego zadaniem jest obniżenie ciśnienia wylotowego gazu przez
czas pracy. Palnik do spawania jest urządzeniem w którym następuje dokładne wymieszanie
gazu palnego z tlenem, w wyniku czego otrzymujemy płomień o stałej wydajności, określonym
kształcie, właściwościach chemicznych i fizycznych.
Nowoczesne metody łączenia metali
Do nowoczesnych metod łączenia metali możemy zaliczyć:
−
spawanie laserowe,
−
spawanie plazmowe,
−
lutowanie laserowe.
Spawanie laserowe polega na stapianiu obszaru styku łączonych przedmiotów ciepłem
otrzymanym w wyniku doprowadzenia do tego obszaru skoncentrowanej wiązki światła
koherentnego o bardzo dużej gęstości mocy. Spawanie może się odbywać techniką
z jeziorkiem spoiny, jak w klasycznym spawaniu łukowym, lub techniką z pełnym
przetopieniem złącza, w jednym przejściu lub wielowarstwowo, bez lub z materiałem
dodatkowym.
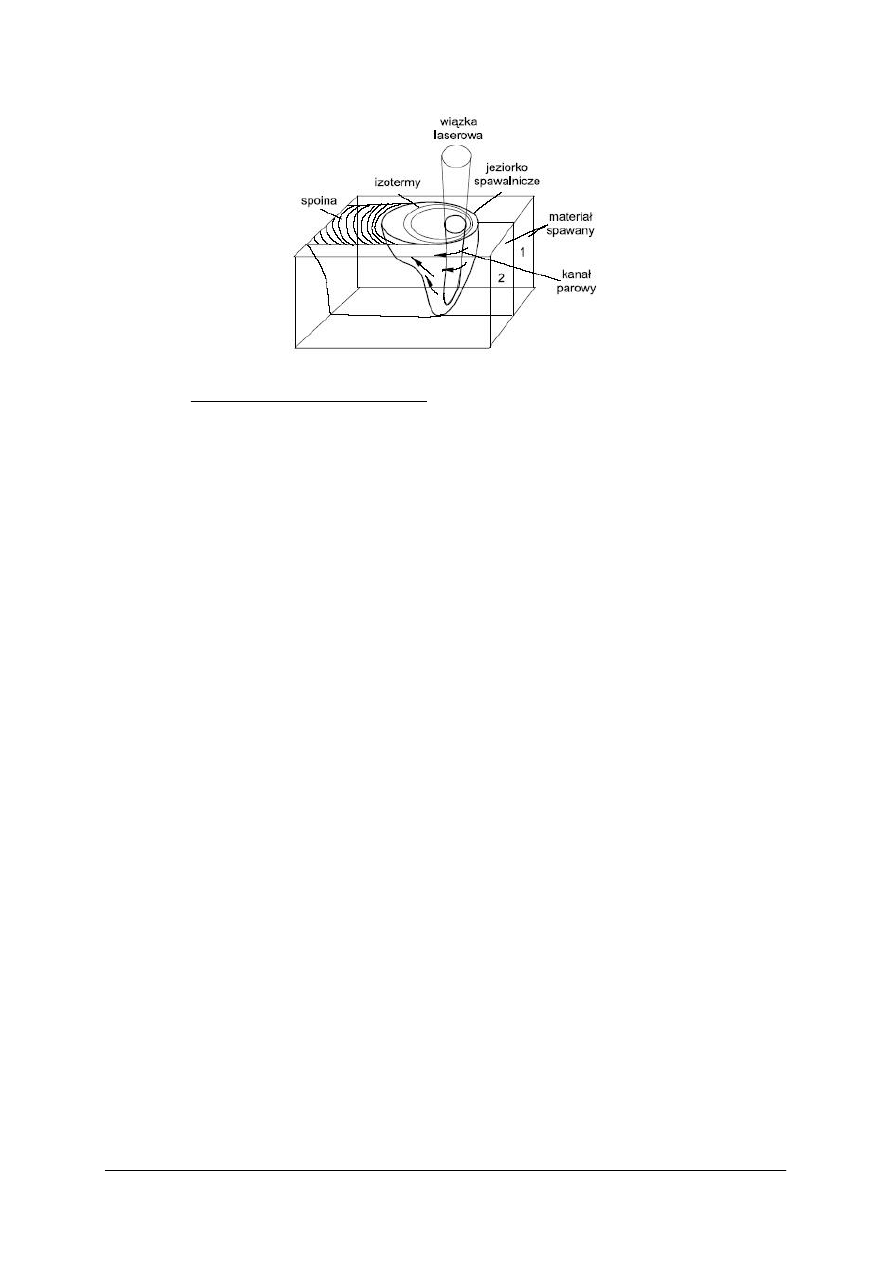
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Rys. 58. Schemat spawania laserowego. Strzałkami został zaznaczony ruch płynnego metalu
[www.technologielaserowe.republika.pl]
Spawanie plazmowe
Aby wytworzyć plazmę, czyli zjonizowany gaz wymagane jest uzyskanie dostatecznie
wysokiej temperatury. Podobnie jak podczas spawania metodą TIG, łuk przy spawaniu
plazmowym powstaje pomiędzy nietopliwą elektrodą wolframową, a materiałem
podstawowym. Temperatury występujące w łuku w metodzie TIG są rzędu 6 000
o
C,
a kolumna łuku ma kształt stożka. Natomiast przy spawaniu plazmowym łuk jest ogniskowany
dzięki specjalnie zaprojektowanej dyszy chłodzonej wodą. Zaletą takiego rozwiązania poza
zawężeniem łuku jest wzrost jego temperatury do około 20 000
o
C.
Lutowanie laserowe to metoda pozwalająca na wykorzystanie specyficznych własności
wiązki lasera diodowego. Jest to zdolność do przenikania wiązki przez materiały
przeźroczyste, możliwość dokładnego pozycjonowania miejsca nagrzewanego i regulowania
ilości ciepła dostarczonego do złącza lutowanego przez precyzyjną regulację mocy i gęstości
mocy wiązki. Lutowanie laserowe znajduje zastosowanie np. do precyzyjnego lutowania
miękkiego elementów elektroniki lub lutowania materiałów aktywnych w kontrolowanych
atmosferach ochronnych.
Bhp podczas spawania
Podczas spawania elektrycznego należy chronić oczy, ponieważ niewidzialne promienie
ultrafioletowe działają szkodliwie na oczy, podrażniają spojówkę i powodują jej zapalenie. Na
łuk elektryczny patrzymy przez szkło w tarczy ochronnej lub przez odpowiednie okulary.
Podczas spawania gazowego w pobliżu stanowiska powinno znajdować się naczynie
napełnione woda do ochładzania palnika. Odległość butli od płomienia palnika spawacza
powinna wynosić co najmniej 1 m. Zawory redukcyjne wolno odmrażać tylko za pomocą pary
lub gorącej wody. Węże doprowadzające gazy do palnika powinny mieć długość co najmniej
5 m. nie wolno smarować części palników i zaworów butli smarem lub oliwą, ponieważ grozi
to wybuchem. Zabronione jest przechowywanie w spawalni materiałów łatwo palnych.
Pomieszczenie, w którym odbywa się spawanie powinno być dobrze wietrzone.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest spawanie?
2. Jakie materiały są łatwo spawalne?
3. Na czym polega spawanie elektryczne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4. Co to jest spoina?
5. Na czym polega spawanie gazowe?
4.9.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz próbki materiałów połączonych różnymi metodami. Rozpoznaj
te połączenia, które zostały wykonane metodą spawania elektrycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć próbki,
2) rozpoznać próbki wykonane techniką spawania elektrycznego,
3) udzielić poprawnej odpowiedzi.
Wyposażenie stanowiska pracy:
−
różne rodzaje połączeń materiałów.
Ćwiczenie 2
Od nauczyciela otrzymasz próbki stalowe. Połącz te materiały metodą spawania
elektrycznego, stosując spoinę czołową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zukosować materiały,
2) dobrać urządzenia i odzież ochronną,
3) dobrać parametry spawania,
4) wyregulować parametry spawania,
5) wykonać połączenie,
6) ocenić jakość wykonanej spoiny,
7) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały stalowe do spawania,
−
aparat spawalniczy.
Ćwiczenie 3
Od nauczyciela otrzymasz próbki stalowe. Połącz te materiały metodą spawania
elektrycznego, stosując spoinę pachwinową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zukosować materiały,
2) dobrać urządzenia i odzież ochronną,
3) dobrać parametry spawania,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
4) wyregulować parametry spawania,
5) wykonać połączenie,
6) ocenić jakość wykonanej spoiny,
7) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
materiały stalowe do spawania,
−
aparat spawalniczy.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyróżnić rodzaje spawania w zależności od źródła ciepła?
2) wyjaśnić jakich elektrod używamy do spawania elektrycznego?
3) przedstawić przebieg spawania gazowego?
4) powiedzieć na jaki kolor malowane są bule z tlenem?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
4.10.
Zgrzewanie, klejenie, nitowanie
4.10.1. Materiał nauczania
Zgrzewanie
Zgrzewanie jest to proces łączenia metali przez nagrzanie obydwu części do stanu
plastycznego i następnie dociśnięciu ich do siebie. W zależności od źródła ciepła użytego do
nagrzania łączonych części rozróżnia się zgrzewanie:
−
oporowe (elektryczne),
−
ogniskowe,
−
gazowe.
Do łączenia części maszyn najczęściej stosuje się zgrzewanie oporowe, które dzieli się na:
doczołowe, punktowe, liniowe i garbowe. Źródłem ciepła w zgrzewaniu elektrycznym
oporowym jest prąd elektryczny, który w miejscu łączenia zamienia się w ciepło. Zgrzewanie
punktowe stosuje się do łączenia cienkich blach. Łączone brzegi blachy są dociśnięte dwiema
elektrodami w kształcie kłów, które zapewniają jednocześnie docisk łączonych części
i przepływ prądu przez złącze.
Zgrzewanie liniowe stosuje się w tych miejscach, w których potrzebna jest szczelność
szwów. Zgrzewanie tego rodzaju wykonuje się na zgrzewarkach liniowych.
Klejenie
Klejenie jest to proces polegający na nierozłącznym połączeniu metali w wyniku
wprowadzenia między przygotowane powierzchnie cienkiej warstwy substancji klejącej. Musi
się ona odznaczać dobrą adhezją, utrzymującą się po sklejeniu. Metoda klejenia umożliwia
łączenie materiałów o różnych własnościach np. metali z niemetalami. W zależności od rodzaju
łączonych materiałów do połączeń klejonych używa się różnych klejów. Do klejenia metali
używane są najczęściej kleje: epoksydowe, fenolowe, karbinolowe, poliuretanowe,
kauczukowe, poliestrowe, silikonowe, winylowe oraz poliamidowe.
Proces klejenia:
−
oczyszczenie powierzchni klejonych,
−
odtłuszczenie powierzchni klejonych,
−
naniesienie kleju na powierzchnię elementów łączonych,
−
dociśnięcie klejonych powierzchni do siebie i utrzymanie docisku, do momentu
utwardzenia kleju.
Nitowanie
Nitowanie jest to łączenie elementów za pomocą nitów. Polega ono na wycięciu stemplem
lub wywierceniu otworów nitowych w elementach łączonych, następnie wstawieniu nitu w tak
wykonane otwory i jego zamknięciu, tj. wykonaniu drugiego łba, czyli tzw. zakuwki. Nity
mogą być zamykane na zimno lub na gorąco. Podczas zamykania nitów na gorąco jego trzon
nagrzewa się do temperatury ok. 900°C. Następnie wywiera się nacisk na trzon nitu. Wymiary
i kształty nitów są znormalizowane. Nity można zamykać ręcznie za pomocą młotka
i zakuwnika, lub maszynowo za pomocą nitownic hydraulicznych, pneumatycznych lub
elektrycznych. Ze względu na położenie łączonych elementów względem siebie rozróżnia się
połączenia nitowe zakładkowe lub nakładkowe.
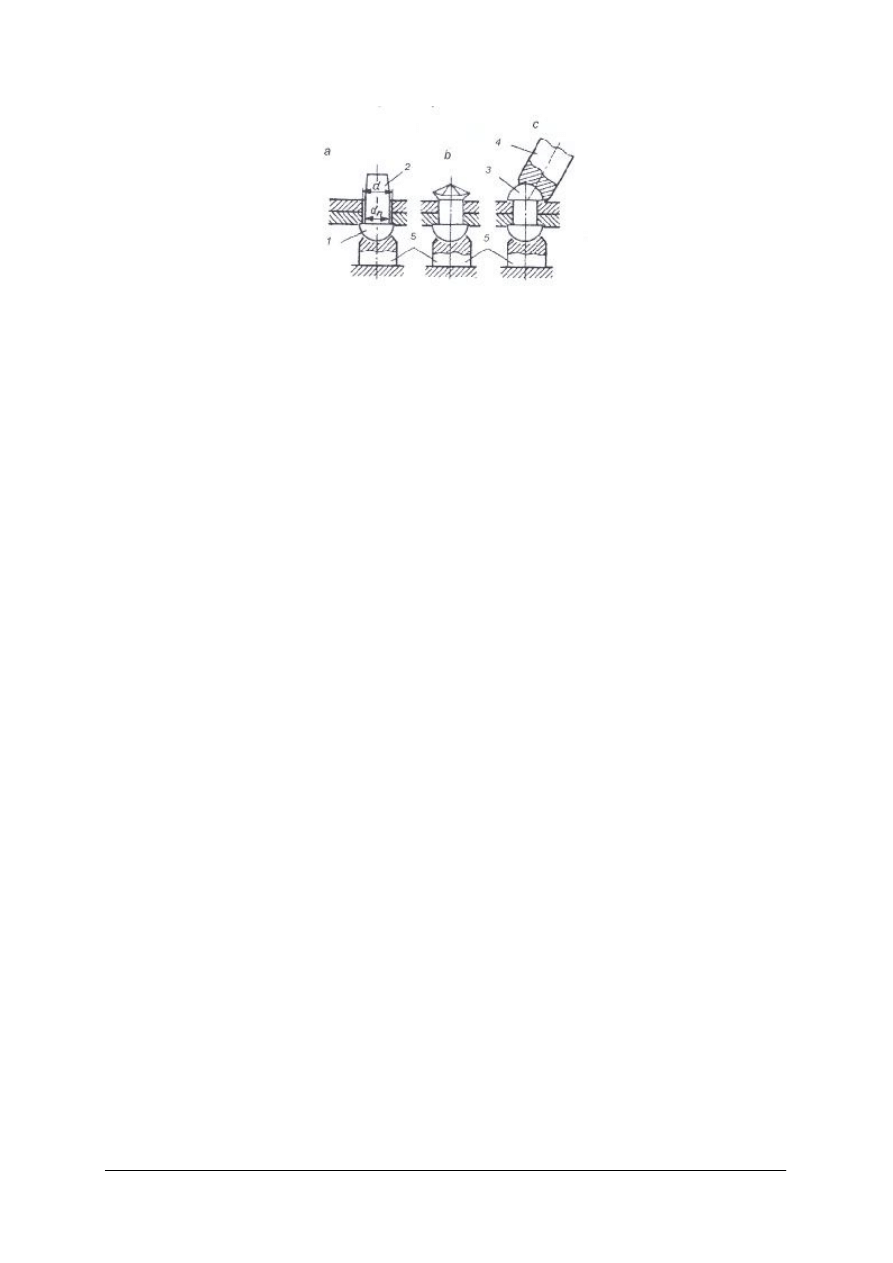
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Rys. 57. Wykonanie połączenia nitowego: a – nit wsparty na wsporniku, b – wstępne rozklepanie trzonu nitu,
c – formowanie zakuwki, 1) łeb nitu, 2) trzon nitu, 3) zakuwka, 4) zakuwnik, 5) wspornik [3, s. 160]
Zasady bhp podczas nitowania i klejenia
Narzędzia używane podczas nitowania nie powinny być uszkodzone. Nitując na gorąco,
należy uważać, aby nie ulec poparzeniu. Wykonując klejenie należy pamiętać aby pracownik
był ubrany w ubranie ochronne oraz miał rękawice gumowe. Powinien mieć również okulary
ochronne, ponieważ podczas klejenia ma się do czynienia bezpośrednio z odczynnikami
chemicznymi. Pomieszczenia, w których wykonuje się klejenie powinny być dobrze wietrzone.
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega proces zgrzewania?
2. Co jest źródłem ciepła w zgrzewaniu elektrycznym oporowym?
3. Na czym polega klejenie?
4. Opisz proces klejenia?
5. Na czym polega proces nitowania?
6. Jakie wyróżnia się sposoby zamykania nitów?
4.10.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz próbki materiałów. Rozpoznaj te próbki, które zostały
wykonane metodą zgrzewania, klejenia, nitowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć próbki,
2) rozpoznać próbki wykonane metodą zgrzewania,
3) rozpoznać próbki wykonane metodą klejenia,
4) rozpoznać próbki wykonane metodą nitowania,
5) udzielić odpowiedzi.
Wyposażenie stanowiska pracy:
−
różne rodzaje próbek łączonych różnymi metodami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Ćwiczenie 2
Od nauczyciela otrzymasz różne materiały. Połącz te materiały metodą klejenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać materiały,
2) dobrać rodzaj kleju do materiału klejonego,
3) oczyść materiały,
4) rozprowadzić klej na materiał zgodnie z zaleceniami producenta,
5) docisnąć powierzchnie klejone do siebie,
6) odczekać, aż klej zostanie utwardzony,
7) pamiętać o stosowaniu przepisów bhp.
Wyposażenie stanowiska pracy:
−
dwa rodzaje materiałów,
−
odpowiedni rodzaj kleju.
Ćwiczenie 3
Od nauczyciela otrzymasz różne materiały. Połącz te materiały metodą nitowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać materiały,
2) wykonać otwory pod nity,
3) włożyć nity do otworów,
4) przy pomocy młotka i zakuwnika uformować łby nitów,
5) pamiętać o stosowaniu przepisów bhp.
Wyposażenie stanowiska pracy:
−
dwa rodzaje materiałów,
−
młotek, zakuwnik,
−
nity.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić połączenia klejone?
2) rozróżnić połączenia nitowe?
3) rozróżnić połączenia zgrzewane?
4) dobrać odpowiedni rodzaj kleju do materiału?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
4.11. Obróbka cieplna, cieplno – chemiczna i plastyczna metali
4.11.1. Materiał nauczania
Obróbka cieplna
Obróbką cieplną nazywa się takie procesy, w wyniku których zmieniają się właściwości
mechaniczne, fizyczne lub chemiczne metali . Wyróżnia się następujące odmiany obróbki
cieplnej:
−
hartowanie – polega na wykonaniu bezpośrednio po sobie następujących czynności:
nagrzewania i szybkiego chłodzenia w cieczy lub w powietrzu. Temperatury nagrzewania
są różne, w zależności od rodzaju hartowanej stali (740–940°C). Materiał po hartowaniu
odznacza się dużą twardością i odpornością na ścieranie. W pewnych warunkach, może
zwiększyć się kruchość hartowanych części,
−
odpuszczanie – polega na nagrzaniu wcześniej zahartowanej stali do temperatury mniejszej
niż przy harowaniu, utrzymaniu tej temperatury przez 30 do 60 minut, a następnie
odpowiednim ochłodzeniu odpuszczanego przedmiotu. Zasadniczym celem stosowania
wyżarzania odpuszczającego jest konieczność zmniejszenia naprężeń, które pojawiły się w
przedmiotach po ich hartowaniu. Odpuszczanie pozwala na zmniejszenie kruchości stali, jej
twardości oraz zwiększenie jej własności plastycznych i sprężystych.
−
wyżarzanie – polega na nagrzaniu stali do określonej temperatury ok. 400–1250°C
i wygrzaniu jej w tej temperaturze, a następnie powolnym studzeniu do temperatury
otoczenia, bez wyjmowania wyżarzanych przedmiotów z pieca. Taka stal odznacza się
dobrą ciągliwością i małą twardością, co ułatwia obróbkę mechaniczną.
Obróbka cieplno – chemiczna
Obróbka cieplno – chemiczna powoduje utwardzenie powierzchni przedmiotów
i zwiększenie ich odporności na ścieranie. Do tego rodzaju obróbki zalicza się:
−
nawęglanie – polega na nasyceniu węglem warstwy powierzchniowej stalowego elementu.
Część nawęglana jest w czasie tego procesu przetrzymywana w środowisku nawęglającym
(proszki, gaz) w temperaturze 850–950°C. Taka stal odznacza się dużą twardością
i odpornością na ścieranie,
−
azotowanie – polega na nasyceniu azotem powierzchniowej warstwy stalowego elementu
w temperaturze ok. 900°C, proces ten ma na celu uzyskanie bardzo twardych powierzchni,
odpornych na ścieranie,
−
cyjanowanie – polega na nasyceniu węglem i azotem powierzchniowej warstwy stalowego
elementu. Podczas jednego procesu, zachodzi jednocześnie nawęglanie i azotowanie.
Obróbka plastyczna
Obróbka plastyczna polega na wywieraniu odpowiednim narzędziem na obrabiany materiał
nacisku, który przekracza granicę jego plastyczności. Ta operacja ma na celu zmianę kształtu
i wymiarów obrabianego przedmiotu. Zazwyczaj uzyskuje się wówczas również poprawę
własności mechanicznych. Wyróżnia się obróbkę plastyczną wykonywaną:
−
na zimno – następują odkształcenia materiału mającego normalna temperaturę,
−
na gorąco – materiał obrabia się po podgrzaniu, w stanie gorącym.
Rozróżnia się następujące podstawowe sposoby obróbki plastycznej:
−
kucie,
−
tłoczenie,
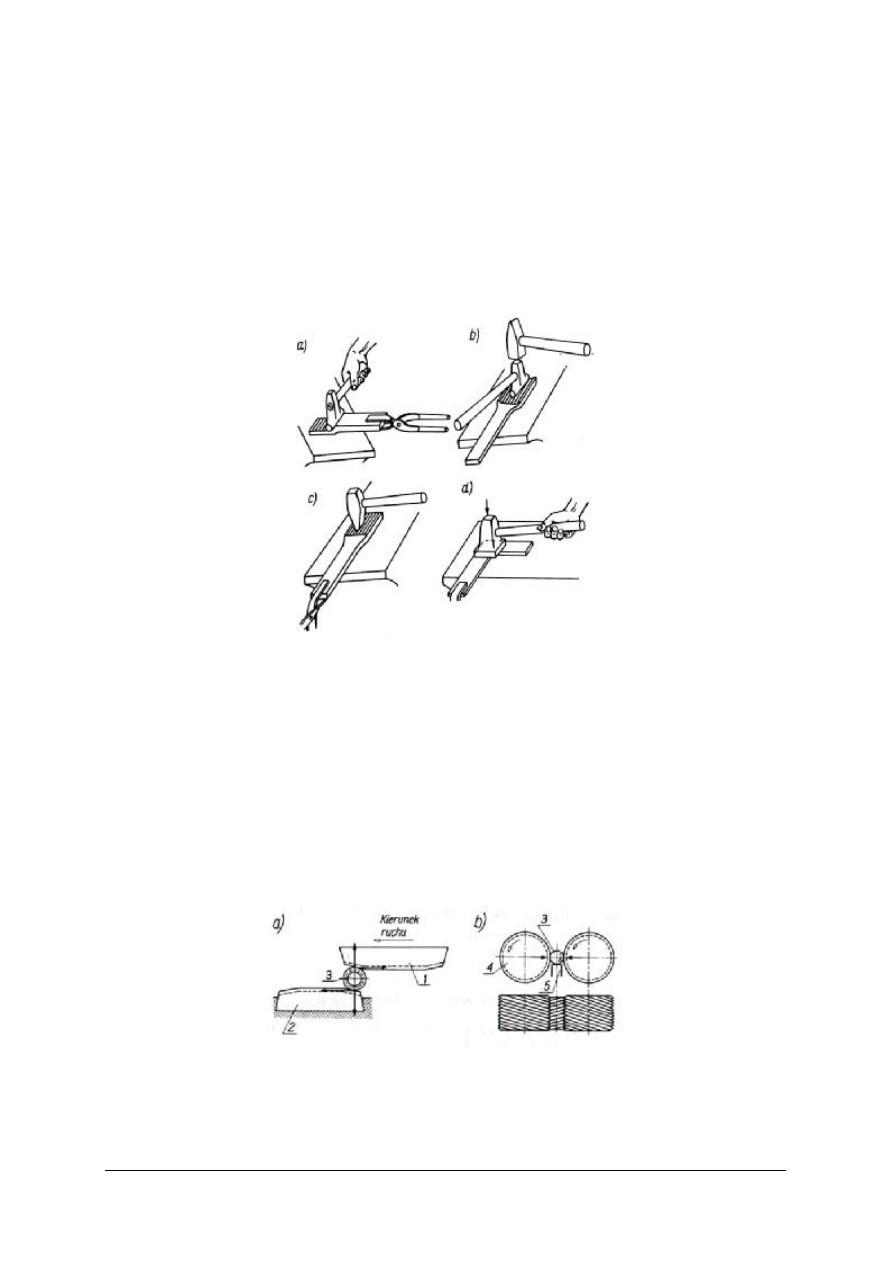
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
−
walcowanie.
Kucie polega na zgniataniu materiału przy pomocy młota lub prasy. Wyróżnia się kucie
ręczne lub mechaniczne. Kucie ręczne swobodne polega na uprzednim nagrzaniu materiału
w ognisku kowalskim i uderzaniu młotem w materiał lezący na kowadle.
Podstawowymi operacjami kucia ręcznego są: przecinanie, przebijanie, wydłużanie,
spęcznianie, wyginanie. Kucie może być swobodne lub matrycowe. Kucie matrycowe polega
na odkuwaniu materiału w specjalnej formie zwanej matrycą. W czasie kucia materiał
przyjmuje kształt matrycy. Na poniższym rysunku został przedstawiony proces wydłużania na
kowadle.
Rys. 59. Wydłużanie na kowadle [1, s. 181]
Materiał przeznaczony do kucia można nagrzewać w piecach węglowych, gazowych,
elektrycznych lub w ogniskach kowalskich.
Tłoczenie wykonuje się na zimno lub na gorąco. Proces ten obejmuje wykrawanie
i kształtowanie przedmiotów z blach, taśmy lub drutu. Do tłoczenia używane są najczęściej
prasy mimośrodowe, korbowe lub hydrauliczne. Tłoczenie obejmuje operacje: cięcia, gięcia,
wytłaczania, wyciągania i rozciągania.
Walcowanie obejmuje technologię wytwarzania półwyrobów i wyrobów walcowych ze
stali. Walcowanie wykonuje się na urządzeniach zwanych walcarkami. Metodą tą wykonuje się
blachy, taśmy, pręty, kształtowniki, rury, gwinty, koła zębate, wypusty, koła wagonowe
bezobręczowe, obręczowe oraz obręcze kół wagonowych.
Rys. 60. Walcowanie gwintu [1, s. 189]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Zasady bhp podczas obróbki plastycznej
Każdy pracownik wykonujący pracę w zakładach obróbki plastycznej powinien być
zapoznany ze stanowiskowa instrukcją bhp oraz wyposażony we właściwą dla danego
stanowiska odzież ochronną i sprzęt ochrony osobistej. W szczególności należy:
−
zabezpieczyć wszystkie młoty mechaniczne w kuźniach od strony przejść ekranami, aby
odpryskująca zgorzelina nie poparzyła przechodzących,
−
zachować szczególną ostrożność podczas przenoszenia gorącego materiału wsadowego
z pieca pod młot,
−
przestrzegać zasad, że rozpylanie pieców grzewczych może być dokonywane tylko przez
uprawnione osoby, z zachowaniem wszystkich wymogów bezpieczeństwa,
−
przestrzegać, aby pedał uruchamiający młoty i prasy był zabezpieczony przed możliwością
przypadkowego włączenia,
−
zwrócić uwagę, aby wszystkie ruchome części młotów i pras były zabezpieczone
osłonami,
−
używać rękawic do przenoszenia wytłoczek z blach i odpadów, aby uniknąć skaleczeń
o krawędzie blach [1, s. 189].
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zadanie spełnia obróbka cieplna?
2. Co ma na celu hartowanie?
3. Na czym polega obróbka cieplno –chemiczna?
4. Jakie są podstawowe sposoby obróbki plastycznej?
5. Na czym polega kucie?
6. Jakie są cechy odkuwek matrycowych?
7. W jaki sposób wykonuje się walcowanie?
4.11.3. Ćwiczenia
Ćwiczenie 1
Od nauczyciela otrzymasz wyroby wykonane różnymi metodami. Rozpoznaj te wyroby,
które zostały wykonane metodami obróbki plastycznej. Odpowiedz na pytanie, gdzie wyroby
wykonane tymi metodami znajdują zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć wyroby,
2) odnaleźć wyroby wykonane metodami obróbki plastycznej,
3) odpowiedzieć na pytanie: gdzie znajdują zastosowanie te wyroby.
Wyposażenie stanowiska pracy:
−
4 wyroby wykonane techniką walcowania, kucia i tłoczenia oraz 3 wykonane techniką
spawania elektrycznego, lutowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
4.11.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić wyroby wykonane metoda obróbki plastycznej?
2) wyjaśnić, jakie właściwości otrzymuje stal po hartowaniu?
3) określić, który rodzaj obróbki cieplnej ułatwia obróbkę mechaniczną?
4) wyjaśnić, co powoduje nawęglanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
4.12. Zjawisko tarcia i zużywania materiałów
4.12.1. Materiał nauczania
Tarcie
Części maszyn podczas ruchu natrafiają na opór spowodowany tarciem. Wyróżnia się:
−
tarcie ślizgowe – występujące podczas przesuwania się jednego ciała po powierzchni
drugiego,
−
tarcie toczne – występujące w czasie toczenia jednego ciała po drugim.
Siła tarcia zawsze jest skierowana przeciwnie do kierunku ruchu ciała. Tarcie jest tym
większe, im większy jest nacisk. Tarcie w niektórych wypadkach może być korzystne np.
w sprzęgłach, hamulcach, napędach pasowych. W przypadku łożysk ślizgowych, w układzie
tłok-cylinder, w różnego rodzaju prowadnicach tarcie jest niekorzystne. Aby zmniejszyć siły
tarcia stosuje się smarowanie, które ma na celu wytworzenie cienkiej warstwy cieczy (oleju,
smaru), między powierzchniami trącymi.
Zużywanie materiałów
W czasie współpracy części mechanizmów maszyny zachodzą zjawiska, które sprzyjają
zużywaniu się części maszyn, w skutek czego pogarsza się stan techniczny maszyny. Zużycie,
które uniemożliwia dalszą pracę części maszyny nazywamy uszkodzeniem. Istnieje również
takiego rodzaju zużycie, które nie nadaje się do dalszej naprawy. Nazywamy go wówczas
zniszczeniem.
Wyróżnia się następujące rodzaje zużycia:
−
naturalne – zachodzące w normalnych warunkach pracy maszyny, pomimo wykonywanych
zabiegów konserwacyjnych, jak również przy przestrzeganiu prawidłowej obsługi
technicznej. Zużycie to da się zauważyć po zmianie wymiarów i kształcie maszyny oraz
zmianie wytrzymałości materiału,
−
awaryjne.
Na zużywanie się części maszyn ma również wpływ środowisko, przepływ prądu, a także
tarcie oraz zmienność działania sił. W zależności od rodzajów czynników powodujących
zużycie rozróżnia się:
−
zużycie mechaniczne – powstaje w miejscach styku ruchomych elementów, które
przenoszą obciążenia i wzajemnie trą o siebie,
−
zużycie erozyjne – występuje w układach hydraulicznych,
−
zużycie chemiczne – powstaje w wyniku działania różnych czynników fizyko-chemicznych,
−
zużycie elektryczne – powoduje utratę powłok izolacyjnych, czyli zostają przepalone
instalacje oraz nadpalone styki w przełącznikach itp.
Proces zużywania części maszyn wskutek tarcia można podzielić na trzy etapy:
−
docieranie – występuje po założeniu nowych części. Wzrost zużycia części
współpracujących ze sobą następuje szybko, na skutek wzajemnego dopasowywania się
powierzchni trących,
−
normalne zużywanie – czyli normalna praca dotartych części,
−
nadmiernego zużywania – występuje podczas szybkiego wzrostu zużycia pracujących
części. Ten etap zużywania się części często prowadzi do awarii maszyny lub urządzenia.
Smary
Smary są substancjami, które wprowadza się między trące powierzchnie w celu
zmniejszenia współczynnika tarcia. Dzięki temu przedłuża się trwałość trących o siebie
powierzchni. Bardzo ważną rolę odgrywa właściwe smarowanie wszystkich urządzeń
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
technicznych. Dzięki smarom można właściwie zakonserwować i racjonalnie eksploatować
maszyny i urządzenia. Podczas oceny smarów pod względem przydatności i zastosowania
bierze się pod uwagę: lepkość, smarność, temperaturę krzepnięcia oraz temperaturę zapłonu.
Smary ze względu na pochodzenie dzieli się na: mineralne, roślinne, zwierzęce i syntetyczne.
Istotą smarowania jest utrzymanie ciągłej warstwy smarnej między powierzchniami
współpracujących części. Dzięki smarowaniu współpracujących części maszyn uzyskuje się
następujące korzyści:
−
sprawne i długotrwałe działanie części i mechanizmów,
−
przedłużenie czasu eksploatacji maszyn,
−
zmniejszenie zużycia energii napędowej,
−
uniknięcie awaryjnych napraw i przestojów maszyn.
4.12.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje tarć?
2. Co należy zrobić aby zmniejszyć siły tarcia?
3. Co powoduje zużywanie się części maszyn?
4. Jakie wyróżnia się rodzaje zużycia?
5. Jakie korzyści wynikają z właściwego smarowania części współpracujących?
4.12.3. Ćwiczenia
Ćwiczenie 1
Zastanów się i zapisz w tabeli, jakie mogą występować skutki nie smarowania części
współpracujących w maszynach, oraz jakie są korzyści z właściwego smarowania
współpracujących części maszyn.
Skutki braku smarowania
Korzyści smarowania
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać treść zadania,
2) wypisać skutki wynikające z nie smarowania współpracujących części maszyn,
3) wypisać korzyści wynikające z właściwego smarowania współpracujących części maszyn.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
4.12.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić, na czym polega tarcie?
2) wyjaśnić, dlaczego następuje zużywanie materiałów?
3) wyjaśnić, jakie skutki wynikają z nie smarowania powierzchni części
maszyn współpracujących ze sobą?
4) wyjaśnić, jakie korzyści wynikają z właściwego smarowania
powierzchni części maszyn współpracujących ze sobą?
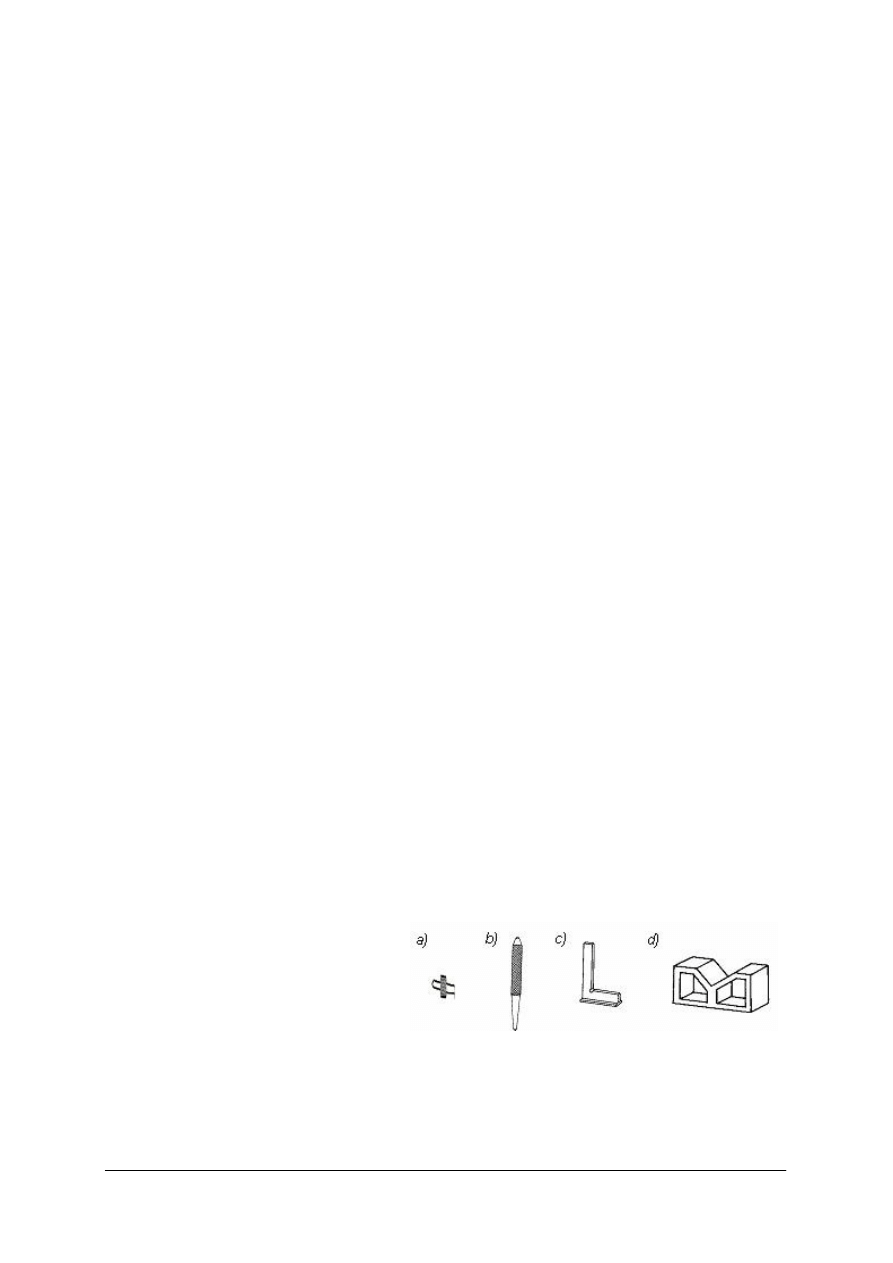
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Zapoznaj się z zestawem zadań testowych.
3. Test składa się z 20 zadań, do każdego masz 4 możliwości wyboru. Na karcie odpowiedzi
przy odpowiednim zadaniu postaw X, w razie pomyłki zaznacz kółeczkiem błędną
odpowiedź, następnie zaznacz odpowiedź prawidłową.
4. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
5. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
6. Pracuj samodzielnie, będziesz miał satysfakcję z wykonanego zadania.
7. Na rozwiązanie masz 35 minut.
Powodzenia !
ZESTAW ZADAŃ TESTOWYCH
1. Połączenia ruchowe to
a) połączenia, w których elementy pozostają nieruchome względem siebie.
b) połączenia, w których elementy mogą się przemieszczać względem siebie w pewnym
zakresie.
c) połączenia, w których elementy mogą się przemieszczać względem siebie we
wszystkich zakresach.
d) połączenia, w których elementy łączone są ze sobą za pomocą sprężyn.
2. Punktak traserski służy do
a) wykreślania linii.
b) punktowania wyznaczonych linii.
c) nanoszenia rys na powierzchniach czołowych wałków.
d) prowadzenia linii poziomych i pionowych.
3. Malowanie materiału przed trasowaniem ma na celu
a) zwiększenie widoczności trasowanych linii.
b) nadanie przedmiotowi estetycznego wyglądu.
c) zabezpieczenie przed korozją.
d) zabezpieczenie przed zniszczeniem.
4. Punktak traserski przedstawia rysunek
a) a.
b) b.
c) c.
d) d.
5. Brzeszczot znajduje się w
a) nożycach krążkowych.
b) nożycach gilotynowych.
c) piłce ręcznej.
d) nożycach ręcznych.
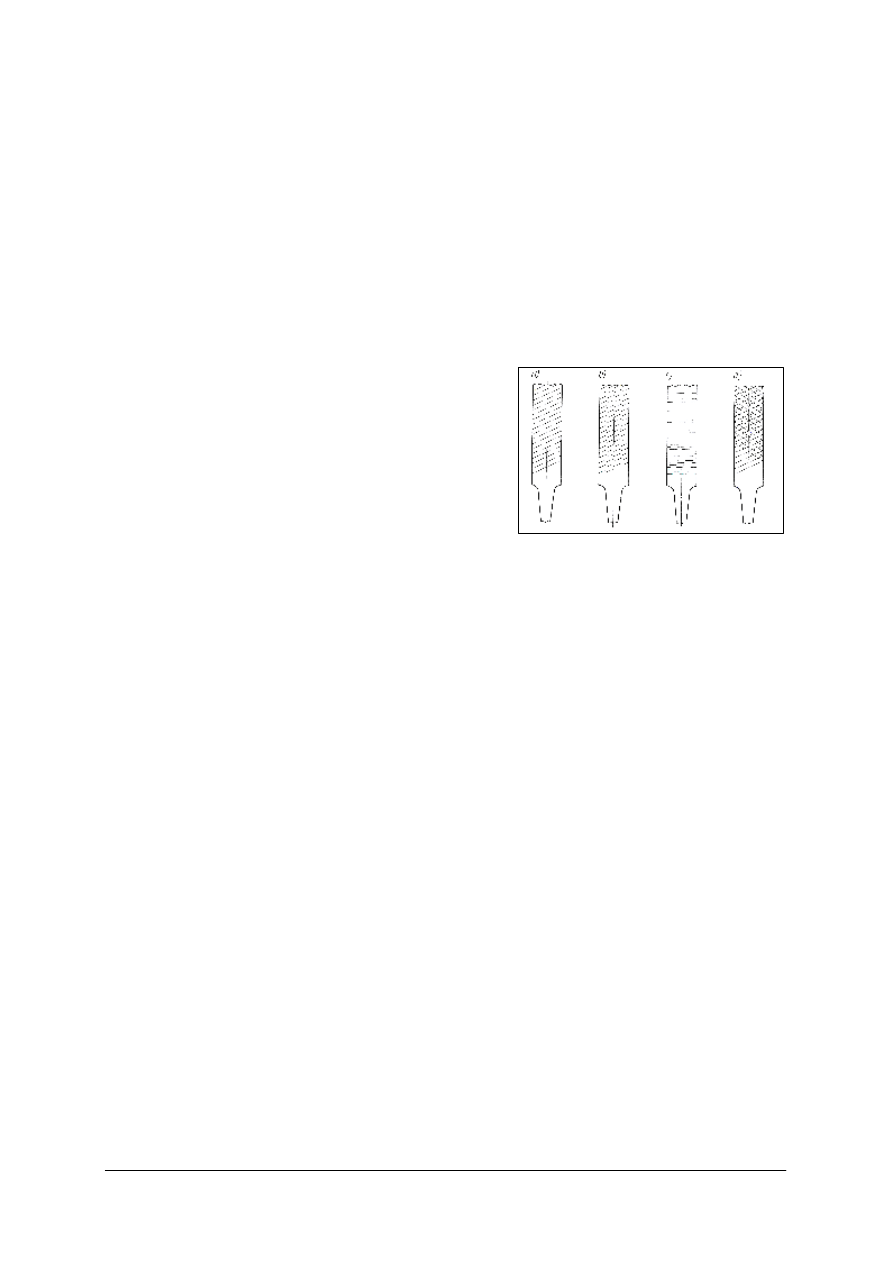
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
6. W nożycach krążkowych napędzany jest nóż
a) dolny.
b) dolny i górny.
c) górny.
d) żaden.
7. Aby obliczyć długość drutu potrzebnego do zwinięcia sprężyny należy zastosować wzór
a) L=A·D
0
·k.
b) L=n·A·s.
c) L=k·π.
d) L= π·D
0
·n.
8. Nacięcie pojedyncze wielorzędowe jest wykonane
na pilniku
a) a.
b) b.
c) c.
d) d.
9. W pilnikach gładzikach liczba nacięć przypadających na długość 10 mm wynosi
a) 40–90.
b) 14–56.
c) 25–63.
d) 12–22.
10. Płaszczyzna przedmiotu zamocowanego w imadle w celu jej piłowania powinna wystawać
ponad szczęki imadła o
a) 2–5 mm.
b) 5–10 mm.
c) 1–3 mm.
d) 4–6 mm.
11. Łysinka wzdłuż rowków wiertła służy do
a) skrawania.
b) usuwania wiórów.
c) prowadzenia wiertła w otworze.
d) ułożeniu wiertła na przedmiocie.
12. Kąt wierzchołkowy wiertła do wiercenia stopów aluminium wynosi
a) 85–90°.
b) 130–140°.
c) 110–120°.
d) 50–75°.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
13. Rozwiercanie wykonuje się w celu
a) pogłębienia otworu.
b) uzyskania dużej dokładności otworu.
c) uzyskania większej średnicy otworu.
d) powiększenia otworu.
14. Gwint trapezowy symetryczny oznacza się
a) S48×8.
b) M16LH.
c) M12.
d) Tr48×8.
15. Do lutowania miękkiego stosuje się luty, których temperatura topnienia nie przekracza
a) 600°C.
b) 500°C.
c) 800°C.
d) 200°C.
16. Jako topnika do lutowania miękkiego używa się
a) boraksu.
b) chloru sodu.
c) chlorku potasu.
d) chlorku cynku.
17. Butle tlenowe do spawania gazowego malowane są na kolor
a) biały.
b) czerwony.
c) niebieski.
d) zielony.
18. Proces zgrzewania polega na
a) nierozłącznym połączeniu metali poprzez wprowadzenie między przygotowane
powierzchnie cienkiej substancji.
b) łączeniu metali przez nagrzanie obydwu części do stanu plastycznego i dociśnięciu ich
do siebie.
c) łącznie elementów za pomocą cienkich elementów metalowych.
d) łączenie metali przy pomocy elektrody.
19. Hartowanie polega na
a) nagrzaniu stali do temperatury 400–1250
0
, wygrzaniu w tej temperaturze i powolnym
studzeniu.
b) nasyceniu węglem warstwy powierzchniowej.
c) nasyceniu węglem i azotem warstwy powierzchniowej.
d) nagrzaniu i szybkim chłodzeniu w cieczy lub powietrzu.
20. Aby zmniejszyć tarcie w częściach maszyn stosuje się
a) malowanie tych elementów.
b) smarowanie.
c) hartowanie.
d) wyżarzanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wykonywanie operacji techniczno – technologicznych
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
6. LITERATURA
1. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
1993
2. Jaczewski J., Opalińska E., Pruszkowski W.: Wiadomości z techniki. PWRiL, Warszawa
1981
3. Kozłowska D.: Podstawy techniki. Hortpress, Warszawa 2001
4. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1992
5. Mac S., Leowski J.: Bezpieczeństwo i higiena pracy dla szkół zasadniczych. WSiP,
Warszawa 2000
6. Mały poradnik mechanika. Tom I i II. WNT, Warszawa 1996
7. Mistur L.: Spawanie gazowe i elektryczne. WSiP, Warszawa 1999
Wyszukiwarka
Podobne podstrony:
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 04 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 04 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 04 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 01 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 06 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 02 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 06 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 01 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 03 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 07 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 07 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 02 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 u
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 02 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 n
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 07 n
więcej podobnych podstron