
Politechnika
Białostocka
ZAMIEJSCOWY WYDZIAŁ MECHANICZNY
W SUWAŁKACH
INSTRUKCJA DO ZAJĘĆ LABORATORYJNYCH
Temat ćwiczenia:
Badanie wpływu parametrów skrawania na stan obrabianej powierzchni.
Numer ćwiczenia 4.
Laboratorium z przedmiotu:
TECHNIKI WYTWARZANIA II B
Opracował:
dr inż. Sergiusz Jakuszewicz
2005
2
1. WPROWADZENIE
1.1.
Odmiany frezowania.
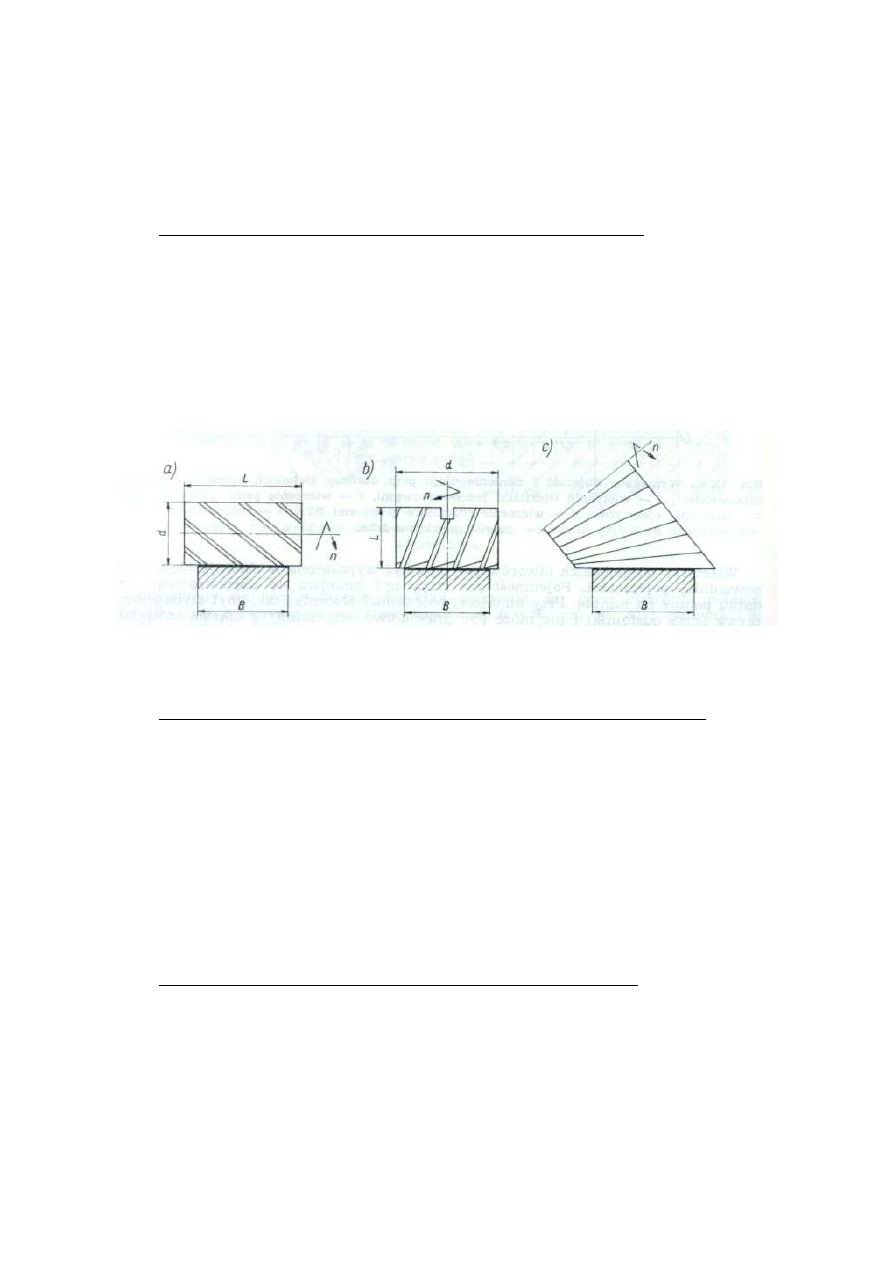
Pod względem technologicznym frezowanie dzieli się na:
- frezowanie walcowe (obwodowe) – oś obrotu freza zajmuje położenie
równoległe do powierzchni obrobionej (rys. 1a),
- frezowanie czołowe – oś obrotu freza zajmuje położenie prostopadłe do
powierzchni obrobionej (rys. 1b),
- frezowanie skośne – oś obrotu freza tworzy z powierzchnią obrobioną kąt
różny od 0° i 90° (rys. 1c), występuje we wszystkich przypadkach stosowania
frezów kątowych.
Rys.1. Technologiczne odmiany frezowania: a) walcowe (obwodowe),
b) czołowe, c) skośne.
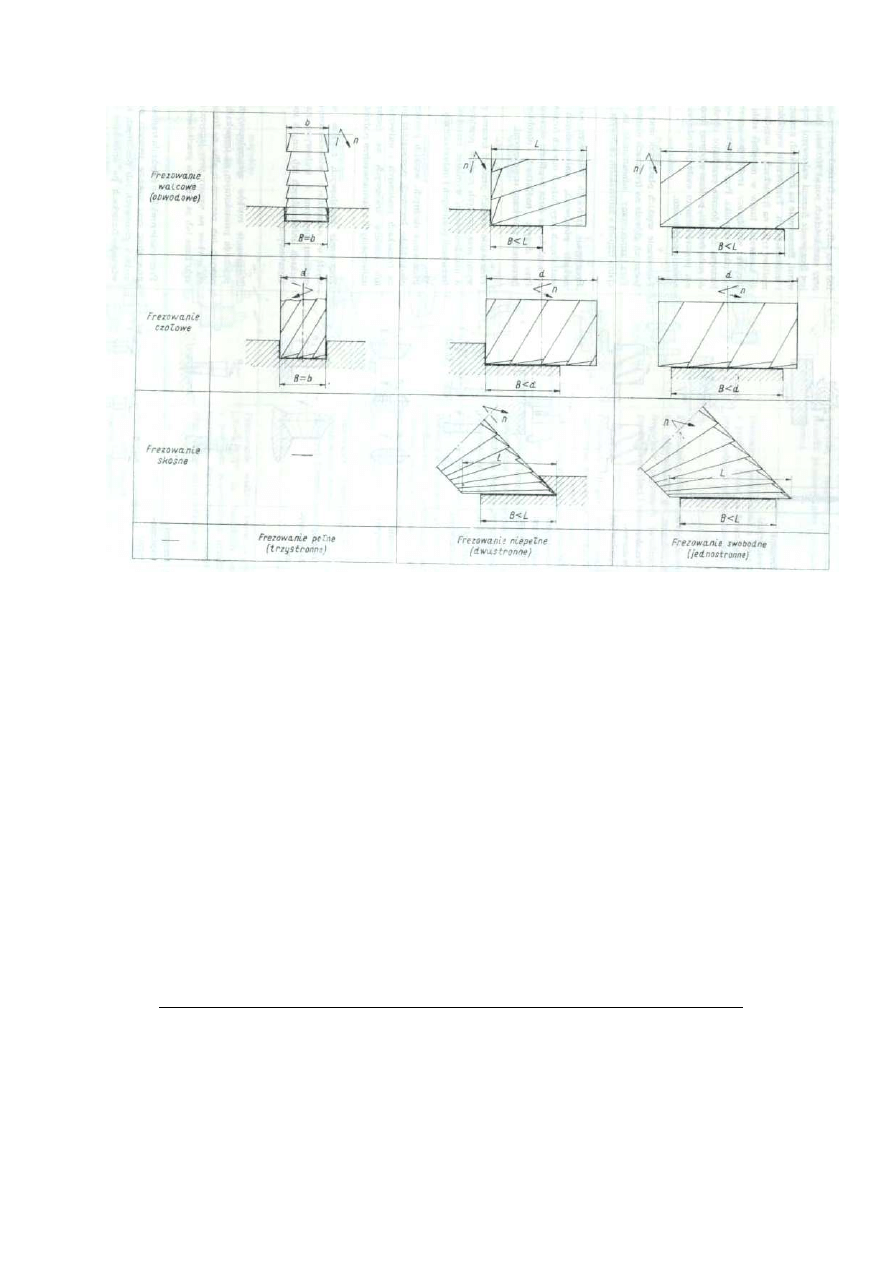
Pod względem konstrukcyjnym, frezowanie dzieli się na (rys. 2):
- frezowanie pełne (trzystronne) – w wyniku obróbki powstają w przedmiocie
trzy powierzchnie obrobione, a wymiar obróbkowy B jest wymiarem
wewnętrznym,
- frezowanie niepełne (dwustronne) – w przedmiocie powstają dwie
powierzchnie obrobione, a wymiar B jest wymiarem mieszanym,
- frezowanie swobodne (jednostronne) – w przedmiocie powstaje jedna
obrobiona powierzchnia (prosto- lub krzywokreślna), a wymiar obróbkowy ma
kierunek prostopadły do powierzchni obrobionej lub kierunek zbliżony do
prostopadłego.
Pod względem kinematycznym, frezowanie dzieli się na:
- frezowanie przeciwbieżne – przedmiot obrabiany wykonuje ruch posuwowy w
kierunku przeciwnym do kierunku ruchu ostrzy freza,
- frezowanie współbieżne – przedmiot obrabiany wykonuje ruch posuwowy w
kierunku zgodnym z kierunkiem ruchu ostrzy freza.
3
Rys.2. Konstrukcyjne odmiany frezowania.
Pod względem dokładności obróbki frezowanie dzieli się na: zgrubne,
ś
rednio dokładne, dokładne i osiągane w wyjątkowych przypadkach – bardzo
dokładne. Tym odmianom frezowania, zaliczanym do rodzajów frezowania,
odpowiadają następujące klasy dokładności wykonania IT i wysokości
nierówności powierzchni R
a
:
IT
R
a
[µm]
Zgrubne (walcowe i czołowe)
Ś
rednio dokładne (walcowe i czołowe)
Dokładne (walcowe i czołowe)
Bardzo dokładne (czołowe)
13, 14
11, 12
9, 10
7, 8
40 – 80
10 – 20
5 – 15
0,63 – 1,25
1.2.
Ogólne wytyczne doboru parametrów skrawania.
Wytyczne doboru parametrów skrawania przy frezowaniu zgrubnym.
Zadaniem frezowania zgrubnego jest usunięcie znacznej objętości
materiału skrawanego w jednostce czasu. Występują wówczas duże siły
skrawania, przy czym parametry skrawania powinny być tak dobrane, aby
wykorzystać w pełni moc silnika napędowego frezarki.
Wielkościami znanymi przy doborze parametrów skrawania są: wymiary i
własności materiału półfabrykatu, cechy charakterystyczne frezarki, na której
4
ma być przeprowadzony zabieg frezowania zgrubnego oraz konstrukcja freza
przeznaczonego do tego celu.
Dobór parametrów skrawania dla zabiegu frezowania zgrubnego polega
na ustaleniu: głębokości skrawania i liczby przejść oraz posuwu i prędkości
skrawania.
Głębokość skrawania przyjmuje się równą wielkości przewidzianego
naddatku na frezowanie zgrubne. Usunięcie tego naddatku odbywa się wtedy w
jednym przejściu freza. Jeżeli naddatek jest zbyt duży, to zabieg frezowania
zgrubnego składa się z dwóch lub większej liczby przejść z taką samą na ogół
głębokością skrawania.
Posuw stołu frezarki f
t
ustala się zgodnie ze wzorem:
zn
z
f
t
f
=
mm/min
po uprzednim przyjęciu wartości posuwu na jedno ostrze f
z
(w mm) przy znanej
liczbie ostrzy freza z oraz po ustaleniu prędkości obrotowej freza n (w obr/min),
wynikającej z przyjętej wartości prędkości skrawania v
c
(w m/min).
Posuw na jedno ostrze freza f
z
dobiera się możliwie największy z
uwzględnieniem następujących ograniczeń:
- sztywności freza i jego zamocowania,
- sztywności przedmiotu obrabianego i jego zamocowania,
- stanu technicznego (sztywności) frezarki.
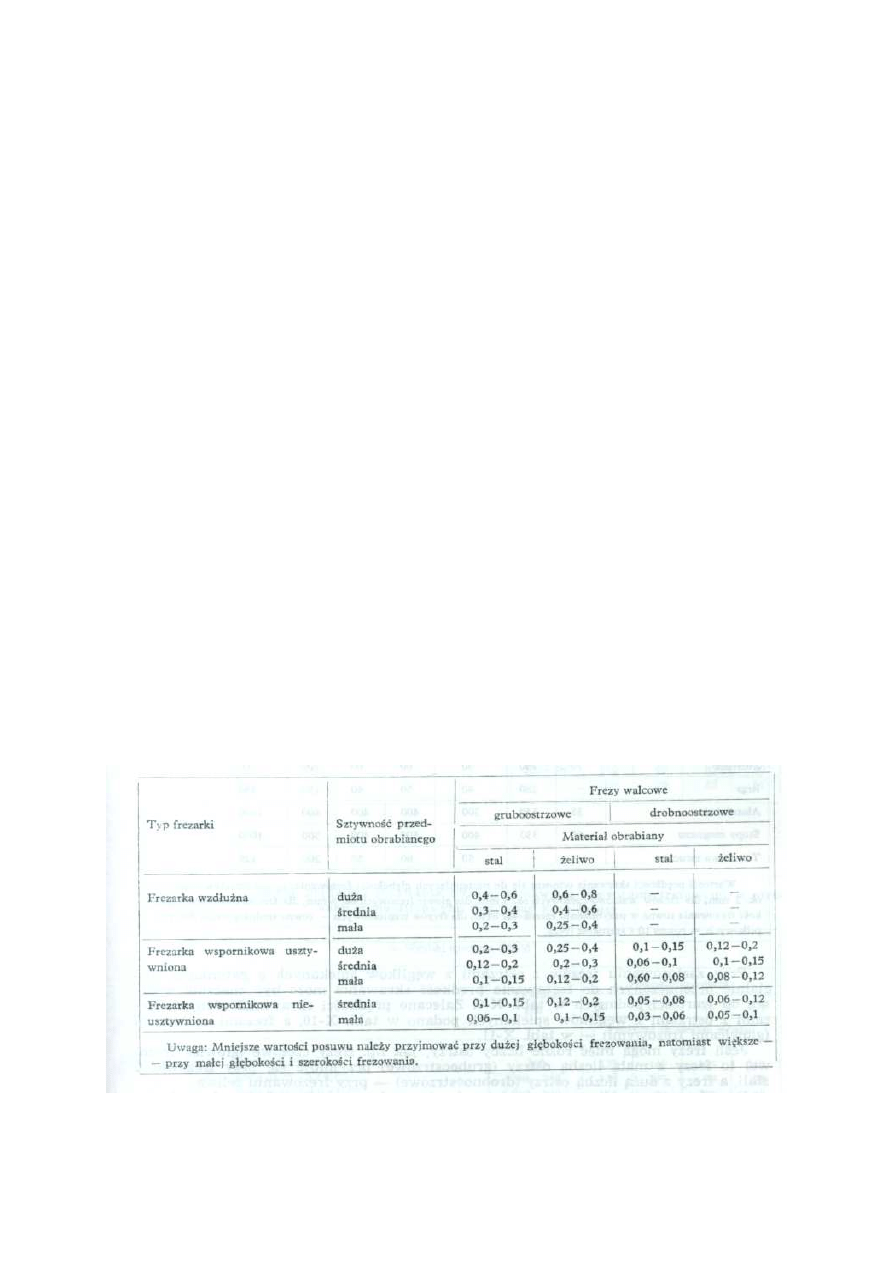
Zalecane posuwy f
z
przy frezowaniu walcowym są podane w tabl. 1, a
przy frezowaniu czołowym - w tabl. 2.
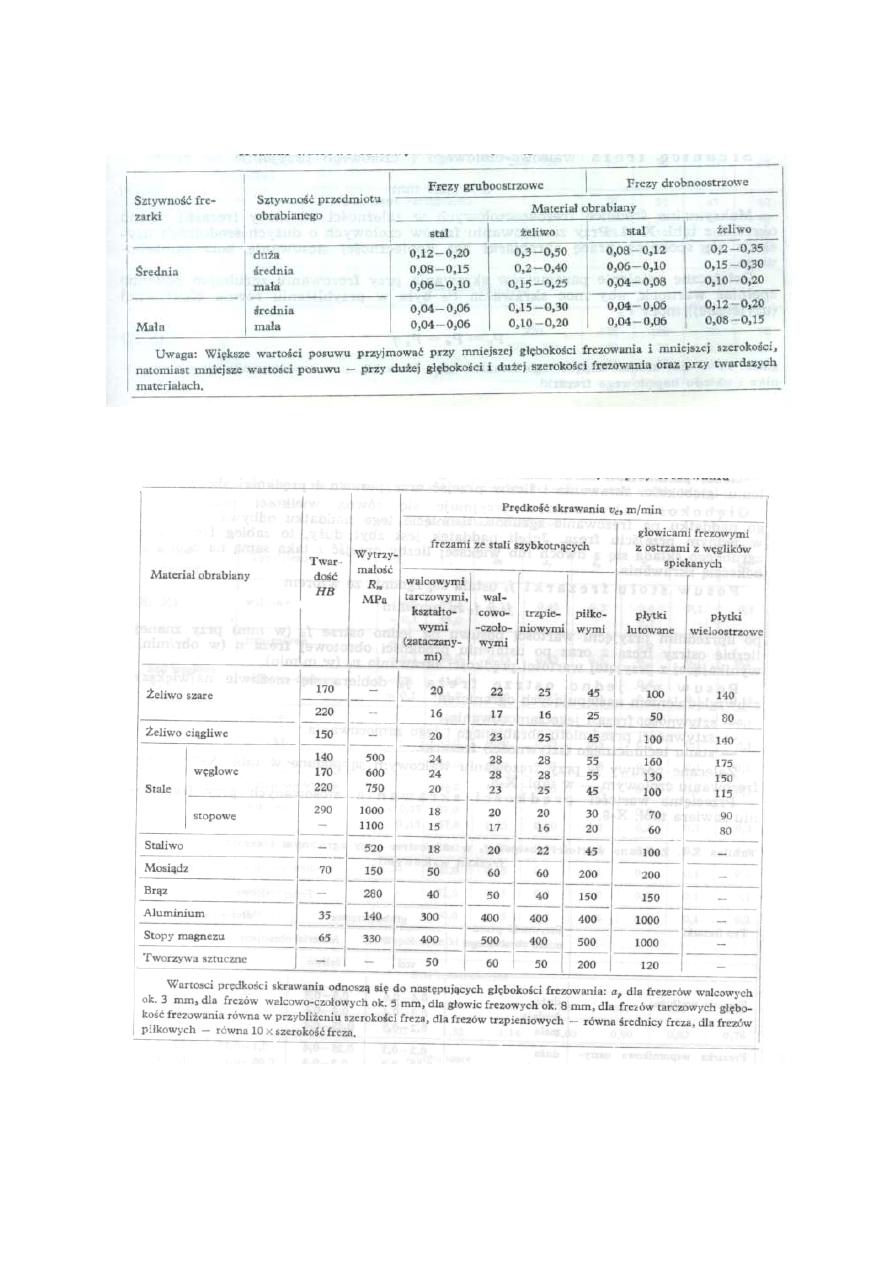
Przeciętne wartości prędkości skrawania stosowanych przy frezowaniu
zawiera tabl. 3.
Tablica 1. Zalecane wartości posuwu f
z
w mm/ostrze przy zgrubnym frezowaniu
płaszczyzn frezami walcowymi.
5
Tablica 2. Zalecane wartości posuwu w mm/ostrze przy zgrubnym frezowaniu
płaszczyzn frezami walcowo- czołowymi i czołowymi (głowicami frezowymi)
Tablica 3. Przeciętne wartości prędkości skrawania stosowanych przy
frezowaniu.
6
Przy zastosowaniu frezów z ostrzami z węglików spiekanych o gatunkach
specjalnie przeznaczonych do frezowania prędkość skrawania może być
znacznie większa od wartości podanych w tabl. 3. Jeśli frezy mogą mieć różne
liczby ostrzy, jak np. czołowe (głowice frezowe) to frezy z małą liczbą ostrzy
(gruboostrzowe) przyjmuje się przy frezowaniu stali, a frezy z dużą liczbą ostrzy
(drobnoostrzowe) – przy frezowaniu żeliwa.
Przy frezowaniu płaszczyzn średnicę frezów walcowo-czołowych i
czołowych dobiera się w zależności od szerokości frezowanej płaszczyzny B
oraz mocy frezarki.
Ś
rednicę freza
walcowo-czołowego i czołowego przyjmuje się równą
d ≥ 1,2B mm
Maksymalne średnice frezów czołowych w zależności od mocy frezarki
można określić z tabl. 4. Przy zastosowaniu frezów czołowych o dużych
ś
rednicach uzyskuje się spokojną pracę obrabiarki bez konieczności stosowania
koła zamachowego.
Tablica 4. Dobór średnicy freza czołowego (głowicy frezowej) w zależności od
mocy frezarki.
Moc frezarki [kW]
5 – 6
6 – 8
8 – 12
12 – 15
15 – 20
Maksymalna średnica freza
czołowego d, [mm]
100
150
200
250
300
Ostateczne ustalenie parametrów skrawania przy frezowaniu zgrubnym
powinno spełniać warunek, aby moc skrawania P
c
była w przybliżeniu równa
efektywnej użytecznej) mocy P
e.
P
c
≈
P
e
= P
s
η
gdzie: P
s
– moc silnika napędowego frezarki (moc frezarki), η – współczynnik
sprawności silnika i układu napędowego frezarki.
1.3.
Oprzyrządowanie frezarek.
1)
Podzielnice
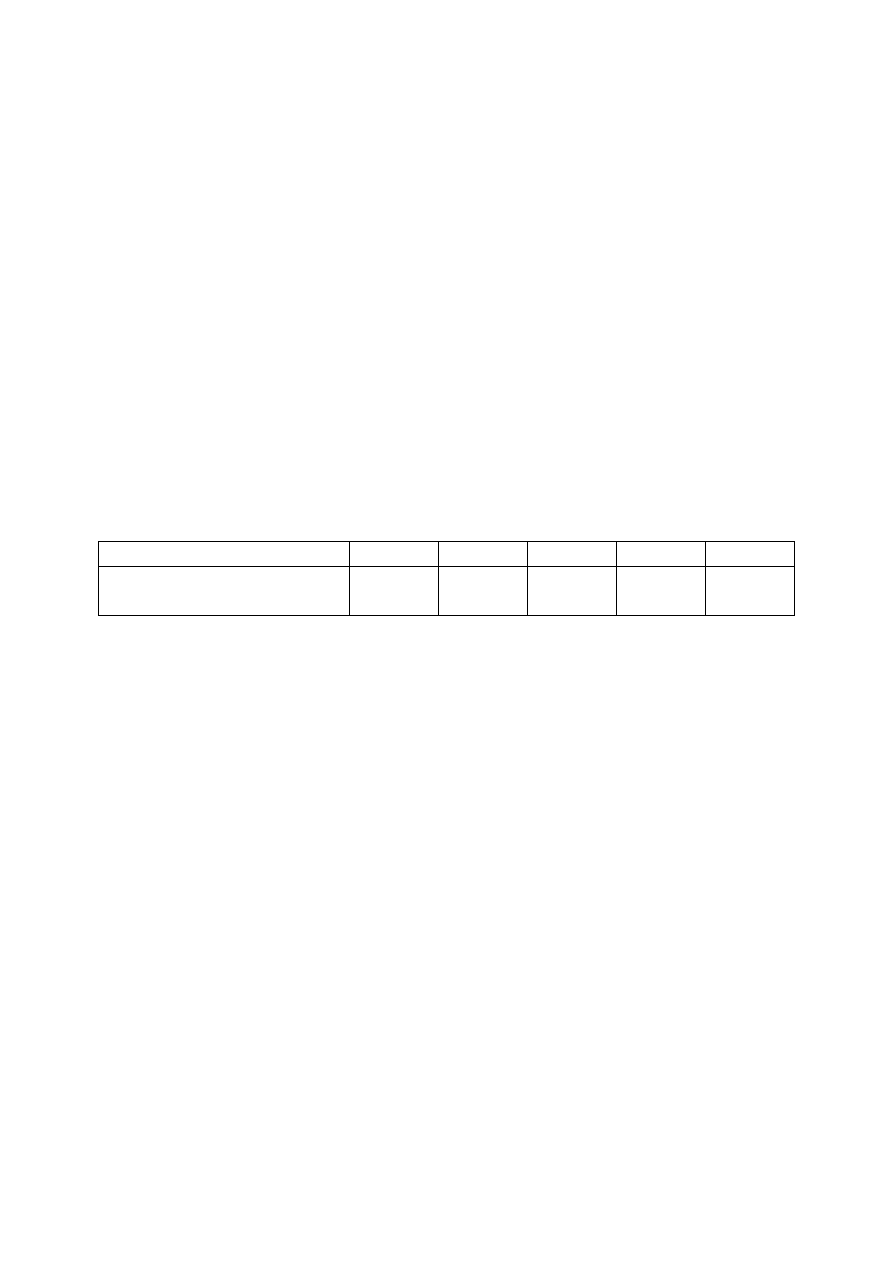
Podzielnice zwykłe (rys. 3). Na końcu wrzeciona ułożyskowanego w
korpusie jest osadzona tarcza podziałowa (najczęściej dwustronna) z różnymi
liczbami otworków na poszczególnych okręgach. Do ustalenia położenia
wrzeciona służy rękojeść z zatrzaskiem.
7
Rys.3. Podzielnica zwykła.
Wyposażenie normalne podzielnicy stanowi: konik z zabierakiem,
podpórka do długich i cienkich przedmiotów oraz komplet kluczy.
Podzielnice
zwykłe
są
przeznaczone
do
obróbki
przedmiotów
wymagających podziału obwodu na równe lub nierówne części ( np. frezowanie
prostoliniowych rowków o różnym zarysie na obwodzie wałka, frezowanie
wałków wielobocznych, nacinania uzębienia frezami krążkowymi) metoda
podziału bezpośredniego na frezarkach poziomych lub pionowych.
Tablica 5. Wielkości charakterystyczne podzielnic uniwersalnych tarczowych.
Typ podzielnicy
2Fa
3Fa
4Fa
F1Pu
Wznios kłów [mm]
Stożek we wrzecionie (Morse’a), nr
Masa z wyposażeniem [kg]
135
4
85
160
5
125
185
5
165
135
4
90
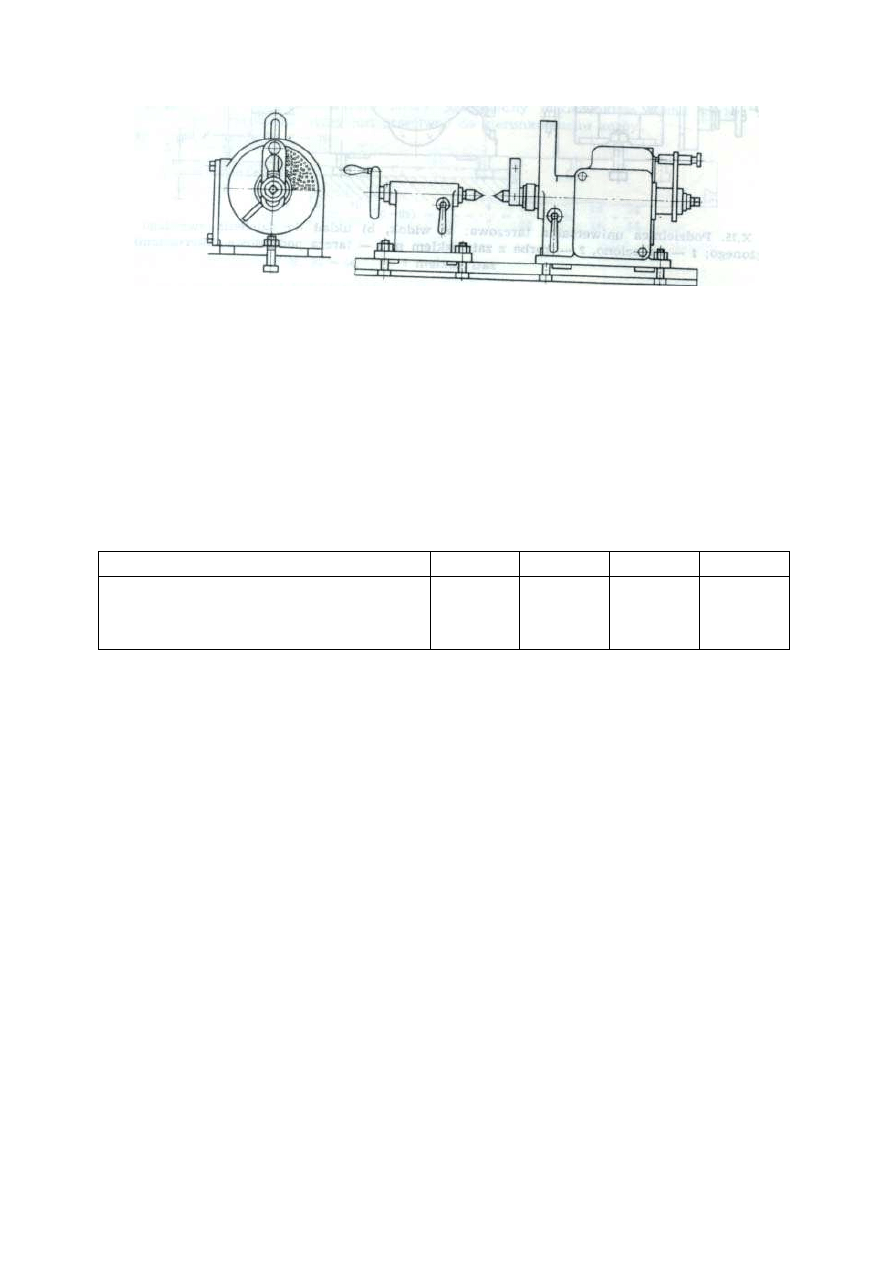
Podzielnice uniwersalne tarczowe ( rys. 4). Podzielnica jest zaopatrzona
w trzy wymienne tarcze o następujących liczbach otworów na poszczególnych
okręgach:
I tarcza – 15, 16, 17, 18, 19, 20
II tarcza – 21, 23, 27, 29, 31, 33
III tarcza – 37, 39, 41, 43, 47, 49
Wyposażenie normalne podzielnicy stanowi: konik z pochylna obsadą i
nastawną wysokością kła, podpórka nastawna do frezowania długich
przedmiotów o małej średnicy, kieł z zabierakiem oraz komplet kluczy.
Charakterystyka krajowych podzielnic uniwersalnych tarczowych jest
podana w tabl. 5.
Podzielnice te stosuje się do obróbki przedmiotów, które można obrabiać
przy użyciu podzielnic zwykłych oraz do frezowania rowków i innych
powierzchni śrubowych.
8
Rys.4. Podzielnica uniwersalna tarczowa: a) widok, b) układ do dzielenia
zwykłego lub sprzężonego: 1 – wrzeciono, 2 – korba z zatrzaskiem p, 3 – tarcza
podziałowa unieruchamiana zatrzaskiem r.
2)
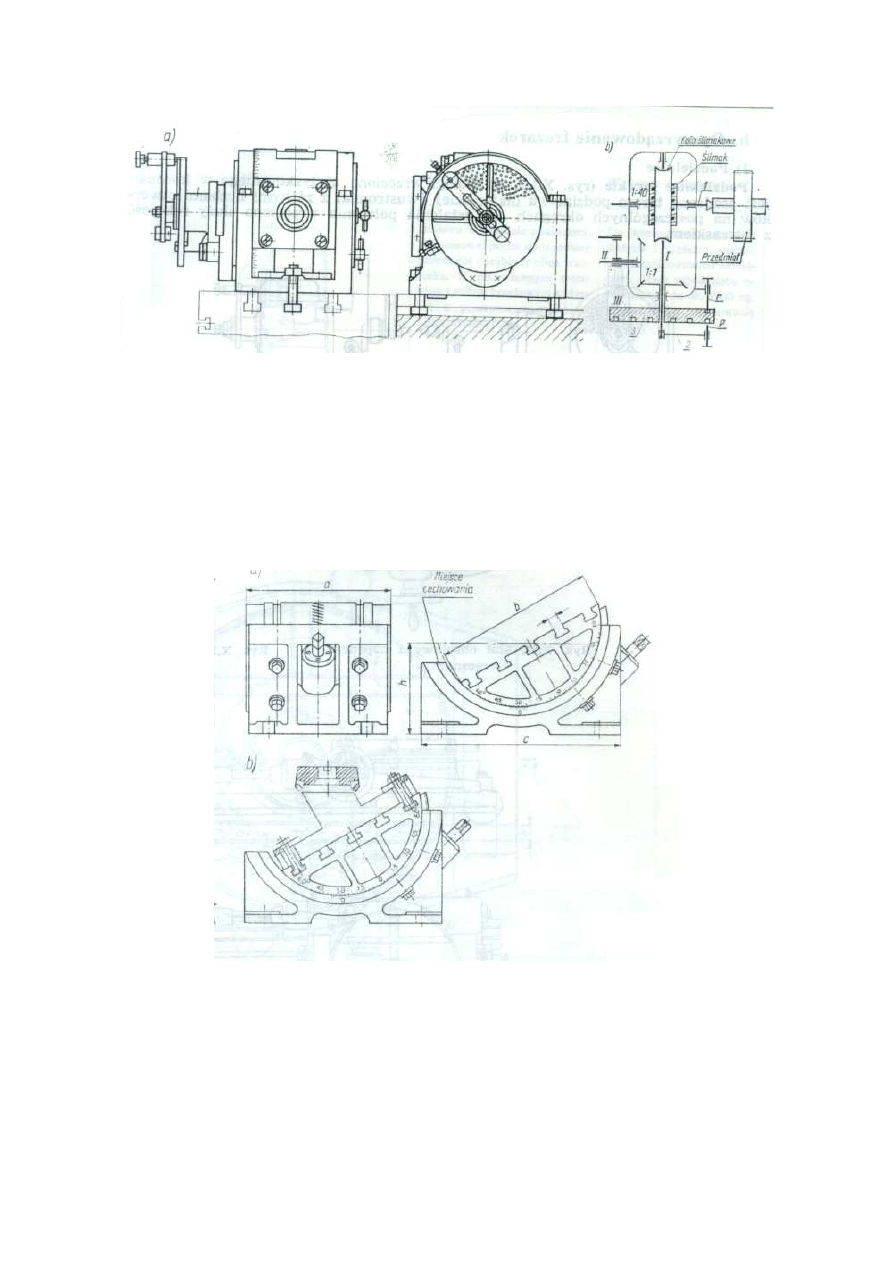
Stoły pochylne
Stoły pochylne (rys. 5) są stosowane na frezarkach pionowych i
poziomych, przy obróbce przedmiotów o mniej lub bardziej skomplikowanych
kształtach w warunkach produkcji jednostkowej i małoseryjnej.
Rys.5. Stół pochylny: a) wymiary, b) przykłady zastosowania.
Główne wymiary stołów pochylnych są podane w tabl. 6.
9
Tablica 6. Wielkości charakterystyczne stołów pochylnych.
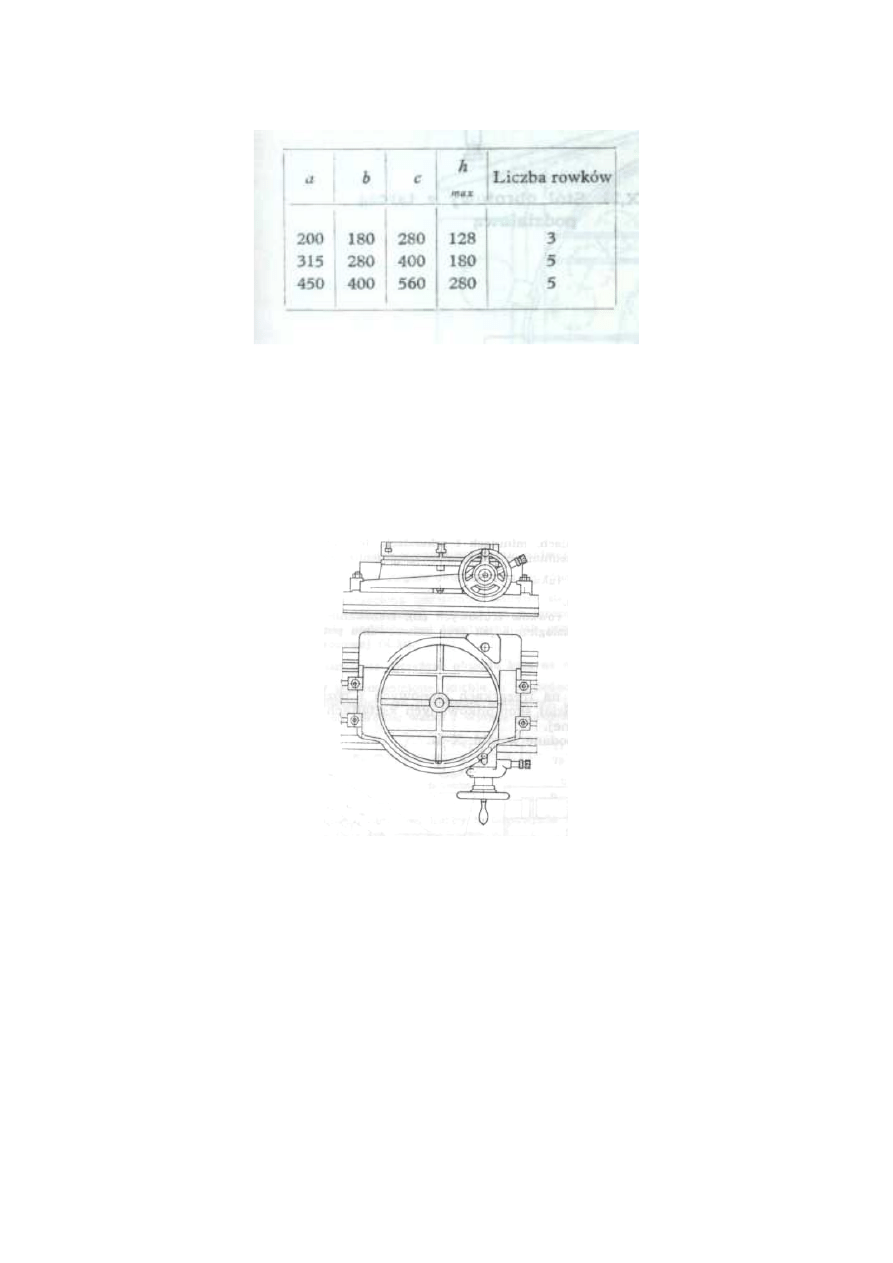
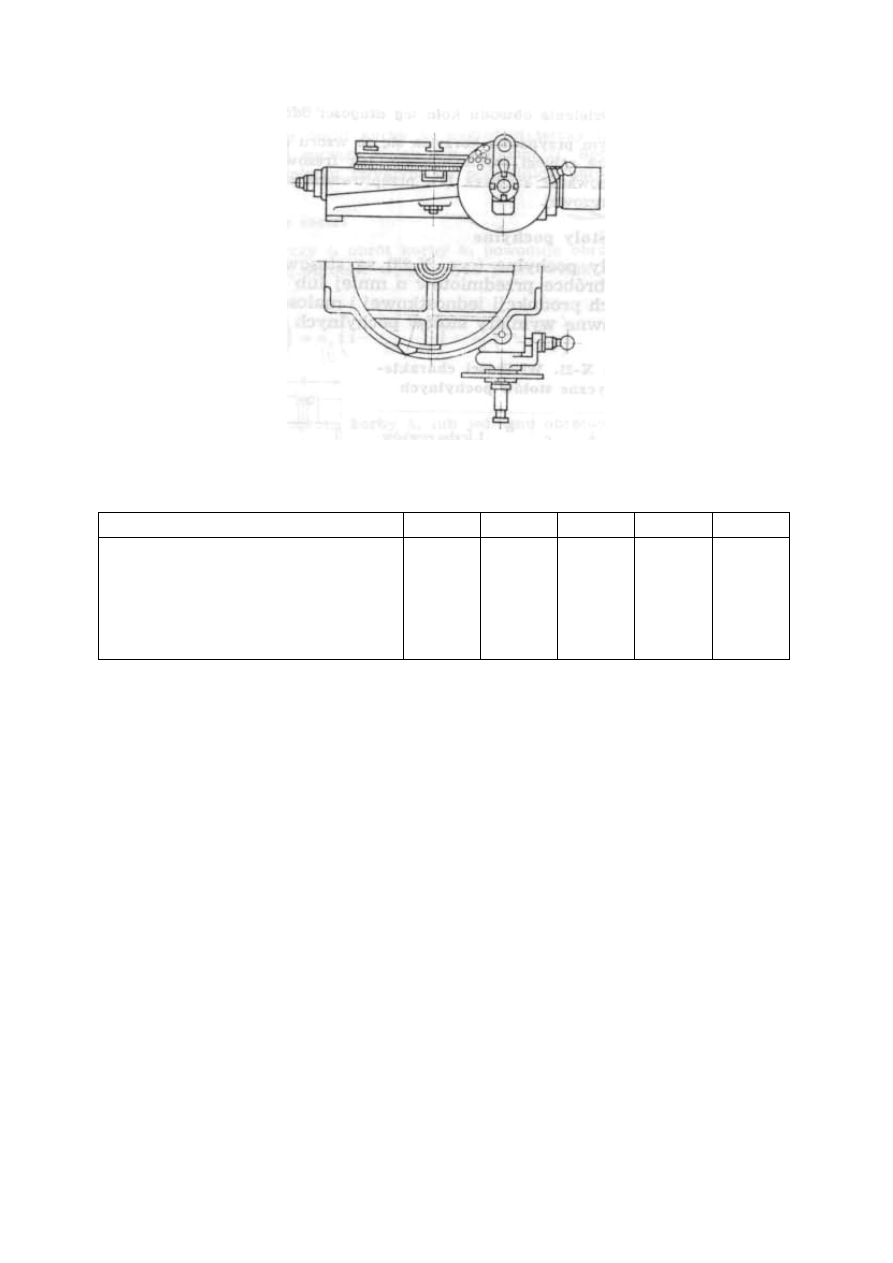
3) Stoły obrotowe
Stoły obrotowe z napędem ręcznym
(rys. 6) są stosowane do frezowania
ciągłego drobnych przedmiotów dookoła osi obrotu stołu oraz frezowania
bocznych powierzchni i rowków po łuku koła w przedmiotach o większych
wymiarach. Najczęściej są one stosowane na frezarkach pionowych.
Rys.6. Stół obrotowy z napędem ręcznym.
Główne wymiary stołów obrotowych z napędem ręcznym są podane w tabl. 7.
Stoły obrotowe z napędem ręcznym wyposażone w tarczę podziałowa
noszą nazwę stołów podziałowych (rys. 7). Stosowane do obróbki przedmiotów
o dużych wymiarach z zastosowaniem podziału.
10
Rys.7. Stół obrotowy z tarczą podziałową.
Tablica 7. Wielkości charakterystyczne stołów z napędem ręcznym
Typ stołu obrotowego
1Fe
3Fe
4Fe
FBe
FDAe
Ś
rednica robocza stołu [mm]
Wysokość stołu [mm]
Szerokość rowków teowych [mm]
Masa [kg]
400
165
18
130
500
180
18
275
600
190
18
420
250
105
12
60
184
75
10
18
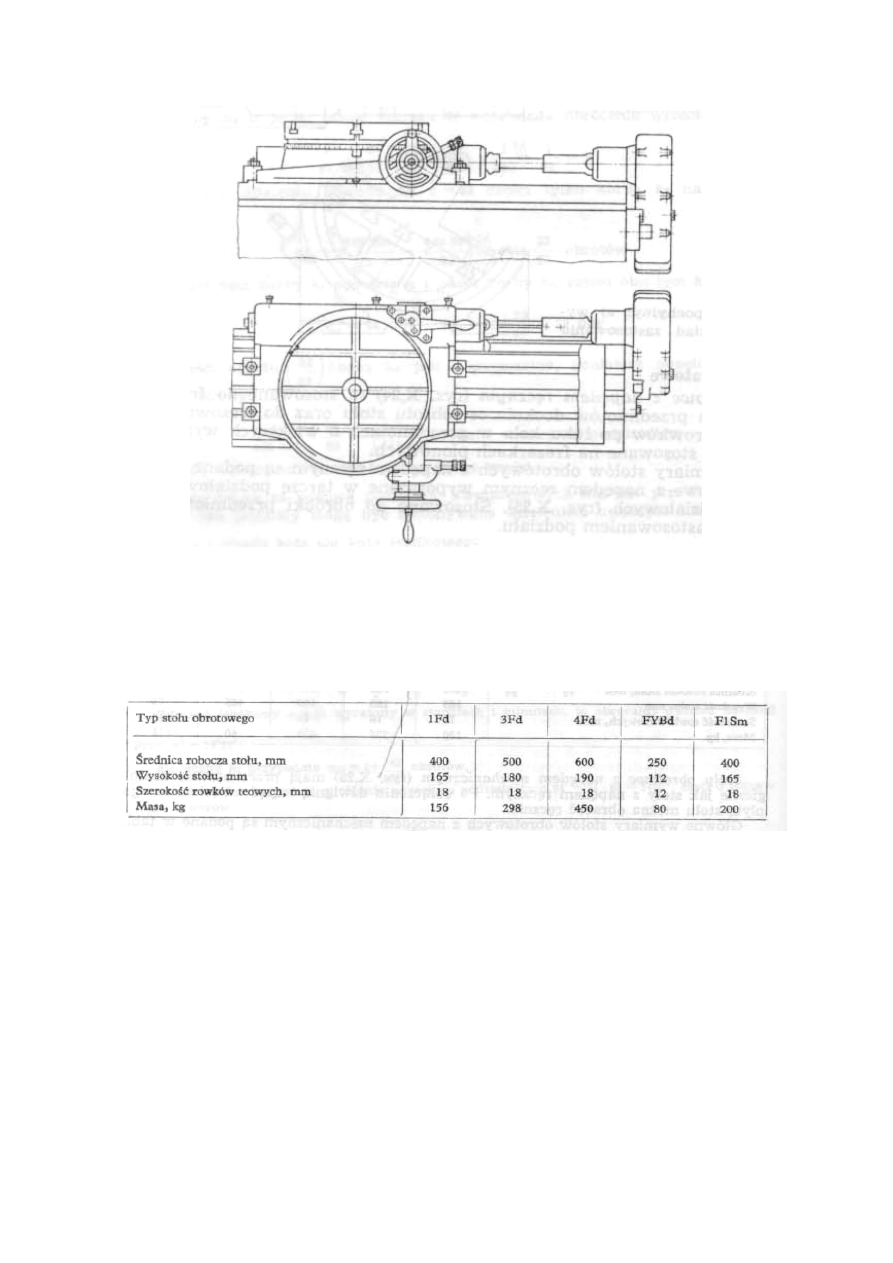
Stoły obrotowe z napędem mechanicznym
( rys. 8) mają przeznaczenie
analogicznie jak stoły z napędem ręcznym. Po odłączeniu dźwignią napędu
mechanicznego płytę stołu można obracać ręcznie.
11
Rys.8. Stół obrotowy z napędem mechanicznym.
Główne wymiary stołów obrotów z napędem mechanicznym są podane w
tabl. 8.
Tablica 8. Wielkości charakterystyczne stołów obrotowych z napędem
mechanicznym.
12
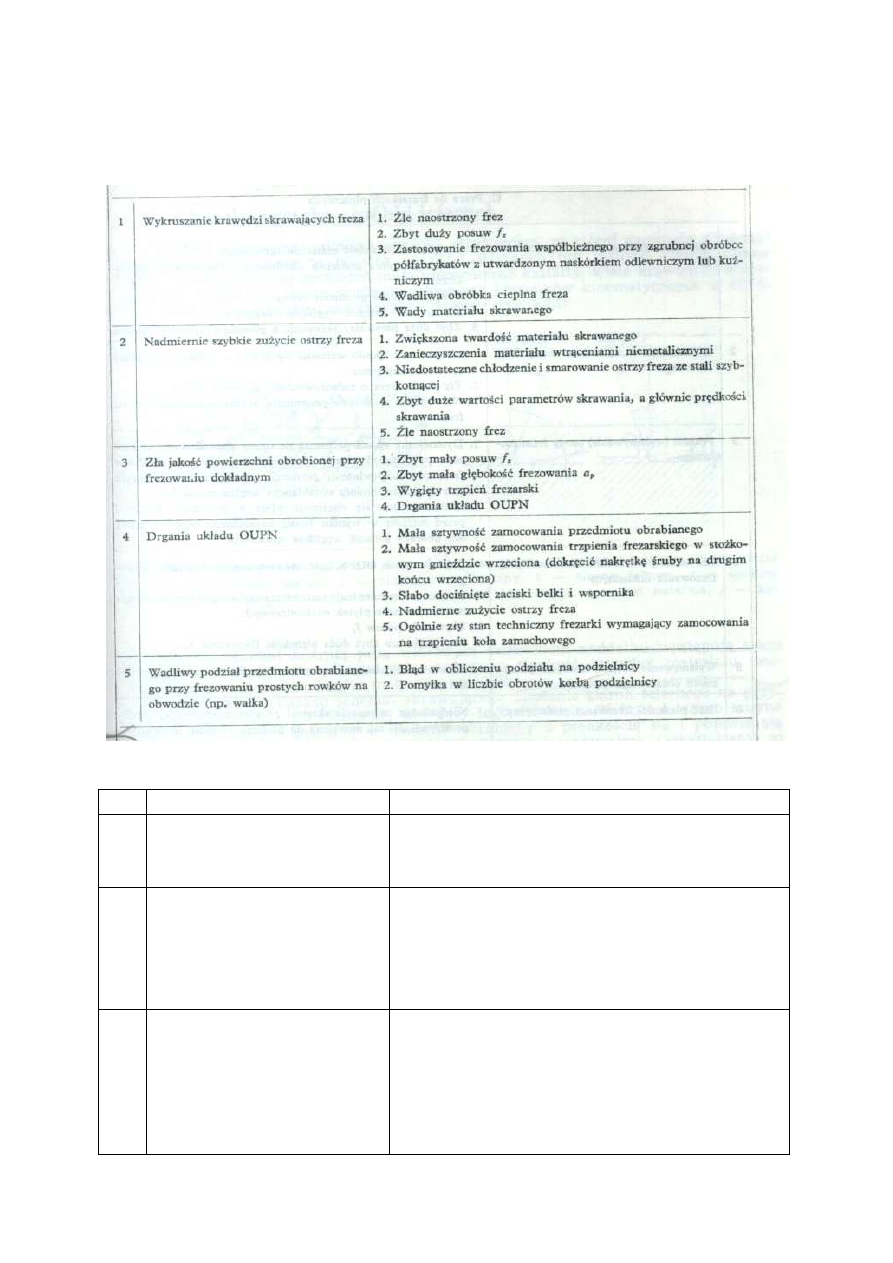
1.4.
Wady frezowania.
Praca na frezarkach poziomych zwykłych
Praca na frezarkach uniwersalnych
Lp. Rodzaj wady
Ważniejsze przyczyny
1.
Wady jak w przypadku
pracy
na
frezarkach
zwykłych
Przyczyny jak w przypadku pracy na
frezarkach zwykłych
2.
Brak
równoległości
frezowanych kanałów (np.
frezami
tarczowymi)
względem
krawędzi
przedmiotu obrabianego
Niedokładne
ustawienie
skrętne
stołu
frezarki (brak prostopadłości przesuwu
wzdłużnego stołu do osi wrzeciona).
3.
Zaklinowanie się bocznej
powierzchni
freza
piłkowego
podczas
przecinania materiału lub
frezowania
wąskich
i
głębokich kanałów
- jak wyżej -
13
4.
Przeciwny
do
zamierzonego
kierunek
znojności
frezowanych
rowków śrubowych
Wadliwy kierunek (w przeciwną stronę)
skręcenia stołu frezarki
5.
Błędna wartość długości
skoku frezowanego rowka
ś
rubowego
lub
kąta
wzniosu
jego
linii
ś
rubowej
1.
Wadliwe
obliczenie
przełożenia
przekładni
kół
zmianowych
przekazujących ruch obrotowy ze
ś
ruby pociągowej stołu na wrzeciono
podzielnicy
2.
Błędne
umiejscowienie
kół
zmianowych
2.
CEL I ZAKRES ĆWICZENIA LABORATORYJNEGO
Celem ćwiczenia jest zapoznanie studentów z obróbką skrawania na frezarce
oraz badanie wpływu parametrów skrawania na stan obrabianej powierzchni.
3. METODYKA BADAŃ
Wymagana znajomość zagadnień.
- odmiany frezowania,
- wytyczne doboru parametrów skrawania,
- podzielnice,
- stoły pochylne i stoły obrotowe.
Przebieg ćwiczenia
Po zapoznaniu się ze stanowiskiem laboratoryjnym składającym się z:
- frezarki pionowej,
- stołu traserskiego,
- czujnika z podstawką,
- suwmiarki elektronicznej,
- mikrometru,
- wzorników do określenia chropowatości przy frezowaniu,
- przygotówek do frezowania.
14
Należy wykonać obróbkę frezowania czterech elementów wg zadanych
parametrów przez prowadzącego. Po wykonaniu frezowania należy określić
błędy kształtu oraz chropowatości.
4. WYMAGANIA BHP
- studenci powinni być ubrani w trakcie ćwiczenia w fartuchy ochronne,
- studenci nie mogą wykonywać samodzielnie żadnych czynności bez
uzyskania zgody prowadzącego.
Bezpieczne metody pracy na frezarkach:
♦
kółko ręczne (lub dźwignia) do posuwu powinno być zaopatrzone w
sprzęgło wyłączające jego ruch w czasie posuwu mechanicznego,
♦
ze względu na zagrożenia występujące przy pracy na frezarkach, należy
przed pracą:
- zapoznać się z dokumentacją techniczno-ruchową frezarki,
- sprawdzić stan osłon,
- sprawdzić działanie (bez obciążenia) urządzeń napędowych, sterujących
i obieg smarowania frezarki,
♦
przy szybkościowym frezowaniu metali wyłączenie frezarki powinno
odbywać się przez wyłączenie ruchu noża, a następnie posuwu stołu,
♦
zabronione jest usuwanie z frezarki ręcznie wiórów, a jedynie przy pomocy
szczotki lub urządzeń automatycznych (np. elektromagnetycznych lub
pneumatycznych).
5. SPRAWOZDANIE STUDENCKIE POWINNO ZAWIERAĆ:
-
przebieg ćwiczenia łącznie ze szkicami wykonanych elementów,
-
przedstawione parametry obróbki w tabeli dla poszczególnych próbek,
-
schematy pomiarów i opis wpływu parametrów skrawania na błędy
kształtu,
-
określenie chropowatości powierzchni przy różnych parametrach wg
wzorców do określania chropowatości,
-
wnioski.

15
6.
LITERATURA:
1.
Poradnik inżyniera. Obróbka skrawaniem. Tom I. Warszawa. 1991.
2.
Feld M.: Technologia budowy maszyn. PWN. Warszawa 1993.
Wyszukiwarka
Podobne podstrony:
Badanie wpływu parametrów mierników na wyniki pomiarów, ZESPÓL SZKÓŁ ELEKTRONICZNYCH
PT Określenie wpływu parametrów skrawania przy toczeniu na chropowatość powierzchni obrabianej
PT Określenie wpływu parametrów skrawania przy frezowaniu na chropowatość powierzchni obrabianej
BADANIE WPŁYWU STRUMIENIA CENTRALNEGO NA PARAMETRY STRUMIENIA ROZPYLONEGO WYTWARZANEGO PRZEZ DYSZĘ Z
Modulacja i detekcja, 6.3.3. ab, BADANIE WPŁYWU AMPLITUD SYGNAŁÓW NA PROCES MODULACJI AM
Obróbka skrawaniem, wplyw parametrow skrawania na temperature skrawania, POLITECHNIKA ŚWIĘTOKRZYSKA
Badanie wpływu zarządzania bhp na wskaźnik wypadków
Badanie wpływu czynników abiotycznych na ekosystemy, referaty i materiały, biologia, doświadczenia
Badanie wpływu prądu i rdzenia na indukcyjność cewki
badanie wplywu postaci zlomu na uzysk stopu
08 Kubiak J i inni Badania wplywu srodowiska chlorkowego na trwalosc konstrukcji zelbetowej hali prz
Badanie wpływu zmiany amunicji na skład domieszek organicznych występujących w GSR
wplyw parametrow skrawania na temperature skrawania
Pytania badanie wplywu parametrow
BADANIE WPŁYWU ZAWIROWANIA STRUMIENIA CENTRALNEGO WYBRANEJ DYSZY NA PARAMETRY STRUMIENIA ROZPYLONEGO
więcej podobnych podstron