
ZESTAW 19
1. PROBLEMY PRZY NAPRAWIANIU ZŁ
ĄCZY
NAPRAWA SPOIN SPOSÓB POSTEPOWANIA.
1. Spoiny należy naprawiać wg wskazań kontroli jakości.
2. Naprawa spoin w konstrukcjach powinna być uzgodniona z osobą weryfikującą projekt pod
względem spawalniczym.
3. Spoiny wykazujące pęknięcia, braki przetopu oraz wady niedopuszczalne wg normy należy
całkowicie lub lokalnie wyciąć i ponownie wykonać.
4. Spoiny wykazujące niedopuszczalne wady zewnętrzne należy poprawić przez złagodzenie wad
lub napawanie wg szczegółowych wskazań kontroli jakości.
5. Poprawienie spoiny może wykonywać spawacz o kwalifikacjach wymaganych do wykonania
takiej spoiny.
6. Przebieg poprawiania, wady powinien być saki sam jak przy wykonywaniu spoiny, łącznie z
użyciem tego samego gatunku elektrody.
7. Po naprawieniu spoiny należy dokonać ponownej kontroli spoiny wg wskazań kontroli jakości.
NAPRAWA ZŁĄCZY SPAWANYCH
Procesy składające się na naprawę złączy spawanych, niewiele różnią się od kolejnych etapów przy
spawaniu. Tak samo, należy najpierw przygotować złącze, a następnie przystąpić do wykonania
naprawy właściwej (pospawania). Złącze można naprawiać w całości, wtedy polega to na
wycięciu całego "styku", powtórnym przygotowaniu brzegów do spawania i pospawaniu. Może się
jednak zdarzyć, że po wycięciu złącza np. rurociąg jest za krótki do ponownego pospawania. W
takiej sytuacji należy wyciąć odcinek rury i wstawić tzw. wstawkę, która nie powinna być mniejsza
od trzykrotnej nominalnej średnicy elementu i nie mniejsza niż 100 mm. W wyniku tych zabiegów
mamy niestety dwa złącza zamiast jednego. Jeżeli mamy do czynienia ze złączem o średnicy
powyżej 50 mm, często naprawa może polegać również na wycięciu tylko tych odcinków spoiny,
które są wadliwe. Podczas naprawy należy pamiętać o tym aby dokładnie wyszlifować grań spoiny,
tak aby pozostałości grani nie powodowały kolejnych wad w złączu. Po wykonaniu spoiny
następuje ponowna kontrola złącza.
SPAWANIE ŻELIWA NA GORĄCO
Istota sposobu spawania żeliwa na gorąco polega na stworzeniu warunków do powstania w złączu
struktury żeliwa szarego. Spawanie prowadzi się przy nagrzaniu elementu do temperatury rzędu
700°C, utrzymując tę temperaturę przez cały czas spawania i zapewniając po spawaniu powolne
stygnięcie, z prędkością nie większą niż 50-100°C/h.
Zalecenia technologiczne:
przed przystąpieniem do spawania dokładnie zbadać przebieg i głębokość wady,
pęknięcia należy zabezpieczyć przed dalszym rozprzestrzenianiem się przez nawiercenie na
końcach otworów o średnicy minimum 5 mm, miejsca spawane należy dokładnie oczyścić z rdzy,
smarów, farb i innych zanieczyszczeń utrudniających zwilżanie materiału przez spoiwo, pęknięcia
odlewów w ściankach o grubości do 6 mm spawane są bez ukosowania, grubsze ścianki należy
ukosować na V tworząc rowek spoiny o kącie ok. 70° z progiem o grubości min. 4 mm, uzyskanie
przetopu ułatwia nawiercenie progu wiertłem o średnicy 5-5-6 mm, dla zapobieżenia wyciekom
metalu z płynnego jeziorka stosuje się podkładki lub formy wykonywane z grafitu albo z mas
ognioodpornych.
SPAWANIE ŻELIWA NA ZIMNO

Spawanie żeliwa na zimno wykonywane jest łukiem elektrycznym przy takim doborze warunków
technologicznych, aby nagrzanie metalu w sąsiedztwie spoiny było jak najmniejsze i możliwie
równomierne.
Zalecenia technologiczne:
wiercenie otworów w miejscach zakończenia pęknięć jest niezbędne, całkowite usunięcie oleju i
smarów (wyżarzenie odlewu w piecu w min.300°C w czasie ok. 3 godzin, z następnym wolnym
stygnięciem), elementy, dla których przeprowadzenie tej operacji nie jest możliwe, należy starannie
odtłuścić rozpuszczalnikiem w miejscu łączenia, stosować małą energię liniową spawania
wykonywać krótkie ściegi o długości od 30 do 50 mm, z przerwami umożliwiającymi wystygnięcie
spoiny i przyległego materiału tak, by przed ponownym rozpoczęciem spawania temperatura nie
przekraczała 50-5-60 °C, natychmiast po wykonaniu każdego odcinka spoiny należy go przekuć na
całej długości, w celu rozładowania naprężeń wywołanych skurczem metalu spoiny,
otwory na zakończeniach pęknięć spawa się po całkowitym wykonaniu spoiny, w miarę możliwości
na podkładce miedzianej.
NAPRAWA ODLEWÓW ZE STOPÓW ALUMINIOWYCH
Odlewnicze stopy aluminiowe nagrzane do wysokiej temperatury, bliskiej temperatury topnienia,
charakteryzują się dużą kruchością przy spawaniu należy zwrócić szczególną uwagę na
konieczność uniknięcia dużych naprężeń spawalniczych, które powodują pękanie nagrzanego
metalu.
Najbardziej skutecznym sposobem zabezpieczania się przed powstaniem nadmiernych naprężeń
spawalniczych jest powolne, równomierne nagrzanie całego naprawianego odlewu przed
rozpoczęciem spawania do temperatury 300+350 °C. Temperatura wstępnego podgrzania musi być
tym wyższa, a podgrzanie bardziej równomierne, im większy i bardziej skomplikowany jest
naprawiany odlew. Małe i proste odlewy nie wymagają podgrzania wstępnego. Nagrzany odlew nie
powinien być obracany, przenoszony ani wstrząsany, gdyż stwarza to niebezpieczeństwo powstania
pęknięć. Po zakończeniu spawania odlew powinien być studzony powoli, np. w piecu lub
nagrzanym piasku.
Uszkodzony odlew powinien być odpowiednio przygotowany do spawania. Przede wszystkim
należy usunąć wszelkie zanieczyszczenia jak pozostałości smaru i oleju. Końce pęknięcia
zabezpiecza się przez nawiercenie otworów, a jego krawędzie ukosuje dłutem lub pilnikiem na
kształt "V".
Poważniejsze wgniecenia lub inne podobne uszkodzenia ścianek odlewu należy wyciąć i zastąpić
odcinkiem blachy aluminiowej o odpowiedniej grubości. Miejsce układania spoiny powinno być
oczyszczone do metalicznego blasku.
W celu ułatwienia spawania stosuje się podkładki grafitowe lub stalowe umiesczane pod złączem
podczas przygotowywania odlewu do spawania. Kierunki układania spoiny należy dobrać tak, aby
naprężenia w naprawianym odlewie były jak najmniejsze. Przy naprawie pęknięć wychodzących na
brzeg odlewu spawanie należy rozpocząć od końca pęknięcia, prowadząc spoinę na zewnątrz.
Przy brzegu odlewu, gdzie odprowadzanie ciepła jest słabsze, konieczne jest kilkakrotne
wygaszanie łuku i ponowne zajarzanie oraz dodawanie małych porcji spoiwa, celem uniknięcia
pęknięć w kraterze spoiny. Układanie dłuższych zamkniętych spoin wykonuje się odcinkami.
ZABIEGI CIEPLNE PRZY SPAWANIU I NAPAWANIU
Zabiegi cieplne przy spawaniu i napawaniu części ze stali i staliw o ograniczonej spawalności
obejmują wszelkie procesy nagrzewania i chłodzenia tych części przed napawaniem, w czasie
napawania i po jego zakończeniu, w celu wyeliminowania lub zmniejszenia niekorzystnego wpływu
procesu napawania oraz uzyskania możliwie najlepszych własności eksploatacyjnych napawanych
części. O zabiegach cieplnych decyduje przede wszystkim spawalność materiału rodzimego,

metoda napawania (spawania), wymagania stawiane przez stosowane materiały dodatkowe oraz
warunki odprowadzania ciepła ze strefy spawania (zależne od grubości elementu itd.).
W zależności od metody spawania / napawania zróżnicowane są cykle cieplne. Podstawowymi
parametrami decydującymi o strukturze i własnościach danej strefy są prędkość nagrzewania, czas
przebywania powyżej temperatury początku intensywnego rozrostu ziarna i prędkość stygnięcia
(chwilowa lub średnia) w przedziale temperatur przemiany fazowej metalu przy stygnięciu.
Warunki zabiegów cieplnych (temperaturę wstępnego podgrzania) zapewniające eliminację pęknięć
zimnych w strefie wpływu ciepła oraz dobre własności plastyczne, zabezpieczające ten obszar
przed kruchym pękaniem można ustalić w oparciu o wykresy przemiany austenitu w warunkach
spawalniczych cykli cieplnych (wykresy CTPc-S).
Przy napawaniu regeneracyjnym elementów wykonanych ze stali niestopowych nie obrobionych
cieplnie, o równoważniku węgla nie przekraczającym 0,35%, nie jest wymagane w zasadzie
podgrzewanie wstępne. W przypadku układania grubszych napoin na sztywnym podłożu z tych stali
o równoważnku węgla ok. 0,4% zalecane jest podgrzanie do temperatury ok. 150°C, którą należy
utrzymywać przez cały czas napawania.
2. RODZAJE
ŻELIW
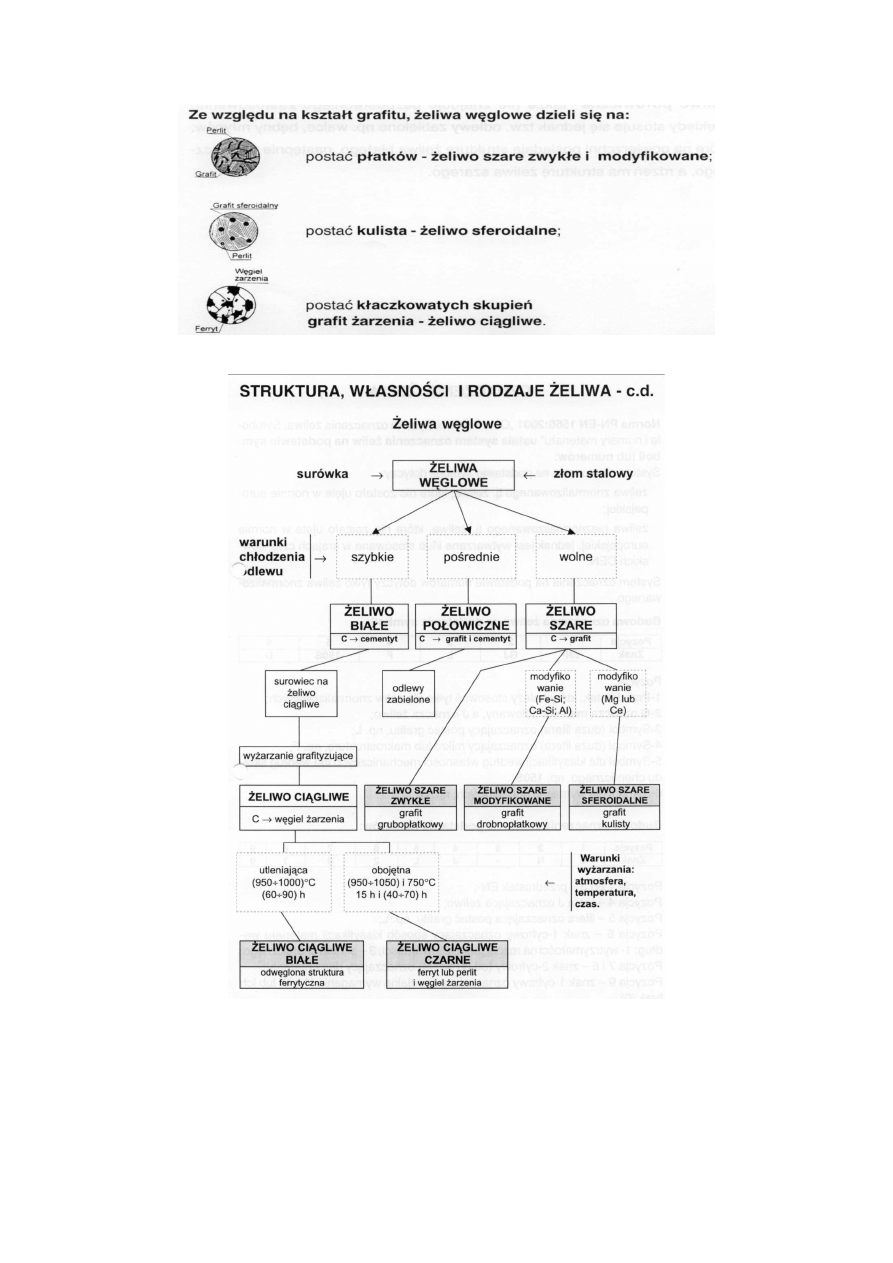
STRUKTURA, WŁASNOŚCI I RODZAJE ŻELIWA
Żeliwo zawiera zwykle od ok. 2 do ok. 4% węgla.
W zależności od postaci, w jakiej występuje węgiel, rozróżnia się żeliwa:
szare, w których węgiel występuje w postaci grafitu;
białe, w których węgiel jest związany w cementycie;
połowiczne (pstre), w których występuje grafit i cementyt.
O rodzaju struktury żeliwa decydują warunki chłodzenia odlewu żeliwnego. Przy szybkim
chłodzeniu powstaje struktura żeliwa białego, a to samo żeliwo studzone powoli krzepnie jako
szare.
Żeliwo białe jest materiałem bardzo twardym, kruchym i trudnoobrabialnym i z tego względu nie
nadaje się na części konstrukcyjne. Stanowi ono produkt wyjściowy do produkcji żeliwa
ciągliwego.
Żeliwo połowiczne także nie znajduje bezpośredniego zastosowania. Niekiedy stosuje się jednak
tzw. odlewy zabielone np. walce, bębny młynów, które na powierzchni posiadają strukturę żeliwa
białego, następnie połowicznego, a rdzeń ma strukturę żeliwa szarego.
Żeliwo szare jest najpowszechniej stosowanym materiałem odlewniczym w budowie maszyn.
Decydują o tym przede wszystkim:
stosunkowo niska cena - żeliwo otrzymuje się wprost z surówki;
niska temperatura topnienia;
mały skurcz odlewniczy;
dobre własności wytrzymałościowe;
dobra skrawalność;
dobre własności ślizgowe;
największą zdolność tłumienia drgań spośród wszystkich stopów żelaza; mała wrażliwość na karby
zewnętrzne; stosunkowo wysoka wytrzymałość zmęczeniowa.
O tych własnościach żeliwa szarego decyduje jego struktura, która składa się z:
osnowy metalicznej (ferryt, perlit lub ich mieszaniny); grafitu w różnych postaciach.
Ilość i kształt grafitu oraz jego rozłożenie wywiera istotny wpływ na własności mechaniczne
żeliwa. Grafit, odmiana alotropowa węgla, jest bowiem bardzo miękki, a jego wytrzymałość jest
bliska zeru.
OZNACZENIE ŻELIW
Norma PN-EN 1560:2001 „Odlewnictwo. System oznaczenia żeliwa. Symbole i numery materiału"
ustala system oznaczenia żeliw na podstawie symboli lub numerów:
Budowa oznaczenia żeliwa na podstawie symboli:

Pozycja
1
2
3
4
5
6
Znak
EN-
GJ
L
F
-150S
D
Pozycje:
1-Przedrostek, który należy stosować tylko dla żeliw znormalizowanych; 2-G oznacza materiał
odlewany, a J oznacza żeliwo; 3-Symbol (duża litera) oznaczający postać grafitu, np. L; 4-Symbol
(duża litera) oznaczający mikro lub makrostrukturę, np. F; 5-Symbol dla klasyfikacji według
własności mechanicznych lub według składu chemicznego, np. 150S; 6-Symbol dla wymagań
dodatkowych, np. D.
Żeliwo ciągliwe- jest otrzymywane z żeliwa białego w wyniku długotrwałej obróbki cieplnej
(wyżarza-nie grafityzujące) w temperaturze ok. (900-1050°C). Żeliwo ciągliwe może być: białe lub
czarne.
Żeliwo ciągliwe białe (odwęglone) - żeliwo odlewane jako żeliwo białe, a następnie poddane
obróbce cieplnej w atmosferze odwęglającej w celu uzyskania materiału częściowo lub całkowicie
odwęglonego. Grafit, o ile występuje w strukturze, ma postać grafitu żarzenia.
Żeliwo ciągliwe czarne (nieodwęglone) - żeliwo odlewane jako żeliwo białe, a następnie poddane
obróbce cieplnej w atmosferze obojętnej, zawierające grafit, który w całości występuje w postaci
grafitu żarzenia.
SPAWALNOŚĆ ŻELIWA
Żeliwo jest materiałem trudno spawalnym ze względu na:
dużą kruchość zwykłych gatunków żeliwa o graficie płatkowym;
dużą skłonność do pękania podczas spawania, wywołaną naprężeniami termicznymi;
niekorzystne zmiany w strefie wpływu ciepła, polegające na powstawaniu bardzo twardego i
kruchego żeliwa białego przy szybkim stygnięciu spoiny;
zwykle duże wymiary gabarytowe odlewów żeliwnych i duże przekroje spawane.
W przypadku naprawy odlewów, uszkodzonych w wyniku eksploatacji, spawalność żeliwa
niejednokrotnie jeszcze się pogarsza ze względu na:
wewnętrzne utlenienie spowodowane eksploatacją w podwyższonych temperaturach lub w
środowiskach utleniających np. spaliny;nasiąkanie olejem lub smarem.
Pomimo powyższych trudności żeliwa modyfikowane, sferoidalne, ciągliwe i niektóre stopowe
można spawać pod warunkiem zastosowania odpowiedniej technologii spawania.
SPAWANIE ŻELIWA
Zastosowanie i metody spawania
Spawanie żeliwa stosuje się do:
usuwania wad w nowo wykonanych odlewach;
naprawy odlewów uszkodzonych podczas eksploatacji;
łączenie odlewów ze sobą lub odlewów z elementami stalowymi w jedną całość konstrukcyjną;
Przygotowanie odlewu do spawania:
rzadzizny i niedolania w nowych odlewach należy oszlifować do "zdrowego" materiału";
pęknięcia należy na całej długości zukosować;
na końcach pęknięcia wywiercić otwory zabezpieczające przed jego dalszym rozprzestrzenianiem
się; miejsce spawania oczyścić z olejów, smarów, rdzy itp.; w trudniejszych przypadkach spawania
odlewów na zimno stosować zbrojenie zukosowanych brzegów za pomocą wkręconych kołków
stalowych.

Metody spawania
żeliwa:
na gorąco*
na zimno
*Niekiedy jest też stosowane określenie spawania żeliwa "na półgorąco". Odlew żeliwny
podgrzewa się wówczas do niższej temperatury wynoszącej 300-400°C, czasem tylko lokalnie, a
proces spawania wykonuje się identycznie jak przy metodzie na gorąco.
Odlewy żeliwne można także naprawiać metodą
Lutospawania
SPAWANIE ŻELIWA NA GORĄCO
Spawanie żeliwa na gorąco polega na spawaniu odlewu podgrzanego do temperatury około 700 °C.
Warunki podgrzewania odlewu przed spawaniem:
bardzo wolno i równomiernie; prędkość podgrzewania około 100 °C/h;
w typowych piecach lub w specjalnych komorach;
tylko małe odlewy można podgrzewać palnikami gazowymi.
Podczas spawania należy:
stosować spoiwo o stopiwie żeliwa;
stosować topnik przy spawaniu gołymi pałeczkami żeliwnymi;
kontrolować temperaturę odlewu;
spawać bez przerw aby odlew zbytnio nie ostygł;
gdy temperatura odlewu obniży się do około 600 °C,przerwać spawanie i dogrzać odlew;
przy dużych odlewach zaangażować dwóch lub więcej spawaczy (spawanie na zmianę) ze względu
na trudne warunki pracy; natychmiast po zakończeniu spawania włożyć odlew do nagrzr nego (ok.
700 °C) pieca.
Warunki chłodzenia odlewu po spawaniu:
jeszcze bardziej wolno i równomiernie; prędkość stygnięcia do około 50 °C/h; zawsze razem z
piecem lub komorą.
Metody spawania
żeliwa na gorąco:
gazowe, palnikiem tlenowo-acetylenowym;
łukowe, elektrodami otulonymi;
łukowe, elektrodą węglową lub wolframową (TIG); łukowe, gołymi prętami na osnowie niklu.
Postać spoiwa: gołe pręty żeliwne do spawania gazowego;
elektrody otulone z rdzeniem żeliwnym,
np. elektroda otulona o symbolu EŻO;
elektrody otulone o stopiwie żeliwa (rdzeń stalowy);
elektrody prętowe na osnowie niklu.
Własności spoin
Spoiny żeliwa wykonane metodą na gorąco posiadają strukturę żeliwa szarego, są szczelne i łatwo
obrabialne poprzez skrawanie.
SPAWANIE ŻELIWA NA ZIMNO
Spawanie żeliwa na zimno wykonuje się bez wstępnego podgrzewania i tylko metodami łukowymi
Przy tej metodzie spawania należy:
spawać możliwie małą energią liniową łuku - stosować małe natężenia prądu;
układać krótkie spoiny aby odlew lokalnie nie nagrzał się powyżej (60-70)°C - ciągle kontrolować
temperaturę odlewu w miejscu spawania; długość jednego odcinka spoiny nie powinna przekraczać
(20+30) mm; pierwszy odcinek spoiny ułożyć na środku pęknięcia, następne na obu końcach

pęknięcia (przy wywierconych otworach) itd. na przemian aż do wykonania całego ściegu;
stosować szerokie ściegi zakosowe, które są łatwiejsze do przekuwania; przy spoinie
wielowarstwowej, każdą następną warstwę wykonywać odcinkami przesuniętymi np. o połowę
długości odcinka, względem warstwy poprzedniej; po ułożeniu każdego odcinka spoiny, przerwać
spawanie a spoinę natychmiast lekko przekuwać; do przekuwania stosować lekki młotek, o masie
do 0,75 kg, z zaokrągloną końcówką o promieniu (3-4)mm; podczas przekuwania uderzać lekko
młotkiem, poczynając od środka lica ściegu, wzdłuż całego odcinka, a kończąc na bokach ściegu;
otwory wykonane na obu końcach pęknięcia spawać na końcu, po wykonaniu całej spoiny;
w przypadku gdy zukosowane brzegi są uzbrojone kołkami stalowymi należy najpierw pojedynczo
przyspawać kołki do ścianek rowka, a dopiero potem rozpocząć właściwe spawanie.
Żeliwo metodą "na zimno" spawa się za pomocą:
elektrod otulonych;
drutów lub prętów litych lub proszkowych (MIG, MAG, TIG).
Elektrody otulone do spawania żeliwa na zimno:
niklowe, np. EŻNi;
niklowo-żelazne, np. EŻS, EŻFeNi;
niklowo-miedziane (monelowe), np. EŻM;
miedziane, np. EŻCu;
o stopiwie stali specjalnej;
połączeniowe, stalowe, zasadowe, np. EB150.
Skład chemiczny spoin wykonywanych metodą na zimno jest całkowicie odmienny od składu
chemicznego żeliwa.
Spoiny wykonane elektrodami niklowymi i ze stopów niklu są:
łatwo obrabialne narzędziami skrawającymi;
zapewniają dobrą szczelność;
różnią się kolorem od żeliwa szarego (błyszczące i jasnosrebrzyste).
Spoiny wykonane elektrodami miedzianymi różnią się zdecydowanie kolorem od żeliwa szarego i
są znacznie trudniejsze do obróbki. Spoiny wykonane elektrodami połączeniowymi, stalowymi są
bardzo twarde, obrabialne tylko za pomocą szlifowania i zwykle posiadają pęknięcia powodujące
nieszczelności.
LUTOSPAWANIE ŻELIWA
Zasada procesu
Wykonywanie połączenia spoiwem na osnowie miedzi o temperaturze topnienia (zwykle do ok.
950°C) zawsze niższej od temperatury topnienia żeliwa, z zastosowaniem nagrzewania palnikiem
tlenowo - acetylenowym i techniki wykonywania połączenia jak przy spawaniu gazowym. Podczas
lutospawania żeliwo nie ulega nadtopieniu (spoiwo zwilża ścianki rowka), a zatem nie występuje
zagrożenie tworzenia się twardej i kruchej warstwy zabielonej.
Materiały dodatkowe:
spoiwa mosiężne, niekiedy z dodatkiem krzemu, niklu, manganu, srebra itp.; topniki typu
boraksowego - jak do lutowania twardego stali niestopowych spoiwami mosiężnymi.
Przygotowanie złącza:
oczyścić uszkodzone miejsce odlewu;
za pomocą obróbki mechanicznej zukosować pęknięcie odlewu żeliwnego jak do spawania;
usunąć grafit z powierzchni ścianek rowka poprzez:

=> wypalenie grafitu płomieniem utleniającym i następnie oczyszczenie
powierzchni szczotką stalową; => piaskowanie i oczyszczenie powierzchni;
=> wytrawienie chemiczne i oczyszczenie z resztek środka trawiącego;
Przebieg procesu:
ścianki rowka pokryć odpowiednim topnikiem;
nagrzać ścianki rowka do temperatury około (750-850)°C - zbliżonej do temperatury topnienia
spoiwa; pobielić powierzchnie rowka spoiwem;
bezpośrednio po pobieleniu wypełnić rowek spoiwem, jednym lub kilkoma ściegami, stosując
technikę spawania gazowego w lewo; po skrzepnięciu lutu wstawić naprawiany odlew do pieca lub
gorącego piasku aby zapewnić wolne stygnięcie.
Zastosowanie:
naprawy uszczelniające odlewów wykonanych z żeliwa szarego lub ciągliwego -wytrzymałość
połączeń lutospawanych jest stosunkowo niska (około 150-250 MPa).
ZALETY I WADY SPAWALNICZYCH TECHNOLOGII NAPRAWY ODLEWÓW ŻELIWNYCH
Spawanie na gor
ąco:
uszkodzony odlew wymaga całkowitego demontażu; duża pracochłonność (wielogodzinne
podgrzewanie i stygnięcie odlewu); przy dużych odlewach zapewnienie wymaganych warunków
podgrzewania i stygnięcia może okazać się bardzo trudne technicznie lub wręcz niemożliwe;
przy odlewach o złożonych kształtach mogą wystąpić odkształcenia i zmiany niektórych
wymiarów;
małe ryzyko ponownego pęknięcia odlewu; tanie materiały dodatkowe do spawania;
dobre własności spoin (połączenia homogeniczne) i łatwe do obróbki mechanicznej;
bardzo trudne warunki pracy spawacza, ze względu na promieniowanie cieplne nagrzanego odlewu.
Spawanie na zimno:
eliminacja pracochłonnego podgrzewania odlewu;
możliwość naprawy korpusu przy tylko częściowym demontażu urządzenia,
a niekiedy nawet bez demontażu;
istnieje ryzyko ponownego pęknięcia odlewu nawet przy stosunkowo niewielkich uchybieniach w
technologii spawania; kolor spoin znacznie różniący się od materiału rodzimego; stosunkowo
drogie materiały dodatkowe, zwłaszcza spoiwa niklowe; praca spawacza żmudna ale warunki pracy
znacznie korzystniejsze niż przy spawaniu na gorąco.
Lutospawanie:
prosty technicznie i stosunkowo tani sposób naprawy odlewu; niska temperatura procesu - żeliwo
nie ulega nadtopieniu; brak zagrożeń charakterystycznych dla spawania żeliwa na zimno;
możliwość naprawy uszkodzeń odlewów nie narażonych na duże obciążenia podczas eksploatacji;
stosunkowo niska wytrzymałość lecz dobra szczelność połączeń; potrzeba lokalnego nagrzania
palnikiem gazowym do temperatury zwilżania ogranicza zastosowanie do naprawy odlewów o
niezbyt złożonych kształtach oraz niewielkiej masie; połączenia bardzo łatwe do obróbki
mechanicznej; kolor połączeń znacznie różniący się od materiału rodzimego.
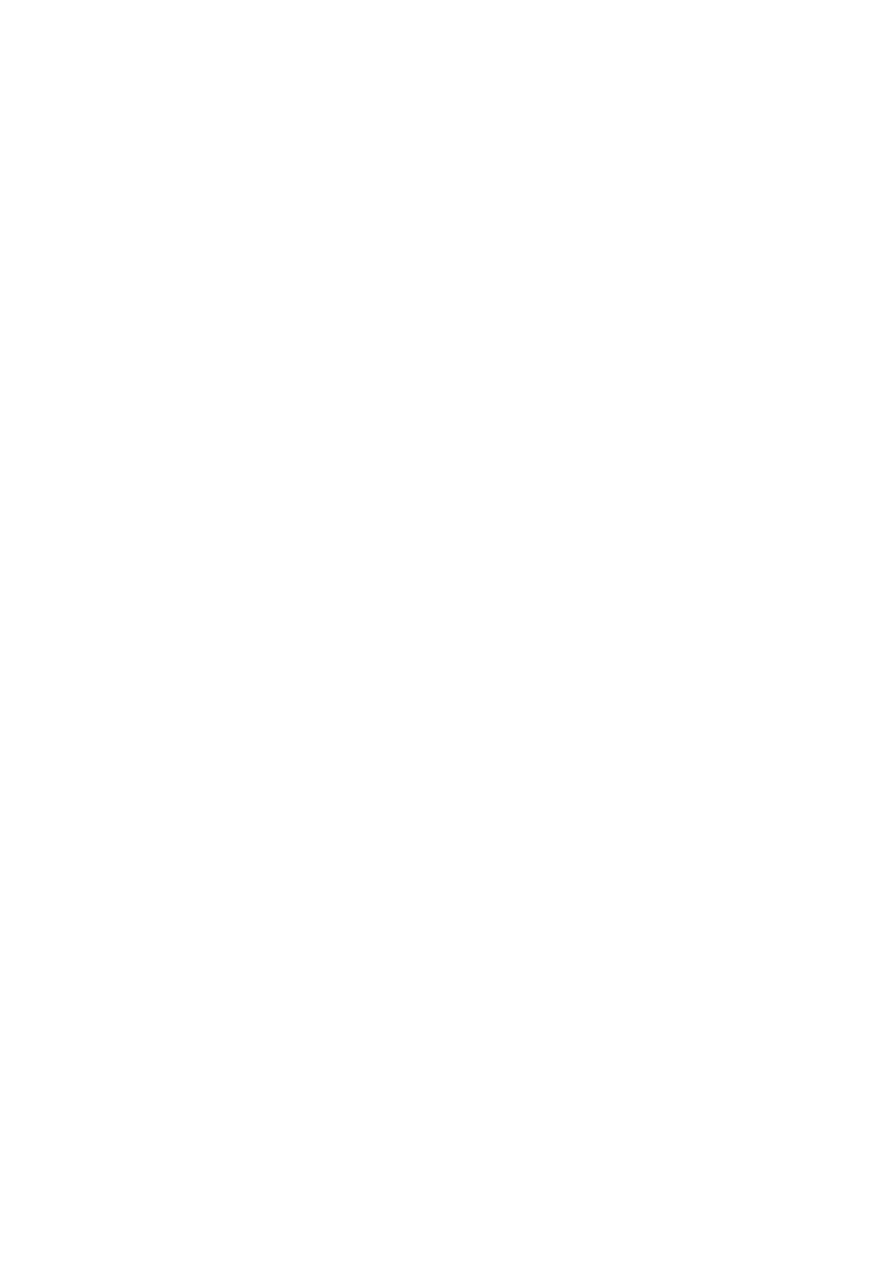
3. TWORZYWA SZTUCZNE RODZAJE SPOSOBY Ł
ĄCZENIA
PODSTAWOWE INFORMACJE O TWORZYWACH SZTUCZNYCH
Tworzywa sztuczne - mieszaniny związków wielocząsteczkowych, zwanych popularnie polimerami
syntetycznymi, mających dużą liczbę atomów lub grup atomowych w postaci długich łańcuchów
molekularnych rzadko uporządkowanych, ze związkami pomocniczymi tj. wypełniaczami,
pigmentami, barwnikami, plastyfikatorami, stabilizatorami czy środkami zmniejszającymi palność.
PODZIAŁ TWORZYW SZTUCZNYCH
Ze względu na rodzaj przetwórstwa tworzywa sztuczne można podzielić na 3 grupy:
■tworzywa termoplastyczne
■tworzywa termoutwardzalne
■tworzywa chemoutwardzalne
Tworzywa termoplastyczne (nas interesujące) są to substancje wysokopoli-meryczne, które
miękną i stają się plastyczne w podwyższonej temperaturze i w tym stanie mogą przebywać, dając
się kształtować. Po ostudzeniu natomiast zachowują nadane im kształty i odzyskują pierwotne
własności, przy czym cykl uplastycznienia pod wpływem temperatury może być powtarzany
kilkakrotnie.
Polimeryzacja jest polireakcją łańcuchową zachodzącą dzięki obecności wiązań nienasyconych lub
wskutek rozerwania nietrwałego pierścienia monomeru bez wydzielania produktów ubocznych i
bez przegrupowania atomów.
Tworzywa termoutwardzalne charakteryzują się tym, że pod wpływem wzrostu temperatury
następuje najpierw ich ukształtowanie (np. w formie) a następnie utwardzenie. Nie jest możliwe ich
powtórne przetwarzanie. Typowym przykładem takiego tworzywa jest bakelit.
Tworzywa chemoutwardzalne zbudowane są na bazie żywic epoksydowych i włókna szklanego.
Przy ich przetwórstwie zachodzi reakcja chemiczna w wyniku której następuje zestalenie włókna
szklanego z żywicą. Tworzywa te również nie nadają się do powtórnego przetwarzania.
RODZAJE TWORZYW SZTUCZNYCH TERMOPLASTYCZNYCH
Najczęściej stosowane w technice tworzywami termoplastycznymi są:
■polichlorek winylu
PCV
■polietylen
PE
■polipropylen
PP
■polifluorek winilidenu
PVDF
KRÓTKA CHARAKTERYSTYKA WYMIENIONYCH TWORZYW
POLICHLOREK WINYLU (PVC) - tworzywo amorficzne wytwarzane
z gazowego chlorku winylu w procesie polimeryzacji.
Wadą polichlorku winylu jest jego kruchość w niskich temperaturach, stąd np. rurociągi wodne
muszą być prowadzone poniżej przemarzania ziemi. Najczęstsze zastosowania: przewody
nawiewne, wywiewne do odciągania gazów o średnicach >150 mm, doprowadzenia wodne do
nawadniania, uszczelniania budowlane, uszczelniania kanałów, wykładanie ich płytami z
następnym spawaniem, rynny dachowe, w przemyśle motoryzacyjnym deski rozdzielcze, kły
zderzaków, podkładki pod akumulatory, podłokietniki, pod-sufitki, przewody do paliwa i płynu
hamulcowego.
POLIETYLEN (PE) - tworzywo otrzymywane przez polimeryzację etylenu.
Do najważniejszych zalet polietylenu należą: duża wytrzymałość mechaniczna, elastycność,
odporność na większość ciekłych i gazowych substancji chemicznych, eliminacja zabezpieczeń
antykorozyjnych, obojętność fizjologiczna tworzywa, duża odporności na niskie temperatury.
Polietylen jest tworzywem „ekologicznym", nie wprowadza żadnych zanieczyszczeń. Każdy odpad

polietlenowy może być łatwo przerobiony ponownie na inny wyrób.
Najczęstsze zastosowanie LDPE - rury przeznaczone do transportu wody i substancji chemicznych,
MDPE - rury przeznaczone do transportu gazu, wody (zamarzanie wody w rurach wodociągowych
nie powoduje w nich żadnych uszkodzeń),oraz substancji chemicznych, szczególnie na terenach
szkód górniczych, HDPE - rury do transportu gazu wody oraz substancji chemicznych. Opakowania
świeżych artykułów spożywczych. W przemyśle motoryzacyjnym wykonywane są elementy filtrów
powietrza, korki i zakrętki akumulatorów, zbiorniki płynów do czyszczenia szyb, zbiorników płynu
hamulcowego.
POLIPROPYLEN (PP) - otrzymywany przez polimeryzację propylenu.
Zastosowanie:
■instalacje i rurociągi wodne,
■podzespoły, obudowy, kształtki w przemyśle elektrycznym,
■części izolacyjne w przemyśle elektromechanicznym,
■izolacja w przemyśle kablowym, opakowania w przemyśle farmaceutycznym, spożywczym i
medycynie,
■części i podzespoły samochodowe,
■obudowy i podzespoły urządzeń AGD.
POLIFLUOREK WINILIDENU (PVDF) - tworzywo o bardzo szerokim zakresie temperatur
pracy od - 40 0 do +140 °C, posiada dobre własności mechaniczne i wysoką odporność chemiczną.
Jest to materiał bardzo czysty, nie zawierający żadnych dodatków stabilizacyjnych takich jak:
plastyfikatory, środki poślizgowe czy zmniejszające palność materiału. Z uwagi na fakt, że PVDF to
materiał o wysokiej czystości, ale jednocześnie dosyć kosztowny, nie jest stosowany powszechnie,
a jedynie tam, gdzie zachodzi konieczność budowy instalacji o wysokiej czystości.
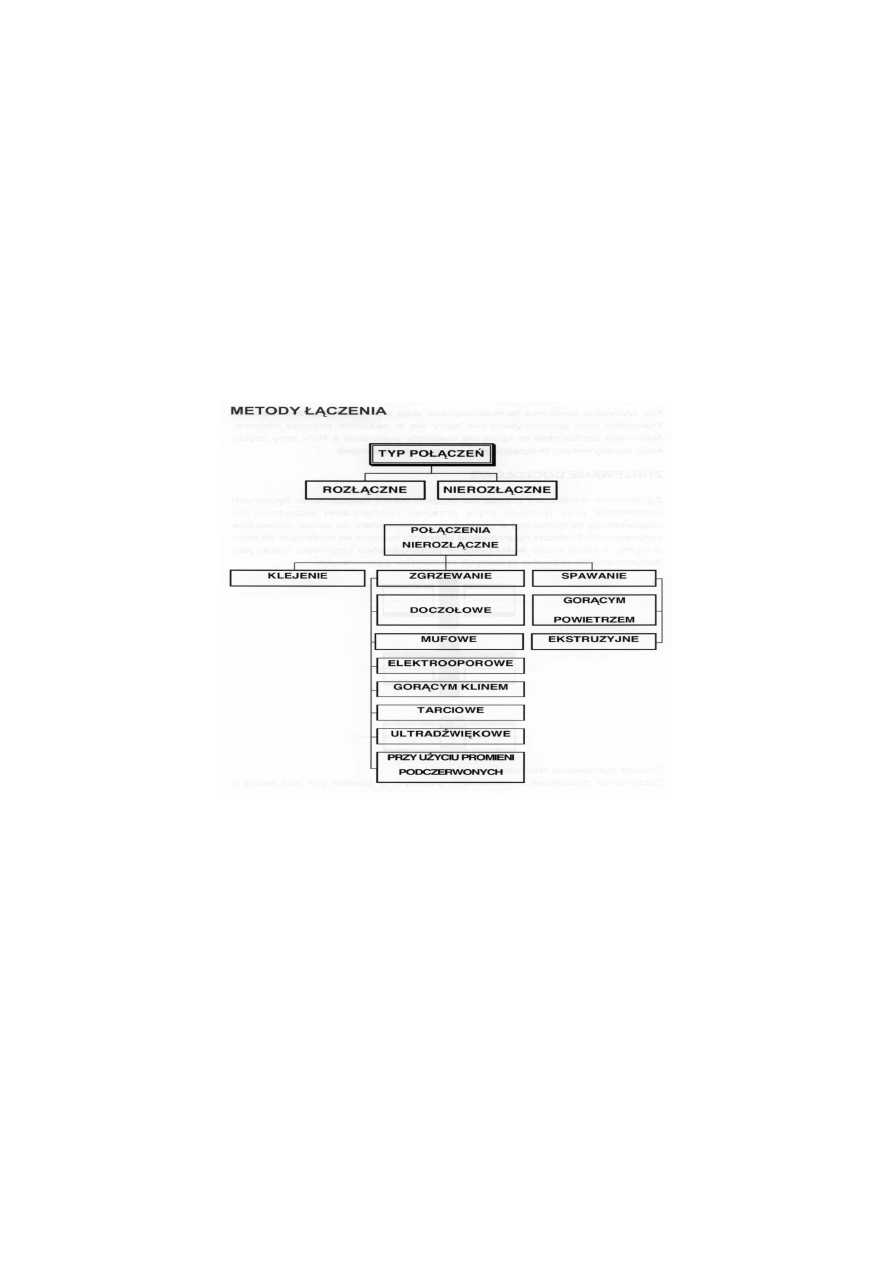
ZGRZEWANIE DOCZOŁOWE
Zgrzewanie doczołowe polega na bezpośrednim nagrzewaniu łączonych elementów przy pomocy
płyty grzejnej (podgrzanej wcześniej do odpowiedniej temperatury) z następnym dociśnięciem do
siebie elementów zgrzewanych. Podczas nagrzewania elementy łączone są dociśnięte do płyty
grzejnej, z której przez wykorzystanie przewodnictwa cieplnego, ciepło jest dostarczane do
brzegów łączonych elementów zgrzewanych.
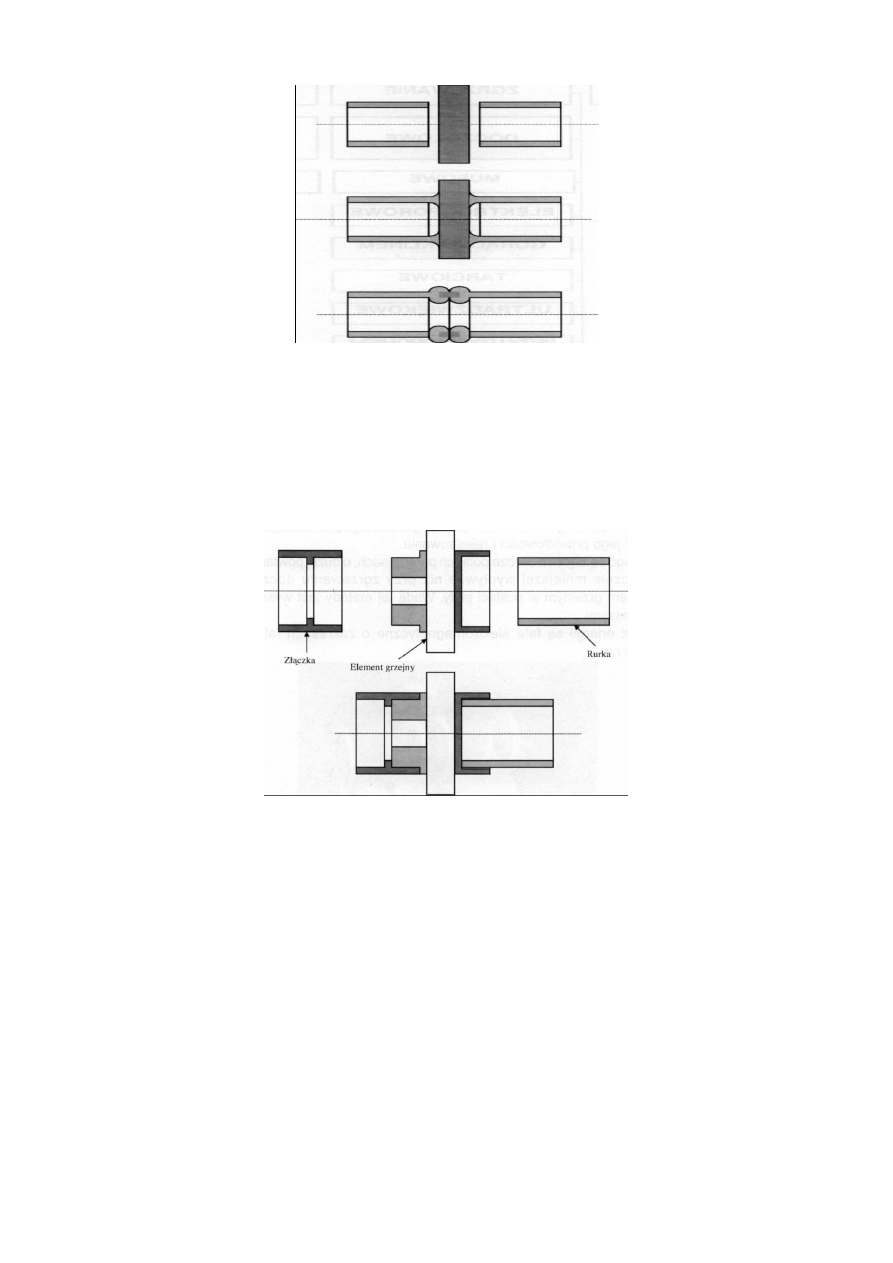
ZGRZEWANIE POLIFUZYJNE (MUFOWE)
Zasada zgrzewania polifuzyjnego jest przedstawiona na poniższym rysunku. Metoda ta wymaga
starannego przygotowania powierzchni. Wierzchnia warstwa powierzchni rury w miejscu łączenia
musi być usunięta, a średnica rury skalibrowana. Również wysokiej czystości wymaga się od
złączki, którą przed zgrzewaniem przeciera się papierem włóknistym. Metoda stosowana przy
wykonywaniu instalacji wodnych i chemicznych z PP i PVDF. Do średnicy 63 mm realizowana jest
ręcznie, powyżej tej średnicy zgrzewarki wyposaża się w odpowiednie oprzyrządowanie.
ZGRZEWANIE ELEKTROOPOROWE
Element grzejny jest zintegrowany ze złączką w postaci spirali oporowej nawiniętej wewnątrz
złączki. Produkuje się dużą gamę różnego rodzaju złączek, od prostych mufek poprzez trójniki,
redukcje, do specjalnych siodełek. Metoda ma wiele zalet zwłaszcza przy wykonywaniu
gazociągów z PEHD. Główną z nich jest stosunkowo mała zależność od czynnika ludzkiego oraz
możliwość znacznej automatyzacji i rejestracji przebiegu procesu. Wadą tej metody jest wysoki
koszt złączek, a także samych urządzeń.
Metoda zgrzewania elektrooporowego pozwala na łączenie rur do średnicy 400 mm (630 mm).
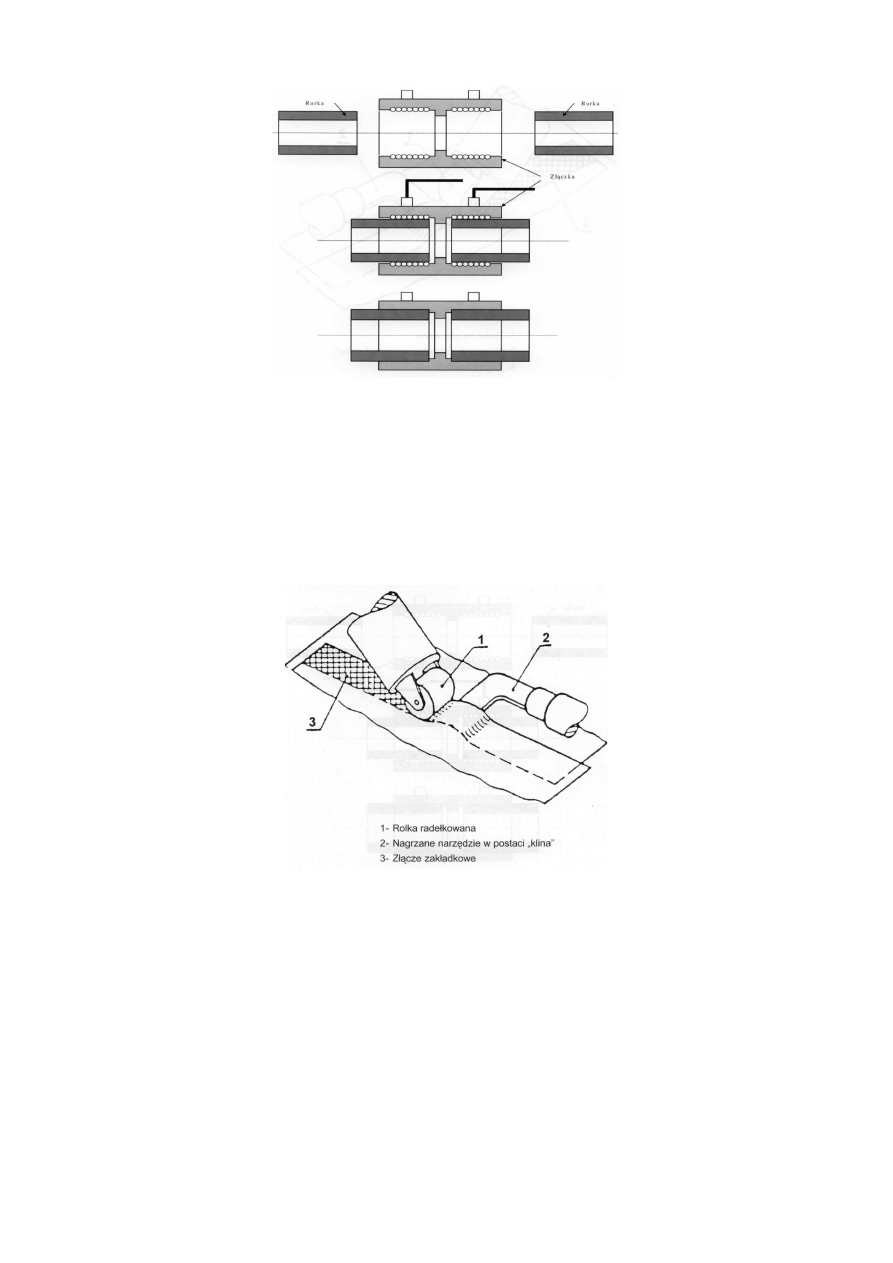
ZGRZEWANIE GOR
ĄCYM KLINEM
Proces zgrzewania jest prosty i nie nastręczający dużych kłopotów. Metoda stosowana do
wykonywania złączy zakładkowych na elementach o grubości do 2 mm, a szczególnie zalecana do
łączenia folii w zakresie grubości 0,1 - 1,0 mm.
Łączone powierzchnie folii są czyszczone, po czym składane na zakładkę. Między założone
powierzchnie folii wprowadza się nagrzane narzędzie w postaci „klina", który przesuwany jest
wzdłuż zakładki, klin uplastycznia powierzchnie folii. Za nagrzanym narzędziem, prowadzona jest
rolka radełkowana dociskająca do siebie uplastycznione powierzchnie.
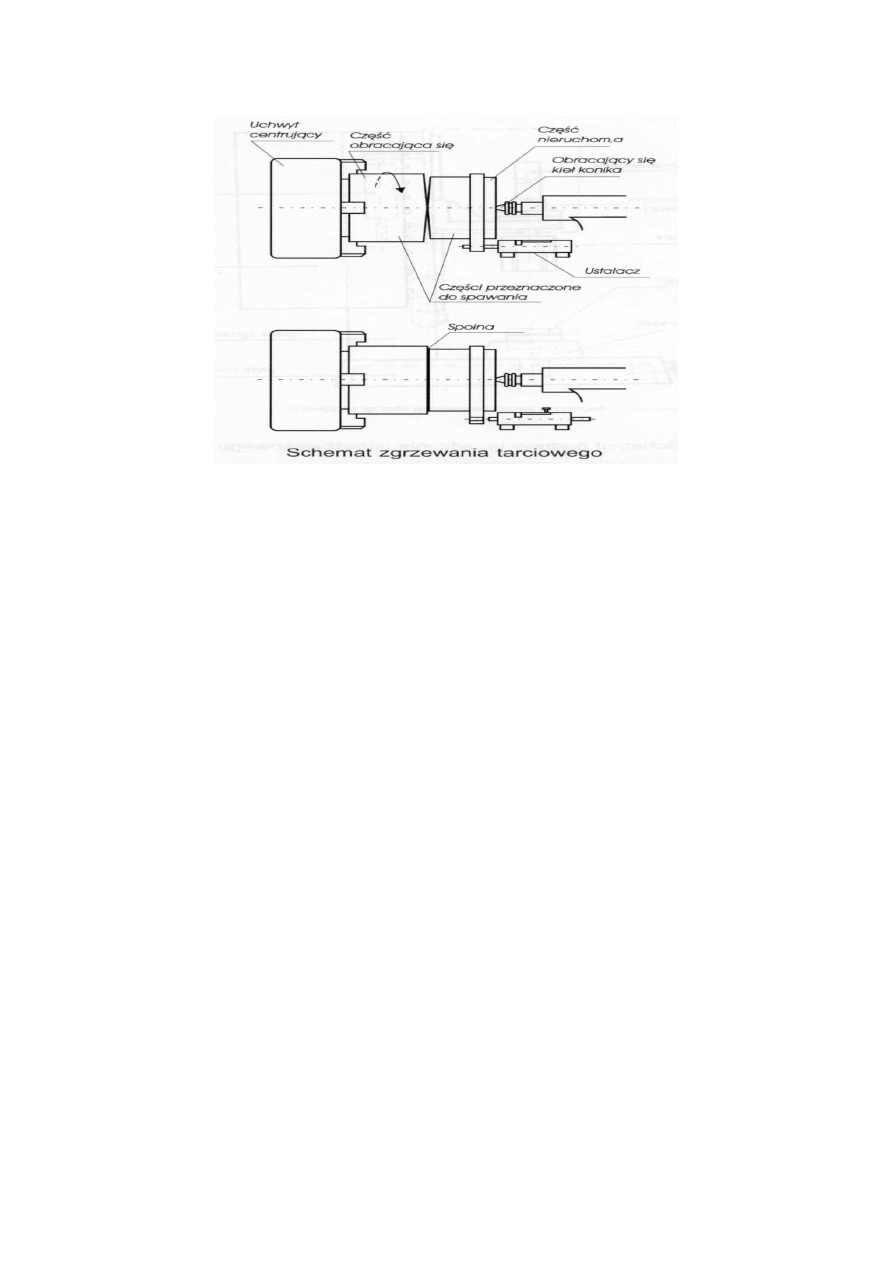
ZGRZEWANIE TARCIOWE
Zgrzewanie tarciowe jest metodą łączenia charakteryzującą się tym, że połączenie elementów
powstaje w wyniku działania docisku na powierzchnie części nagrzanych ciepłem tarcia. Jedna
część umocowana jest w uchwycie na tarczy obrotowej, natomiast druga w uchwycie zaciskowym
stałym. Dosuwając część unieruchomioną do części obracającej się wywołuje się tarcie stykających
się powierzchni, które w miarę wzrastania docisku powoduje podwyższenie temperatury części.
Proces zgrzewania tarciowego kończy się zatrzymaniem procesu tarcia i włączeniem docisku
spęczania. Istotną rzeczą jest nie odmocowywanie części połączonych do momentu ich
ochłodzenia. Metodą tarcia można łączyć części wykonane z: polichlorku winylu (PVC),
polimetakrylanu metylu (PMMA), polistyrenu (PS), polietylenu (PE), polipropylenu (PP),
poliamidu (PA).
ZGRZEWANIE ULTRAD
ŹWIĘKOWE
Przy zgrzewaniu ultradźwiękowym wypraski w strefie styku ulegają uplastycznieniu pod
działaniem energii drgań ultradźwiękowych. Po uplastycznieniu wywierany jest określony docisk
na elementy łączone. Siła docisku przykładana jest ręcznie lub mechanicznie. Zarówno siła docisku
jak i energia drgań z reguły działają w kierunku prostopadłym do łączonych powierzchni.
Nagrzewanie tworzyw termoplastycznych w strefie złącza odbywa się na drodze przemiany cieplnej
w następstwie zmiennych obciążeń ściskających spowodowanych przez energię przyłożonych drgań
mechanicznych o częstotliwościach w zakresie 20 do 70 kHz oraz przez zjawisko tarcia na
łączonych powierzchniach. Tą metodą zgrzewania wykonuje się np.: wirniki wentylatorów, schowki
w desce rozdzielczej samochodu, przełączniki, koperty do zegarków.
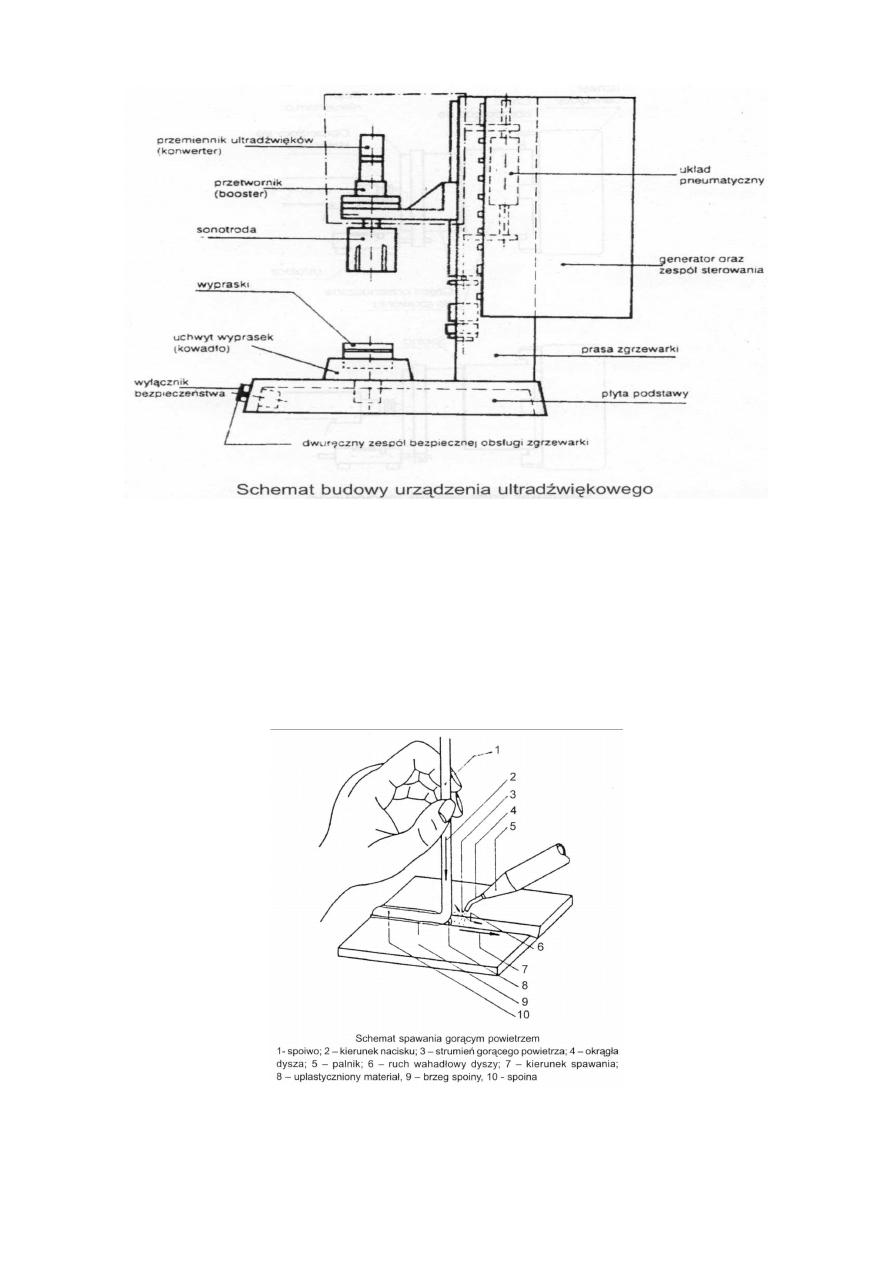
SPAWANIE GOR
ĄCYM POWIETRZEM
Spawanie gorącym powietrzem jest metodą łączenia trudniejszą aniżeli zgrzewanie. Do spawania
używa się spoiwa w postaci „drutu" o właściwościach zbliżonych do właściwości materiału
podstawowego, a brzegi materiału podstawowego są przygotowane poprzez ukosowanie tworząc
tym samym rowek spawalniczy. Zarówno rowek spawalniczy, jak i spoiwo, są nagrzewane gorącym
powietrzem wypływającym z palnika, uplastyczniającym powierzchnie rowka spawalniczego wraz
z materiałem dodatkowym. Spoiwo wtłaczane jest w rowek spawalniczy przy możliwie pionowym
nacisku.
SPAWANIE EKSTRUZYJNE
Metoda pozwala na połączenie w sposób ciągły i szybki elementów konstrukcyjnych z materiałów
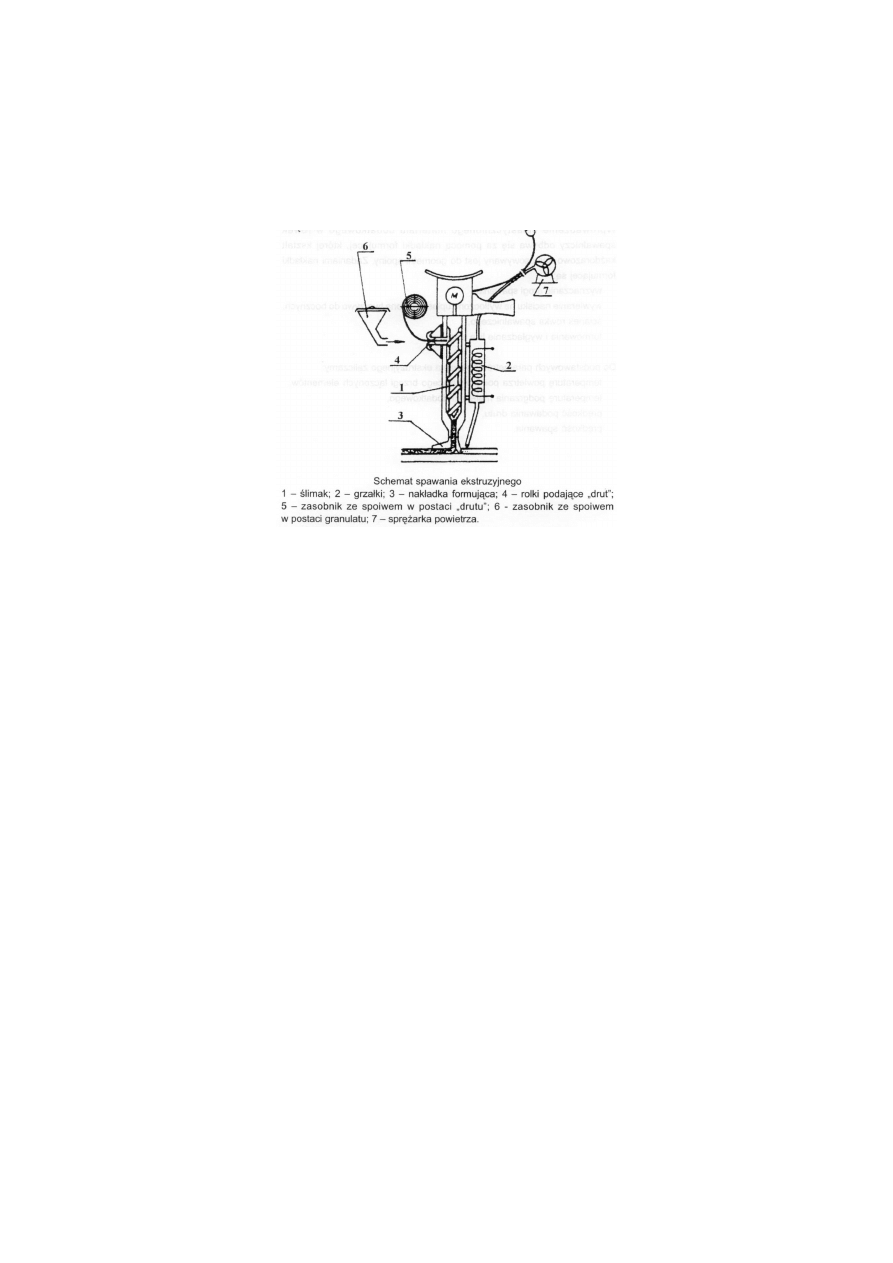
o tych samych właściwościach. Do spawania używa się spoiwa w postaci „drutu" lub granulatu.
Brzegi materiału podstawowego są odpowiednio przygotowane przez ukosowanie, aby utworzyć
rowek spawalniczy. Rowek spawalniczy jest podgrzewany ciepłym powietrzem, aby uplastycznić
ścianki boczne rowka, a następnie w podgrzany rowek spawalniczy poprzez nakładkę formującą
zostaje wtłoczone uplastycznione spoiwo wytłoczone z urządzenia ekstruzyjnego. Powietrze
podgrzewające rowek powinno być pozbawione zanieczyszczeń w postaci wilgoci, oleju, tłuszczów
oraz wszelkiego rodzaju wtrąceń.
4. SPAWANIE PRETÓW ZBROJENIOWYCH
Metodą która z powodzeniem może być stosowana do łączenia w warsztacie i warunkach
montażowych jest spawanie elektrodami otulonymi. Do spawania stali niestopowych o małym
współczynniku Ce można stosować elektrody rutylowe, a do stali o ograniczonej spawalności
stosować zasadowe odpowiednio wysuszone. Spawanie metodą MAG można stosować tylko
podczas prac warsztatowych. Nie ma uzasadnienia spawanie drutem proszkowym ze względu na
duży koszt w porównaniu z innymi spoiwami.
Spawanie walcówki i prętów zbrojeniowych należy prowadzić zgodnie z zakwalifikowaną
technologią. Korzystny skład chemiczny (zawartośc węgla poniżej 0,22%, wartośc równoważnika
węgla Ce poniżej 0,40) nie powoduje powstania w warstwie przyspoinowej martenzytu o dużej
twardości co zabezpiecza spoiny przed wystapieniem pęknięć. Najprostszym sposobem
poprawienia spawalności jest zmniejszenie predkości chłodzenia złącza np.przez wstepne
podgrzanie i utrzymywanie podwyższonej temperatury w czasie całego procesu spawania.
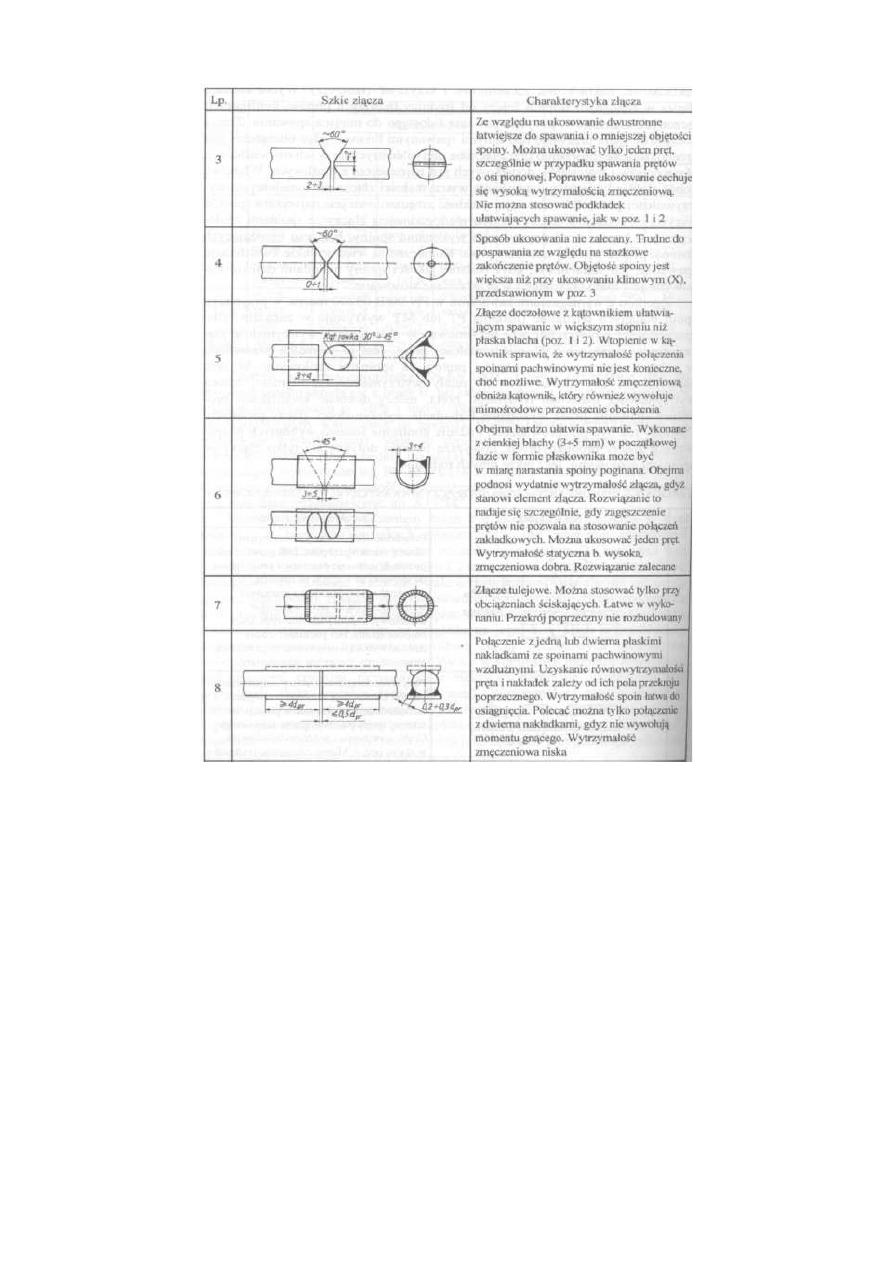
W połączeniach wystepują złącza doczołowe, zakładkowe, nakładkowe, szczelinowe i krzyżowe.
Wybór rodzaju złącza zależy od średnicy łączonych pretów, konfiguracji elementów łączonych,
pozycji spawania i dostepu do miejsca spawania.
Przykładowe złącza.
Zgodnie z PN-89/H-84023/06 stale do zbrojenia dzieli się na 5 klas A-0,A-I, A-II, A-III, A-IIIN;
zależnie od składu chemicznego, właściwości mechanicznych i technologicznych.
Zgodnie z normą PN-EN 10027-1:1994 oznaczenie stali do zbrojenia betonu składa się z litery B,
po której nastepują trzy cyfry okreslające granicę plastyczności w MPa i litery informującej o stanie
obróbki cieplnej np. B500N.
Wyszukiwarka
Podobne podstrony:
19 Mikroinżynieria przestrzenna procesy technologiczne,
Prezentacja1 19
19 183 Samobójstwo Grupa EE1 Pedagogikaid 18250 ppt
19 Teorie porównanie
Sys Inf 03 Manning w 19
19 piątek
19 Emptio venditio ppt
PRCz Wyklady 19 21a
12 19 Life coaching
14 19 (3)
19 Substancje toksyczne
19 rachunek calkowy 5 6 funkcje o wahaniu skonczonym
2015 08 20 08 19 24 01
2002 07 19
19 23
19 zapis binarny systemow analogowych
więcej podobnych podstron