Metody ograniczania emisji składników toksycznych
w urządzeniach przemysłowych
1. Ogólna charakterystyka przedsięwzięć ograniczających emisję
składników toksycznych
Spośród trzech rodzajów paliw kopalnych stosunkowo czysto spalają się gaz ziemny i
pochodne ropy naftowej, natomiast węgiel, przy stosowaniu obecnych technologii, wnosi
do środowiska dużo zanieczyszczeń. Z prognozy bilansu zużycia energii do roku 2020,
przedstawionej na rys. 13.1, wynika, że w miarę upływu czasu węgiel będzie zdobywał
wśród paliw kopalnych pozycję dominującą, przede wszystkim kosztem ropy naftowej.
Rola węgla jako podstawowego paliwa dla urządzeń przemysłowych i energetyki będzie
systematycznie wzrastała.
Zakres prac badawczych i rozwojowych nad czystością spalin każdego z trzech
wymienionych rodzajów paliw jest bardzo różny. Najmniej problemów stwarza spalanie
gazu ziemnego. Praktycznie odczuwalnym zagrożeniem ze strony tego procesu jest emisja
tlenków azotu. Mniej korzystne dla otoczenia jest spalanie paliw płynnych, zwłaszcza, gdy
odbywa się ono w płomieniach dyfuzyjnych. Oprócz tlenków azotu są wówczas
emitowane tlenek węgla, niespalone węglowodory i cząstki stałe. Najbardziej brudną
technologią jest jednak spalanie węgla dotychczas stosowanymi metodami. Podczas
stosowania konwencjonalnych metod tego procesu oprócz emisji tlenków azotu, tlenku
węgla, węglowodorów i sadzy, spaliny emitują również znaczne ilości związków siarki i
popiołu.
Istniejące w wielu krajach programy ochrony środowiska wspierają opracowanie
wysokosprawnych metod i urządzeń zmniejszających ilość składników toksycznych w
spalinach z działających obecnie instalacji, jak również mają w planach rozwój wysoko
zaawansowanych technologii spalania, spełniających warunki ochrony środowiska
proponowane na XXI wiek.
Większość tych programów jest realizowana w krajach wysokorozwiniętych i dotyczy
głównie technik czystego spalania węgla. W Stanach Zjednoczonych A.P., w Japonii i w
rozwiniętych krajach Europy programy poświęcone nowym technikom spalania węgla
występują pod nazwą Clean Coal Technology (CCT). Programy CCT obejmują nowe
techniki przetwarzania i wykorzystania węgla, które są czyste, a w wielu przypadkach
bardziej sprawne i tańsze od procesów konwencjonalnych. W programie amerykańskim
nowe techniki spalania są rozpatrywane w czterech kategoriach. Trzy z nich dotyczą
ulepszeń w konwencjonalnych sposobach spalania, a mianowicie oczyszczania paliwa,
modyfikacji procesów spalania i oczyszczania spalin, a czwarta ujmuje metody
przetwarzania węgla, głównie poprzez jego upłynnianie i zgazowanie.
1.1. Oczyszczanie paliwa
Ocenia się, że w USA ok. 40% węgla spalanego w kotłach uprzednio oczyszcza się·

Gdyby w szerszym zakresie wykorzystać konwencjonalną metodę oczyszczania węgla,
można by było o 10% zmniejszyć emisję SO
2
.
W celu dalszego zmniejszenia emisji
należałoby ulepszyć obecnie stosowane metody oczyszczania węgla.
Dotychczas prowadzono badania nad ulepszaniem oczyszczania węgla metodą
fizyczną i metodą chemiczną. Ostatnio pojawiła się również metoda biologicznego
oczyszczania węgla.
W metodzie tej procesy bakteryjne i fermentacyjne są
wykorzystywane do uwolnienia z węgli siarki i popiołu.
Stosowana obecnie metoda fizyczna oczyszczania węgla jest wykorzystywana od co
najmniej wieku. Polega ona na oddzielaniu niepożądanych składników od węgla, głównie
poprzez wykorzystanie różnicy gęstości. Po rozdrobnieniu węgla, w czasie gdy jest on
płukany, cięższe od niego zanieczyszczenia są oddzielane.
Za pomocą tej metody oczyszczania można oddzielić substancję, która fizycznie różni
się od węgla, taką jak piasek, skała lub siarka złączona z cząsteczkami pirytu. Metodą
fizyczną nie można oddzielić siarki organicznej, związanej z węglem, ani azotu, który jest
również źródłem zanieczyszczeń. Obecnie za pomocą metody fizycznej usuwa się do
50% siarki pirytowej i do 60% popiołów mineralnych.
W konwencjonalnej fizycznej metodzie oczyszczania węgla wykorzystuje się technikę
płukania z użyciem piany i technikę grawitacyjnego rozdzielania cząstek. Nowe,
ulepszone metody oczyszczania
są znacznie bardziej efektywne niż metody tradycyjne. Za
przykład może służyć metoda elektrostatyczna, w której wykorzystuje się różnice
polarności ładunków na cząstkach węgla i cząstkach minerałów dla ich rozdzielania.
Efektywność tej metody znacznie wzrasta w miarę mielenia węgla na drobniejsze cząstki.
Przy zastosowaniu tej metody można z węgla usunąć ponad 90% siarki związanej z
pirytem, a także inne niepożądane minerały.
Wprowadzane ostatnio metody chemiczne i biologiczne usuwają również siarkę
organiczną, związaną z węglem więzami chemicznymi. Jedną z bardzo obiecujących
metod chemicznych jest płynne ługowanie. Metoda ta polega na poddawaniu węgla
chemicznemu oddziaływaniu gorących roztworów związków sodu lub potasu. Chemikalia
te skutecznie ługują siarkę i związki mineralne z węgla.
Metoda biologicznego oczyszczania węgla
znajduje się na razie w fazie
rozpoznawczej, a jej zaletą w porównaniu z metodami chemicznymi jest niezwykle prosty
proces oczyszczania. W metodzie tej organiczna siarka jest w naturalny sposób trawiona
przez bakterie, które wyselekcjonowano w wyniku prowadzonych badań jako
odpowiednie do spełnienia stawianych zadań.
Metody chemiczne lub biologiczne mają potencjalne możliwości oczyszczania węgla z
90% siarki (organicznej i pirytowej). Niektóre ze stosowanych metod chemicznych
umożliwiają z kolei usunięcie z węgla do 99% popiołu.
1.2. Czyste spalanie
Przez czyste spalanie rozumie się usuwanie składników toksycznych z węgla podczas
samego procesu spalania. Zminimalizowanie powstawania składników toksycznych, w
czasie spalania można zrealizować przez odpowiednie dobranie przebiegu procesu
spalania i ustalenie wartości takich parametrów, jak współczynnik nadmiaru powietrza i
temperatura lub przez wprowadzenie do obszaru spalania substancji absorbujących
toksyny w celu ich neutralizacji w chwili powstawania.
W konwencjonalnych kotłach parowych opalanych pyłem węglowym głównym celem
projektanta było uzyskanie dużej sprawności przetwarzania energii. Głównym celem
zaawansowanych technik spalania jest zmniejszenie emisji składników toksycznych spalin
przy utrzymaniu dużej sprawności w zmodyfikowanym procesie spalania. Postęp jest
dokonywany przez wymianę typów palników na takie, które łączą w sobie dużą
sprawność spalania z małą emisją składników toksycznych.
W wielu nowych technikach spalania węgla wykorzystuje się spalanie w palniku
cyklonowym. Pył węglowy spala się w wydzielonej komorze spalania na zewnątrz kotła.
Gorące spaliny wypływają z tej komory do właściwej przestrzeni kotła, gdzie następuje
wymiana ciepła. Dzięki spalaniu pyłu w palniku cyklonowym popiół pozostaje na
zewnątrz przestrzeni kotła, nie odkłada się na ekranach rur i przez to nie zmniejsza
przekazywania strumienia ciepła do rur. W celu niedopuszczenia do wdmuchiwania
popiołu do kotła temperatura płomienia jest utrzymywana na takim poziomie, aby
zanieczyszczenia mineralne stopiły się i utworzyły żużel. Siły odśrodkowe, wytwarzane
przez wirujące powietrze cyklonu skierowują cząstki żużla w stronę obudowy palnika,
skąd są usuwane. System ten zwiększa trwałość ekranów rur i zapewnia utrzymanie dużej
sprawności wymiany ciepła.
Wyniki licznych prac badawczych pokazały, że przez odpowiednie rozmieszczenie
otworów doprowadzających powietrze tak, aby następowało stopniowane spalanie, można
uzyskać zmniejszenie emisji tlenków azotu o 70 -:- 80%.
Przez wprowadzenie do komory spalania związków wapnia można natomiast
zmniejszyć emisję siarki o 90%.
Przy eksploatacji niektórych jednostek z instalacją odsiarczania może się okazać, że
jest niezbędne zmniejszenie również emisji tlenków azotu, w związku z ciągle
zaostrzającymi się wymaganiami przepisów. W jednostkach tych powinno się
wprowadzić techniki spalania strefowego, skutecznie zmniejszające emisję tlenków azotu.
W większości rozwiązań ograniczających emisję tlenków azotu ingeruje się bezpośrednio
w proces spalania, aby nie dopuścić do powstania tych tlenków, zamiast zwalczać skutki
ich występowania w spalinach.
W celu kontrolowania emisji tlenków azotu należy tak zmodyfikować proces spalania,
aby umożliwić bardziej stopniowe mieszanie paliwa z powietrzem. Właściwie
przeprowadzony proces mieszania powoduje obniżenie temperatury płomienia, a przez to
redukcję ilości NO
x
. Takie mieszanie paliwa z powietrzem, które umożliwia
podtrzymanie spalania, ale pozostawia niedobór tlenu, przeciwdziała utlenianiu azotu i
powstawaniu jego tlenków. Utrzymując w strefie pierwotnej spalania deficyt tlenu można
zmniejszyć emisję tlenków azotu o ok. 50%.
Palniki na pył węglowy, opracowane w ramach programów CCT z powodzeniem
mogą zastępować odpowiednie palniki olejowe, a także pyłowe palniki cykl on owe
starszych typów.
Jednym ze sposobów czystego spalania jest również spalanie w złożu fluidalnym.
Charakteryzuje się ono zmniejszoną emisją tlenków azotu i związków siarki.
Zmniejszenie emisji uzyskuje się przez kontrolowanie parametrów spalania i przez
wprowadzenie do komory spalania razem z węglem absorbentów siarki w postaci
rozdrobnionych związków wapnia. Pył węglowy zmieszany ze zmielonym wapieniem jest
zawieszony w strumieniu powietrza, przepływającego przez komorę spalania, tworząc

złoże fluidalne. Siarka, wydzielająca się podczas spalania węgla, jest wiązana przez
wapień zanim zdąży opuścić kocioł. Siarka chemicznie związana z wapieniem tworzy
mieszaninę siarczanu i siarczynu wapnia. Sole te są usuwane razem z popiołem z dolnej
części kotła. Małe unoszone cząstki popiołu opuszczające kocioł wraz ze spalinami, są
wychwytywane w filtrach. Ponad 90% siarki uwolnionej z węgla może być związane i
wychwycone w ten właśnie sposób. W temperaturze spalania 760 - 860°C mieszanie
fluidyzacyjne cząstek węgla i sorbentu sprzyja spalaniu węgla i wiązaniu siarki.
Temperatura ta jest o połowę niższa od temperatur występujących w konwencjonalnych
kotłach i jest niższa od granicznej temperatury termicznego powstawania tlenków azotu.
Spalanie w złożu fluidalnym może przebiegać w warunkach atmosferycznych albo w
warunkach podwyższonego ciśnienia. Zwykle podwyższone ciśnienie przekracza 6 - 16
razy normalne ciśnienie atmosferyczne. Spalanie w złożu fluidalnym pod wysokim
ciśnieniem charakteryzuje się zwiększoną sprawnością i niższymi kosztami
eksploatacyjnymi niż w złożu pracującym w warunkach atmosferycznych.
1.3. Oczyszczanie spalin
Oczyszczanie spalin polega na usuwaniu z gazów opuszczających kocioł takich
składników toksycznych, jak S0
2
, NO
x
i cząstek stałych. Główny nacisk jest wywierany
na usuwanie ze spalin dwutlenku siarki i tlenków azotu. W konwencjonalnej technologii
mokrego oczyszczania, z zastosowaniem płuczek, wykorzystuje się wapno lub wapień do
neutralizacji siarki zawartej w spalinach opuszczających komin. Technologia ta powoduje
utworzenie środowiska korodującego i zamulającego. Powstający w wyniku tego procesu
szlam charakteryzuje się wysokimi kosztami składowania. Główną zaletą stosowania
mokrej technologii z wykorzystaniem płuczek jest duża niezawodność tego procesu i jego
skuteczność. Przy zastosowaniu tej metody usuwa się ze spalin ponad 90% dwutlenku
siarki.
W nowych technikach oczyszczania spalin są reprezentowane dwa podejścia, z
których pierwsze polega na wprowadzeniu sorbentu do spalin, bez naruszania istniejącej
struktury kanałów przepływu gazów, a drugie na przebudowie drogi przepływu gazów w
taki sposób, że ustawia się na niej jedną lub kilka oddzielnych komór, do których
doprowadza się sorbent. Przez wydzielenie oddzielnych komór można wydłużyć czas
przebywania medium, a przez to zwiększyć prawdopodobieństwo reakcji, jednak wtedy
instalacja ulega rozbudowie i skomplikowaniu, co jest związane z dodatkowymi kosztami.
Nowe techniki oczyszczania spalin mają wiele zalet w porównaniu z technikami
konwencjonalnymi, z których do najważniejszych należą:
1) długi czas kontaktu sorbentu z siarką,
2) prostota metody,
3) możliwość neutralizacji więcej niż jednego składnika,
4) możliwość regeneracji absorbentów,
5) suchy produkt na wyjściu, który może mieć wartość handlową.
Neutralizację siarki przez rozpylanie sorbentu w istniejącej instalacji bez jej
przebudowy, można przeprowadzać na całej drodze przepływu gazu, od kotła do komina.
Absorbery siarki są zwykle rozpylane w środku kanału. Przy właściwej regulacji
wilgotności spalin i optymalnym rozpylaniu sorbentu można przy zastosowaniu tej
metody zneutralizować 50 - 70% S0
2
. W wyniku reakcji powstają suche cząstki, które
mogą być zbierane u wylotu strumienia. Przy tym sposobie neutralizacji nie jest

wymagane wprowadzanie zmian konstrukcyjnych w pracującej instalacji. Takie podejście
jest bardzo atrakcyjne dla małych, starszych konstrukcyjnie jednostek, o ograniczonych
możliwościach modernizacyjnych.
Jeżeli istnieje możliwość przebudowy instalacji przez uzupełnienie ciągu gazowego
jedną lub kilkoma komorami, wówczas sorbent jest rozpylany w tych właśnie komorach,
neutralizując w nich związki siarki. Ponieważ w komorach tych czas kontaktu reagentów
jest długi, więc skuteczność tej metody odsiarczania jest duża, osiągająca ponad 90%
neutralizacji związków siarki. Ze względu na koszty i konieczność posiadania dodatkowej
powierzchni, stosowanie dodatkowych komór do neutralizacji siarki należy raczej
projektować dla nowych jednostek lub dla tych już istniejących, które dysponują rezerwą
miejsca. Dodatkowe komory w ciągu gazowym są również stosowane do selektywnej
redukcji składników toksycznych metodą katalizy.
1.4. Przetwarzanie węgla
Wśród zaawansowanych technik spalania węgla występują układy łączące zgazowywanie
węgla z jego spalaniem w jednej instalacji,
noszącej angielską nazwę Gasification
Combined-Cycle (GCC). Przebieg procesów w tym połączonym układzie jest
czterostopniowy:
1) gaz palny jest wytwarzany w procesie reakcji węgla z parą wodną o wysokiej
temperaturze i z powietrzem (lub tlenem),
2) wyprodukowany gaz jest oczyszczany,
3) oczyszczony gaz jest spalany i kierowany do turbiny gazowej, napędzającej
generator elektryczny,
4) pozostała część gazów wylotowych jest wykorzystywana do ogrzewania wody w
układzie konwencjonalnej turbiny parowej, napędzającej dodatkowy generator
elektryczny.
Układy GCC należą do najczystszych i do najbardziej sprawnych wśród powstających
nowych czystych technik spalania węgla. Siarka, związki azotu, jak również cząstki stałe
są usuwane z paliwa zanim jest ono spalone w turbinie, tzn. zanim zostanie dodane
powietrze do spalania. Tak więc w układzie tym jest oczyszczana znacznie mniejsza
objętość gazów niż objętość gazów po spaleniu.
Stopień oczyszczenia gazu palnego przy stosowaniu tej metody musi być niezwykle
wysoki, nie tylko ze względu na neutralizację składników toksycznych, lecz również w
celu uchronienia łopatek turbiny przez korozją i uszkodzeniami mechanicznymi (erozją).
W urządzeniu zgazowującym węgiel siarka jest wiązana raczej w postaci siarkowodoru
H
2
S, a nie tak jak podczas normalnego procesu spalania węgla - w dwutlenek siarki. W
procesie zgazowywania węgla związki siarki są neutralizowane za pomocą sorbentu,
wprowadzanego bezpośrednio do urządzenia zgazowującego (np. w postaci złoża
fluidalnego). Obecnie na rynku jest dostępnych kilka rodzajów procesów do usuwania
siarkowodoru, po zastosowaniu których ponad 99% siarki może być z gazu usunięte.
Niektóre ostatnio uruchamiane urządzenia do zgazowywania węgla wytwarzają gaz w
temperaturze ponad 1100°C. Oczyszczanie gazu w tej temperaturze jest bardzo sprawne i
tanie.

Podczas stosowania niektórych technik spalania wytworzony z węgla gaz jest
przepuszczany przez złoże uformowane z cząstek cynku żelazowego. W temperaturze
ponad 1100°C cząstki te mogą zaabsorbować związki siarki, a produkt połączenia może
być zregenerowany i użyty ponownie. W procesie regeneracji odzyskuje się siarkę, która
ma wartość handlową. Metoda ta nadaje się do usuwania 99,9% zawartości siarki w gazie.
Jest również możliwe oczyszczenie gazu ze związków azotu. Część azotu,
zawartego w węglu, przechodzi w amoniak, który może być całkowicie usunięty w
procesach, które są również dostępne na rynku. Tlenki azotu, które mogłyby powstać
podczas spalania z azotu zawartego w powietrzu, mogą być utrzymywane na niskim
poziomie zawartości przez zastosowanie stopniowego spalania w komorze przed turbiną
lub przez dodanie wody w celu obniżenia temperatury.
Istnieje odmiana procesu zgazowywania węgla, zwana łagodnym zgazowywaniem,
która jest modyfikacją konwencjonalnej metody zgazowywania węgla, polegająca na jego
ogrzewaniu w komorze pozbawionej tlenu, w wyniku której otrzymuje się produkty
gazowe, ciekłe i stałe. W procesie łagodnego zgazowywania węgla pod wpływem
oddziaływania średnich temperatur powstają produkty wieloskładnikowe w trzech stanach
skupienia, zależne od warunków prowadzenia procesu. Pozostałość koksowa może być
nadal ulepszana w celu pozbycia się popiołu i siarki pirytowej, a potem z powrotem
mieszana z ciekłymi pochodnymi węgla i spalana w kotłach, opalanych zarówno pyłem
węglowym, jak i olejem. W procesie ulepszania można usunąć 90% siarki i 90%
związków azotu.
Mieszanina ciekłych pochodnych węgla z ulepszoną pozostałością koksową ma szanse
stać się bardziej uniwersalnym paliwem, nadającym się do spalania w różnych kotłach.
Jeżeli proces ulepszania postaci koksowej będzie bardziej zaawansowany, to metodę tę
można będzie wykorzystać do spalania węgla o dużym stopniu zasiarczenia.
Oprócz zgazowywania węgla inną metodą jego przetwarzania jest upłynnianie. Wśród
sposobów upłynniania węgla można wyróżnić dwie metody:
1) upłynnianie pośrednie, polegające na początkowym zgazowaniu węgla, a
następnie zamianie gazu syntezowego na paliwo ciekłe,
2) upłynnianie bezpośrednie, polegające na przejściu od fazy stałej węgla do fazy
ciekłej.
Do upłynniania węgla wymaga się wprowadzenia podczas procesu wodoru, tak aby
stosunek wodoru do węgla w paliwie wzrósł do poziomu porównywalnego z poziomem
paliw ropy naftowej.
Do największych zalet upłynniania bezpośredniego należy zaliczyć względnie dużą
sprawność termiczną (w przedziale 60 - 70%), dużą wydajność i możliwość uzyskiwania
produktów o wysokiej jakości, takich jak benzyna. Główną wadą tego procesu jest
konieczność przestrzegania bardzo ostrych wymagań dotyczących jego przebiegu
(temperatura i ciśnienie). Proces upłynniania bezpośredniego jest sprawniejszy od procesu
upłynniania pośredniego i bardziej podatny na selektywny dobór frakcji, podczas gdy
proces upłynniania pośredniego jest bardziej przystosowany do wytwarzania frakcji w
gamie paliw dieslowskich.
Nadal prowadzi się prace nad ogniwami paliwowymi. Przetwarzanie energii w
ogniwach paliwowych jest teoretycznie bardziej sprawne niż w urządzeniach tradycyjnie
stosowanych; w zależności od rodzaju paliwa i ogniwa paliwowego wynosi 40 - 60%.
Większa sprawność wynika z tego, że ogniwo paliwowe nie jest skrępowane
ograniczeniami wynikającymi z cyklu Carnota i elektryczność jest wytwarzana

bezpośrednio w ogniwie paliwowym zamiast na kolejnych stopniach przetwarzania
energii (palnik, kocioł, turbina, generator). Ogniwa paliwowe przetwarzają wprost
chemiczną energię paliwa i utleniacza w energię elektryczną. Każde ogniwo paliwowe
zawiera anodę i katodę oddzielone od siebie warstwą elektrolitu. W typowym ogniwie
paliwowym, paliwo jest dostarczane do anody, a powietrze do katody.
W typowym układzie ogniwa paliwowego, wykorzystującego węgiel, powinny
znajdować się urządzenia do jego zgazowywania oraz układ do oczyszczania
wytwarzanego gazu, ogniwo paliwowe do wytwarzania elektryczności (prąd stały),
układ przetwarzania prądu stałego na zmienny i układ odzyskiwania ciepła. Układ
odzyskiwania ciepła jest stosowany do przejmowania energii cieplnej i jej zamiany na
dodatkową energią elektryczną·
Również wytwarzanie energii elektrycznej metodą magnetohydrodynamiczną
(MHD) polega na bezpośrednim przetwarzaniu energii cieplnej na elektryczną. W
procesie MHD przewodzący elektryczność gaz (gorąca plazma) przepływa przez pole
magnetyczne, które jest zorientowane prostopadle do przepływu. W zgodności z tymi
samymi zasadami, które obowiązują w konwencjonalnych generatorach elektrycznych, w
wyniku oddziaływania pola magnetycznego na przewodnik jest wytwarzane napięcie,
które powoduje przepływ prądu między elektrodami, a obciążeniem zewnętrznym.
Stosowane są dwa rodzaje obiegów MHD, które mogą być zaadaptowane do spalania
węgla. Jeden jest obiegiem otwartym, drugi - obiegiem zamkniętym.
W obiegu otwartym MHD gaz w generatorze jest wytwarzany w wysoko-
temperaturowej, opalanej pyłem węglowym, komorze spalania. Gazy spalinowe muszą
mieć bardzo wysoką temperaturę, aby przez uwolnienie wolnych elektronów zjonizować
gaz i wskutek tego uzyskać właściwości przewodnika elektrycznego. Temperatura gazu
zawiera się zwykle w granicach 2500 - 2650°C. W celu uzyskania odpowiedniego
poziomu przewodzenia gazu niezbędnego do wytwarzania prądu jest konieczne
wprowadzenie w komorze spalania do przepływającego strumienia niewielkiego posiewu
(np. potasu) zwiększającego jonizację metalu alkalicznego. Wysoka temperatura gazu w
generatorze MHD jest podstawą dużej jego sprawności. Ponieważ gazy opuszczające
generator MHD mają stosunkowo wysoką temperaturę (2000°C), więc ciepło spalin
opuszczających generator może zostać odzyskane i służyć do ogrzewania pary wodnej w
celu uzyskania dodatkowej energii elektrycznej. Obieg otwarty MHD może znaleźć
zastosowanie w dużych elektrowniach.
W obiegu zamkniętym MHD energia cieplna jest przekazywana z komory spalania,
opalanej pyłem węglowym poprzez wymiennik do cieczy roboczej, którą może być gaz
obojętny lub ciekły metal. Po przekazaniu energii do generatora MHD ciecz robocza jest
kierowana z powrotem do źródła ciepła. Obiegi zamknięte MHD mogą znaleźć
zastosowanie w małych elektrowniach.
Rozważa się również zastosowanie turbin gazowych o obiegu zamkniętym.
Turbina gazowa o obiegu zamkniętym pracuje przy oparciu się na obiegu Braytona i
wykorzystaniu jednego z gazów obojętnych (np. helu) jako cieczy roboczej. Gaz ten jest
sprężany, ogrzewany za pomocą wymiennika wysoko-temperaturowego, następnie
rozprężany w turbinie i ochładzany w wymienniku ciepła. Ponieważ obieg zamknięty jest
niezależny od rodzaju paliwa, więc zastosowanie zarówno węgla, jak i paliwa
węglopochodnego o dowolnej jakości jest dopuszczalne tak długo, jak pierwotny obieg
wymiennika ciepła będzie akceptowany z punktu widzenia ochrony środowiska. Emisja
SO
2
może być ograniczona poprzez usunięcie siarki w procesie spalania lub przetwarzania
węgla. Emisja NO
x
powinna być rozstrzygnięta na etapie projektowania. Usunięcia
cząstek stałych ze spalin można dokonać jedną z omawianych metod. Ogólną sprawność
przetwarzania rzędu 50...55% można uzyskać przez połączenie układu turbiny gazowej o
obiegu zamkniętym z obiegiem parowym.
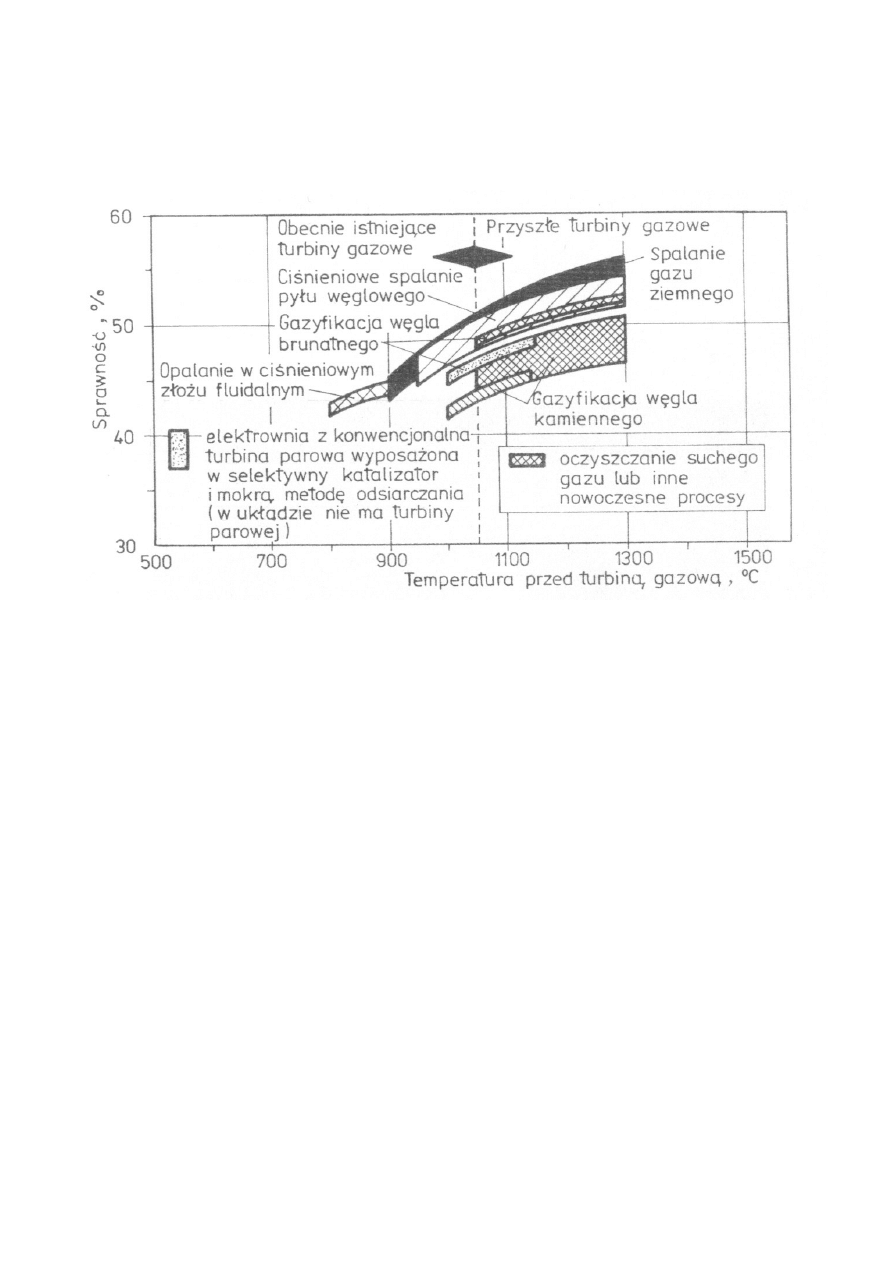
Rys. 1. Porównanie sprawności różnych kotłów parowo-gazowych
W Stanach Zjednoczonych A.P. jest obecnie realizowanych co najmniej kilkadziesiąt
projektów, wchodzących w skład czterech opisanych kategorii prac, z których część
przedstawiono niżej. Również w Europie są budowane dwie w pełnej skali instalacje,
łączące proces spalania węgla z jego zgazowywaniem, jedna na pył węgla kamiennego w
Holandii i druga na węgiel brunatny w Niemczech. Zademonstrowania efektów
praktycznych tych technik spalania należy się spodziewać pod koniec obecnej dekady.
Realizowane projekty zakładają poprawę sprawności użytkowania węgla zgodnie z
danymi zawartymi na rys. 1.
2. Oczyszczanie węgla
Spośród wielu metod fizycznego oczyszczania węgla przedstawiono dwie
nowoczesne metody.
W pierwszej z metod oczyszczania węgiel jest poddawany obróbce za pomoc
zaawansowanej techniki oczyszczania fizycznego, z oddzielaniem części siarki za pomocą
cyklonu, a pozostałej części z użyciem sorbentu. Celem projektu było uruchomienie
produkcji taniego węgla dla różnych elektrowni, spełniającego warunki amerykańskich
przepisów ochrony środowiska. Do oczyszczania węgla zbudowano zakład, który
wykorzystuje dotychczas istniejące, jak również nowe procesy oczyszczania. Zakład
produkuje dwa, w różnym stopniu oczyszczone rodzaje węgla, z wysoce zasiarczonego
węgla kamiennego (rys. 2)
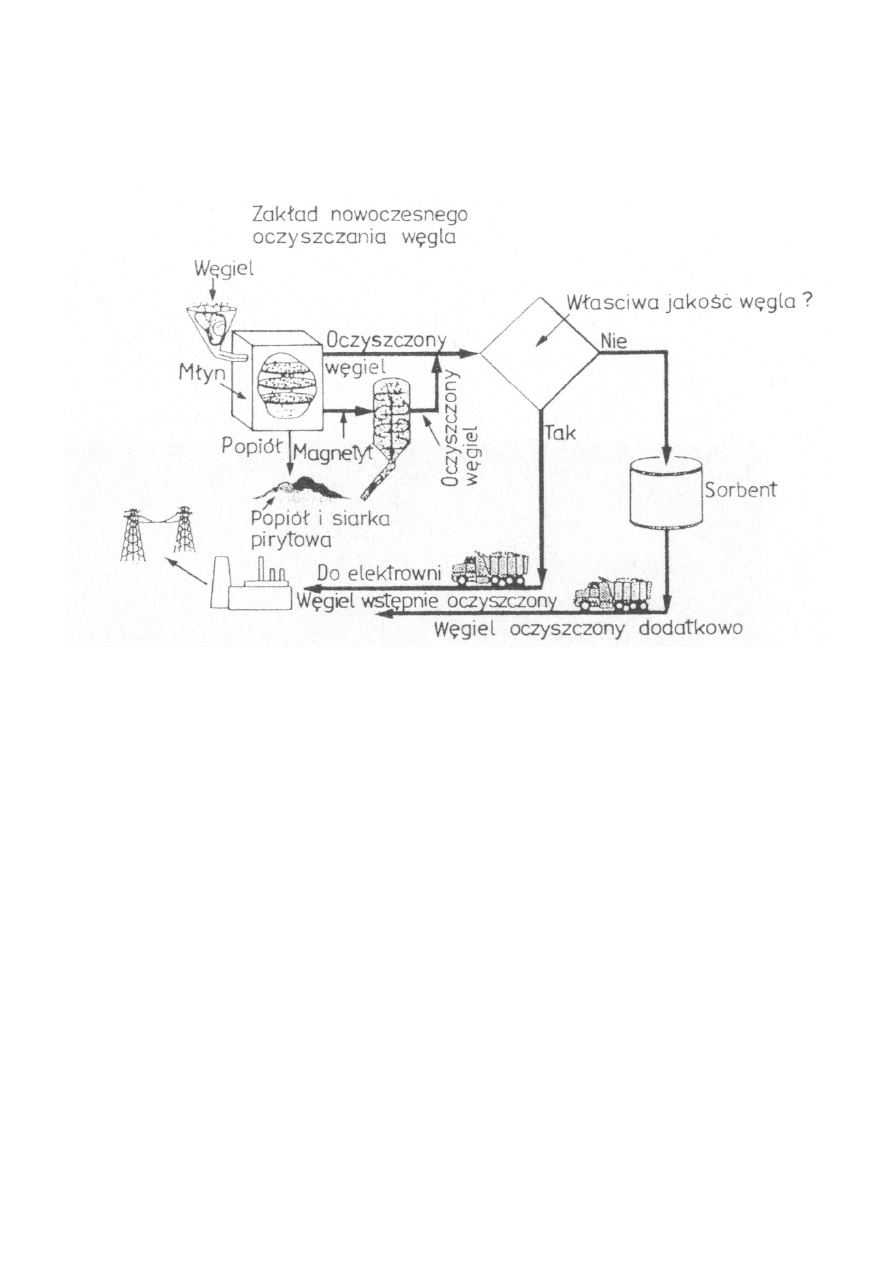
Wstępnie oczyszczony węgiel jest produkowany przez kruszenie i przesiewanie urobku
dostarczanego z kopalni, a także przez stosowanie cyklonów do oddzielania węgla od
siarki pirytowej. W celu zwiększenia efektywności tego procesu przed wejściem do
komory cyklonu wprowadza się do pyłu węglowego bardzo drobny pył magnetytu.
Stosując tę metodę można usunąć z węgla ok. 90% siarki pirytowej i większość popiołu.
Rys.2. Schemat procesów fizycznych oczyszczania węgla z siarki
Wstępnie oczyszczony węgiel charakteryzuje się konkurencyjną ceną, wysoką wartością
opałową i może być stosowany w większości elektrowni, bez potrzeby modyfikacji
procesów spalania i bez ponoszenia dodatkowych nakładów. Wiele przedsiębiorstw może
stosować wstępnie oczyszczony węgiel w zgodzie z odpowiednimi przepisami ochrony
środowiska, ograniczającymi emisję SO
2
lecz dla innych przedsiębiorstw względnie
wysoki poziom zawartości siarki organicznej w węglu jest nie do przyjęcia. Metoda
przewiduje dalsze oczyszczanie węgla pod kątem potrzeb tych właśnie klientów.
W procesie dalszego oczyszczania węgiel pozbawiony siarki pirytowej i popiołu jest
poddawany działaniu sorbentów, aktywatorów i katalizatorów. Zakłada się, że każdy
produkt wyjściowy znajdujący się na rynku amerykańskim - po przejściu tej obróbki
pozbawiającej go siarki organicznej - będzie gatunkiem węgla satysfakcjonującym
każdego nabywcę. Przez zredukowanie na początku procesu zawartości popiołu można
stosować w dalszej części obróbki względnie duże ilości sorbentu bez obawy
przeładowania filtrów elektrolitycznych.
Zakład w przedstawianej tu zaawansowanej technice oczyszczania węgla, o wydajności
350 ton/h, zbudowano w Stoystown, w Pensylwanii w Stanach Zjednoczonych A.P.
Druga z opisywanych metod polega zarówno na oczyszczaniu węgla, jak i na jego
wzbogacaniu (rys. 3). Nastawiona jest na obróbkę gorszych gatunków węgla kamiennego i
węgla brunatnego, zwykle o wilgotności 25 - 55%, zawartości siarki 0,5 - 1,5% i wartości
opałowej 12800 - 20900 kJ/kg. Głównym celem przedsięwzięcia było uruchomienie
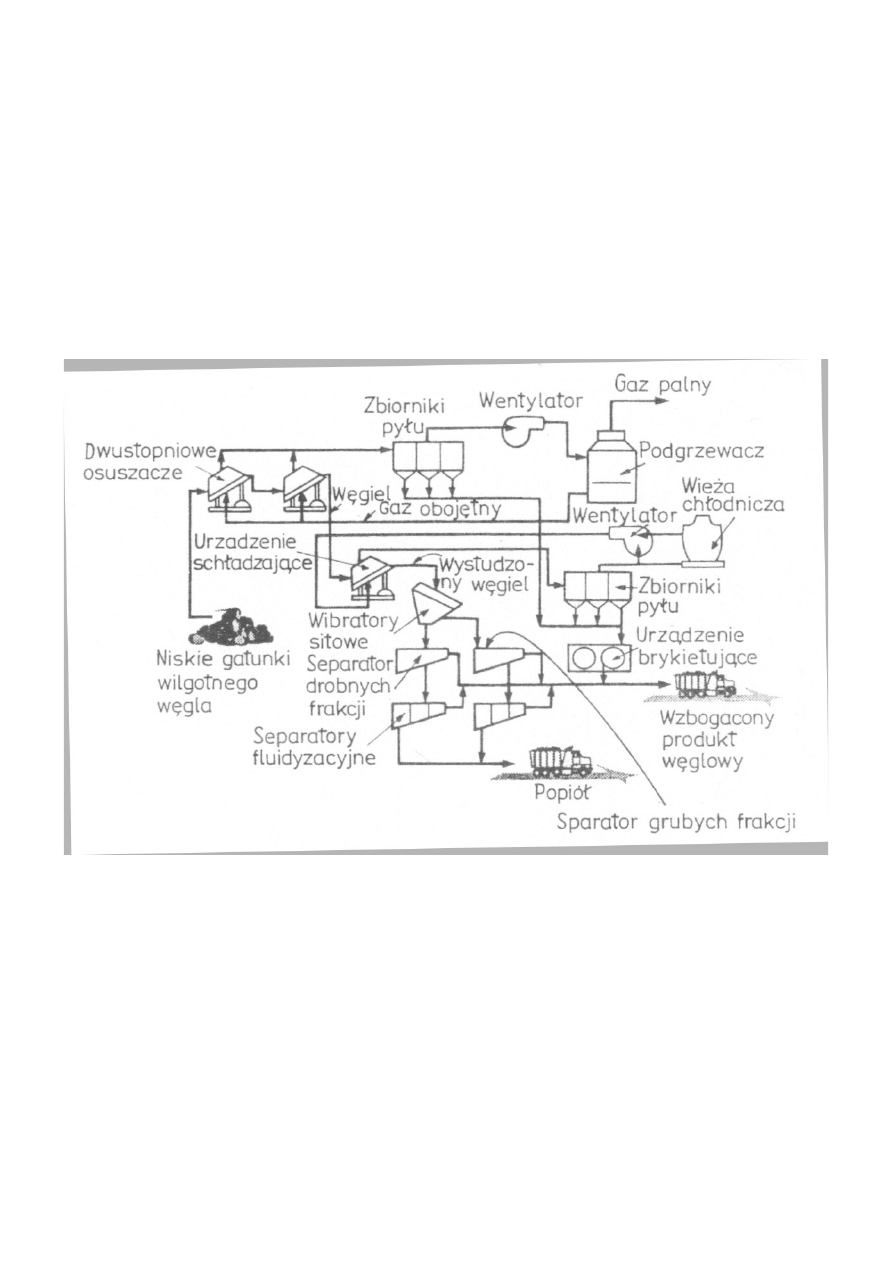
produkcji wysokowartościowego węgla o ustalonych właściwościach fizycznych,
charakteryzującego się małą zawartością wilgoci (poniżej l %), małą zawartością siarki
(poniżej 0,3%) i wartością opałową dochodzącą do 28000 kJ/kg.
W zbudowanej instalacji pilotowej węgiel jest przepuszczany przez dwa urządzenia
suszące, z których każde jest zbudowane w postaci złoża fluidalnego. W urządzeniach
tych węgiel jest pozbawiany wody, grup karboksylowych i związków lotnych siarki. Po
wysuszeniu jest kierowany do złoża, w którym zachodzą procesy warstwowego
oczyszczania zakończone oddzieleniem popiołu. Instalację pilotową o wydajności 45 t/h
zbudowano przy jednej z kopalń w Colstrip, w Montanie w Stanach Zjednoczonych
AP.
Chociaż wielkość tej instalacji jest ok. dziesięciokrotnie mniejsza od docelowej, to jednak
jej wyposażenie jest identyczne, a do budowy instalacji docelowej będzie wymagane
jedynie zwielokrotnienie urządzeń.
Rys. 3. Schemat procesów fizycznego oczyszczania węgla z siarki oraz jego wzbogacania
Wiele elektrowni zlokalizowanych w rejonie stanu Montana w Stanach
Zjednoczonych ma kotły wyposażone w palniki cyklonowe, przystosowane do spalania
węgla o małej zawartości popiołu. Większość tych elektrowni spala bardzo zasiarczony
węgiel sprowadzany ze Stanu Illinois. Oczyszczony za po
mocą opisanej metody węgiel
jest dla tych elektrowni idealnym paliwem o małej zawartości siarki. Dzięki jego użyciu w
dobie zaostrzających się przepisów ochrony środowiska można uniknąć stosowania
kosztownych układów odsiarczania spalin.
Oczyszczony węgiel o bardzo małej zawartości siarki, dużej wartości opałowej i
ustabilizowanych charakterystykach fizyko-chemicznych jest jednym z ważnych
elementów w strategii zmniejszania emisji SO
2
. Zastosowanie tego węgla jest bardzo
korzystne w tych elektrowniach i piecach przemysłowych, które z różnych względów nie
mogą być zmodernizowane. Dzięki spalaniu w nich oczyszczonego węgla mogą one nadal
pracować bez naruszania przepisów o ochronie środowiska. Nowoczesne techniki
oczyszczania węgla byłyby bardzo przydatne dla energetyki w Polsce.
3. Palniki o małej emisji składników toksycznych
Niezmiernie dużo prac projektowych i badawczych w różnych ośrodkach na całym
świecie dotyczy obecnie rozwoju nowoczesnych palników o małej emisji składników
toksycznych do spalania gazu, oleju lub pyłu węglowego. W pracach tych dąży się do
opracowania konstrukcji wysokosprawnych palników przede wszystkim o małej emisji
tlenków azotu NO
x
lub, w przypadku spalania mieszanek pyłowych, o łącznej
zmniejszonej emisji tlenków azotu NO
x
i dwutlenku siarki SO
2
.
Rozwiązanie palnika na gaz ziemny, o małej emisji NO
x
, przeznaczonego do
zainstalowania w wysokotemperaturowych piecach przemysłowych, opracowane przez
interdyscyplinarny zespół z udziałem pracowników MIT i Gas Research Institute z USA,
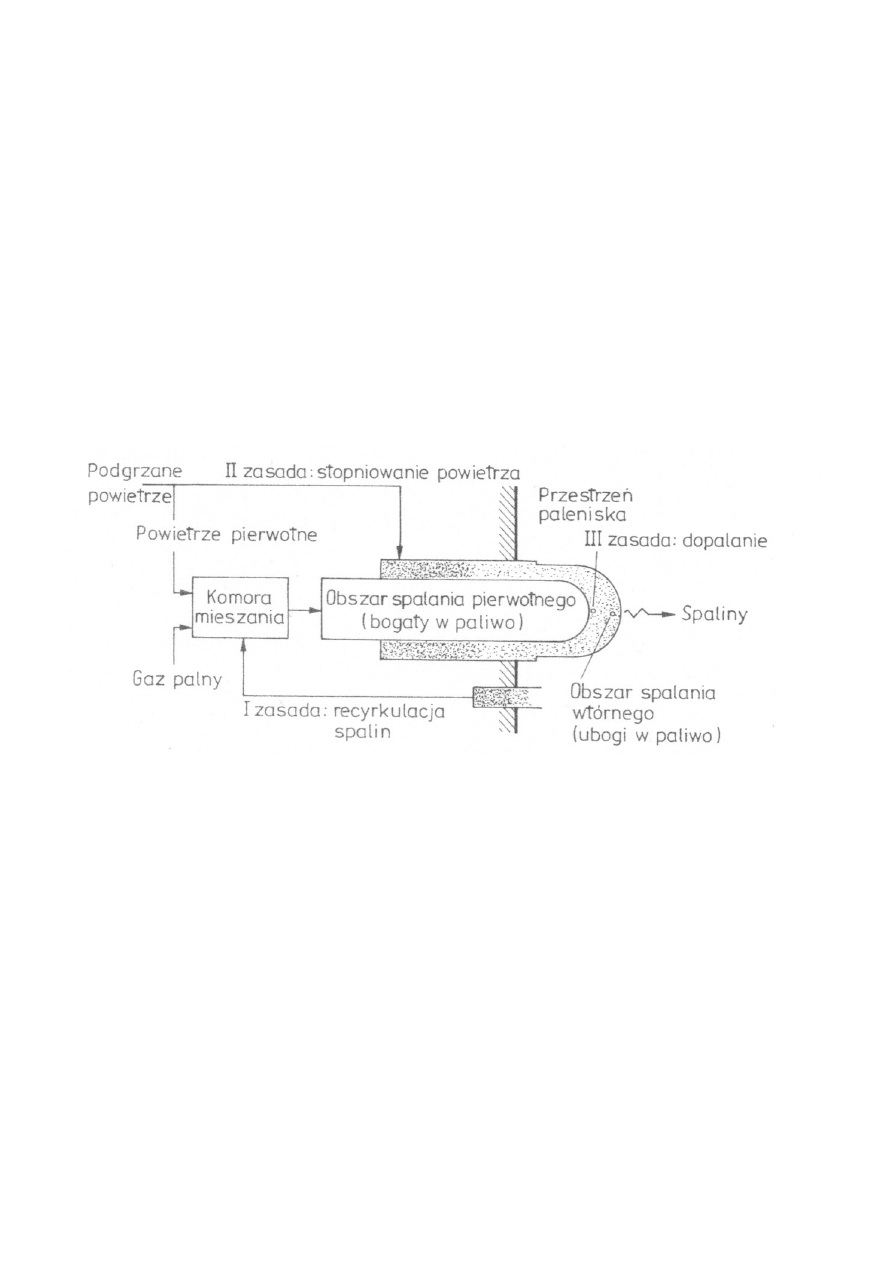
może posłużyć jako jeden z przykładów tego typu pracy rozwojowej. Zasadę pracy
palnika przedstawiono na rys. 4.
Rys. 4. Palnik o małej emisji NO
x
z wykorzystaniem efektów trzech sprawdzonych zasad
projektowania
W celu efektywnego zmniejszenia emisji NO
x
w palniku wykorzystuje się recyrkulację
spalin, stopniowane doprowadzanie powietrza i dopalanie produktów z obszaru spalania
pierwotnego. Przy tym rozwiązaniu uzyskuje się względnie niską temperaturę
przebogaconego w paliwo obszaru spalania pierwotnego i następującego po nim nisko
temperaturowego obszaru spalania wtórnego. W tych warunkach powstawanie tlenków
azotu według mechanizmu szybkiego i termicznego ich formowania się jest ograniczone.
Dodatkowo, część tlenków azotu, występujących w spalinach podlegających recyrkulacji,
powtórnie trafia do obszaru spalania pierwotnego, co powoduje dalsze zmniejszenie emisji
NO
x
.
W palniku pokazanym na rys. 5 wykorzystano efekt ejekcyjnego oddziaływania
strumienia powietrza na paliwo i spaliny w obiegu recyrkulacji. W tym rozwiązaniu
można utrzymywać recyrkulację dużych objętości spalin przepływających przez palnik, co
ma korzystny wpływ na proces mieszania powietrza i paliwa w obszarze spalania
pierwotnego, przed powstaniem zapłonu.
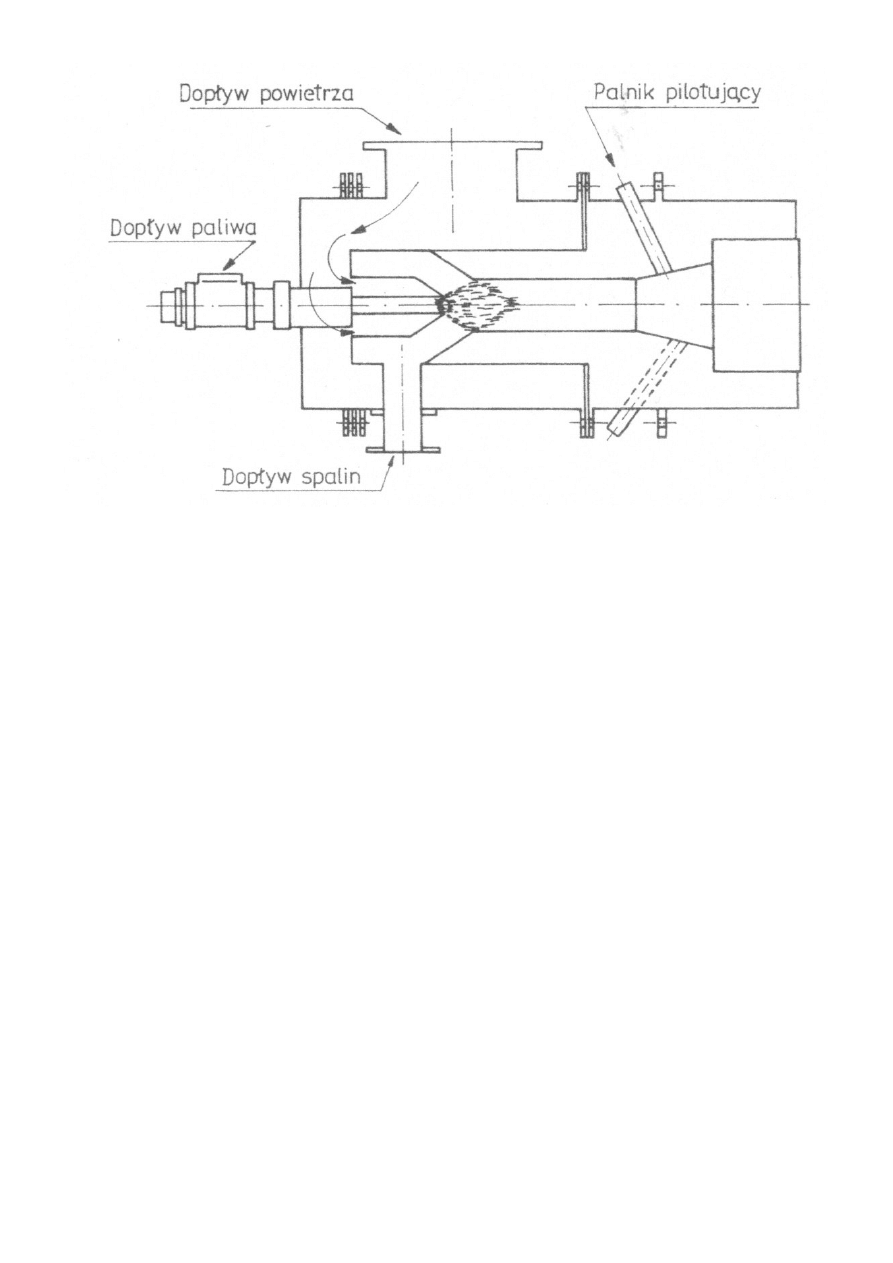
Rys. 5. Przekrój palnika przemysłowego Star HE o mocy 6,7 MW
Recyrkulujące spaliny nie tylko zmniejszają emisję NO
x
przez obniżenie
temperatury płomienia, lecz również zwiększają wymianę ciepła w piecu na skutek
wzrostu masowego przepływu czynnika przez palnik. Przez zastosowanie ejekcji
eliminuje się potrzebę zastosowania wentylatora, obniżając przez to koszty i
zwiększając niezawodność urządzenia. Dzięki samoregulacji układu, w którym
działa ejektor, udział spalin w recyrkulacji pozostaje stały w całym zakresie
warunków pracy, bez potrzeby wprowadzania recyrkulacji z zewnątrz. W palniku
stosuje się stopniowanie doprowadzanego powietrza w taki sposób, aby uzyskać
spalanie zupełne, w warunkach obniżonej temperatury i zubożonej mieszanki.
Jeden z wykonanych palników, który poddano szczegółowym badaniom, rozwijał
moc 586 KW. Palnik zasilano powietrzem podgrzanym do temperatury 700 - 755 K.
Zainstalowano go w piecu o temperaturze 1500 - 1560 K. Wszystkie powierzchnie palnika
były wykonane z materiałów żaroodpornych. Po przeprowadzonej optymalizacji geometrii
palnika zbadano wpływ stopnia recyrkulacji spalin na emisję NO
x
.
Stopień recyrkulacji
spalin miał największy wpływ na zmianę tej emisji. Wyniki badań przedstawiono
na rys. 6
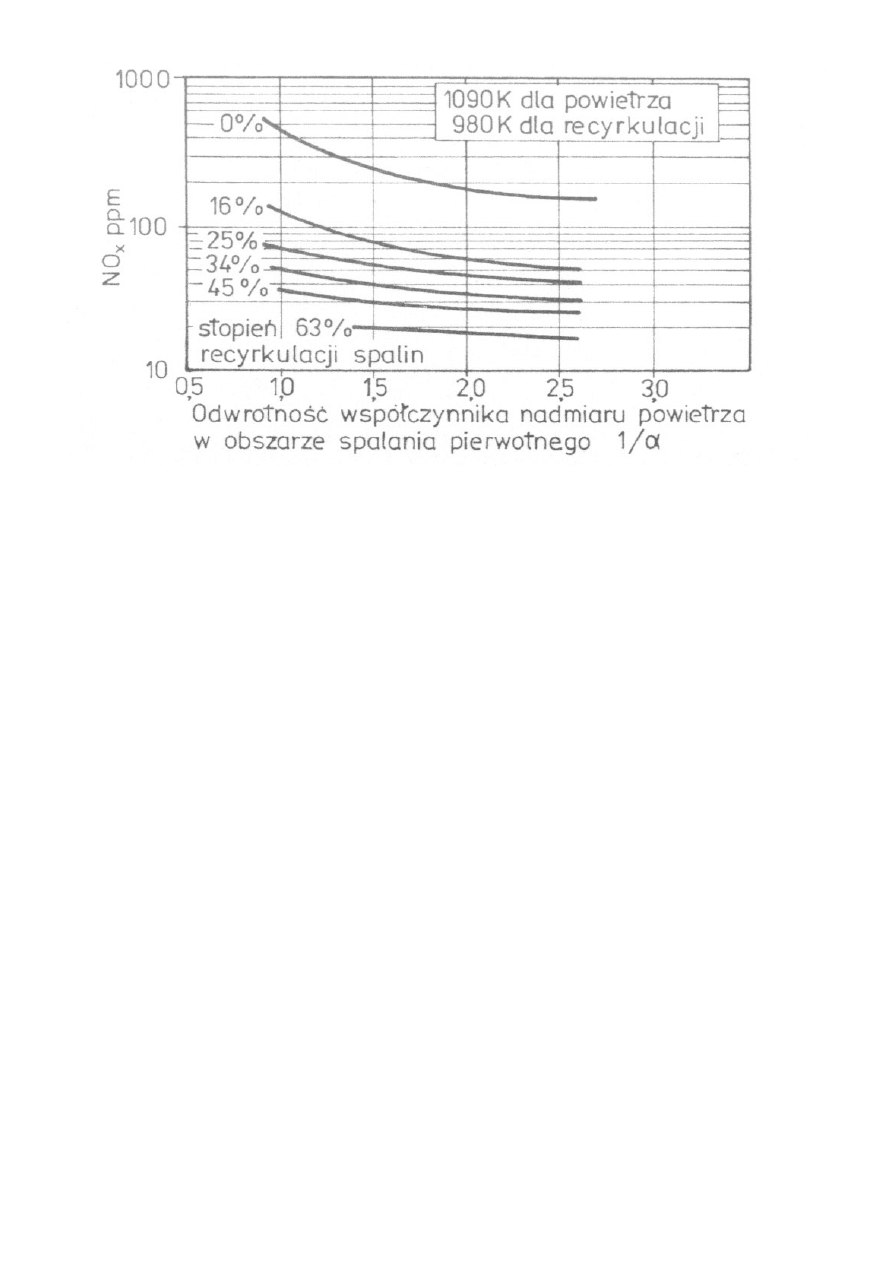
Rys. 6. Optymalizacja stopnia recyrkulacji spalin i stopniowania powietrza w celu
uzyskania małej emisji spalin NO
x
W Polsce opracowano w Politechnice Gliwickiej palnik gazowy o małej emisji NO
x
do zastosowań przemysłowych. Małą emisję NO
x
uzyskano dobierając odpowiednio
parametry gazodynamiczne palnika. Badano wpływ prędkości wypływu powietrza i gazu z
przekroju wylotowego palnika, kąt zawirowania powietrza, usytuowanie dysz,
stopniowanie dopływu powietrza. Doświadczenia prowadzono na palnikach o mocy 290
kW, o temperaturze powietrza zasilającego ok. 600 K i temperaturze ścian pieca ok. 1300
K. Przy stopniowanym doprowadzaniu powietrza do palnika wzdłuż długości strumienia
spalanie paliwa może odbywać się w niskiej temperaturze, zbliżonej do dolnej granicy
palności, dzięki czemu emisja NO
x
tego palnika jest bardzo mała, nie przekraczająca 30
ppm (części milionowych)
.
Znacznie bardziej złożone problemy występują podczas prac rozwojowych nad
niskotoksycznymi palnikami do spalania pyłu węglowego. Schemat nowoczesnego palnika
cyklonowego o zmniejszonej emisji popiołu oraz związków siarki i azotu, który był
opracowany dla kotłów Tampell Power Corporation w Williamsport, w Pensylwanii w
USA, przedstawiono na rys. 7. Palniki były projektowane dla jednostki o mocy ok. 7 MW.
Głównym celem prac rozwojowych było wykazanie, że nowoczesny palnik cyklonowy
może zastąpić w kotłowniach przemysłowych dotychczas stosowane palniki, ograniczając
wewnątrz palnika emisję dwutlenku siarki SO
2
do 90%, popiołu - do 90 - 95% i
zmniejszając zawartość NO
x
w spalinach do poziomu 100 ppm (części milionowych).
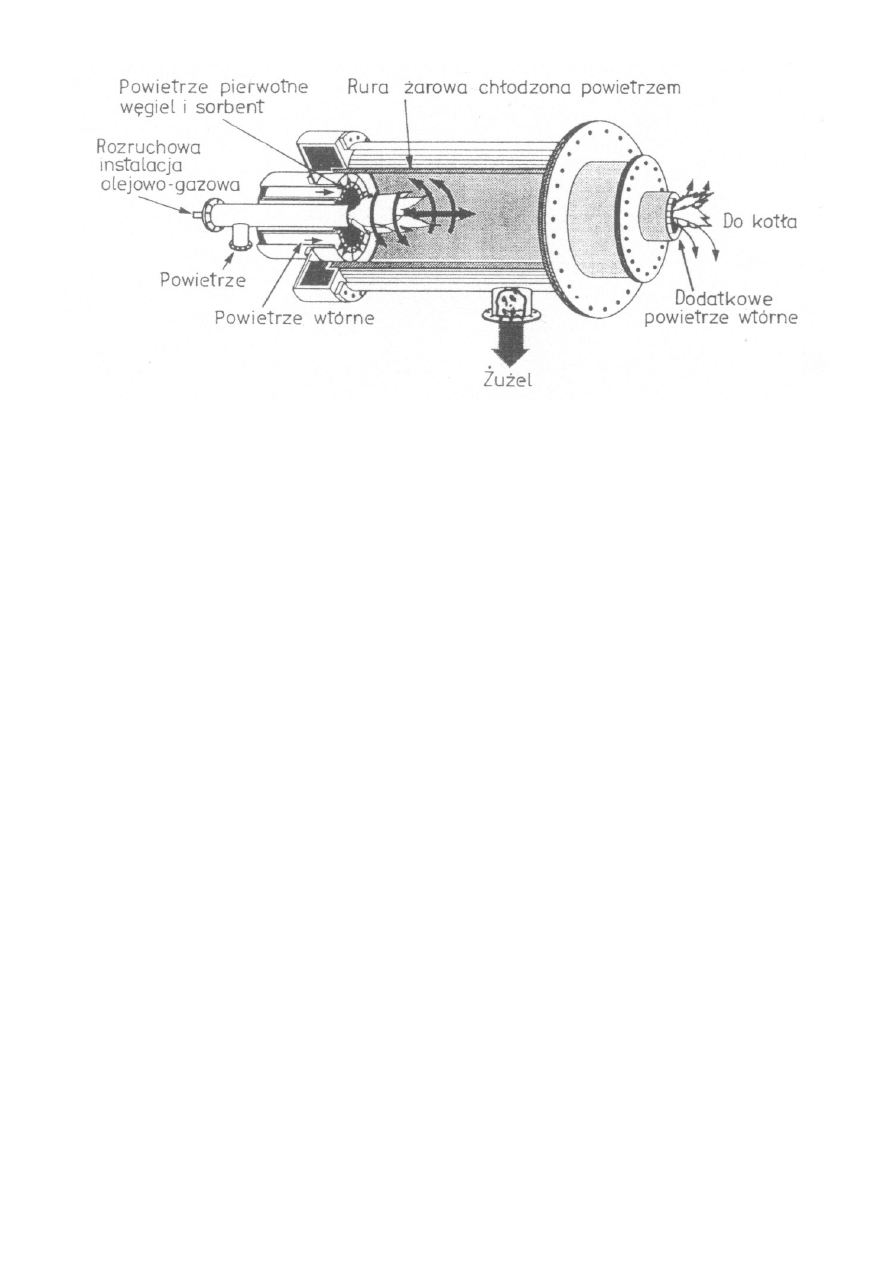
Rys. 7. Nowoczesny palnik cyklonowy o małej emisji związków siarki, NO
x
i popiołu
Nowo zaprojektowany palnik cyklonowy ma wewnątrz ceramiczną, chłodzoną
powietrzem rurę żarową. Pył węglowy
,
powietrze i sorbent po wprowadzeniu do komory
cyklonowej pod wpływem ruchu wirowego przedostają się w pobliże cylindrycznej
ścianki. W ten sposób spalanie cząstek węgla odbywa się w płomieniu wirowym w
obszarze sprzyjającym ich osadzaniu się. Ceramiczna rura żarowa jest ochładzana przez
przepływające powietrze wtórne do temperatury zapewniającej utrzymywanie części
żużlowej paliwa w stanie ciekłym, umożliwiającym jej swobodny spływ. Powietrze
wtórne, podgrzane przez ścianki rury żarowej, zapewnia sprawne spalanie cząstek węgla,
wprowadzanych w postaci drobnego, dobrze rozpylonego pyłu, w obszarze
przebogaconym w paliwo, blisko ścianek cyklonu. Polepsza to spalanie w obszarze
przebogaconym i zapewnia spływ pozostałości żużlowej paliwa. Pozostałość żużlowa
zawiera ponad 80% popiołu i sorbentu, wprowadzanego do palnika. W celu zmniejszenia
emisji NO
x
sam palnik pracuje w obszarze mieszanek przebogaconych, natomiast
dopalanie produktów niepełnego spalania następuje w przestrzeni kotła, w którym
znajduje się palnik.
Ponieważ w opracowanej konstrukcji palnika chłodzenie powietrzem odbywa się w
bardzo zwartej przestrzeni, rozwiązanie to może zastępować wiele palników starszych
generacji bez naruszania istniejących instalacji wodno-parowych.
Podczas pracy palnika, osiadający na ściankach popiół i sorbent ściekają ku jego
dolnej części i w postaci pozostałości koksowej w fazie ciekłej są odprowadzane na
zewnątrz. W optymalnych warunkach pracy palnika pozostałość koksowa zawiera znaczne
ilości siarki, wprowadzanej do spalania wraz z pyłem węglowym. Dodatkowe
wprowadzenie sorbentu do paleniska kotła powoduje dalsze obniżenie emisji związków
siarki
.
W końcowej części programu rozwoju palnika cyklonowego poddano go 800
godzinnym testom, w wyniku których stwierdzono, że palnik nie w pełni osiągnął
zakładane na początku cyklu rozwojowego warunki techniczne, uzyskując 75%
zmniejszenie emisji NO
x
(co odpowiada zawartości 184 ppm) w spalinach i 80%
zmniejszenie emisji SO
2
. Analiza pozostałości koksowej, usuwanej z palnika, wykazała że
śladowe ilości metali zawarte w analizowanych próbkach są mniejsze niż te ilości
przewidywane standardami dla wody pitnej.
Opracowanie palnika znajduje się w fazie rozwojowej i przewiduje się, że w
niedalekiej przyszłości będzie on mógł być stosowany do spalania różnego asortymentu
węgli, zastępując obecnie stosowane palniki, bądź też stanowiąc wyposażenie nowych
jednostek. W przyszłości palnik będzie mógł być budowany dla kotłów o mocy 7 - 30 kW,
a nawet dla większych jednostek.
W Polsce zagadnieniami energetyki, a w tym palników, zajmuje się Instytut
Energetyki w Warszawie, Instytut Techniki Cieplnej w Łodzi, niektóre zespoły na
wyższych uczelniach, a także fabryka kotłów Rafako. Jednak największy wkład w rozwój
palników o małej emisji spalin przeznaczonych do spalania pyłu węglowego jest
wnoszony przez Instytut Energetyki. Zespół tego Instytutu wspólnie z firmą Ecoenergia
opracował m.in. wirowy palnik o małej emisji spalin z wewnętrzną separacją (rys. 18).
Praca tego palnika opiera się na zasadzie stopniowania ilości powietrza doprowadzanego
do obszaru spalania. Jest to palnik wirowy, w którym następuje separacja cząstek pyłu -
większe cząstki są odrzucane na zewnątrz, a bardzo małe pozostają w centralnej części
strumienia. Następnie cząstki duże w sposób wymuszony są kierowane z powrotem do
centralnej części strumienia. W efekcie mieszanina pyłowo-powietrzna jest podzielona na
dwa strumienie:
1) strumień o dużym stężeniu pyłu w ubogiej w tlen centralnej części obszaru recyrkulacji
gorących spalin;
2) strumień o małym stężeniu pyłu w obszarze otaczającym obszar centralny i izolującym
go od bogatego w tlen strumienia powietrza wtórnego.
Rys. 8. Palnik o małej emisji NO
x
Instytutu Energetyki
W tak uformowanych obszarach spalanie pyłu odbywa się etapami. Małe stężenie tlenu w
obszarze centralnym zapobiega powstawaniu tlenków azotu NO
x
. Przepływ reagujących
cząstek węgla z obszaru centralnego do strumienia powietrza wtórnego odbywa się w
atmosferze redukcyjnej utworzonej z produktów spalania strumienia o małym stężeniu
pyłu. Taka organizacja procesu spalania powoduje ograniczenie reakcji utleniających
azotowe składniki węgla i stwarza warunki do redukcji powstałych wcześniej tlenków
azotu w neutralny azot N
2
. Uzupełnienie ilości powietrza w celu zapewnienia całkowitego
spalania następuje w górnym obszarze komory paleniskowej kotła przez specjalne dysze.
Palniki te mogą być montowane zarówno na kotłach nowo budowanych, jak też w
modernizowanych.
4. Paleniska fluidalne
Udoskonalenie procesów spalania węgla odbywa się m.in. przez stosowanie w
coraz szerszym zakresie technik jego spalania w złożach fluidalnych. Na przykładach
kilku przedsięwzięć podjętych w Stanach Zjednoczonych A.P. można zapoznać się z
najbardziej typowymi technikami w tym zakresie.
Firma Tri-State Generation and Transmission Association z Nukli w Montrose
County, w Kolorado, w USA, zbudowała kocioł pracujący na zasadzie spalania węgla w
cyrkulacyjnym złożu fluidalnym w warunkach ciśnienia atmosferycznego (ACFB -
Atmospheric Circulating Fluidized-Bed Combustion). Moc zbudowanego kotła wynosiła
110 MW. Celem przedsięwzięcia było wykazanie możliwości zbudowania kotła z
cyrkulacyjnym złożem fluidalnym w skali dwukrotnie większej od istniejącego
poprzednio oraz zweryfikowanie spodziewanych efektów ekonomicznych i korzyści z
punktu widzenia ochrony środowiska. W założeniach projektowych zakładano
zmniejszenie emisji S0
2
o 90% i NO
x
o 60% oraz uzyskanie 34% sprawności jednostki
produkującej energię
.
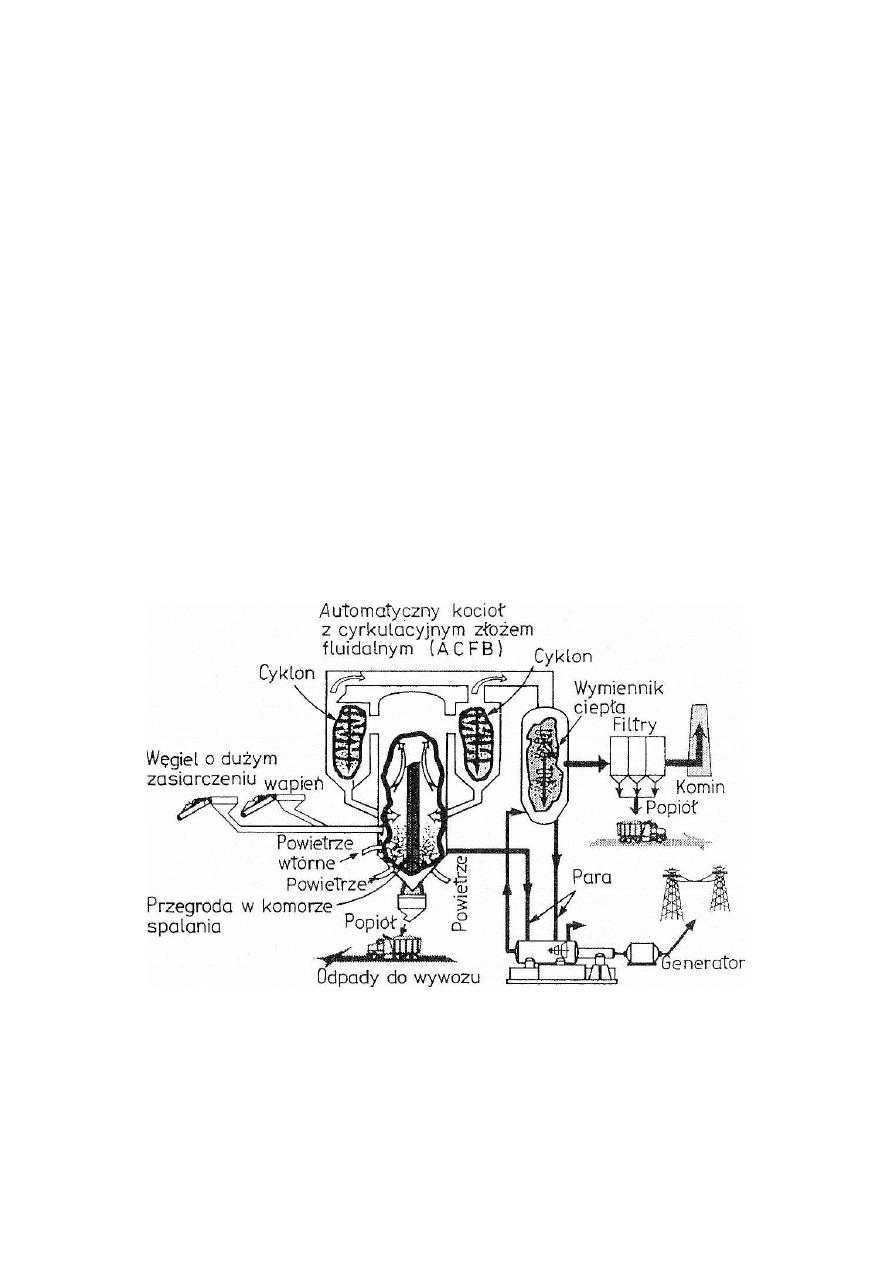
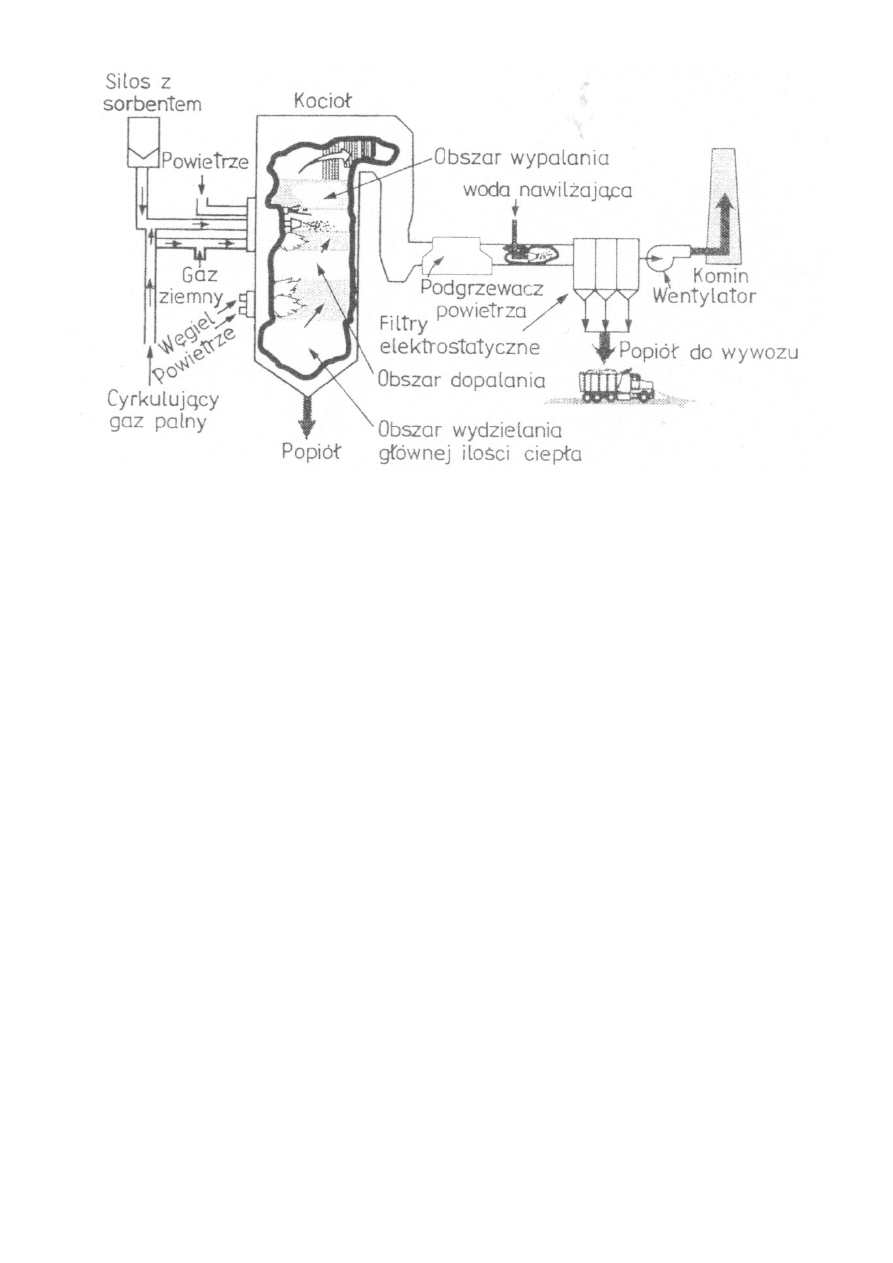
Rys. 9. Kocioł z atmosferycznym, cyrkulacyjnym złożem fluidalnym
Zbudowany kocioł z cyrkulacyjnym złożem fluidalnym (ACFB), pokazany schematycznie
na rys. 9, pracuje w warunkach ciśnienia atmosferycznego. W komorze spalania ze złożem
fluidalnym strumień powietrza wprowadza do niego cząstki węgla, popiołu i sorbentu (np.
cząstki wapnia), zaś stosunkowo niska temperatura spalania ogranicza powstawanie NO
x
.
Wapń w charakterze sorbentu wiąże się z gazami SO
2
i jako ciało stałe opuszcza komorę
spalania i przepływa do cyklonu. Cyklon oddziela ciała stałe od gazów; ciała stałe są

odprowadzane powtórnie do złoża w celu utrzymania jego temperatury na odpowiednim
poziomie. Dzięki stałej cyrkulacji węgla i sorbentu polepsza się mieszanie i zwiększa się
czas kontaktu części stałych z gazami, przyczyniając się przez to do całkowitego
wykorzystania węgla i do uzyskania dużej sprawności wiązania siarki. Ciepło zawarte w
spalinach opuszczających cyklon jest odzyskiwane w wymienniku ciepła. Spaliny
przechodzą następnie przez filtr, gdzie pozostawiają cząstki stałe. Para wytwarzana w
kotle z cyrkulacyjnym złożem fluidalnym jest używana do napędu turbiny parowej, a w
konsekwencji do produkcji elektryczności.
W latach 1988 - 1990 kocioł poddawano wszechstronnym próbom, zarówno przy
obciążeniach częściowych, jak i przy pełnej mocy. Zadano trzy rodzaje węgli o różnej
zawartości siarki, a mianowicie, Peabody (0,4 - 0,8% S), Dorchester (1,5% S) i Salt Creek
(0,5% S). Wyniki badań wykazały ścisłą korelację między poziomem emisji CO, S0
2
i
NO
x
a temperaturą złoża. Wraz ze wzrostem temperatury wzrastała emisja S0
2
i NO
x
,
natomiast zmniejszała się ilość CO w spalinach. Również im wyższa była temperatura
złoża, tym większy stosunek Ca/S był potrzebny do uzyskania tego samego efektu
związania siarki zawartej w paliwie. Tak więc w temperaturze złoża 880°C, do 70%
związania siarki wystarczał stosunek Ca/S = 1,5, podczas gdy w temperaturze 930°C do
uzyskania tego samego efektu był konieczny stosunek Ca/S większy niż 5,0
.
Emisja NO
x
we wszystkich testach nie była większa od 208 ppm, co wynosiło
znacznie mniej niż wartość graniczna 368 ppm (cz. mln). Średnia wartość NO
x
we
wszystkich próbach wyniosła 110 ppm
W czasie pracy kotła sprawność spalania utrzymywała się na poziomie 97 - 99%, a
sprawność kotła wynosiła 86 - 89%. Sprawność jednostki jako całości uzyskano na
zakładanym poziomie. W wyniku realizacji pracy wykazano, że kotły z cyrkulacyjnym
złożem fluidalnym charakteryzują się bardzo dobrymi wartościami parametrów i dzięki
temu mogą być stosowane w energetyce i przemyśle. Można w nich stosować węgiel o
dowolnej zawartości siarki. Zaleta opisanej techniki spalania węgla polega na możliwości
zmniejszenia emisji S02 o 90%, a NO
x
o 60 - 80% przy najmniejszym z możliwych
kosztów przy zastosowaniu współczesnych technik spalania.
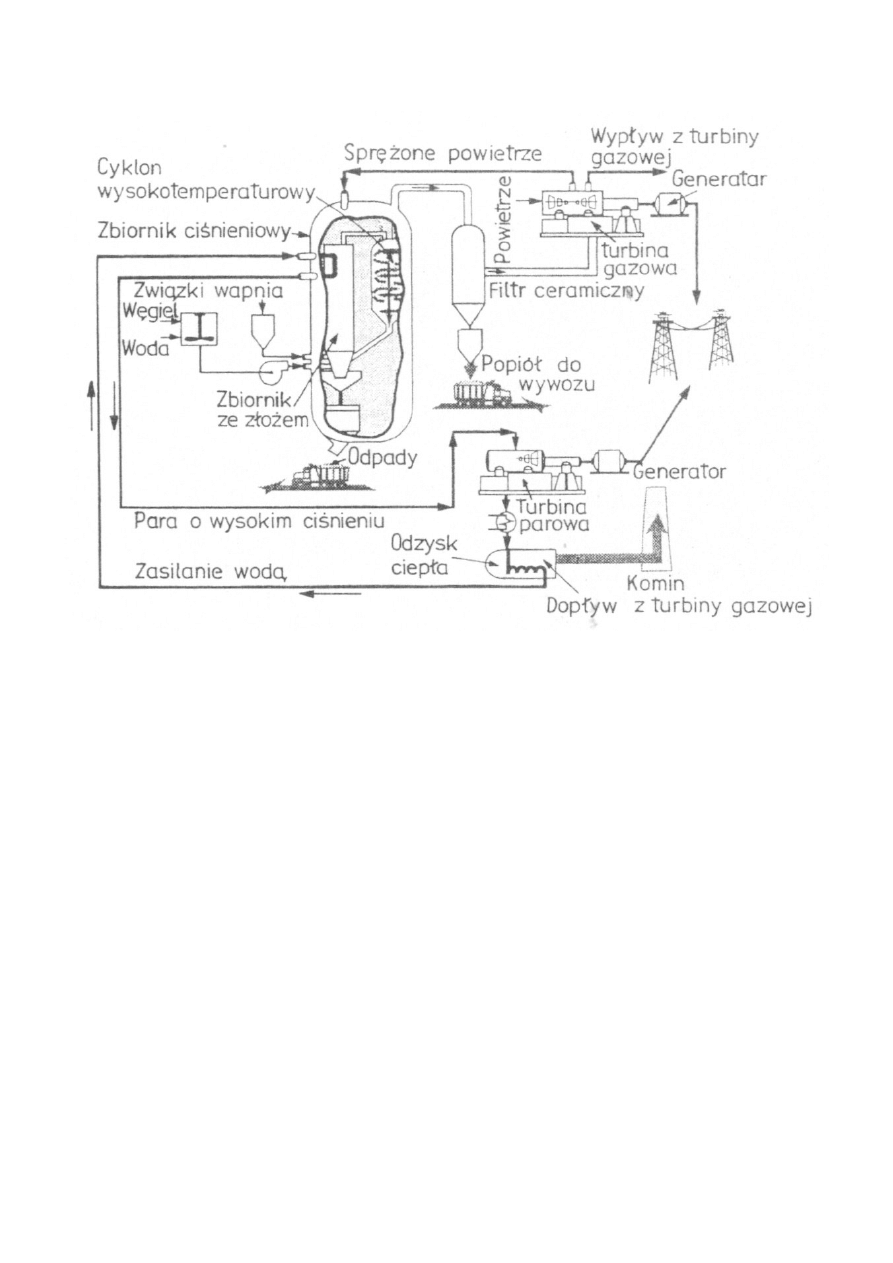
Poczynając od 1986 r. w Stanach Zjednoczonych A.P. zaczęto budować kotły z
ciśnieniowym złożem fluidalnym
(PFBC - Pressurized Fluized-Bed Combustion).
Pierwszy z kotłów o mocy 70 MW został zbudowany przez Ohio Power Company w
Brilliant, Jefferson County, w Ohio, (schemat instalacji patrz rys. 10, fotografia kotła - rys.
11). Drugi podobny kocioł, ale o mocy 340 MW zaczęto budować w 1989 roku z
inicjatywy Appalachian Power Company w New Haven, Mason County w Zachodniej
Wirginii. Jego zakończenie jest przewidywane w roku 2004.
Głównym celem pracy było przeniesienie doświadczeń ze zbudowanej wcześniej
instalacji pilotowej w małej skali i wykazanie, że jest możliwa praca kotłów z
ciśnieniowym złożem fluidalnym w dużych jednostkach energetycznych, przy
zakładanych osiągach technicznych, zachowaniu spodziewanych efektów ekonomicznych
i przy niskiej emisji składników toksycznych. Zakładano ograniczenie emisji S0
2
o 90%,
emisję NO
x
na poziomie 125 ppm (cz. mln), a sprawność wytwarzania energii na 38%.
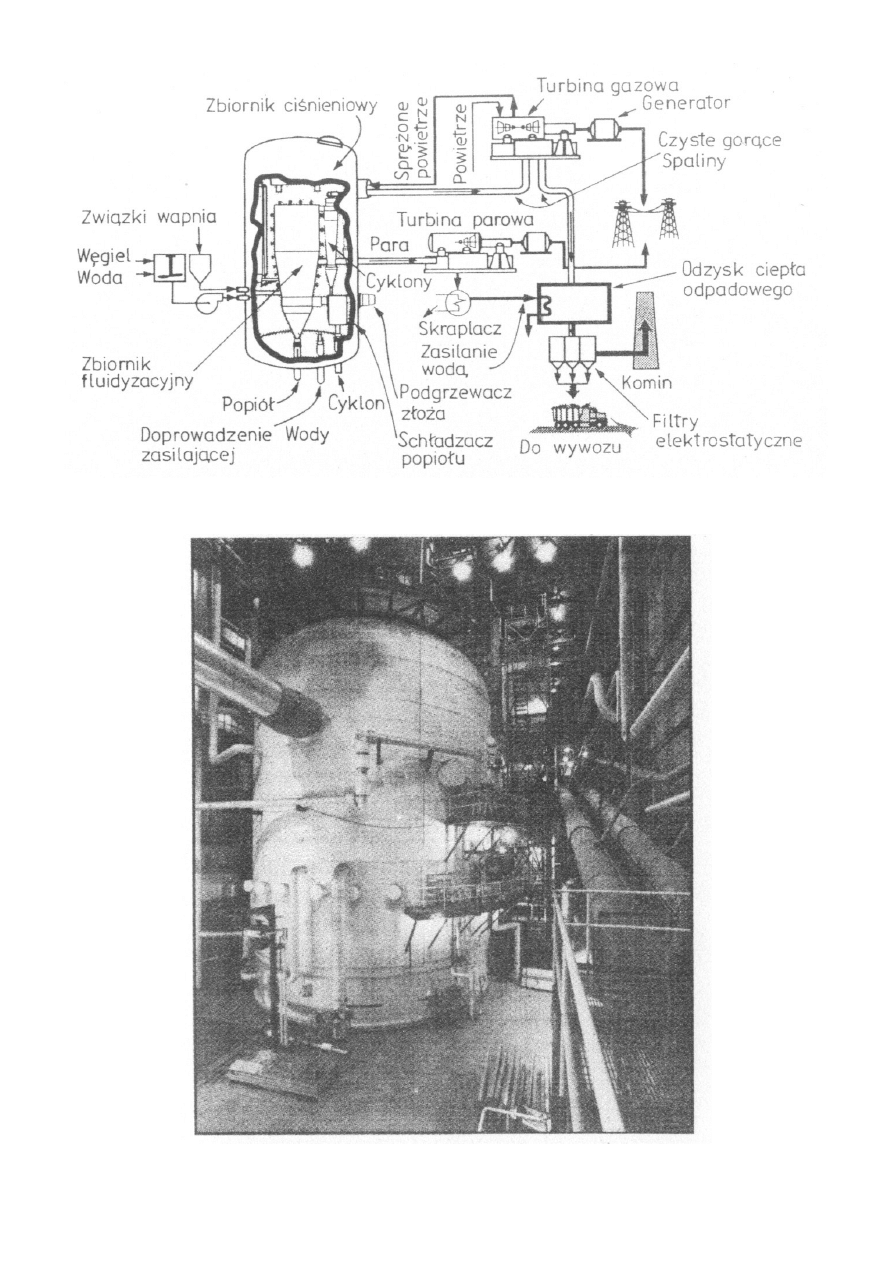
Rys. 10. Kocioł z ciśnieniowym złożem fluidalnym
Rys. 11. Fotografia kotła z ciśnieniowym złożem fluidalnym (wg schematu z rys.10)

Budowa kotłów z ciśnieniowym złożem fluidalnym należy do przedsięwzięć
unikatowych. Kocioł o mocy 70 MW jest jednym z trzech budowanych na świecie, a
kocioł o mocy 340 MW nie ma w tej chwili odpowiednika. W projektach przyjęto
rozwiązania, zgodnie z którymi właściwy kocioł, cyklony, zbiorniki i przewody zasilające
złoże oraz pozostałe urządzenia są umieszczane w zbiorniku ciśnieniowym o wymiarach
φ
14 x 21 m w przypadku kotła o mocy 70 kW i o wymiarach
φ
18 x 30 m dla kotła o mocy
340 kW.
Ciśnienia w obrębie pracujących złóż fluidalnych wynoszą odpowiednio 1,2 MPa i
1,6 MPa. Sprężone powietrze jest dostarczane do złoża sprężarką napędzaną turbiną w
celu t1uidyzacji materiału składającego się z emulsji pyłu węglowego z wodą, popiołu i
sorbentu. Związki wapnia reagują w złożu z siarką, tworząc siarczan wapnia (czyli gips),
suchy, granulowany materiał, który może być łatwo usunięty i zagospodarowany jako
półprodukt. Niska temperatura złoża, wynosząca 870°C sprzyja bardzo małej emisji NO
x
.
Gorące spaliny opuszczają złoże w zbiorniku, unosząc ze sobą cząstki popiołu, które w
98% są usuwane podczas przechodzenia gazów przez cyklony. Oczyszczone spaliny są
następnie kierowane do turbiny gazowej (moc turbiny 15 MW w kotle o mocy 70 MW).
Spaliny opuszczając turbinę są chłodzone w wymienniku ciepła i dodatkowo oczyszczane
w elektrofiltrach. Turbina parowa jest zasilana parą o ciśnieniu 9,0 MPa i temperaturze
496°C, rozwijając moc 55 MW. Para przegrzana jest wytwarzana z wody w kotle
ciśnieniowym, składającym się z rur przechodzących przez złoże. Para wytwarzana w
kotle i układ odzyskiwania ciepła w instalacji poniżej turbiny gazowej są wykorzystywane
do generowania mocy w turbinie parowej.
Kotły z ciśnieniowym złożem fluidalnym
(PFBC) mogą być zasilane dowolnym
węglem, w tym również bardzo zasiarczonym. Kotły te nadają się do stosowania w dużych
jednostkach o mocy 50 MW i większej. Mogą być budowane w postaci modułów. Dużą
zaletą tego typu kotłów jest ich zwarta budowa, wynikająca ze stosowania wysokich
ciśnień, co znakomicie ogranicza przestrzeń zajmowaną przez urządzenia. W kotłach tych
można ograniczyć emisję SO
2
o 95% i zmniejszyć emisję NO
x
do poziomu 60 ppm (cz.
mln). Chociaż w układzie tym wytwarza się w porównaniu z konwencjonalnymi
metodami duże ilości odpadów w postaci części stałych, to jednak materiały te nie są
uciążliwe dla środowiska, a najczęściej mogą służyć jako półprodukty.
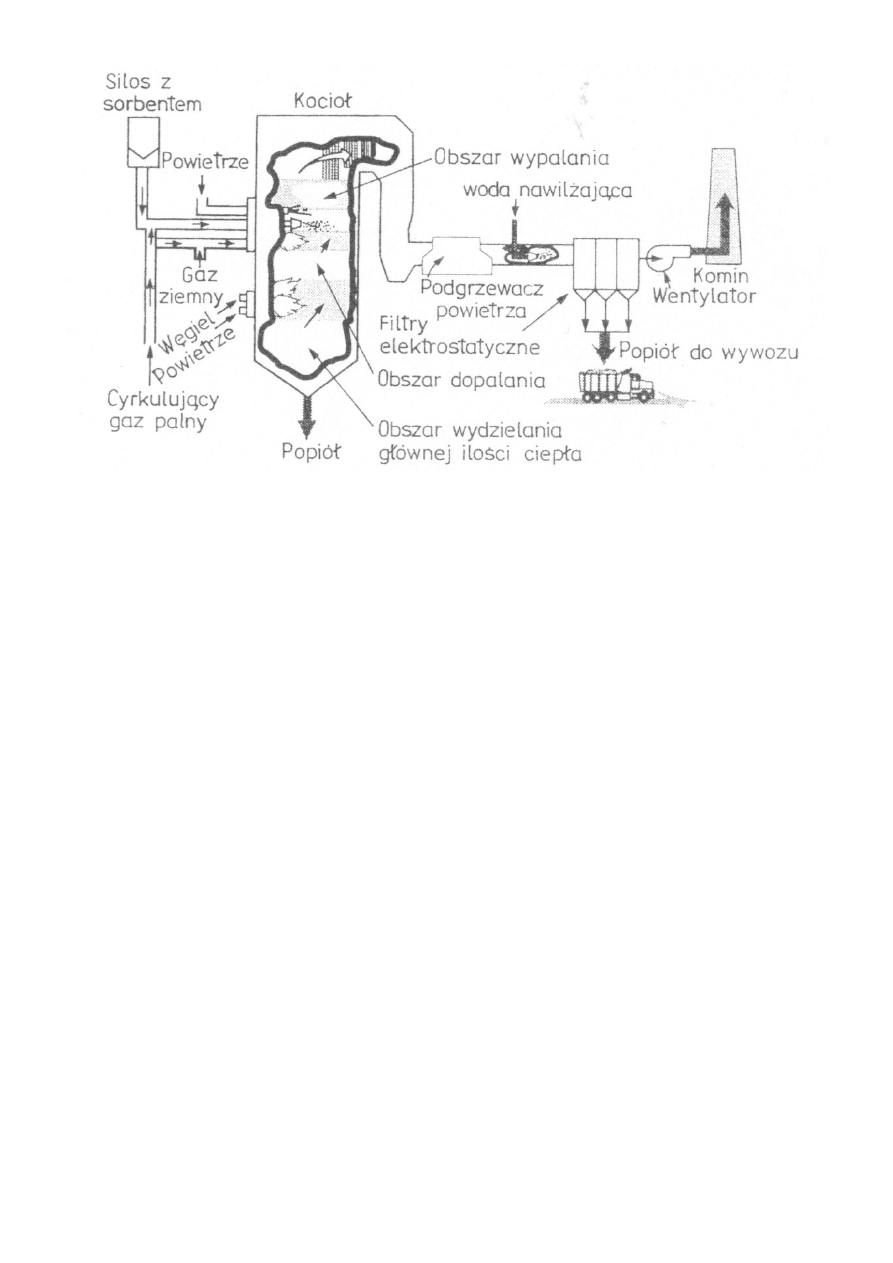
Innym nowoczesnym rozwiązaniem jest kocioł z wysokociśnieniowym
cyrkulacyjnym złożem fluidalnym
(PCFB - Pressurezed Circulating Fluidized- Bed
Combustion). Eksperymentalny kocioł tego typu o mocy 80 MW rozpoczęto budować w
1990 roku w 01casant Hill, Polk County, w lowa w USA (rys. 12). Zakończenie budowy
przewiduje się w 1998 roku. Celem projektu jest urzeczywistnienie samej idei kotła z
wysokociśnieniowym złożem fluidalnym w dostatecznie dużej skali niezbędnej do oceny
aspektów technicznych, ekonomicznych i ekologicznych oraz do uzyskania danych
technicznych do przyszłej komercjalizacji tej techniki spalania węgla
.
W realizowanym projekcie węgiel jest spalany w temperaturze 870°C przy ciśnieniu
1,2 MPa w cyrkulacyjnym złożu fluidalnym umieszczonym w zbiorniku ciśnieniowym.
Węgiel jest wtłaczany do złoża w postaci emulsji pyłu węglowego z wodą, podczas gdy
wapień jest wprowadzany do złoża w postaci cząstek stałych, w celu związania siarki.
Cząstki stałe są usuwane z gorących spalin w filtrze ceramicznym, a następnie czyste
spaliny rozprężają się w turbinie gazowej. Odpady w postaci suchego popiołu wywozi się
(nadają się do wykorzystania). Para wytwarzana w złożu fluidalnym i w układzie
odzyskiwania ciepła jest stosowana do wytwarzania energii w turbinie parowej
.
Rys. 12. Kocioł z ciśnieniowym cyrkulacyjnym złożem fluidalnym
Projekt jest pierwszą na świecie próbą zastosowania w dużej skali techniki spalania
w ciśnieniowym, cyrkulacyjnym złożu fluidalnym. W projekcie tym po raz pierwszy
zastosowano komercyjnie gorącą metodę oczyszczania spalin i po raz pierwszy użyto
turbiny gazowej w takim układzie.
Zamiana uprzednio stosowanego kotła na projektowany spowoduje wzrost
sprawności o 15%, do poziomu 42,8%, zmniejszenie emisji SO
2
o 90% i emisji NO
x
do
wartości 20 ppm (cz. mln).
Jeżeli zbudowana instalacja wykaże swą niezawodność i uzyska zakładane
charakterystyki, to wówczas doświadczenia zdobyte przy jej konstrukcji będą mogły
służyć za wzór do budowy większych jednostek, jeżeli ten typ kotła okaże się atrakcyjny
ze względów ekonomicznych. Układ parowo-gazowy z kotłem ciśnieniowym i
cyrkulacyjnym złożem fluidalnym umożliwia spalanie dowolnych gatunków węgla,
łącznie z wysoko zasiarczonymi. Pod względem jednostkowego obciążenia komory
paleniskowej może skutecznie zastępować podobne układy wyposażone w kocioł z
ciśnieniowym pęcherzykowym złoźem fluidalnym
(rys. 13).
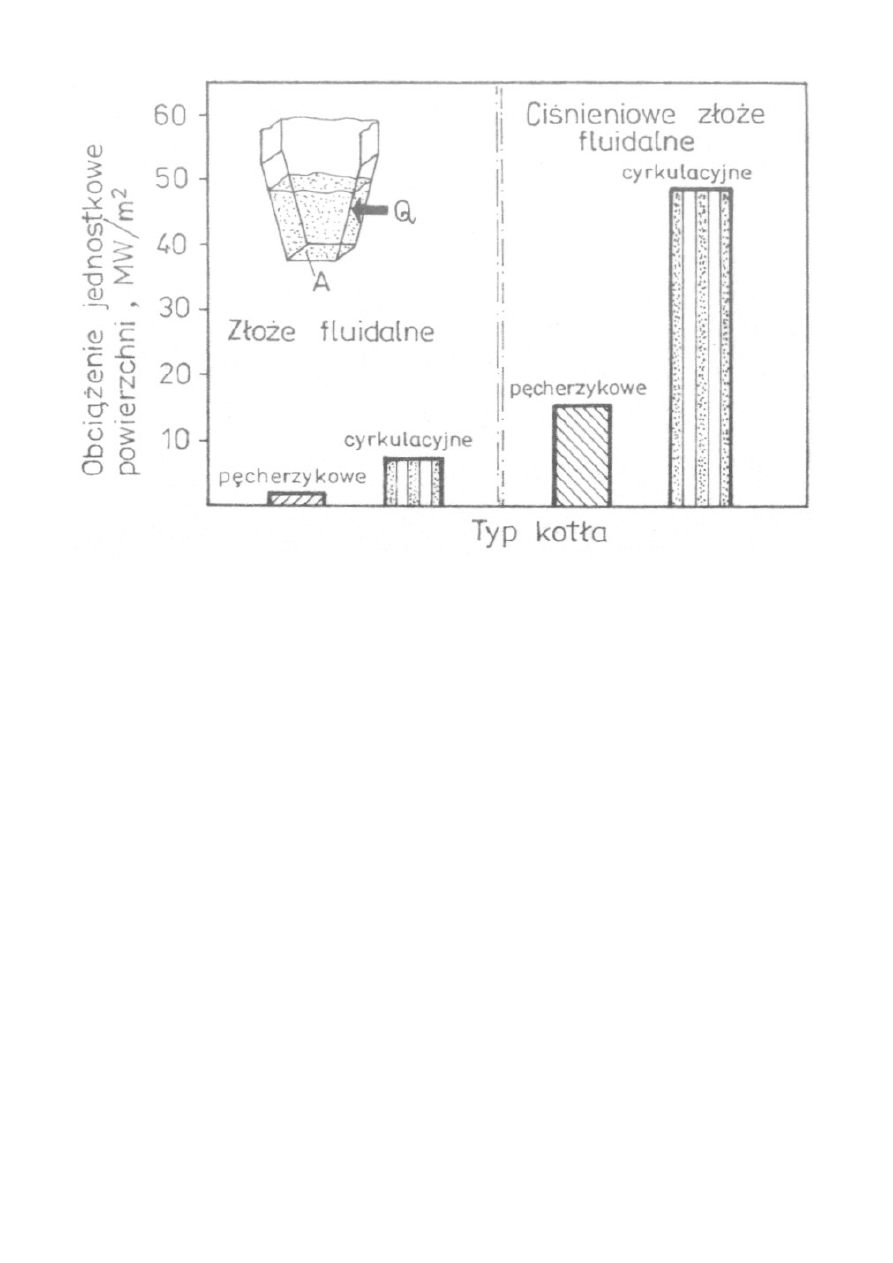
Rys. 13. Jednostkowe obciążenie powierzchni komory paleniskowej różnych kotłów
fluidalnych
Kocioł z wysokociśnieniowym cyrkulacyjnym złożem fluidalnym może w
przyszłości zastąpić kotły konwencjonalne. Ocenia się, że rozwiązanie to może być z
powodzeniem zastosowane w kotłach o mocy 50 MW i większej. W przypadku
modernizacji elektrowni dzięki modułowej budowie jednostki te łatwo można dostosować
do istniejących warunków zabudowy. Analogicznie jak w przypadku kotłów z
ciśnieniowym złożem fluidalnym zaletą ich stosowania jest zwartość budowy, dzięki
pracy przy wysokich ciśnieniach, co powoduje zmniejszenie przestrzeni zabudowy
przypadającej na jednostkę wytwarzanej energii.
5. Oczyszczanie spalin
Rozpatrzmy przykładowo kilka nowoczesnych, rozwijanych w Stanach
Zjednoczonych A.P., technik oczyszczania spalin. Jedna z tych technik polega na
zastosowaniu wielostopniowego rozpylania pyłu związków wapnia zarówno w kotle, jak i
w instalacji odprowadzającej wystudzone spaliny (rys. 14).
Rys. 15. Metoda wielostopniowego doprowadzania do spalin rozpylonego wapienia
Technikę tę wprowadzono przy użyciu kotła o mocy 105 MW, w Ohio Edison's
Edgewater Station w Lorain, w USA. Jest ona znana pod nazwą techniki LIMB (Limstone
Injection Multistage Bumer System). Głównym celem opracowania tej metody było
wykazanie możliwości unowocześnienia instalacji oczyszczania spalin jednocześnie NO
x
i
S02, przy zastosowaniu różnego rodzaju węgla, jak i sorbentu, neutralizacji wymienionych
składników toksycznych w zimnej części instalacji przepływu spalin, przy rozpylaniu
sorbentu w postaci pyłu przed obszarem nawilżania i przed elektrofiltrami.
Metoda LIMB polega na redukcji S0
2
przez rozpylanie suchego sorbentu do
przestrzeni kotła w miejscu położonym powyżej palników. Następnie sorbent wędruje
przez kocioł i jest usuwany wraz z popiołem w elektrofiltrach. Nawilżanie spalin, zanim
dotrą one do elektrofiltrów, jest konieczne w celu utrzymania i zintensyfikowania ich
działania. Badano trzy rodzaje węgla (1,6% S, 3,0% S i 3,8% S) i cztery rodzaje sorbentu.
Innymi zmiennymi były stosunki stechiometryczne i temperatura w obszarze nawilżania.
W zimnej części spalin nawilżanie bardzo efektywnie powiększa absorpcję S0
2
,
przez rozpuszczanie NaOH lub Na
2
C0
3
w wodzie. Podobnie jak i w gorącej części zużyty
sorbent jest gromadzony razem z popiołem. W wyniku badań stwierdzono, że zawartość
siarki w węglu ma wpływ na sprawność odsiarczania, a mianowicie im większa zawartość
siarki, tym większa sprawność absorpcji SO
2
oraz im drobniejsze rozpylane cząstki
sorbentu, tym większa sprawność absorpcji SO
2
.
W Illinois Power Company w I-Iennepin, Putnam County, w USA, do oczyszczania
spalin w kotle o mocy 80 MW zastosowano metodę dopalania gazu ziemnego i
rozpylania sorbentu (rys. 15). Celem przedsięwzięcia było wykazanie możliwości
zmniejszenia NO
x
o 60% przez dopalanie gazu ziemnego oraz zmniejszenie o 50% emisji
S0
2
przez rozpylanie sorbentu.
Rys. 15. Metoda dopalania gazu i rozpylania sorbentu
Dopalanie gazu jest jedną z technik, stosowanych do zmniejszenia emisji NO
x
. W
procesie tym 80 - 85% paliwa stanowi węgiel, który jest wprowadzany do głównego
obszaru spalania. Pozostałych 15 - 20% paliwa, zwykle gazu ziemnego, omija główny
obszar spalania i jest wprowadzanych powyżej głównych palników, kształtując obszar
odtleniania, w którym NO
x
jest redukowane do azotu. Sorbent jest rozpylany w postaci
suchych, bardzo drobnych cząstek powyżej obszaru dopalania w kotle lub dalej na drodze
spalin. W badanym obiekcie testowano sorbent w postaci związków wapnia. Przy
zastosowaniu tej metody przewiduje się zmniejszenie emisji NO
x
o 60%, a S0
2
o 50%,
podczas spalania bardzo zasiarczonego węgla ze środkowo-zachodnich stanów USA.
Wstępne próby wykazały, że sprawność oczyszczania spalin tą metodą jest wyższa niż
zakładano w projekcie. Stosując dopalanie gazu ziemnego zmniejszono emisję NO
x
co
najmniej o 65%, a S02 o 52,5%. Stosunek ilości wapnia do siarki wyniósł ok. 1,75: l.
Prezentowana technika oczyszczania spalin nie jest wrażliwa na rodzaj stosowanego
węgla, niezależnie od różnej zawartości siarki lub azotu.
Nieco inna metoda odsiarczania przez wtrysk sorbentu do spalin została
zastosowana przez Pennsylvania Electric Company's Seward Station, w Seward, Indiana
County, w Pensylwanii w USA (rys. 16). Połowę spalin z kotła o mocy 147 MW poddano
oczyszczaniu, skierowując ją do nieco dłuższego od normalnego kanału. Do obszaru
spalin między dwoma stopniami elektrofiltrów doprowadza się sorbent w postaci emulsji
wodnej z powietrzem. W badanej instalacji zastosowano węgiel kamienny z-Pensylwanii o
zawartości 1,2 - 2,5% siarki.
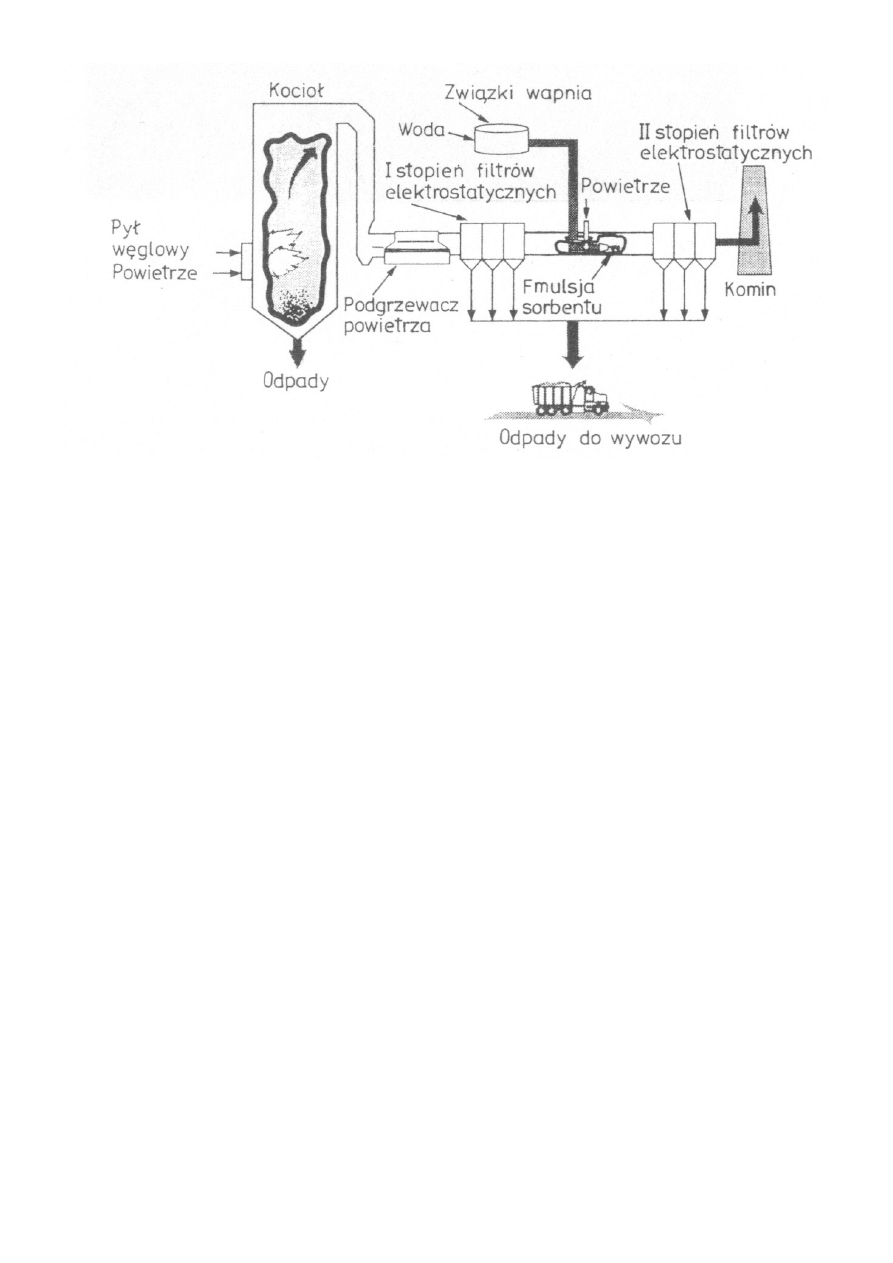
Rys. 16 Metoda odsiarczania poprzez wtrysk sorbentu do spalin
Głównym celem budowy instalacji było wykazanie możliwości redukcji emisji S02
przez wtrysk sorbentu do kanału przepływu spalin, a w szczególności zdefiniowanie
parametrów optymalnie przebiegającego procesu.
Zastosowana technika redukcji emisji S0
2
polega na drobnym rozpyleniu emulsji
bardzo reaktywnych związków wapnia z wodą do przepływających spalin między
wymiennikiem ciepła a elektrofiltrem. Emulsja ta jest wtryskiwana do środka kanału
spalin za pomocą wtryskiwacza, na wyjściu z którego formuje się strumień drobnych
kropelek. Rozpylany strumień emulsji studzi spaliny, a S0
2
jest gwałtownie absorbowane
przez parujące krople. Krople mieszają się z gorącymi spalinami i woda gwałtownie
wyparowuje. Szybkie schnięcie wyklucza aglomerację mokrych cząstek w kanale i sprzyja
przenoszeniu suchych produktów reakcji i nieprzereagowanych cząstek sorbentu do
elektrofiltrów.
Należy się spodziewać, że przy zastosowaniu tej metody będzie można usunąć ze
spalin do 50% S0
2
. Opracowana metoda może być alternatywną dla konwencjonalnych
metod odsiarczania spalin. W projekcie przewidziano badania różnego rodzaju sorbentów
z zastosowaniem kilku rozwiązań wtryskiwaczy, przy użyciu węgla o różnym stopniu
zasiarczenia. Opisywana technika zmniejszania emisji S0
2
jest zalecana do stosowania we
wszystkich rodzajach kotłów, niezależnie od ich typu, wielkości i wieku. Technika ta
może być z łatwością zastosowana do istniejących kotłów, przy stosunkowo małych
kosztach
.
Tennessee Valley Authority's National Center for Emissions Research zastosował
na kotle w West Paducah w Mc Cracken County, w Kentucky w USA, metodę
odsiarczania spalin przez ich przepuszczanie przez zawiesinę sorbentu
(rys. 17). W
instalacji tej wykorzystuje się jedynie niewielki strumień spalin o energii równoważnej 10
MW mocy, z całkowitej mocy kotła wynoszącej 150 MW. Budowa instalacji miała na celu
sprawdzenie zasady odsiarczania spalin w zawiesinie sorbentu przy użyciu bardzo
zasiarczonych gatunków węgla (GSA - Gas Suspension Absorption System).
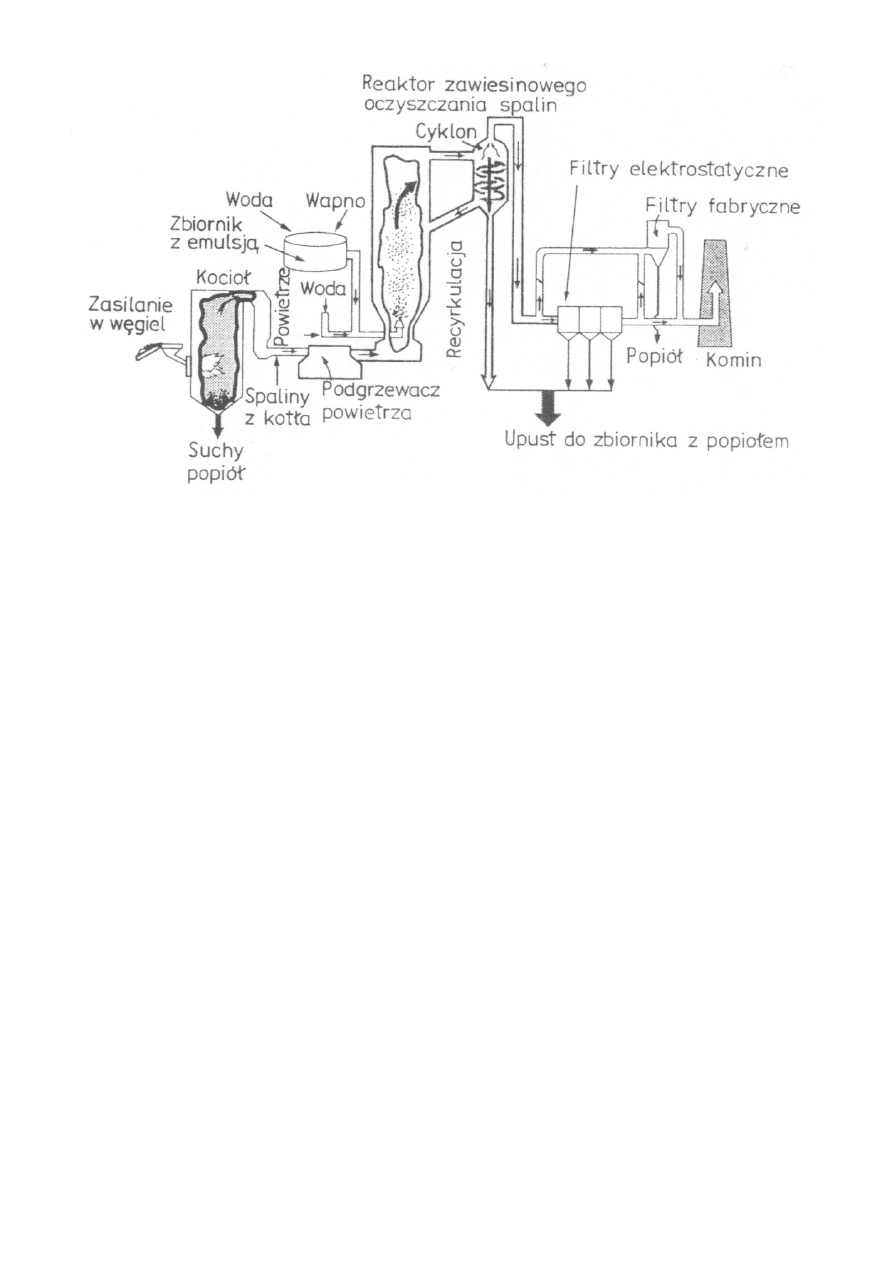
Rys. 17. Odsiarczanie za pomocą przepuszczania spalin przez zawiesinę sorbentu
Instalacja składa się z pionowego reaktora, w którym spaliny kontaktują się z
zawiesiną cząstek wapna, produktów reakcji i popiołu. Około 99% cząstek stałych
powraca do reaktora poprzez cyklon, podczas gdy gazy wylotowe przechodzą przez filtr
elektrostatyczny zanim zostaną uwolnione do atmosfery
.
Emulsja wapna gaszonego i wody jest wtryskiwana do przepływających spalin w
dolnej części reaktora. Ilość wtryskiwanej emulsji jest regulowana na podstawie pomiarów
zakwaszenia wejściowego i wyjściowego strumieni spalin. Ilość wody, doprowadzanej do
tworzonej emulsji, jest również regulowana na podstawie pomiarów temperatury
wypływających spalin. Instalacja ma potencjalne możliwości usuwania do 90% S02'
dzięki możliwości efektywnego wykorzystania rozpylonej emulsji sorbentu i recyrkulacji
cząstek stałych. W badaniach testowano węgiel z zachodniej części stanu Kentucky o
zawartości ok. 3% siarki.
Proponowany sposób odsiarczania spalin ma kilka zalet w porównaniu z metodami
stosowanymi dotychczas. Jest on o 40% tańszy niż mokra metoda usuwania siarki i jest od
niej prostszy zarówno w budowie, jak i w działaniu. W zakresie skuteczności proces ten
dorównuje metodzie mokrej, usuwając 90% siarki zawartej w paliwie. Oczekuje się, że
metoda ta dzięki swym zaletom znajdzie w szerokim zakresie zastosowanie zarówno w
kotłach nowoprojektowanych, jak i w modernizowanych
.
6. Wybrane metody przetwarzania węgla
Wśród metod przetwarzania węgla największe znaczenie wydają się mieć metody
związane z budową i rozwojem zintegrowanych układów parowo-gazowych (IGCC -
Integrated Gasification Combined-Cycle). Układy te są rozwijane jedynie w kilku
najbogatszych krajach świata, na co mają niewątpliwie wpływ olbrzymie koszty realizacji
tych przedsięwzięć. Zakończenie czterech obecnie realizowanych w Stanach
Zjednoczonych projektów jest planowane na lata 1997 -:- 2000.
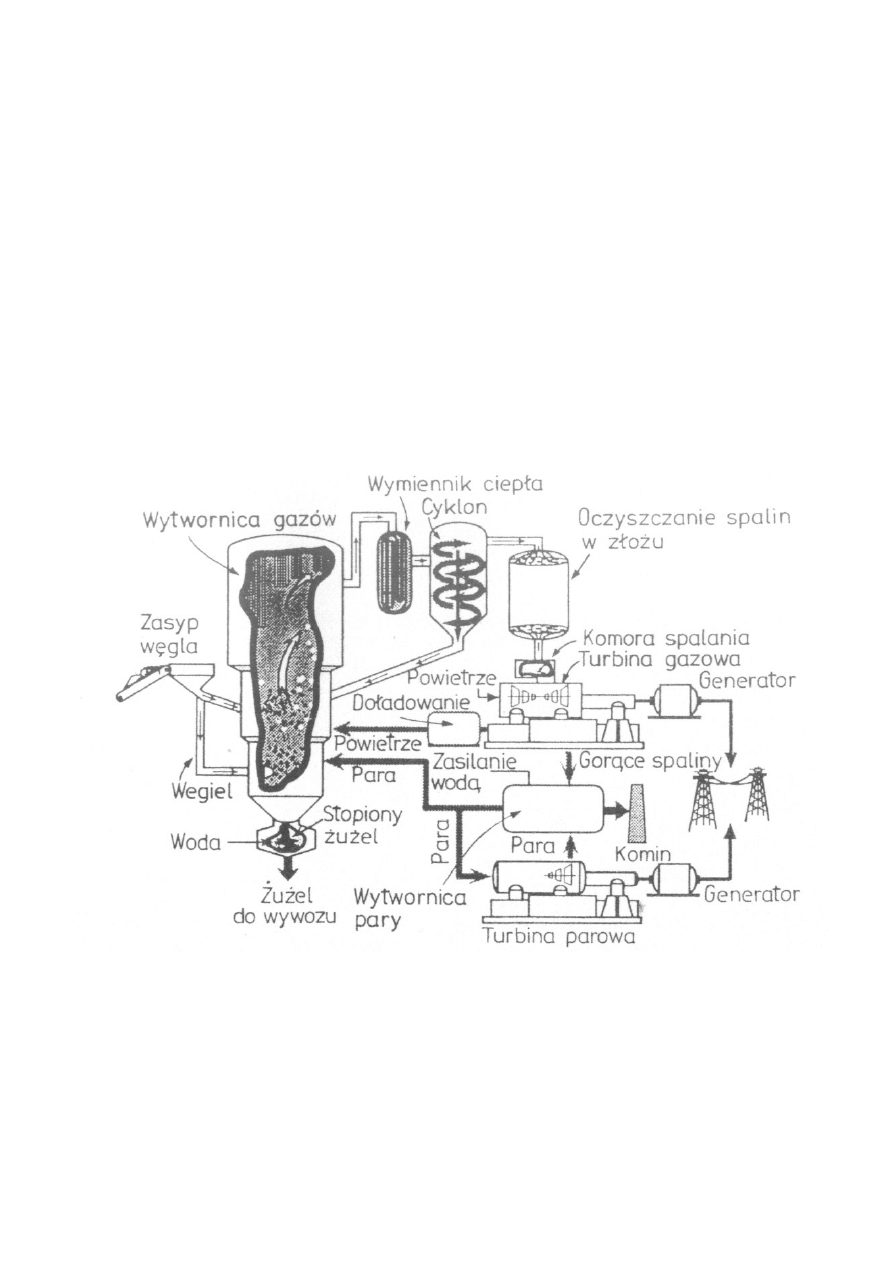
Jeden z układów zintegrowanych parowo-gazowych, o mocy 65 MW, jest
budowany przez ABB Combustion Engineering, Inc. w Springfield, Sangamon County, w
Illinois w USA (rys. 18). Celem przedsięwzięcia jest zbadanie możliwości zastosowania
wielu nowych rozwiązań, związanych ze zgazowywaniem węgla, a także ocena w
dłuższym czasie niezawodności i trwałości układu, mogącego w przyszłości znaleźć
zastosowanie praktyczne. W układzie tym pył węglowy jest przesyłany pneumatycznie do
wytwornicy gazu. Wytwornica jest dużą komorą spalania, składającą się z sekcji dolnej, w
której zachodzi spalanie i górnej - redukującej. Pył węglowy jest podawany do obu sekcji.
W dolnej części wytwornicy znajduje się zbiornik, do którego spływa stopiony żużel,
chłodzony w kąpieli wodnej. Surowy niskokaloryczny gaz i cząstki stałe węgla opuszczają
wytwornicę gazu o temperaturze ok. 1090°C i są redukowane w temperaturze ok. 540°C,
w wymienniku ciepła. Cząstki stałe węgla, przepływając w strumieniu spalin, są
wychwytywane przez wysokosprawny cyklon i kolejny separator drobnych cząstek, a
następnie przesyłane z powrotem do wytwornicy.
Rys. 18. Zintegrowany układ parowo-gazowy ABB
W instalacji zastosowano nowoopracowany proces, polegający na usuwaniu siarki ze
spalin za pomocą sorbentu w postaci tytanianu cynku. Cząstki stałe są usuwane ze
strumienia gazu za pomocą separatorów cyklonowych i odsyłane z powrotem do
wytwornicy gazu w celu ich zupełnego spalenia i usunięcia części niepalnych wraz z
żużlem.
Oczyszczony niskokaloryczny gaz jest kierowany do układu parowo-gazowego w celu
produkcji elektryczności. Moc rzędu 40 MW jest wytwarzana przez turbinę gazową.
Powietrze upuszczane ze sprężarki turbiny gazowej jest odprowadzane do wytwornicy
gazu i do tytaniano-cynkowego układu odsiarczania spalin, zgodnie z warunkami pracy
tych urządzeń z punktu widzenia ciśnienia. Spaliny z turbiny gazowej są wykorzystywane
do produkcji pary, która jest przesyłana do turbiny parowej, wytwarzającej 25 MW mocy.
Według projektu dzienne zużycie 600 ton węgla będzie przetwarzane w 65 MW mocy.
Zakładana sprawność przetwarzania energii ma wynieść ok. 39%, emisja S0
2
ma być
zmniejszona do 63 ppm (cz. mln) (spadek o 99%), a spodziewana emisja NO
x
również nie
ma być większa niż 63 ppm (spadek o 90%).
Opracowywany system będzie mógł być w przyszłości wykorzystywany zarówno w
przebudowywanych, jak i w nowo budowanych elektrowniach. Można się spodziewać, że
zmodernizowane za pomocą tej techniki starsze elektrownie w sposób znaczący poprawią
swoją sprawność i zmniejszą emisję spalin. Uważa się, że elektrownie budowane w
większej skali według technologii proponowanej przez ABB Combustion Engineering
mogą uzyskać sprawność ponad 43%.
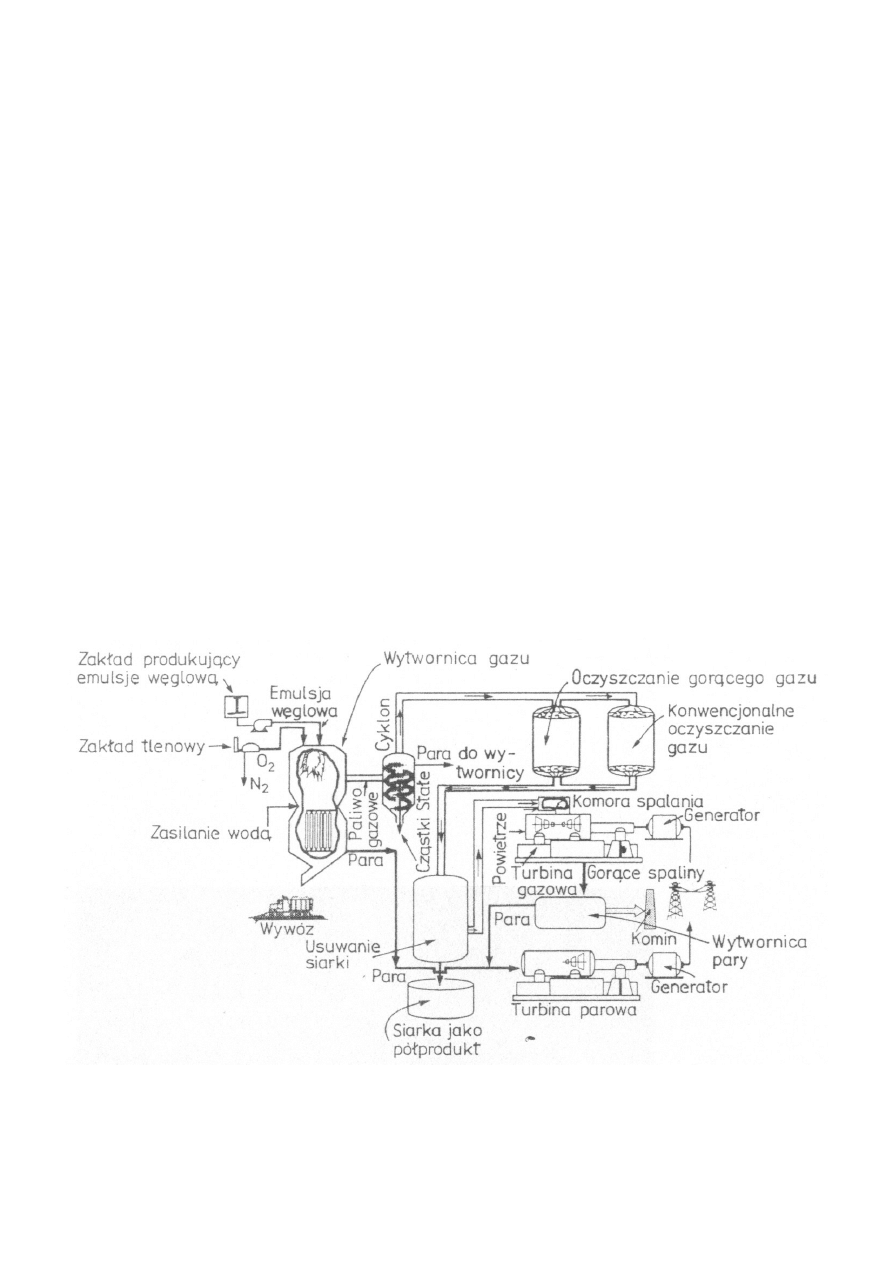
Znacznie większą jednostkę o mocy 260 MW stanowi budowany przez Tampa Electric
Company zintegrowany układ parowo-gazowy wg technologii Texaco, w Lakeland, Polk
County, na Florydzie w USA, (rys. 19). Jest to układ ciśnieniowy, o spalaniu
wspomaganym
tlenowo,
w
którym
wykorzystano
konwencjonalną
kwasową
niskotemperaturową metodę usuwania siarki, a także metodę odsiarczania, polegającą na
przepuszczaniu gorących spalin przez złoże z sorbentem. Celem projektu jest wykazanie
komercyjnej opłacalności budowanej wysokosprawnej elektrowni o mocy 260 MW z
proponowaną wytwornicą gazów firmy Texaco o parametrach spełniających warunki
przepisów ochrony środowiska.
Rys. 19. Zintegrowany układ parowo-gazowy Texaco
Ciśnieniowa, wspomagana tlenem wytwornica gazów Texaco produkuje gaz o średniej
wartości opałowej. Emulsja pyłu węglowego z wodą i tlenem jest podawana do
wytwornicy gazów przy wysokim ciśnieniu i w wysokiej temperaturze, w efekcie czego

powstaje gaz wysokotemperaturowy. Stopiony popiół, jako pozostałość pyłu węglowego,
wypływa z dolnej części wytwornicy do zbiornika wypełnionego wodą, gdzie zostaje
schłodzony i zamieniony w zestalony żużel. Gaz przepływa z wytwornicy do
wysokotemperaturowego wymiennika odzyskującego ciepło. Ochłodzone gazy przed ich
ostatecznym oczyszczeniem przepływają natomiast do tej sekcji instalacji, w której
odbywa się usuwanie cząstek stałych. Około 50% gazu syntezowego przepływa przez
złoże tytanianu cynku, który absorbuje siarkę. Pozostała część tego gazu jest nadal
schładzana w szeregu wymienników ciepła przed wejściem do konwencjonalnego
urządzenia oczyszczania gazów, w którym siarka jest usuwana metodą zakwaszania.
Tak pomyślany układ odsiarczania spalin powinien obniżyć zawartość siarki w
spalinach poniżej 130 ppm (cz. mln) (obniżenie zawartości siarki o 96%). Oczyszczony
gaz syntezowy jest kierowany do układu parowo-gazowego w celu produkcji energii.
Turbina gazowa wytwarza moc około 192 MW. Tlenki azotu NO
x
, powstałe wskutek
mechanizmu termicznego, są utrzymywane poniżej poziomu 166 ppm (cz. mln) pod
wpływem wtrysku do komory spalania turbiny gazowej azotu jako czynnika
rozcieńczającego
Układ odzyskiwania ciepła wytwornicy pary wykorzystuje ,ciepło spalin turbiny
gazowej do wytwarzania pary wodnej przy wysokim ciśnieniu. Para ta razem z parą
powstałą w wyniku wytwarzania gazu syntezowego jest kierowana do turbiny parowej,
rozwijającej moc 130 MW. Sprawność całego procesu Półprodukty powstałe w wyniku
procesu, takie jak siarka, kwas siarkowy i żużel, mają wartość handlową. Siarka i kwas
siarkowy są stosowane w produkcji nawozów sztucznych, a żużel - w produkcji asfaltu.
Układ parowo-gazowy opracowany przez firmę Texaco nadaje się do zastosowania w
elektrowniach zarówno nowo budowanych, jak i modernizowanych. Ponad 40%
sprawność jest bardzo atrakcyjna. W budowanej instalacji zatrzymuje się 98% siarki, a
emisja NO
x
jest zmniejszona o 80% . Instalacja pracowała poprawnie z zastosowaniem
różnych gatunków węgla.
Wyszukiwarka
Podobne podstrony:
Techniczne, ekonomiczne i prawne metody ograniczania emisji
hałas metody ograniczania, BHP
Źródła i wybrane metody ograniczania zakłóceń w systemach automatyki z napędami przekształtnikowymi
Ograniczanie emisji dwutlenku węgla w elektrowniach
OGRANICZENIA EMISJI SUBSTANCJI I ENERGII 1
Kontr intuicyjne metody ograniczania korków w miastach
Metody ograniczania pradow zwarcia
Ograniczanie emisji dwutlenku węgla w elektrowniach(1)
Wykład 5 Ograniczenie emisji zanieczyszczeń na ruchomych stanowiskach pracy
Rynkowe systemy ograniczania emisji
metody ograniczenia hałasu w środowisku pracy, BHP
więcej podobnych podstron