1
1. Proces produkcyjny i technologiczny oraz jego podział.
Proces produkcyjny- obejmuje wszystkie działania, jakie są potrzebne do wytworzenia w danym
zakładzie określonych wyrobów( np. proces wytwarzania półfabrykatów, obróbki części, kontroli
jakości, transportu, konserwacji, itp.)
Proces technologiczny-jest podstawową częścią procesu produkcyjnego .Związany jest on
bezpośrednio ze zmianą kształtu, wymiarów, jakości powierzchni i właściwości fizykochemicznych
obrabianego przedmiotu. W technologii maszyn wyróżniamy procesy technologiczne: obróbki,
montażu, obróbkowo- montażowe, kontrolne.
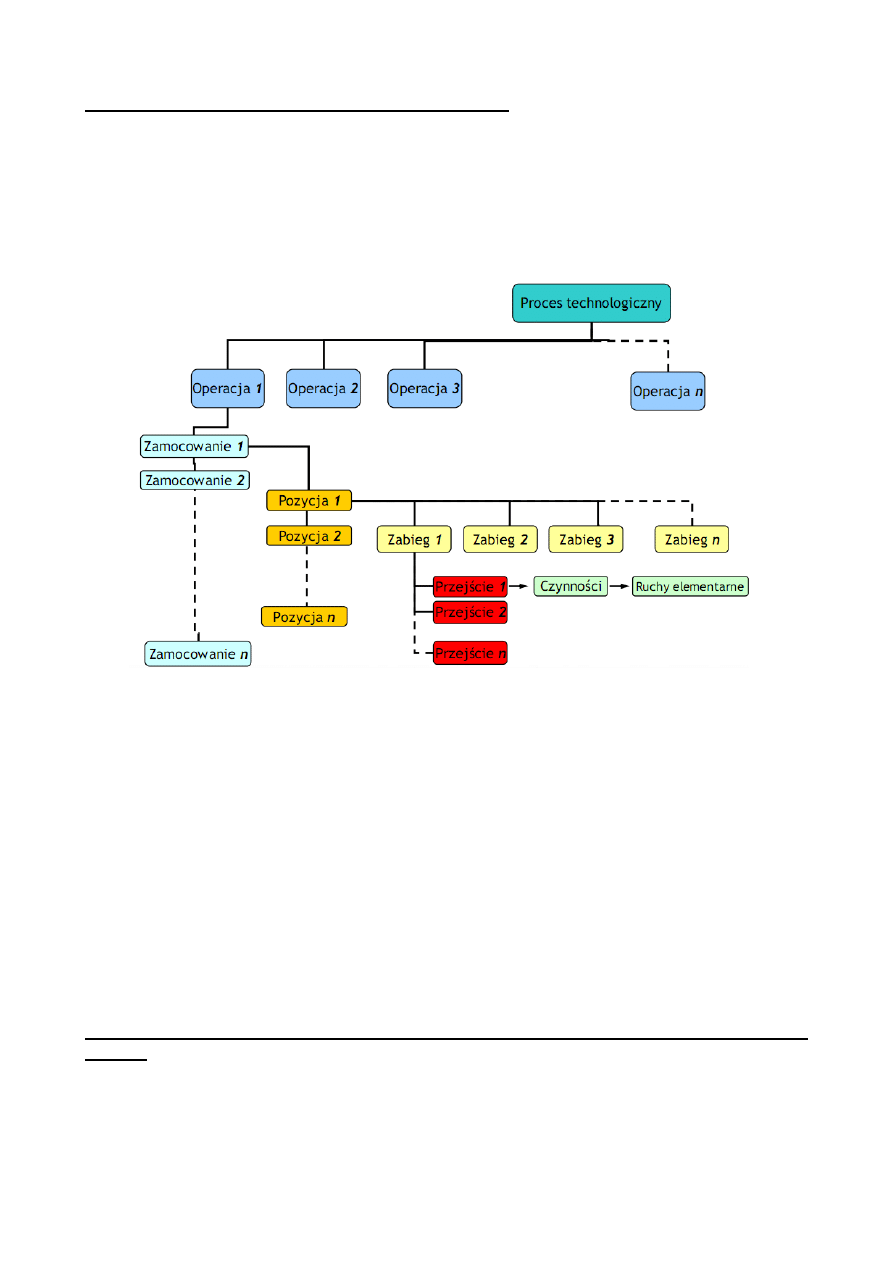
STRUKTURA PROCESU TECHNOLOGICZNEGO:
Operacja-to zamknięta część procesu technologicznego, wykonana na jednym stanowisku
roboczym, przez jednego pracownika( ew. grupę pracowników) na jednym przedmiocie( lub grupie
przedmiotów) bez przerw na inną pracę. Operacja może być wykonana w jednym lub kilku
zamocowaniach.
Zamocowanie-to przyłożenie sił i momentów sił do przedmiotu obrabianego w celu zapewnienia
niezmienności jego położenia podczas przebiegu operacji technologicznej. W ramach jednego
zamocowania obróbka może być prowadzona w jednej lub kilku pozycjach.
Pozycja-określa
położenie
przedmiotu
obrabianego
ustalonego
i
zamocowanego
w
uchwycie/przyrządzie względem narzędzia bez zmiany zamocowania.
Zabieg-to podstawowa część operacji wykonywana za pomocą tych samych środków
technologicznych i przy nie zmienionych parametrach obróbki, zamocowaniu, pozycji. W zabiegu
można wyróżnić Przej
ścia, czyli zdjęcie kolejnej warstwy materiału.
Każda operacja bądź zabieg wymaga wykonania określonych Czynno
ści ( np. przezbrojenie
maszyny, zamocowanie przedmiotu, pomiar, włączenie posuwu, uruchomienie maszyny, itd.)
Każdą czynność można podzielić na Ruchy Elementarne.
Operacja, zabieg i przejście- czynno
ści główne procesu technologicznego.
2. Rodzaje obróbki i przeciętne zakresy dokładności i chropowatości dla różnych sposobów
obróbki.
a) Podział obróbki w procesie technologicznym wynika m.in. z : powstawania dużych sił
skrawających wywołujących sprężyste a nawet plastyczne odkształcenia materiału, odkształceń
przedmiotu obrabianego w wyniku jego nagrzewania
2
b) Rodzaje obróbek:
RODZAJ OBRÓBKI
OPIS( cel obróbki)
ZAKRES
DOKŁADNO
ŚCI
ZAKRES
CHROPOWATO
ŚCI
ZGRUBNA
usunięcie zewnętrznych
warstw materiału
ekonomiczna dokładność
=tolerancja warsztatowa
( 14 klasa dokładno
ści)
40 ÷10
µm
(zazwyczaj R
a
= 20 µm)
KSZTAŁTUJACA
( średnio dokładna)
nadanie kształtu
zgodnego z rysunkiem
9÷11 klasy dokładno
ści
5 ÷2,5
µm
WYKAŃCZAJĄCA
(dokładna)
prowadzona tylko za
pomocą niektórych
sposobów obróbki np.
szlifowanie,
5÷8 klasy dokładno
ści
ok 0,63
µm
BARDZO DOKŁADNA stosowana tam, gdzie
są duże żądania dot.
3÷5 klasy dokładno
ści
0,16 ÷0,01
µm
ULTRAPRECYZYJNA
nadawanie
odpowiedniej jakości,
bardzo małej tolerancji
wymiaru, kształtu, i
Dokładność sięgająca
1nm( 10
-6
m)
-
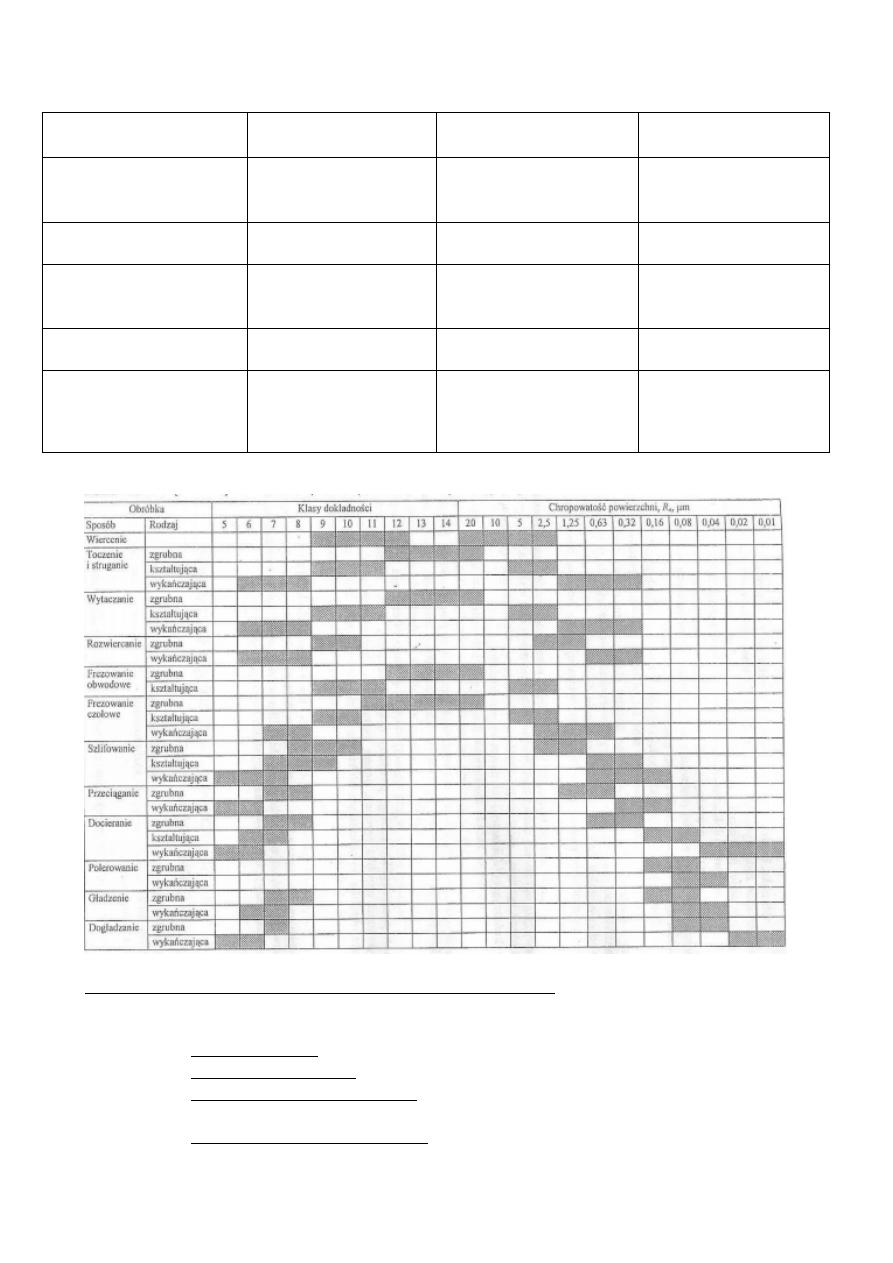
c)Przeci
ętne zakresy dokładności i chropowatości dla różnych rodzajów i sposobów
obróbek:
3. Dane wyjściowe do projektowania procesu technologicznego.
Projektowanie procesu technologicznego- to zadanie biura technologicznego
1). DOKUMENTACJA KONSTRUKCYJNA:
•
rysunek ofertowy-zarys wyrobu i wymiary gabarytowe,
•
schemat kinematyczny-ukazanie mechanizmu działania,
•
rysunek zestawieniowy całości-pokazuje jak położone są zespoły względem siebie i
jakie są między nimi powiązania,
•
rysunki zestawieniowe zespołów-pokazują położenie podzespołów względem siebie i
relacje między nimi,
3
•
rysunki zestawieniowe podzespołów- ukazują wszystkie części, jak współpracują ze
sobą i jakie są między nimi relacje(potrzebne do opracowania technologii montażu),
•
rysunki wykonawcze części-najważniejsze w pracy technologa, podstawa dalszego
opracowania,
•
warunki techniczne urządzenia-dodatkowe wymagania,
•
dokumentacja techniczno- ruchowa urządzenia- przeznaczona dla użytkownika.
Uzupełnieniem dokumentacji konstrukcyjnej mogą różne schematy np. instalacji
elektrycznej, hydraulicznej, pneumatycznej
2). PROGRAM PRODUKCJI:
a)
Program produkcji- oznacza ilość wyrobów możliwą do wytworzenia w
przedsiębiorstwie w określonym czasie.
b)
Powstaje on na podstawie: badania rynku, stanu parku maszynowego, wyposażenia
przedsiębiorstwa, technicznego doświadczenia i kwalifikacji pracowników.
c)
Program produkcji ma wpływ na: wielkość produkcji, asortyment, profil produkcji.
d) Rodzaje produkcji:
-jednostkowa,
-małoseryjna,
-seryjna,
-wielkoseryjna,
-masowa,
3).
ŚRODKI PRODUKCJI ZNAJDUJĄCE SIĘ W DYSPOZYCJI:
Problem : maszyny do produkcji:
4. Dokumentacja technologiczna
Dokumentacja technologiczna jest to zbiór dokumentów zawierający wszelkie niezbędne dane
potrzebne do prawidłowego przebiegu procesu technologicznego. Skład tej dokumentacji stopień jej
uszczegółowienia zależy od takich czynników jak: rodzaj wyrobu, kwalifikacje pracowników,
wielkość produkcji.
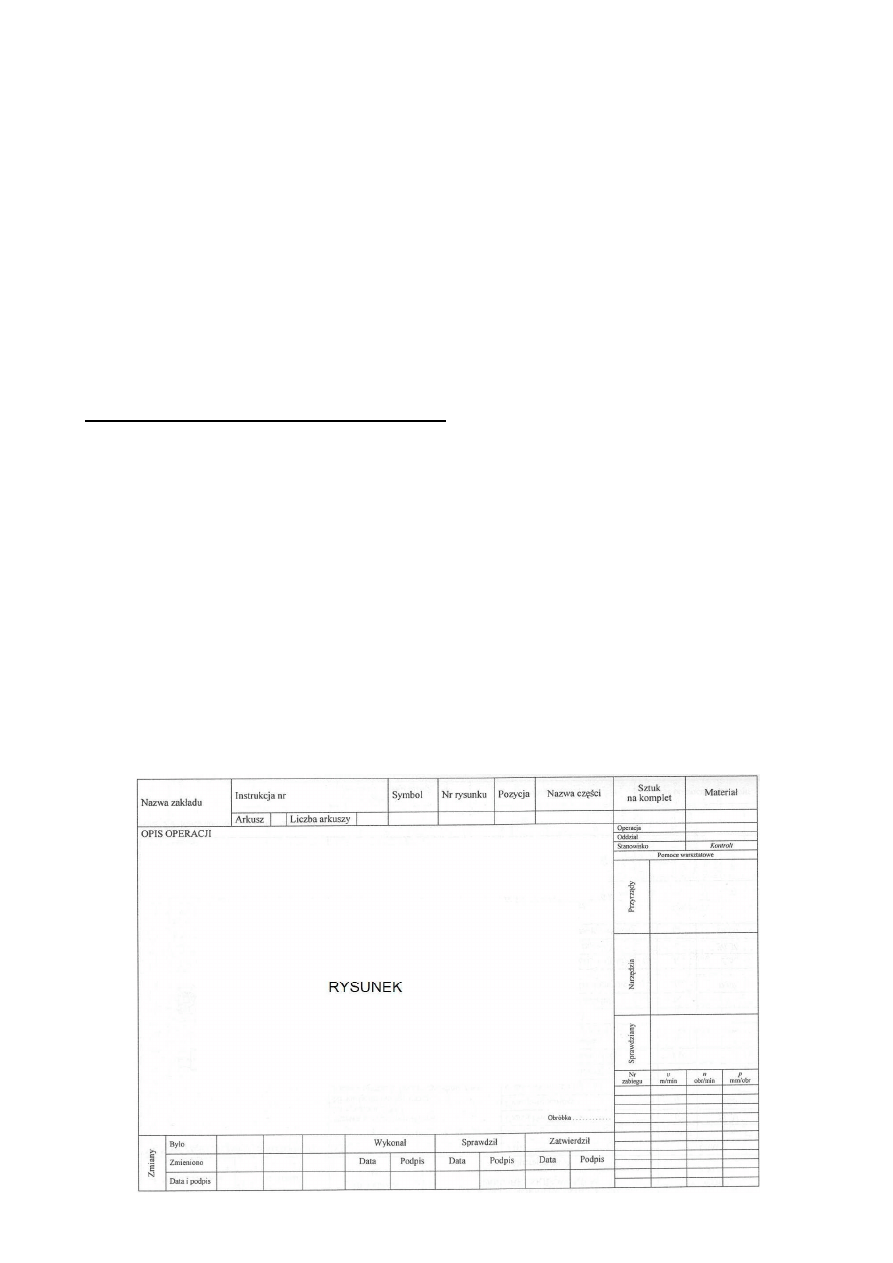
W skład dokumentacji technologicznej mogą wchodzić takie pozycje jak:
a)
Karta technologiczna
Jest to dokument sporządzany dla określonego przedmiotu. Karta stanowi spis operacji
wykonywanych na przedmiocie. Oprócz tego dla każdej operacji wyszczególnia się:
- oznaczenie operacji i stanowisko, na którym jest wykonywana,
- opis operacji i przyrządy stosowane do jej przeprowadzenia,
- czas, przygotowawczo-zakończeniowy, jednostkowy, łączny czas wykonywania danej operacji na
danej wielkości serii.
Dane umieszczone w górnej części karty technologicznej mają charakter informacyjny.
W przypadku produkcji wielkoseryjnej dokładny opis operacji znajduje się w instrukcji obróbki
b)
Instrukcja obróbki
Instrukcję tą tworzy się w celu podania treści operacji pracownikowi obsługującemu obrabiarkę.
Instrukcja zawiera:
- nazwę stanowiska roboczego,
- liczbę i kolejność zabiegów, warunki obróbki dla poszczególnych zabiegów,
- wykaz pomocy koniecznych do wykonania danej operacji.
Instrukcję sporządza się zazwyczaj w postaci opisowej i szkicowej.
NOWE MASZYNY -technolog dobiera
maszyny takie jakie chce ,
dostosowując swój wybór do
zaprojektowanego procesu
STARE MASZYNY( które są w zakładzie)-
- należy dostosować proces do
warunków istniejących- do tego co jest
4
c)
Instrukcja uzbrojenia obrabiarki
Sporządza się ją dla niektórych typów obrabiarek, których uzbrojenie na podstawie samej instrukcji
obróbki sprawiałoby zbyt dużą trudność. Takimi urządzenia są chociażby: tokarki
wielonarzędziowe, automaty tokarskie, centra obróbkowe. Z dokumentu tego korzystają przede
wszystkim ustawiacze, którzy uzbrajają obrabiarkę do pracy.
d)
Instrukcja obróbki cieplnej
Dotyczy tych rodzajów obróbki cieplnej, które występują w procesach technologicznych np.:
hartowanie, azotowane, wyżarzanie i inne. Instrukcje te przygotowuje specjalista od obróbki
cieplnej. Instrukcję tą można sporządzić w zwykłym formularzu instrukcji obróbki.
e)
Instrukcja kontroli jako
ści
Opracowuje się ją dla operacji kontrolny, ale tylko w niektórych przypadkach. Operacje te
występują zwykle na końcu procesu technologicznego, ale można je także spotkać w trakcie tego
procesu (części technologiczne trudne). Instrukcję kontroli jakości sporządza się, jeśli wnosi ona
coś istotnego np.; w celu pokazania sposobu użycia jakichś dodatkowych pomocy.
f)
Karta kalkulacyjna
Ten dokument jest używany przez technologa kalkulatora, który dla poszczególnych operacji
wypełnia karty normowania. Obliczonymi czasami uzupełnia kartę technologiczną. Karty
kalkulacyjne stosuje się przede wszystkim w produkcji seryjnej i wielkoseryjnej, gdzie istnieje
potrzeba potrzeby wyliczenia dokładnych czasów trwania poszczególnych operacji.
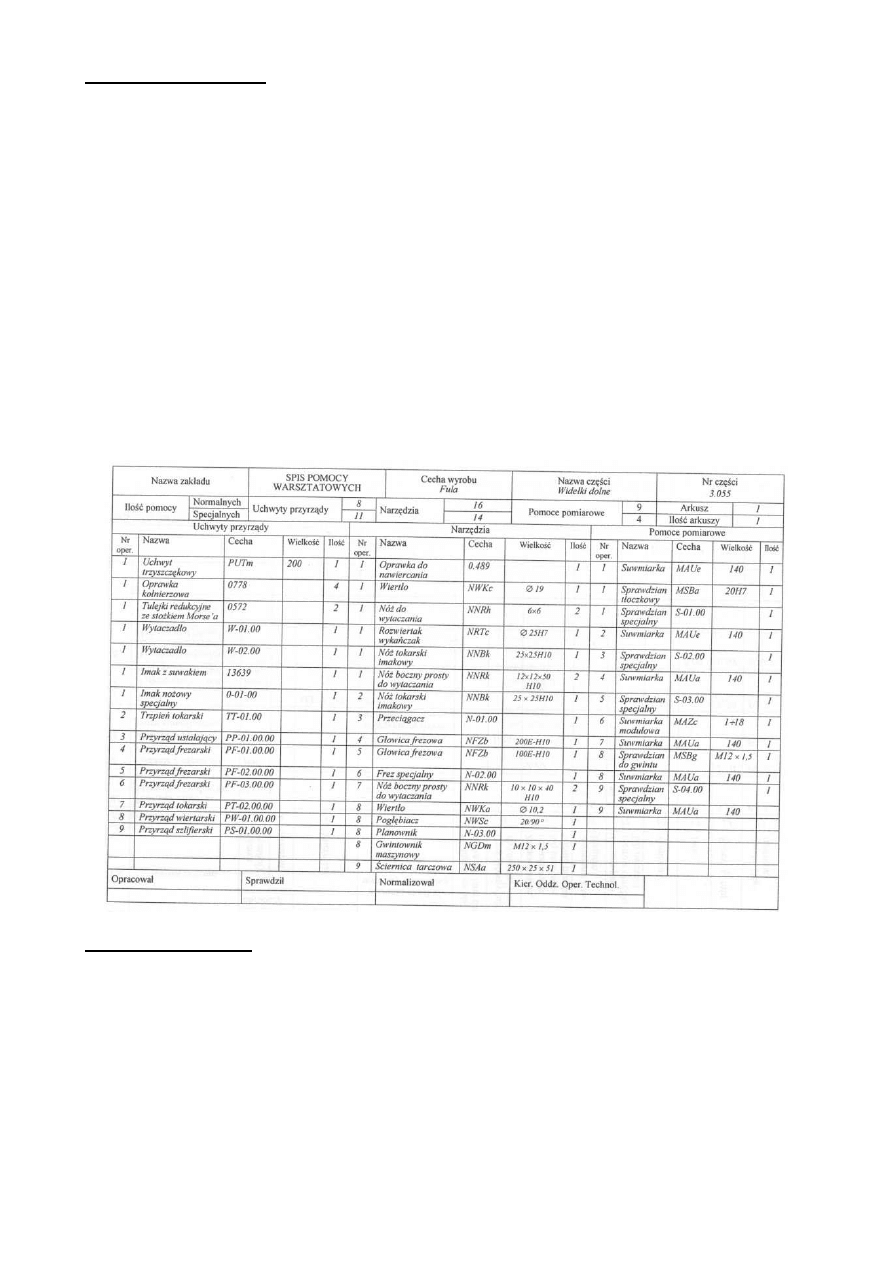
g)
Spis pomocy warsztatowych
Jest przeznaczony dla działu gospodarki narzędziami, który przygotowuje i wykonuje pomoce
konieczne do uruchomienia produkcji konkretnych części. Spis wykonuje się na specjalnych
drukach dla konkretnych operacji w rozbiciu na uchwyty, narzędzia oraz sprawdziany. Jest to
zestawienie wszystkich pomocy z poszczególnych instrukcji obróbki.
h)
Strona tytułowa
Strona tytułowa jest zaliczana do kart, które uzupełniają dokumentację technologiczną. W karcie tej
podaje się:
- nazwę części, numer części,
- zespół i liczbę sztuk na wyrób.
Na stronie tytułowej podpisują się główny technolog i główny inżynier. Stosowanie karty tytułowej
ma charakter poprawienia estetyki i ułatwienia przechowywania dokumentacji.
Kolejno
ść opracowania dokumentacji technologicznej
- wypełnienie karty technologicznej,
- wypełnienie poszczególnych rodzajów instrukcji (produkcja seryjna i wielkoseryjna)
- wnoszenie zmian do kart i instrukcji (przez dział konstrukcyjny)
- obliczanie czasów operacji
- wpisanie czasów operacji do karty technologicznej
Przykłady dokumentacji technologicznej:
Instrukcja uzbrojenia frezarki
Nazwa zakładu
Instrukcja uzbrojenia obrabiarki
FXC-25
Nazwa części
Nakrętka zaciskowa
Symbol
DWSA 35
Nr poz.
0.3
Opracował
Data
Akceptował
Data
Data wyśw.
Liczba ark.
Nr szkicu
5
Karta technologiczna
Zakład
Wyrób TC-40
Nazwa części
Kolo zębate pośrednie
z = 28, m = 2,
α
= 20°
Symbol, Nr rys.
Nr póz.
TR27-2.81
4A2731
Nr zlecenia
173,031/56
Gatunek i stan materiału
36CrNiMo4
Sztuk/
/wyrób
2
kg/l szt.
netto
1,27
Sztuk na zlecenie,
partię 300
Indeks materiałowy
3.10.63.275
Postać i wymiary
półfabrykatu w mm
Pręt Ø63 x80 w odcinkach
długości 1000 mm
Norma mater.
kg/l szt. 2,10
Materiał
kg/zlecenie, partię 630,0
Nr oper.
Wydział
Kateg.
roboty
t
pz
Ozna-
czenia
Stanowisko
Opis operacji
Oprzyrządowanie
Dodatek
t
j
T 120
5
FZ-1
3
0,09
203
M411.03
Przecinać pręt Ø 65 na odcinki
80 x 12 + 40 =1000 mm –
- 10szt.
0,20
2,09
10
PR-2
4
1,25
226
M114.03
0,58
Toczyć czoło, wiercić otwór
Ø34, toczyć Ø61,5, ściąć
krawędzie otworu 2/45°.
Zatoczyć Ø51 na długość
11,5, podciąć rowki 5 x Ø51
i 6 x Ø45, stępić ostre krawędzie
i odciąć na wymiar
74,5 wg rysunku
70,85
15
OT
6 13
0,25
7,45
154
Ulepszać cieplnie 22+25 HRC
Instr. HT-23/3
3
0,06
20
PR-2
5
0,50
220
M114.03
1,00
Toczyć czoło na wym. 11,5
roztoczyć pogłębienie Ø42 na
głębokość 15, roztoczyć otwór
Ø35,5
+0,
1pod rozwiertak
i ściąć krawędzie 0,5/45°, rozwiercić
otwór Ø35 7 H7
wg rysunku
MRT173
MSRa-35,7 1/7
120,50
25
PR-2
6
0,75
227
M114.03
Toczyć profil koła
Instr. Nr 25
1,20
144,75
30
PR-2
4
0,66
326
M561.01
Przeciągnąć wielowypust w otworze
Instr. Nr 30
0,10
12,66
35
PR-2
4
0,25
010
Stan. ślus.
Stępić ostre krawędzie w
otworze na wymiar 0,5/45°
0,14
17,05
40
PR-2
6
0,50
252
M616.03
Szlifować otwór Ø36H7
Zabielić czoło
MSBn-36 H7
0,22
26,90
45
PR-2
6
0,83
248
M771.02
Dłutować zęby na gotowa
Instr. Nr 45
0,93
112,43
50
PR-2
6
0,50
010
Stan. ślus.
Zaokrąglić zęby na czołach od strony
wewn. piasty
Instr. Nr 50
0.28
34,10
55
PR-2
4
0,25
010
Stan. ślus.
Usunąć zadziory na zębach
Instr. Nr 55
0.28
33,85
60
PR-3
4
0,50
042
M837.2
Cechować między wieńcami
TR27-2.81, wysokość liter
5 mm
NU-35
GR-171
0,0015
2.10
Data
Oprac.
Data
Norm. Data Sprawdz.
Data Zatw.
6
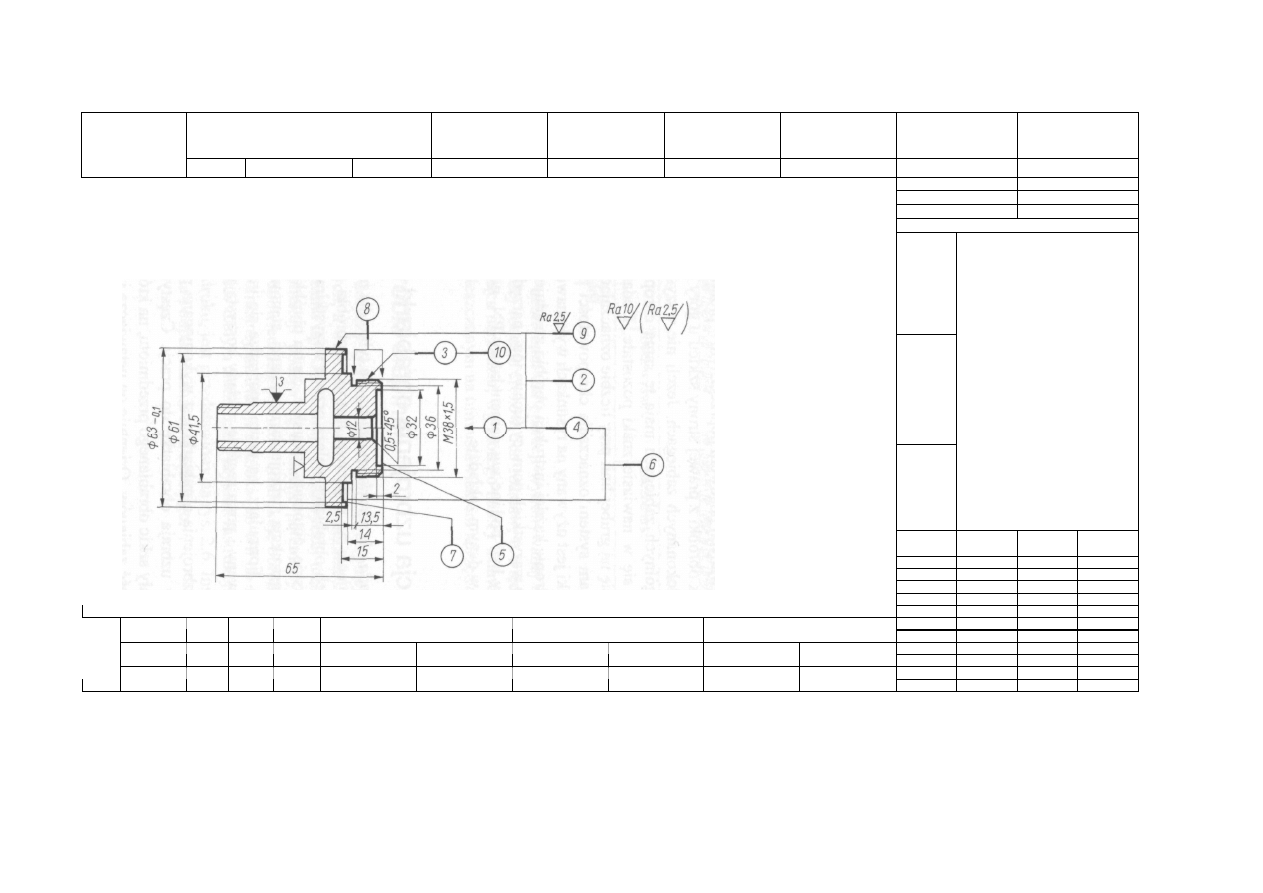
Instrukcja obróbki
Instrukcja nr 2
S
Sztuk na komplet
Materiał
Nazwa zakładu
Arkusz
Liczba arkuszy
1/1
Mas
07.05
04
Korpus tłoka
1
GJL250
Operacja
2
Oddział
Mech.
Stanowisko
Ra-Mas-R5
Pomoce warsztatowe
P
rz
y
rz
ą
d
y
:
N
ar
z
ą
d
y
:
S
p
ra
w
d
zi
an
y
:
K-UPT-523
RP-9150
TT-TW-94
RP 7450
M-TW17
RP.12.38
K-UNT-517
K-UNT-536
TTTW-21
RP. 14.3
TT-NG-14
NNBc 20x32-G10
NNRc 26x25-45°-G10
M-WW-4
NNRa l6xl6-G10 4
NWK c12
NNRc 12 x 12-45°-G10
K-NSG 530
K-NNT-636
NWSc 90°/12
K-NNT-637
NNRe 16 x 16
MSGa M38 x 1,5
Nr
zabiegu
V
m/min
n
obr/min
f
mm/obr
1
10
100
0,08
2
20
750
0.25
3
25
190
0,25
4
10
100
0.08
OPIS OPERACJI
1. Nawiercić 6. Załamać krawędź 0,5-45 i wciąć kanał na czole Ø63
-0,.2
2. Wiercić Ø12 i toczyć zgrubnie Ø64 7. Toczyć czoło kołnierza na wymiar 14
3. Toczyć zgrubnie Ø38
-0,1
x 13 8. Wcinać wybieg gwintu na Ø36, załamać krawędź 1/45
4. Pogłębić Ø32 x 2 9. Toczyć wykańczająca Ø63
-0,1
5. Toczyć czoło na wymiar 65 10. Gwintować M38 x 1,5-2r
5
25
190
0,2 S
6
15
75
0.08
Było
Wykonał
Sprawdził
Zatwierdził
7
25
125
0,25
8
15
125
0.08
Zmieniono
data
podpis
data
podpis
data
podpis
9
25
125
1,25
10
9
7!
1.5
Z
m
ia
n
y
Data i podpis
Symbol
Nr rysunku
Pozycja
Nazwa części
7
Spis pomocy warsztatowych
Nazwa zakładu
SPIS POMOCY
WARSZTATOWYCH
Cecha wyrobu
Fula
Nazwa części
Widełki dolne
Nr części
3.055
Normalnych
8
16
9
Arkusz
1
Ilość pomocy
Specjalnych
Uchwyty przyrządy
11
Narzędzia
14
Pomoce pomiarowe
4
Liczba arkuszy
1
Uchwyty przyrządy
Narzędzia
Pomoce pomiarowe
Nr oper. Nazwa
Cecha
Wielkość
Ilość
Nr oper. Nazwa
Cecha
Wielkość
Ilość
Nr oper. Nazwa
Cecha
Wielkość
Ilość
1
Uchwyt
trzyszczękowy
PUTm
200
1
1
Oprawka do
nawiercania
0.489
1
1
Suwmiarka
MAUe
140
1
1
Oprawka
kołnierzowa
0778
4
1
Wiertło
NWKc
Ø 19
1
1
Sprawdzian
tłoczkowy
MSBa
20H7
1
1
Tulejki redukcyjne
ze stożkiem Morse'a
0572
2
1
Nóż do wytaczania
NNRh
6 x 6
2
1
Sprawdzian
specjalny
S-01.00
1
1
Wytaczadło
W-01.00
1
1
Rozwiertak
wykańczak
NRTc
Ø 25H7
1
2
Suwmiarka
MAUe
140
1
1
Wytaczadło
W-02.00
1
1
Nóż tokarski
imakowy
NNBk
25 x 25H10
1
3
Sprawdzian
specjalny
S-02.00
1
1
Imak z suwakiem
13639
1
1
Nóż boczny prosty do
wytaczania
NNRk
12 x 12 x 50
H10
2
4
Suwmiarka
MAUa
140
1
1
Imak nożowy
specjalny
0-01-00
1
2
Nóż tokarski imakowy NNBk
25 x 25H10
1
5
Sprawdzian
specjalny
S-03.00
1
2
Trzpień tokarski
TT-01.00
1
3
Przeciągacz
N-01.00
1
6
Suwmiarka
modułowa
MAZc
1+18
1
3
Przyrząd ustalający
PP-01. 00.00
1
4
Głowica frezowa
NFZb
200E-H10
1
7
Suwmiarka
MAUa
140
1
4
Przyrząd frezarski
PF-01. 00.00
1
5
Głowica frezowa
NFZb
100E-H10
1
8
Sprawdzian
do gwintu
MSBg
M12 x 1,5
!
5
Przyrząd frezarski
PF-02. 00.00
1
6
Frez specjalny
N-02.00
1
8
Suwmiarka
MAUa
140
1
(>
Przyrząd frezarski
PF-03.00.00
1
7
Nóż boczny prosty do
wytaczania
NNRk
10 x 70 x 40
H10
2
9
Sprawdzian
specjalny
S-04.00
1
7
Przyrząd tokarski
PT-02. 00.00
1
8
Wiertło
NWKa
Ø 10,2
1
9
Suwmiarka
MAUa
140
8
Przyrząd wiertarski
PW-01.00.00
1
8
Pogłębiacz
NWSc
20/90 °
1
9
Przyrząd szlifierski
PS-01.00.00
1
8
Planownik
N-03.00
1
8
Gwintownik
maszynowy
NGDm
M12 x 1,5
1
9
Ściernica tarczowa
NSAa
250 x 25 x 51 1
Opracował
Sprawdził
Normalizował
Kier. Oddz. Oper. Technol.
8
5. Rodzaje półfabrykatu i ich dobór
Półfabrykat jest to niewykończony przedmiot pracy, z którego przez dalszą obróbkę wykonuje się
daną część. Półfabrykat na ogół różni się od wyrobu końcowego. Wielkość tych różnic zależy od
metody wykonania.
Rodzaje półfabrykatów:
a)
Półfabrykaty z materiałów hutniczych
Są to wszelkiego rodzaju wyroby walcowane w postacie prętów o przekroju okrągłym,
kwadratowym, prostokątnym, sześciokątnym, rur i innego rodzaju kształtowników, jak: kątowniki,
ceowniki, teowniki. Ponadto do tej grupy zalicza się wyroby ciągnione, łuszczone, szlifowane.
b)
Półfabrykaty spajane
Grupa ta obejmuje półfabrykaty, u których w procesie przygotowywania zaszedł jeden z typów
procesów spajania: spawanie, zgrzewanie, lutowanie bądź klejenie. Największą rolę w
przygotowaniu półfabrykatów odgrywają procesy należące do dwóch pierwszych grup.
c)
Odkuwki
Odkuwki są to półfabrykaty otrzymywane przez kucie. Odkuwki można wykonywać jako
swobodne lub matrycowe. Odkuwki swobodne wykonuje się przez kucie bez dodatkowych pomocy
lub z użyciem prostego oprzyrządowania. Do wykonania odkuwek matrycowych potrzebne są
matryce. Odkuwki matrycowe cechuje większa dokładność i mniejsze naddatki materiału.
d)
Odlewy
Półfabrykaty wykonane poprzez odtworzenie modelu wytworzonego z nietrwałej masy. Istnieje
kilka metod wykonywania odlewów:
- odlewanie w formach piaskowych lub metalowych (kokile),
- odlewanie pod ciśnieniem,
- odlewanie metodą odśrodkową,
- odlewanie precyzyjne.
e) Półfabrykaty z tworzyw sztucznych
Elementy wykonane z tego materiału mają coraz szersze zastosowanie. Posiadają niską gęstość w
stosunku do wyrobów metalowych, dobre własności dielektryczne, dobrą odporność na warunki
atmosferyczne oraz działanie kwasów i zasad. Typowe półfabrykaty z tworzyw sztucznych to:
pręty, rury, płyty.
f)
Wykroje
Otrzymywane z wyrobów hutniczych, najczęściej z blach poprzez wycinanie. Proces wycinania
można przeprowadzić:
- za pomocą obróbki wiórowej,
- metodami termicznymi (palnik acetylenowo-tlenowy, cięcie laserem lub plazmą),
- metodami plastycznymi - nożyce
g) Półfabrykaty otrzymywane metodą obróbki plastycznej na zimno
Materiałem wyjściowym do wykonywania tego typu półproduktów są zwykle wykroje. Obróbka
plastyczna na zimno polega na zastosowaniu takich procesów jak: tłoczenie, ciągnienie,
prasowanie, wyciskanie, wyoblanie itp.
h)
Półfabrykaty otrzymywane przez spiekanie proszków metali
Półfabrykaty wykonywane są poprzez prasowanie w odpowiednich formach i spiekanie proszków
metali lub mieszanek metali z niemetalami. Proces te zachodzi bez topienia składników lub z
topieniem tylko tych najbardziej topliwych. Metoda ta umożliwia otrzymanie struktur wyrobów,
jakich nie można otrzymać innymi metodami. Ponadto przedmioty wykonywane tą metodą na ogół
nie wymagają już dalszej obróbki.
Dobór półfabrykatów
Główne czynniki wpływające na dobór półfabrykatu to:
- skala produkcji,
- kształt przedmiotu,
- materiał, z jakiego wykonany jest przedmiot,
- zalecenia dotyczące warunków produkcji.
Największe znaczenia mają pierwsze dwa czynniki, które dają odpowiedź na to, jaki rodzaj
półfabrykatu zastosować oraz jaką metodą powinien on być wytwarzany.

9
Zdjęcia poszczególnych grup półfabrykatów:
Fot. Półfabrykaty z materiałów hutniczych
Fot. Odkuwki
Fot. Odlewy
Fot. Półfabrykaty z tworzyw sztucznych
Fot. Półfabrykaty otrzymane poprzez obróbkę plastyczną na zimno
Fot. Wykroje
Fot. Półfabrykaty otrzymane poprzez spiekanie
10
7. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach
Przecinanie materiałów hutniczych wykonuje się na różnego typu obrabiarkach. Występują
następujące sposoby przecinania tychże materiałów:
•
konwencjonalne, powszechnie stosowane w praktyce warsztatowej,
- przecinanie na tokarko-przecinarce,
Narzędziem jest nóż przecinak, którego szerokość zależy od materiału przecinanego.
Tab. Szerokość noży przecinaków
Średnica
pręta [mm]
Nóż przecinak,
szerokość w [mm]
do 18
2
19 do 30
3
31 do 50
4
51 do 80
5
81 do 120,
121 do 180
6
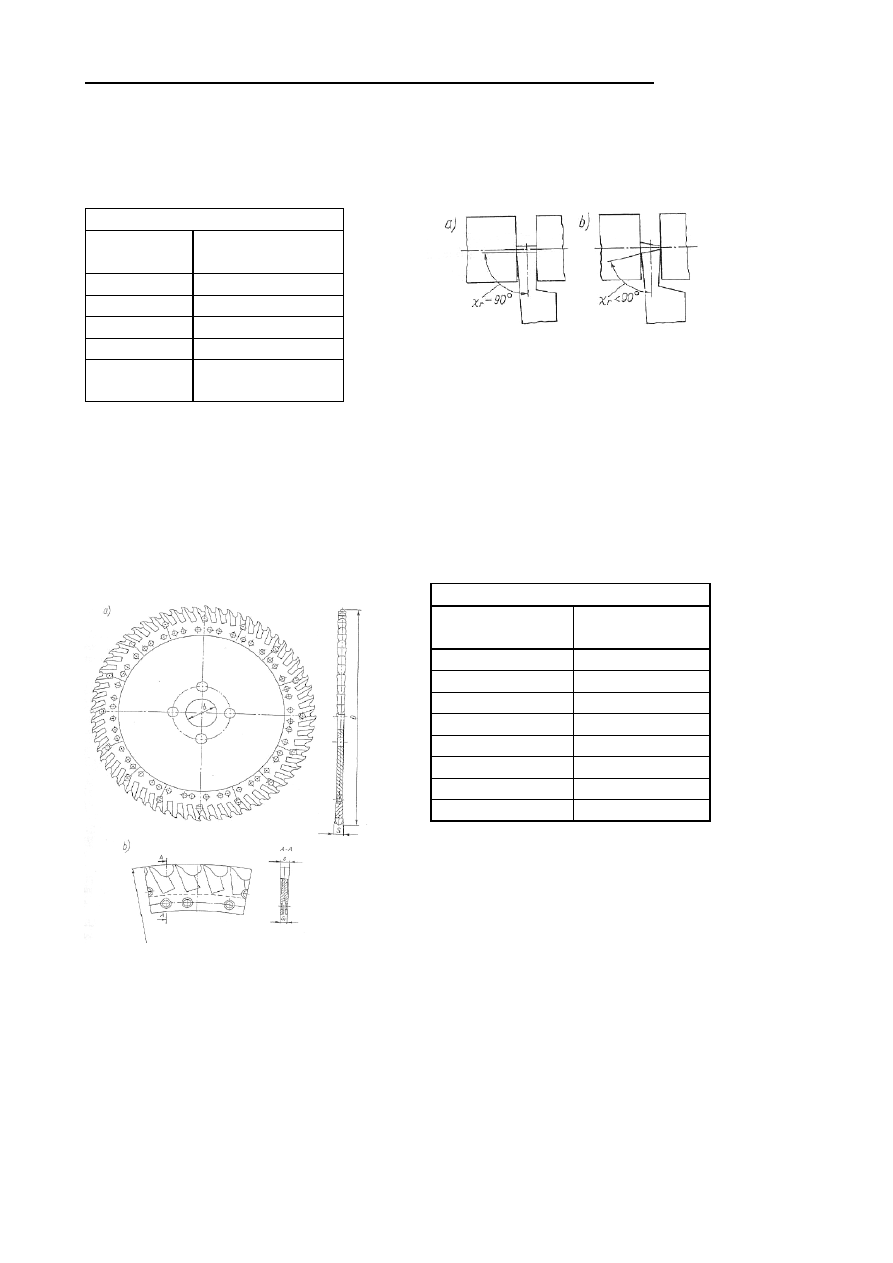
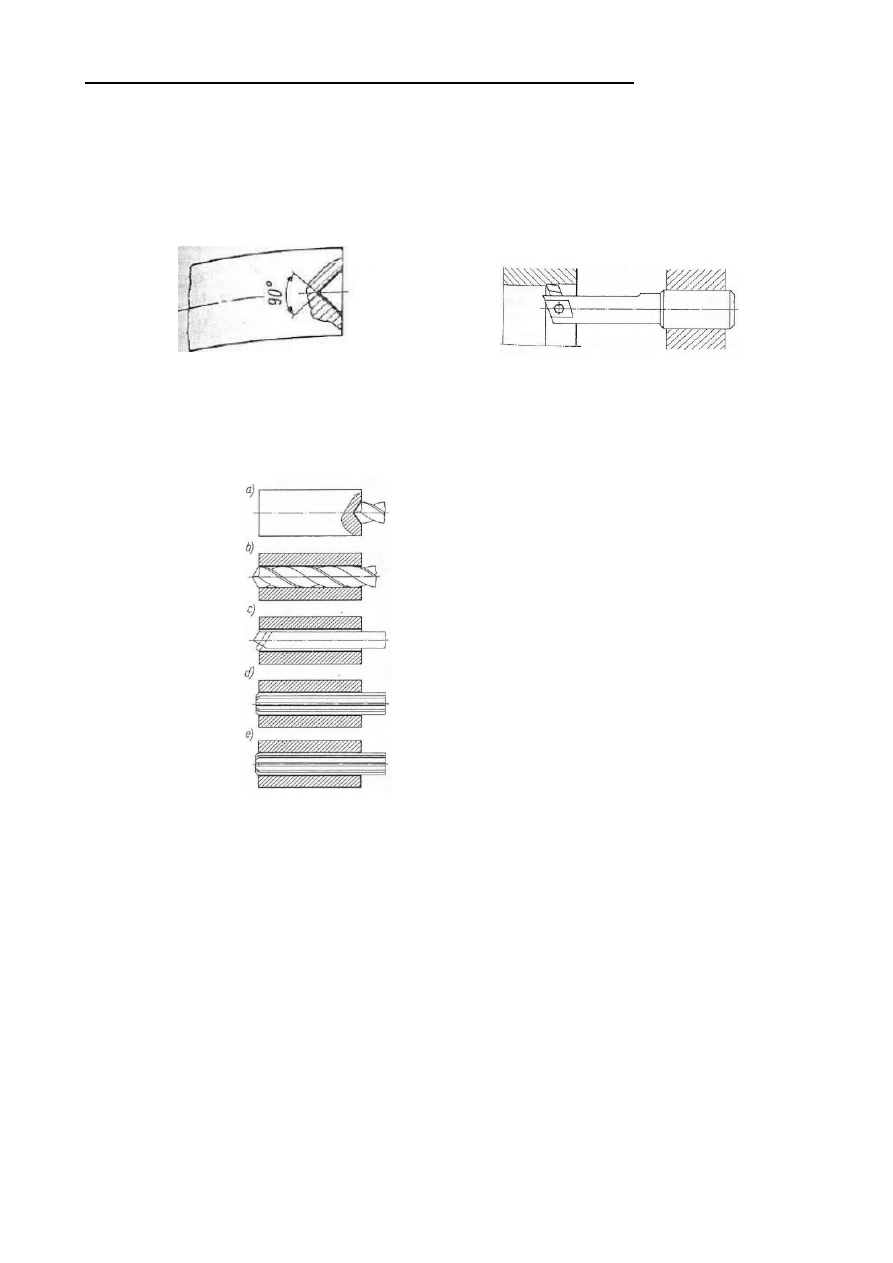
Rys. Nóż przecinak pod różnymi kątami
Przy kącie 90
֯֯ przedmiot w końcowej fazie odłamuje się i pozostaje czopik, natomiast w drugim
przypadku najpierw następuje odcięcie przedmiotu, a potem usunięcie czopika.
- przecinanie na przecinarkach zębnych,
- na przecinarce ramowej
Obrabiany przedmiot jest nieruchomy a piła wykonuje ruch postępowo-zwrotny. Szerokość piły
wynosi od 2 do 3 mm.
Rys. Piła tarczowa: a) z segmentami nasadzanymi, b)
segment nasadzany
Tab. Szerokość pił tarczowych
Średnica
pręta
[mm]
Piła
tarczowa
[mm]
do 18
4,5
19 do 30
5
31 do 45
5,5
46 do 75
6
76 do 125
6,5
126 do 175
7
176 do 260
8
ponad 260
8
- na przecinarce tarczowej
Charakteryzuje się mniejszym zużyciem materiału i mniejszym zukosowaniem jego powierzchni
czołowej niż w przypadku przecinania na przecinarce ramowej.
11
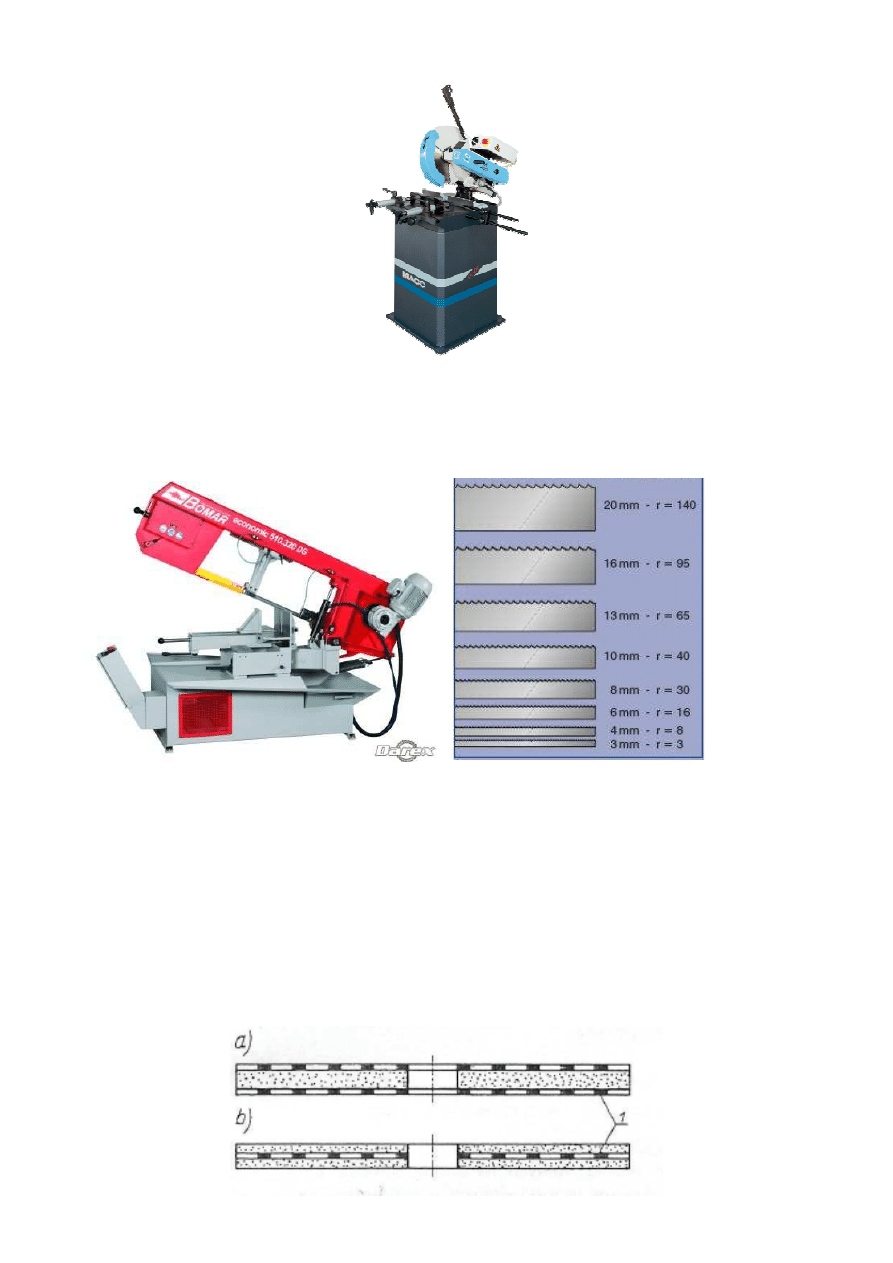
Fot. Przecinarka tarczowa
- na przecinarce taśmowej
Charakteryzuje się bardzo małą stratą materiału oraz dużą dokładnością i wydajnością. Element
tnący, taśma jest połączeniem ostrzy skrawających ze stali szybkotnącej z podłożem wykonanym ze
stali sprężynowej.
Fot. Przecinarka taśmowa
Rys. Szerokość taśmy a minimalny
promień cięcia
- przecinanie na przecinarkach ściernych,
Do zalet tej metody należy niewątpliwie bardzo krótki czas cięcia oraz możliwość cięcia tą metodą
nie tylko metali, ale i elementów z innych materiałów.
Wady:
- szybkie zużycie ściernicy
- duży pobór mocy
- możliwość wystąpienia zjawiska przypalenia
- powstające wypływki materiału
- wydzielające się gazy
- możliwość samozahartowania się materiału
- możliwość odpuszczenia stali samozahartowanych
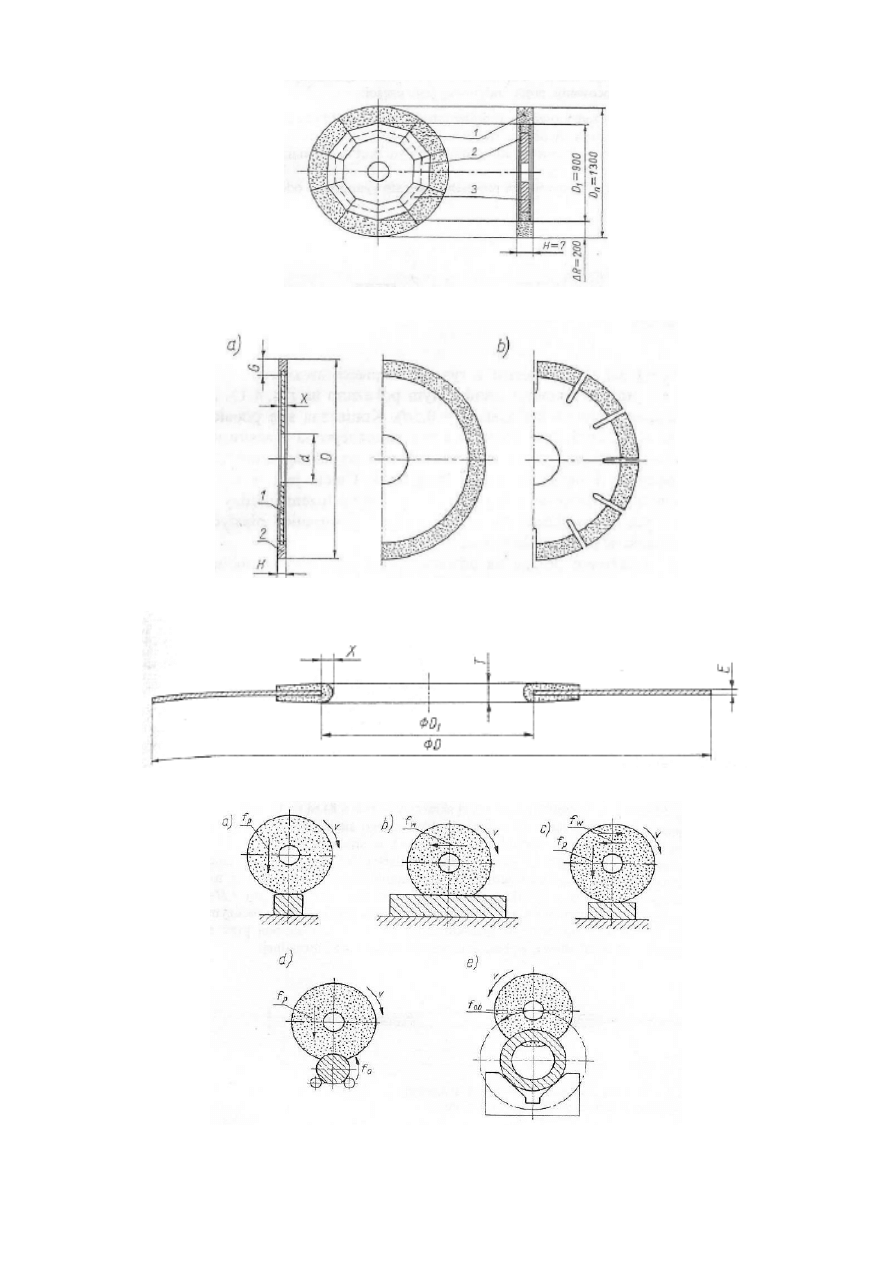
Wymiary gabarytowe ściernic zależą od ich przeznaczenia.
Rys. Ściernica do przecinania a/ z dwoma siatkami wzmacniającymi; b/ z jedną siatką wzmacniającą (1)
12
Rys. Wielkogabarytowa ściernica segmentowa; 1 – segment ścierny; 2 – wkładka segmentowa; 3 - korpus
Rys. Ściernica z zewnętzną krawędzią skrawającą; a/ z pierścieniem roboczym pełnym; b/ z pierścieniem roboczym
przerywanym
Rys. Ściernica z wewnętrzną krawędzią skrawającą; X – grubość warstwy diamentu na krawędzi, T – wysokość
warstwy diamentu, E – grubość korpusu
Rys. Układy stosowane przy przecinaniu ściernicowym; a/ układ wgłębny; b/ układ styczny; c/ układ oscylacyjny; d/
układ rotacyjny; e/układ obiegowy
- przecinanie na przecinarkach bezodpadowych,
Jest to wymiarowo dokładne rozdzielenie materiałów o Rm do 1000Mpa przez ścinanie. Są dwa
podstawowe sposoby przecinania bezodpadowego:
13
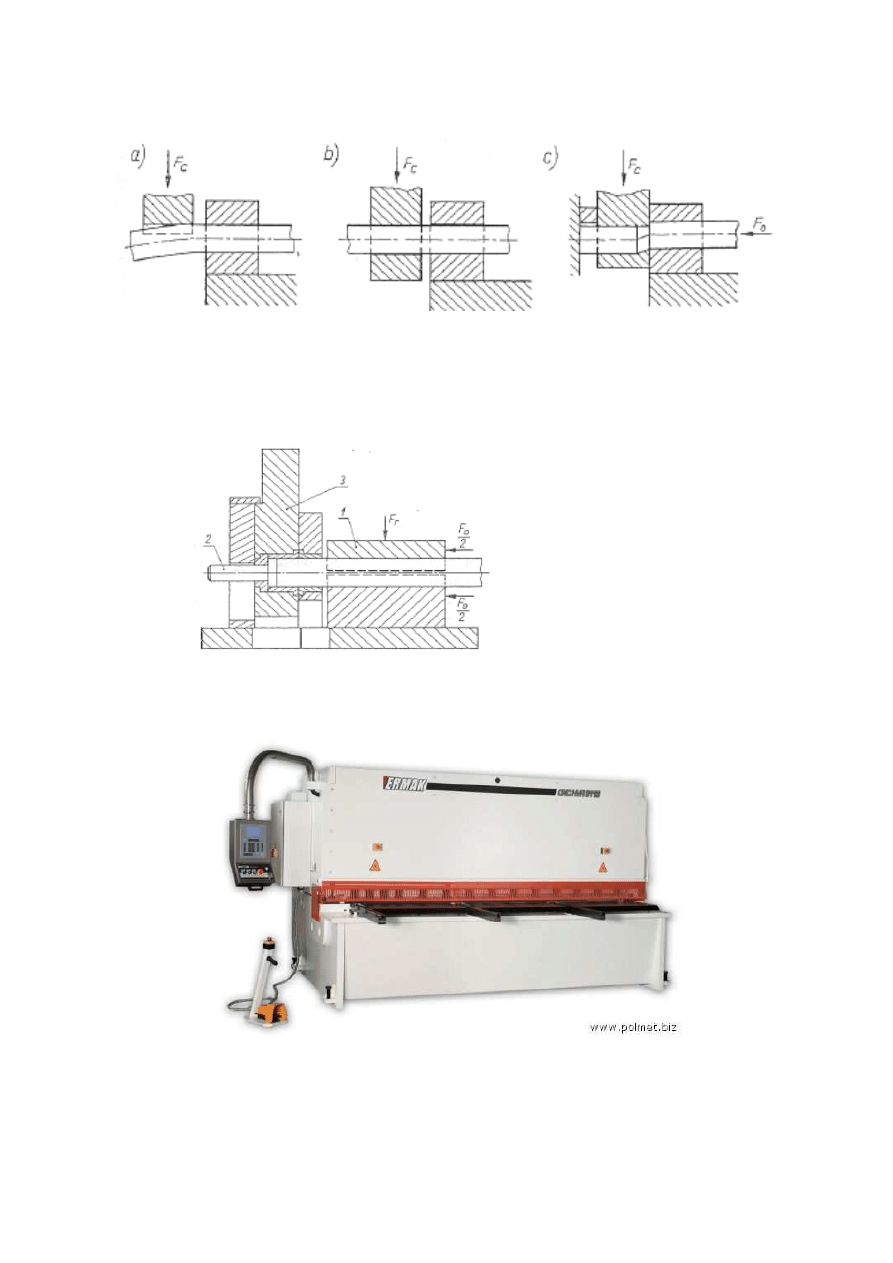
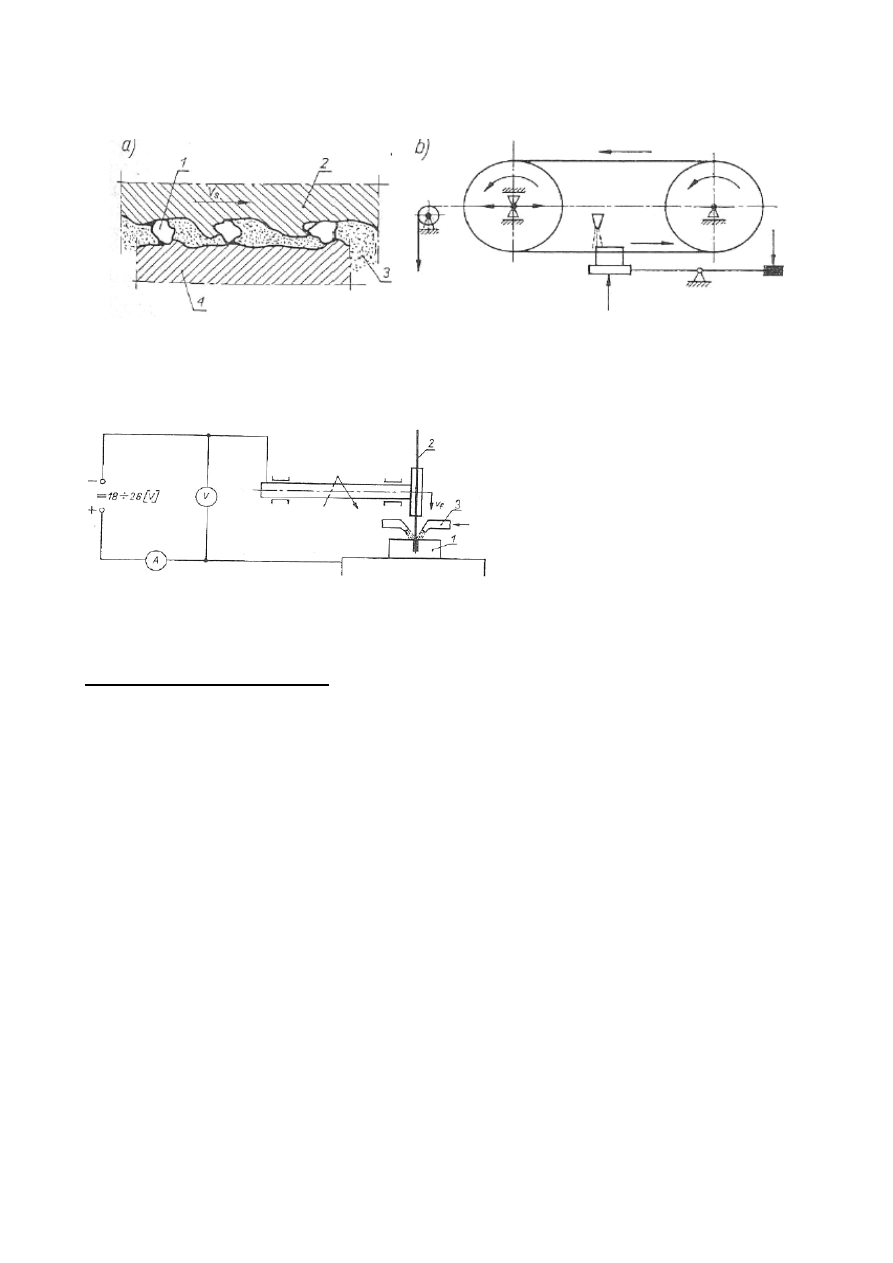
- przecinanie na nożycach,
Rys. Rodzaje przecinania na nożycach; a-otwarte – zamocowanie promieniowe tylko pręta;
b- przymknięte – zamocowanie promieniowe pręta i odcinanej części; c- zamknięte – zamocowanie promieniowo-
osiowe pręta i odcinanej części
Wraz ze zwiększeniem siły osiowej F0 do granicy plastyczności materiału polepsza się jakość
powierzchni przecięcia.
- przecinanie udarowe.
Polega na uderzeniowym, podwójnym cięciu pręta. Dzięki plastycznemu pękaniu przecinanego
materiału uzyskuje się gładką powierzchnię przecięcia.
Rys. Konstrukcja przecinaka
- przecinanie na nożycach (blachy, części płaskie, kształtowniki)
Przecinanie na nożycach stosuje się przede wszystkim w przypadku przecinania blach, części
płaskich i kształtowników.
Fot. Gilotyna serii CNC HVR – Max, tnąca blachy o grubości do 10 mm
- przecinanie metodami termicznymi
Do metod przecinania termicznego zalicza się przecinanie acetylenowo-tlenowe, plazmowe i
laserowe.
Przecinanie acetylenowo-tlenowe:
- najczęściej stosowany sposób cięcia termicznego
- możliwość przecinania elementów o grubości od 3 do 3000 mm
- nadaje się do przecinania prostoliniowego i krzywoliniowego
1 – przesuwna głowica
2 – wypychacz
3 – stempel
F
o
– siła osiowa
F – siłą promieniowa
14
Przecinanie plazmowe:
- używane do cięcia stali wysokostopowych i metali nieżelaznych
- źródłem ciepła jest skoncentrowany łuk elektryczny
- jest szczególnie korzystne w przypadku cięcia blach cienkich do 5 mm grubości
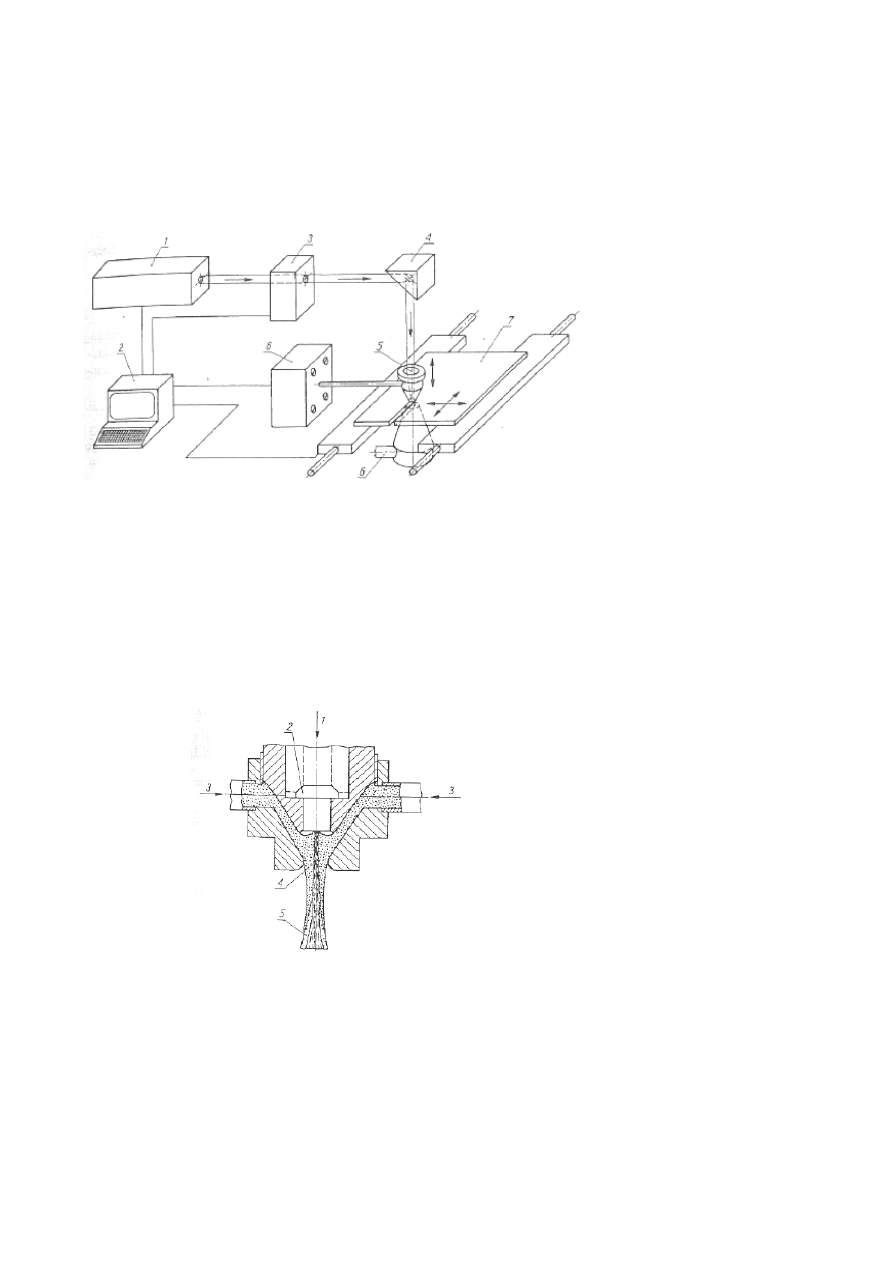
Przecinanie laserowe:
- wiązka lasera rozgrzewa metal i doprowadza go do postaci ciekłej lub gazowej
- można wykonywać wykroje z blach o grubości do 10 mm
Rys. Schemat urządzenia do przecinania laserowego
•
niekonwencjonalne, mające ograniczone zastosowanie do niektórych materiałów.
- przecinanie strumieniem wody
Zalety:
- brak zużywania się narzędzia (strumienia wody)
- niewystępowanie naprężeń cieplnych
- duża wydajność
- wysoka jakość powierzchni przecięcia
Można wyróżnić dwa rodzaje cięcia za pomocą strumienia wody:
- cięcie czystą wodą (w przypadku materiałów miękkich)
- cięcie wodą z dodatkiem ścierniwa (przecinanie wodno-ścierne)
Rys. Głowica narzędziowa do przecinania wodno-ściernego
- przecinanie struną
Struna pokryta jest ziarnem diamentowym lub z azotku boru. Ziarna nanoszone są na drut, który ma
bardzo dobrą przyczepność powłoki galwanicznej, słabo się wydłuża pod wpływem siły osiowej,
posiada dużą odporność na przegrzania oraz dobrą zgrzewalność. Struną tnie się materiały trudno
obrabiane, niemetalowe, takie jak: monokryształy, ferryty, półprzewodniki itp.
1 – laser
2 – komputer
3 – analizator wiązki
laserowej
4 – zwierciadło
5 – głowica robocza
6 – zasilanie gazem
7 – przedmiot obrabiany
1 – dopływ wody pod wysokim
ciśnieniem
2 – dysza
3 – doprowadzenie wody ze
ścierniwem
4 – komora mieszania
5 – strumień wodno-ścierny
15
Przecinanie strunowe dzieli się na:
- przecinanie struną zbrojoną luźnym ziarnem ściernym
Rys. Przecinanie struną zbrojoną luźnym ścierniwem; a/ struna, 1 – ziarna ścierne, 2 – struna, 3 – ciecz, 4 –
materiał przecinany; b/ przecinarka pracująca w układzie poziomym
- przecinanie struną zbrojoną trwale ziarnem ściernym
- przecinanie anodowo – mechaniczne
Przedmiot obrabiany stanowi w obwodzie prądu anodę, natomiast narzędzie katodę (wykonane ze
stali zwykłej jakości o grubości ok. 1 mm)
Rys. Schemat cięcia anodowo-mechanicznego
Cięcie anodowo mechaniczne umożliwia wydajne cięcie materiałów twardych i miękkich
przewodzących prąd elektryczny, jednakże efektywniejsze cięcie uzyskuje się w przypadku
materiałów twardych.
8. Technologiczność konstrukcji.
Technologiczność konstrukcji – właściwość konstrukcji zapewniająca uzyskanie, przy określonej
wielkości produkcji, wymaganych właściwości wyrobu przy minimalnych kosztach wytwarzania w
danych, określonych warunkach produkcji.
Ocena dokumentacji konstrukcyjnej pod względem technologiczności konstrukcji wykonywana
przez technologa dotyczy takich czynności jak:
-normalizacji i unifikacji części i zespołów
-racjonalności doboru materiałów
-racjonalności kształtowania półfabrykatów
-właściwe zaprojektowanie części ze względu na obróbkę skrawaniem
-właściwe zaprojektowanie części ze względu na montaż
Technologiczność konstrukcji odlewów
Wytyczne dotyczące zasad projektowania odlewu:
-grubość ścian dobiera się tak aby stygnięcie przebiegało równolegle we wszystkich częściach
kształt odlewu powinien umożliwiać nieskrępowany skurcz
-należy zapewnić łatwy dostęp do wszystkich powierzchni zewnętrznych i wewnętrznych odlewu w
celu ułatwienia usunięcia rdzeni oraz oczyszczenia odlewu
-należy stosować ściany pochyłe lub wygięte zamiast płaskich w odlewach, w celu
zminimalizowania naprężeń cieplnych
-kształt odlewu powinien umożliwiać nieskrępowany skurcz
Pierwszy rysunek przedstawia błędną konstrukcję
Drugi rysunek przedstawia konstrukcję poprawną czyli taką gdzie wzrost grubości ścianki jest
stopniowy
1 – przedmiot obrabiany
2 – tarcza stalowa
3 – elektrolit
V
f
– prędkość posuwu
16
Rys. konstrukcja odlewy umożliwiająca kierunkowe krzepnięcie
Technologiczność konstrukcji odkuwek
Projektując odkuwki należy przestrzegać następujących zasad:
-należy unikać cienkich przekrojów ścianek i żeber ze względu na szybkie stygnięcie ich podczas
kucia
-projektując odkuwki, należy brać pod uwagę sposób ich bazowania podczas obróbki mechanicznej
-powierzchnia matrycy powinna być w miarę możliwości płaska, co ułatwia eksploatacje i zwiększa
dokładność matrycy
-kształty projektowanych odkuwek powinny być możliwie mało skomplikowane w celu
minimalizacji kosztów produkcji matryc
Rys. odkuwka z podziałem matrycy w płaszczyźnie największego wymiaru
Technologiczność konstrukcji spawanych
Zasady projektowania konstrukcji spawanych:
-zapewnienie dogodnego dostępu elektrody do miejsca spawania
-unikanie łączenia przez spawanie przekrojów grubych z cienkim
-unikanie stosowania cienkich i wąskich brzegów i ścięć ze względu na możliwość ich przepalenia
-obrabianie powierzchni dokładnych po spawaniu poprzez np. wyżarzanie
-zmniejszenie pracochłonnej obróbki krawędzi blach, poprzez umieszczenie spoiny we wnękach
uzyskanych przez wzajemne przesunięcie blach
Rys. Konstrukcje spawane z blach
Pierwsze i drugie połączenie przedstawione na rysunku są połączeniami nietechnologicznymi
(wymagającymi obróbki krawędzi i blach). Trzecie i czwarte połączenia są połączeniami
technologicznymi z spoinami we wnękach uzyskanych przez przesunięcie blach.
9. Podział metod projektowania
Projektowanie procesów technologicznych można podzielić na:
-projektowanie konwencjonalne(ręczne)
-projektowanie wspomagane komputerowo
- projektowanie warsztatowe
Projektowanie
konwencjonalne
jest jedną z metod projektowania procesów
technologicznych opartą na doświadczeniu technologa opracowującego dany proces, który
niejednokrotnie sięga do części technologicznie podobnych, już opracowanych i wdrożonych. Dla
ułatwienia projektowania konwencjonalnego wprowadzono klasyfikatory części maszyn, oraz
dokonano podziału części maszyn według podobieństwa technologicznego, a dla poszczególnych
grup tych części opracowano procesy ramowe.
17
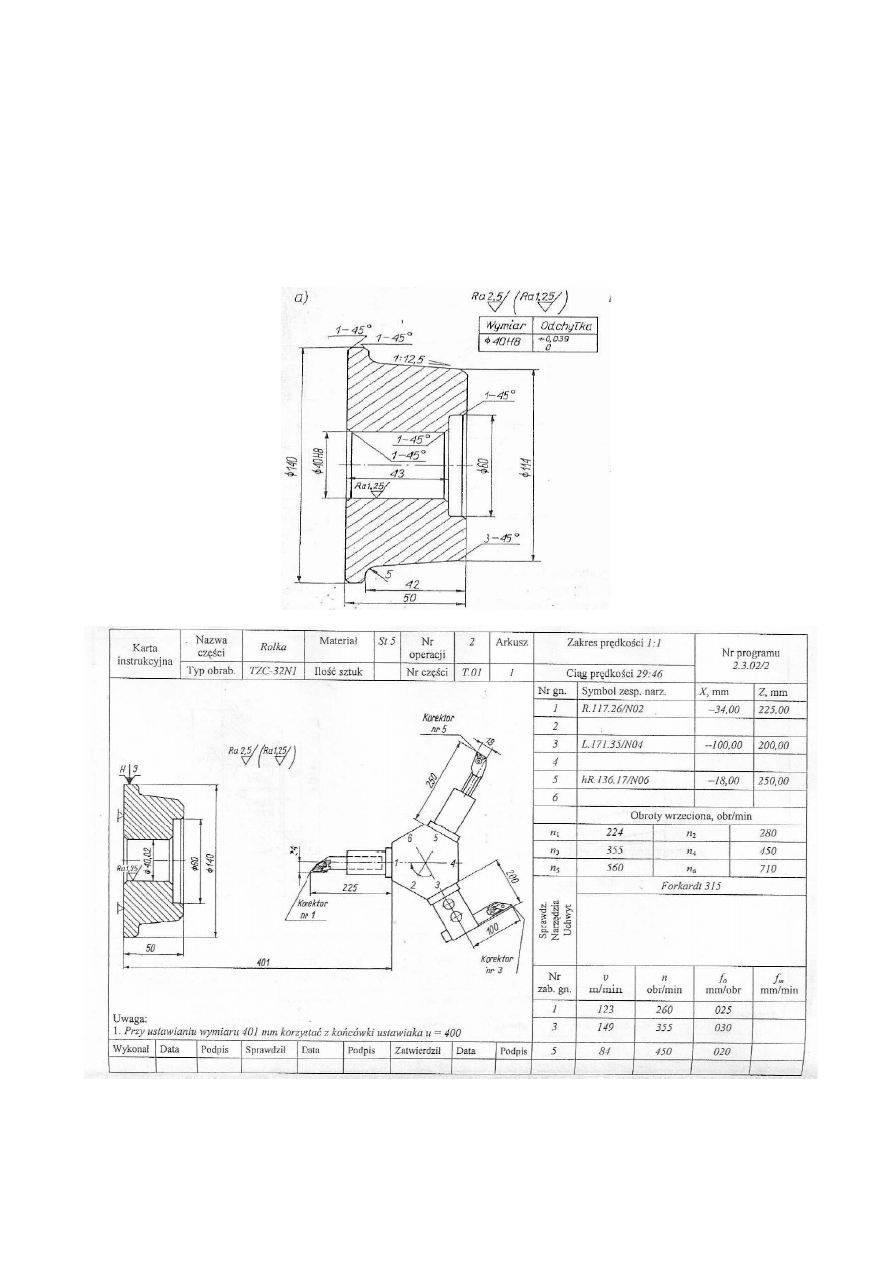
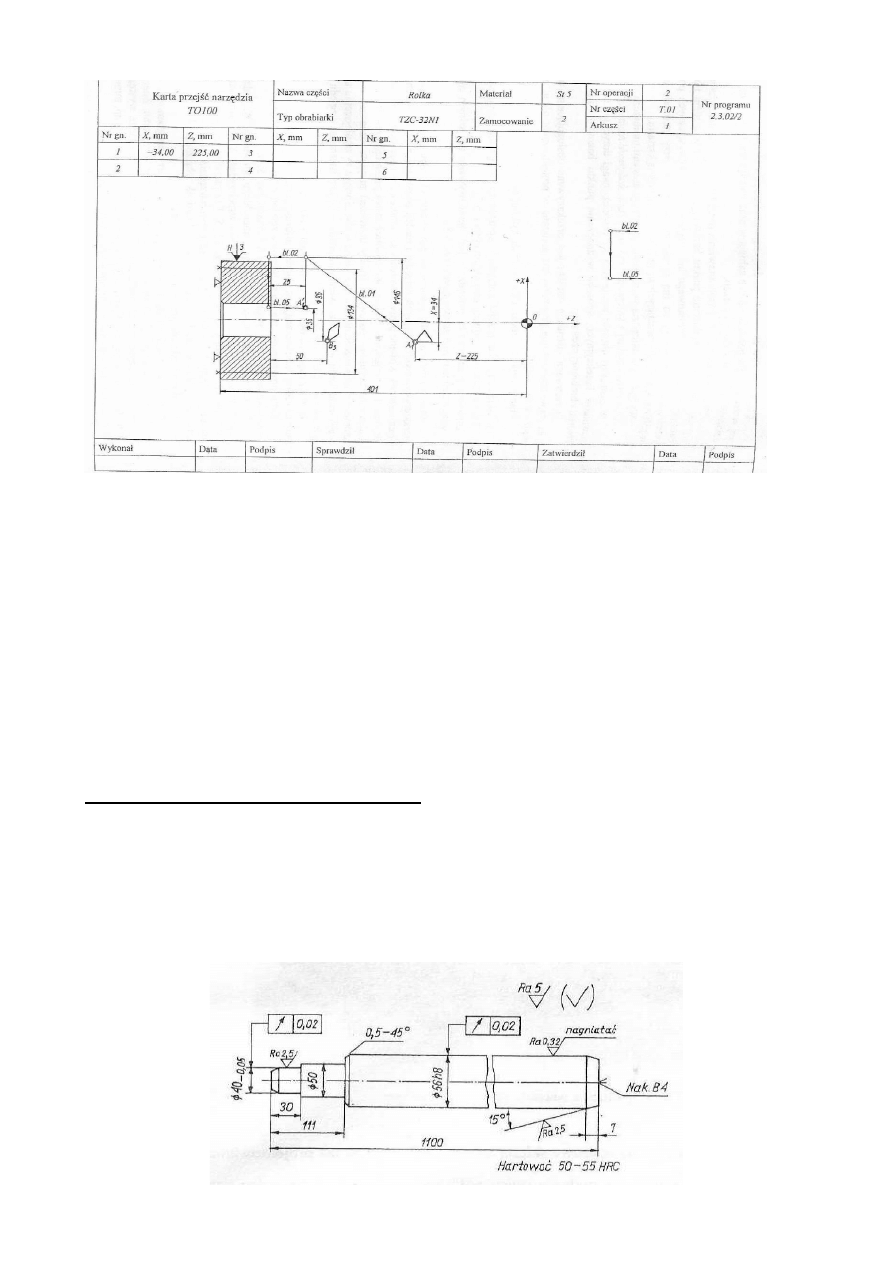
W przypadku obrabiarek CNC metoda ta sprowadza się do wykonania czynności takich jak:
ustalenie baz obróbkowych, zabiegów i przejść, określenie narzędzi, określenia drogi narzędzia i
napisanie programu sterującego obrabiarką zapisanego na dziurkowanej taśmie.
W celu opracowania programu sterującego technolog sporządza dokumentację zawierającą :
-rysunek konstrukcyjny wykonywanej części
-instrukcje obróbki (umożliwia przygotowanie obrabiarki do pracy)
-plan przejścia narzędzi (określa tor ruchu punktów charakterystycznych kolejnych narzędzi)
-kartę programową (zawiera informacje sterujące pracą obrabiarki takie jak: numer bloku
informacji, rodzaj funkcji przygotowawczej, znak i wartość przyrostu współrzędnej X i Z,
parametry interpolacji kołowej, funkcje technologiczne oraz funkcje pomocnicze)
Rys. Rysunek konstrukcyjny
Rys. Instrukcja obróbki
18
Rys. Karta przejść narzędzia.
W projektowaniu wspomaganym komputerowo technolog-programista programista
przygotowuje w języku określonego systemu tzw. program źródłowy. W programie tym określa się
charakterystyczne elementy geometryczne obrabianego przedmiotu oraz podaje się dane
technologiczne obrabianego przedmiotu, obrabiarki i przebiegu procesu technologicznego. Program
ten w wyniku obliczeń określa tory narzędzi i w wyniku daje rozwiązanie ogólne obróbki.
Programowanie warsztatowe odbywa się bezpośrednio na obrabiarce. W programowaniu
warsztatowym nie stosuje się systemów programowania tak jak ma to miejsce w przypadku
programowania maszynowego. Programowanie w tej metodzie odbywa się poprzez zastosowanie
ogólnie znanych symboli widocznych na pulpicie obrabiarki.
Projektowanie warsztatowe składa się z dwóch faz:
I faza – polega na podaniu opisu półfabrykatu i na jego tle opisu gotowego wyrobu oraz
niezbędnych danych o obrabianym materiale.
II faza – polega na zdefiniowaniu sposobów obróbki oraz dokonanie wyboru niezbędnych
narzędzi i oprzyrządowania
10. Projektowanie procesu technologicznego:
Danymi wejściowymi do opracowania procesu technologicznego danej części są: rysunek
wykonawczy części, wielkość produkcji oraz środki produkcji, jakie ma do dyspozycji technolog.
Proces technologiczny jednoznacznie jest określony przez przedmiot obrabiany, jego kształt,
przynależność do określonej klasy, wymagania dotyczące dokładności i chropowatości
poszczególnych powierzchni oraz obróbka cieplna czy cieplno-chemiczna lub uwagi dotyczące
sposobu wykonania określonej powierzchni.
Rys. Rysunek warsztatowy części z narzuconą obróbką cieplną i sposobem wykonania obróbki wykańczającej
określonej powierzchni.
19
Każdy proces technologiczny powinien spełniać dwa warunki: jakościowy - wynikający z rysunku
konstrukcyjnego określonej części i warunków technicznych związanych między innymi w
dotrzymaniu zadanych wymiarów, kształtu i chropowatości powierzchni oraz ekonomiczny -
polegający na spełnieniu wymagań technicznych (jakościowych) przy najmniejszym koszcie
wytwarzania.
- struktura procesu technologicznego
Strukturę procesu technologicznego można traktować jako określoną kolejność poszczególnych
operacji, którą charakteryzuje: nieciągłość procesu (wynika z podziału procesu na poszczególne
operacje i konieczności stosowania różnych sposobów i rodzajów obróbki), stopniowe nadawanie
kształtu, dokładności wykonania oraz właściwości poszczególnym powierzchniom.
Ogólnie strukturę procesu technologicznego można przedstawić w następujących punktach:
1) operacje wstępne - występują tylko w określonych przypadkach i mogą one dotyczyć, np. cięcia
materiałów prętowych, prostowania, zakiełkowania.
2) wykonanie bazy (baz) obróbkowej do dalszych operacji – przygotowuje się ją na początku
procesu, aby korzystając z niej, obrabiać w dalszych operacjach wszystkie pozostałe powierzchnie.
3) wykonanie operacji obróbki zgrubnej i kształtującej – wykonuje się ją w dalszych operacjach
wychodząc z określonej bazy.
4) wykonanie operacji obróbki cieplnej i cieplno-chemicznej – obróbka ta powoduje błędy w
postaci odkształceń przedmiotu i przy projektowaniu takiej obróbki należy o tym pamiętać. Błędy te
usuwane są za pomocą obróbki wykańczającej.
5) wykonanie operacji obróbki wykańczającej i bardzo dokładnej - może nastąpić bezpośrednio
po obróbce kształtującej, o ile przedmiot nie podlega obróbce cieplnej, czy cieplno-chemicznej.
6) wykonanie operacji kontroli jakości - kontrola jakości jest zawsze na końcu procesu
technologicznego, jednak może występować także w trakcie procesu po ważniejszych operacjach
obróbkowych.
11. Projektowanie operacji obróbki skrawaniem w procesie technologicznym:
W procesie operacji najistotniejszą rolę odgrywa operacja, jej rozpracowanie odbywa się na
instrukcjach obróbki, obróbki cieplnej, plastycznej. Podstawową część składową operacji stanowią
zabiegi. Do zadań technologa przy opracowaniu operacji należy wytypowanie obrabiarki lub
stanowiska, na której dana operacja będzie wykonywana, narzędzi do obróbki poszczególnych
powierzchni, wielkości naddatków gwarantujących uzyskanie żądanej jakości powierzchni,
wytypowanie pomocy warsztatowych niezbędnych do wykonania operacji oraz obliczenie czasu
trwania operacji.
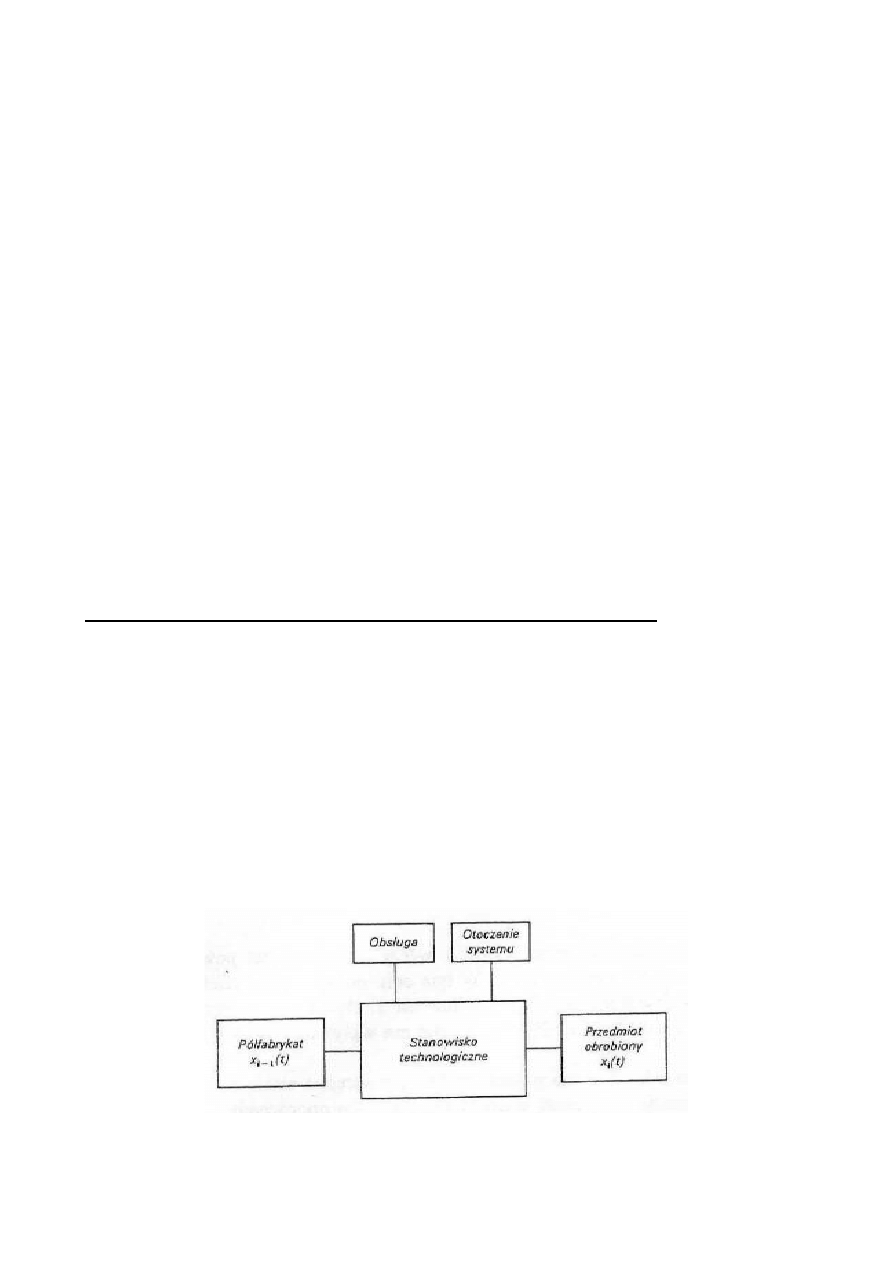
- struktura operacji
Na przebieg operacji obróbkowych ma wpływ duża liczba czynników fizycznych o charakterze
zdeterminowanym i przypadkowym. Stąd należy mieć świadomość, że uzyskanie w operacji
wartości x
i
(t) obrobionego przedmiotu ma charakter losowy. Są onee wynikiem losowych zmian
wartości parametrów półfabrykatów w danej operacji x
i-1
(t), parametrów układu technologicznego,
zależą także od nastawiacza, operatora, otoczenia.
Rys. Schemat operacji obróbkowej.
Na podstawie opracowanego procesu technologicznego, karty technologicznej, technolog
przystępuje do opracowywania poszczególnych operacji.
W operacji jako obiekt występuje przedmiot obrabiany, do którego należy dobrać obrabiarkę i
narzędzia.
20
- przedmiot obrabiany
Przedmiot obrabiany stanowi bazę wyjściową do projektowania operacji. Spełnia on funkcję
nośnika informacji o parametrach geometrycznych i jakościowych poszczególnych powierzchni
przedmiotu. Jego kształt, przynależność do określonej klasy i planowany do wykonani rodzaj
obróbki narzucają jednoznacznie sposób jego bazowania i zamocowania. Wymagania dotyczące
dokładności i chropowatości powierzchni mają decydujący wpływ na wybór obrabiarki, która musi
zapewnić tę dokładność. Wymagania te rzutują na proces technologiczny, zwłaszcza obróbki
wykańczającej i bardzo dokładnej. Materiał przedmiotu obrabianego i jego stan po obróbce cieplnej
determinując właściwy dobór parametrów skrawania i narzędzi.
- bazowanie przedmiotów do wykonania określonej operacji
Każdy przedmiot ma 6 stopni swobody. Można go przesuwać w 3 kierunkach x, y, z oraz obracać
wokół tych osi. Bazowanie przedmiotu na obrabiarce lub w uchwycie polega na odebraniu mu
wszystkich lub niektórych stopni swobody, w zależności od zadania obróbkowego.
Rys. Operacja szlifowania powierzchni
M na dokładny wymiar g – przedmiot z
odebranymi 3 stopniami swobody.
Rys. Przedmiot z odebranymi 6 stopniami
swobody.
Rys. Przedmiot z odebranymi 5 stopniami
swobody. 1 – kołek.
Wykonanie każdej operacji wymaga przeanalizowania, ile stopni swobody należy przedmiotowi
odebrać, aby zadanie obróbkowe można było wykonać poprawnie, nie można jednak odbierać
większej liczby stopni swobody niż to wynika z analizy wykonywanej operacji, gdyż każdy
odebrany dodatkowo stopień swobody niesie ze sobą konieczność projektowania i wykonania
uchwytu o bardziej skomplikowanej konstrukcji.
- dobór obrabiarki
Przy wyborze obrabiarki należy kierować się przede wszystkim możliwości uzyskania żądanych
dokładności, minimalizacją kosztów wytwarzania, przynależność przedmiotu obrabianego do danej
klasy, wymiary gabarytowe oraz wielkość i powtarzalność produkcji.
Obrabiarki dzieli się na konwencjonalne i sterowane numerycznie.
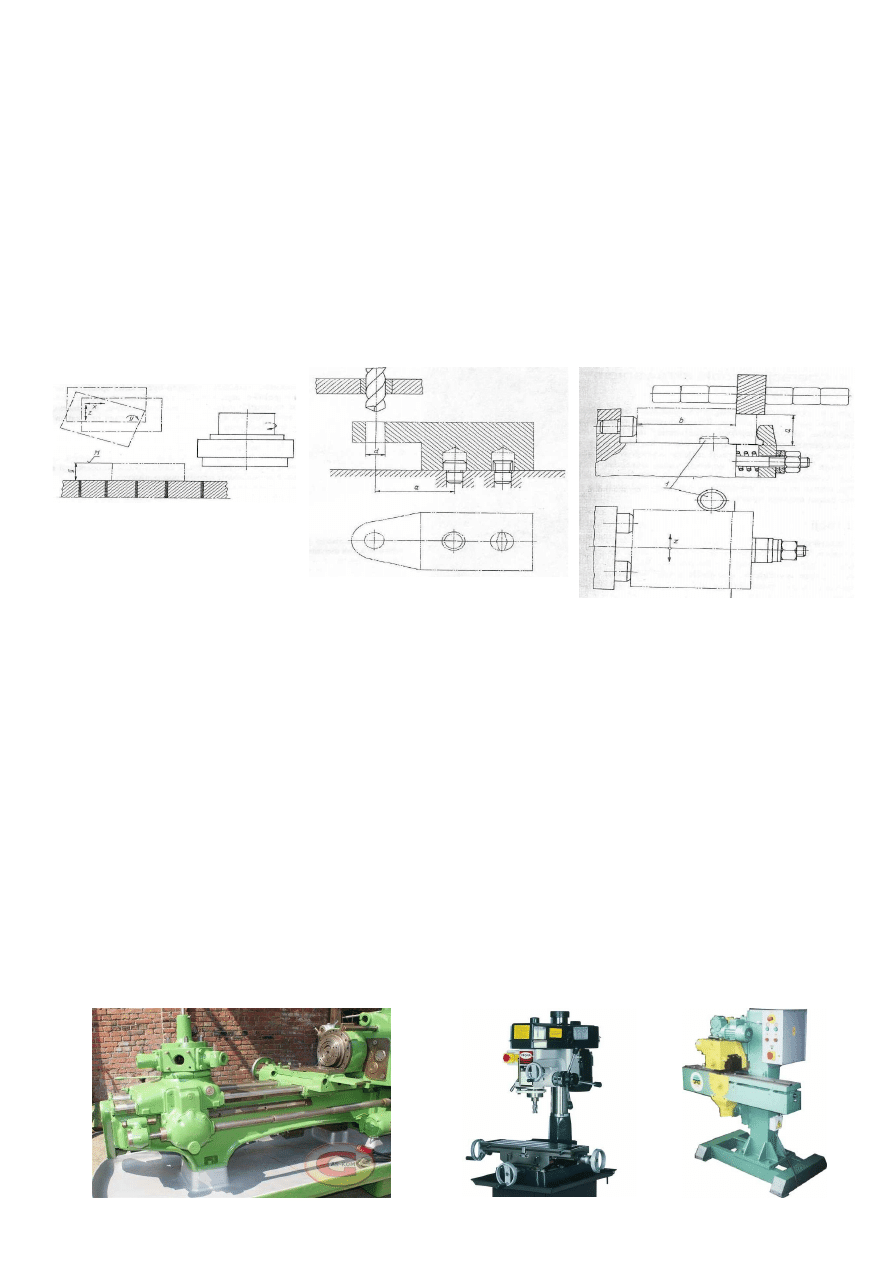
Obrabiarki konwencjonalne – są sterowane ręcznie, krzywkowo, za pomocą kopiału i wymagają
stałej obsługi pracownika; należą do nich:
- obrabiarki uniwersalne - przeznaczone do wykonywania produkcji o wielkości kilku do
kilkunastu sztuk o bardzo zróżnicowanym asortymencie,
- obrabiarki produkcyjne – mają uproszczoną budowę, większą moc niż obrabiarki uniwersalne i
stosowane są do produkcji seryjnej i wielkoseryjnej,
- obrabiarki specjalizowane – opracowanie dla nich procesu technologicznego wymaga dobrej ich
znajomości, należą do nich tokarki i frezarki kopiarki, tokarki karuzelowe, strugarki, frezarki,
szlifierki wzdłużne, wiertarko-frezarki.
Fot. Tokarka rewolwerowa
Fot. Wiertarko-frezarka
Fot. Strugarka
21
Obrabiarki sterowane numerycznie to nowa generacja obrabiarek uniwersalnych i
specjalistycznych, ich cechami są duża moc, sztywna budowa zapewniająca uzyskanie większych
dokładności, umożliwiają prowadzenie obróbki z dużymi prędkościami skrawania dzięki całkowicie
osłoniętej przestrzeni roboczej.
Istnieją także centra obróbkowe, autonomiczne stacje obróbkowe, elastyczne systemy obróbkowe.
Inną grupę stanowią obrabiarki zespołowe, linie obróbkowe oraz obrabiarki specjalne stosowane
głównie w produkcji wielkoseryjnej i masowej.
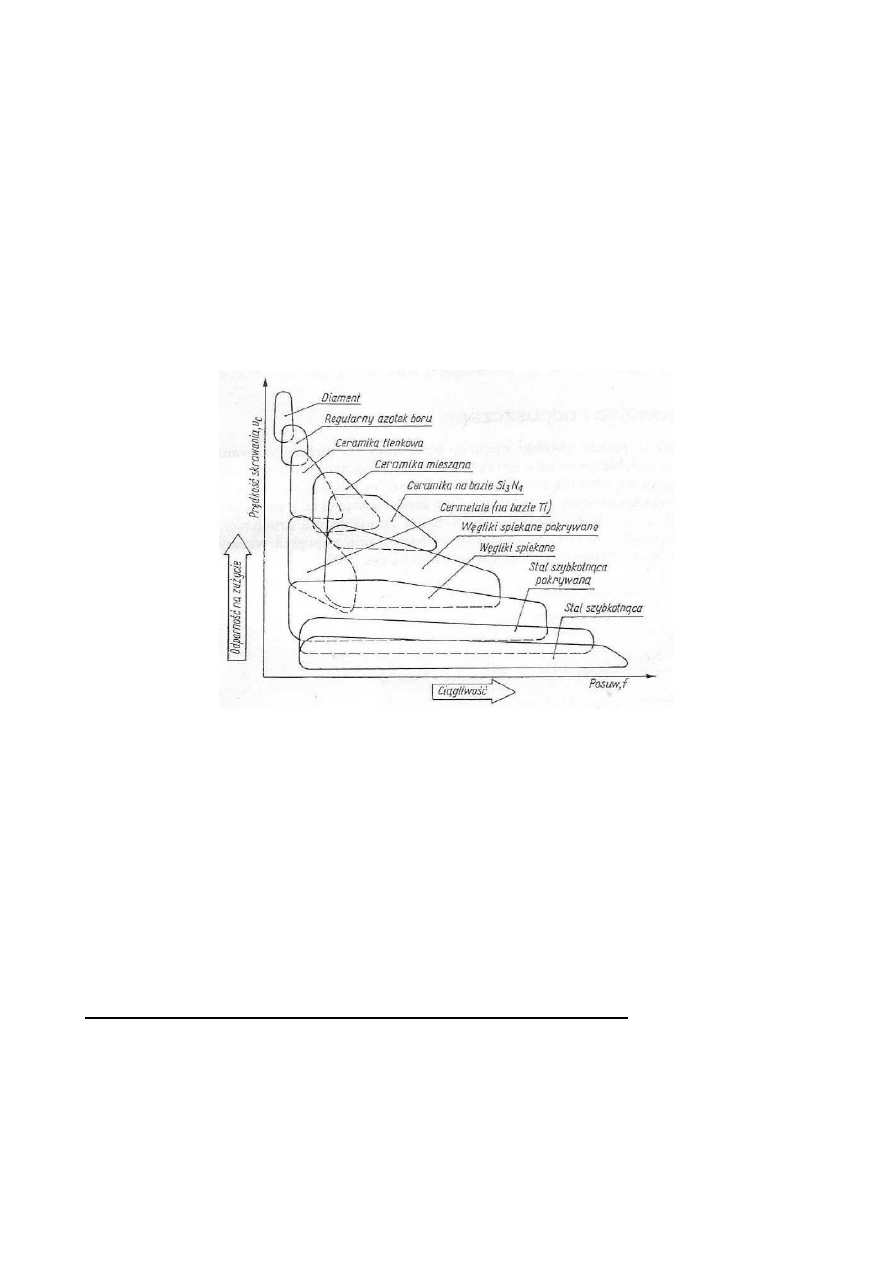
- dobór narzędzi
Do wyrobu narzędzi stosuje się taki materiały jak stale szybkotnące, węgliki spiekane, ceramikę,
regularny azotek boru oraz diament. Materiał narzędzia powinien mieć znacznie większą twardość
niż przedmiot obrabiany, powinien posiadać dobrą przewodność cieplną i małą rozszerzalność
cieplną oraz być odporny na zmiany zdolności skrawających. Narzędzie musi być także odporne na
zużycie ścierne, adhezyjne, dyfuzyjne oraz chemiczne. Technolog wybiera na narzędzie materiał o
najbardziej odpowiadających cechach.
Rys. Zakresy stosowania materiałów narzędziowych.
Oprócz materiału narzędziowego przy wyborze narzędzi bierze się pod uwagę także:
- wielkość produkcji – ma wpływ na to, czy narzędzie będzie normalne (stosowane w produkcji
jednostkowej, małoseryjnej i seryjnej), czy specjalne, które są specjalne (produkcja wielkoseryjna i
masowa), stosowanie narzędzi specjalnych skraca czas obróbki,
- sposób obróbki – określa, spośród jakiej grupy narzędzi dokonuje się wyboru narzędzia (tokarskie,
wiertarskie, frezarskie),
- materiał obrabianego przedmiotu – ma wpływ na wybór materiału narzędziowego, jego gatunku,
jak również decyduje o geometrii ostrza,
- typ obrabiarki – w celu wykorzystania maksymalnie właściwości eksploatacyjnych obrabiarki
stosuje się odpowiedni materiał ostrza narzędzia,
- rodzaj dokładność obróbki – wpływ na wybór ma to, czy obróbka jest wykańczająca, czy zgrubna,
- kształty obrabianych powierzchni – dla niektórych narzędzi ważny jest kształt wielkość
obrabianej powierzchni.
12. Najczęściej stosowane operacje obróbki cieplnej i cieplno-chemicznej.
Istnieje wiele rodzajów obróbki cieplnej i cieplno-chemicznej, należą do nich:
- wyżarzanie, dzieli się na: wyżarzanie odprężające, zmiękczające i stabilizujące.
Wyżarzanie odprężające – materiał nagrzewany jest do temp. poniżej A
C1
, wygrzewany w tej
temperaturze i studzony wraz z piecem w celu zmniejszenia naprężeń własnych, bez wyraźnych
zmian struktury i właściwości, które uzyskano w wyniku wcześniejszej obróbki.
Wyżarzanie zmiękczające – materiał nagrzewa się do temp. poniżej A
C1
w przypadku stali
węglowych oraz nisko- i średniostopowych lub powyżej A
C1
dla stali wysokostopowych,
22
wygrzewany w tej temperaturze i powolnie chłodzony. Stosuje się je do zmniejszenia twardości,
zwiększenia plastyczności i polepszenia skrawalności przedmiotu.
Wyżarzanie stabilizujące – przedmiot nagrzewany jest zwykle do temp. poniżej 150
°
C i
wygrzewany w tej temperaturze kilkanaście do kilkudziesięciu godzin. Stosuje się je w celu
usunięcia naprężeń powstałych w trakcie obróbki skrawaniem.
- ulepszanie cieplne – jest to proces hartowania ze średnim i wysokim odpuszczaniem. Celem
stosowanie takiej obróbki jest uzyskanie optymalnych właściwości mechanicznych, a przede
wszystkim podwyższenia granicy plastyczności/
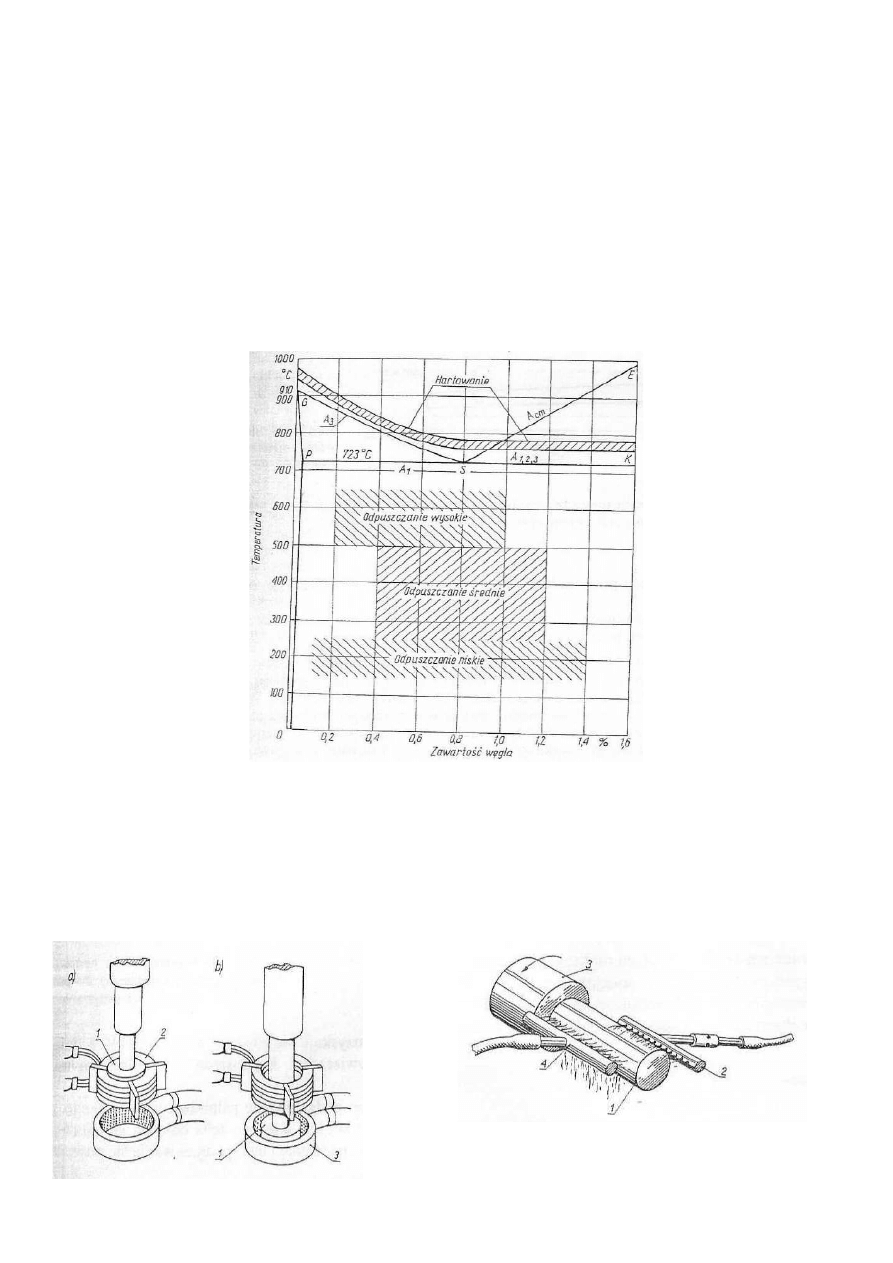
- hartowanie i odpuszczanie - hartowanie jest procesem polegającym na austenityzowaniu wsadu i
jego oziębieniu w celu uzyskania struktury martenzytycznej lub bainitycznej (ze względu na
uzyskanie większej twardości i wytrzymałości i mniejszej plastyczności).
Celem odpuszczania jest poprawa ciągliwości i zmniejszenie kruchości, kosztem zmniejszenia
twardości oraz powstałych po hartowaniu naprężeń własnych.
Rys. Temperatury hartowania i odpuszczania na tle wykresu żelazo-węgiel.
Hartowanie na wskroś – w piecu podgrzewany jest cały przedmiot, następnie jest on gwałtowni
studzony. Ten sposób obróbki prowadzi często do odkształceń, w związku z czym prowadzi się ją
po obróbce zgrubnej, ale przed obróbką wykańczającą.
Hartowanie powierzchniowe – hartuje się indukcyjnie, płomieniowo, laserowo lub plazmowo
tylko wierzchnią warstwę przedmiotu celem zwiększenia twardości i wytrzymałości zmęczeniowej,
ale z zachowaniem plastyczności rdzenia oraz zmniejszenia odkształceń.
Rys. Hartowanie indukcyjne: a) nagrzewanie, b) chłodzenie; 1 –
przedmiot, 2 – wzbudnik, 3 – urządzenie natryskowe
Rys. Powierzchniowe hartowanie płomieniowe: 1- przedmiot,
2 – palnik, 3 – uchwyt mocujący, 4 – urządzenie natryskowe
23
- nawęglanie, hartowanie i odpuszczanie – nawęgla się w proszkach lub gazach, proces trwa 2
÷
5
godzin i odbywa się w temp. 880
÷
950
°
C. W wyniku tych procesów uzyskuje się twardą
powierzchnię oraz miękki i ciągliwy rdzeń przedmiotu.
- węgloazotowanie, hartowanie i odpuszczanie – proces, w którym jednocześnie zachodzi
nawęglanie oraz azotowanie powierzchni, polegający na przepuszczeniu przez komorę z
przedmiotami gazu nawęglającego (gaz świetlny, propan lub butan) i azotującego (amoniak),
przebiegający w temp. 820
÷
860
°
C. Proces hartowania wykonuje się bezpośrednio po
węgloazotowaniu. Warstwa obrobiona staje się twarda i odporna na ścieranie.
- azotowanie – polega na nasyceniu powierzchni przedmiotu azotem w celu uzyskania bardzo
twardej i odpornej na ścieranie oraz na korozję warstwy. Proces wykonuje się w atmosferze
amoniaku w temp. 500
÷
550
°
C.
- azotonasiarczanie – proces ten wykonuje się w piecach w atmosferze amoniaku i par siarki w
temperaturze 500
÷
700
°
C w czasie 0,5
÷
6 godzin w zależności od grubości uzyskiwanej warstwy.
Powierzchnie przedmiotów wzbogacane są w azot i siarkę, dzięki czemu powierzchnia
charakteryzuje się małym współczynnikiem tarcia, dużą odpornością na zużycie i zatarcie.
13. Kontrola jakości w procesie technologicznym
Operacje kontroli jakości wchodzą w skład procesu technologicznego i opracowanie ich
należy do obowiązków technologa. Mogą one wystąpić w różnych miejscach procesu, z reguły
jednak na końcu. Do zadań końcowej kontroli jakości należą oględziny zewnętrzne w celu
sprawdzenia kompletności obróbki i jakości powierzchni oraz sprawdzenie wymiarów i kształtów
obrobionego przedmiotu oraz przeprowadzenie innych badań określonych w warunkach
technicznych. Na opracowanie operacji kontroli jakości duży wpływ ma wielkość produkcji. Ona
będzie decydowała czy do kontroli użyje się przyrządów uniwersalnych, czy specjalnych, czy
kontrola będzie prowadzona na obrabiarce, czy poza nią.
Oprócz kontroli końcowej technolog planuje również tzw. kontrolę międzyoperacyjną.
Powinno się ją przewidywać po ważniejszych operacjach procesu technologicznego, po operacjach,
w których możliwe jest powstanie dużej liczby braków. Technolog określa, czy mają to być
kontrole jakości stuprocentowe, czy też wyrywkowe.
Dla operacji kontroli jakości powinna być opracowana szczegółowa instrukcja kontroli
jakości, w której powinny być ustalone: metody kontroli, narzędzia pomiarowe, dopuszczalne
odchyłki od wymiarów, kształtów i jakości powierzchni. Instrukcję dotyczącą kontroli jakości
opracowuje się dla operacji kontrolnych, gdy ma ona za zadanie wnieść coś istotnego do procesu:
Instrukcja kontroli jakości:
24
14. Pomoce warsztatowe
Ważnym elementem wchodzącym w zakres technologicznego przygotowania produkcji są
pomoce warsztatowe, stosowane zarówno przy obróbce, jak i kontroli określonej części. Do
głównych zadań, jakie mają one spełnić należą zapewnienie wymaganej dokładności obróbki,
zmniejszenie kosztów produkcji, polepszenie warunków i bezpieczeństwa pracy.
Pomoce takie dzieli się na:
•
Znormalizowane – wykonane wg norm państwowych, branżowych lub zakładowych; jest to
oprzyrządowanie uniwersalne stosowane w procesach wytwarzania różnych przedmiotów
technologicznie podobnych
•
Specjalizowane – najczęściej jest to oprzyrządowanie uniwersalne uzupełnione elementami
specjalnymi, np. uchwyt samocentrujący 3-szczękowy wyposażony w szczęki specjalne
dostosowane swoją konstrukcją do kształtu przedmiotu obrabianego będzie uchwytem
specjalizowanym
•
Specjalne – jest to oprzyrządowanie projektowane i wykonywane indywidualnie, jako
pomoc niezbędna w procesie wytwarzania danego wyrobu oraz utrzymaniu jego żądanej
dokładności
Spis pomocy warsztatowych jest przeznaczony dla działu gospodarki narzędziowej w celu
przygotowania i wykonania wyszczególnionych pomocy, jako niezbędnych do uruchomienia
produkcji określonej części. Wypełniony spis pomocy warsztatowych przedstawia rysunek poniżej:
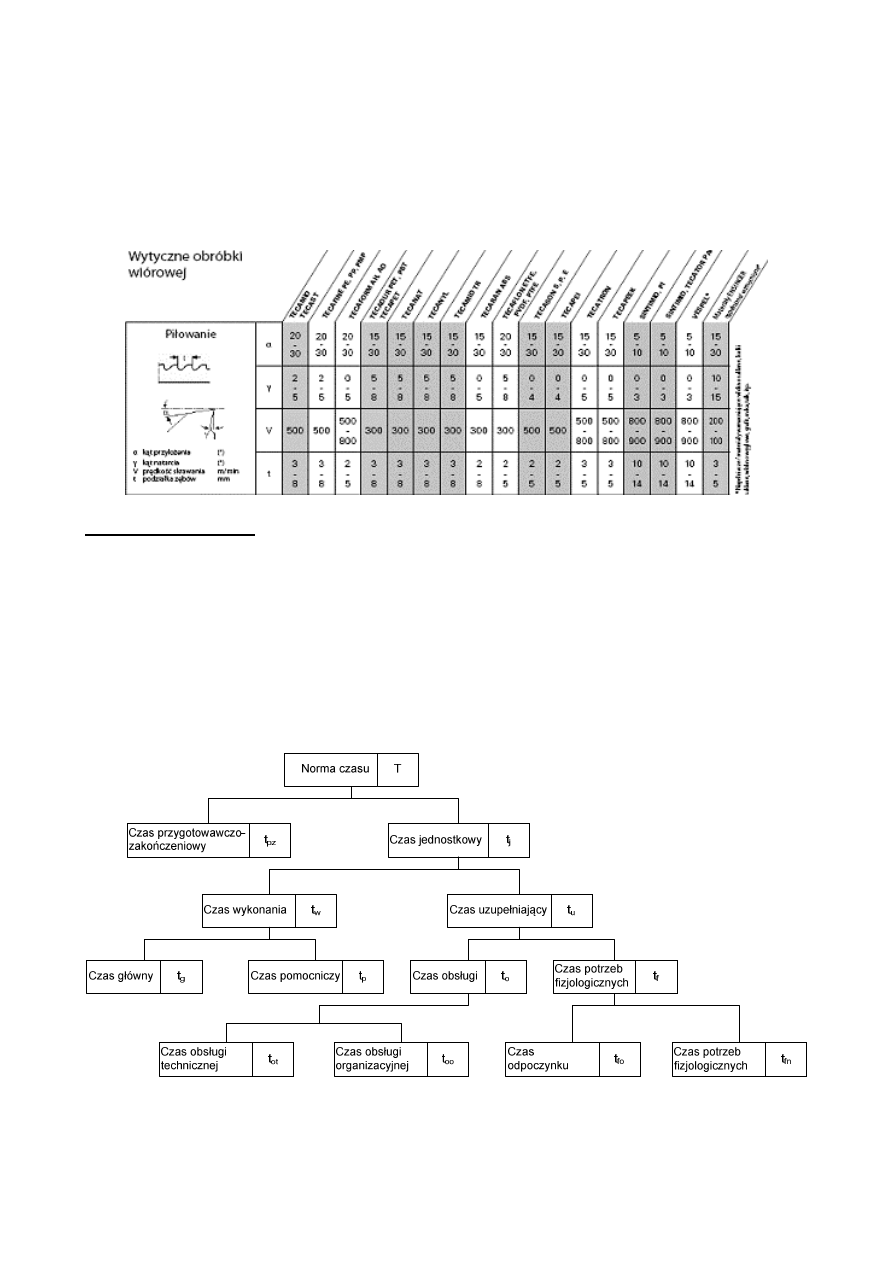
15. Parametry obróbki
Dla każdej operacji technolog powinien szczegółowo opisać i narzucić parametry tej obróbki.
Są one ściśle związane ze sposobem obróbki. W przypadku obróbki skrawaniem są one
scharakteryzowane przez prędkość skrawania, głębokość skrawania i posuw. Dla obróbki cieplnej
będą to parametry związane z grzaniem i chłodzeniem obrobionego przedmiotu. Każda z technik
będzie miała swoje specyficzne wielkości.
Na dobór parametrów obróbki decydujący wpływ wywiera przedmiot obrabiany, jego kształt,
wymiary, materiał, z którego jest wykonany, oraz obrabiarka, na której dana operacja ma być
wykonana. Materiał przedmiotu obrabianego i rodzaj obróbki mają decydujący wpływ na dobór
narzędzia i materiału ostrza. Niejednokrotnie brak obrabiarki o odpowiedniej sztywności i
parametrach uniemożliwia zastosowanie najbardziej odpowiedniego narzędzia.
25
W obróbce skrawaniem parametry obróbki powinny być dobrane z tzw. normatywów,
opracowanych dla poszczególnych procesów obróbki. Mogą to być normatywy opracowane
centralnie, opracowane przez zakład we własnym zakresie, zalecane do stosowania przez
producentów narzędzi. Narzucone przez technologa w instrukcji obróbki jej parametry są
obowiązujące dla warsztatu. Odstępstwo od ich stosowania może wydać tylko technolog. Dzieje się
tak w przypadku otrzymania innej partii materiału, zastosowania innej obrabiarki lub
zmodernizowania oprzyrządowania.
Parametry obróbki stanowią podstawę do obliczenia czasu trwania poszczególnych operacji.
Przykładowa karta parametrów obróbki dla piłowania przedstawia rysunek poniżej:
16. Norma czasu pracy
Norma czasu pracy jest to technicznie uzasadniona ilość czasu niezbędna dla wykonania
określonego zakresu pracy w danych warunkach techniczno-organizacyjnych zakładu, przez
określoną liczbę wykonawców o określonych kwalifikacjach. Norma czasu pracy dotyczy
najczęściej operacji.
n
t
t
T
j
pz
+
=
gdzie: T – norma czasu, t
pz
– czas przygotowawczo-zakończeniowy, n – liczba sztuk, t
j
– czas
jednostkowy.
Czas przygotowawczo-zakończeniowy jest to czas związany z przygotowaniem do wykonania
operacji technologicznej i jej zakończeniem Czas ten występuje tylko jeden raz na serię
wykonanych przedmiotów.
Czas jednostkowy – suma czasu wykonania i czasu uzupełniającego
u
w
j
t
t
t
+
=
Czas wykonania – czas niezbędny do wykonania jednej sztuki przedmiotu
p
g
w
t
t
t
+
=
Czas główny – czas dokonywania zmian kształtu, struktury powierzchni i innych właściwości (np.
twardości, skład chemiczny) przedmiotów obrabianych.
26
Czas pomocniczy – czas trwania czynności, które towarzyszą zmianą technologicznym i
umożliwiają lub ułatwiają ich realizację, ale tych zmian nie dokonują (np. zamocowanie i
odmocowanie przedmiotu)
Czas uzupełniający – jest to czas na: obsługę i potrzeby fizjologiczne.
f
o
u
t
t
t
+
=
Czas obsługi – jest to czas przeznaczony na czynności związane z organizacją i utrzymaniem
zdolności stanowiska do ciągłej pracy. Obejmuje czas obsługi technicznej i czas obsługi
organizacyjnej.
oo
ot
o
t
t
t
+
=
Czas obsługi technicznej jest czasem przeznaczonym na czynności techniczne związane z
utrzymaniem pełnej sprawności wyposażenia technologicznego (np. wymiana narzędzia).
Czas obsługi organizacyjnej jest przeznaczony na czynności pracownika związane z organizacją
pracy na stanowisku, utrzymaniem czystości i trwałej zdolności roboczej stanowiska.
Czas potrzeb fizjologicznych pracownika składa się z czasu odpoczynku i czasu na potrzeby
naturalne
fn
fo
f
t
t
t
+
=
Czas odpoczynku jest czasem przeznaczonym na odpoczynek od pracy fizycznej lub od natężenia
uwagi.
Czas na potrzeby naturalne wynika z potrzeb naturalnych pracownika.
Ustalona w ten sposób norma czasu jest normą analityczną. Norma te obejmuje czas główny, który
oblicza się na podstawie drogi i posuwu narzędzi oraz wszystkie inne czasy określone na podstawie
doświadczenia i warunków organizacyjnych zakładu. Poniżej pokazane są obliczenia czasów
głównych, do najczęściej stosowanych sposobów obróbki.
Sposób obróbki
Szkic
Wzór obliczeniowy
Toczenie wzdłużne
przelotowe
a)
zewnętrzne
b)
wewnętrzne
i
f
l
l
l
t
n
g
2
1
+
+
=
min
l – długość powierzchni
obrabianej, mm
l
1
– dobieg narzędzi, mm
)
2
5
,
0
(
1
÷
+
=
χ
actg
l
mm
l
2
– wybieg narzędzia, mm
)
5
1
(
2
÷
=
l
mm
a – głębokość skrawania,
mm
χ
- kąt przystawienia w
stopniach
n- liczba obrotów na minutę
f – posuw, mm/obr
i – liczba przejść narzędzia
Toczenie
powierzchni
czołowych
(posuw wzdłużny)
i
f
l
l
t
n
g
1
+
=
min
)
2
5
,
0
(
1
÷
=
l
mm
l
2
= 0
27
Szlifowanie
wgłębne
zewnętrznych
powierzchni
walcowych
a
n
s
t
p
g
=
min
s- naddatek na obróbkę, mm
a – posuw wgłębny na jeden
obrót przedmiotu, mm
n
p
–
liczba
obrotów
przedmiotu na minutę
Wiercenie otworu
nieprzelotowego
i
fn
l
l
t
g
1
+
=
min
)
2
5
,
0
(
2
1
÷
+
=
χ
ctg
d
l
mm
l
2
= 0
f- posuw, mm/obr
n - obr/min
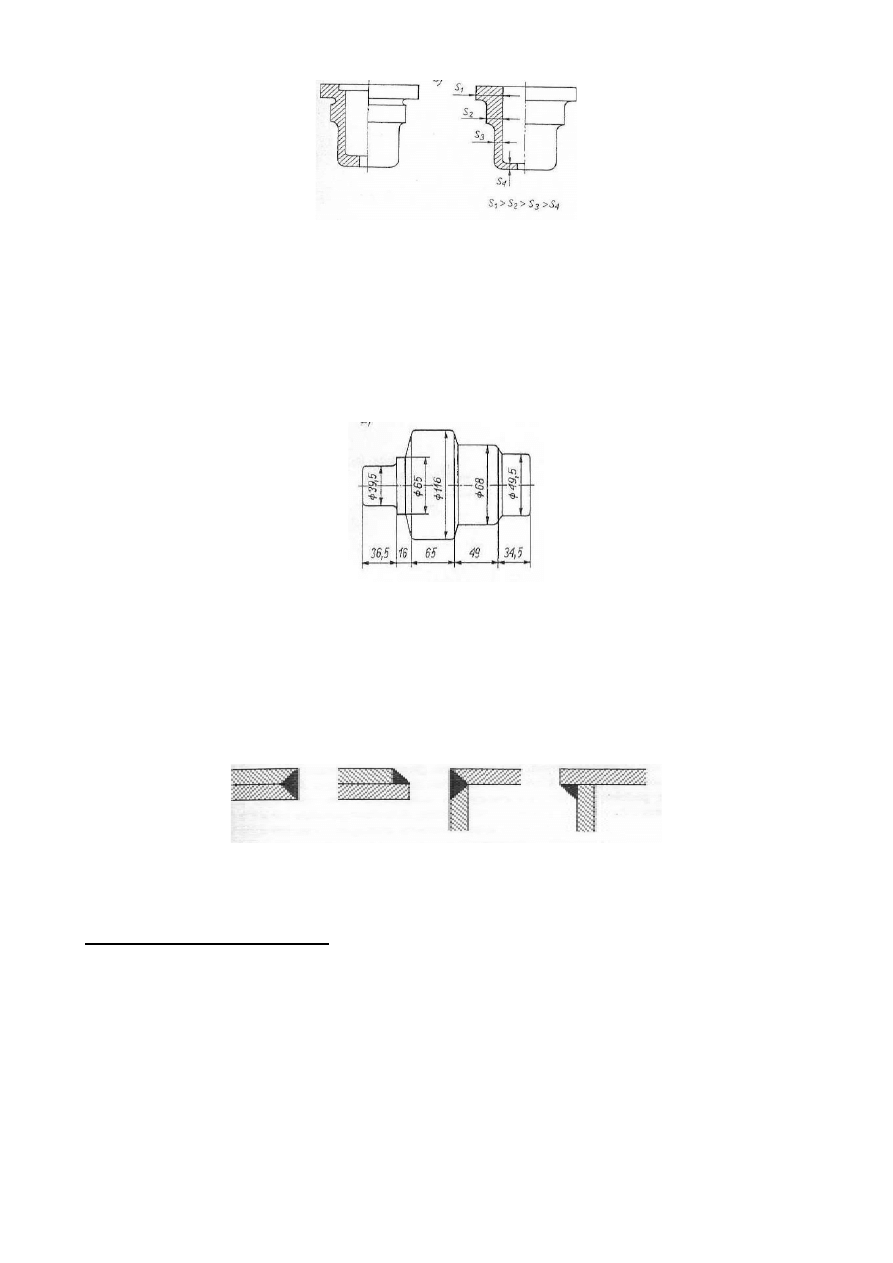
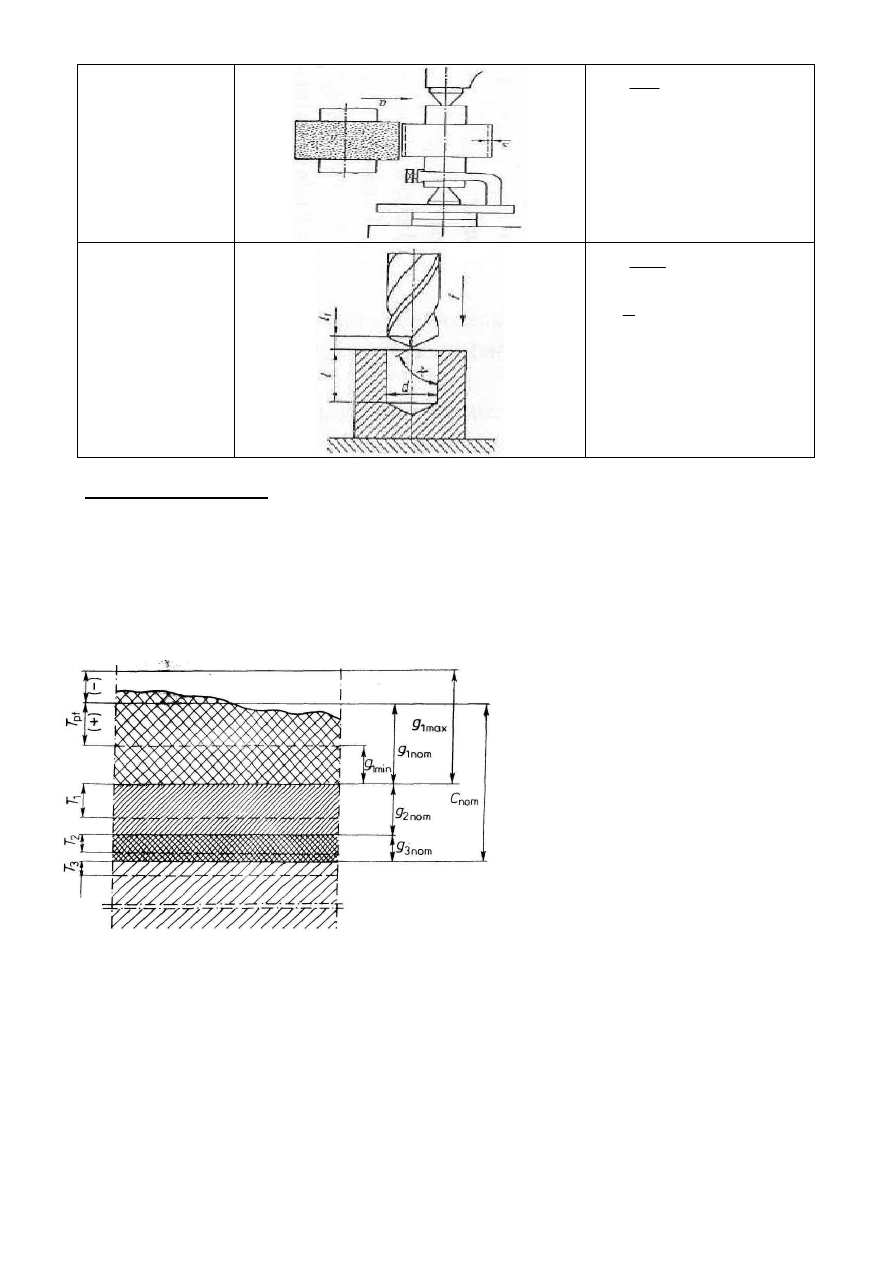
17. Naddatki na obróbkę
Naddatek całkowity na obróbkę jest określony grubością warstwy usuwanej w procesie obróbki.
Naddatek kompensuje: błędy wymiarowo-kształtowe, wady powierzchniowe i podpowierzchniowe
wynikające z niedokładności metod oraz urządzeń technologicznych. Naddatek całkowity jest
różnicą wymiaru półfabrykatu i wymiaru gotowej części. Minimalna wartość naddatku jest
określoną sumą wartości błędów oraz grubości warstw wadliwych i zależy od stosowanych metod,
środków i warunków technologicznych. Tolerancja wymiaru półfabrykatu jest jednocześnie
tolerancją wymiaru naddatku całkowitego na obróbkę oraz naddatku na pierwszą operację.
Rys. Struktura naddatku całkowitego
Tpf , T1, T2 i T3 – odpowiednio wartości
tolerancji wymiarowo-kształtowych półfabrykatu,
obórki zgrubnej, kształtującej i wykańczającej.
g1, g2, g3 – naddatki na obróbkę zgrubną,
kształtującą i wykańczającą
Naddatek operacyjny jest określony
grubością
warstwy
g
obejmującej
wadliwość powierzchni i materiału,
usuwanej w takcie operacji. Wartość
naddatku
operacyjnego
określa
się
różnicą wymiarów otrzymanych w dwóch
kolejnych
operacjach.
Tolerancja
wymiaru naddatku operacyjnego jest tolerancją operacyjnego wymiaru nominalnego danej
powierzchni, odniesioną w głąb materiału obrabianego.
Naddatek całkowity na obróbkę jest zatem sumą algebraiczną naddatków operacyjnych.
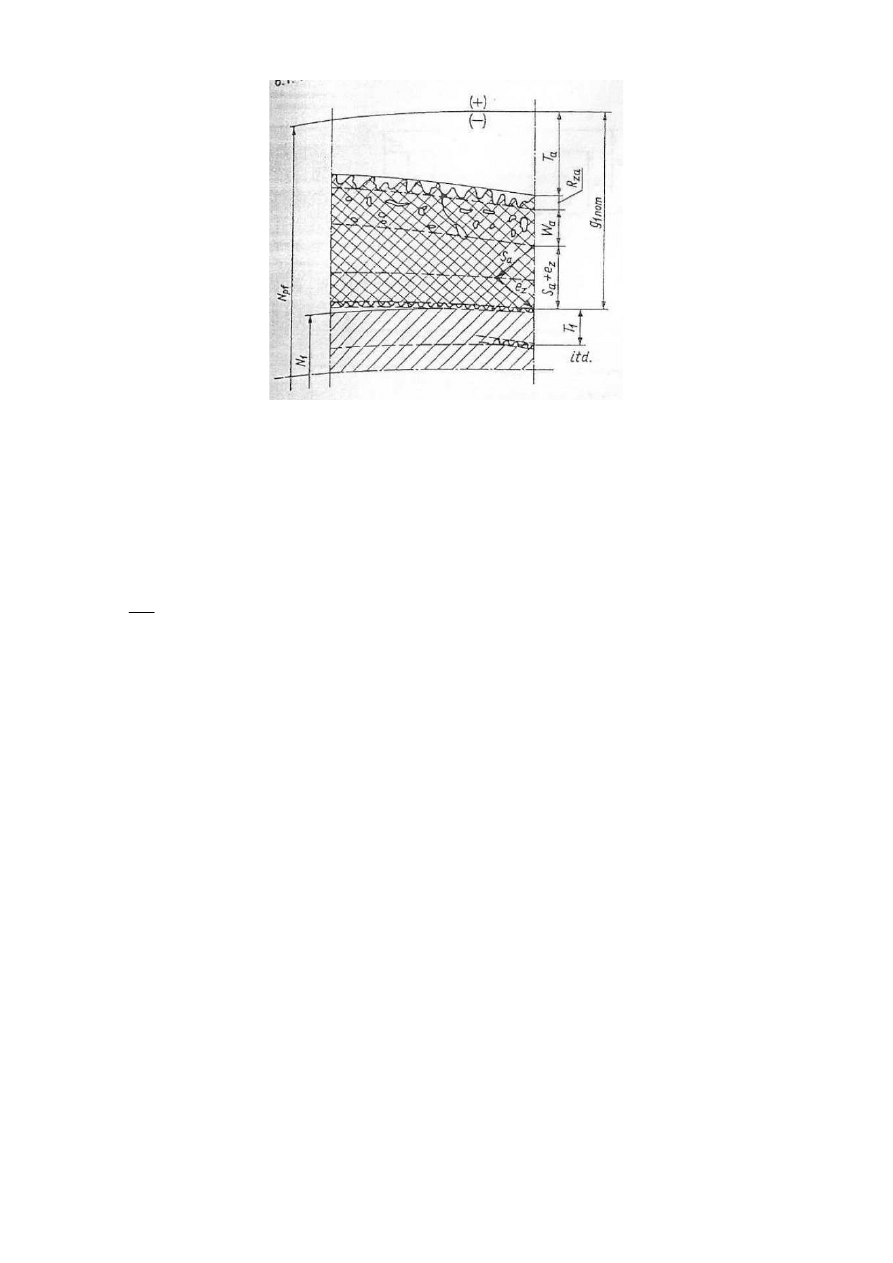
28
Rys. Struktura naddatku operacyjnego na powierzchni zewnętrznej.
Naddatek na przecinanie to strata technologiczna materiału przecinanego o wartości równej
szerokości szczeliny przecięcia powiększona o wartość bicia powierzchni czołowych
otrzymywanych w procesie przecinania.
Odpad na uchwycenie – jest stratą technologiczną materiały przy odcinaniu z pręta (rury)
zamocowanego w uchwycie ostatnio półwyrobu. Jest on konieczny do uchwycenia przedmiotu w
czasie obróbki.
Obliczenie liczby niezbędnych operacji obróbkowych
Liczbę niezbędnych operacji obróbkowych można określić, ustalając wskaźnik K
o
wymaganego
wzrostu dokładności powierzchni w wyniku obróbki
T
T
K
pf
o
=
, gdzie: T
pf
– wartość tolerancji półfabrykatu (półwyrobu), T – wartość tolerancji
wymiaru maksymalnej średnicy zewnętrznej gotowej części.
Szacunkowo:
jeden rodzaj obróbki, (np. kształtująca)
dwa rodzaje obróbki (np. kształtująca i wykończeniowa)
trzy rodzaje obróbki,
cztery i więcej rodzajów obróbki.
Wyznaczanie wielkości naddatków w przypadku dużych programów
produkcyjnych:
1.
Obliczenie wskaźnika K
o
wzrostu dokładności (tolerancja półfabrykatu i tolerancja wymiaru
końcowego)
2.
Na podstawie wartości wskaźnika K
o
i warunków produkcyjnych obliczenie liczby operacji,
zabiegów i przejść (na tej podstawie: liczby i rodzaje naddatków).
3.
Obliczenie wartości nominalnej naddatku operacyjnego na pierwszą operację, z
wykorzystaniem normatywów spodziewanych błędów półfabrykatów i błędu ustalenia
części obrabianej w pierwszej operacji.
4.
Obliczenie wartości nominalnych naddatków operacyjnych dla kolejnych operacji
(zabiegów).
Cenną pomocą dla technologów są tablice normatywów. Normatywy przypisują stanowisku pracy
(lub
grupie
stanowisk)
standardowe
(ekonomiczne):
wartości
tolerancji
wymiarów
technologicznych, głębokości warstw wadliwych, wysokości chropowatości powierzchni, błędy
odchyleń przestrzennych i błędy ustalenia części obrabianych. Normatywy naddatków
operacyjnych zawierają wartości naddatków dla określonego sposobu obróbki (lud stanowiska
pracy).
Jednostkowa norma zużycia materiału Nd określa dopuszczalne zużycie materiału na jednostkę
wyrobu. Jednostkową normę zużycia Nd (masa lub objętość) oblicza się wykorzystując rysunek
konstrukcyjny i opracowany proces technologiczny, doliczając do masy (objętości) netto gotowej
części sumy wszystkich naddatków technologicznych.
200
200
50
50
10
10
>
≤
<
≤
<
≤
o
o
o
o
K
K
K
K
29
Dobór właściwych wartości naddatków jest trudny i należy do podstawowych zadań technologa.
Wartości naddatków całkowitych dla odlewów i odkuwek, przyjmuje się często korzystając z
normatywów EN, ISO. Dla półfabrykatów hutniczych technolodzy opracowują normy zakładowe.
Zbyt małe wartości naddatków powodują zwiększenie liczby wadliwych części. Zbyt duże wartości
naddatków powodują: wzrost kosztów wytwarzania (narzędzia, czas, energia, …), zmniejszenie
wydajności, zwiększenie kosztu materiału.
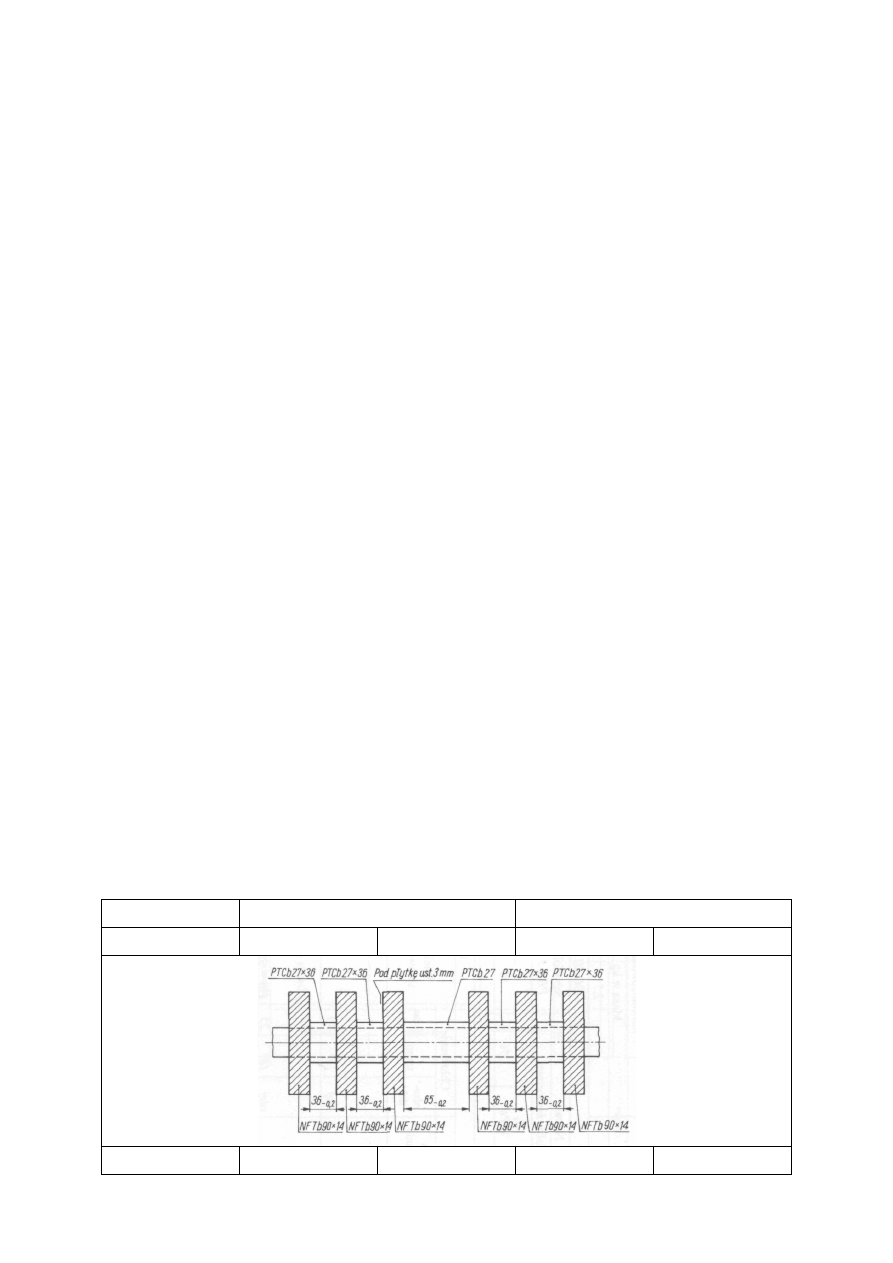
18.Projektowanie procesu technologicznego części klasy wał.
Części maszyn klasy wał występują powszechnie w każdej maszynie i w każdym urządzeniu.
Należą one do elementów technologicznie najprostszych. Procesy technologiczne wałów są
związane przede wszystkim z operacjami toczenia i szlifowania walcowych powierzchni
zewnętrznych, jak również z innymi operacjami dokonywanymi na tych powierzchniach jak:
wykonywanie rowków wypustowych, wielowypustowych, gwintów, otworów poprzecznych.
Wymagania obróbkowe dla części klasy wał dotyczą otrzymania odpowiedniej chropowatości,
klasy dokładności i wzajemnego położenia poszczególnych powierzchni, w tym przede wszystkim
współosiowości czopów. Wymagania te są obecnie bardzo duże. Parametr chropowatości R
α
dla
czopów osiąga nawet 0,32 µm, a dla urządzeń bardzo dokładnych nawet
01
,
0
04
,
0
÷
µ; czopy należy
wykonać najczęściej w klasie dokładności szóstej, a nawet piątej. Współosiowość czopów
dokładnych, nawet jeżeli nie była narzucona na rysunku konstrukcyjnym, musi być zachowana w
dość ścisłych tolerancjach.
Technologiczność konstrukcji części klasy wał
Analiza technologiczności konstrukcji jest zawsze opłacalna, gdyż umożliwia uproszczenie procesu
technologicznego i skrócenie czasu wykonania operacji. Na technologiczność konstrukcji mają
wpływ najczęściej drobne elementy, które w sumie mogą dosyć znacznie zaważyć na całym
procesie. Najważniejsze wytyczne dotyczące technologiczności konstrukcji wałów są następujące:
•
Gdy na półfabrykat przewiduje się pręt walcowany, wał powinien być tak zaprojektowany,
aby objętość materiału przetworzonego w wióry była jak najmniejsza.
•
Przejścia z jednej średnicy wału w drugą powinny być tak zaprojektowane, aby powstawały
one samoczynnie w wyniku toczenia znormalizowanym narzędziem.
•
Powierzchnie stożkowe na wale powinno się tak projektować, aby pozostał swobodny
dobieg i wybieg narzędzia.
•
Należy unikać wykonania w wale krótkich otworów osiowych, gdyż otwory takie wymagają
usunięcia nakiełka i w związku z tym obórka ich może być wykonana jako końcowa
operacja procesu technologicznego.
•
Rowki wpustowe, jeśli znajdują się one na różnych powierzchniach wału stopniowego,
należy projektować o równiej szerokości.
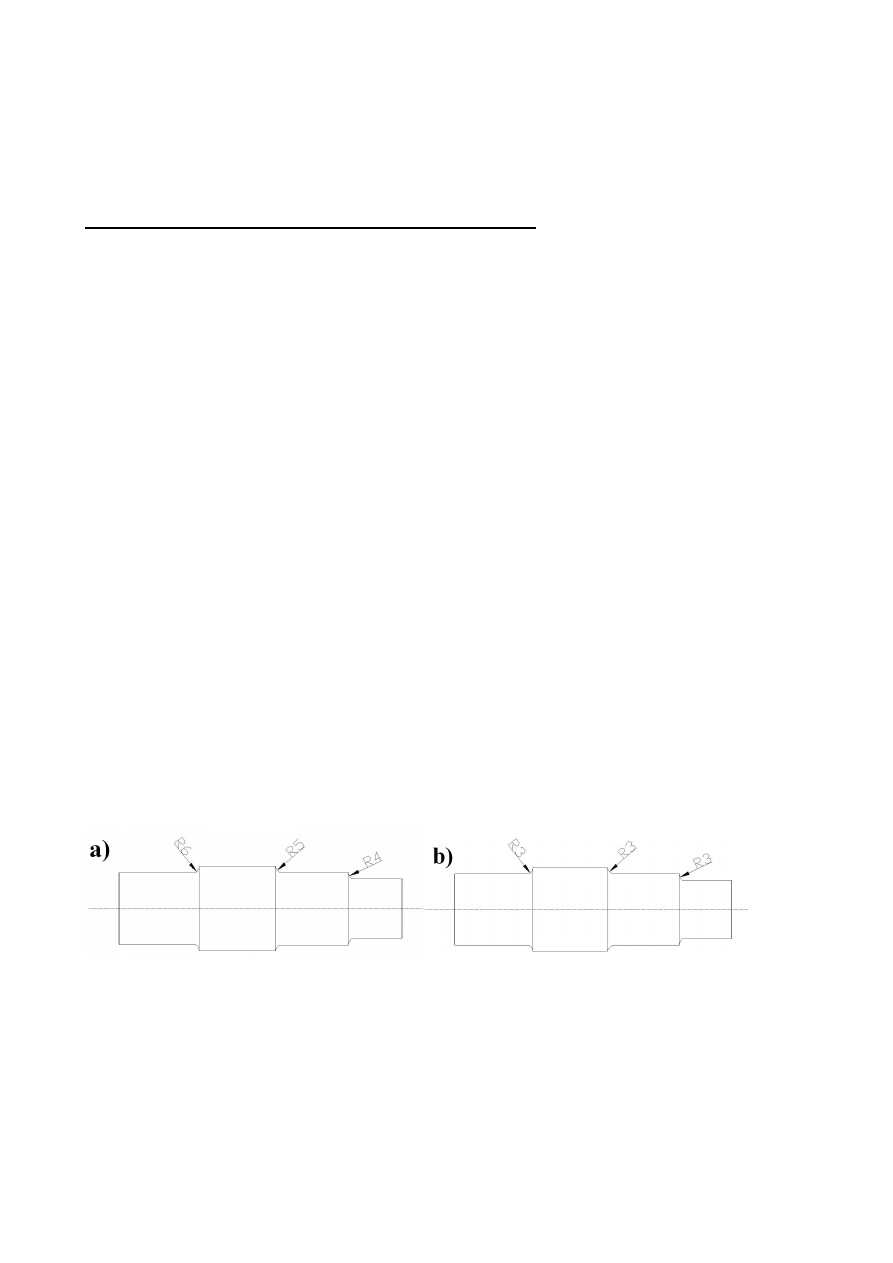
Rys. Wał wielostopniowy: a) konstrukcja nietechnologiczna, b) konstrukcja technologiczna
Rysunek a) przedstawia skrajny i nietechnologiczny przypadek, gdzie każde przejście jest
wykonywane narzędziem o innym promieniu. Jeżeli przejście promieniem jest konieczne, to należy
w miarę możliwości ustali jeden promień, tak aby obróbkę wszystkich czopów wykonywać jednym
narzędziem – rys. b)
Na prawie każdy wale wielostopniowym występują rowki wpustowe. W przypadku większej ich
liczby należy dobierać rowki o jednakowej szerokości, gdyż takie rozwiązanie umożliwia
wykonanie ich w jednej operacji, bez potrzeby wymiany narzędzi.
Półfabrykaty na części klasy wał
Najczęściej stosowanym półfabrykatem na części klasy wał jest materiał prętowy. Dotyczą to
zgłasza produkcji jednostkowej i małoseryjnej. Mogą to być zarówno pręty walcowe, jak i pręty
ciągnione. O wyborze jednego z nich decyduje konkretne zadanie obróbkowe. Do wałów
30
stopniowych, przy znacznych uskokach poszczególnych stopni, powinno się przewidywać odkuwki,
które – w zależności od wielkości serii i wymiarów wału – mogą być swobodne lub matrycowe.
Wśród części maszyn klasy wał odlewy są rzadko spotykane.
Podział części klasy wał
W grupie wałów można wyodrębnić następujące typy: wał stopniowy, wał stopniowy z otworem
(otworami) osiowymi, wał gładki. Dla dwóch pierwszych typów zostaną omówione ramowe
procesy technologiczne. Ramowy proces zależy nie tylko od typu wału, lecz także od jego kształtu i
materiału, a więc od przyjętego półfabrykatu oraz przewidywanej obróbki cieplnej. Stąd dla
określonego typu trudno będzie operować tylko jednym procesem ramowym, trzeba będzie zatem
opierać się na większej ich liczbie.
Proces technologiczny wału stopniowego bez obróbki cieplnej
1.
przecinanie materiału
2.
prostowanie
3.
zakiełkowanie
4.
obróbka zgrubna
5.
obróbka kształtująca
6.
toczenie powierzchni stożkowych i kształtowych
7.
frezowanie rowków wpustowych
8.
wykonanie wielowypustków
9.
wykonanie gwintów na zewnętrznych powierzchniach walcowych
10.
wykonanie otworów poprzecznych
11.
obróbka wykańczająca
12.
obróbka bardzo dokładna
13.
kontrola jakości
14.
wykonanie otwory (otworów) osiowego
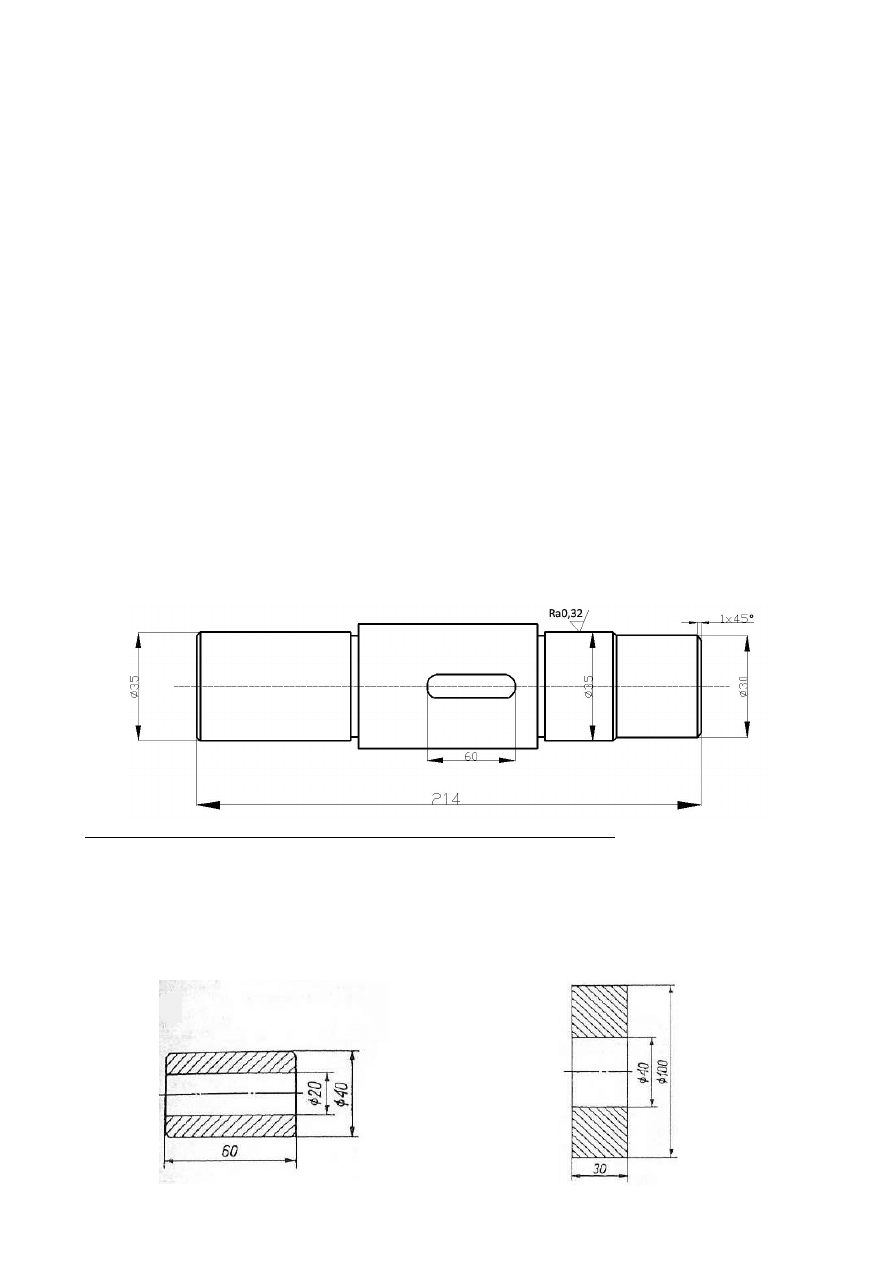
Przykładowy wał stopniowy
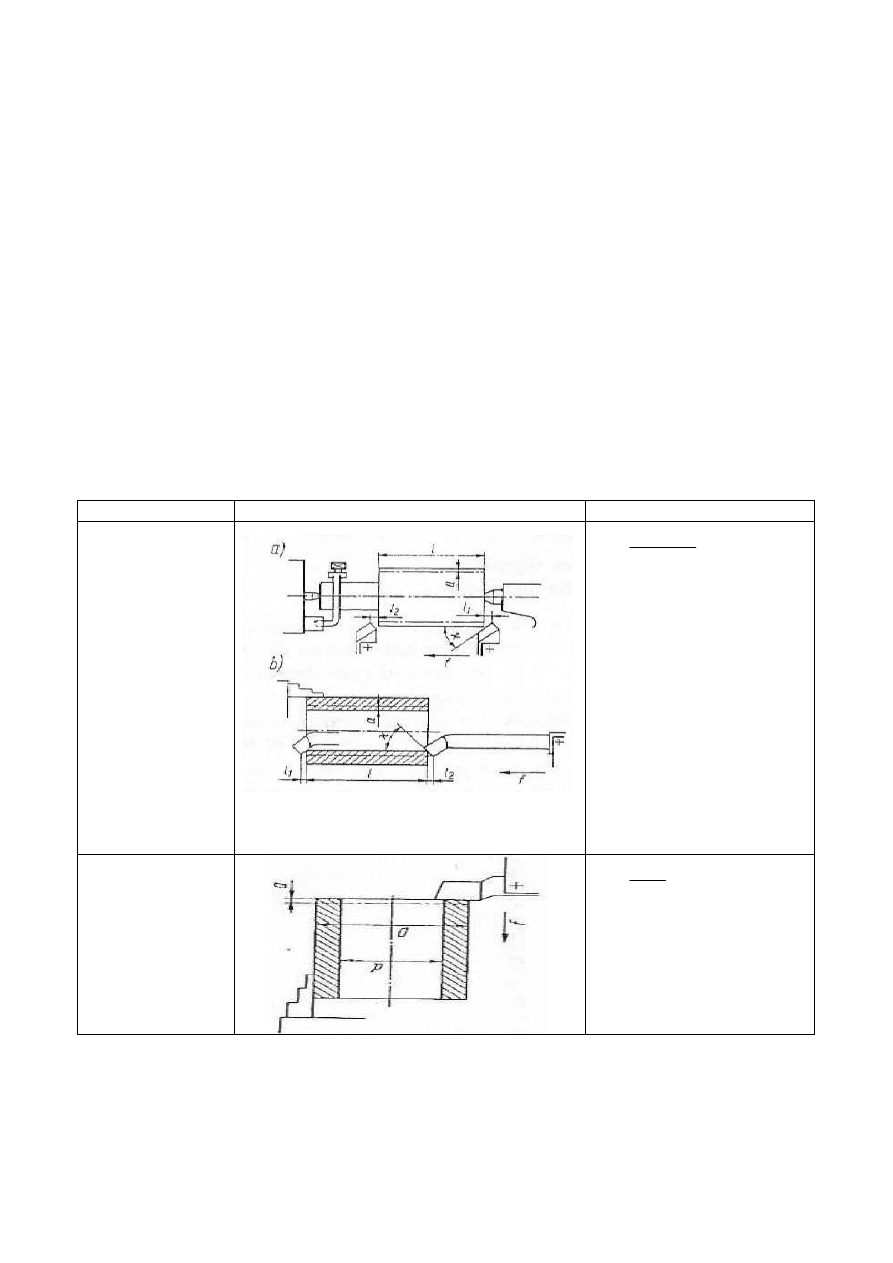
19. Projektowanie procesu technologicznego części klasy tuleja i tarcza.
W częściach klasy tuleje i tarcze najczęściej należy obrabiać wewnętrzne i zewnętrzne
powierzchnie walcowe. Tuleje i tarcze o małych wymiarach wykonuje się z pręta przy jednym
zamocowaniu. Innym sposobem, najczęściej spotykanym w praktyce jest wykonanie w pierwszej
bądź w pierwszych operacjach otworu na gotowo i następnie, bazując na otworze prowadzi się
obróbkę kształtującą i wykańczającą powierzchni zewnętrznych. Do ustalenia przedmiotu na
otworze stosuje się najczęściej trzpień tokarski stały lub rozprężny.
Rys. Część klasy tuleja
Rys. Część klasy tarcza
31
Ramowy proces technologiczny tulei i tarczy z bazowaniem na otworze:
· obróbka zgrubna lub zgrubna i kształtująca powierzchni zewnętrznej i wykonanie otworu
wstępnie lub na gotowo
- nawiercanie(wykonanie wgłębienia w osi przedmiotu odpowiednio zaszlifowanym
wiertłem)
- wiercenie
- wytaczanie zgrubne(głównie w produkcji małoseryjnej, wytacza się otwory nożami
osadzonymi w wytaczadłach na tokarkach wielonarzędziowych)
Rys. Prawidłowo wykonanie nawiercanie
Rys. Wytaczanie otworu nożem osadzonym w
wytaczadle
- pogłębianie
· obróbka wykańczająca otworu
- rozwiercanie
- wytaczanie
- przeciąganie
- szlifowanie
Rys. obróbka otworu dokładnego
a)nawiercanie
b)wiercenie
c)wytaczanie kształtujące
d)rozwiercanie wykańczające wstępne
e)rozwiercanie wykańczające
- wiercenie na obrabiarkach do długich otworów
· obróbka rowka wpustowego lub wielowypustu w otworze
- dłutowanie na dłutownicy
- przeciąganie
· obróbka kształtująca powierzchni zewnętrznej z bazowaniem na otworze
· frezowanie rowków wpustowych na powierzchniach zewnętrznych
· wykonanie wielowypustów
· wykonanie gwintów
- nacinanie gwintów gwintownikami
- nacinanie gwintów głowicami gwinciarskimi
- nacinanie gwintów nożami
- frezowanie gwintów
· wykonanie otworów poprzecznych
· obróbka bardzo dokładna otworu
- obróbki wiórowe- bardzo dokładne wytaczanie
- obróbki ścierne- dogładzanie oscylacyjne, gładzenie, docieranie
- obróbka plastyczna- nagniatanie
· obróbka wykańczająca powierzchni zewnętrznej
· kontrola jakości
32
20. Projektowanie procesu technologicznego części klasy korpus
Dla korpusów o kształtach prostych, w których duży procent powierzchni nie podlega
obróbce i sam półfabrykat nie jest skomplikowany, proces technologiczny można opracować,
zakładając, że półfabrykat w postaci odlewu lub konstrukcji spawanej był oczyszczony i poddany
odprężeniu w celu usunięcia naprężeń odlewniczych lub spawalniczych. W przeciwnym razie,
odprężanie korpusu powinno nastąpić podczas procesu technologicznego, po obróbce zgrubnej,
gdyż wówczas naprężenia znacznie łatwiej się wyzwalają, co zapobiega późniejszym deformacjom
podczas eksploatacji maszyny.
Ramowy proces technologiczny korpusu jednolitego:
· trasowanie
· obróbka zgrubna i kształtująca powierzchni stanowiącej pomocniczą bazę obróbkową
- struganie
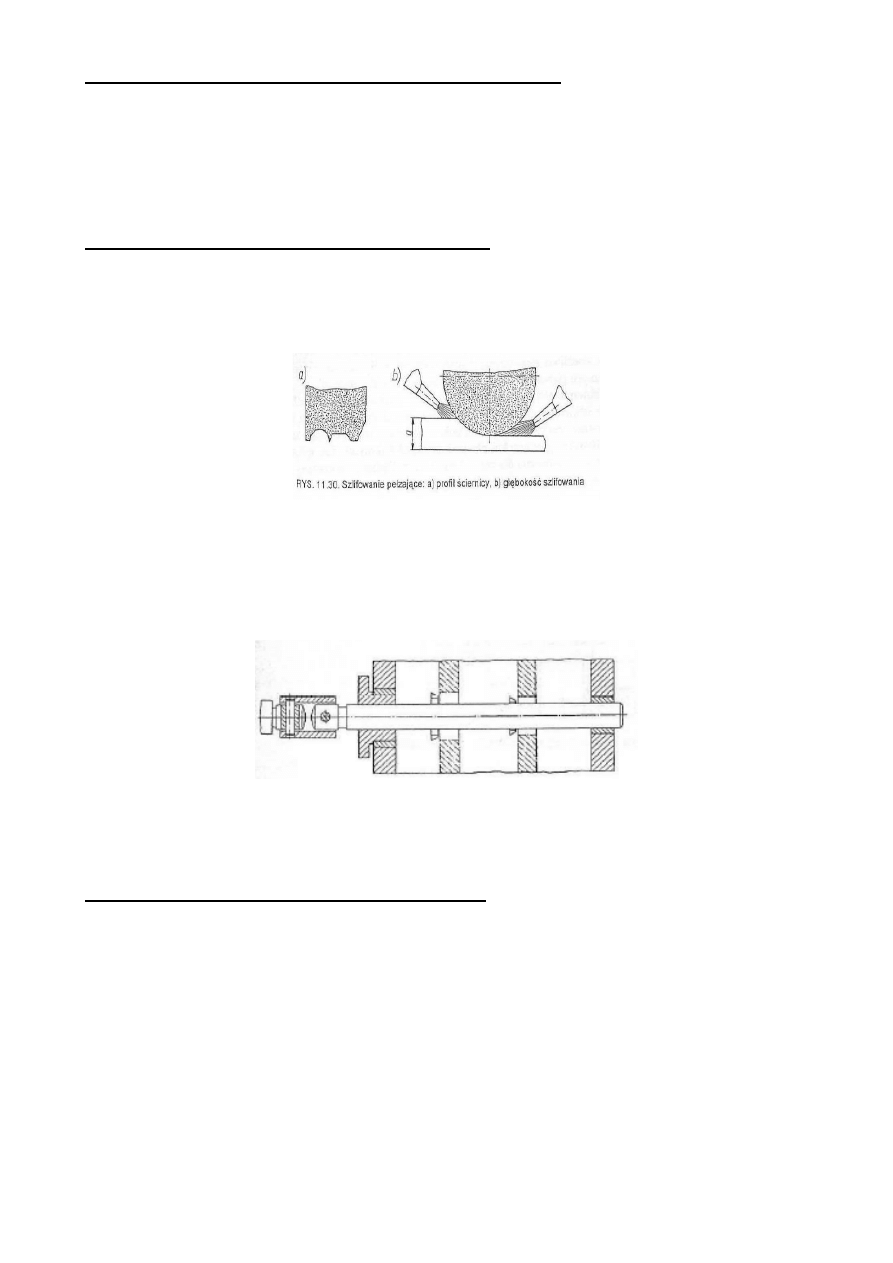
- frezowanie
- szlifowanie(głębokie, taśmami ściernymi)
- przeciąganie
- skrobanie
· obróbka zgrubna i kształtująca powierzchni stanowiącej zasadniczą bazę obróbkową
· obróbka wykańczająca powierzchni stanowiącej zasadniczą bazę obróbkową · wytaczanie
głównych otworów z ustaleniem korpusu na obrobionej bazie obróbkowej
- wytaczanie otworów na wiertarko-frezarkach
Rys. Wytaczanie otworów nożami osadzonymi w wytaczadle
- wytaczanie otworów na centrach obróbkowych
- wytaczanie otworów w liniach obróbkowych
· obróbka powierzchni i nadlewów drugorzędnych
· wiercenie i gwintowanie małych otworów
· kontrola jakości
Ramowy proces technologiczny korpusu dzielonego:
· proces dla części 2 (górnej)
•
trasowanie
•
obróbka zgrubna i kształtująca powierzchni stanowiącej płaszczyznę podziału
•
obróbka wykańczająca powierzchni stanowiącej płaszczyznę podziału
•
wiercenie otworów łączących
· proces dla części 1 (dolnej)
•
trasowanie
•
obróbka zgrubna i kształtująca powierzchni stanowiącej płaszczyznę podziału
•
obróbka zgrubna i kształtująca podstawy
•
obróbka wykańczająca podstawy
•
obróbka wykańczająca powierzchni stanowiącej płaszczyznę podziału
•
wiercenie otworów łączących wg trasy lub przez część 2
33
•
montaż części 1 z częścią 2 – dokładne ustawienie obu części i skręcenie ich śrubami,
wiercenie i rozwiercanie, kołkowanie obu części kołkami ustalającymi, znakowanie
obu części wspólnym numerem
•
wytaczanie głównych otworów
•
obróbka powierzchni i nadlewów drugorzędnych
•
wiercenie i gwintowanie małych otworów
•
kontrola jakości
21. Koszty własne wyrobu
Koszty – wyrażone w pieniądzach, stanowią celowe zużycie składników majątku trwałego, usług
obcych, nakładów pracy oraz niektórych wydatków nie stanowiących zuzycia, ale związanych z
prowadzeniem normalnej działalności przez jednostkę gospodarczą w określonej jednostce czasu.
Z wykonania rachunku kosztów wyrobu można osiągnąć między innymi takie korzyści jak:
- ukształtowanie podstaw do podejmowania ważnych decyzji
- rozpoznanie kosztów dla potrzeb polityki cenowej
- weryfikacja przebiegu procesów produkcyjnych i uzyskiwanych wyników
- modyfikacje strukturalne przedsiębiorstwa na podłożu analizy kosztów.
Odejście od klasycznych rozwiązań stosowanych w produkcji masowej było spowodowane
wprowadzenie do produkcji obrabiarek sterowanych numerycznie i autonomicznych stacji
obróbkowych. Produkcja nastawiała się wtedy głównie na produkcję wyrobów wg napływających
zamówień, czyli Just-in-time (dokładnie na czas), co przynosiło wiele korzyści np.:
- minimalizacja zapasów materiałowych
- skrócenie czasu realizacji zamówień
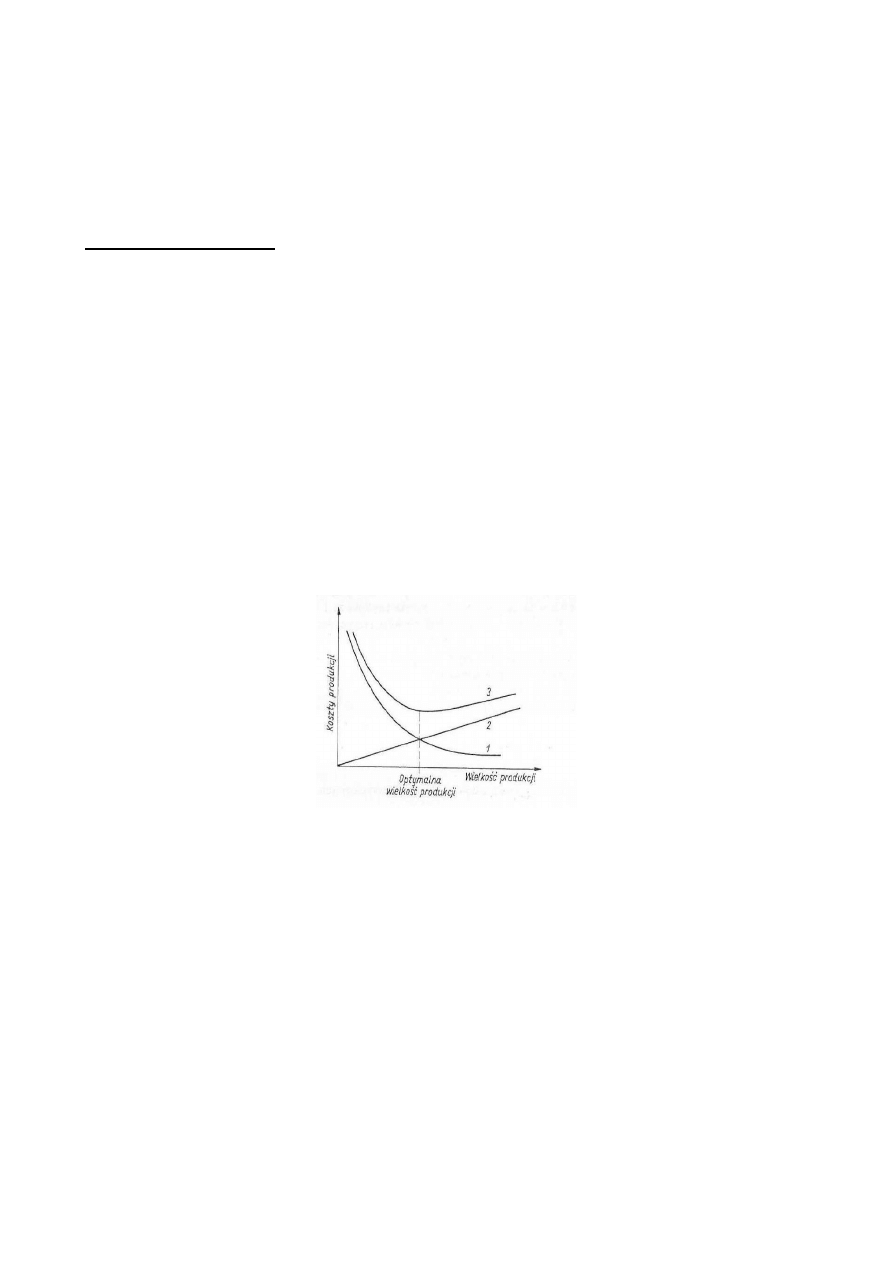
- optymalizacja wielkości produkcji:
Rys. Optymalizacja wielkości produkcji
ź
ródło: M.Feld „Podstawy projektowania procesów technologicznych typowych części maszyn”)
Koszty możemy podzielić na bezpośrednie i pośrednie.
Koszty bezpośrednie – w ich skład wchodzą koszty materiałów określonego produktu oraz koszty
robocizny bezpośredniej. Są one ustalane na podstawie procesów technologicznych i liczby
wykonanych elementów.
Koszty pośrednie – dzielą się na koszty wydziałowe (związane z pracą wydziału, na którym jest
prowadzona
określona
część
procesu
technologicznego),
koszty
ogólnozakładowe
(administracyjno-gospodarcze, ogólno produkcyjne) oraz koszty braków.
Obliczanie składników kosztów:
1)Koszty materiałów podstawowych – wartość materiałów pobranych do produkcji określonego
wyrobu, pomniejszone o wartość odpadów
M=M
1
C
1
(1+N
m
)-M
0
C
0
M
1
- Masa materiału niezbędna do wykonania 1 części
M
0
-masa odpadów i wiórów
C
1
- cena jednostkowa materiału
C
0
-cena jednostkowa odpadów
N
m
-narzuty kosztów materiałowych
2)Koszty robocizny bezpośredniej – są to płace i ubezpieczenia pracowników produkcyjnych:
R=(t
j
S
0
+t
pz
S
u
)S
soc
34
t
j
-czas jednostkowy wykonania określonej operacji
S
0
-godzinowa stawka pracownika
t
pz
-czas przygotowawczo-zakończeniowy
S
soc
-współczynnik uwzględniający koszty socjalne
3)Koszty spowodowane brakami – wyznacza się na podstawie prowadzonej statystyki
zakładowej. Koszty braków odniesione do jednej dobrej części:
B=(W
B
*b/100)/(1-b/100)
W
B
-przeciętna wartość 1 półfabrykatu zabrakowanego oraz koszt robocizny bezpośredniej
b-procent braków
4)Koszty ruchu maszyn i urządzeń produkcyjnych – składają się z
-kosztów pracy narzędzi-koszt pracy narzędzia w ciagu godziny K
N
, uwzględniając pierwotną
wartość narzędzia K
np
, liczbę ostrzeń n
os
, koszt 1 ostrzenia k
ns
oraz ekonomiczny okres trwałości
ostrza T
o
K
N
=(K
np
+n
os
k
ns
)/[T
o
*(n
os
+1)]
-kosztów napędu obrabiarki-koszt napędu 1 obrabiarki w ciągu 1 godziny jej pracy K
n
. Koszt ten
ujmuje koszt energii elektrycznej pobieranej przez wszystkie silniki zainstalowane w obrabiarce.
Wzór to:
K
n
=NM
s
[hS
1
+(f
d
-h)S
2
/f
d
]
N-moc nominalna silników zainstalowanych na obrabiarce
W
s
-współczynnik średniego wykorzystania mocy znamionowej silników obrabiarki
f
d
-dysponowany roczny fundusz czasu pracy obrabiarki minus czas przestojów
S
1
-stawka taryfowa za 1 kWh w okresie szczytu
S
2
-stawka taryfowa za 1 kWh w pozostałych godzinach
h-liczba godzin pracy obrabiarki w roku, przypadający na pracę w godzinach szczytu
-kosztów remontów-związane z konserwacją i remontami, bez remontów kapitalnych. Wartość tego
kosztu oblicza się na podstawie cyklu remontowego i jego długości.
-kosztów amortyzacji obrabiarek-obliczamy ze wzoru:
K
a
=W(a/100)
W-koszt nabycia obrabiarki
a-roczna stawka odpisów amortyzujących
5)Koszty ogólnowydziałowe-składają się z:
-kosztów amortyzacji budynku:
K
b
=FylB(a/100)
F-powierzchnia zajmowana przez obrabiarkę
y-stosunek powierzchni produkcyjnej i pomocniczej zajmowanej przez obrabiarkę
l-średnia wysokość hali
B-kubaturowy wskaźnik kosztów z uwzględnieniem kosztu instalacji elektrycznych, wodno-
kanalizacyjnych oraz wentylacji
a-stawka amortyzacyjna
-kosztów oświetlenia-koszty za energię elektryczną zużywaną do oświetlenia powierzchni
pomocniczej i produkcyjnej obrabiarki oraz opłaty stałe podłączonych transformatorów
-kosztów ogrzewania-koszty przypadające umownie na stanowsko zajmujące określoną
powierzchnię budynku
6)Koszty ogólnozakładowe K
og
-pewien procent kosztów wytwarzania(koszty robocizny
zasadniczej R
z
oraz koszty wydziałowe K
w
)
K
og
=k(R
z
+K
w
)
k-przyjęty procent
22.Proces technologiczny oczyszczania ścieków.
Oczyszczanie ścieków - proces technologiczny polegający na usuwaniu ze ścieków zanieczyszczeń
i osadów oraz substancji w nich rozpuszczonych, koloidów i zawiesin.
Przy niewielkim obciążeniu zanieczyszczeniami oczyszczanie dokonuje się samoistnie w wodach
naturalnych, zwłaszcza w rzekach (samooczyszczanie wód). W przypadku zbyt dużego
zanieczyszczenia wód niezbędny jest udział oczyszczalni ścieków.

35
Procesy mechanicznego oczyszczania ścieków:
-rozdrabnianie,
-cedzenie,
-sedymentacja - osadzanie się, pod wpływem ciężkości, materiałów niesionych przez wodę
-flotacja - wypływania cząstek lżejszych od cieczy na jej powierzchnię, tworząc błonę lub kożuch
-odwirowanie,
-odświeżanie - polega na napowietrzaniu w trakcie przepuszczania przez kanały dopływowe i
piaskowniki
Urządzenia wykorzystywane w mechanicznym oczyszczaniu ścieków:
-kraty i sita – służą do usuwania ze ścieków zanieczyszczeń występujących w postaci substancji
stałych o dużych rozmiarach; krata jest to rząd metalowych prętów, ustawionych w postaci
palisady, pochyło lub pionowo w poprzek kanału, którym płyną ścieki
-piaskowniki - stosuje się je do usuwania ze ścieków ziarnistych zanieczyszczeń mineralnych (tj.
popiół, węgiel, piasek); urządzenia te są budowane w postaci koryt lub komór, w których opadają
cząsteczki piasku, wytrącone w czasie przepływu ścieków
-osadniki - służą do usuwania ze ścieków zawiesin o gęstości większej od gęstości cieczy; są to
odkryte zbiorniki o specjalnych kształtach, wyposażone w urządzenia doprowadzania i
odprowadzania ścieków oraz do usuwania osadów zatrzymanych na dnie
-flotatory (odtłuszczacze) - ich zadaniem jest usuwanie takich zanieczyszczeń jak tłuszcze i oleje,
które mają mniejszy ciężar właściwy od ścieków. Zazwyczaj jest to zbiornik, jedno lub
kilkukomorowy, w którym następuje zmniejszenie prędkości przepływu ścieków, dzięki czemu
lżejsze tłuszcze i oleje wypływając na powierzchnię mogą zostać usunięte.
W większości oczyszczalni ścieków proces mechanicznego oczyszczania ścieków nie może
występować samodzielnie z uwagi na niewystarczający stopień oczyszczania ścieków. Metody
mechaniczne mogą zapewnić redukcję zawiesin jedynie w granicach 60-70%
Fizykochemiczne procesy oczyszczania ścieków
Z jednej strony są określane jako pośredni stopień między oczyszczaniem mechanicznym a
biologicznym, a z drugiej strony są dopełnieniem procesów biologicznych i zakończeniem procesu
oczyszczania (jak np. w przypadku chlorowania)
Wyróżnia się 2 podstawowe procesy oczyszczania fizykochemicznego:
Koagulacja – proces polegający na łączeniu się cząstek fazy rozproszonej koloidu w większe
agregaty tworzące fazę ciągłą o nieregularnej strukturze. Jako koagulanty stosuje się zwykle chlorki
i siarczany żelazowe i żelazawe oraz siarczan glinu i wapno, neutralizujące kwasy nieorganiczne i
organiczne. W wyniku neutralizacji następuje wytrącanie nierozpuszczalnych soli i wskutek tego
zmniejszanie ładunku zanieczyszczeń.
Flokulacja - końcowy, wspomagający etap niektórych rodzajów koagulacji tj. wypadania osadu z
koloidów. Koloidy łączą się w duże agregaty, które w widoczny sposób wypadają z mieszaniny
tworząc osad lub mętną zawiesinę.
Ujemną stroną tych procesów jest powstawanie dużej ilości osadów, głównie o charakterze
nieorganicznym. Koagulacja i flokulacja stosowana jest najczęściej do oczyszczania ścieków
przemysłu włókienniczego, garbarskiego, chemicznego i innych, niekiedy jako proces wstępny
przed oczyszczaniem biologicznym.
Do procesów fizykochemicznych zaliczamy również stosowanie wszelkiego rodzaju środków
chemicznych do usuwania ze ścieków substancji nie ulegających biologicznemu rozkładowi.
Jednym z najczęściej stosowanych procesów jest:
-Chlorowanie – cel: unieszkodliwienie bakterii chorobotwórczych i usunięcie przykrej woni ze
ścieków. Stosowane prawie na każdej sztucznej pływalni aby woda nie mogąca ulec
samooczyszczeniu z powodu braku jakichkolwiek roślin czy zwierząt wodnych nie stała się
ściekiem.
-Sorpcja – łączenie się jednej substancji z inną - stosowana m. in. do wydzielenia ze ścieków
substancji stałych, które nie mogły być usunięte same przez zwykłe mechaniczne klarowanie, oraz
do wydzielenia ze ścieków substancji organicznych, koloidalnych i związków rozpuszczalnych, a
przede wszystkim soli metali ciężkich.

36
-Zobojętnianie – zobojętnianie kwasów bądź zasadowy odczyn ścieku. Sposoby zobojętnienia
ścieków: wymieszanie ścieków kwaśnych z zasadowymi; zneutralizowanie ich odpowiednimi
chemikaliami, czy przepuszczenie przez filtry wypełnione np. CaCO
3
MgO jak w przypadku
zobojętniania ścieków kwaśnych.
Chemikalia stosowane w oczyszczalniach:
- PIX – najczęściej stosowany; usuwa fosfor, siarkowodór, polepsza fermentację, zagęszczanie
osadów i często pomaga w stabilizacji procesów nitryfikacji oraz denitryfikacji
- Polimery
- Blendy żelazowe, glinowe, PAX - zwalczają bakterie nitkowate, które powodują pogarszanie
indeksu osadu, powstawanie kożucha itp
-Koagulanty żelazowo-glinowe (Fe
2+
, Fe
3+
- Al.)
BHP przy uzdatnianiu wody i oczyszczaniu ścieków
Uzdatnianie wody i oczyszczanie ścieków wymaga stosowania środków chemicznych. Często
niezbędne jest stosowanie bardzo silnych chemikaliów. Jednak trzeba pamiętać, że woda po takiej
„kuracji” musi spełniać nadawać się do wykorzystania. Dlatego bardzo istotne jest dokładne
przestrzeganie wszystkich zasad bhp przy stosowaniu środków chemicznych do uzdatniania wody i
oczyszczania ścieków.
Zasady bezpieczeństwa i higieny pracy przy stosowaniu środków chemicznych do uzdatniania
wody i oczyszczania ścieków reguluje rozporządzenie Ministra Gospodarki Przestrzennej i
Budownictwa z 27 stycznia 1994 r. (Dz. U. z 1994 r., Nr 21, poz. 73).
Biologiczne metody oczyszczania ścieków
Podstawowym celem biologicznego oczyszczania ścieków jest usunięcie ze ścieków biologicznie
rozkładalnych zanieczyszczeń. Do tego celu wykorzystuje się mikroorganizmy tworzące
utwierdzoną biomasę (złoża biologiczne), lub populacje mikroorganizmów zawieszone w toni
ścieków (metody osadu czynnego).
-Złoże biologiczne stanowi stos tłuczonych kamieni, żużlu, koksu, a nawet elementów z tworzyw
sztucznych. Zasada działania złoża biologicznego polega na tym, że mechanicznie oczyszczone
ścieki przepuszcza się przez dobrze napowietrzoną warstwę kruszywa, stanowiącego wypełnienie
złoża biologicznego. Powierzchnia kruszywa pod wpływem działania ścieków pokrywa się błoną
biologiczną. Procesy biochemiczne polegają na bezpośrednim, enzymatycznym utlenianiu
substancji organicznej oraz syntezie komórek drobnoustrojów tworzących błonę biologiczną.
-Napowietrzanie ścieków wymieszanych z osadem czynnym, którym są mikroorganizmy
zawieszone w toni w postaci gąbczastych kłaczków. Najpierw następuje zatrzymanie części
zanieczyszczeń przez mikroorganizmy - bakterie tlenowe (aerobowe), a następnie bezpośrednie
utlenianie ich przy udziale enzymów zawartych w ściekach, w wyniku czego powstaje woda i
dwutlenek węgla, pozostała część jest asymilowana i wykorzystywana do przyrostu żywej masy
mikroorganizmów.
Na dzisiejsze możliwości techniczne całkowite oczyszczanie ścieków może sięgnąć maksymalnie
90%. Jest to wystarczający stopień czystości aby woda była zdatna do picia, jednak ciągle trwają
prace nad udoskonaleniem systemów oczyszczania ścieków oraz rozbudowy oczyszczalni.
23. Proces technologiczny produkcji wełny mineralnej.
Wełna mineralna zarówno skalna (inaczej: kamienna), jak i szklana produkowane są z surowców
mineralnych. Wełna skalna powstaje z bazaltu podczas wytapiania w temperaturze ponad 1400 °C.
Wełna szklana wytwarzana jest z piasku kwarcowego i stłuczki szklanej wytapianych w
temperaturze około 1000°C. Dodatkowo w procesie produkcji dodawane są inne surowce, takie jak:
gabro, dolomit lub wapień. Stopiony bazalt lub szkło wraz z odpowiednimi dodatkami mineralnymi
tworzą lawę, która następnie transportowana jest rynną do specjalnie zorganizowanego
pomieszczenia, w którym znajduje się maszyna
rozwłókniająca i poddawane są procesowi rozwłókniania. Maszyna rozwłókniająca w swojej
budowie przypomina śmigło lub mieszadło z licznymi łopatkami, które obracają się z bardzo dużą
szybkością. Płynny kamień z rynny zlewowej spływa prosto na te szybko obracające się łopatki,
które rozpryskują go w postaci bardzo drobnych niteczek o średnicy nawet tak małej jak 0,006 mm.
Drobne włókienka szybko zastygają opadając na dno pomieszczenia, gdzie znajduje się transporter.
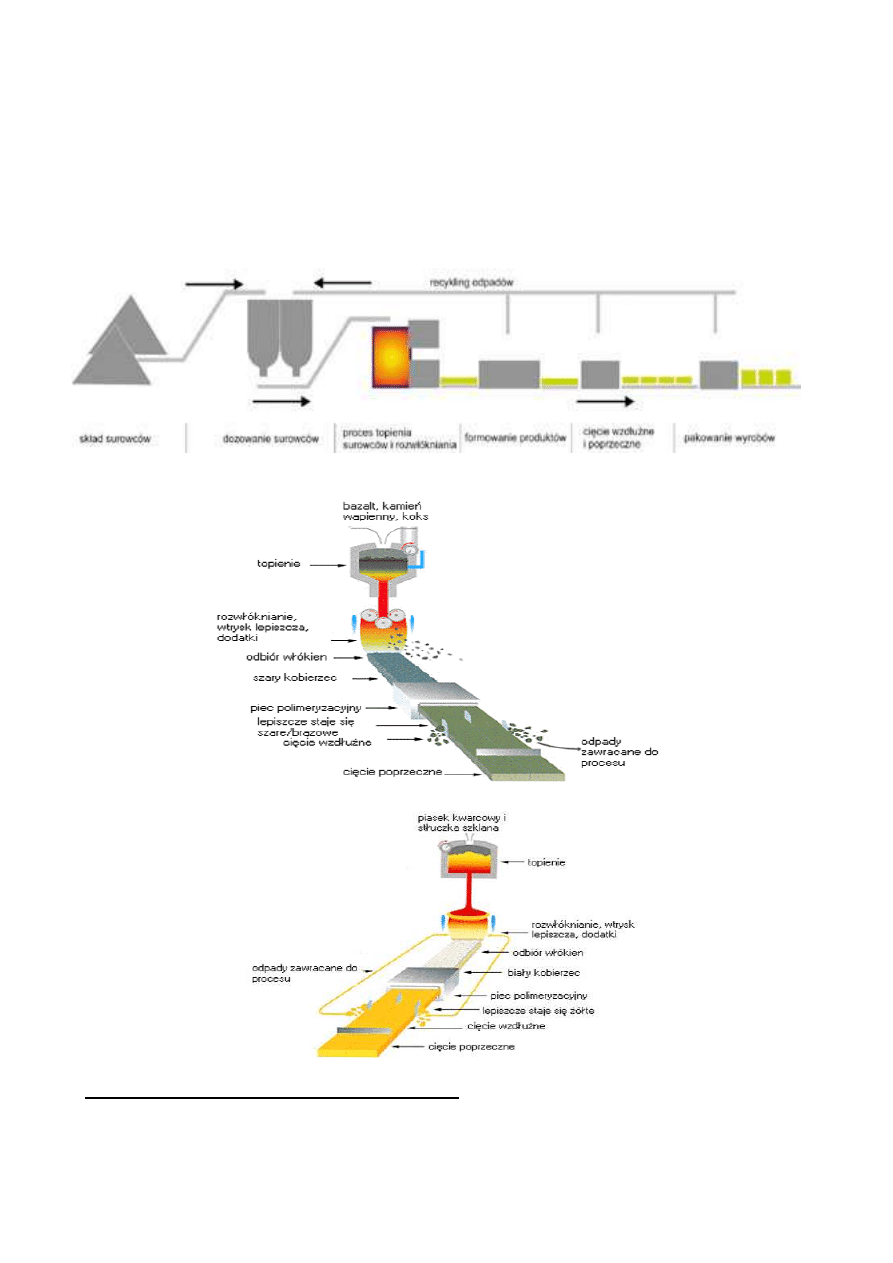
37
Włókna opadając na taśmę transportera układają się w tak zwane kobierce będące plątaniną
cienkich niteczek. Następnie włókna zalewane są lepiszczem – spoiwem. W ten sposób
przygotowane włókna poddawane są dalej prasowaniu pod zwiększonym ciśnieniem. Na koniec
włókna poddawane są obróbce w celu ich hydrofobizacji. Dzięki temu włókna nie wchłaniają wody
i nie szkodzi im wilgoć. Dzięki uzyskanej w ten sposób strukturze włóknistej, produkty z wełny
mineralnej posiadają wiele unikalnych właściwości pozwalających na ich wszechstronne
zastosowanie, zwłaszcza w budownictwie ogólnym oraz instalacjach ciepłowniczych - stała się
podstawowym produktem służącym do izolacji cieplnej.
Rys. Uproszczony schemat linii produkcyjnej wełny mineralnej
Schemat produkcji wełny mineralnej:
a) skalnej
b) szklanej
24. Proces technologiczny wyrobów ceramicznych.
Proces technologiczny wytwarzania wyrobów ceramicznych obejmuje następujące czynności:
1) przerób wstępny
Masa, z której produkowane są wyroby, złożona jest z wielu składników plastycznych i
nieplastycznych, które wymagają równomiernego dozowania. Dozowanie składników masy jest

38
procesem zestawienia jej z kilku składników, które muszą być dawkowane w odpowiedniej
proporcji. Zwykle składniki poddaje się wcześniej rozdrobnieniu i zmieleniu. Następnie odbywa się
mieszanie, które może być na sucho lub z wodą. Po wymieszaniu następuje usunięcie z masy
powietrza (odpowietrzenie masy) Często do masy dodaje się wypełniacze (np. piasek, zmieloną
cegłę, zmielone stłuczki wypalonych wyrobów ceramicznych), zapobiegające pękaniu i
zniekształcaniu wyrobów podczas suszenia i wypalania, oraz topniki (np. skalenie, nisko topliwe
związki sodu, kredę), ułatwiające zagęszczanie masy podczas wypalania.
2) formowanie wyrobów
Formowanie może odbywać się ręcznie lub maszynowo przez prasowanie, tłoczenie lub
odlewanie masy ceramicznej. Celem formowania jest nadanie masie wymaganego kształtu.
Formowany półfabrykat ma kształt gotowego wyrobu o wymiarach przeważnie zwiększonych o
wielkość skurczu, któremu podlega masa ceramiczna w procesie suszenia i wypalania.
3) suszenie wyrobów
Wyroby ceramiczne muszą być wysuszone przed wypaleniem. Suszenie ma na celu usunięcie wody
z uformowanych wyrobów, co umożliwia ich wypalanie oraz zwiększa ich mechaniczną
wytrzymałość Suszenie może odbywać się w odpowiednio skonstruowanych suszarniach
sztucznych gdzie czynnikiem suszącym jest powietrze. Średni czas suszenia zależy od rodzaju
produkowanego asortymentu.
4) wypalanie wyrobów
Ostatnim stadium procesu technologicznego produkcji wyrobów jest wypalanie. Wypalanie
wyrobów przebiega w określonych etapach, a jego szybkość zależy od wymiarów wyrobów, ich
pożądanych własności końcowych oraz wilgotności półfabrykatów . Wypalanie odbywa się w
piecach ceramicznych w temp. ok. 900 – 2000°C. W zależności od rodzaju wyrobów; podczas
wypalania zachodzą w masie ceramicznej procesy, w wyniku których ulegają rozkładowi jedne
składniki, a tworzą się nowe i powstaje faza szklista, wiążąca poszczególne ziarna składników, a
masa ulega zagęszczeniu (spiekanie). W miarę podwyższania temperatury zmniejsza się
porowatość, wzrasta wytrzymałość mechaniczna i odporność chemiczna wyrobów.
5) niekiedy szkliwienie i zdobienie
Po pierwszym wypaleniu wystudzone wyroby (tzw. biskwit) pokrywa się szkliwem i ponownie
wypala (niektóre wyroby poddaje się szkliwieniu przed wypaleniem). Szkliwo podczas wypalania
topi się i po ostudzeniu tworzy powłokę, która nadaje wyrobom gładkość i połysk, zwiększa ich
wytrzymałość mechaniczną i odporność na działanie czynników chemicznych i wody oraz ułatwia
zmywanie; naczynia i wyroby artystyczne w końcowej fazie produkcji można zdobić farbami
ceramicznymi lub barwnymi szkliwami i dodatkowo wypalać.
25. Proces technologiczny wyrobów z drewna i materiałów drewnopochodnych
Proces technologiczny – jest to zbiór czynności uporządkowanych ilościowo i jakościowo, na
skutek których zmieniają się własności fizyczne, forma występowania lub właściwości chemiczne
określonej substancji (materiału). Razem z czynnościami pomocniczymi (np, przemieszczania
materiału) stanowi proces produkcyjny, w wyniku którego otrzymywany jest produkt.
Wyroby z drewna – materiały drewnopochodne otrzymywane z drewna lub jego odpadów. Należą
do nich między innymi:
- drewno klejone (tzw. klejonka) – stosowany jako materiał konstrukcyjny umożliwiający
pokrywanie dużych powierzchni (nawet do 100 m rozpiętości)
- fornir – cienka płyta z drewna o grubości od 0,4 do 3 mm, służy do ozdabiania wyrobów np, z
płyt wiórowych – ich ścian bocznych
- sklejka – płyta sklejona z nieparzystej liczby fornirów. Proces technologiczny produkcji sklejki
obejmuje następujące etapy produkcji:
1. kompletowanie wsadów
2. nakładanie kleju
3. prasowanie
4. formatyzowanie
5. sortowanie.
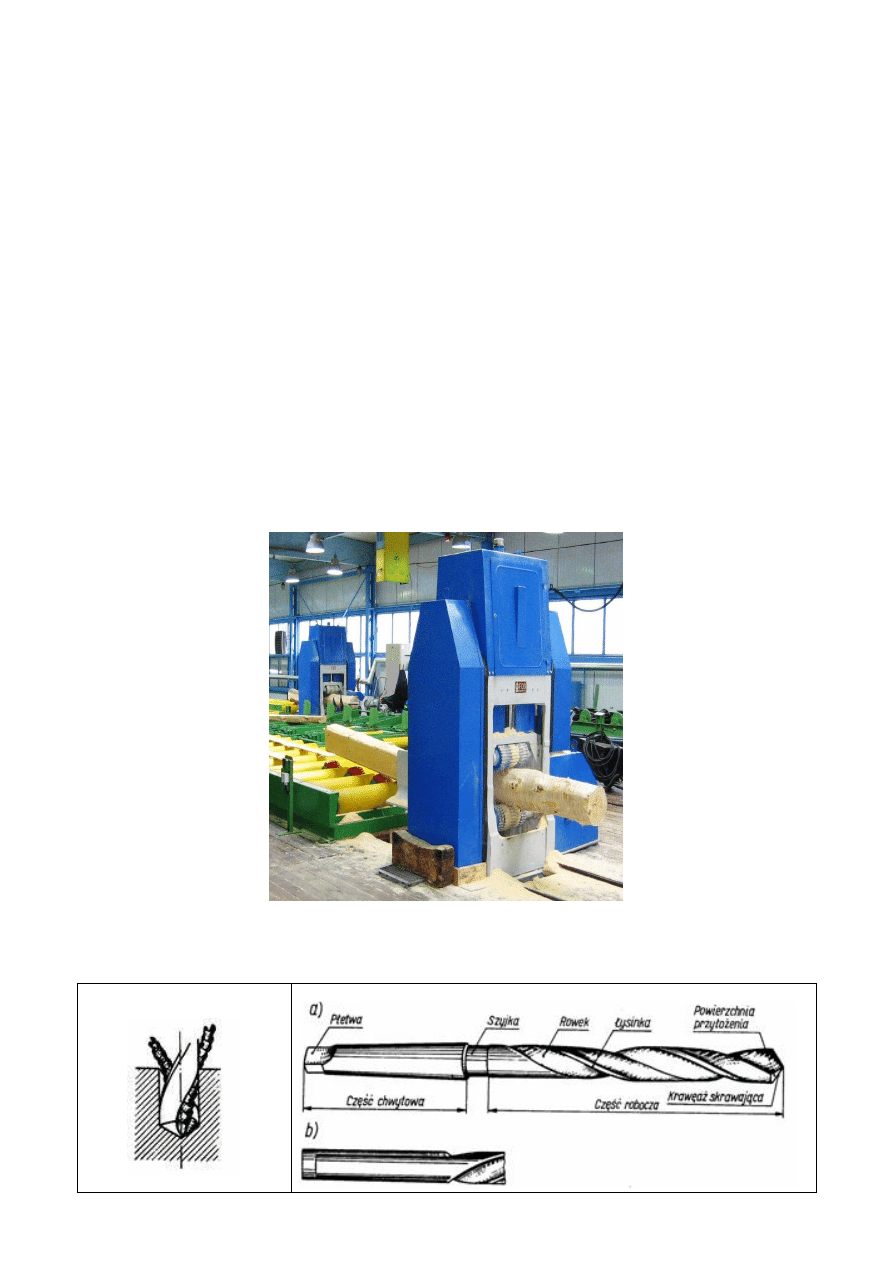
39
- płyty pilśniowe – powstają ze splątanych ze sobą roślin i drewna, które zostały sprasowane ze
sobą pod wysokim ciśnieniem
- płyty wiórowe – są warstwowym tworzywem drzewnym, powstałym przez sprasowanie przy
podwyższonej temperaturze i ciśnieniu z małych cząstek drewna. Można je podzielić ze względu
na:
- sposób wytwarzania (za pomocą prasy walcowej, wytłaczane),
- stan powierzchni głównej (nieszlifowane, szlifowane, powlekane, oklejane fornirami,
laminowane)
- wielkość i kształt sklejanych cząstek (z mikrowiórów, z makrowiórów, paździerzowe
Podstawowe zalety materiałów drewnopochodnych:
- są bardziej odporne na pękanie, ponieważ nie posiadają wad drewna, np. sęków,
- są odporne na działanie korników i grzybów,
- płyty posiadają dużą powierzchnię, dzięki czemu są bardziej praktyczne,
- są tańsze od drewna,
- posiadają dobre właściwości izolacyjne.
Dzięki swoim właściwościom znalazły one szerokie zastosowanie w przemyśle meblarskim oraz
budownictwie.
Operacje związane z procesami technologicznymi wykonywanymi na wyrobach z drewna i
materiałach drewnopochodnych:
- tarcie – polega na przerabianiu drewna okrągłego (pień lub element korony drzewa) na tarcicę
poprzez rozpiłowanie go za pomocą traka.
Fot. Trak ramowy DTRB – 63 przeznaczony do przecierania kłód lub pryzm drewna okrągłego na tarcicę obrzynaną lub
nieobrzynaną
- wiercenie – jest rodzajem skrawania materiału za pomocą wiertła w wyniku którego otrzymuje się
otwór o przekroju kołowym. Wiercenie wiertłem dużej średnicy w pełnym materiale jest utrudniane
przez opór, jaki powoduje ścin, dlatego należy wykonać wiercenie wstępne wiertłem o mniejszej
średnicy.
Rys. Powstawanie wiórów
podczas wiercenia
Rys. Budowa wiertła
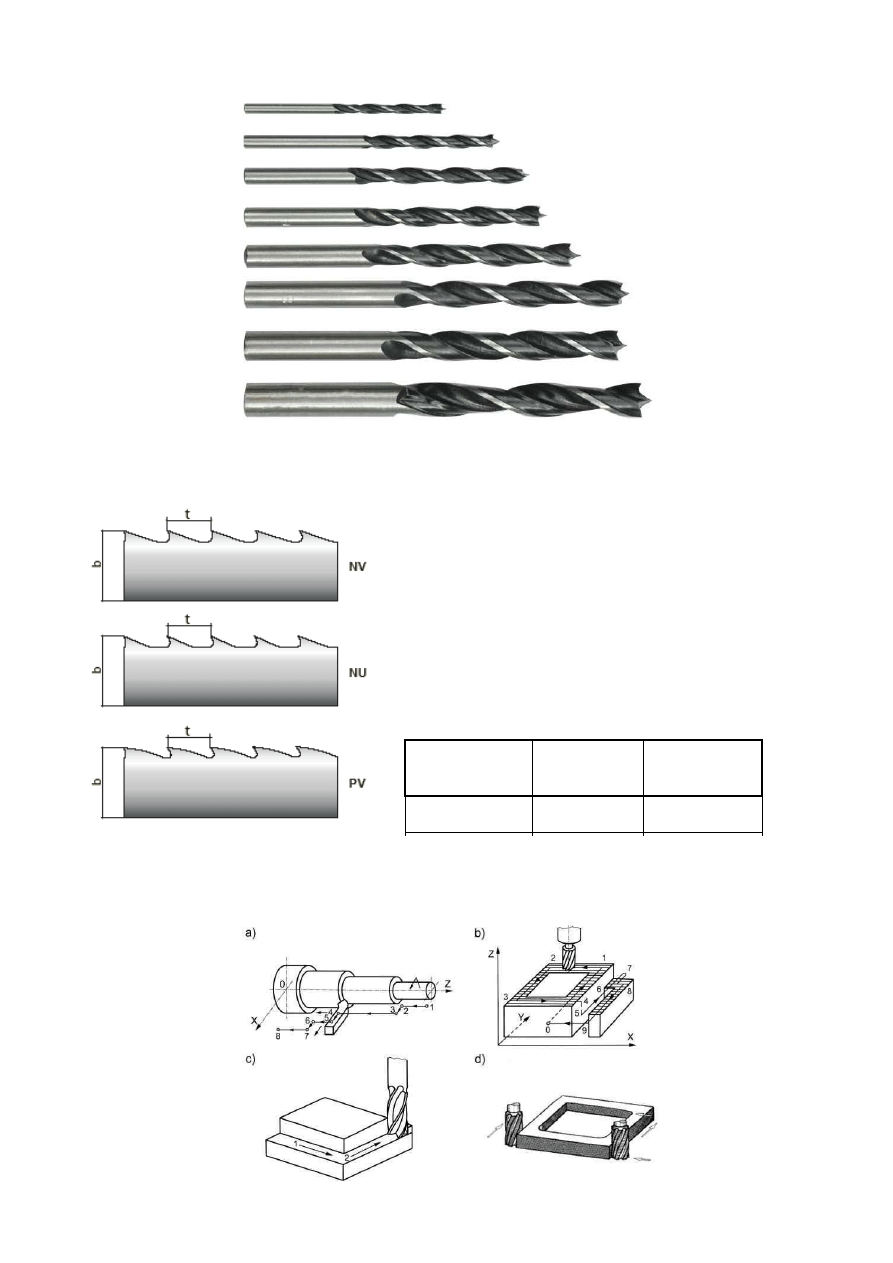
40
Fot. Wiertła do drewna
- cięcie – polega na dzieleniu materiału poprzez jego rozcinanie na z góry określoną ilość
mniejszych elementów.
Rys. Geometria piły
- frezowanie – obróbka skrawaniem płaszczyzn i powierzchni kształtowych za pomocą
obracającego się narzędzia zwanego frezem
Rys. Przykład frezowania; frezowania zarysów prostokątnych i frezowania płasko-równoległego głowicami frezowymi
oraz frezowanie odsadzeń/wybrań przelotowych frezami walcowo-czołowymi
1. geometria NV
( piły przeznaczone do rozwierania )
2. geometria NU
( piły przeznaczone do rozwierania )
3. geometria PV
( piły przeznaczone do stellitowania i zgrubiania )
szeroko
ść
b
[mm]
grubo
ść
s
[mm]
podziałka t
[mm]
120
1,1
45 lub 50
140
1,2
45 lub 50
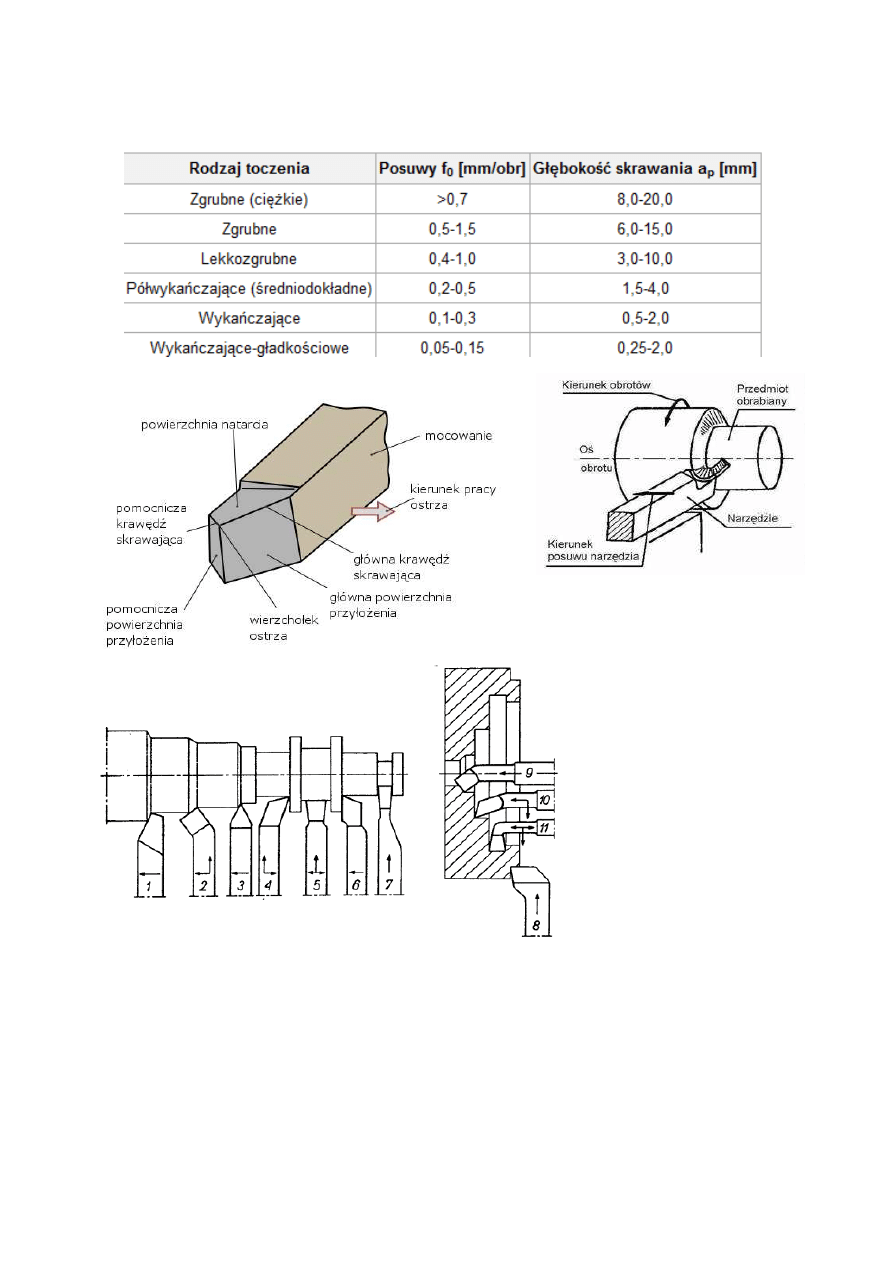
41
- toczenie – jest to rodzaj obróbki skrawaniem najczęściej stosowany do obrabiania powierzchni
zewnętrznych i wewnętrznych przedmiotów o kształcie brył obrotowych. Podczas toczenia
obrabiany materiał obraca się, a narzędzie (nóż tokarski) wykonuje ruch płaski.
Tab. Rodzaje toczenia ze względu na posuw i głębokość skrawania.
Rys. Nóż tokarski
Rys. Proces toczenia
Rys. Podstawowe rodzaje robót tokarskich
- szlifowanie – to obróbka wykończeniowa powierzchni z użyciem narzędzi ściernych, w wyniku
której uzyskuje się duże dokładności wymiarowe i kształtowe a także małą chropowatość.
Szlifowanie wykonuje się na szlifierkach, w których narzędziem szlifującym są ściernice wykonane
najczęściej z korundu, diamentów, węglików krzemu lub węglików boru.
Ściernicami w przypadku obrabiania wyrobów z drewna lub materiałów drewnopochodnych są
różnej ziarnistości papiery ścierne.
1.Toczenie wzdłużne,
2.Toczenie poprzeczne,
3.Toczenie stożków przy
skróconym suporcie,
4.Toczenie stożków przy
przesuniętym poprzecznie koniku,
5.Wytaczanie,
6.Wiercenie i rozwiercanie,
7.Przecinanie,
8.Toczenie kształtowe nożem
kształtowym.
9.Toczenie kopiowe,
10.Toczenie gwintów.
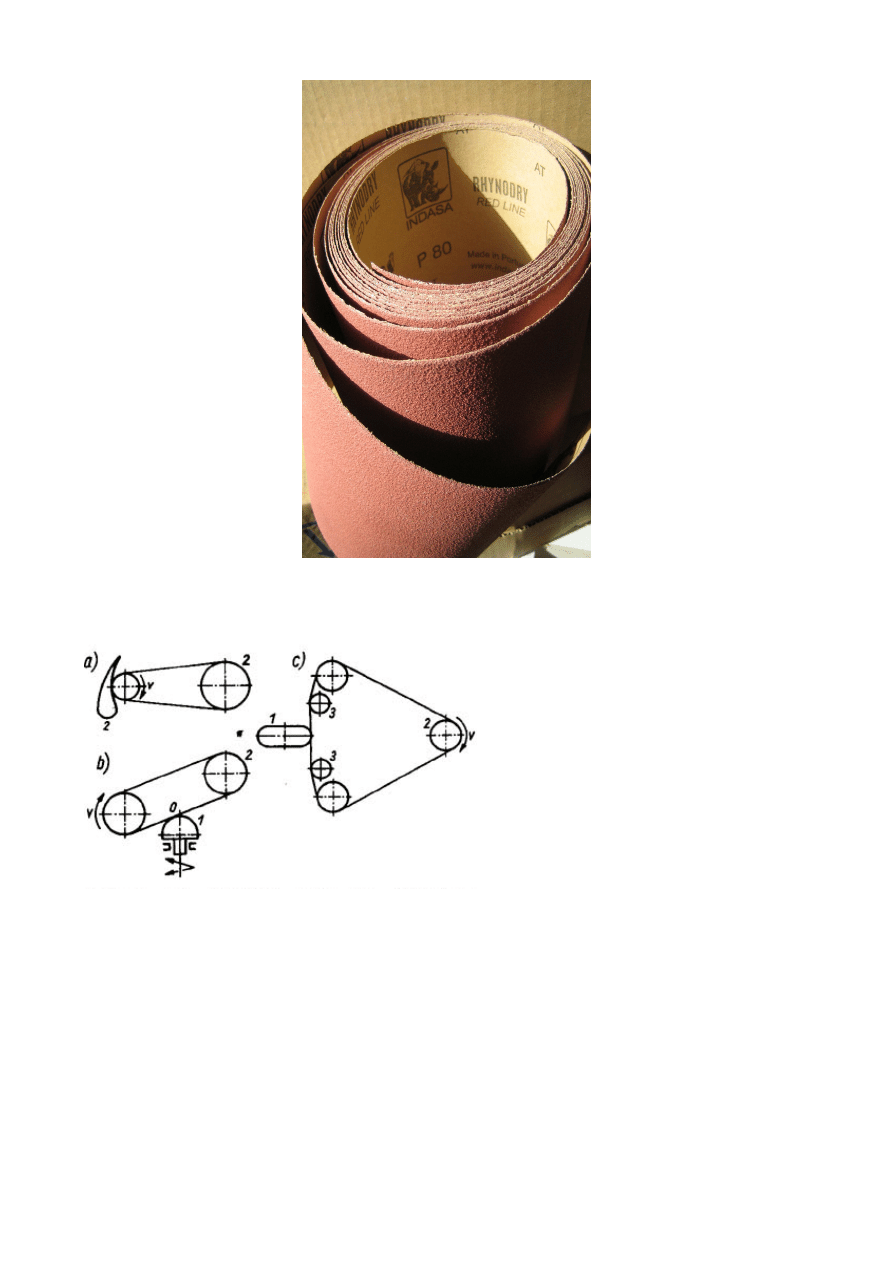
42
Fot. Papier ścierny o ziarnistości 80
Im ziarnistość jest większa, tym szlifowanie jest bardziej dokładne. Szlifowanie można podzielić na
wstępne i wykańczające. Szlifowanie wstępne wykonuje się na papierach o niewielkiej ziarnistości,
natomiast im bliżej ukończenia procesu szlifowania, tym ziarnistość się zwiększa.
Rys. Przykład szlifowania taśmowego
a/ szlifowanie przedmiotów
profilowanych (ręczne)
b/ szlifowanie zmechanizowane
powierzchni obrotowej
c/ szlifowanie zaokrągleń
1 – przedmiot obrabiany
2 – koło napędowe
3 – rolki prowadzące
Wyszukiwarka
Podobne podstrony:
projektowanie procesów technologicznych F
karta ins3, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
projektowanie procesow technologicznych
Projekt procesow technologicznych zakres egzamin
Ściaga PPT pytania, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologi
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
PROJEKTOWANIE PROCESU TECHNOLOGICZNEGO ELEMENTU FREZOWANEGO SIŁOWNIKA
Projektowanie procesów technologicznych dla części klasy
Feld M Podstawy projektowania procesów technologicznych typowych części maszyn
Karta Technologiczna (wydruk do uzupelnienia), Projektowanie procesów technologicznych
HDPE, Projektowanie procesów technologicznych
karta tech, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
Ściaga PPT całość, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologic
Automatyzacja projektowania procesów technologicznych, Materiały
ppt wytyczne, ZiIP Pwr, Projektowanie Procesów Technologicznych
ar przewodnik - czaeae technologiczna, ZiIP Pwr, Projektowanie Procesów Technologicznych
karta ins5, Politechnika Poznańska (PP), Projektowanie procesów technologicznych, Projekt, Projekt t
więcej podobnych podstron