
1.
Definicja kucia
Kucie–proces technologiczny, rodzajobróbki plastycznej, polegający na odkształcaniu materiału za pomocą
uderzeń lub nacisku narzędzi. Narzędzia – czyli matryce lub bijaki umieszczane są na częściach ruchomych
narzędzi. Proces ten również może być realizowany w specjalnych przyrządach kuźniczych. W procesie tym
nadaje się kutemu materiałowi odpowiedni kształt, strukturę i własności mechaniczne. Materiałem
wsadowym jest przedkuwka, natomiast produktem jest odkuwka.
2.
Podstawowe operacje kucia
spęczanie– zgniatanie w jednym kierunku
wydłużanie– w jednym lub w dwóch kierunkach, zmiana objętości postaciowej
wgłębianie
przebijanie
gięcie– zmiana kierunku osi przedmiotu
skręcanie– zmiana przez obrót
cięcie
rozkuwanie – powiększanie otworu w odkuwce
3.
Podstawowe elementy wyposażenia kuźni .
Narzędzia i urządzenia służące do przeróbki plastycznej:
Mechaniczne urządzenia robocze oraz paleniska:
•
przebijaki maszynowe
•
piec gazowe/elektryczny/palenisko itd.
•
młoty pneumatyczne
•
giętarki
•
skręcarki
•
przecinarki
Narzędzia kowalskie robocze:
•
akcesoria kowalskie
•
przebijaki
•
trzpienie
•
podsadzaki
•
nadstawki
•
przecinaki
•
osadzaki
•
żłobniki
•
foremniki
•
gładziki
•
dziurownica (płyta kowalska)
•
kleszcze
•
kowadło
•
młoty
•
imadła
4.
Matryca wielowykrojowa, jednowykrojowa i wieloktrona. Rozpoznać na podstawie rysunków `
Matryca otwarta wielowykrojowa (rys. 16b) jest stosowana do kucia dużej serii odkuwek o złożonych
kształtach. Odkuwka w tym przypadku jest kształtowana w kilku oddzielnych wykrojach znajdujących się w
jednej matrycy.
Matryca otwarta jednowykrojowa (rys. 16a) stosowana jest do prostych kształtów oraz produkcji
małoseryjnej odkuwek o kształtach bardziej złożonych, ale nie wymagających zbyt złożonego płynięcia
materiału. W tym samym wykroju matrycy materiał kuje się przez pojedyncze lub kilkakrotne uderzenie,
niekiedy z międzyoperacyjnym odcinaniem wypływki, a także z międzyoperacyjnym dogrzewaniem aż do
uzyskania gotowej odkuwki. Materiałem wyjściowym mogą być odcinki prętów bądź też przedkuwki kute
swobodnie.
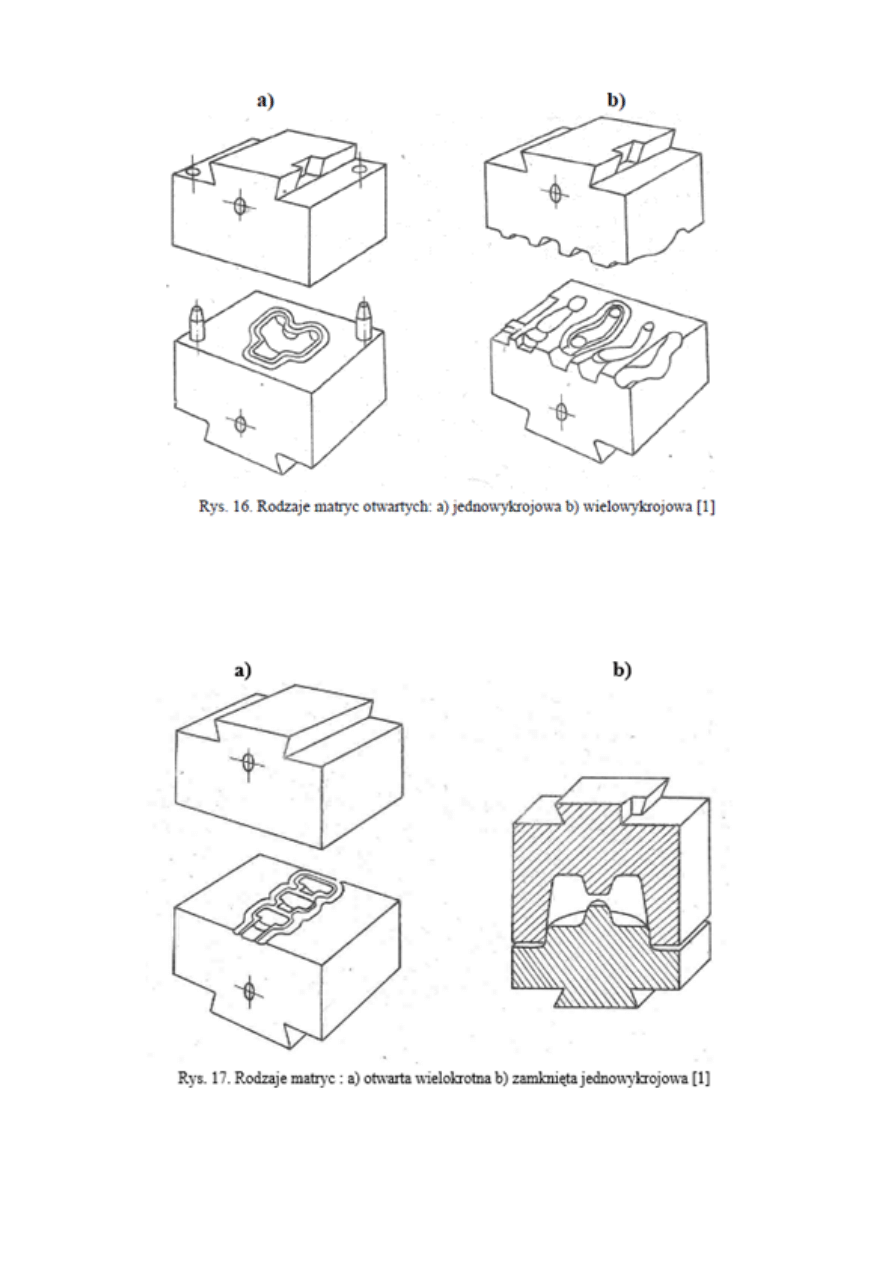
Matryca otwarta wielokrotna (rys. 17 a) jest stosowana do kucia wieloseryjnego odkuwek o stosunkowo
prostych kształtach i wymiarach Metoda ta polega na jednoczesnym wykonaniu z jednej przedkuwki kilku
mniejszych odkuwek o takich samych lub różniących się kształtach. Oddzielenie odkuwek odbywa się przez
okrawanie
5.
Rodzaje materiałów wsadowych (kęsy, kęsiska )
Odkuwki o znacznych wymiarach i masie kuje się najczęściej bezpośrednio z wlewków odpowiedniej wielkości
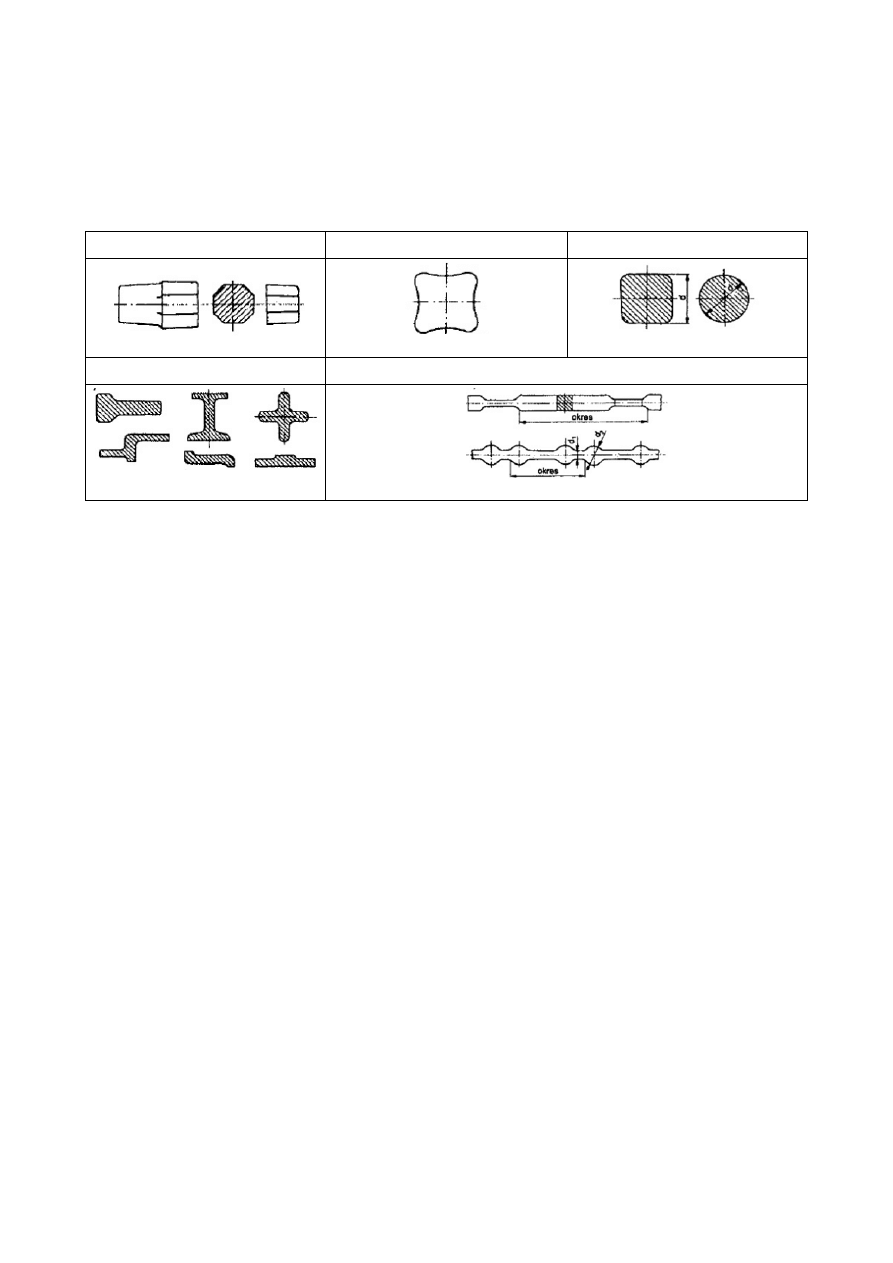
odlanych w kształcie ostrosłupa ściętego o przekroju sześciu-, ośmio- lub dwunastoboku.
Kęsiska kute lub walcowane mają przekrój kwadratowy o bokach wklęsłych i zaokrąglonych krawędziach.
Wymiary ich wynoszą: bok kwadratu a: 140 – 400 mm, a długość – do 6m. Ten rodzaj materiału wyjściowego
stosuje się do wykonywania ciężkich odkuwek.
Kęsy lub pręty walcowane są używane na lżejsze odkuwki. Kęsy mają przekrój poprzeczny, zbliżony do
kwadratu o boku 42 – 140 mm. Pręty walcowane mogą mieć przekrój poprzeczny kwadratowy (o boku 6 – 120
mm), okrągły (o średnicy 8 – 200 mm) lub prostokątny (o wymiarach 12 x 5 – 150 x 60 mm). Kęsy dostarczane
przez huty mają długość handlową 2- 9 m, a pręty 3 - 9 m.
Wlewek:
Kęsiska:
Kęsy lub pręty walcowe
Pręty kształtowe ( kształtowniki ):
Pręty o okresowo zmiennym przekroju:
6.
Rodzaje pieców do nagrzewania wsadu do kucia – wymienić
Podział piecy:
1. budowę
•
piece otwarte (tradycyjne palenisko kowalskie)
•
piece zamknięte (zazwyczaj piece do hartowania)
•
piece częściowo zamknięte (rurowe)
2. sposób dostarczenia energii (uzyskania ciepła, paliwa)
•
piece węglowe, koksowe
•
piece elektryczne
•
piece gazowe
Typy pieców:
•
ognisko przenośne
•
palenisko stale
•
piece węglowe,koksowe
•
piece elektryczne
•
piece gazowe
7.
Metody wykonywania wykrojów matrycowych – wymienić
•
za pomocą kucia
•
wyciskania wykrojów na zimno
•
elektroiskrowa obróbka wykroju ( za pomocą zjawiska erozji elektrycznej)
•
elektrochemiczna obróbka (elektroliza, brak ostrych krawędzi)
8.
Sposoby zużycia matryc (ścierne, mechaniczne) – wymienić
•
w wyniku działania temperatury – ciągła zmiana temperatury w górnych warstwach wykroju
prowadzi do powstawania pęknięć spowodowanych zmiennymi naprężeniami rozciągającymi i
ściskającymi
•
w wyniku tarcia
•
na skutek adhezji – w miejscach styku materiału z wykrojem powstają strefy przylegania
czystych powierzchni nieutlenionych, w których tworzą się lokalne złącza metaliczne, co
prowadzi do wyrwania materiału z podłoża
•
na skutek ścierania – odkształcany materiał przemieszcza się w wykroju wskutek dużych
nacisków trąc o powierzchnię wykroju żłobiąc go
•
na skutek korozji – występuje, gdy zarodek korozji wywołuje na jednej lub obu
powierzchniach trących produkty reakcji chemicznych; przyczyną mogą być substancje
chemiczne zawarte w smarze
•
na skutek zmęczenia materiału – w miejscach powierzchniowych rys powstałych np.
podczas obróbki skrawaniem następuje koncentracja naprężeń powodujących pęknięcia
9.
Kucie izotermiczne – definicja
Kucie izotermiczne rodzaj procesu technologicznego w, którym proces przeróbki plastycznej zachodzi w
stabilnych warunkach temperatury narzędzi (matryc).
10.
Kucie dokładne – definicja
Kucie dokładne jest sposobem wykonywania odkuwek spełniających wymagania kształtu i wymiarów. Celem
tego procesu jest uzyskanie wyrobu o wymiarach gotowego produktu, lub o wymiarach, które wymagają tylko
nieznacznej obróbki skrawaniem.
11.
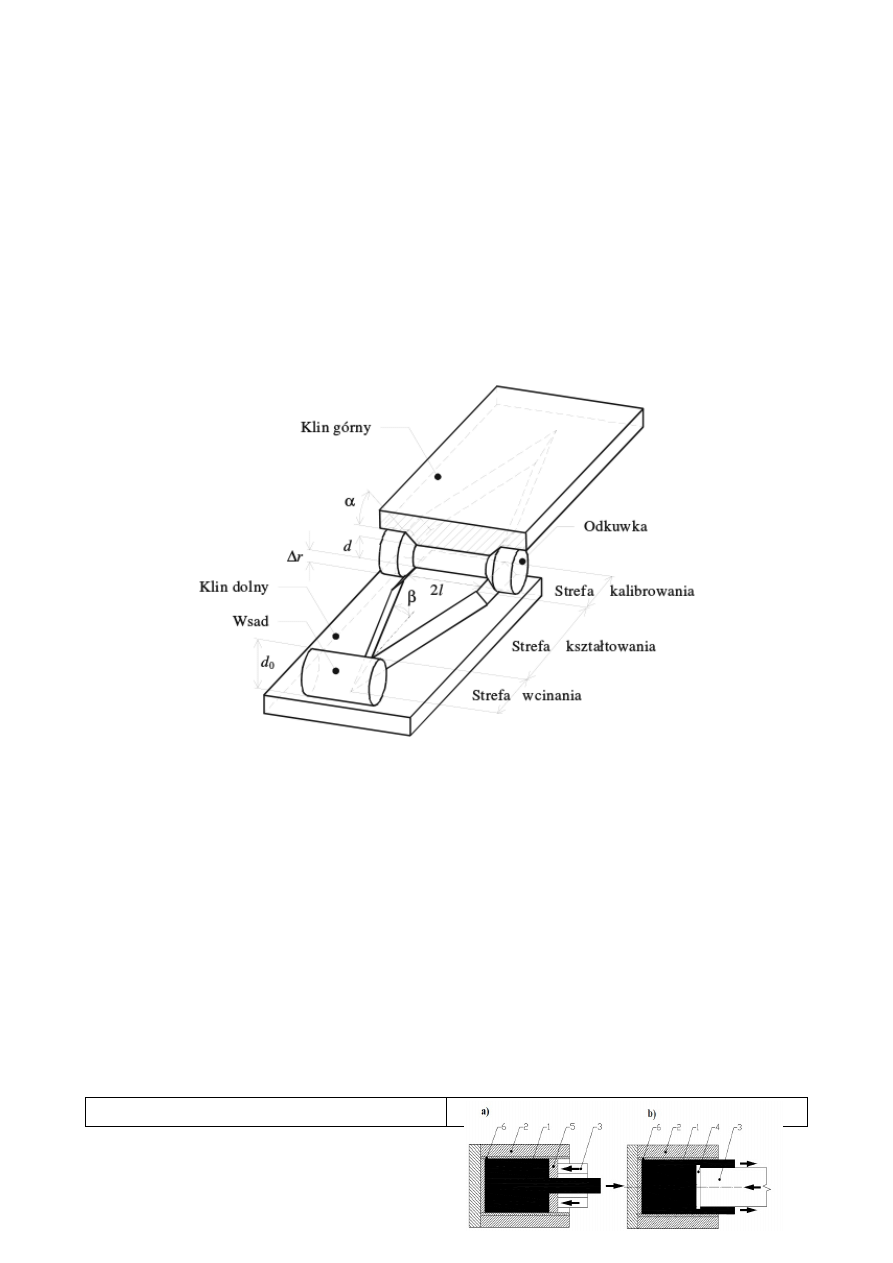
Walcowanie poprzeczno-klinowe, narzędzia – definicja
Walcowanie poprzeczno-klinowe – odmiana technologii walcowania poprzecznego. Narzędzia są wykonane w
kształcie klina, który wcinając się w walcowany materiał nadaje mu odpowiedni kształt. Tą technologią
wykonywane są przedkuwki przeznaczone do dalszych procesów plastycznego kształtowania oraz wyroby
osiowo-symetryczne takie jak: wały wielostopniowe, wkręty szynowe, itp.
Narzędziami używanymi w tej metodzie są walce, kliny płaskie, segmenty wklęsłe (w których może pracować
walec), dyski klinowe, kliny wklęsłe, rolki klinowe zorganizowane w różne układy. Klika przykładowych:
•
walec – walec
•
klin płaski – klin płaski (rysunek)
•
walec – walec – walec
•
walec – segment wklęsły
•
klin wklęsły – klin wklęsły
•
dysk klinowy – dysk klinowy
•
walec – rolka – rolka
•
klin płaski – rolka – rolka
12.
Schematy wyciskania (mieszane, boczne itd.) – wymienić, rysunki
1.
wyciskanie współbieżne, gdy materiał płynie w kierunku zgodnym z ruchem tłoczyska.
2.
wyciskanie przeciwbieżne, gdy materiał płynie w kierunku przeciwnym do kierunku ruchu
tłoczyska
3.
wyciskanie z bocznym wypływem materiału, gdy materiał płynie w kierunku poprzecznym do
ruchu tłoczyska
4.
wyciskanie złożone, gdy materiał płynie jednocześnie w kierunku zgodnym i przeciwnym do
ruchu tłoczyska
1.
2.
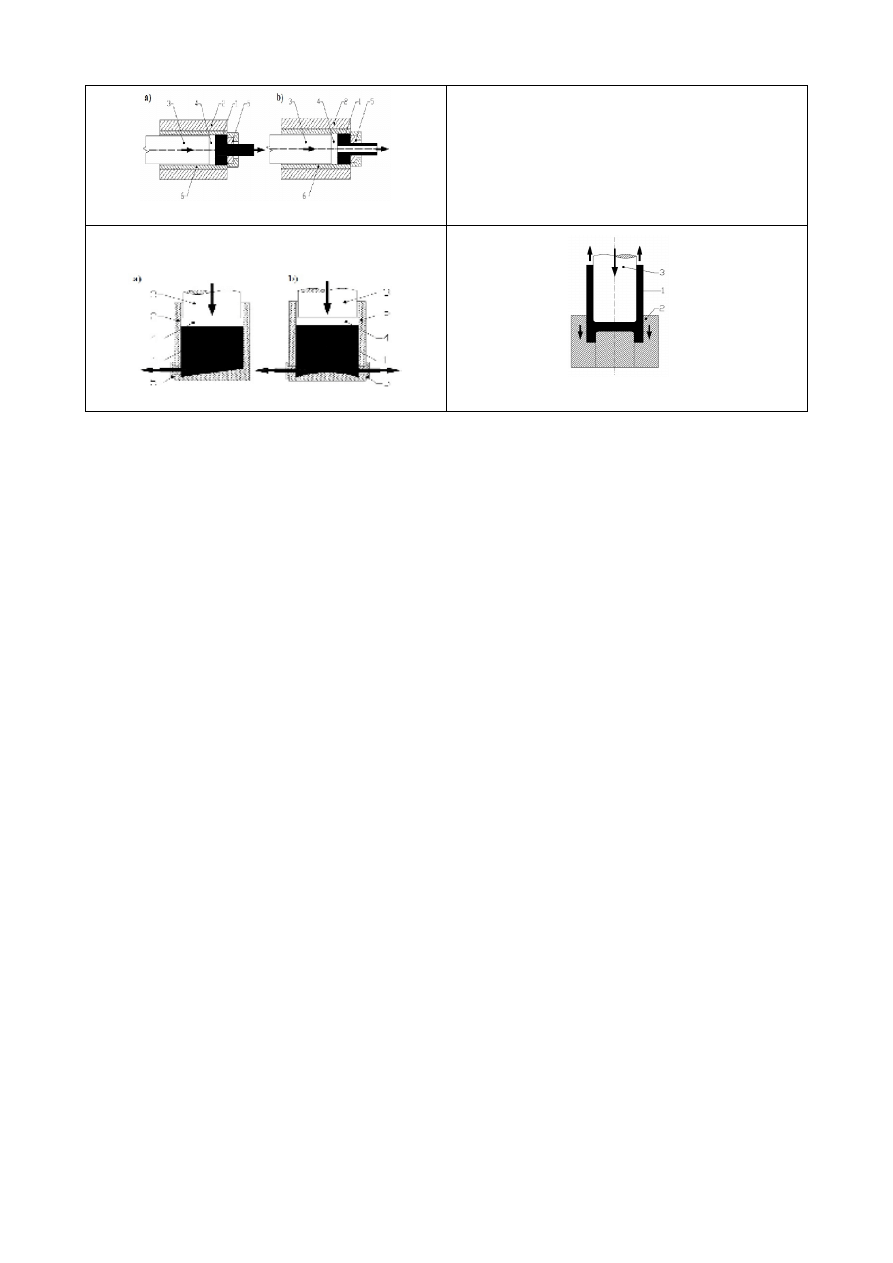
3.
4.
13.
Wady oraz zalety kucia na gorąco oraz na zimno
Zalety kucia na gorąco:
•
wzmocnienie w procesie kształtowania usunięte całkowicie przez rekrystalizację
•
równomierna mikrostruktura
•
usunięta pasowość mikrostruktury
•
wyższa wytrzymałość wzdłuż włókien
Wady kucia na gorąco:
•
duże zapotrzebowanie na energię potrzebną do nagrzania materiału
•
materiał podatny na utlenienie i zanieczyszczenie
Zalety kucia na zimno:
•
duża szybkość produkcji
•
wysoka powtarzalność
•
wysoka jakość wykończenia obrabianych powierzchni
•
niewielkie ilości odpadów
•
intensywne polepszenie własności mechanicznych
•
duża wszechstronność
•
uzyskanie włóknistej struktury
Wady kucia na zimno:
•
zmniejszenie plastyczności
•
możliwość stosowania jedynie dla materiałów o niskiej granicy plastyczności
14.
Przysłowia jako zadanie pomocnicze
•
Co przyda się kowalowi, niepotrzebne krawcowi.
•
Czasem kowal kuje łańcuchy na własne nogi.
•
Mnisi, gdy się zejdą mówią o kaplicach, kowale o kleszczach, krawcy o nożycach.
•
Pierwszego kupca nie mijaj, pierwszemu kowalowi nie odmawiaj.
•
Ślusarz zawinił, a kowala powiesili.
•
Kuj żelazo póki gorące.
15.
Kuźnictwo (definicja, krótko o historii)
Kuźnictwo - obróbka plastyczna zajmująca się wytwarzaniem przedmiotów (odkuwek) z różnych metali i
stopów za pomocą kucia.
Kucie jest najstarszą metodą kształtowania przedmiotów z metalu za pomocą obróbki plastycznej. W
wykopaliskach z przed kilku tysięcy lat znajdowane są przedmioty wykute z metalu. W starożytności sztuka
kowalska stała już na bardzo wysokim poziomie czym świadczą przedmioty z tamtych czasów. Początkowo
znane było tylko kucie młotem ręcznym. Późniejszym etapem kształtowania za pomocą kucia było
wprowadzenie kucia matrycowego co pozwoliło na uzyskanie powtarzalnych kształtów elementów takich jak
wyroby artystyczne, części uzbrojenia, narzędzi i monet. Najstarsze matryce zostały znalezione w Grecji i były
wykonane z granitu i z bazaltu.

W XIII wieku rozpowszechnił się w Europie młot napędzany kołem wodnym. W XV wieku został zastosowana
prasa śrubowa do plastycznego kształtowania wyrobów metalowych (medali, pieczęci itp.) W XVII wieku
wprowadzono młot spadowy, a trochę później pierwszy młot parowy. W tym samym okresie węgiel drzewny
został zastąpiony węglem kamiennym oraz koksem.
16.
Piece indukcyjne, oporowe – ogólny opis (bez parametrów)
Urządzenie elektrotermiczne (elektryczne urządzenie grzejne)-urządzenielub zespół urządzeń do
celowego przetwarzania energii elektromagnetycznej w energię cieplną i wykorzystania jej w celach
użytecznych.
Urządzenie elektrotermiczne składa się z członów: grzejnego, zasilającego, sygnalizacyjno-
pomiarowego, regulacyjnego i innych (człony studzące, rekuperacji ciepła, dogrzewające
płomieniowo, wytwarzające próżnię lub sztuczną atmosferę). Procesy grzejne zachodzące w
urządzeniach elektrotermicznych maja na celu nagrzewanie lub ogrzanie wsadu.
17.
Kucie matrycowe + wady + zalety
Kucie matrycowe polega na kształtowaniu wyrobu w matrycy. Dolna część matrycy spoczywa na nieruchomej
części młota mechanicznego, zwanej szabotą. Górna część matrycy, umocowana w ruchomej części młota,
zwanej bijakiem może podnosić się ku górze. Jeżeli w czasie pracy młota zostanie w obszarze wykroju dolnej
części matrycy umieszczony nagrzany materiał, to uderzenie górnej części matrycy spowoduje wypełnienie
wykroju matrycy materiałem. Powstaje wówczas prodkut zwany odkuwką.
Zalety kucia matrycowego:
•
możliwość stosowania mniejszych naddatków technologicznych
•
większa dokładność wykonania odkuwek
•
możliwość nadawania kształtu odkuwce, jakich nie można nadać przez kucie swobodne
•
możliwość łatwego i szybkiego odkuwania przedmiotów o kształtach skomplikowanych
•
mała pracochłonność
•
duża wydajność
•
niskie koszty produkcji
•
możliwość zatrudnienia mniej wykwalifikowanych pracowników
•
duża powtarzalność
•
jednolity czas wykonania odkuwki
Wady kucia matrycowego:
•
konieczność stosowania maszyn kuźniczych o podwyższonej dokładności prowadzenia matryc
•
dodatkowe koszty związane z prasami do okrawania wypływki
•
duży koszt oprzyrządowania
•
niewielkie wymiaty wykonywanych odkuwek
18.
Wykroje pomocnicze do kucia
W kuciu matrycowym są to wykroje nadające materiałowi wsadowemu kształt wstępny. Produktem kucia w
wykroju pomocniczym jest przedkówka, która jest w kolejnych etapach kucia na wykrojach pomocniczych
coraz bardziej zbliżona kształtem do odkówki, czyli produktu końcowego. Wykroje pomocnicze stosuje się, gdy
konieczne jest uzyskanie skomplikowanego kształtu odkówki. Pomagają one w pełni kontrolować płynięcie
materiału oraz wypływka.
19.
Metody regeneracji matryc
•
Metoda Mold Doctor spawania na zimno bez zmian strukturalnych matrycy
•
Galwanizacja (chromowanie techniczne)
•
Nakładanie termiczne metodą plazmową, łukową i w osłonie gazów ochronnych
•
Powlekanie CVD i PVD
•
Napawanie
20.
Co to jest TIXOFORMING?
Tixoforming to metoda formowania metalu łącząca w sobie elementy kucia i odlewania. Metal zostaje
podgrzany do temperatury pozwalającej na osiągnięcie stanu półciekłego (temp. Pomiędzy likwidusem a
solidusem). Następnie materiał zostaje poddany formowaniu. Znajduje szerokie zastosowanie w formowaniu
przedmiotów ze stopów metali lekkich.
Wyszukiwarka
Podobne podstrony:
opracowanie pytan id 338374 Nieznany
Nhip opracowanie pytan id 31802 Nieznany
Opracowanie pytan 3 id 338376 Nieznany
opracowania Ekologia id 794643 Nieznany
Opracowanie Hoffmanna id 338261 Nieznany
opracowanie antropologia id 338 Nieznany
Opracowanie Metrologia 2 id 338 Nieznany
opracowanko histogram id 338711 Nieznany
opracowanie ak id 338118 Nieznany
Opracowanie klp id 338270 Nieznany
opracowanie lewkowicz id 338277 Nieznany
dod opracowanie wynikow id 1386 Nieznany
opracowanie cw5 id 338131 Nieznany
OpracowanieUOOPby wpiana7 id 33 Nieznany
OPRACOWANE ODPOWIEDZI id 337615 Nieznany
MOJE OPRACOWANIE wersja C id 30 Nieznany
Opracowanie pytan 5 id 338378 Nieznany
opracowane pytania 2 id 337625 Nieznany
opracowanie metrologia id 33828 Nieznany
więcej podobnych podstron