- 1 -
1) Cel ćwiczenia:
Poznanie struktur stali konstrukcyjnych po procesach obróbki cieplnej, których
skutkiem jest wzrost właściwości wytrzymałościowych. Umiejętność doboru parametrów
obróbki cieplnej (hartowania i odpuszczania) stali konstrukcyjnych. Charakterystyka
przemiany martenzytycznej i bainitycznej. Poznanie zjawisk zachodzących podczas
odpuszczania stali niestopowych.
2) Wstęp:
Hartowanie jest obróbką cieplną, polegającą na nagrzaniu elementu do temperatury
30÷50
C powyżej A
C3
– A
C1
(austenityzowanie), wygrzaniu w tej temperaturze i następnie
oziębieniu wsadu w celu otrzymania struktury martenzytycznej lub bainitycznej,
odznaczającej się wyższą niż w stanie wyjściowym twardością i wytrzymałością oraz
mniejszą plastycznością. Dla uzyskania poprawnych wyników hartowania konieczne jest
dotrzymanie odpowiednich warunków (parametrów hartowania) do których należą:
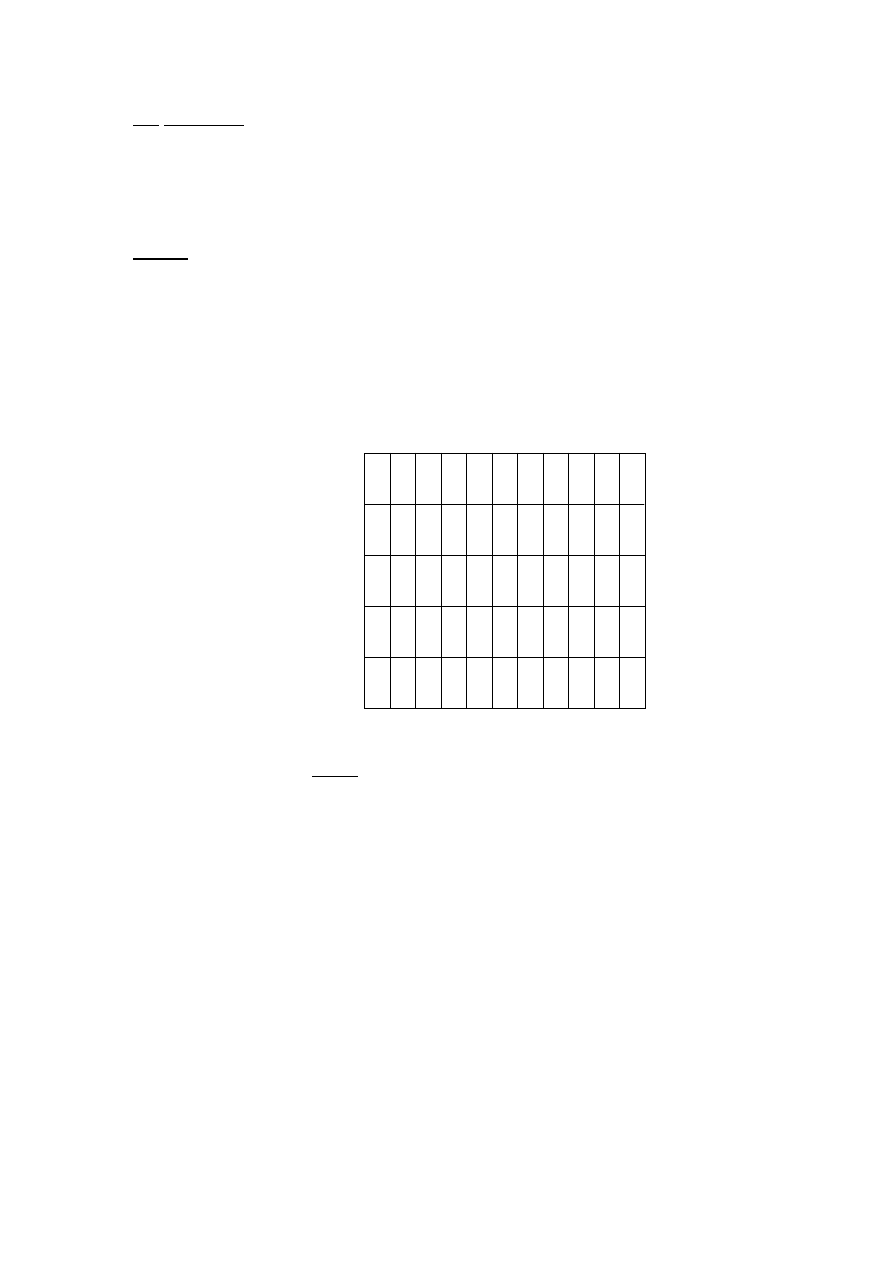
temperatura austenityzowania, czas grzania, szybkość chłodzenia. Temperatura hartowania
zleży od składu chemicznego stali, a zwłaszcza od zawartości węgla (Rys. 1).
T
e
m
p
e
ra
tu
ra
[
C]
Ze względu na otrzymaną strukturę po hartowaniu rozróżniamy: hartowanie
martenzytyczne (z zastosowaniem oziębiania z szybkością większą od krytycznej w celu
wytworzenia martenzytu jako przeważającego składnika strukturalnego) i hartowanie
bainitycznej (z zastosowaniem oziębiania z szybkością mniejszą do krytycznej w celu
wytworzenia bainitu jako przeważającego składnika strukturalnego).
Martenzyt jest to przesycony roztwór stały węgla w żelazie
o sieci tetragonalnej.
Natomiast bainit jest to mieszanina ferrytu częściowo przesyconego węglem i cementytu o
dużym stopniu dyspersji.
Ze względu na sposób chłodzenia rozróżniamy: hartowanie zwykłe (martenzytyczne
lub bainityczne - chłodzenie z prędkością krytyczną), hartowanie stopniowe
(martenzytyczne - chłodzenie z prędkością krytyczną do temperatury nieco powyżej M
S
,
wytrzymanie w tej temperaturze w czasie niezbędnym do wyrównania temperatur na
powierzchni i rdzeniu, a następnie schłodzeniu do temperatury otoczenia) i hartowanie
izotermiczne (bainityczne -chłodzenie z prędkością krytyczną do wybranej temperatury
przemiany izotermicznej wyższej od M
S
, wytrzymanie w tej temperaturze od początku do
końca przemiany austenitu i schłodzenie do temperatury otoczenia).
1000
900
800
700
600
500
0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0
Zawartość C [%]
Rys. 1 Zakres austenityzacji stali niestopowych.
- 2 -
Każda z odmian chłodzenia prowadzi do różnych wartości naprężeń w przedmiotach
hartowanych. Największe naprężeni występują przy chłodzeniu ciągłym, mniejsze przy
stopniowym i zupełnie nieznaczne przy izotermicznym. W celu usunięcia tych niepożądanych
naprężeń stosuje się odpuszczanie.
Odpuszczanie jest to operacja obróbki cieplnej polegająca na nagrzaniu i wygrzaniu
zahartowanej stali w temperaturze poniżej A
C1
oraz powolnym studzeniu zwykle w
powietrzu. Jest ono stosowane również w celu polepszenia własności plastycznych
elementów. W zależności od temperatury rozróżnia się odpuszczanie: niskie (100÷250
C),
średnie (250÷500
C) i wysokie (450÷650
C). Odpuszczanie niskie stosowane jest głównie do
narzędzi, które powinna cechować wysoka twardość i odporność na ścieranie. Zabieg
hartowania z następnym niskim odpuszczeniem zwany jest utwardzaniem cieplnym.
Twardość materiału zawiera się w granicach 54÷64 HRC. Odpuszczanie średnie stosuje się
głównie do stali sprężynowych, w celu uzyskania wysokiej granicy sprężystości przy
dostatecznej plastyczności i zachowaniu twardości rzędu 40÷50 HRC. Odpuszczanie wysokie
umożliwia uzyskanie optymalnych własności (najkorzystniejszego stosunku właściwości
mechanicznych do plastycznych). Zabieg hartowania z następnym wysokim odpuszczeniem
zwany jest ulepszaniem cieplnym.
3) Metodyka badań:
W ćwiczeniu badano zgłady poddane hartowaniu i wytrawione NITALEM.
Obserwacji dokonano mikroskopem STUDAR przy stałym powiększeniu równym 650x,
obliczonym ze wzoru:
650
25
,
1
3
,
1
10
40
dod
ok
ob
P
P
P
P
4) Wnioski:
Austenityzowanie stali podeutektoidalnych przeprowadza się w temperaturach
wyższych od A
C3
, następnie stal chłodzi się z prędkością większą od krytycznej. Nagrzanie
stali podeutektoidalnej 30÷50
C powyżej temperatury A
C3
jest konieczne do uzyskania
jednorodnej struktury austenitycznej. Niedogrzanie powoduje niecałkowitą przemianę na
austenit i po zahartowaniu otrzymuje się strukturę tylko częściowo zamienioną na martenzyt.
Stale nadeutektoidalne nagrzewa się przy hartowaniu 30÷50
C powyżej A
C1
i to niezależnie
od zawartości węgla. W stalach tych znajduje się cementyt wtórny, którego rozpuszczanie jest
niecelowe, gdyż prowadzi do obniżenia twardości na skutek ilości austenitu szczątkowego.
Cementyt jest najtwardszym składnikiem strukturalnym stali i osadzony w twardym podłożu
martenzytycznym zwiększa ogólną twardość, a zwłaszcza odporność na ścieranie.
Błędy przy doborze lub dotrzymaniu temperatury austenityzacji są przyczyną niepowodzenia
całej obróbki cieplnej.
Czas wygrzewania zależy od składu chemicznego stali, wymiarów hartowanego
przedmiotu i warunków nagrzewania, rodzaju pieca, ośrodka grzewczego itp. Czas ten musi
być tak dobrany, aby w całym przekroju materiału powstał austenit. Wygrzewanie należy
przeprowadzać w zasadzie w atmosferze obojętnej, aby nie mogło zachodzić odwęglanie czy
utlenianie stali.
Jednym z ważniejszych parametrów procesu hartowania jest szybkość chłodzenia,
zależna od użytego ośrodka chłodzącego. Powinien on być tak dobrany, aby szybkość
chłodzenia była większa od szybkości krytycznej (czyli najmniejszej szybkości chłodzenia,
przy której powstaje sam martenzyt). Różnica między tymi dwoma szybkościami musi być
niewielka, gdyż im szybciej chłodzone są przedmioty, tym istnieje większa możliwość
powstania naprężeń hartowniczych. Szybkie chłodzenie podczas hartowania jest konieczne
tylko w granicach minimalnej trwałości austenitu (to jest przy 650÷400
C), gdyż w tym
zakresie temperatur austenit ulega bardzo szybkiej przemianie. Powyżej 650
C i poniżej

- 3 -
400
C trwałość przechłodzonego austenitu jest dość znaczna, co pozwala na powolniejsze
chłodzenie.
Przemiana martenzytyczna przebiega przez zarodkowanie i bardzo szybki wzrost
płytek martenzytu w obrębie ziarn, z czego wynika, że z drobnoziarnistego austenitu
powstanie drobnoiglasty martenzyt, a z gruboziarnistego – gruboiglasty martenzyt. Nowe
zarodki martenzytu powstają tylko przy obniżaniu temperatury i rozrastają się kosztem
austenitu, dzieląc go na coraz mniejsze obszary, coraz mniejszymi płytkami martenzytu, przy
czym w każdym ziarnie płytki ułożone są względem siebie pod kątem 60
i 120
, co wynika z
zależności orientacji sieci krystalicznych martenzytu i austenitu.
Martenzyt ma większą objętość właściwą o około 1,5% niż austenit, dlatego w miarę
postępu przemiany pozostału austenit podlega coraz większym naprężeniom ściskającym
hamującym przemianę, aż do jej całkowitego ustania.
Temperatury M.
S
i M
f
zależą od zawartości węgla w austenicie (im więcej węgla, tym
są one niższe). Przy zawartości powyżej około 0,6% temperatura M.
f
jest niższa od 0
C, co
oznacza, że po zakończeniu chłodzenia pewna część austenitu nie ulegnie przemianie. Określa
się ją jako austenit szczątkowy. Jego ilość zwiększa się wraz z ze wzrostem zawartości węgla
i można go usunąć przez wymrażanie (ochłodzenie przedmiotu do temperatury poniżej 0
C
zaraz po hartowaniu).
Stale węglowe można hartować tylko w przypadku małych przekrojów, ponieważ w
większych przekrojach uzyskuje się strukturę martenzytyczną jedynie w warstwach
powierzchniowych, których granicę tworzą punkty przekroju chłodzone z szybkością równą
krytycznej szybkości chłodzenia. W obszarze przekroju położonym bliżej środka wystąpią
również struktury niemartenzytyczne (bainit, ferryt, perlit). Stale węglowe są więc stalami o
małej hartowności (zdolności do hartowania się w głąb na strukturę martenzytyczną).
Krytyczna szybkość chłodzenia dla stali węglowych zależy od zawartości węgla. Duże
jej wartości dla stali niskowęglowych są podstawową przyczyną, że się ich nie hartuje.
Zwiększanie zawartości węgla w stali do około 0,8 % wymaga coraz mniejszych szybkości
chłodzenia dla stali zahartowanych. Powyżej tej wartości krytyczna prędkość zwiększa się,
gdyż występujący obok austenitu cementyt wtórny stanowi zarodki krystalizacji,
przyspieszając przemianę austenitu przechłodzonego.
Podczas hartowania zwykłego powstają duże naprężenia, ze względu na duże różnice
temperatur między rdzeniem i warstwą powierzchniową, które prowadzą do deformacji
obrabianego przedmiotu, a niekiedy nawet do pęknięć.
Przy hartowaniu stopniowym czas przestoju powinien być niezbyt długi, aby nie
zapoczątkować przemiany bainitycznej. Dzięki wyrównaniu temperatury na całym przekroju
elementu i bardzo powolnym chłodzeniu (na powietrzu), po wytrzymaniu izotermicznym, w
przekroju elementu znikają naprężenia termiczne oraz zmniejsza się skłonność do pękania.
Przemiana martenzytyczna zachodzi wówczas niemal na całym przekroju. Hartowanie
stopniowe wymaga następnie odpuszczania.
Wyszukiwarka
Podobne podstrony:
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2E
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 2A
Materiałoznawstwo i Techniki Wytwarzania, Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania, Sprawozdanie 6C
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 1B
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6C
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 1A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5F
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
więcej podobnych podstron