Instalacja – zespół odpowiednio dobranych i
odpowiednio uszeregowanych urządzeń przeznaczonych
do przeprowadzenia konkretnego procesu
technologicznego wg przyjętej koncepcji
technologicznej.
Proces technologiczny – zespół odpowiednio
dobranych i odpowiednio uszeregowanych procesów i
operacji jednostkowych w wyniku których z surowców i
półproduktów uzyskuje się w instalacji określone
produkty.
Podział procesów technologicznych:
a) ciągłe
– proces którego wszystkie etapy przebiegają
jednocześnie i w określonym porządku, przyjęte
parametry technologiczne nie zmieniają się w czasie,
przy czym doprowadzanie surowców i półproduktów do
procesu nie zmienia się w czasie i doprowadzane są w
sposób ciągły,
b) półciągłe, c) okresowe
Półprodukt – produkt otrzymany w wyniku
zakończenia etapu procesu technologicznego lub całego
etapu produkcji i jest przeznaczony do dalszej przeróbki
w innych procesach technologicznych
Operacja jednostkowa – proces charakteryzujący się
tym że w czasie jego przebiegu nie zachodzą w
używanym surowcu przezmiany fizykochemiczne i
chemiczne.
Urządzenia w procesach techn dzielimy na 4 grupy:
1) zbiorniki magazynowe
– naczynia różnego kształtu
odpowiednio wyposażone, które służą do
przechowywania i pobierania z nich materiałów
płynnych, stałych i sypkich.
2) maszyny
– urządzenia będące układami
dynamicznymi wykonującymi ściśle określone działania
mające jeden z celów:
- przetwarzanie energii
- zmiana cech użytkowania materiałów,
- zmiana położenia materiałów,
- dostarczenie informacji
3) aparaty
– urządzenia w których przebiegają procesy
fizyczne, fizyko-chemiczne, chemiczne i biochemiczne
mające na celu zmianę właściwości substancji biorących
udział w tym procesie
4) przyrządy
– urządzenia dostarczające informacji
charakteryzujących parametry procesu przebiegającego
w maszynie lub aparacie.
Maszyny dzielą się na:
a) m. energetyczne
– służą do przetwarzania energii
jednego rodzaju w drugi np.:
- silnik elektryczny
~ pracuje na zasadzie poboru energii
elektrycznej, którą zamienia na energie mechaniczną,
- turbina parowa
~ wykorzystuje energie cieplną, potem
energię ciśnienia do przetworzenia jej na energie
mechaniczną,
- generator
~ poprzez turbiny zamienia energie
mechaniczną w elektryczną
b) m. technologiczne
– służą do zmiany kształtu
rozmiarów i innych parametrów fizycznych materiałów
które podlegają działaniu maszyny (tokarka, kruszarka),
c) m. transportowe
– służą do zmiany położenia
materiałów (przenośniki taśmi=owe, pompa,
wentylator),
d) m. informacyjne
– służą do przetwarzania informacji
(komputer)
Aparaty dzielimy na 4 grupy:
a) a. do przenoszenia pędu
– służące do przygotowania
mieszanin ciał stałych, cieczy i gazów (mieszarka), -
służące do rozdzielania układów niejednorodnych
(cyklony, osadniki, filtry, hydrocyklony)
b) a. do wymiany ciepła
– zaliczamy tu: wymienniki
ciepła, aparaty wyparne służące do uzyskania substancji
rozpuszczonej w rozpuszczalniku,
c) a. do wymiany masy
– krystalizatory, destylatory,
absorbery, desorbery, suszarki.
d) a. do przeprowadzania
(reakcji chemicznych,
biochemicznych) – reaktory, bioreaktory, elektrolizery
Maszyny technologiczne, transportowe oraz aparaty w
zależności od ich charakteru ich pracy dzielimy na 3
grupy:
1) o działaniu okresowym
– w tych urządzeniach istnieją
3 kolejno po sobie następujące czynności: -
doprowadzenie surowca przeprowadzenie procesu
technologicznego odprowadzenie produktu,
2) o działaniu półciągłym
– dotyczy tylko aparatów,
gdyż w dziedzinie OŚ maszyny nie działają w sposób
półciągły. Aparaty stanowią tu pewne zespoły –
poszczególne części tego zespołu pracują w sposób
okresowy ale cały aparat pracuje w sposób ciągły,
3) o działaniu ciągłym
– w tym samym czasie zachodzi
doprowadzenie surowca, przeprowadzenie procesu
technologicznego i odprowadzenie produktów
Proces technologiczny w każdym studium projektowania
musimy przedstawić w sposób zrozumiały nawet nie dla
fachowców. Takim sposobem jest jego graficzny zapis
SCHEMAT.
Najprostszą formą zapisu jest SCHEMAT IDEOWY.
Występuje ona na etapie projektu procesowego. Na
etapie projektu wstępnego i ZTE posługujemy się
SCHEMATEM WSTEPNYM. Na etapie projektu
technicznego mamy SCHEMAT TECHNICZNY.
Schemat IDEOWY – przebieg procesu
technologicznego na tym schemacie przedstawia się za
pomocą symboli w postaci prostokątów, w pole których
wpisuje się nazwy poszczególnych operacji czy
procesów jednostkowych.
Jeśli posiadamy większą wiedzę i możemy określić
parametry procesu to też wpisujemy je w pole
prostokąta. Najpierw ciąg główny a po lewej i po prawej
stronie zamieszczamy ciągi pomocnicze. Kierunek
przemieszczania się surowców, materiałów w tym
procesie przedstawiamy za pomocą strzałki które
doprowadzamy do środka górnego boku prostokąta, a
wyprowadzamy ze środka dolnego boku.
Nieodłączną częścią każdego schematu jest
zamieszczona na tym samym arkuszu tabelka. W
schemacie ideowym w tabeli podaje się jakiemu
strumieniowi materiałowemu odpowiada dany numer.
Schemat WSTĘPNY – tutaj przebieg procesu
technologicznego przedstawia się za pomocą
umownych symboli aparatów i urządzeń. Budową
takiego schematu rysujemy od lewej ku stronie
prawej, a technologiczne ciągi pomocnicze rysujemy
poniżej a niekiedy powyżej głównego ciągu
technologicznego.
Przepływ strumieni materiałowych na schemacie
obowiązują linie, kierunek przepływu surowców
zaznaczamy grotem strzałki. N schemacie tym
wszystkie urządzenia i wszystkie linie materiałowe
muszą być ponumerowane. Przy czym żeby je
zróżnicować to te symbole cyfrowe dotyczące aparatu
podaje się w kółku natomiast linii materiałowych –
cyframi arabskimi bez kółek. Czasem zamiast kółek
staosuje się kwadraty bądź prostokąty. Nieodłączną
częścią schematu dą dwie tabele. W jednej podajemy
nazwę strumieni materiałowych odpowiadające
symbolom cyfrowym na schemacie. W drugiej
podajemy nazwy urządzeń które występują na schemacie
z podaniem ważniejszych parametrów technicznych lub
technologicznych każdego urządzenia.
Schemat TECHNICZNY – tutaj należy pokazać
wszystkie urządzenia jakie występują w danej instalacji
łącznie z urządzeniami rezerwowymi, które są
instalowane. Pokazane muszą być też wszystkie zawory.
Wszystkie urządzenia rysujemy za pomocą symboli,
przy czym wyraźnie należy pokazać jakiego rodzaju jest
to odpylacz. Występuje tu grupa urządzeń które
zaznaczamy symbolami ogólnymi tzn, np.
zawór
,
zasuwa
,
pompa
,
wentylator
,
bez podziałki bez skali.
W oparciu o schemat techniczny sporządza się, przy
przyjęciu znormalizowanych podziałek, rzut lub rzuty i
przekroje instalacji. Przekrojów pokazuje się tylko tyle
ile jest niezbędnych do pokazania wysokości
poszczególnych urządzeń i rozmieszczenia ich pod
względem siebie na wysokości. Na przekrojach
umieszczamy także przewody (części rurociągu
dostarczające media) w znormalizowanej podziałce.
- na planie sytuacyjnym 1:500,
- instalacji w rzutach i przekrojach 1:50, rzadziej 1:100,
- szczegóły niekiedy 1:20 lub 1:25
Proces technologiczny okresowy – to taki którego
etapy nasypują kolejno po sobie w czasie, powtarzają się
cyklicznie. Doprowadzanie surowców oraz
półproduktów a także odbiór produktów odbywa się po
upływie czasu wynikającego z przyjętej koncepcji
technologicznej procesu
Proces technologiczny półciągły – od ciągłego różni się
tym iż doprowadzenie surowców i półproduktów
odbywa się w sposób ciągły, parametry procesu mogą
zmieniać się w czasie natomiast odbiór produktów jest
okresowy
Surowiec – materiał użyty w procesie technologicznym
pochodzenia mineralnego, zwierzęcego, roślinnego lub
półproduktu z którego w wyniku procesu produkcyjnego
otrzymuje się produkty, względnie półprodukty
Nadawa – to ilość surowców i półproduktów
wprowadzanych jednorazowo do instalacji
technologicznej względnie wprowadzanych w jednostce
czasu w sposób ciągły.
Zdolność przerobowa (wydajność procesu) – ilość
surowców przerobiona w jednostce czasu przy max
wykorzystaniu instalacji i przy stosowaniu normalnego
toku technologicznego.
Tok technologiczny = reżim technologiczny – są to
warunki prowadzenia procesu technologicznego wg
określonej koncepcji technologicznej charakteryzowane
wartościami wszystkich parametrów technologicznych
procesu
Dla każdego procesu technologicznego tworzymy
dwa bilanse:
a) bilans materiałowy
– jest to zestawienie ilości
wszystkich surowców głównych, pomocniczych jak i
substancji obojętnych wprowadzonych do procesu
oraz ilość wszystkich otrzymanych produktów
głównych, ubocznych i odpadowych, przy czym ilość
materiałów wyrażona w jednostkach masy odnoszona do
jednostkowego czasu.
b) bilans energetyczny
– zestawienie ilości
doprowadzanej i odprowadzanej do i z aparatów
instalacji oraz innych urządzeń w trakcie procesu
technologicznego, jak również zestawienie efektów
energetycznych przemian fizycznych i chemicznych
przebiegających w instalacji. Ilość energii odnosi się do
jednostkowego czasu (proces ciągły) lub do czasu
trwania cyklu produkcyjnego (proces okresowy)
MAGAZYNOWANIE SUROWCÓW
Zbiorniki do magazynowania ciał stałych
sproszkowanych – posiadają różne kształty i różne
rozmiary, zbiorniki o większych rozmiarach to: SILOSY
(pojemność 100-1000m
3
). Zwykle wykonywane są z
żelbetonu, natomiast te o mniejszej pojemności
wykonuje się z blachy, najczęściej stalowej niekiedy z
tworzyw sztucznych, jeśli środowisko jest bardzo
agresywne. Integralną częścią tych zbiorników są
urządzenia dozujące (rozładowcze).
Zbiorniki do magazynowania ciał sypkich.
Rozwiązanie konstrukcyjne omawianych zbiorników
zależy od właściwości magazynowania materiałów:
- rozmiary cząsteczek,
- wilgotność materiału,
- gęstość materiału,
- gęstość usypowa,
- zdolność materiału do ugniatania się,
- ruchliwość cząstek w warstwie materiału,
- naturalny kąt usypu i zsypu oraz kąt tarcia
wewnętrznego spoczynku i ruch,
- twardość materiału
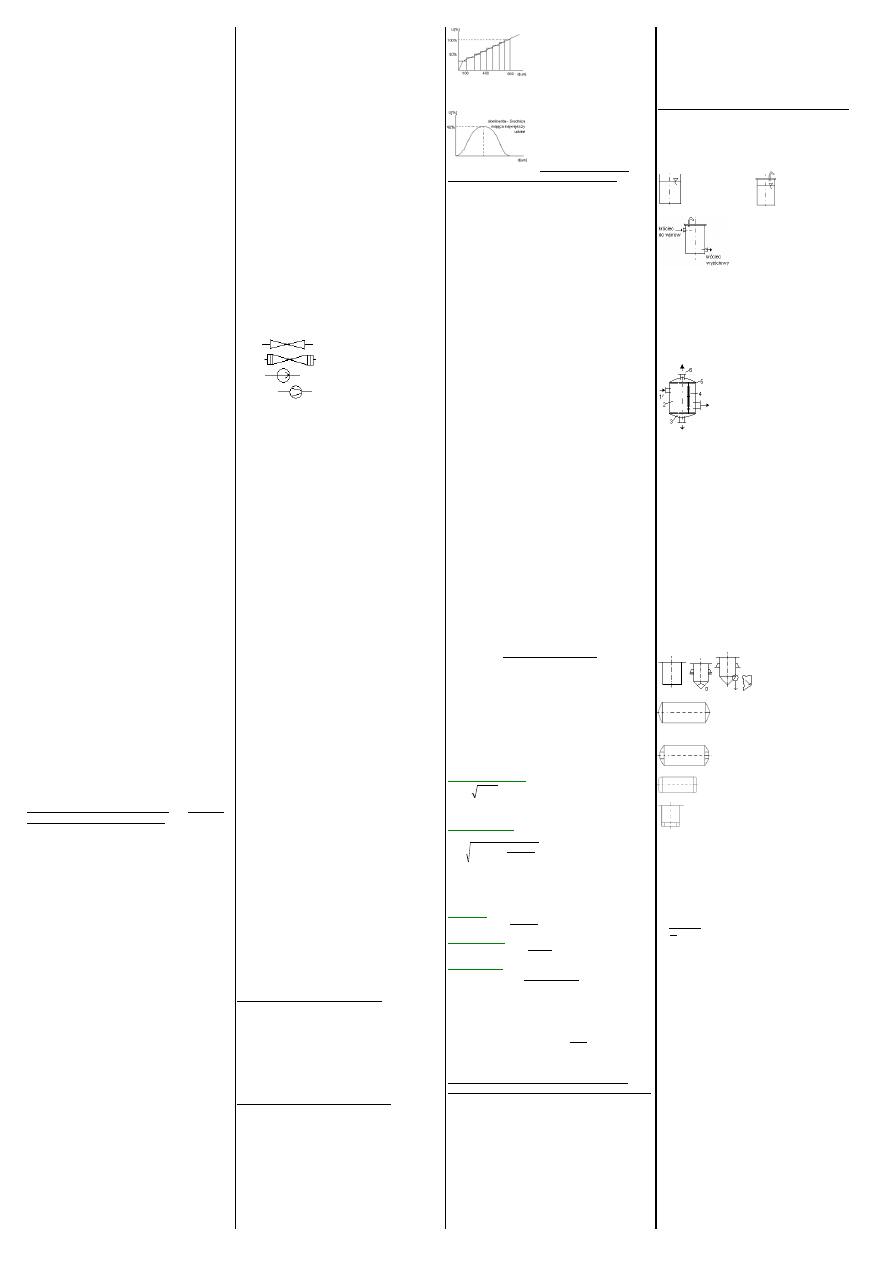
Skład ziarnowy danego
materiału przedstawia
krzywa ziarnowa:
U[%] – udział poszczególnych
frakcji
Sumaryczny udział frakcji = dystrybuanta rozkładu
rozmiaru cząstek
Na podstawie krzywej
ziarnowej jesteśmy w stanie
dobrać np. urządzenie
odpylające.
Rozdrobnienie materiału
wpływa również na wartość kąta zsypu i usypu
α – kąt usypu naturalnego, jest on różny dla różnych
materiałów. Jego wielkość zależeć będzie też od
zwilgocenia materiału. Im większa wilgotność tym kąt
usypu większy.
β – kąt zsypu naturalnego, przy którym obserwujemy
naturalne zsypywanie się materiału z płytki
Gęstość – jest bardzo ważnym parametrem, wpływa
ona na masę materiału zgromadzonego w zbiorniku,
na napór na ścianki i rozkład ciśnień w zbiorniku, a to
przekłada się później na grubość ścianki.
Gęstość rzeczywista – w przeliczeniu na lity materiał
Gęstość usypowa – odniesiona do jednostki objętości i
materiału i wolnej przestrzeni.
Zdolność do ugniatania – jest również bardzo istotna
przy zasobnikach
Ruchliwość cząstek – im bardziej ruchliwe cząstki tym
kąt usypu jest mniejszy, zależne jest to od budowy
ziaren, jeśli będą one w kształcie kulistym to
zmniejsza się ich przyczepność
Tarcie w spoczynku i ruchu – tarcie między
cząsteczkami materiału, tutaj też wpływają kąty zsypu
i usypu.
Twardość materiału – bardzo istotna, związana z
kruszeniem, które jest zjawiskiem przeważnie
szkodliwym
Wybuchowość – zwłaszcza w transporcie, w przypadku
transportu pneumatycznego wytwarza się mieszanina
pyłowo- powietrzna. Są pyły które mają granicę
wybuchowości, przy danym stężeniu mogą spowodować
wybuch.
Wypływ materiału przez otwór zbiornika rozróżnia się 3
rodzaje wysypu materiału sypkiego ze zbiornika:
a) w. normalny
– spotykany w praktyce, najczęściej
zwłaszcza w zbiornikach o działaniu okresowym gdy kąt
pochylenia ścianek zasobnika do poziomu jest
nieznacznie większy od największego kąta tarcia
materiału sypkiego o ścianę leja wysypowego
b) w. hydrauliczny
– wtedy gdy kąt pochylenia ścian leja
do poziomu jest znacznie większy od kąta tarcia. Stosuje
się go w zasobnikach o działaniu ciągłym gdy kąt
nachylenia ścianek leja może wynosić 75-80%
c) w. pośredni
– charakteryzuje się on ruchem materiału
tylko w pewnej części leja wysypowego w tzw strefie
obruszenia.
Bardzo istotnym zagadnieniem jest TWORZENIE się
SKLEPIEŃ ~ mogą się one tworzyć gdy:
1) jeśli otwór wysypowy jest za mały w stosunku do
elementów materiału w zasobniku, w wyniku
zakleszczenia się elementów materiału,
2) jeśli materiał gromadzony w zasobniku jest
higroskopijny (pochłania wodę), zbryla się on zwłaszcza
przy długim czasie przechowywania.
Istotne jest umiejętne dobranie rozmiarów otworu
wysypowego w zależności od przechowywanego
materiału. Otwór wysypowy powinien posiadać takie
rozmiary aby zapewnić opróżnienie zbiornika z
określoną prędkością.
- wysyp hydrauliczny
gH
u
2
,
gdzie: φ – współczynnik wysypu <1, H – wysokość
warstwy materiału w zbiorniku
- wysyp normalny
:
,
gdzie:
0
- graniczne
naprężenie ścinające, fw –
współczynnik tarcia wewnętrznego,
n
- gęstość
nasypowa materiału
W przypadku otworu o przekroju:
- kołowym
:
4
0
dsr
D
Rh
,
- kwadratowym
:
4
0
dsr
l
Rh
,
- prostokątnym
:
)
2
(
2
)
)(
(
0
0
0
0
dsr
b
a
dsr
b
dsr
a
Rh
,
D
0
– średnica wewnętrzna otworu wysypowego, dśr –
rozmiar średniego ziarna, l
0
- bok kwadratu otworu
wsypowego, a
0
, b
0
– wymiary boków prostokąta
Czas opróżniania zbiornika:
]
[
0
s
U
A
V
t
gdzie: V – objętość materiału ze zbiornika, A
0
- przekrój
otworu wysypowego, U – prędkość wysypu
Podział materiałów ze wg na rozmiar cząstek, jaki
uzyskuje się w procesie rozdrabniania materiału stałego:
a) bryłowe d>300mm,
b) wielkokawałkowe d = 150-300mm,
c) średniokawałkowe d = 50-150mm,
d) drobnokawałkowe d = 10-50mm,
e) gruboziarniste d = 2-10mm,
f) drobnoziarniste d = 0,5-2mm,
g) sproszkowane d = 0,005-0,5;
h) pyłowe d < 0,05mm
Jednorodność cząstek materiału sypkiego ~ stosunek
wymiaru cząstki największej do wymiaru cząstki
najmniejszej, jakie w danym zbiorze występują:
- jeśli ten stosunek > 2,5 to materiał taki uważany jest za
niesortowalny a charakterystyczny wymiar określa się
dla największej cząstki. Jeśli cząstek tych jest mniej niż
10% to za typowy wymiar przyjąć można ten, który jest
najbliżej rozmiaru,
- jeśli ten stosunek ma wartość < 2,5 to materiał taki
uważa się za sortowany. Za wymiar charakterystyczny
materiału przyjmuje się średnią arytmetyczną rozmiaru
największego i najmniejszego.
ZBIORNIKI DO MAGAZYNOWANIA CIECZY
Roztwór – ciecz jednorodna, jeśli chodzi o fazę ale
może zawierać 1,2 lub więcej składników ciekłych
mieszających się ze sobą.
W zależności od rodzaju cieczy, jej przeznaczenia i
właściwości fizyko- chemiczne zbiorniki można
podzielić na:
a) otwarte, b) zamknięte
Ze wg na ciśnienie wewnątrz
dzielimy je na:
a) ciśnieniowe,
Kiedy mamy zbiorniki
ciśnieniowe musimy
zamontować króciec z zaworem bezpieczeństwa (przed
niekontrolowanym wzrostem ciśnienia)
b) bezciśnieniowe
W zbiornikach, które ulegają napełnieniu i opróżnianiu
przyjmuje się górny i dolny poziom cieczy, jak i górny i
dolny max poziom cieczy.
Można też zamontować urządzenia alarmowe-
ostrzegające( sygnalizacja dźwiękowa lub świetlna)
Zbiorniki ciśnieniowe:
1- króciec, 2- płaszcz, 3- dennica, 4-
spoina, 5- spaw, 6- zawór
bezpieczeństwa
( ponadto muszą być jeszcze króćce do
wodowskazów)
Przekroje mogą być kwadratowe lub
prostokątne, jednak najlepiej przenosi ciśnienie
wewnętrzne zbiornik kulisty lub cylindryczny!!!
W zbiornikach ciśnieniowych dno może być płaskie ,
eliptyczne, sferyczne, półkuliste lub stożkowe. Dna
stożkowe stosuje się w zbiornikach, gdy zależy nam na
szybkim i całkowitym opróżnianiu zbiornika. Dna
płaskie mogą mieć także wzmocnienia. Mogą mieć lub
nie mieć wyoblenia.
Dna stożkowe mogą być w kształcie stożka bez i z
wyobleniem.
Zbiorniki ciśnieniowe podlegają kontroli UDT i co jakiś
czas przechodzą testy na wytrzymałość. Bardzo
starannie należy projektować grubość ścianki płaszcza
oraz dennic. Najczęściej dennica i płaszcz są eliptyczne
– połączone ze sobą trwale za pomocą spawania.
Zbiornik ciśnieniowy- ciśnienie robocze >=1 atm. ,
nadciśnienie= 0,1 MPa, poniżej tej wartości ciśnienia,
mówimy, że zbiornik jest bezciśnieniowy.
a)
a)zbiornik z dnem płaskim, b)zbiornik z
dnem stożkowym, c) zbiornik z dnem
stożkowym z wyoblaniem
b)
zbiornik z dnami elipsoidalnymi
c)
zbiornik z dnami płaskimi użebrowanymi
( wzmocnione)
d)
zbiornik z dnami wyoblonymi
e)
zbiornik z dnem płaskim użebrowanym
Zbiorniki: a ; b ; c ; g – są zb. pionowymi
Natomiast: d ; e ; f ; - są zb. poziomymi
Dna płaskie są najsłabszym elementem zbiornika!
Dlatego dąży się do budowania zbiorników
eliptycznych.
Grubość ścianki powłoki cylindrycznej:
gdzie:
pow – ciśnienie obliczeniowe,
k – naprężenia dopuszczalne na rozrywanie,
a- współczynnik zależy od stosunku:
Dz/Dw,
z- współczynnik wytrzymałościowy
szwu dla poszczególnych miejsc powłoki
C
g
g
0
, gdzie:
C = C
1
+C
2
+C
3
, gdzie:
C
1
– naddatek grubości uwzględniający ujemną
odchyłkę grubości blachy,
C
2
- naddatek na korozję,
C
3
- naddatek na dodatkowe naprężenia nie zależne od
ciśnienia
- Czas eksploatacji rzutuje na czas amortyzacji ( jest on
zróżnicowany ze względu na to jakie to jest urządzenie).
W technice grubości blach są znormalizowane –
wytwarza się określone rodzaje i gabaryty blach.
Blach węglowe- bardzo popularne grubości naszej
branży to: 5, 6, 7, 8, 10, 12, 14, 16, 18, 20, 22, 24 mm
Stale kwasoodporne – do pracy w najgorszych
warunkach 6, 8, 10, 12, 16, 20, 24, 28 mm np. 1H18N9T
( typowa stal kwasoodporna stosowana w Polsce)
Obliczanie powłok cylindrycznych bezciśnieniowych:
MPa
p
rob
1
,
0
W przypadku kiedy powłoka podlega wewnętrznemu
ciśnieniu hydrostatycznemu, to grubość powłoki
wyznacza się z tych samych równań, przy czym za
ciśnienie obliczeniowe wewnętrzne podstawia się
wartość ciśnienia hydrostatycznego
c
H
g
ph
]
[
,
3
,
2
0
m
pow
z
k
a
pow
Dz
g
)
6
,
1
(
2
0
fw
g
Rn
g
u
n
Jeśli ciśnienie ph przyjmuje wartość < niż 0,1 MPa, to
podstawiamy 0,1 MPa ( musi być zachowana sztywność
powłoki)
Ze względu na warunki konstrukcyjne i technologiczne
grubość ścianki powłoki cylindrycznej nie może być < 3
mm.
Dla powłok pionowych
grubość ze względu na
sztywność wyliczamy z równania:
Rm
Dz
g
sz
8
3
10
94
,
2
5
,
2
10
Rm- wytrzymałość doraźna na rozerwanie
Dla powłok poziomych:
Rm
Dz
g
SZ
8
10
94
,
2
320
Powłoki stożkowe: P. prostopadłościenne:
C
z
k
pow
D
g
cos
2
C
k
p
B
g
oh
5
,
0
W przypadku konstrukcji powłok prostopadłościennych
nie zaleca się stosować ścianek grubszych niż 6 mm.
Gdy grubość obliczeniowa > 6mm można ją zmniejszyć
stosując ożebrowania powłoki ( np. teownik, ceownik,
kątownik)
DENNICE
Ze względu na profil dennice dna dzielimy na:
a) wyoblone: eliptyczne, półkoliste, sferyczne
b) płaskie: z wyobleniem, bez wyoblenia
c) stożkowe: proste, z wyobleniem
rys. dno eliptyczne
C
z
k
yw
pow
Dz
g
4
Dno sferyczne – dno, które w
części czaszowej ma kształt kulisty R
w
=<D
z
Dna płaskie:
a) dno płaskie bez wyoblenia
b) dno płaksie z wyobleniem obrzeży
c) dno płaskie bez wyoblenia wzmocnione żebrami
- dno płaskie bez wyoblenia:
C
z
k
pow
a
D
g
Z
,
- dno płaskie z wyobleniem:
r
Z
- promień zewnętrznej
części wyoblonej dna,
a – współczynnik zależny od połączenia dna z
powłoką,
k
Z
- naprężenia dopuszczalne na zaginanie,
pow – ciśnienie obliczeniowe
MIESZANINA UKŁADÓW JEDNO- I
DWUFAZOWYCH
Proces mieszania bardzo często występuje w procesach
technologicznych związanych z oczyszczaniem gazów
odlotowych metodami mokrymi. Celem mieszania jest
uzyskanie odpowiedniej jednorodności w jedno lub
wieloskładnikowym środowisku. Mówiąc o
jednorodności mówimy o takich cechach substancji
jak: gęstość, temperatura, stężenie jednego składnika
w drugim. Mieszanie ma również na celu
intensyfikowanie procesów nagminnie spotykanych w
inżynierii procesowej.
Procesy:
- fizykochemiczne : zwiększanie szybkości reakcji
chemicznej
- zwiększanie szybkości wymiany masy w procesie
dyfuzji ( absorpcja)
- zwiększanie szybkości wymiany ciepła
- tworzenie emulsji ze składników ciekłych
- zabezpieczanie przed przypiekaniem i przypalaniem w
proc. technicznych
Emulsja- wymieszanie jednego składnik ciekłego w
drugim, przy czym nie uzyskuje się w ten sposób ukł.
jednorodn., ponieważ po ustaniu mieszania szybko
następuje rozdział mieszanych cieczy.
Konstrukcja urządzeń do mieszania zależy od
właściwości mieszanych substancji a szczególnie od
stanu skupienia , stąd też różnie nazwy tych urządzeń.
Mieszalniki - mieszanie substancji ciekłych
Mieszarki - mieszanie ciał stałych, sproszkowanych
Zagniatarki - mieszanie ciał plastycznych i
ciastowatych
Rodzaje mieszalników:
1) m. z mieszadłem mechanicznym
2) m. pneumatyczny, w którym do mierzenia
wykorzystuje się fazę gazową ( najczęściej sprężone
powietrze)
3) m. cyrkulacyjny ( hydrauliczny) – w nim
wykorzystuje się pompę zasysającą ciecz ze strefy zb.
górnego i wtłacza pobraną ciecz do zb. w strefie
przydennej.
Najczęściej do oczyszczania gazów odlotowych , stosuje
się mieszalniki z mieszadłem mechanicznym.
Wyróżniamy:
1) mieszadło łopatkowe,
2) mieszadło kotwicowe:
a) rozbieralne, b) nierozbieralne
- jego kształt jest właściwy dla aparatów z dnem
sferycznym lub eliptycznym (można je stosować do
mieszalników o małej objętości do 4m),
3) mieszadło ramowe,
4) mieszadło turbinowe
- służy do mieszania cieczy lepkich dla różnych
dennic, niekiedy stosowane do mieszania cieczy i fazy
gazowej,
5) mieszadło properelowe (śmigłowe)
- trójskrzydełkowe jest nierozbieralne, może pracować
samodzielnie lub też może być obudowane dyfuzorem,
który zwiększa intensywność mieszania,
- stosuje się do cieczy o gęstości = 2000kg/m
3
,
6) mieszadło properelowe z rurą cyrkulacyjną
- nierozbieralne, służy do emulgowania i mieszania
cieczy, ciał stałych i sypkich, szybkoobrotowe, prędkość
obwodowa do 16m/s,
7) mieszadło turbinowe zamknięte
– nierozbieralne, do
wytwarzania emulsji, do rozprowadzania cząstek ciała
stałego w cieczy, niekiedy też do przyśpieszania
wymiany ciepła i mas,
8) mieszadło łopatowe
- nierozbieralne, służy do cieczy o małej gęstości
~ Największe szybkości obwodowe posiadają mieszadła
properelowe, dlatego nazywają się szybkoobrotowymi,
~ Średnie prędkości obwodowe stosuje się dla mieszadeł
turbinowych, dlatego średnioobrotowe,
~ Najmniejsze prędkości obwodowe posiadają mieszadła
ramowe, kotwicowe, łopatowe, dlatego nazywane są
wolnoobrotowe.
Obliczenie mocy mieszadeł mechanicznych
m
w
N
k
k
k
N
3
2
1
, gdzie:
k
1
– współczynnik uwzględniający stopień napełnienia
mieszalnika cieczą,
k
2
– współczynnik uwzględniający wzrost mocy przy
rozruchu mieszadła, jak i przy ewentualnym wzroście
oporów mieszania co może nastąpić np. przy wzroście
gęstości,
k
3
– współczynnik uwzględniający opory wskutek
zabudowania w mieszalniku dodatkowych elementów,
N
m
- moc potrzebna do mieszania środowiska przy
ustalonych warunkach pracy mieszadła,]
N
m –
moc mieszania jest funkcją
,
N
m
= f(d
m
, n, ς, η, g)
)
(
5
3
W
dm
n
M
N
i
m
,
W przypadku mieszania
kilku substancji o różnych
gęstościach
, gęstość tego
układu wyznacza
równanie:
gdzie: x
1
+x
2
+…+x
n
=1
Dla emulsji dwuskładnikowej
gdzie:
c
- lepkość fazy ciekłej rozpraszającej,
s
- lepkość
fazy ciekłej rozproszonej, V
c
- objętość fazy ciekłej, V-
całkowita objętość mieszaniny w mieszalniku;
Faza ciekła rozpraszająca – ciecz, której udział w
mieszaninie jest większy,
Faza ciekła rozproszona – ciecz, której udział udział w
mieszaninie jest mniejszy
Dla układu emulsji
wieloskładnikowej lub układu
suspensyjnego
(f. ciekła + stała):
, gdzie:
V
s
- objętość fazy rozproszonej, V- objętość całkowita
mieszaniny (suspensji),
Moment skręcający wału:
)
(
,
163
,
0
m
w
N
n
N
Ms
,
gdzie: n – liczba obrotów mieszadła, N
w
- moc na wale,
Średnica wału:
, gdzie:
ksj – naprężenie dopuszczalne na skręcenie jednostronne
zmienne, C- naddatki grubości
Jak dobieramy silnik??
Moc silnika który ma napędzić
mieszadło będzie większa niż moc
na wale,
, gdzie:
k – współczynnik zapasu mocy (2-2,5), N
w
- moc na
wale, η- sprawność przekładni (0,9-0,95)
Wydzielanie cząstek stałych z cieczy:
Im czystsza ciecz w obiegu, tym lepiej dla danego
odpylacza.
1) Proces sedymentacji
~ wykorzystuje siły przyciągania
ziemskiego na cząstkę stałą zawieszona w cieczy,
wykonuje się w osadnikach lub odstojnikach,
2) Można też wykorzystać
działanie siły odśrodkowej
na
cząstkę w cieczy, w urządzeniu zwanym
hydrocyklonem, hydromulticyklonem lub baterię
hydrocyklonu,
3) Proces filtracji
Sedymentacja – opadanie cząstek stałych w płynie w
wyniku działania siły przyciągania ziemskiego
Podział urządzeń:
a) o działaniu ciągłym
– osadniki przepływowe, dzielą
się na:
~ konwencjonalne: * pionowe, * poziome, * pionowo-
poziome,
~ wielostrumieniowe
b) o działaniu okresowym
– osadniki kontaktowe =
odstojniki (jeśli poszczególne fazy procesu następują
kolejno po sobie);
Ciecz zawierająca cząstki stałe doprowadzana do
osadnika to nadawa, ciecz oczyszczona to ciecz
klarowna, cząstki stałe które opadają na dno to osad,
który zazwyczaj w sposób mechaniczny zagarniany jest
do komory osadowej, w której osad ulega przetrzymaniu
min 8h. Po tym czasie usuwamy go przy użyciu tzw
pomp szlamowych ~ często usuwany osad jest osadem
uwodnionym.
Mechanizm wydzielania cząstek stałych i cieczy w
osadnikach:
- na skutek działania sił
ciążenia
- siła ciążenia:
g
V
g
M
F
c
c
c
1
,
- siła wyporu:
g
V
F
c
2
,
- siła oporu hydraulicznego:
2
2
3
ut
A
F
c
c
,
- opadanie swobodne cząstki:
dt
dut
V
a
M
F
C
C
C
2
Rys.2
OSADNIK POZIOMY PODŁUŻNY
Przy projektowaniu osadników kierujemy się
przesłankami:
1) pozioma prędkość cieczy w osadniku powinna
spełniać warunek
:
u
k
,
k – współczynnik zależy od stosunku długości osadnika
do jego wysokości:
K
H
L
, gdzie:
H – średnia głębokość części przepływowej osadnika,
α – współczynnik uwzględniający wpływ pionowej
składowej prędkości opadania
2) całkowita powierzchnia osadnika:
u
c
F
V
6
,
3
,
3) całkowita szerokość osadnika;
,
4) szerokość jednej komory osadnika: B =
3÷6m,
5) wysokość części przepływowej: H = 3÷5m,
6)
4
B
L
,
1
H
B
,
7) obciążenie hydrauliczne krawędzi przelewu
: <
20m
3
/mh
- jeśli krawędź jest prostoliniowo, nie osiągamy tego
wymogu, więc musimy zastosować przelew
Thomsona – jest to przelew pilasty.
8) spadek dna w kierunku komory 1-2%,
9) kąt nachylenia ścianek komory osadowej kąt ≈ 60
O
(dopuszcza się 50
O
),
Rys.3
OSADNIK DORR’A
Zasady przy konstruowaniu:
1)
pozioma prędkość cieczy w osadniku powinna
spełniać warunek:
u
k
,
k – współczynnik zależy od stosunku długości
osadnika do jego wysokości:
K
H
L
, gdzie:
H – średnia głębokość części przepływowej osadnika, α
– współczynnik uwzględniający wpływ pionowej
składowej prędkości opadania
2)
nadawę do osadnika wprowadza się przez komorę
centralna (cylindryczną), prędkość przepływu cieczy
tutaj nie powinna przekraczać 1m/s, średnicę jej zaś
określa się strumień objętości nadawy i jej prędkość,
3)
średnicę osadnika radialnego:
)
(
2
K
O
R
R
R
D
, gdzie:
R
O
- część promienia osadnika na długość którego
zachodzi sedymentacja i gdzie prędkość opadania ≥
dopuszczalnej prędkości swobodnego opadania,
ΔR – odcinek promienia zapewniający wytrącenie zbyt
dużej prędkości przepływu spowodowanej
wprowadzeniem jej do osadnika,
R
K
- promień komory wlotowej (centralnej),
4)
głębokość osadnika przy obwodzie: 1,5÷2,5m,
5)
spadek w kierunku osi pionowej: 2÷5%,
6)
odprowadzenie cieczy klarownej – przez przelew do
koryta zbiorczego,
7)
obwód krawędzi przelewu powinno zapewniać nie
przekroczenie 20m
3
/mh,
8)
do zagarniania osadu stosuje się zagarniacz obrotowy
poruszający się z prędkością 1÷6obr/h
9)
komora osadowa powinna mieć kształt stożka
ściętego, przy czym średnica dolnej podstawy ≤ 0,4m, a
kąt rozwarcia komory osadowej 70÷80
O
.
WYDZIELENIE CZĄSTEK STAŁYCH Z CIECZY
W HYDROCYKLONACH
Hydrocyklon – to urządzenie w którym wykorzystuje
się w celu wydzielania cząstek, działanie siły
odśrodkowej działającej na cząstki zamieszane w cieczy.
Hydrocyklon będzie dobrze pracował kiedy zapewnimy
odpowiednie warunki pracy:
a)
warunek bezuderzeniowego wlotu cieczy do
hydrocyklonu będzie zachowany gdy prędkość cieczy w
dyszy wlotowej = prędkości obrotowej wirującej cieczy
części cylindrycznej hydrocyklonu (zapewnia jak
najmniejszą stratę energii ciśnienia),
b)
ruch wirowy cieczy w hydrocyklonie powinien być
ustabilizowany (warunek stałego wiru cieczy) aby go
zachować cieczy należy zapewnić określoną energię
przed wprowadzeniem do hydrocyklonu,
c)
czas przebywania cieczy w hydrocyklonie musi być
dostatecznie długi
Spełnienie warunku:
ad. a)
dk
D
ds
2
- stosunek ten oscyluje w granicy 0,25,
ad. b)
min
1
2
k
D
ds
V
,
min
2
2
2
k
D
g
w
s
gdzie:
k
1,
k
2
– wyznacza się je doświadczalnie i są to wielkości
stałe dla danego hydrocyklonu,
w
s
- prędkość swobodnego wirowania – występuje w
cząsteczce cylindrycznej w obrębie dyszy przelewowej,
ad. c),
gdzie:
n
1
–
ilość
skrętów wiru pierwotnego w części cylindrycznej przy
zejściu cieczy w dół hydrocyklonu,
n
2
– ilość skrętów w pierwotnej części stożkowej przy
zejściu cieczy w dół,
n
3
– ilośc skrętów wiru wtórnego przy przepływie cieczy
do góry,
- dla wartości średnich: n
1
= 2, n
2
= 8, n
3
= 16,
,
Na wlocie do hydrocyklonu ciśnienia
wynoszą: 0,2÷0,6MPa,
Prędkość cieczy na króćcu
wlotowym: 5÷30m/s,
Czas przepływu cieczy przez hydrocyklon: 0,01÷6s (w
zależności od rozmiarów),
Wydajność hydrocyklonu pod wg cieczy: ,
Hydrocyklony mogą występować
pojedynczo lub w postaci baterii
hydrocyklonu (połączone
szeregowo lub równolegle), a
także w postaci hydromulticyklonu. Służą one
współpracując z innymi urządzeniami (oddziaływanie
ciał stałych z cieczy)
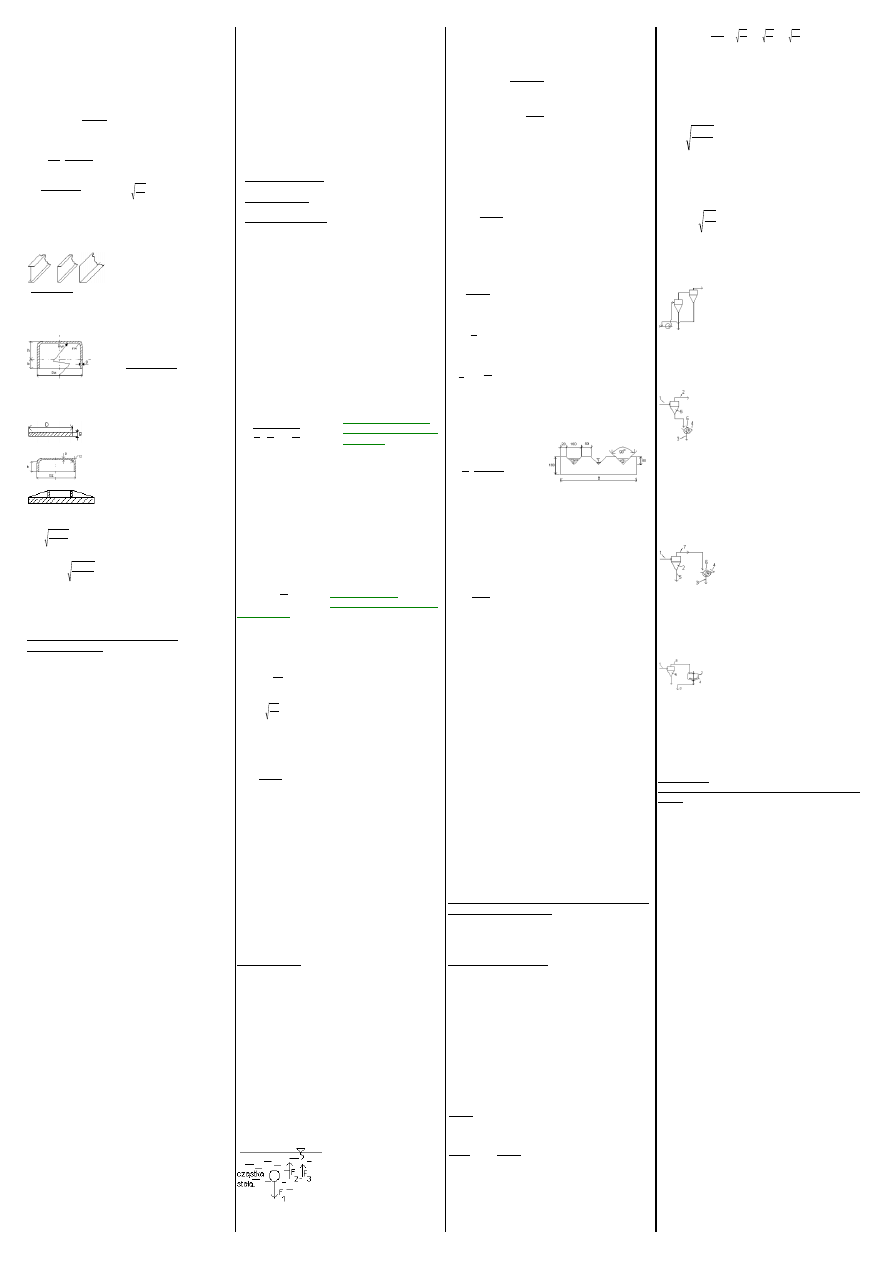
1) Układ dwustopniowy (szeregowy)
1 – doprowadzenie zawiesiny,
2 – hydrocyklon I stopnia,
3 – hydrocyklon II stopnia,
4 – szlam zagęszczony,
5 – recyrkulacja szlamu z II stopnia,
6 – ciecz klarowna,
7 – pompa
Rozwiązanie to pozwala uzyskiwać dowolnie klarowną
ciecz i dowolnie zagęszczony szlam,
2) Układ współpracy z filtrem
1 – doprowadzenie cieczy zawiesiny,
2 – ciecz klarowna,
3 – filtrat,
4 – placek filtracyjny (produkt filtracji),
5 – hydrocyklon (bateria),
6 – próżnicowy filtr bębnowy (taśmowy,
tarczowy)
Układ ten stosujemy gdy chcemy aby wstępnie w
hydrocyklonie dokonać rozdziału zawiesiny na szlam i
ciecz klarowną, by następnie do filtra wprowadzić
zawiesinę o większym stężeniu. A tym samym mniejszy
strumień zawiesiny cieczy. Jest to wskazane gdy ciecz
posiada małą koncentrację tych cząstek a hydrocyklon
pozwala je zagęścić
3) Układ z filtrem próżniowym
1 – doprowadzenie zawiesiny,
2 – hydrocyklon,
3 – filtrat,
4 – placek filtracyjny,
5 – produkt „ gruby”,
6 – próżnicowy filtr bębnowy,
7 – ciecz przelewowa z hydrocyklonu
Układ ten stosujemy gdy zawiesina cieczy występuje w
dużym przedziale rozmiarów cząstek, powala on
wstępnie usunąć z cieczy cząstki dużych rozmiarów.
4) Układ z osadnikiem
1 – doprowadzenie nadawy,
2 – odprowadzenie cieczy klarownej,
3 – szlam,
4 – osadnik radialny,
5 – hydrocyklon,
6 – ciecz przelewowa
Jeżeli ciecz posiada duże zagęszczenie fazy stałej to
bezpośrednie skierowanie do osadnika doprowadzi tj do
przeciążenia mechanizmu i konstrukcji zgarniacza.
Zastosowanie hydrocyklonu umożliwia uniknięcie
przeciążenia osadnika osadem.
FILTRACJA
Urządzenia do filtracji nazywamy filtratami i stosuje się
je gdy:
- proces sedymentacji w osadniku jest za mało
skuteczny,
- gdy są duże straty cieczy usuwanej wraz z osadem
W technologiach oczyszczania gazów odlotowych
filtrację stosuje się w celach:
- wydzielania z cyrkulujących w obiegu instalacji
odpylającej cząstek ciała stałego
- gdy zależy nam na wydzieleniu cząstek absorpcyjnych
i podabsorpcyjnych cząstek ciała stałego.
Filtracja – polega na przepływie cieczy przez warstwę
osadu i przegrodę filtracyjną jednocześnie i wydzielaniu
cząstek ciała stałego na tej warstwie osadu i przegrodzie
filtracyjnej.
Wydzielony osad to placek filtracyjny, zaś ciecz która
przejdzie przez filtr to filtrat lub przesącz.
Kiedy zaistnieje filtracja:
Siłą sprawczą filtracji jest różnica ciśnień jaka musi
nastąpić po obu stronach przegrody filtracyjnej. Tą
różnicę ciśnień musimy wytworzyć. Można tego
dokonać w urządzeniach ciśnieniowych, za pomocą
pompy, a w urządzeniach próżniowych za pomocą
pompy próżniowej.
Jakie przegrody występują w praktyce:
~ tkaniny:
- wełniane – do filtracji cieczy kwaśnych,
- bawełniane – do filtracji cieczy obojętnych i słabo
alkaicznych,
- z włókien syntetycznych – do cieczy agresywnych,
szklanych i azbestowych,
~ żwir, płytki, żużel,
~ płyty ceramiczne
K
p
dk
ds
V
C
p
2
max
D
d
n
D
d
n
D
d
n
D
t
K
K
K
3
2
1
max
)
/
(
,
...
1
3
2
2
1
1
m
kg
x
x
x
n
n
m
)
(
,
4
,
0
5
,
2
1
s
Pa
V
V
s
c
s
c
c
c
m
)
(
,
5
,
2
1
s
Pa
V
V
s
c
)
(
,
71
,
1
3
m
C
ksj
M
dw
s
)
(
, W
N
k
N
w
s
C
z
k
pow
a
r
Dz
g
Z
Z
)
(
L
F
B
Wyszukiwarka
Podobne podstrony:
Aparatura - sciaga mini, aparatura
PADACZKA - ściąga mini mini, PIELĘGNIARSTWO ROK 3 LICENCJAT
PADACZKA - ściąga mini mini, PIELĘGNIARSTWO ROK 3 LICENCJAT
ANTROPOLOGIA ściaga mini
Metodyka - Ściąga mini, metodyka
sciaga mini
ściąga-mini, Św
Podstawy zarzadzania dr inz. Waclaw Kawczynski [ ściąga mini] [ teoria], zarzadzanie, ZARZADZANIE to
ZZL ściąga mini(1)
znaki K 1 ściąga mini
biologia sciaga mini, AWF Wychowanie fizyczne, biologia, 1
Lekkoatletyka - Ściąga mini, AWF, Lekkoatletyka
Etyka sciaga.mini (1), AWF Wychowanie fizyczne, studiaa, STUDIA, STUDIA, MIX
więcej podobnych podstron