
1
Klasyfikacja i zastosowanie przekładni zębatych w mechanizmach drobnych i precyzyjnych
Przekładnie zębate, w zależności od położenia osi współpracujących kół zębatych, można podzielić na:
- przekładnie równolegle,
- przekładnie kątowe, w których osie kół leżą w jednej płaszczyźnie (najczęściej kąt pomiędzy osiami
wynosi 90°),
- przekładnie wichrowate, w których osie kół nie leżą w jednej płaszczyźnie (np. przekładnia ślimakowa).
W zależności od tego, czy osie kół zębatych przekładni mają położenie stałe czy też zmienne, rozróżniamy:
- przekładnie o osiach stałych,
- przekładnie obiegowe, wśród których występują przekładnie planetarne (o jednym stopniu swobody) i
przekładnie różnicowe (o dwóch stopniach swobody).
Odrębną grupę stanowią przekładnie falowe.
2
Koła zębate mogą mieć uzębienie zewnętrzne lub wewnętrzne. Ze względu na ułożenie linii zęba rozróżnia
się koła zębate z zębami prostymi i skośnymi. Koła zębate mogą być walcowe lub stożkowe. Szczególnym
przypadkiem koła zębatego jest listwa zębata (zębatka) — koło zębate o nieskończenie wielkiej średnicy.
Odrębnym rodzajem kół zębatych są koła ślimakowe — ślimak i ślimacznica.
W przyrządach i mechanizmach precyzyjnych stosuje się niemal wszystkie typy kół zębatych używanych w
budowie maszyn (walcowe z zębami prostymi i skośnymi, stożkowe z zębami prostymi, skośnymi i
łukowymi, śrubowe, ślimakowe itd.). Natomiast w mechanizmach drobnych, ze względu na ich małe
wymiary, stosuje się zwykle najprostsze typy kół, tj. walcowe z zębami prostymi, rzadziej stożkowe z
zębami prostymi i ślimakowe.
3
W zależności od cech kinematycznych zazębienia zastosowanego w przekładni rozróżnia się: przekładnie
zębate o przełożeniu stałym i przekładnie o przełożeniu zmiennym. Przekładnie o przełożeniu zmiennym
mają przełożenie zmienne w granicach jednej podziałki lub wielu podziałek (rzadko stosowane).
1. Przekładnie zębate o przełożeniu stałym. W przekładniach tego typu stosuje się zwykle zazębienie
ewolwentowe, gdyż zapewnia ono stałe przełożenie nawet przy zmianie odległości środków kół,
wynikającej z niedokładności wykonania mechanizmu. Do przekładni o przełożeniu stałym można
zaliczyć przekładnie: napędowe, miernicze i nastawcze (z małym luzem obwodowym lub bez luzu
obwodowego).
Przekładnie napędowe służą do przenoszenia mocy silników, najczęściej elektrycznych, pracujących zwykle
ze znacznymi prędkościami. Są to przeważnie przekładnie zwalniające (reduktory). Kierunek działania
momentu jest w nich zwykle stały, rzadziej zmienny.
Przekładnie miernicze są to przekładnie, które stanowią część łańcuchów mierniczych przyrządów
pomiarowych. W przekładniach tych luz międzyzębny jest zwykle kasowany sprężyną włosową. Typowym
przykładem przekładni mierniczych jest mechanizm czujnika zegarowego.
Przekładnie nastawcze z małym luzem obwodowym stosuje się wówczas, gdy są wymagane dokładne
przełożenia i małe opory ruchu, przy zmiennym kierunku ruchu, dużych momentach obrotowych i dużych
prędkościach. Przekładnie te stosuje się min. w automatycznych układach nadążnych.
Przekładnie nastawcze bez luzu obwodowego mają luz usuwany za pomocą sprężyn. W przekładniach tych
dopuszcza się niekiedy znaczne opory ruchu. Przekładnie z usuwanym luzem obwodowym stosuje się w
mechanizmach nastawczych o ruchu dwukierunkowym, m.in. w napędach układów strojenia w
urządzeniach radiowych.
4
Przekładnie zębate o przełożeniu zmiennym w zakresie jednej podziałki. W wielu mechanizmach, np. w
mechanizmach zegarowych, nie wymaga się, aby przekładnie zębate miały stałe przełożenie. Przekładnie
te mogą (a niekiedy muszą) mieć przełożenie chwilowe, cyklicznie zmienne w zakresie jednej podziałki. Do
przekładni tego typu zalicza się przekładnie chodu i przekładnie zliczające.
Przekładnie chodu są to kilkustopniowe przekładnie przyśpieszające stosowane do napędu regulatorów
prędkości obrotowej za pomocą silnika o ograniczonym zasobie energii (np. sprężyna). Ze względu na
sposób działania regulatora, rozróżnia się przekładnie chodu o ruchu przerywanym, niekiedy z bardzo
małymi skokami (np. w mechanizmach zegarowych z regulatorem periodycznym), oraz przekładnie chodu
o ruchu ciągłym (np. mechanizm opóźniający z regulatorem cierno-odśrodkowym). W przekładniach
chodu o ruchu przerywanym stosuje się zwykle tzw. zazębienie zegarowe o małej zmienności momentu na
napędzanych zębnikach. W przekładniach chodu o ruchu ciągłym może być w zasadzie stosowane
zazębienie ewolwentowe o stałym przełożeniu.
Przekładnie zliczające są to przekładnie zwalniające, służące do zliczania obrotów wałka napędzającego
(np. w liczniku energii elektrycznej). Przekładnie te przenoszą zwykle bardzo małe momenty wynikające z
własnych oporów ruchu. W przekładniach zliczających stosuje się w zasadzie zazębienie ewolwentowe,
jednak w wielu konstrukcjach, ze względu na możliwość zastosowania mniejszej liczby zębów zębników i
większych tolerancji wykonawczych, stosuje się również zazębienie zegarowe.
5
Podstawowe pojęcia i zależności dotyczące przekładni zębatych
Najprostsza przekładnia zębata składa się z dwóch zazębiających się kół zębatych, z których jedno jest
kołem napędzającym (koło czynne), a drugie — kołem napędzanym (koło bierne). Wielkości związane z
kołem napędzającym mają oznaczenia z indeksem 1, a wielkości związane z kołem napędzanym — z
indeksem 2. Przełożenie chwilowe przekładni :
gdzie ω
1
i ω
2
— chwilowe prędkości kątowe koła napędzającego i napędzanego.
Jeśli koło napędzające (czynne) ma z
1
zębów, a koło napędzane (bierne) — z
2
zębów, to przełożenie
średnie
gdzie R
1
i R
2
— promienie kół tocznych obu kół.
6
Moduł uzębienia koła
gdzie t — podziałka koła zębatego mierzona na kole podziałowym.
Średnica koła podziałowego
gdzie z — liczba zębów koła.
7
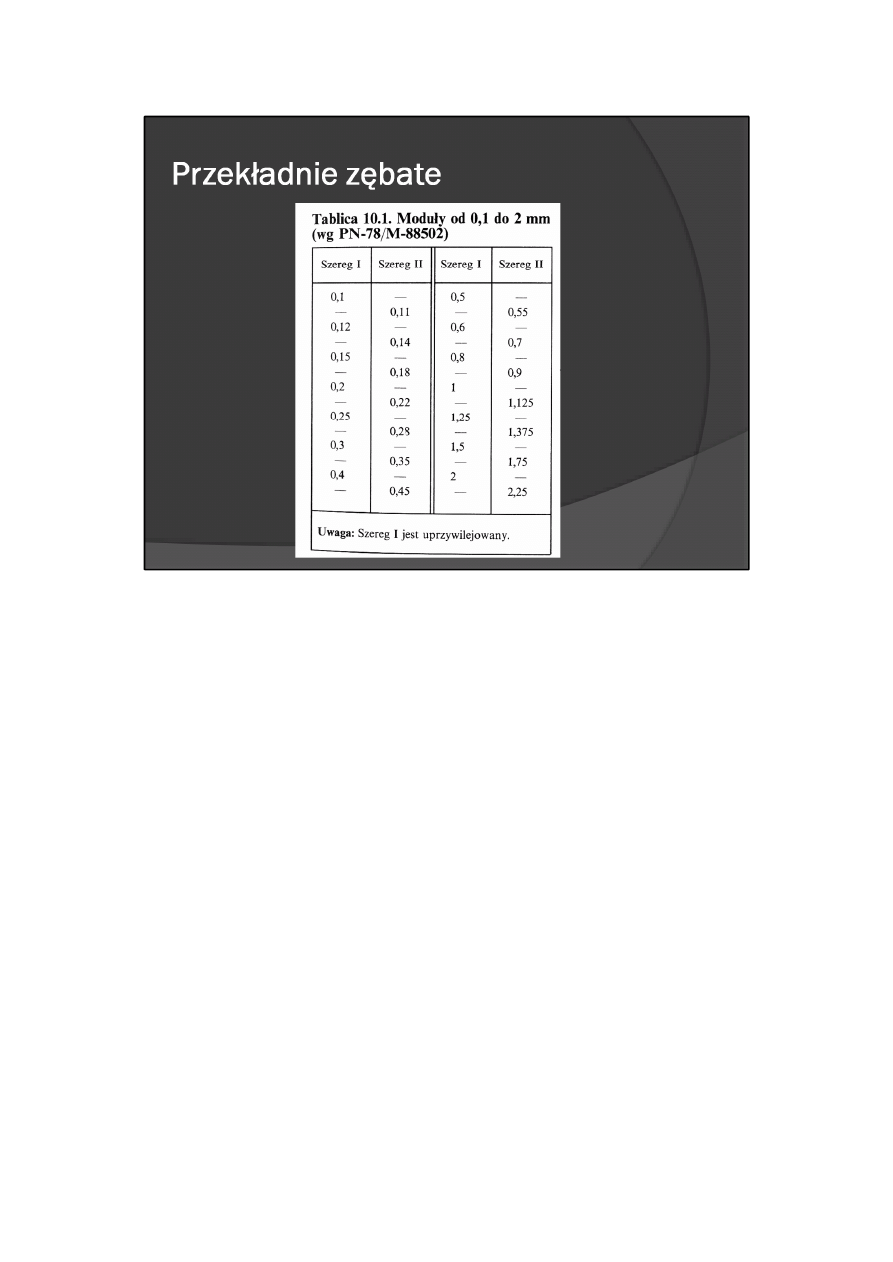
Moduł m jest wielkością znormalizowaną, charakteryzującą wymiary uzębienia koła zębatego (tabl. 10.1).
8
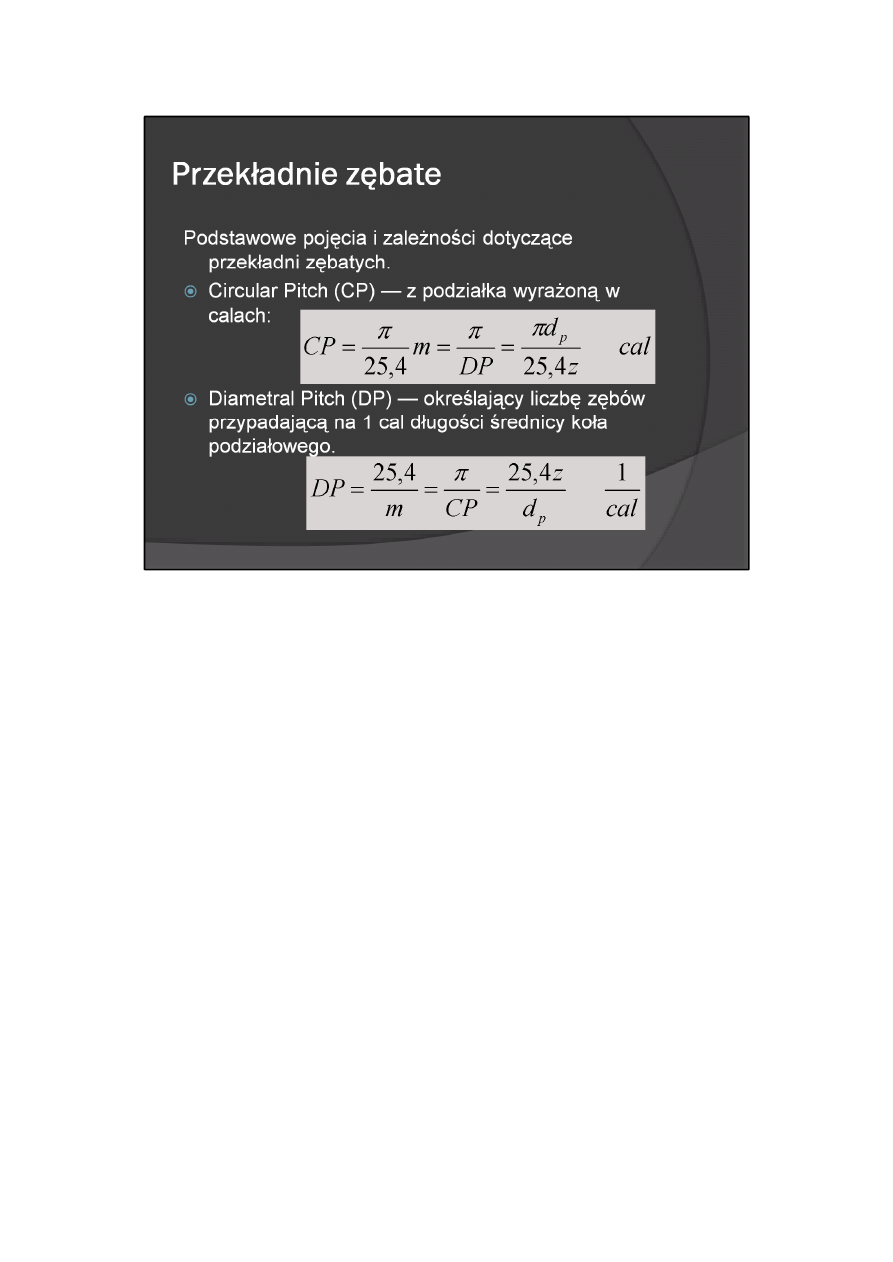
W krajach anglosaskich zamiast modułu stosuje się wielkości: Circular Pitch (CP) — z podziałka wyrażoną w
calach, Diametral Pitch (DP) — określający liczbę zębów przypadającą na 1 cal długości średnicy koła
podziałowego.
Między powyższymi wielkościami występują następujące zależności
9
Sprawność jednostopniowej przekładni zębatej
gdzie: N
1
— moc na kole napędzającym, N
2
— moc na kole napędzanym, N
t
— moc tracona na tarcie.
Przy stałym przełożeniu i można napisać
gdzie M
1
, — moment na kole napędzającym, M
2
— moment na kole napędzanym.
Sprawność całkowita przekładni wielokrotnej o n parach kół, ustawionych szeregowo, wyraża się
iloczynem
gdzie η
1
, η
2
, η
3
, …, η
n
— sprawności poszczególnych par kół przekładni.
10
Przekładnie zębate o osiach równoległych z kołami walcowymi o zębach prostych
Przekładnie z kołami o ewolwentowym zarysie zębów
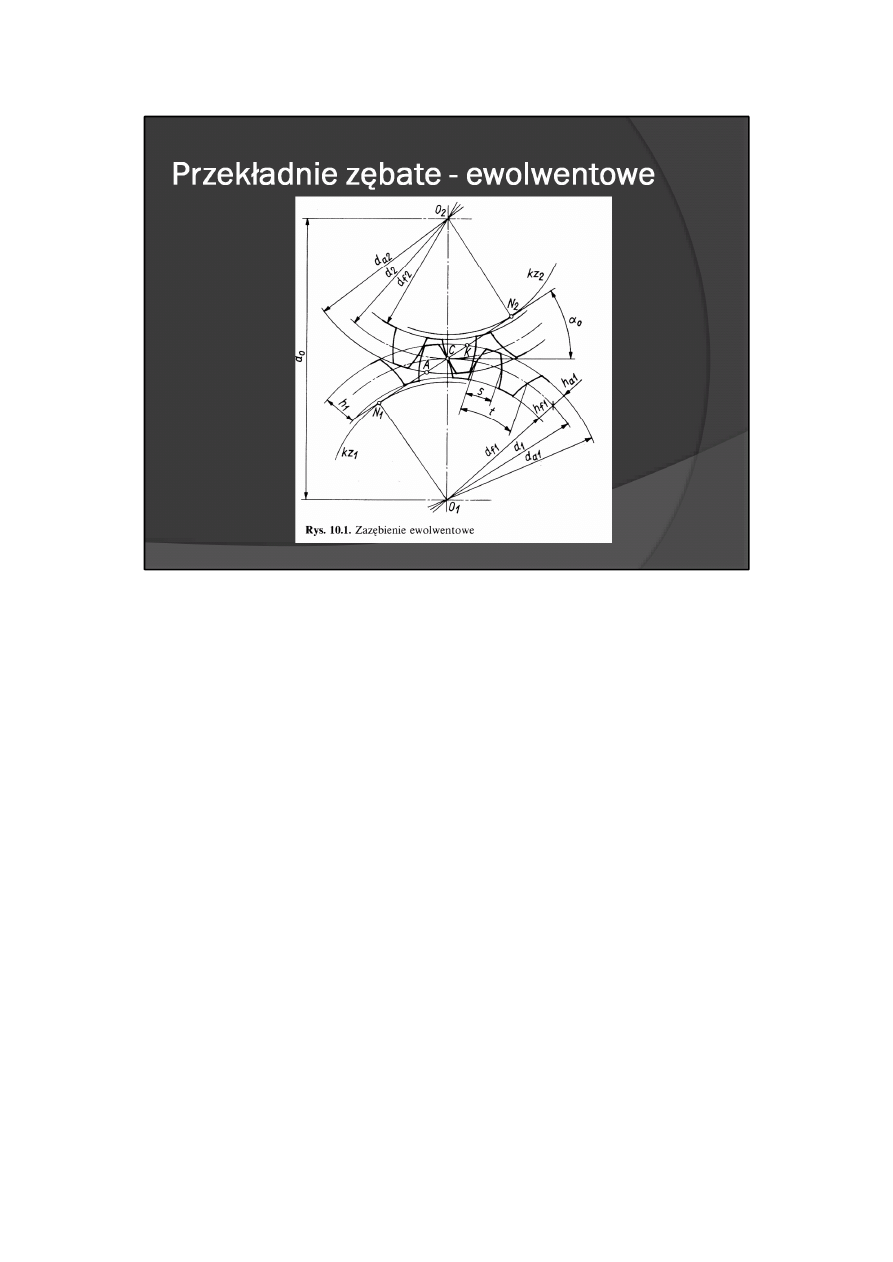
Budowa zarysu ewolwentowego. Zazębienie o ewolwentowym zarysie zębów jest pokazane na rys. 10.1.
Zarysy ewolwentowe poszczególnych zębów są torami punktu C leżącego na Prostej N
1
N
2
, toczącej się po
kole zasadniczym kz1 (zarys zębów koła 1) oraz po kole zasadniczym kz2 (zarys zębów koła 2).
11
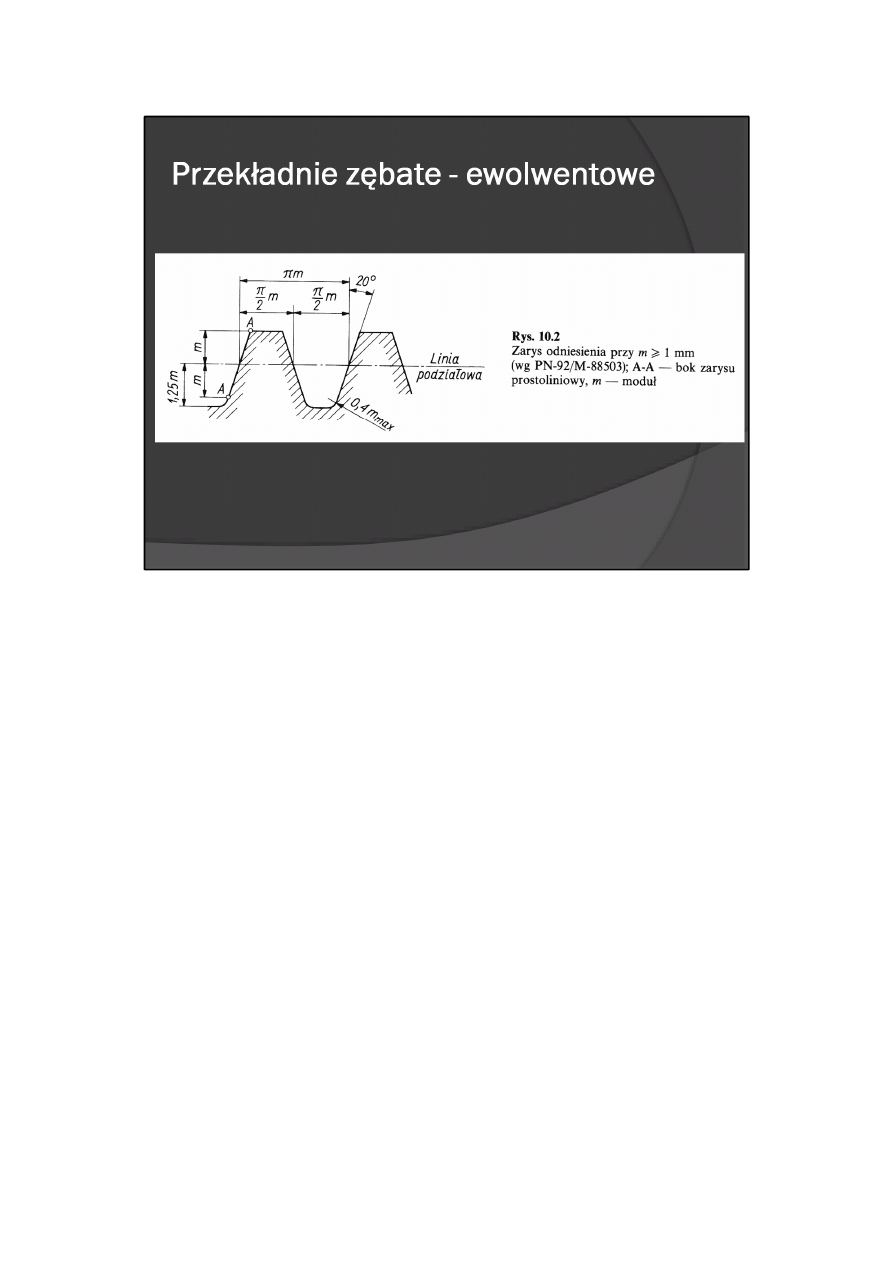
Zarys odniesienia. Zazębienie ewolwentowe może być scharakteryzowane przez podanie zarysu
odniesienia (zwanego również zębatką odniesienia). Na rys. 10.2 jest podany przykład zarysu odniesienia
zazębienia ewolwentowego dla modułów m > 1 mm, wg PN-92/M-88503. Zakreskowane pola
przedstawiają odpowiedniki zębów koła. Przeciwpola stanowią więc podstawę do wyznaczenia zarysu
narzędzia obrabiającego uzębienie metodą obwiedniową.
12
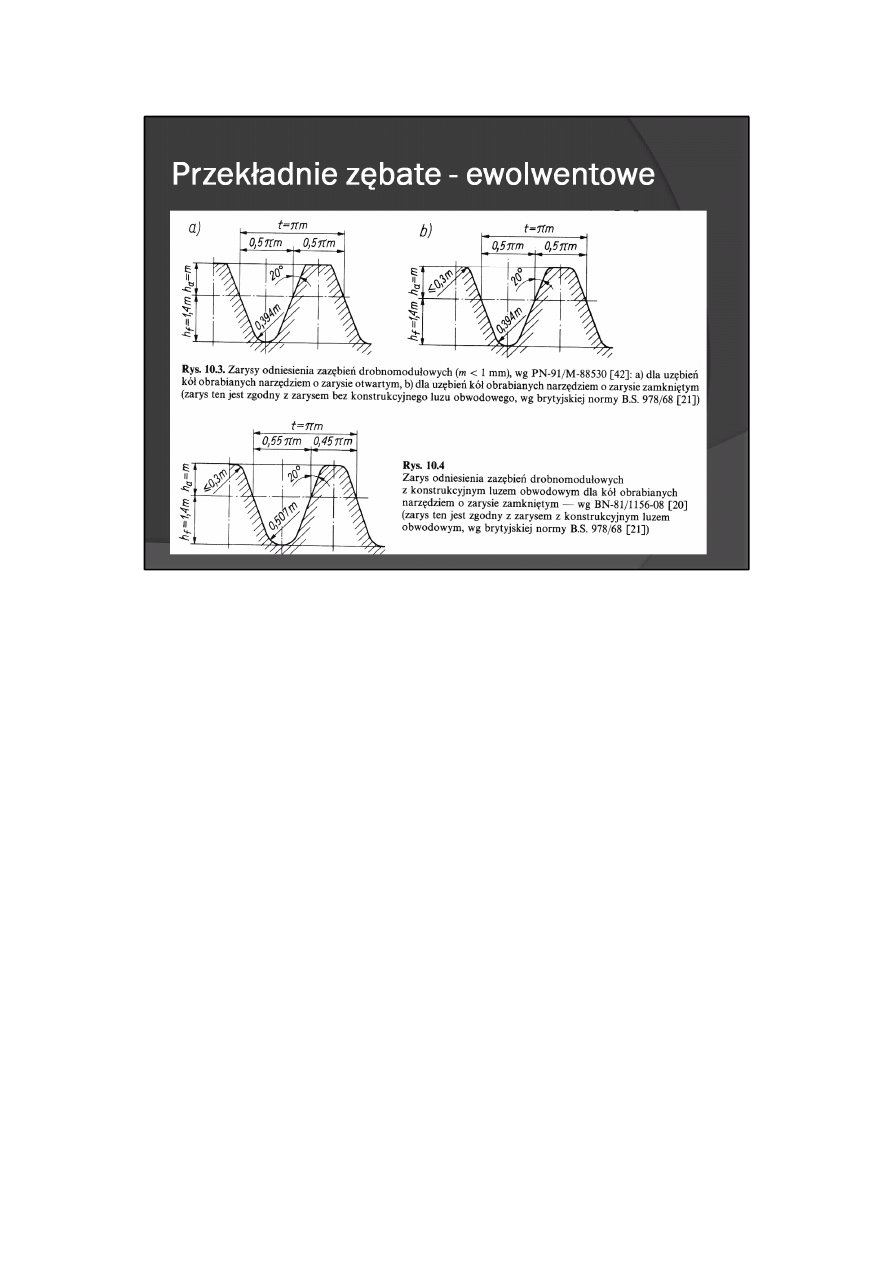
Dla modułów m < 1 mm, przy takiej obróbce uzębienia jak w przypadku kół maszynowych (gdzie
oddzielnie obrabia się koło wierzchołków i zarys wrębów międzyzębnych — zarys otwarty narzędzia),
stosuje się zarys odniesienia wg PN-91/M-88530 przedstawiony na rys. 10.3a. Natomiast przy obróbce
łącznej głowy i zarysu wrębów międzyzębnych (zarys zamknięty narzędzia) stosuje się zarysy odniesienia
przedstawione na rys. 10.3b i 10.4.
13
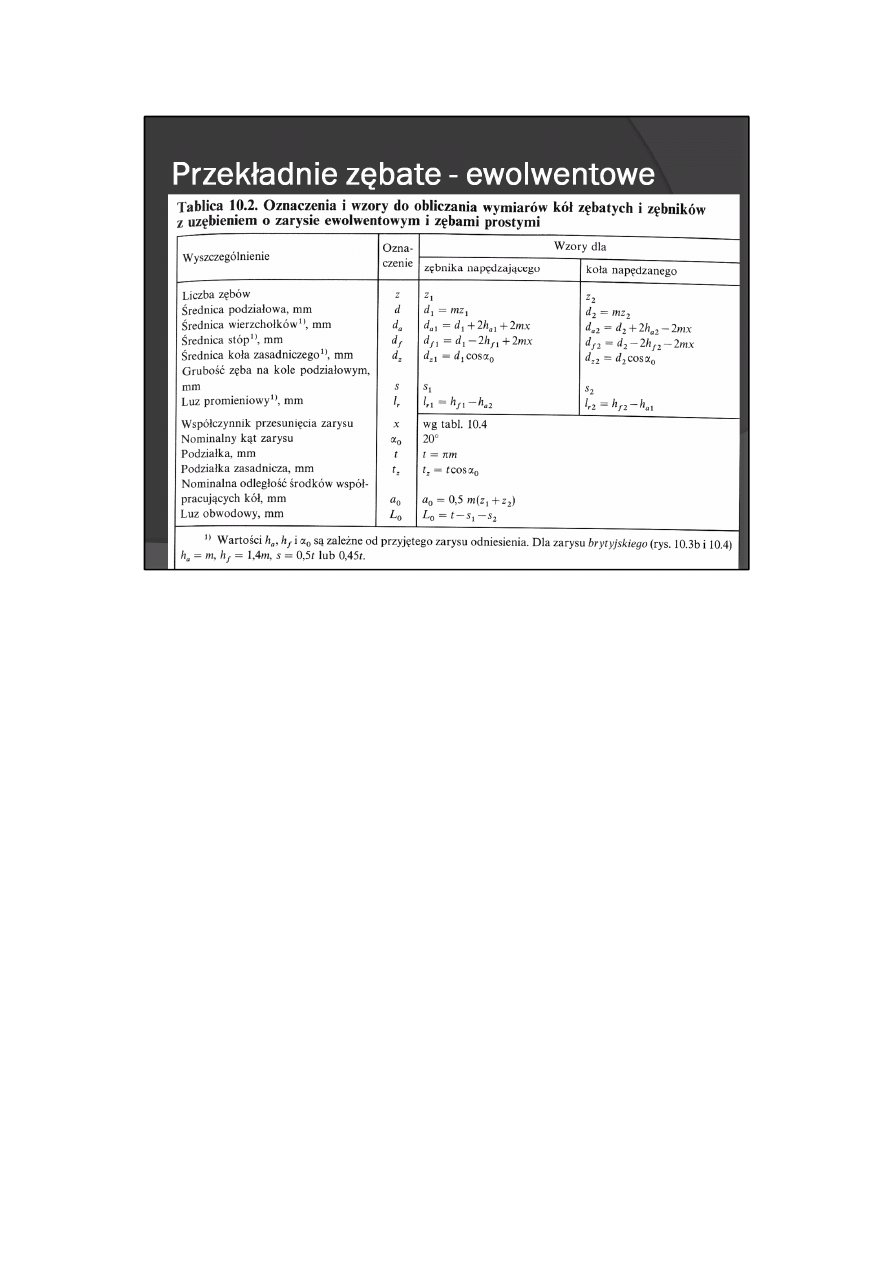
Obliczanie wymiarów kół. Ważniejsze wzory do obliczania nominalnych wymiarów elementów zazębienia
ewolwentowego zestawiono w tabl. 10.2.
Przy nominalnej odległości środków współpracujących kół a
0
koła podziałowe pokrywają się z kołami
tocznymi.
14
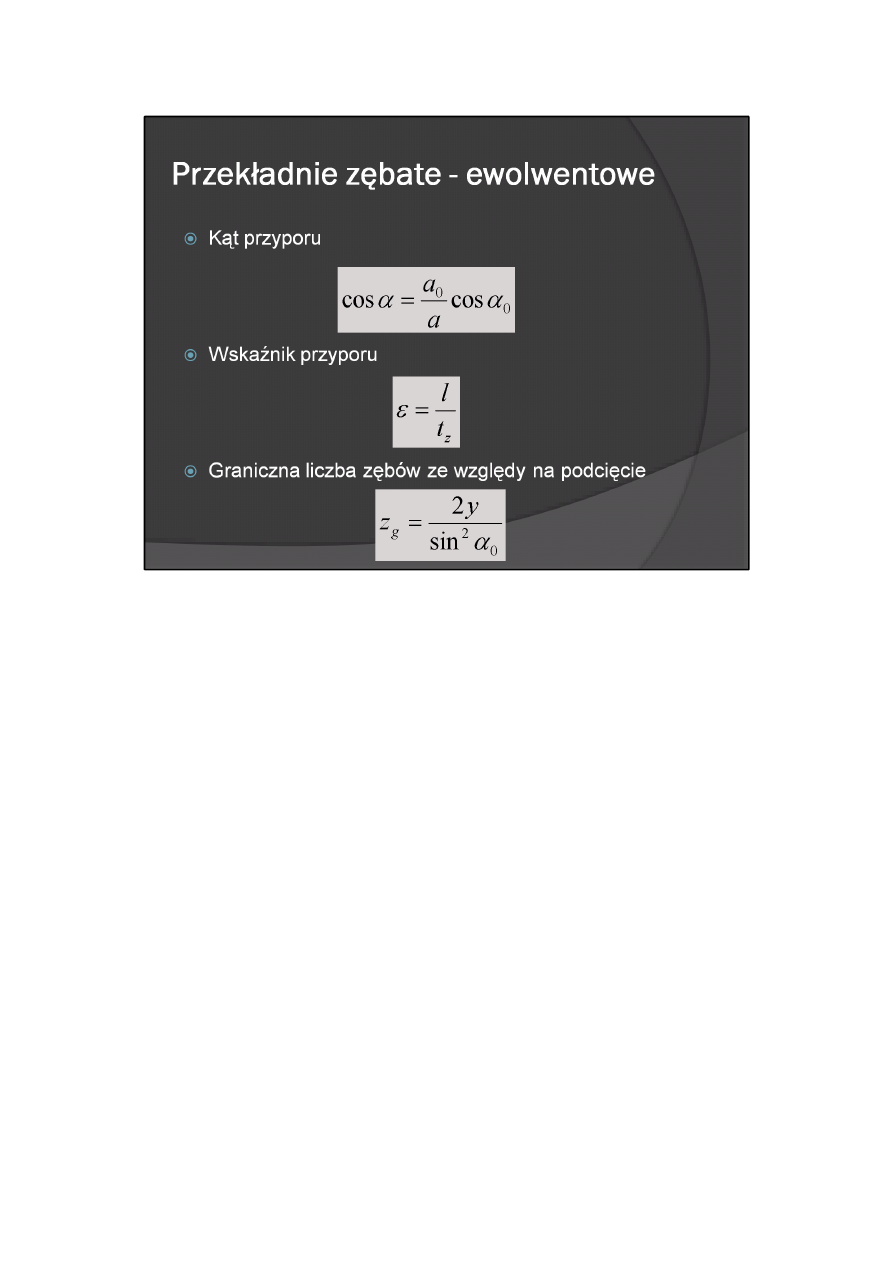
W przypadku gdy rzeczywista odległość środków a jest różna od nominalnej a
0
(np. przy zastosowaniu
przesunięcia zarysu — korekcji P), średnice toczne różnią się od średnic podziałowych i wówczas
rzeczywisty kąt przyporu α jest określony z zależności
<spacja>
Wskaźnik przyporu (liczba przyporu). Miejscem geometrycznym punktów przyporu w zazębieniu
ewolwentowym jest linia prosta N
1
N
2
(patrz rys. 10.1), zwana linią przyporu, a wykorzystana jej część AK
to odcinek przyporu 1.
<spacja>
W zazębieniu ewolwentowym wskaźnik przyporu ε można zdefiniować jako stosunek długości odcinka
przyporu l do podziałki zasadniczej t
z
(na okręgu koła zasadniczego)
Warunkiem uzyskania ciągłości zazębienia (tj. stałej wartości przełożenia chwilowego) jest zachowanie
wartości ε > 1.
Graniczna liczba zębów ze względu na podcięcie. Najmniejsza teoretyczna graniczna liczba zębów wolnych
od podcięcia przy nacinaniu narzędziem — zębatką (np. frezem ślimakowym) wynosi
gdzie y = h
fc
/m — współczynnik czynnej wysokości stopy zęba, najczęściej h
fc
= h
c
= m i wtedy y = 1.
15
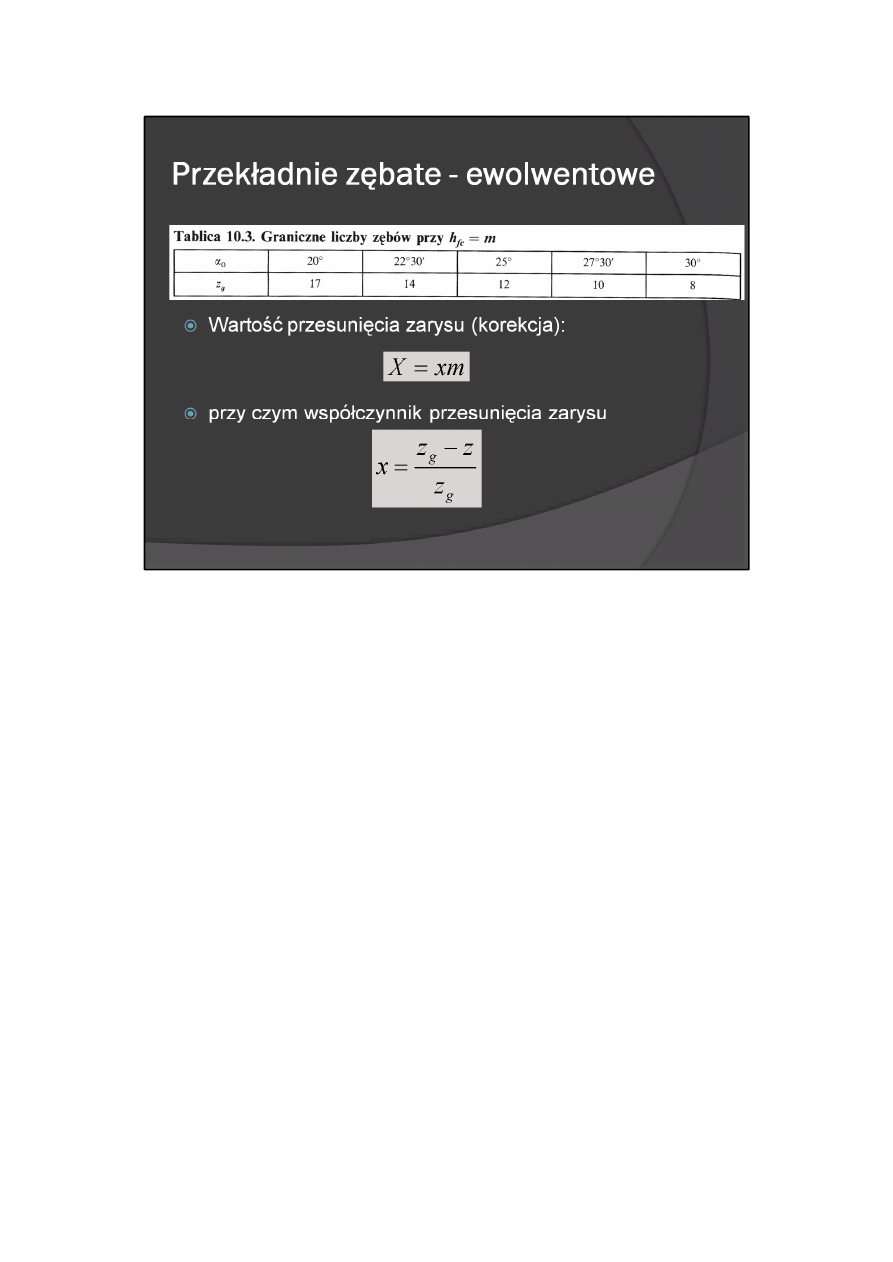
Graniczne liczby zębów z
g
dla czynnej wysokości stopy zęba h
fc
= m i różnych wartości kąta zarysu α
0
są
podane w tabl. 10.3.
Przesunięcie (korekcja) zarysów uzębienia kół. Jeżeli liczba zębów z koła o uzębieniu zewnętrznym jest
mniejsza od z
g
, to w celu uniknięcia podcięcia zębów zarys koła powinien być skorygowany (poprawiony)
przez promieniowe odsunięcie narzędzia obrabiającego od środka koła. Zabieg taki jest nazywany korekcją
technologiczną. Wartość przesunięcia zarysu wynosi
przy czym współczynnik przesunięcia zarysu
16
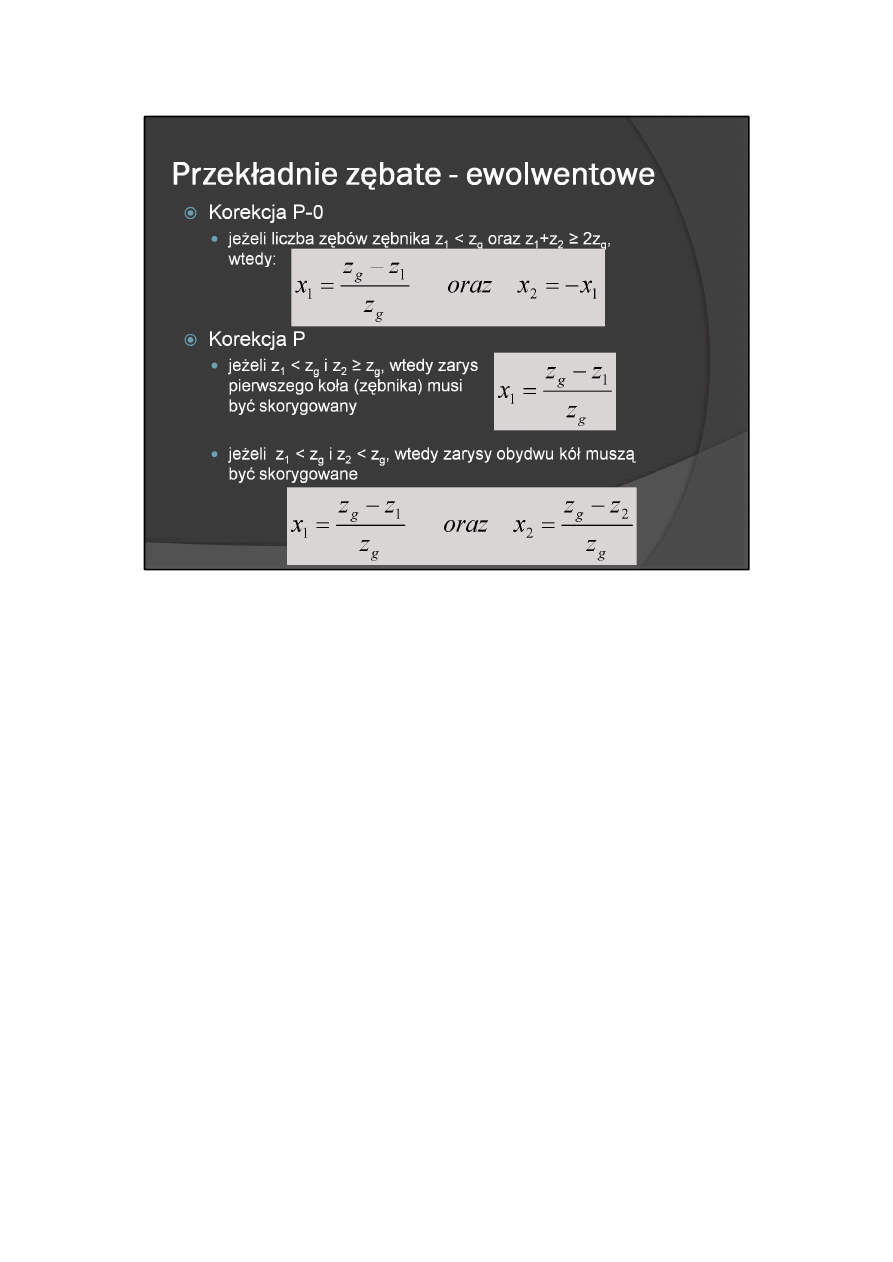
Dla pary kół zębatych ewolwentowych o uzębieniu zewnętrznym rozróżnia się dwa rodzaje korekcji
technologicznej — korekcję P-0 i korekcję P.
1. Korekcja P-0
Jeżeli liczba zębów zębnika z
1
< z
g
oraz z
1
+z
2
≥ 2z
g
, wtedy
Przesunięcia zarysów zębów obydwóch kół są równe, lecz o przeciwnym znaku, a odległość osi kół a = a
0
.
2. Korekcja P
Jeżeli z
1
< z
g
i z
2
≥ z
g
, wtedy zarys pierwszego koła (zębnika) musi być skorygowany
drugie koło pozostaje niezmienione;
- jeżeli z
1
< z
g
i z
2
< z
g
, wtedy zarysy obydwu kół muszą być skorygowane
przy czym przesunięcia zarysów x
1
i x
2
mogą być różne.
Przy korekcji P odległość osi a będzie większa od a
0
. Ten rodzaj korekcji może być stosowany również
wtedy, gdy oba koła mają liczby zębów większe od z
g
(w zębach nie występuje podcięcie), a odległość osi a
ma być nieco większa lub mniejsza od nominalnej a
0
ze względów konstrukcyjnych (korekcja
konstrukcyjna).
17
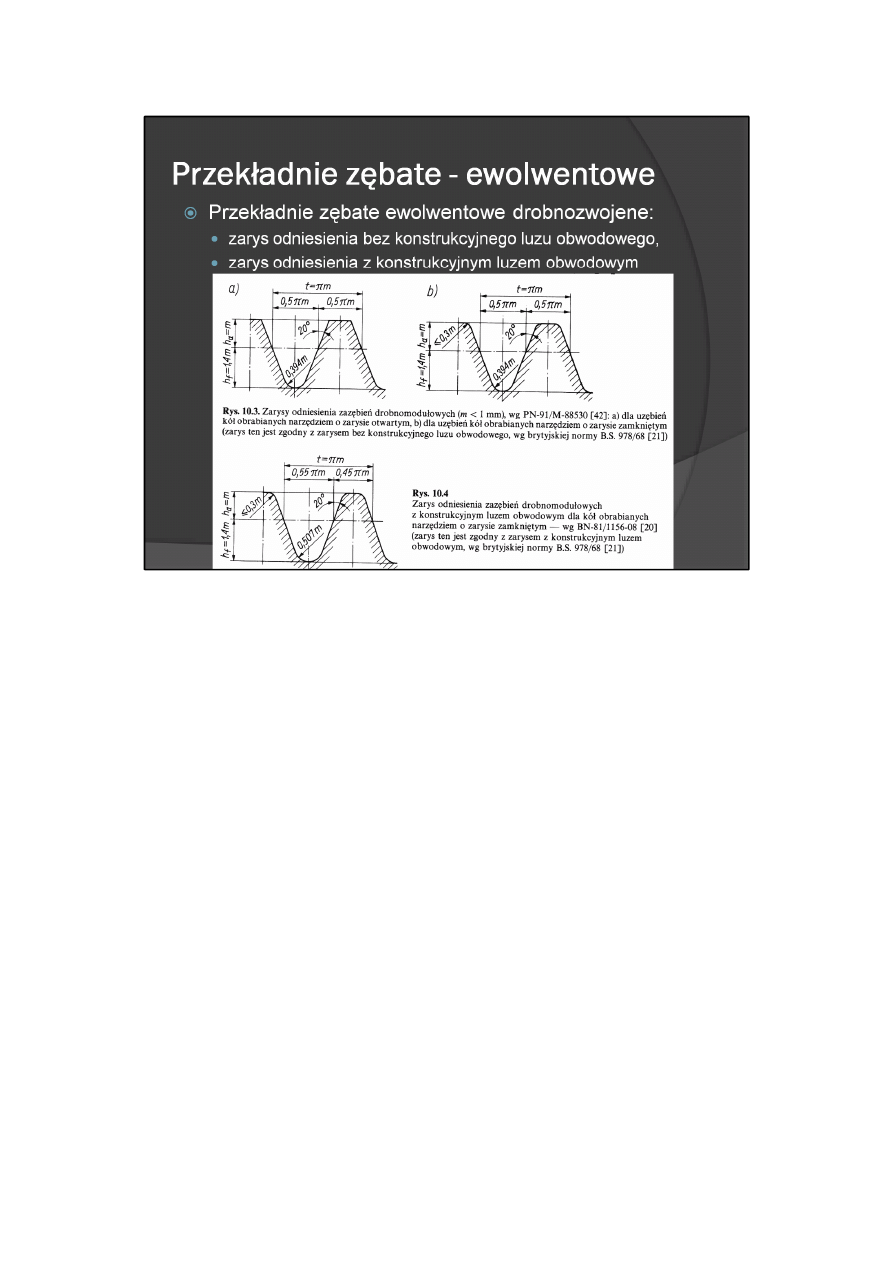
Przekładnie zębate ewolwentowe drobnomodułowe (m < 1 mm). W większości przekładni zębatych
drobnomodułowych koła zębate wykonuje się narzędziami o zarysie zamkniętym, czyli równocześnie
obrabia się boki i wierzchołki zębów (otoczka koła ma średnicę większą od średnicy wierzchołków
uzębienia koła). Przy tej metodzie wykonywania kół zębatych stosuje się dwa rodzaje zarysów odniesienia:
<spacja>
- zarys odniesienia bez konstrukcyjnego luzu obwodowego (patrz rys. 10.3b), zgodny z PN-91/M-88530
[42],
- zarys odniesienia z konstrukcyjnym luzem obwodowym (patrz rys. 10.4), zgodny z BN-81/1156-08 [20].
Uzębienie o zarysie bez konstrukcyjnego luzu obwodowego stosuje się wtedy, gdy luz obwodowy jest
niepożądany (np. w przekładniach o zmiennym kierunku działania przenoszonego momentu) lub tylko dla
zębnika w przekładniach z dopuszczalnym luzem obwodowym, jeśli ten zębnik ma liczbę zębów z < 10 (dla
współpracującego z nim koła stosuje się wtedy uzębienie o zarysie odniesienia z konstrukcyjnym luzem
obowodowym). We wszystkich pozostałych przypadkach zaleca się stosowanie uzębienia o zarysie
odniesienia z konstrukcyjnym luzem obwodowym. Luz obwodowy przekładni z kołami o zarysie
odniesienia bez konstrukcyjnego luzu obwodowego (patrz rys. 10.3) wynika z przyjętego pasowania
współpracujących kół wg PN-81/M-88522.05 . Norma ta określa dla danego pasowania tzw.
gwarantowany luz boczny j
n min
.
Dla pary kół z uzębieniem o zarysie odniesienia z konstrukcyjnym luzem obwodowym (patrz rys. 10.4)
nominalny luz obwodowy wynosi l
0
= 0 πm, tj. 0,1 podziałki. Graniczne zsunięcie zarysów, przy którym
współpraca kół odbywa się jeszcze prawidłowo (bez tzw. interferencji), nie może być większe niż Δa = 0,24
m.
Jeśli liczba zębów mniejszego koła (zębnika) z
1
< 10, wtedy nie można dla niego stosować zarysu z
konstrukcyjnym luzem obwodowym (patrz rys. 10.4), lecz zarys bez luzu konstrukcyjnego (wg rys. 10.3b).
Jeśli koło z
2
będzie wykonane wg zarysu z luzem konstrukcyjnym, to nominalny luz obwodowy pary kół
wyniesie l
0
= 0,05πm, a graniczne zsunięcie zarysów — Δa ≈ 0,22 m.
18
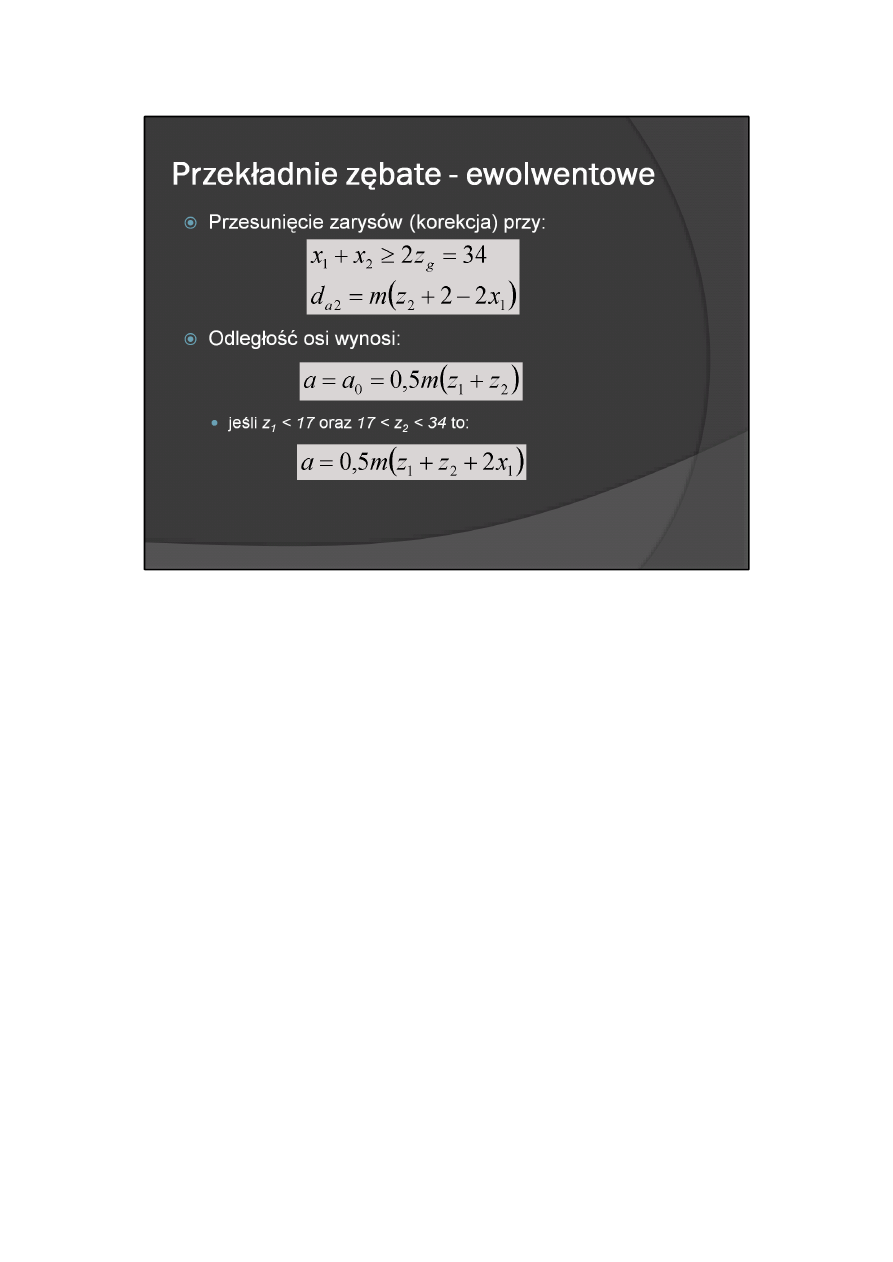
Graniczna liczba zębów dla obu rodzajów zarysów odniesienia wynosi zg = 17.
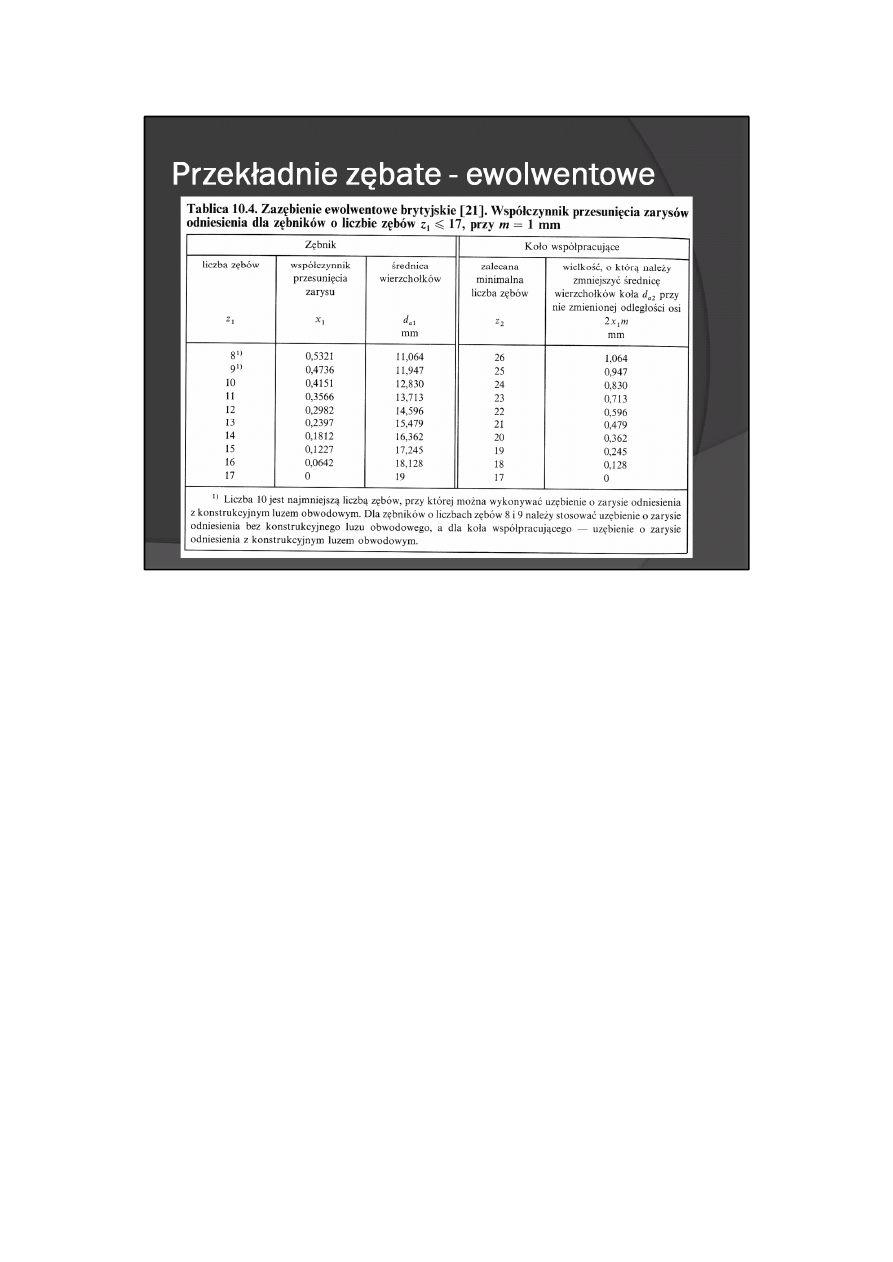
Przesunięcie zarysów (korekcja) przy
i odległości osi a równej odległości nominalnej a
0
(korekcja P-O) wyznacza się wg tabl. 10.4, gdzie są
podane m.in. średnica wierzchołków uzębienia zębnika d
a1
oraz wielkości, o które należy zmniejszyć
średnicę wierzchołków uzębienia koła współpracującego d
a2
Odległość osi wynosi
Jeśli z
1
< 17 oraz 17 < z
2
< 34, wówczas stosuje się przesunięcie zarysu tylko dla koła mniejszego z
1
(zębnika). Można przy tym wykorzystać część tabl. 10.4 — dla zębnika. Natomiast drugie koło pozostaje
bez zmian. Odległość osi będzie wtedy wynosić
Oba rodzaje przesunięcia zarysu można stosować zarówno dla uzębienia o zarysie bez konstrukcyjnego
luzu obwodowego (patrz rys. 10.3b — po korekcji nieznaczny luz), jak i dla uzębienia o zarysie z
konstrukcyjnym luzem obwodowym (patrz rys. 10.4 — luz nieznacznie się powiększy). Z reguły jednak
takie przesunięcie zarysu stosuje się dla kół o uzębieniu z konstrukcyjnym luzem obwodowym.
19
20
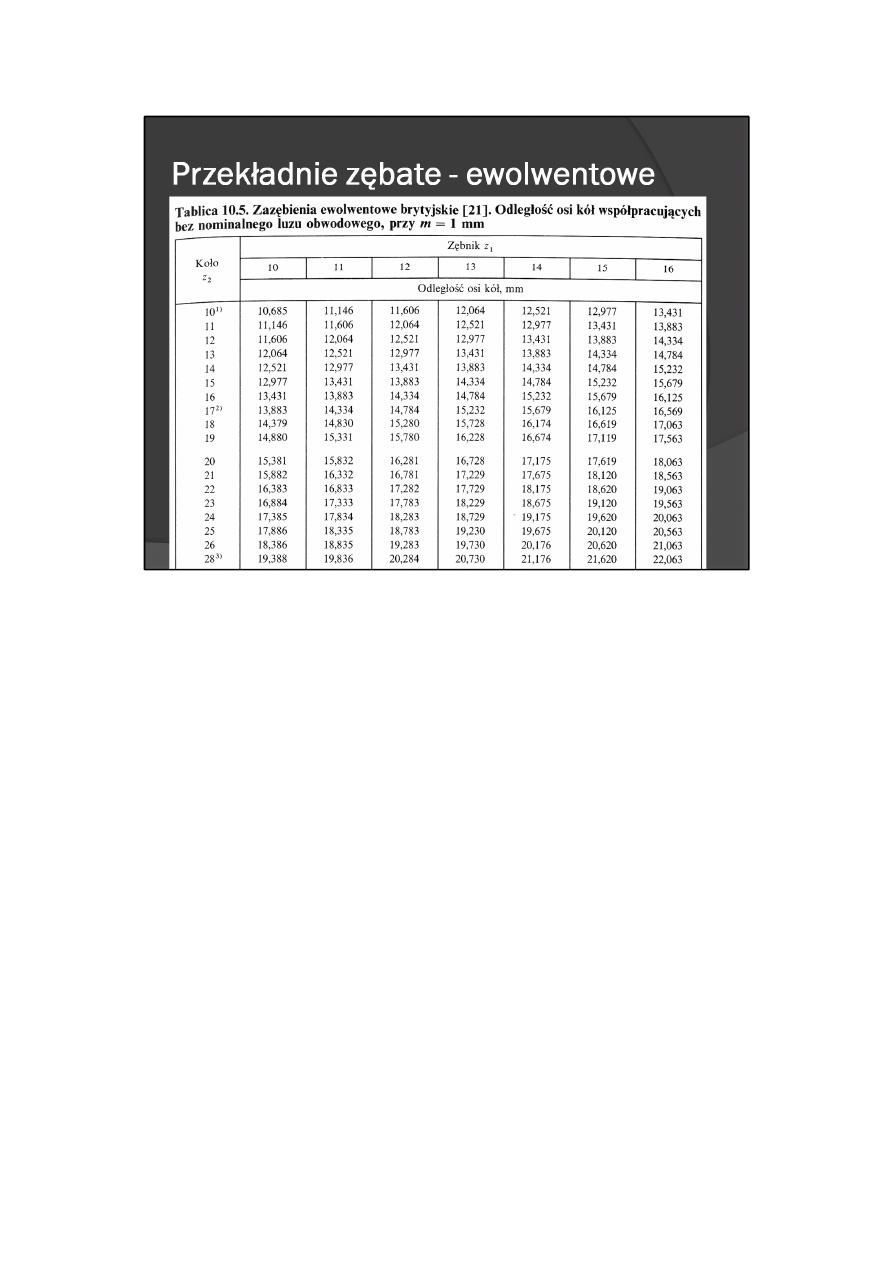
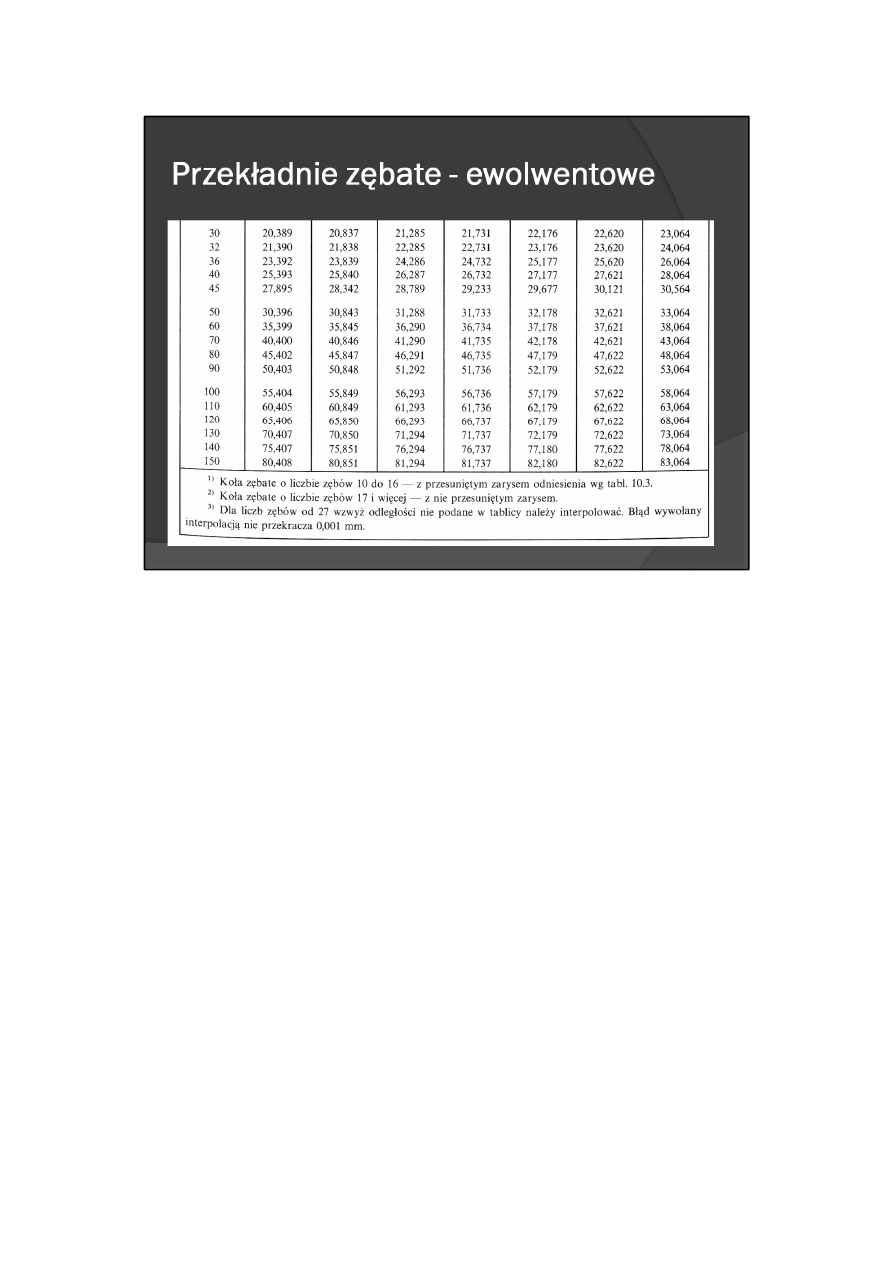
Jeśli natomiast w przekładni nominalny luz obwodowy ma być równy zeru, wówczas wzajemną odległość
osi kół dobiera się tak, aby zapewniała ona brak luzu. Dla obu kół stosuje się wtedy zarys odniesienia bez
konstrukcyjnego luzu obwodowego. W tablicy 10.5 podano odległości osi kół zapewniające brak
nominalnego luzu obwodowego dla zębników o liczbie zębów 10 do 16, o przesunięciu zarysu wg tabl.
10.4.
21
22
Dokładność wykonania. Dokładność wykonania przekładni z kołami zębatymi walcowymi jest ujęta
normami:
- PN-79/M-88522.01 — dla modułów m ≥ 1 mm
- PN-81/M-88522.05 — dla modułów 0 ≤ m < 1
Zawarte w PN-79/M-88522.01 wymagania w zakresie dokładności wykonania przekładni o modułach m >
1 mm odnoszą się do przekładni z kołami wykonywanymi narzędziem o zarysie otwartym (wg zarysu
odniesienia przedstawionego na rys. 10.2).
Wymagania dotyczące dokładności wykonania przekładni drobnomodułowych (0,1 < m < 1 mm), ujęte w
PN-81/M-88522.05, odnoszą się do przekładni z kołami wykonywanymi zarówno narzędziami o zarysie
otwartym, jak i narzędziami o zarysie zamkniętym (patrz rys. 10.3) — tylko w zakresie wskaźników:
dokładności kinematycznej, płynności pracy i przylegania zębów, natomiast w zakresie wskaźników luzów
międzyzębnych— tylko dla przekładni z kołami wykonywanymi narzędziami o zarysie otwartym (patrz rys.
10.3a).
Obie normy wraz z PN-79/M-88522.00 zawierają definicje oraz wymagania dotyczące parametrów
określających dokładność wykonania przekładni.
Wyodrębniono cztery rodzaje (grupy) wskaźników (parametrów) i dopuszczalnych odchyłek związanych:
- z dokładnością kinematyczną przekładni przy jednym kierunku ruchu,
- z płynnością pracy przekładni,
- z przyleganiem zębów (dotyczy kół zębatych o dużej szerokości wieńca),
- z luzami międzyzębnymi.
Luzy międzyzębne przekładni z kołami wykonywanymi narzędziami o zarysie zamkniętym (wg zarysów
odniesienia przedstawionych na rys. 10.3b i rys. 10.4) są ujęte normą BN-81/1156-08, która jest
rozwinięciem i uzupełnieniem PN-81 /M-88522.05. Norma branżowa oprócz innych wskaźników
przewiduje także pomiar bicia promieniowego uzębienia na średnicy wierzchołków. Ułatwia to znacznie
sprawdzanie uzębienia kół w przypadku, gdy uzębienie to jest wykonane narzędziem o zarysie
zamkniętym.
Główną zaletą metody wykonywania kół narzędziami o zarysie zamkniętym jest znacznie łatwiejsze
sprawdzanie uzębienia niż w przypadku kół wykonywanych narzędziami o zarysie otwartym.
23
Dla wskaźników: dokładności kinematycznej, płynności pracy i przylegania zębów ustalono 12 klas
dokładności kół i przekładni, przy czym klasa 1 oznacza największą dokładność, a klasa 12 — najmniejszą.
W normach ustalono wymagania dla klas dokładności 3 do 12 (klasy 1 i 2 są przewidziane dla przyszłego
rozwoju techniki), przy czym:
- klasy 3 i 4 są przewidziane dla kół kontrolnych oraz przekładni szczególnie dokładnych,
- klasa 5 — dla przekładni o wysokich wymaganiach dokładnościowych,
- klasy 6, 7 i 8 — dla przekładni ogólnego przeznaczenia,
- klasy 9 i 10 — dla prostych przekładni wolnobieżnych,
- klasy 11 i 12 — dla przekładni, które nie muszą spełniać specjalnych wymagań dotyczących dokładności
ich wykonania.
24
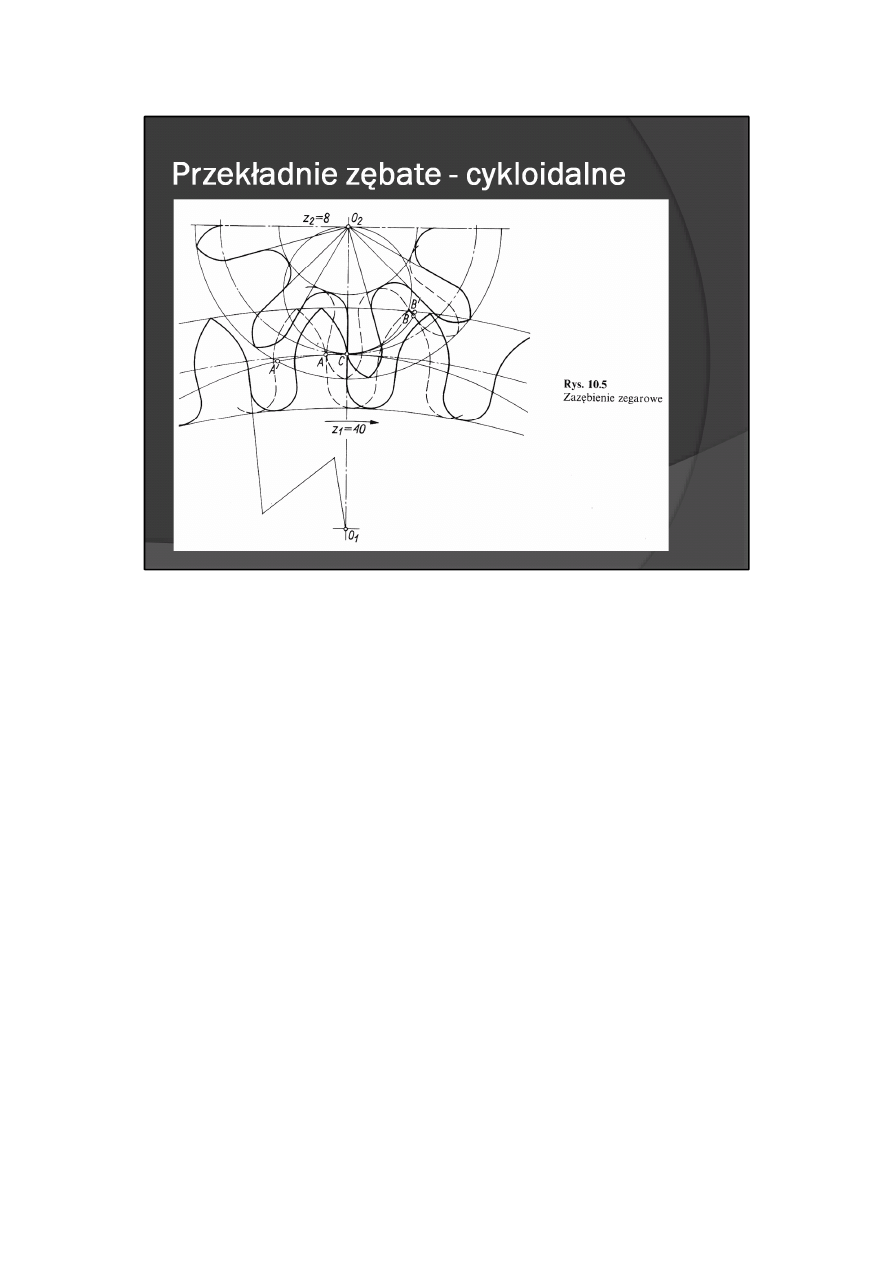
Przekładnie z kołami o zarysie zębów cykloidalnym zmodyfikowanym (zegarowym)
W przekładniach chodu mechanizmów zegarowych (przekładnie chodu są przekładniami
przyspieszającymi, czyli multiplikatorami) stosuje się z reguły zazębienie zegarowe będące
zmodyfikowanym zazębieniem cykloidalnym (rys. 10.5).
25
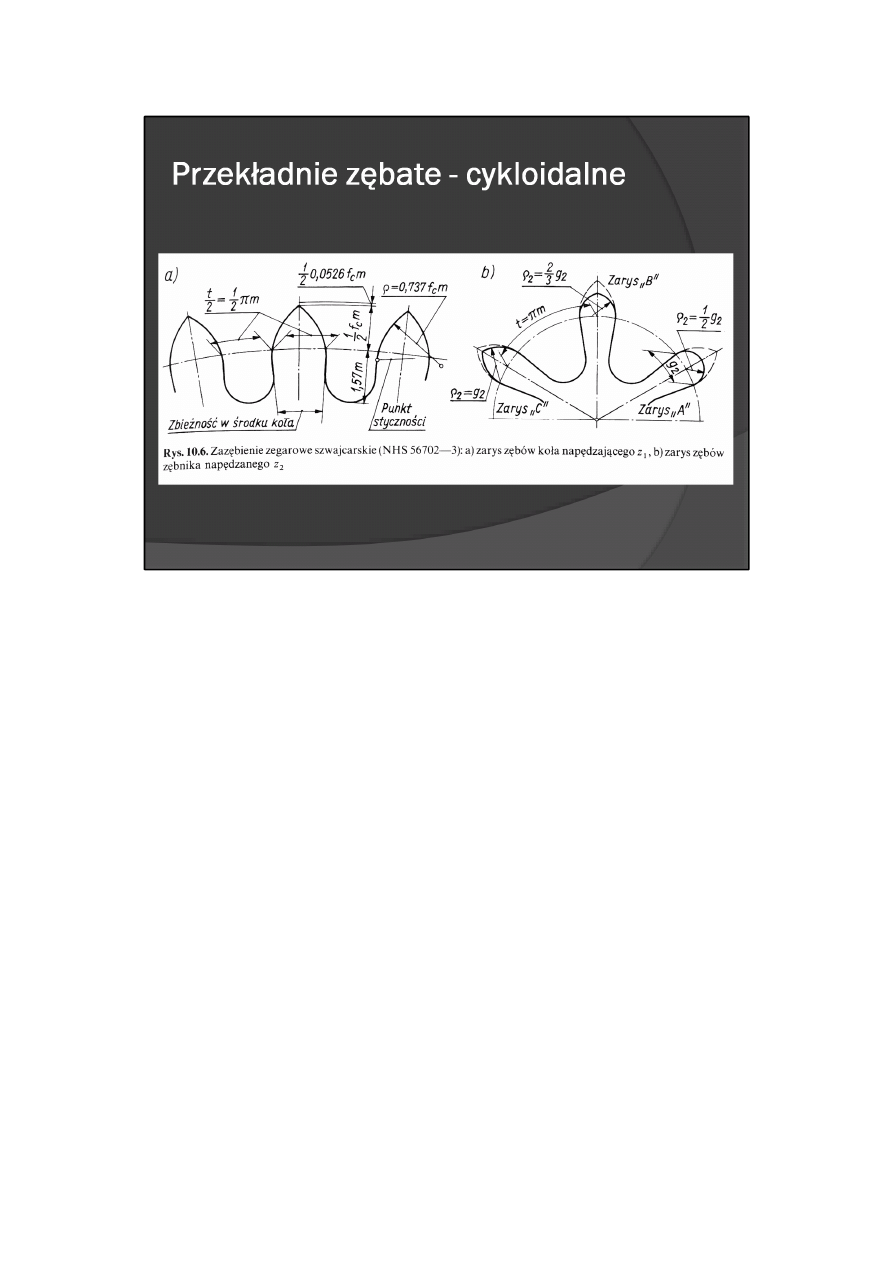
Modyfikacja polega na tym, że epicykloidę tworzącą zarys głowy zęba koła napędzającego zastąpiono
łukiem koła o promieniu tak dobranym, że łuk ten prawie pokrywa się z epicykloidą; natomiast zarys głowy
zęba zębnika napędzanego jest znacznie niższy od zarysu utworzonego przez epicykloidę (rys. 10.6).
W zazębieniu zegarowym z obniżonymi głowami zębów zębnika początek przyporu znajduje się blisko
punktu biegunowego C (rys. 10.5), wskutek tego w przekładni przyśpieszającej moment chwilowy w
zazębieniu zmienia się w mniejszych granicach niż w zazębieniu ewolwentowym przy tych samych liczbach
zębów i tym samym przełożeniu (z tego względu w przekładniach chodu mechanizmów zegarowych
rzadko stosuje się zazębienie ewolwentowe). Przełożenie chwilowe w zazębieniu zegarowym nie jest
stałe, lecz zmienia się w zakresie jednej podziałki. Odchylenia kątowe położenia kół są jednak niewielkie
(rzędu minut kątowych) i w przekładniach poruszających się z bardzo małymi prędkościami kątowymi nie
mają znaczenia.
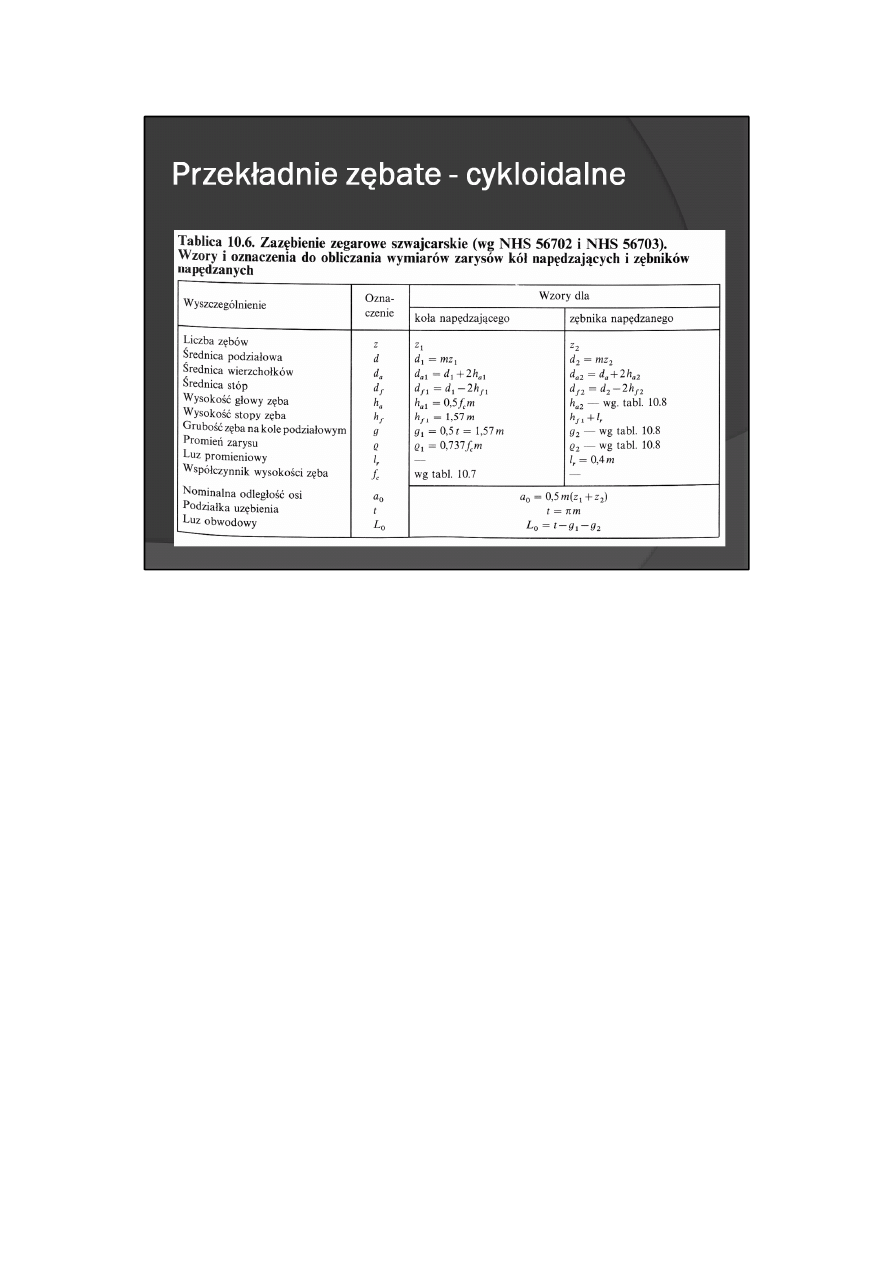
W Polsce, w przekładniach przyspieszających najczęściej jest stosowane zazębienie zegarowe szwajcarskie
wg norm NHS 56702 i NHS 56703, a w przekładniach redukcyjnych — wg NHS 56704. Zasady
konstruowania zarysów zazębienia szwajcarskiego przedstawiono na rys. 10.6, a wzory do obliczania
wymiarów zarysów zestawiono w tabl. 10.6 do 10.8.
26
27
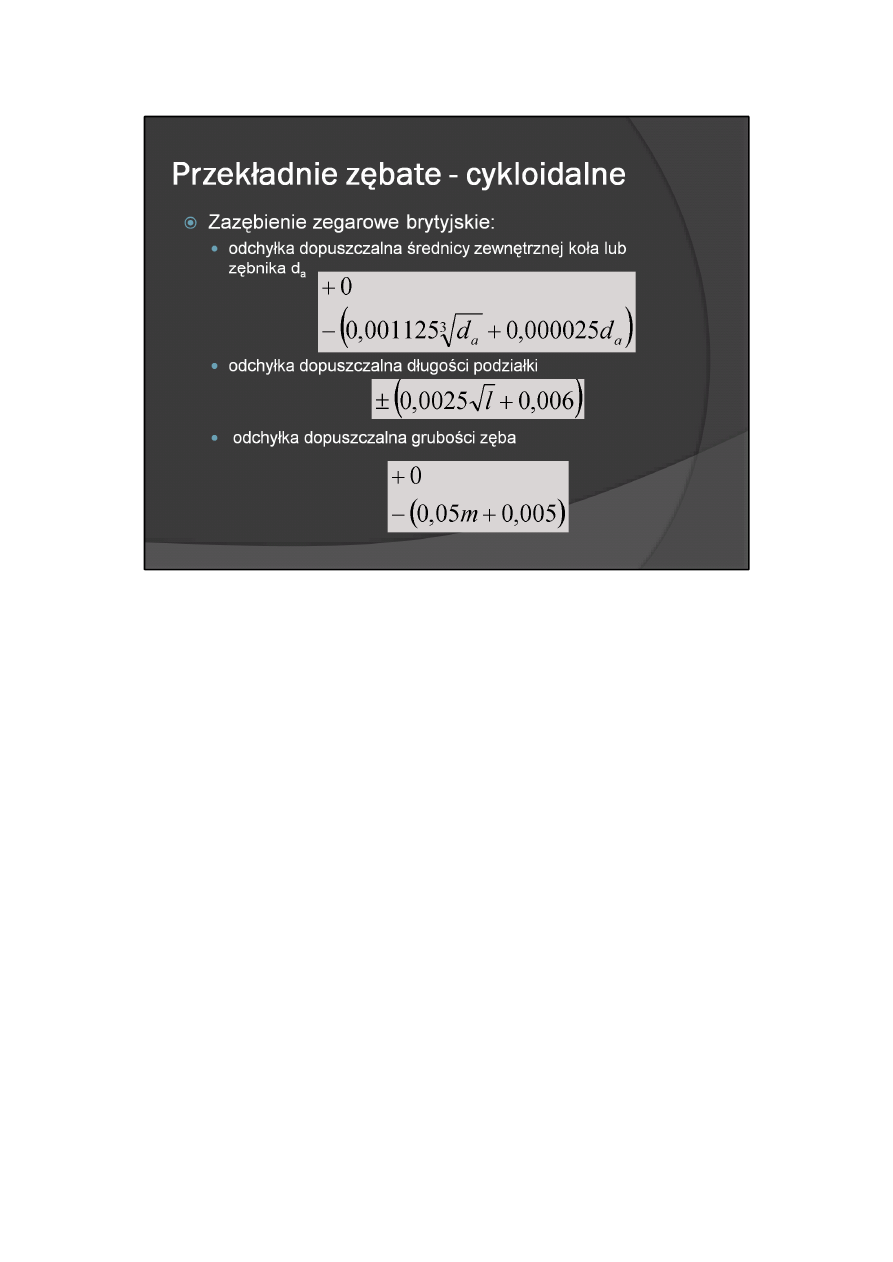
Zasady konstruowania zazębienia zegarowego brytyjskiego są podobne jak zazębienia szwajcarskiego.
Wzory mogą być wykorzystane również w przypadku przyjęcia zarysu wg NHS. Wzory do obliczania
odchyłek dopuszczalnych są następujące (mm):
a) odchyłki dopuszczalne średnicy zewnętrznej koła lub zębnika d
a
b) odchyłki dopuszczalne długości podziałki ( l — długość łuku koła podziałowego, która nie może
przekraczać πd/2)
c) odchyłki dopuszczalne grubości zęba
28
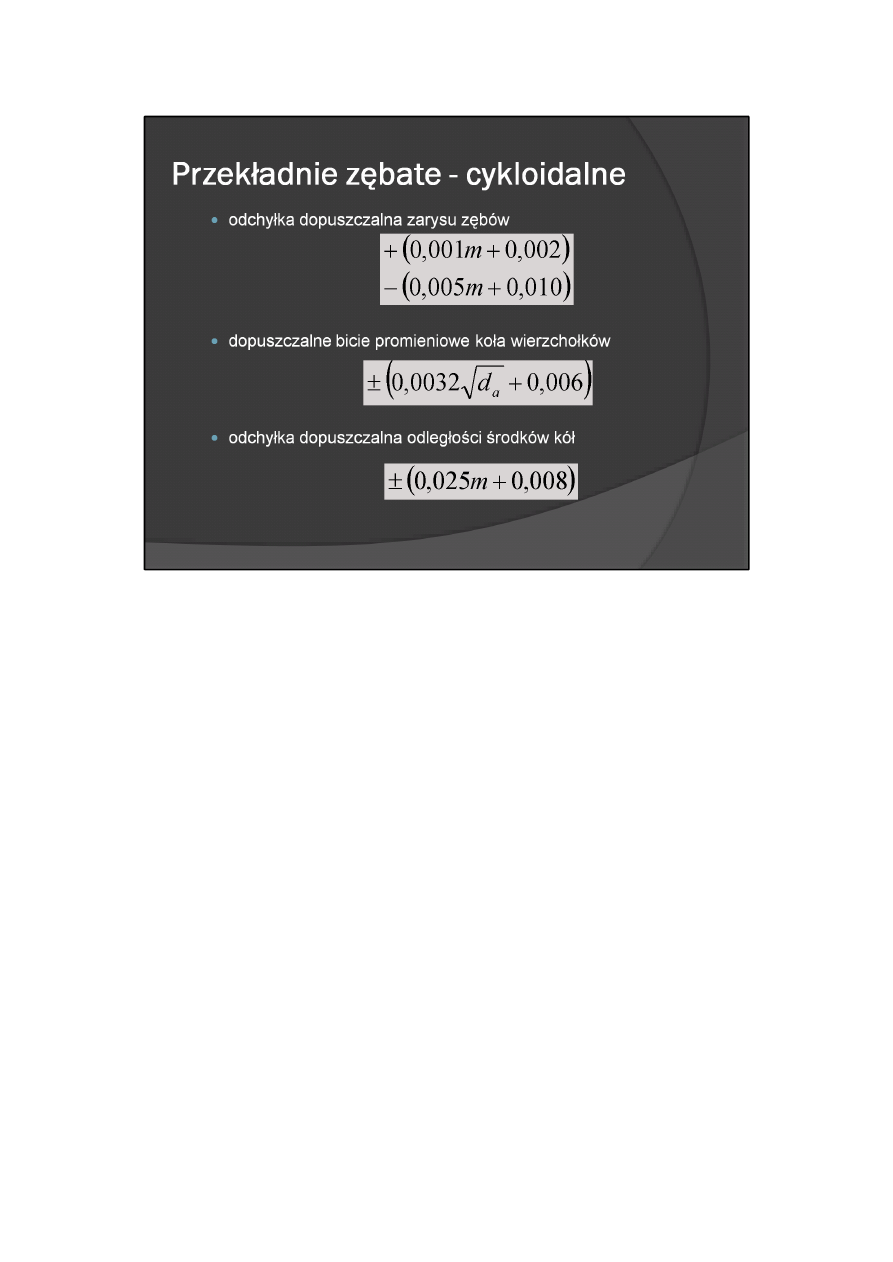
d) odchyłki dopuszczalne zarysu zębów
e) dopuszczalne bicie promieniowe koła wierzchołków
f) odchyłki dopuszczalne odległości środków kół
W niektórych rodzajach przekładni redukcyjnych, zwłaszcza w przekładniach zliczających o bardzo małych
wymiarach, zamiast zazębienia ewolwentowego jest korzystniejsze zastosowanie zazębienia zegarowego.
Ze względu bowiem na znaczenie wyższe zęby, zazębienie zegarowe umożliwia prawie dwukrotne
zwiększenie tolerancji wykonawczych w porównaniu z zazębieniem ewolwentowym przy tym samym
module i tych samych liczbach zębów. Stosowane jednak w przekładni redukcyjnej zazębienie zegarowe,
ze względu na możliwość zakleszczenia, nie może mieć obniżonych głów zębów zębnika, jak to występuje
w zazębieniu do przekładni chodu wg norm NHS 56703 lub B. S. 978, Part 2 (1952).
29
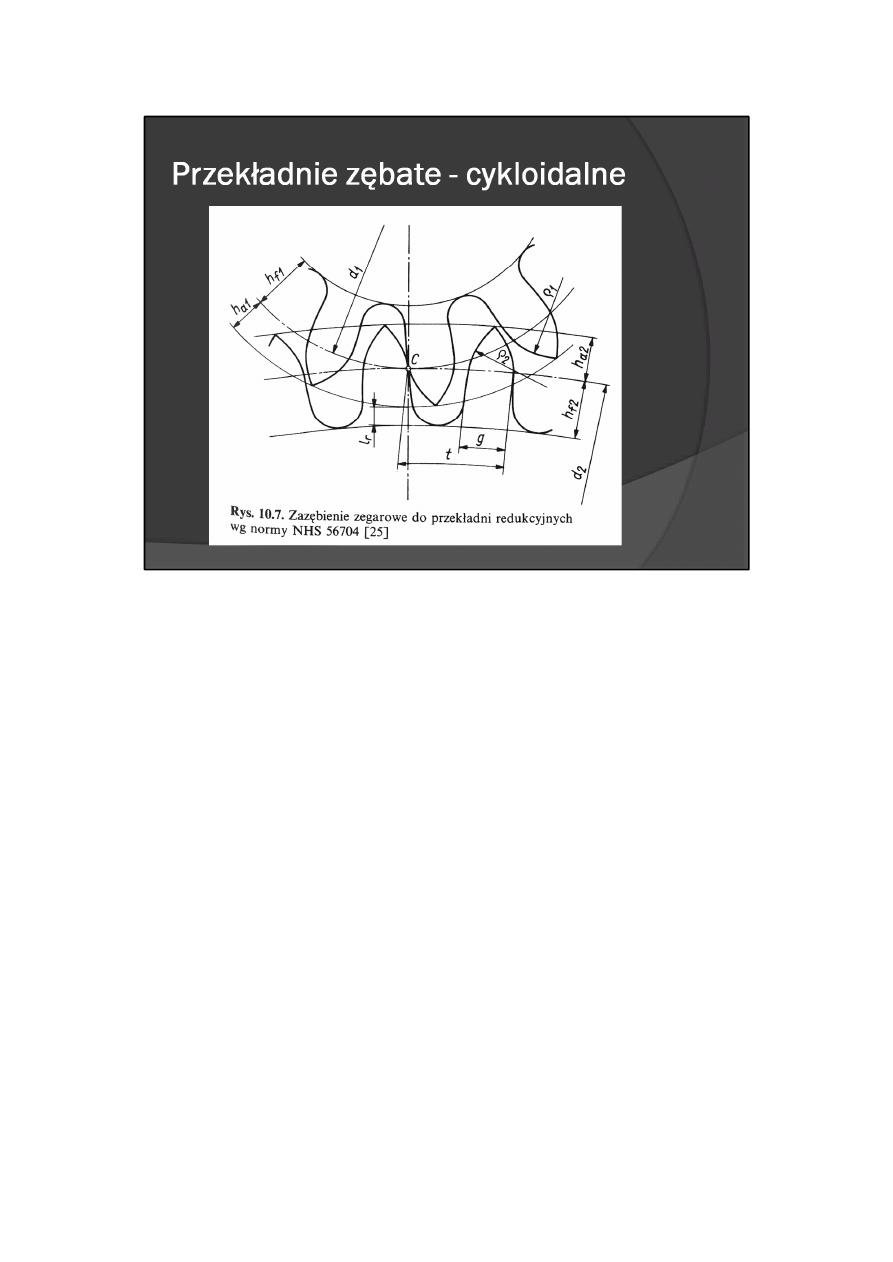
W przekładniach redukcyjnych stosuje się zazębienie zegarowe wg normy NHS 56704 — przedstawione na
rys. 10.7.
30
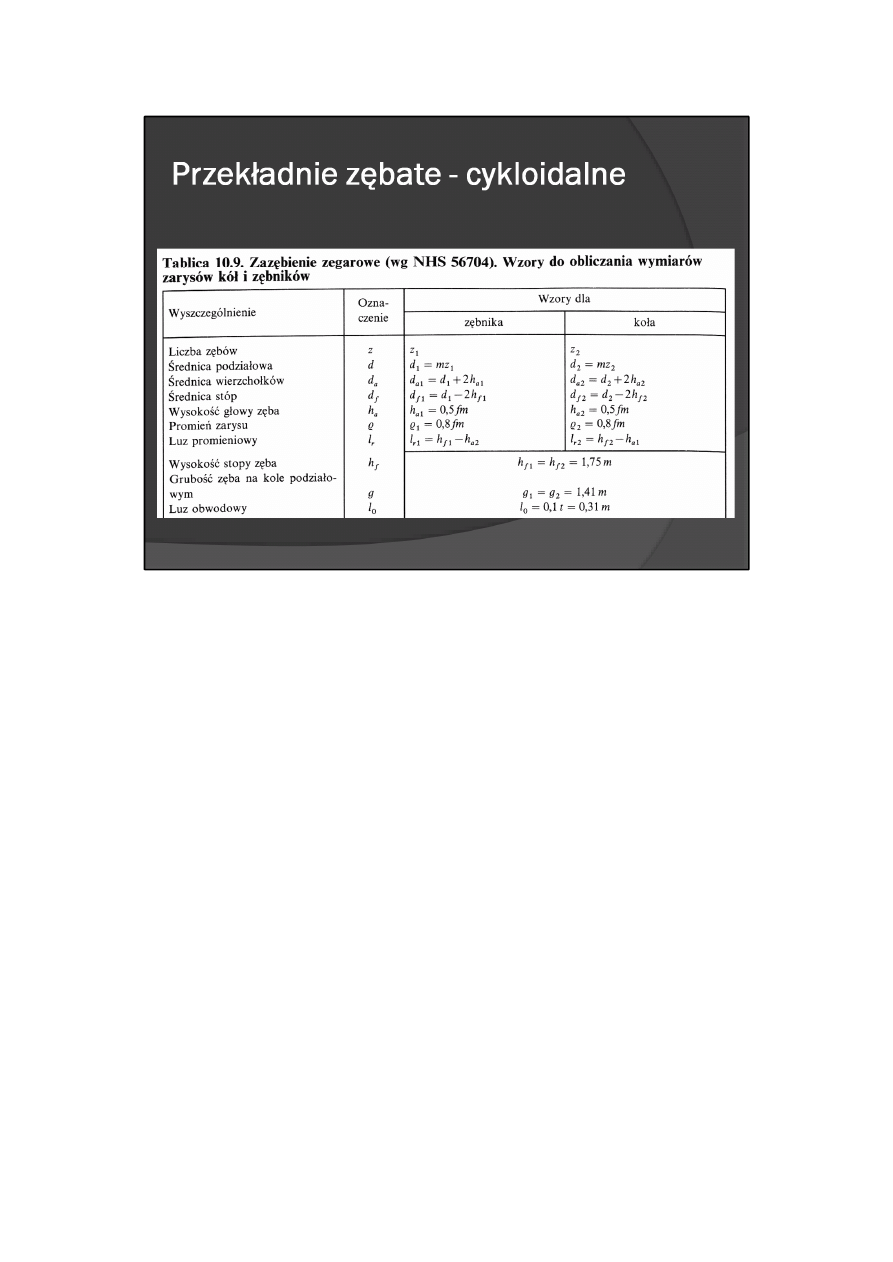
Wzory i współczynniki do obliczania wymiarów zarysów zębów kół i zębników są zawarte w tabl. 10.9.
31
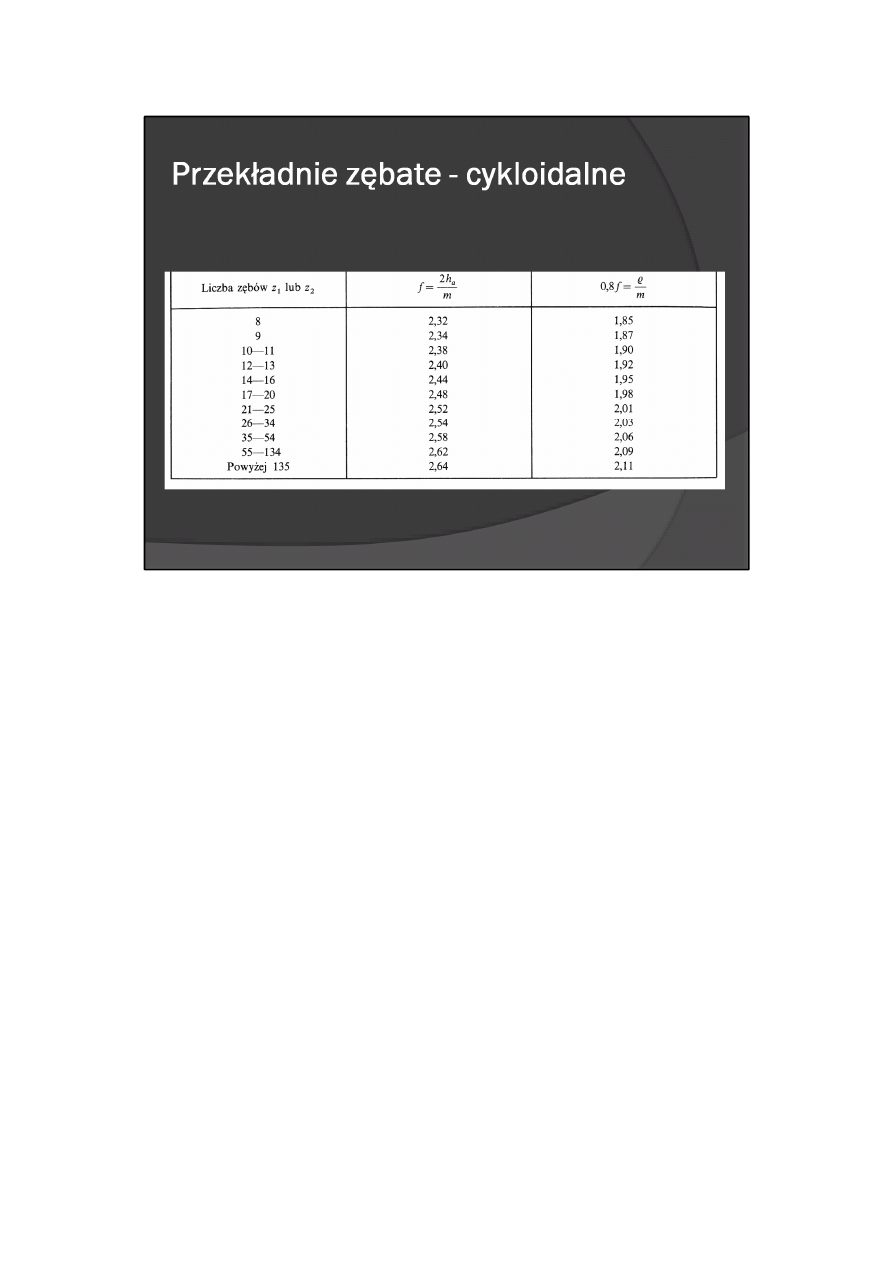
Wzory i współczynniki do obliczania wymiarów zarysów zębów kół i zębników są zawarte w tabl. 10.9.
32
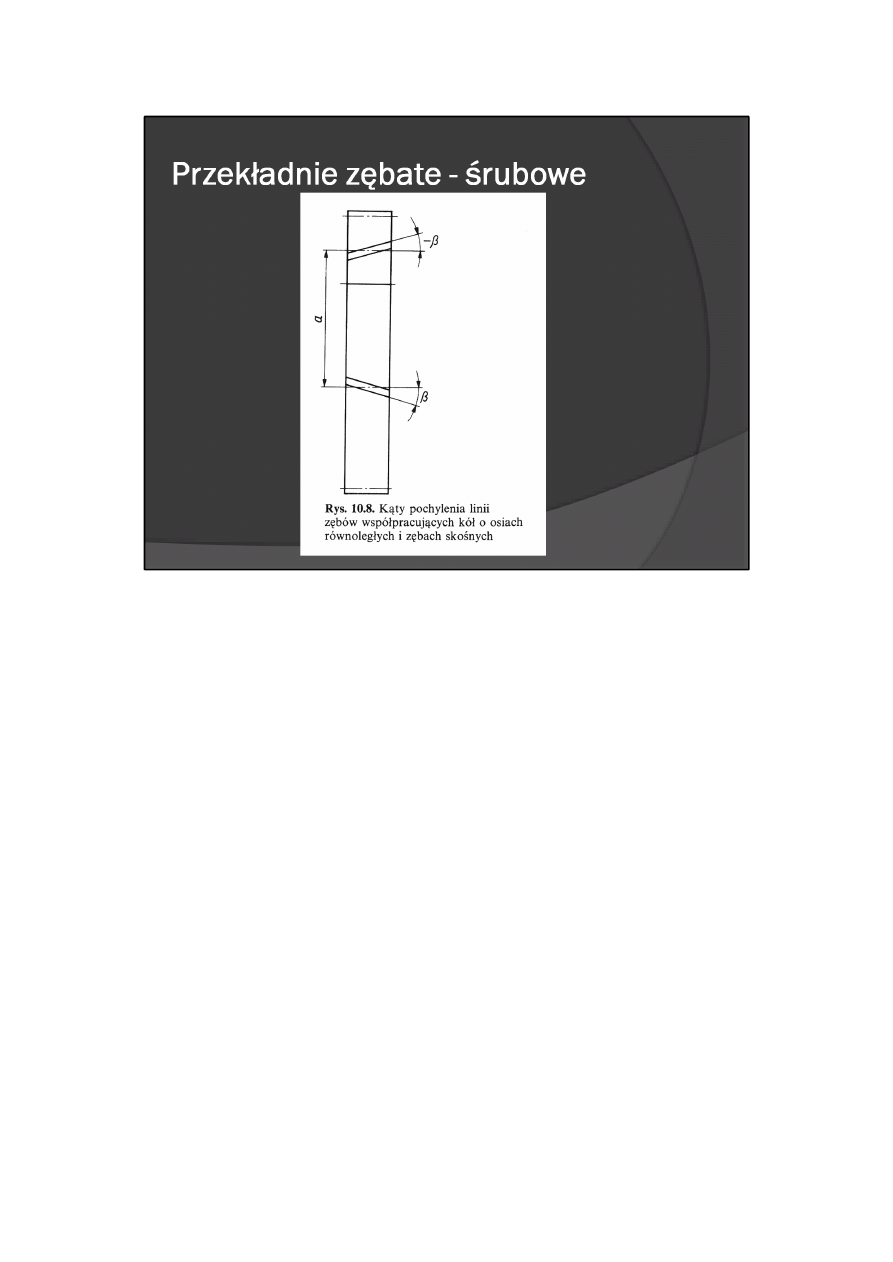
Przekładnie zębate o osiach równoległych z kołami walcowymi o zębach skośnych (śrubowych)
Koła o zębach skośnych (rys. 10.8) obrabia się takimi samymi narzędziami jak koła o zębach prostych, np.
narzędziami w kształcie zębatki, które są pochylone tak, aby zęby były obrabiane wzdłuż linii śrubowej
zęba, nachylonej względem tworzącej walca podziałowego o kąt β. Wymiary grubości i wysokości zębów
(wynikające z wymiarów zębów narzędzia) określa się więc w przekroju normalnym, tj. prostopadłym do
linii zęba. Jednak zazębienie, jak również jego korekcję, rozpatruje się w płaszczyźnie czołowej, tj.
prostopadłej do osi obrotu kół.
33
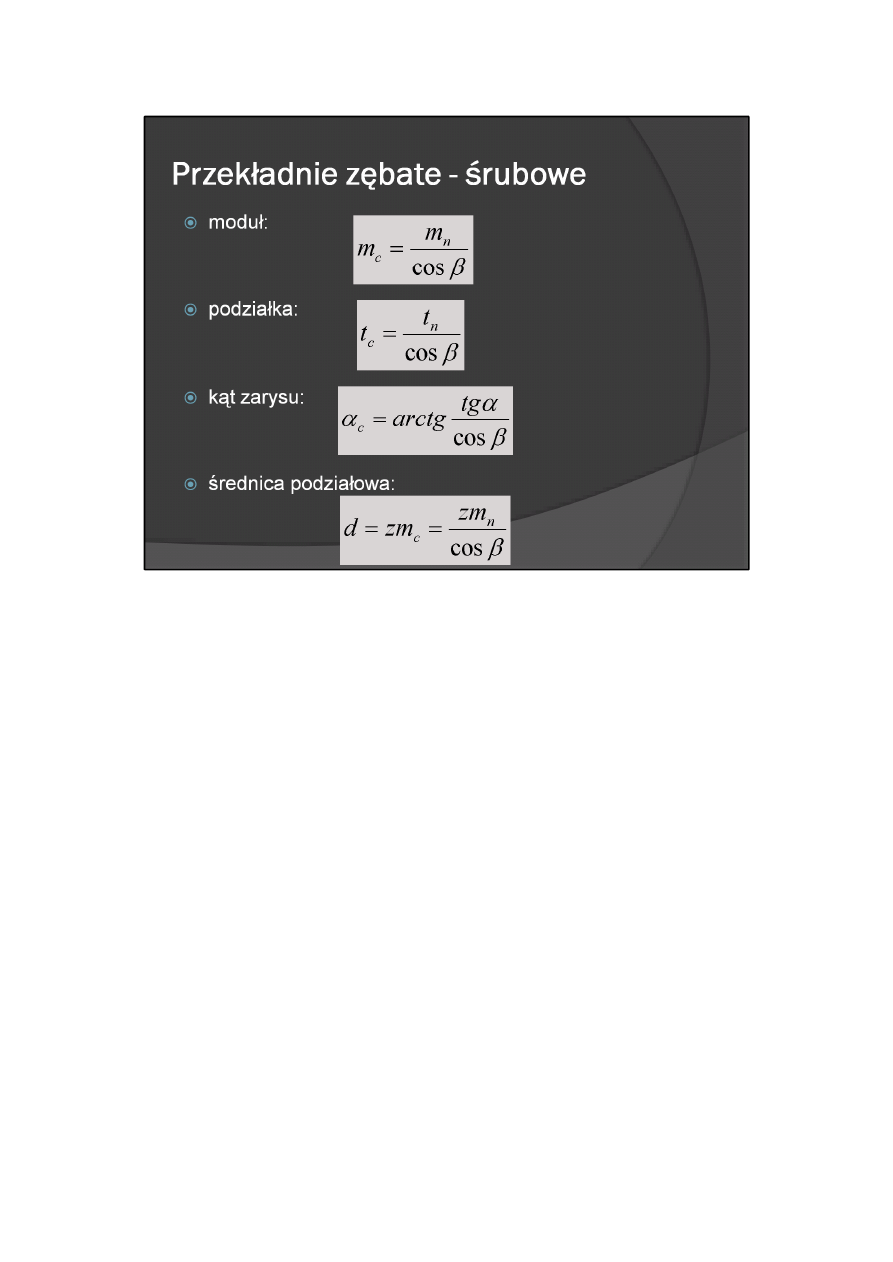
Dlatego też wymiary kół zębatych o zębach skośnych rozpatruje się zarówno w przekroju normalnym
(indeks n), jak i czołowym (indeks c). W kołach tych występują następujące zależności:
- moduł
- podziałka
- kąt zarysu
- średnica podziałowa
gdzie β — kąt pochylenia zębów.
34
W przekładni z kołami o osiach równoległych i z uzębieniem o zębach skośnych kąty pochylenia zębów obu
kół są jednakowe, lecz kierunki pochylenia są przeciwne (dla koła prawoskrętnego + β, a dla koła
lewoskrętnego -β), jak to pokazano na rys. 10.8.
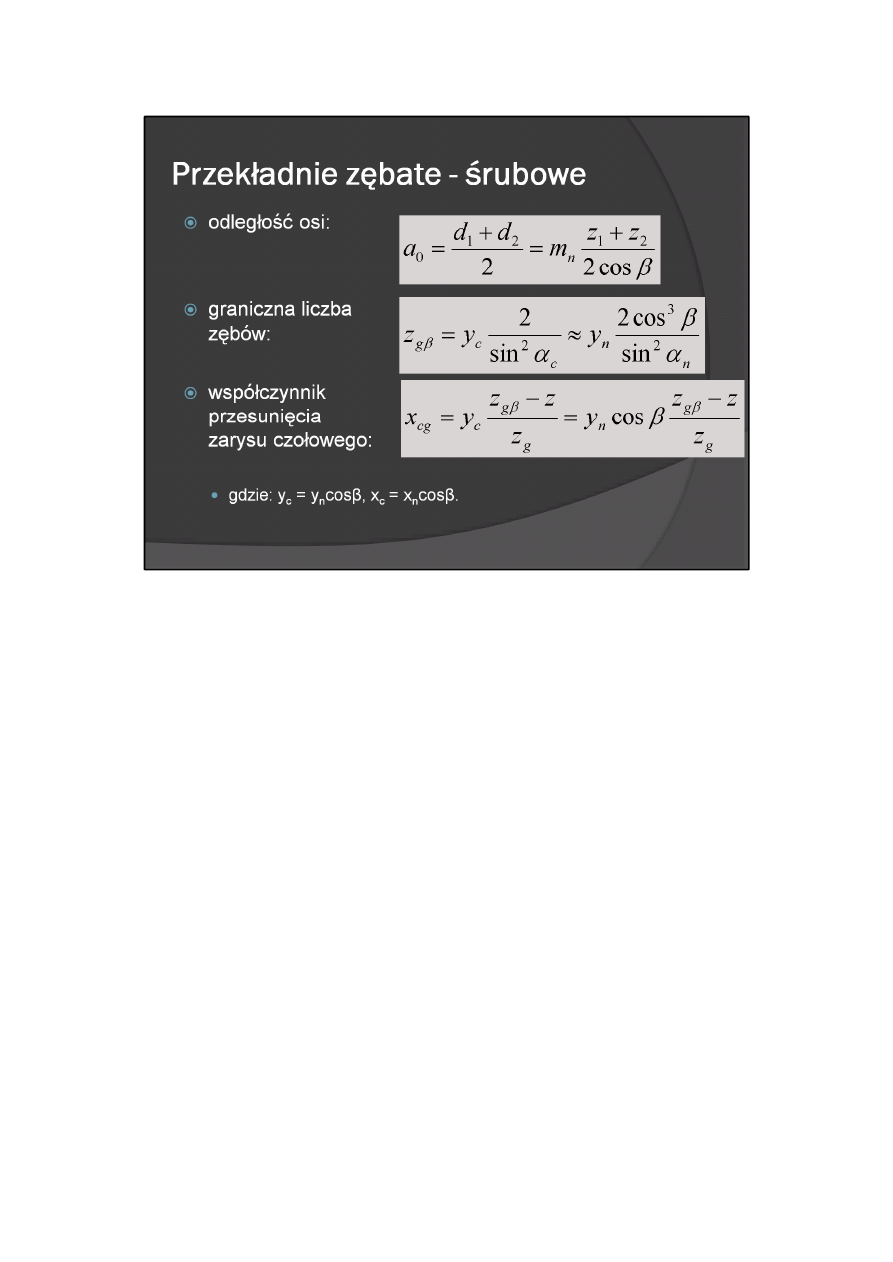
Odległość osi współpracujących kół oblicza się ze wzoru
Ponieważ korekcję zazębienia przeprowadza się w płaszczyźnie czołowej przekładni, we wzorach
dotyczących korekcji należy przyjąć: m = m
c
, y = y
c
, α = α
c
oraz x = x
c
, przy czym występują następujące
zależności:
- graniczna liczba zębów
- współczynnik przesunięcia zarysu czołowy (graniczny)
gdzie: y
c
= y
n
cosβ, x
c
= x
n
cosβ.
35
Graniczna liczba zębów koła o zębach skośnych z
gβ
zależy więc od kąta β i jest mniejsza od granicznej liczby
zębów koła o zębach prostych. Podczas nacinania zębów skośnych nie wystąpi ich podcinanie wtedy, gdy z
≥ z
gβ
jeśli natomiast warunek ten nie jest spełniony, koło należy korygować lub uzyskać mniejszą wartość
z
gβ
przez zwiększenie kąta β.
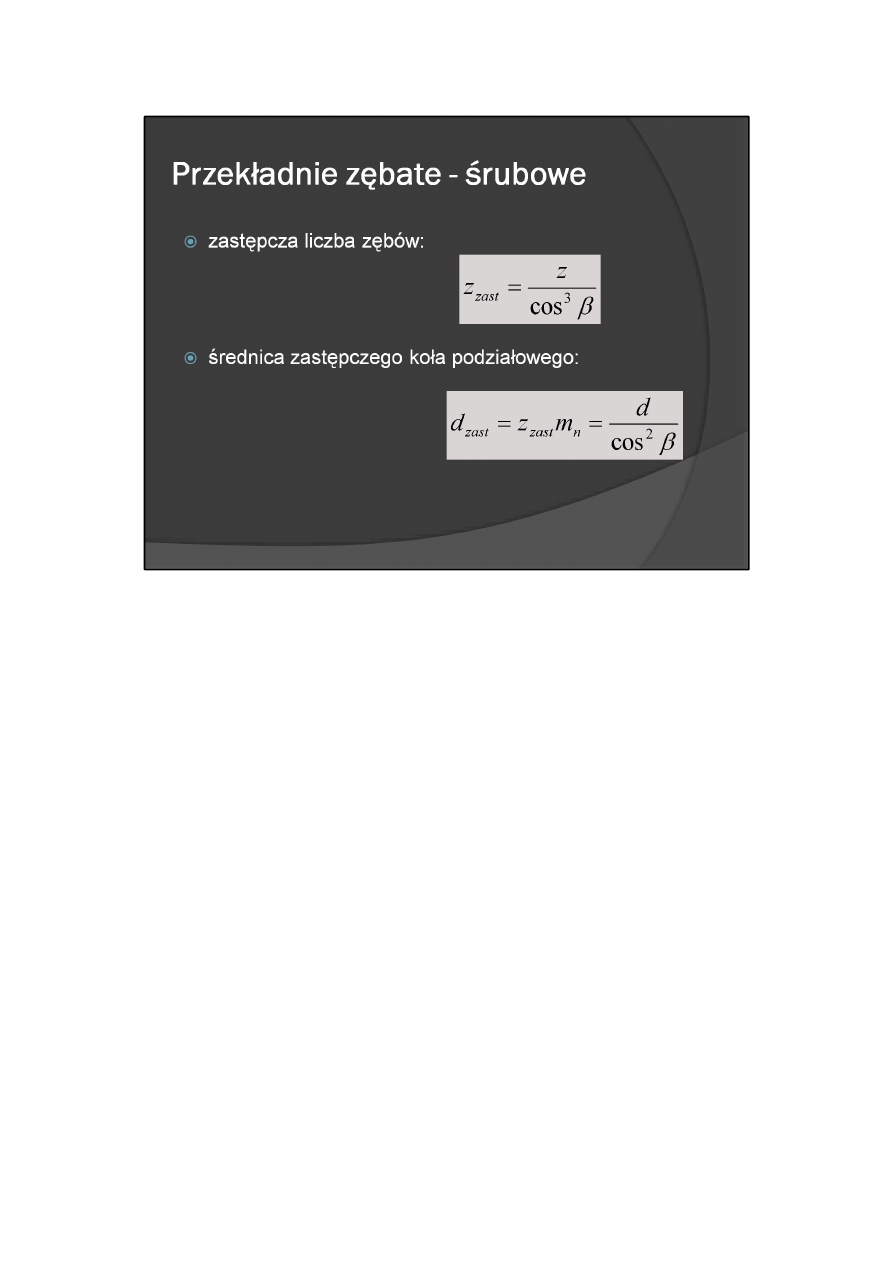
W przekroju normalnym do linii zęba, w którym dokonuje się pomiaru uzębienia, występuje zastępcza
liczba zębów
związana z nią średnica zastępczego koła podziałowego
36
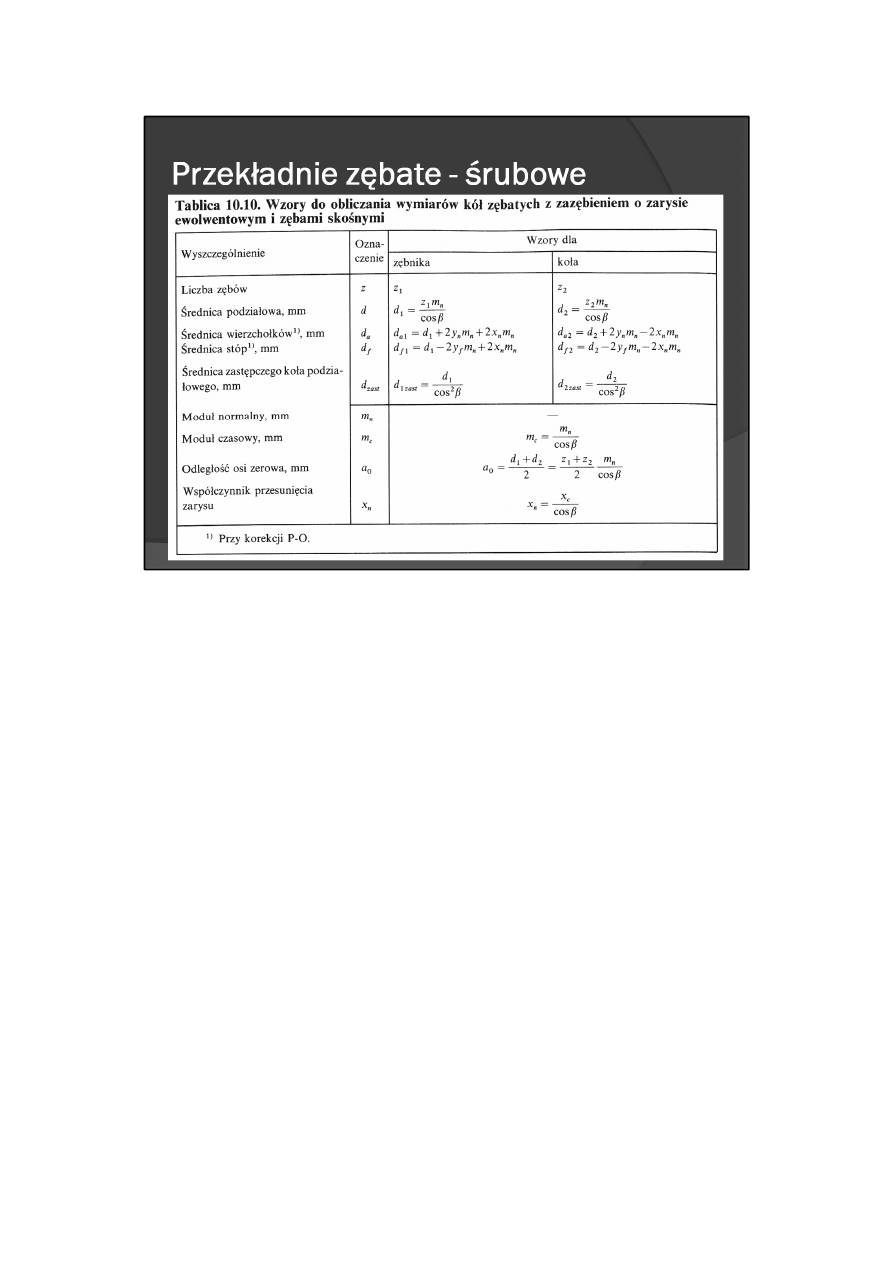
Wzory do obliczania wymiarów kół zębatych o zębach skośnych zestawiono w tabl. 10.10
Dokładność wykonania przekładni zębatych z kołami walcowymi o zębach skośnych jest ujęta tymi samymi
normami, za pomocą których określa się dokładność wykonania przekładni z kołami o zębach prostych:
- dla modułów m ≥ 1 mm — wg PN-79/M-88522.01
- dla modułów m < 1 mm — wg PN-81/M-88522.05
37
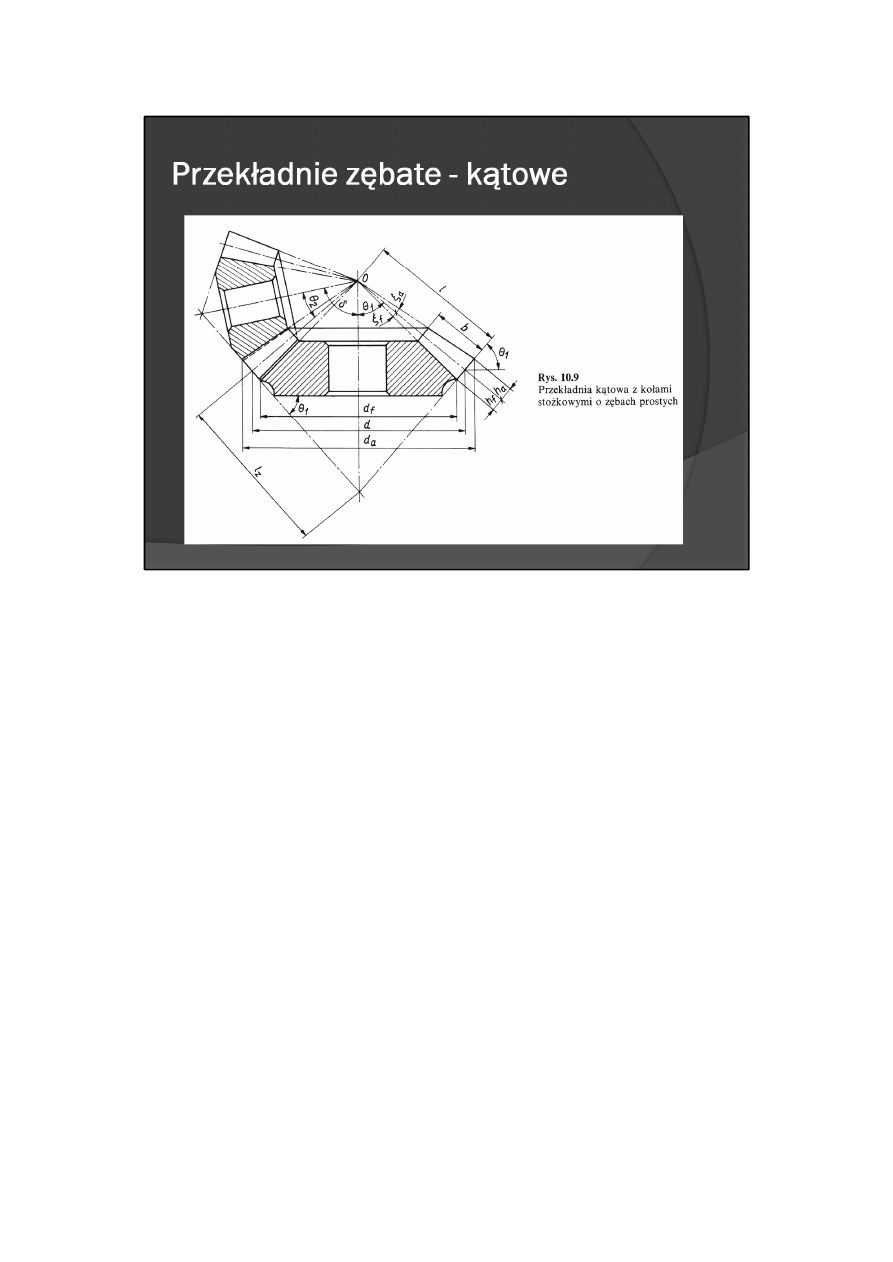
Przekładnie zębate kątowe
W mechanizmach drobnych i precyzyjnych najczęściej są stosowane przekładnie zębate kątowe z kołami
stożkowymi o zębach prostych (rys. 10.9), o zarysie zębów ewolwentowym. Osie kół przecinają się pod
kątem δ (najczęściej δ = 90°).
Podstawowe nazwy i określenia geometrycznych i kinematycznych parametrów stożkowych przekładni
zębatych są podane w PN-78/M-88509.02.
Wymiary uzębienia kół stożkowych określa się na zewnętrznych powierzchniach stożkowych wieńców
zębatych, a zmianę przekroju zębów — za pomocą stożka wierzchołków, stożka podstaw zębów oraz
stożka podziałowego, który najczęściej pokrywa się ze stożkiem tocznym. Wierzchołki stożków tocznych
pary kół stożkowych leżą we wspólnym punkcie O.
38
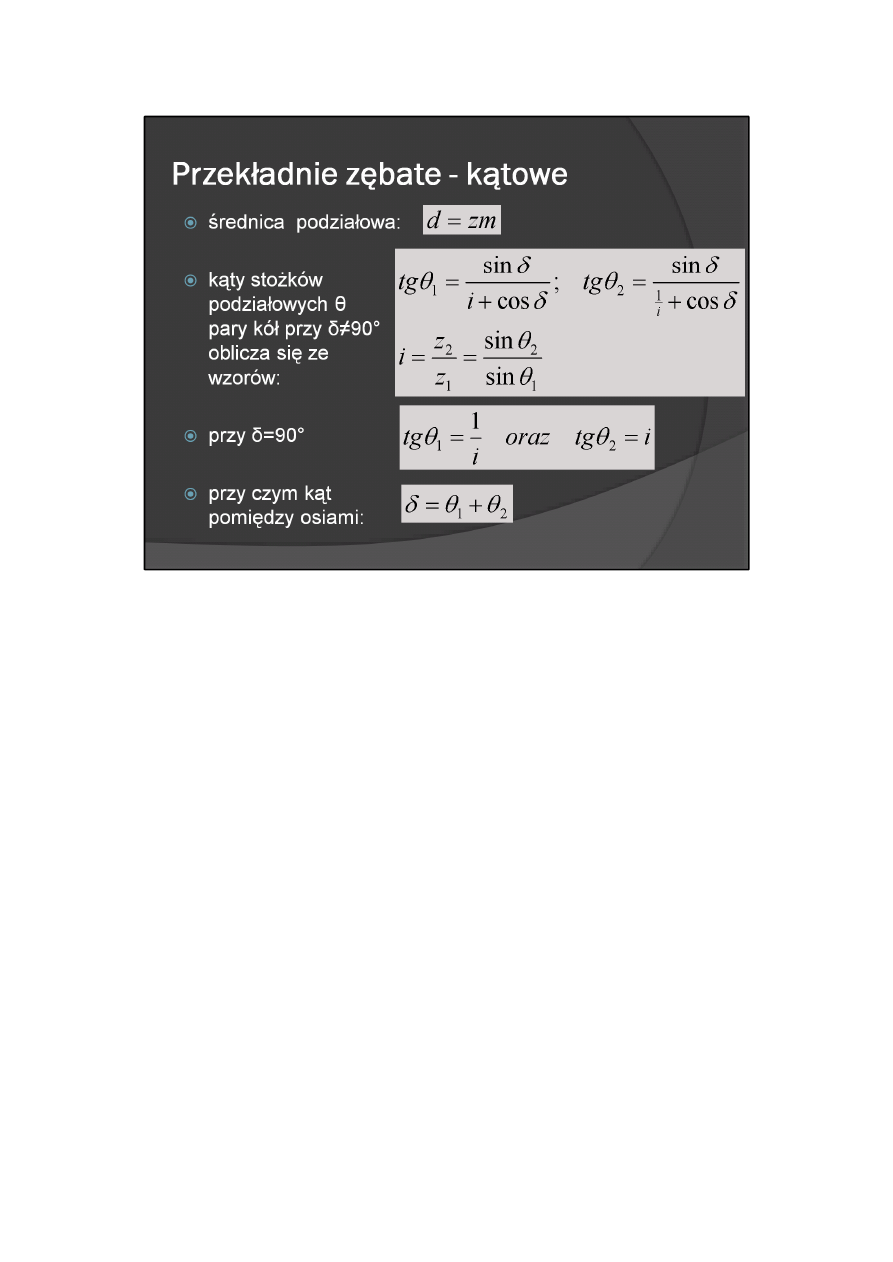
Średnicę podziałową d związaną z zewnętrznym czołem koła oblicza się ze wzoru
gdzie m — moduł czołowy.
Kąty stożków podziałowych θ pary kół przy δ≠90° oblicza się ze wzorów
przy czym kąt pomiędzy osiami
δ = θ
1
+θ
2
39
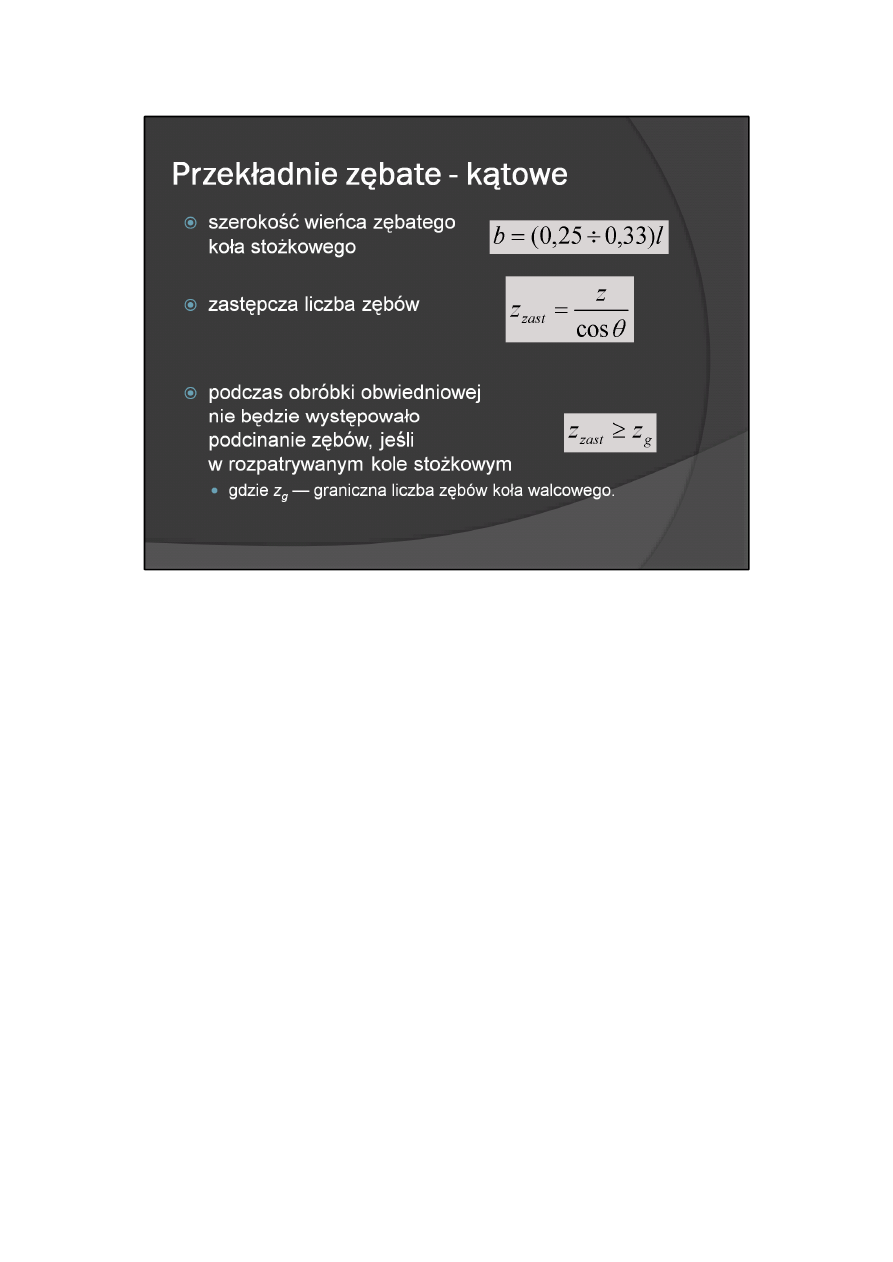
Szerokość wieńca zębatego koła stożkowego przy dużych obciążeniach przyjmuje się zwykle (rys. 10.9)
a przy małych obciążeniach — odpowiednio mniejszą — nawet 0,1l.
Zastępcza liczba zębów (jest to liczba zębów takiego koła walcowego, którego kształt zębów odpowiada
kształtowi czołowemu zębów rozpatrywanego koła stożkowego) wynosi
Podczas obróbki obwiedniowej nie będzie występowało podcinanie zębów, jeśli w rozpatrywanym kole
stożkowym
gdzie z
g
— graniczna liczba zębów koła walcowego.
40
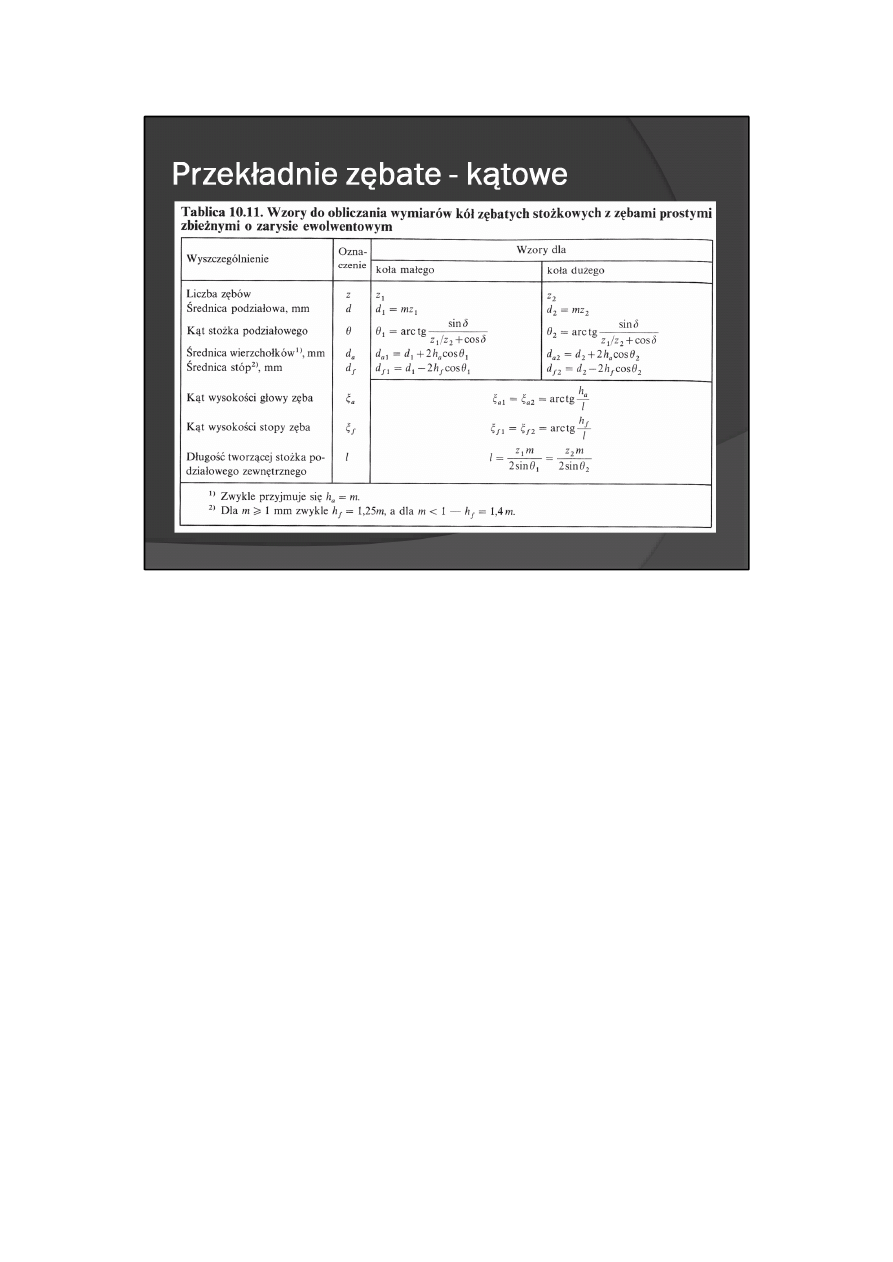
Wzory do obliczania wymiarów kół zębatych stożkowych z zębami prostymi zestawiono w tabl. 10.11.
Dokładność wykonania drobnomodułowych przekładni kątowych przy m < 1 mm z kołami stożkowymi jest
ujęta PN-81/M-88522.06.
41
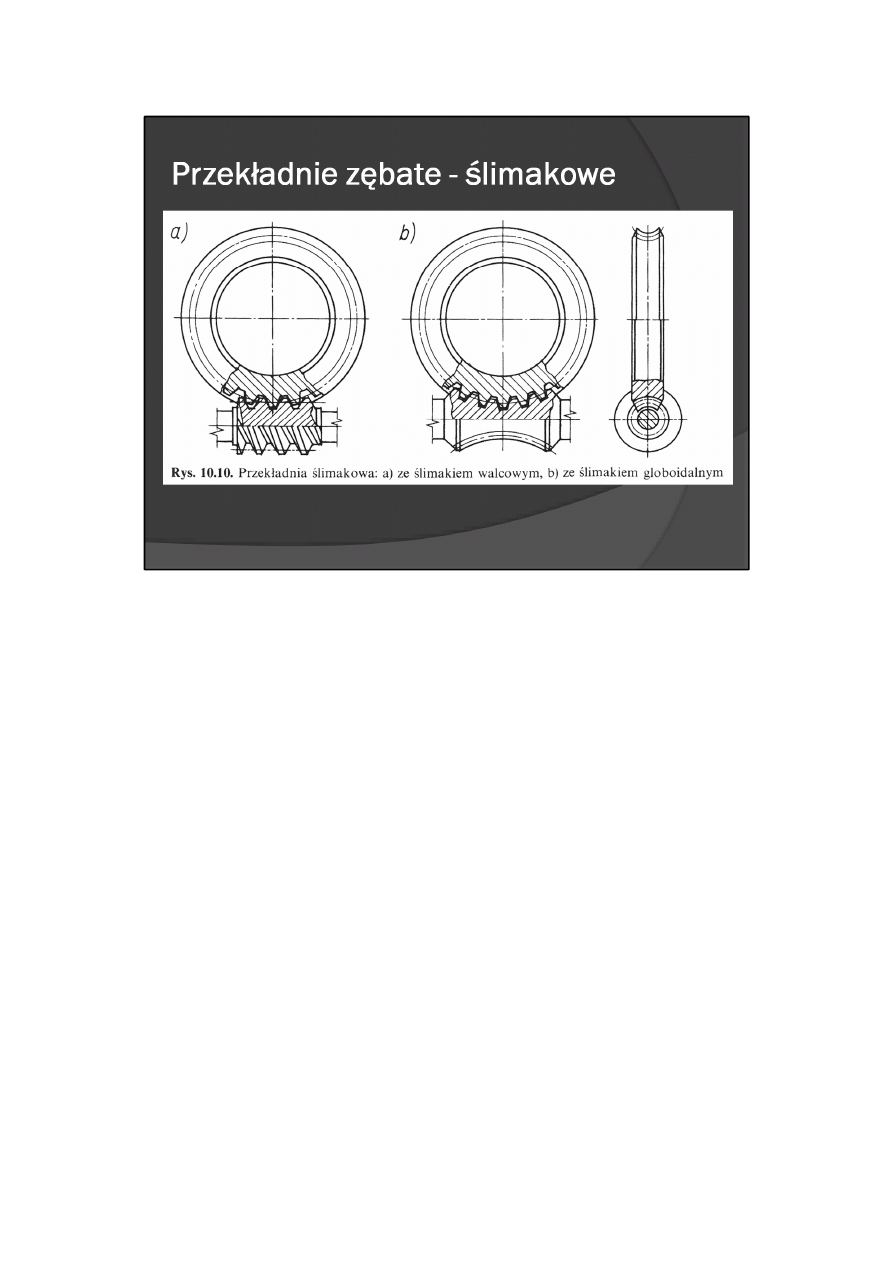
Przekładnia ślimakowa jest szczególnym rodzajem przekładni śrubowej. Składa się ona z dwóch
elementów o odmiennej budowie: ślimaka w kształcie śruby ze zwojami o zarysie zwykle trapezowym i
ślimacznicy w kształcie koła zębatego z zębami śrubowymi (rys.10.10). W zależności od kierunku skrętu
linii śrubowej ślimaka przekładnie ślimakowe dzieli się na prawe i lewe. Podstawowe nazwy, określenia i
symbole geometrycznych i kinematycznych parametrów przekładni ślimakowych są podane w normie PN-
90/M-88509.03.
42
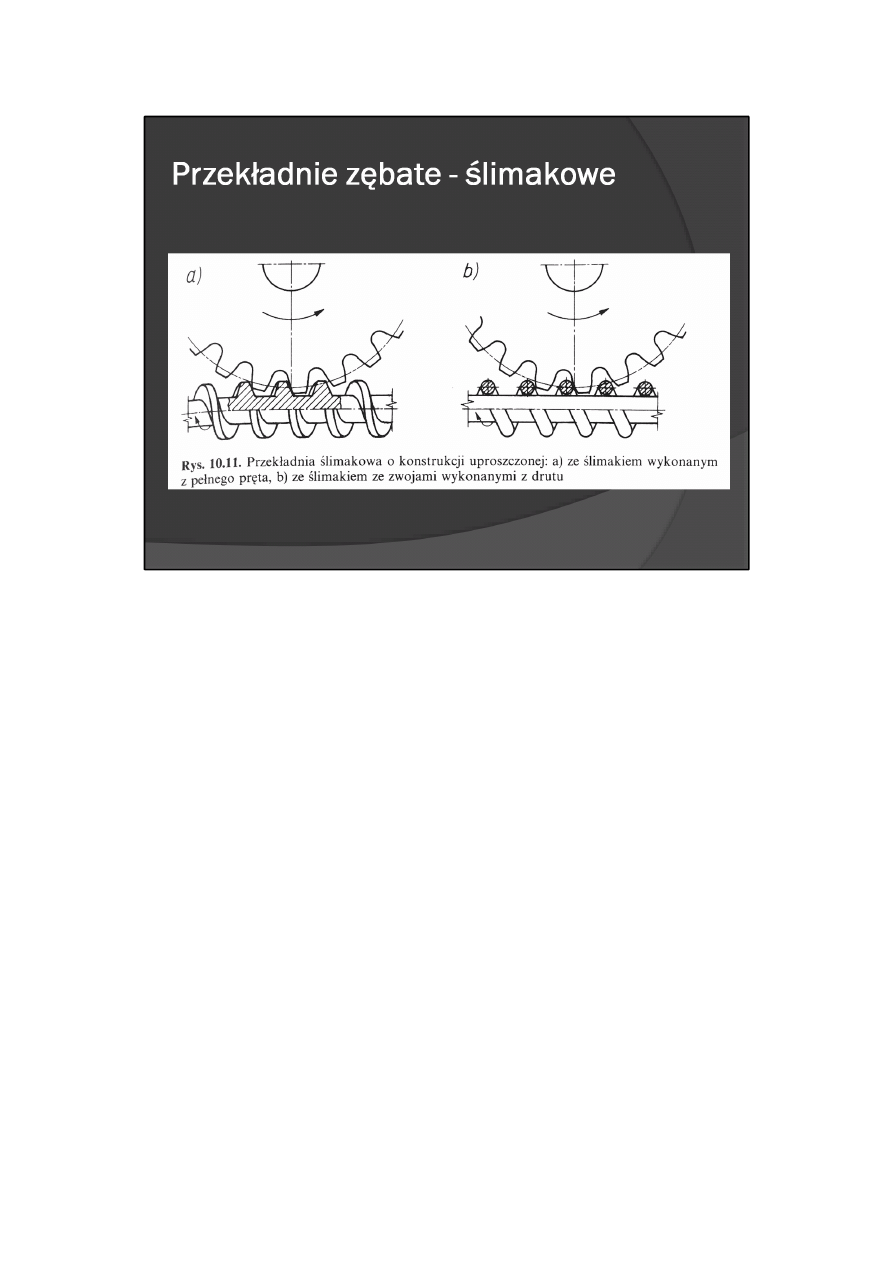
W drobnych mechanizmach niekiedy stosuje się przekładnie ślimakowe, których konstrukcja jest znacznie
uproszczona w porównaniu z konstrukcją przekładni przedstawionych na rys. 10.10. Jako ślimacznicę
stosuje się zwykle normalne koło zębate o zębach prostych lub skośnych (rys. 10.11).
Zaletą przekładni ślimakowych jest uzyskanie w jednym stopniu znacznych przełożeń: w przekładniach
przenoszących moc — w granicach i = 8 - 80, a w przekładniach nie przenoszących mocy — nawet do i =
200.
Ślimaki najczęściej wykonuje się ze stali, natomiast ślimacznice — z brązu, mosiądzu lub z tworzyw
sztucznych.
43
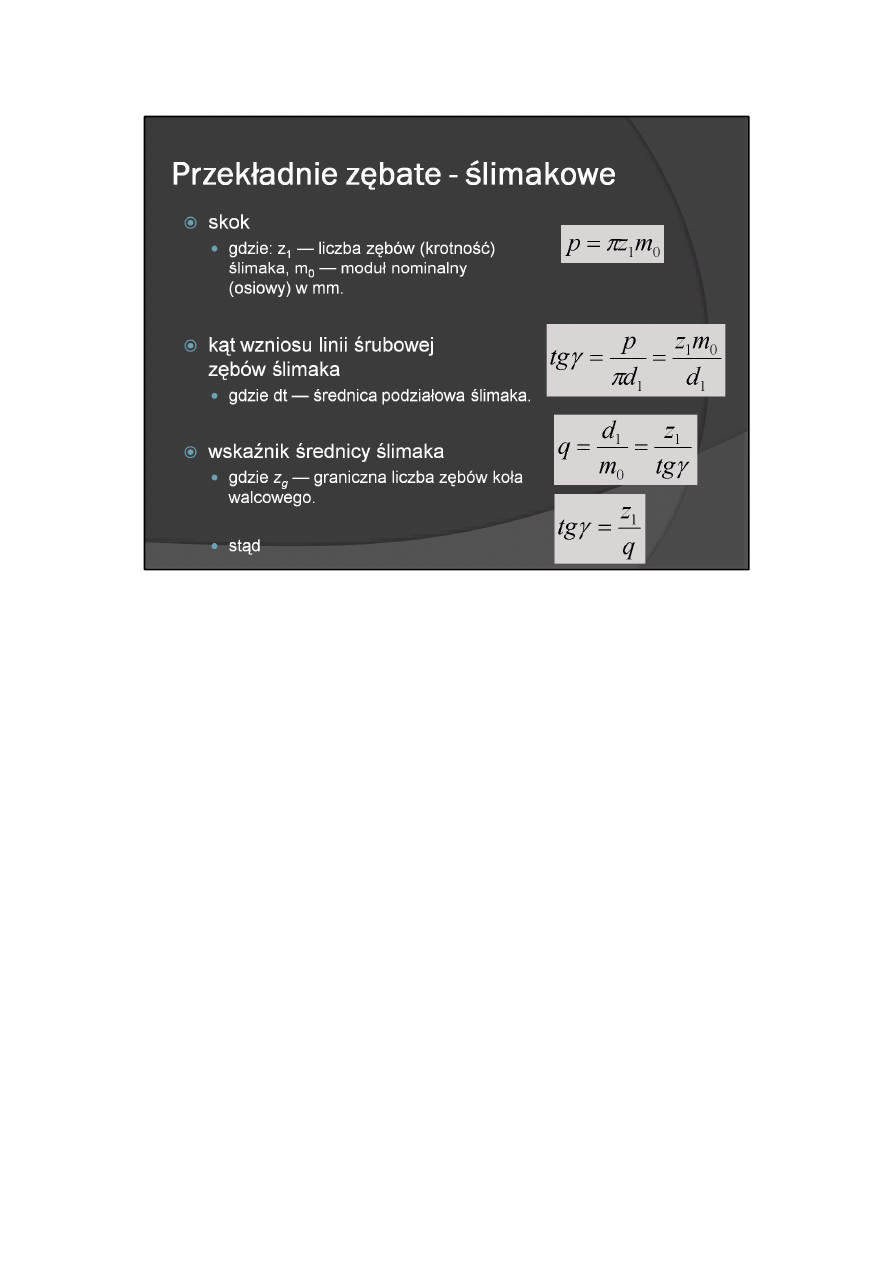
Konstrukcja ślimaków. Ślimak jest śrubą modułową, tj. jego skok p jest wielokrotnością liczby n i modułu
m
0
gdzie: z
1
— liczba zębów (krotność) ślimaka, m
0
— moduł nominalny (osiowy) w mm.
Kąt wzniosu linii śrubowej zębów ślimaka y (mierzony na walcu podziałowym) wyznacza się z zależności
gdzie d
t
— średnica podziałowa ślimaka.
Jako parametr charakterystyczny ślimaka często jest przyjmowany wskaźnik średnicowy ślimaka, który
wynosi
stąd
Dla przekładni ślimakowych typu maszynowego zaleca się następujące wartości wskaźnika q: 6,3; 8,0;
10,0; 12,5; 18.
44
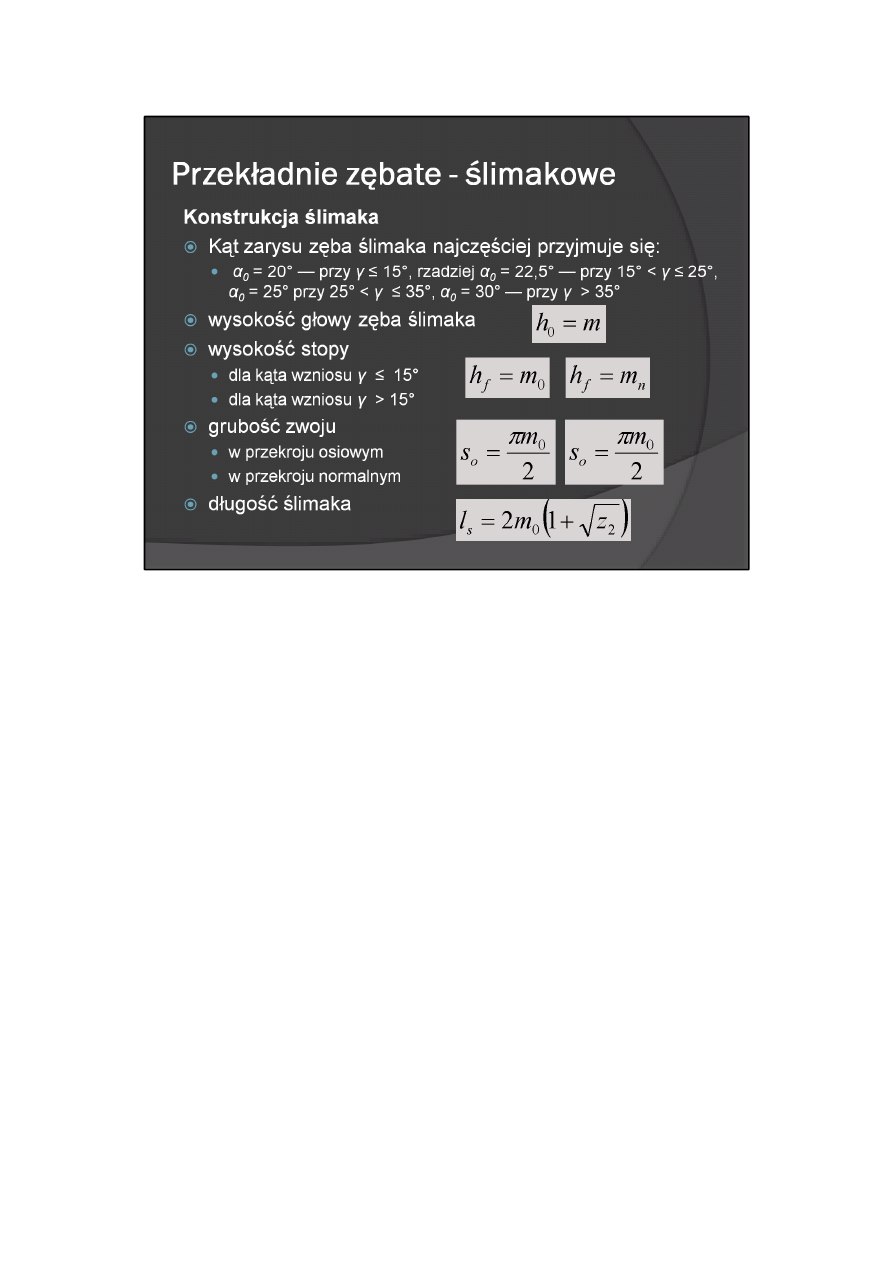
Kąt zarysu zęba ślimaka najczęściej przyjmuje się: α
0
= 20° — przy γ ≤ 15°, rzadziej α
0
= 22,5° — przy 15° <
γ ≤ 25°, α
0
= 25° przy 25° < γ ≤ 35° i α
0
= 30° — przy γ > 35°.
Wysokość głowy zęba ślimaka przyjmuje się h
0
= m, a wysokość stopy h
f
= 1,2m, przy czym dla kąta
wzniosu γ ≤ 15° wysokości te wyraża się w modułach osiowych m
0
, a przy γ > 15° — w modułach
normalnych
Grubość zwoju na powierzchni walca podziałowego wynosi:
- w przekroju osiowym
- w przekroju normalnym
Stosuje się różne metody obróbki ślimaka. W zależności od metody wykonania ślimaki w przekroju
prostopadłym do osi mogą mieć kształt spirali Archimedesa (ślimak spiralny), ewolwenty (ślimak
ewolwentowy) lub konwoluty (ślimak pseudospiralny).
Długość ślimaka oblicza się ze wzoru
gdzie z
2
— liczba zębów ślimacznicy.
45
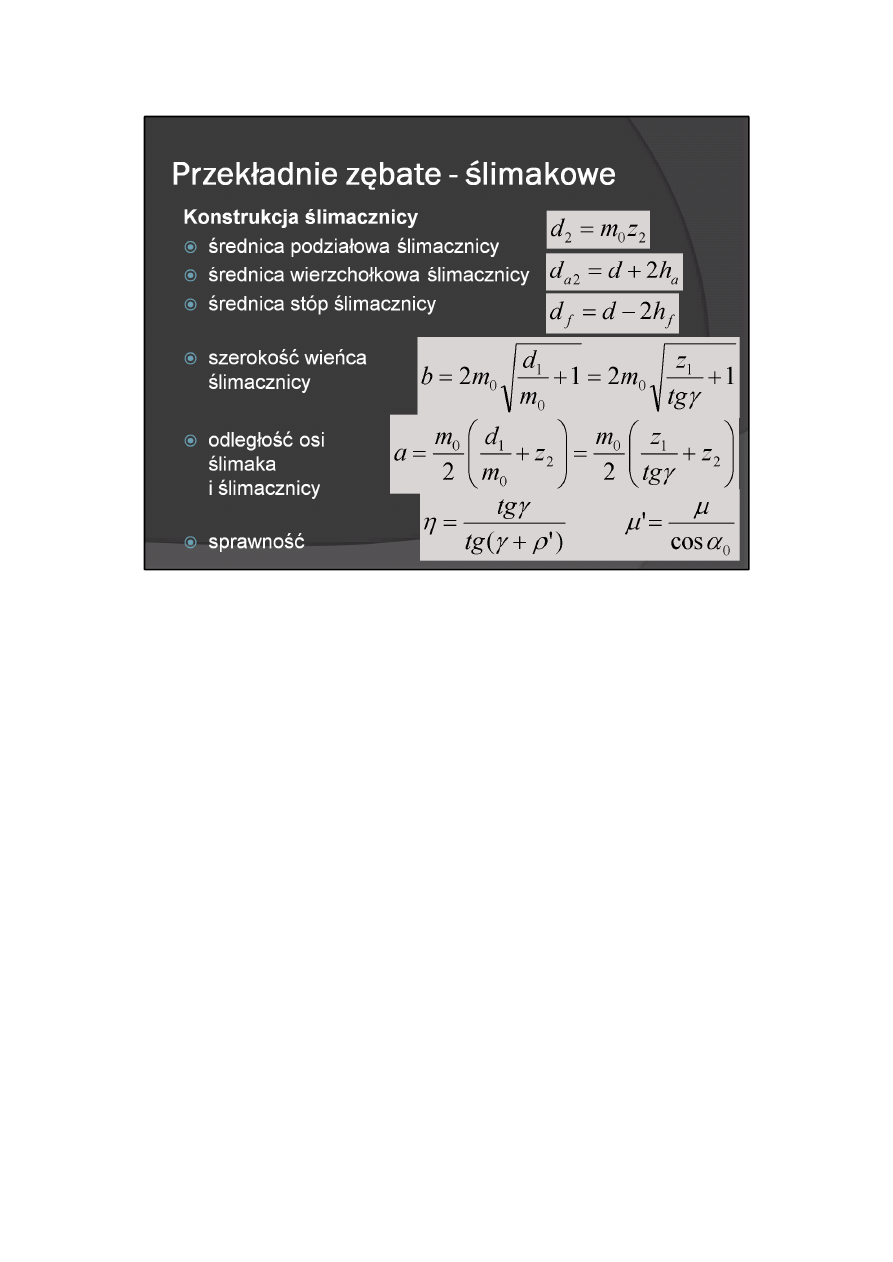
Konstrukcja ślimacznicy. Ślimacznica jest w przekroju środkowym (rys. 10.10) kołem zębatym walcowym, a
więc przy obliczaniu wymiarów uzębienia stosuje się wzory obowiązujące dla kół walcowych:
- średnica podziałowa ślimacznicy
- średnica wierzchołków ślimacznicy
- średnica stóp ślimacznicy
Szerokość wieńca ślimacznicy zaleca się przyjmować wg zależności
Odległość osi ślimaka i ślimacznicy wynosi
W celu zapewnienia prawidłowej współpracy ślimaka i ślimacznicy jest wymagana duża dokładność
rozstawienia ich osi i ustawienia osi ślimaka w płaszczyźnie symetrii ślimacznicy.
Sprawność przekładni ślimakowej (bez uwzględnienia łożyskowania) wyraża się wzorem
gdzie: γ — nominalny kąt wzniosu linii śrubowej zęba ślimaka (mierzony na walcu podziałowym), ρ' — kąt
tarcia obliczony z zależności tgρ' = μ’, μ’ — obliczeniowy
współczynnik tarcia
46
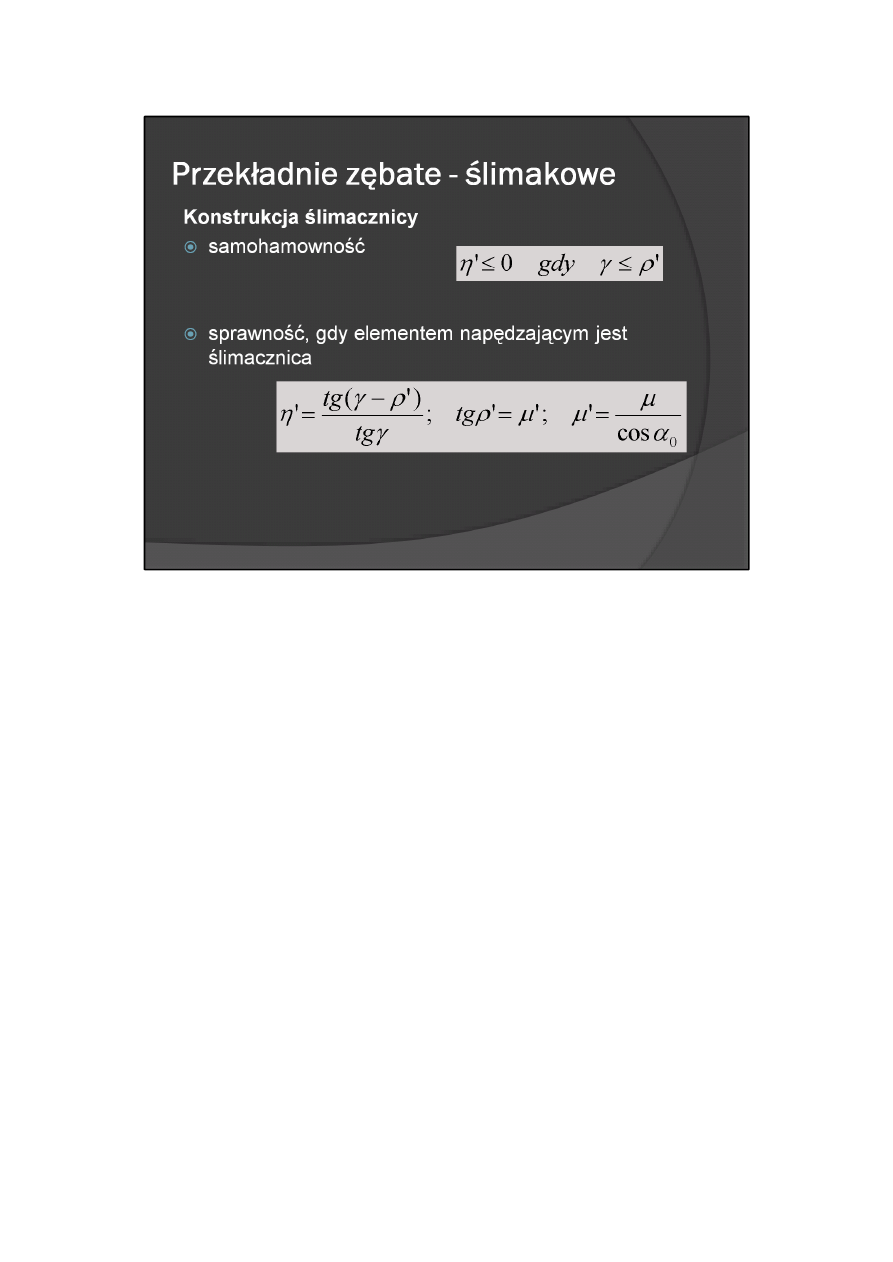
Samohamowność przekładni ślimakowej (η' < 0), uzyska się wówczas, gdy γ < ρ'. Samohamowność jest w
wielu przypadkach cechą decydującą o zastosowaniu tego rodzaju przekładni jako przekładni redukcyjnej.
W drobnych mechanizmach stosuje się niekiedy przekładnie ślimakowe także jako przekładnie
przyspieszające (multiplikatory). Kąt wzniosu linii śrubowej zęba ślimaka jest wówczas znacznie większy niż
w przekładniach redukcyjnych i zawiera się w granicach 45-60°. Przykładem zastosowania tego rodzaju
przekładni mogą być mechanizmy pozytywek z napędem sprężynowym lub mechanizmy telefonicznych
tarcz numerowych.
Dokładność wykonania drobnomodułowych (przy m < 1 mm) przekładni ślimakowych jest ujęta PN-82/M-
88522.08.
47
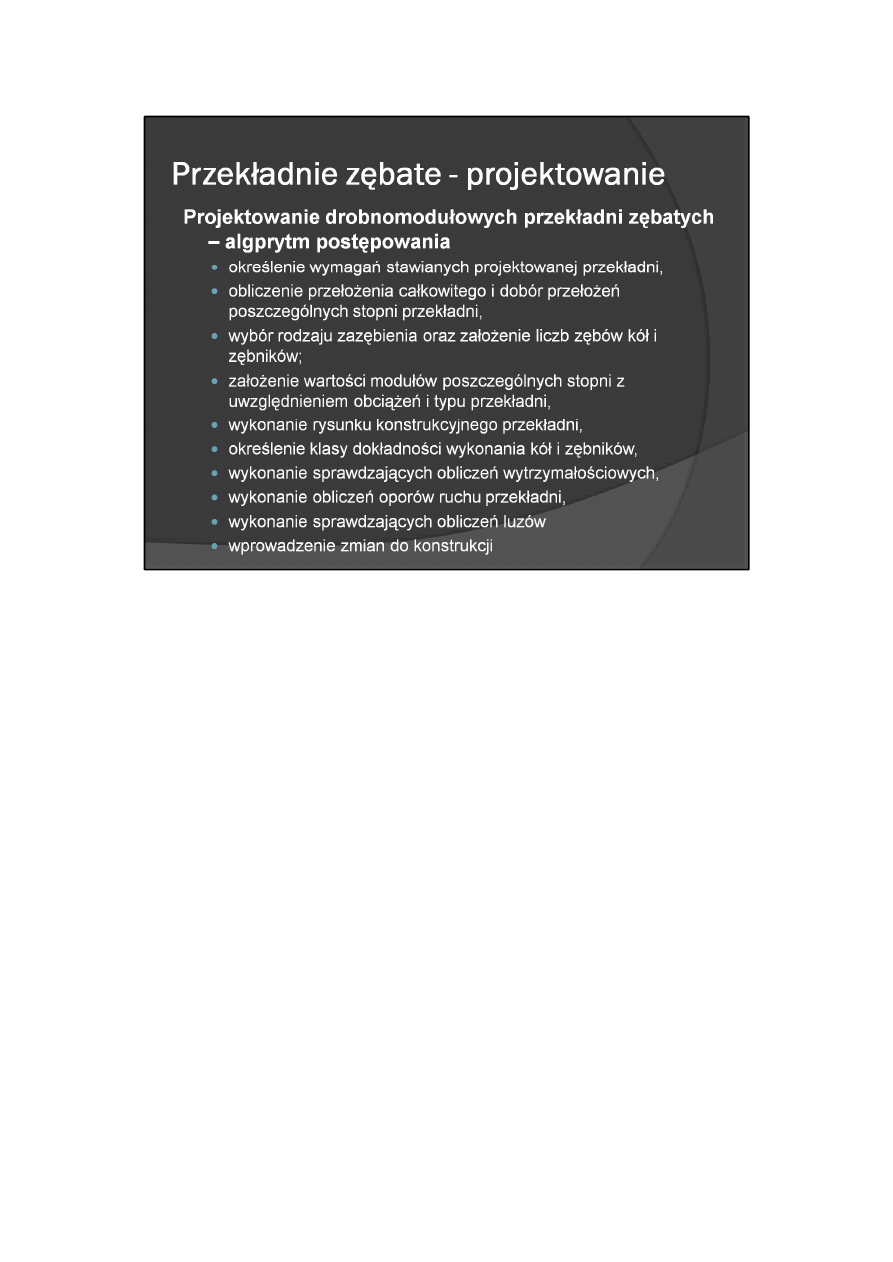
Konstruowanie drobnomodułowych przekładni zębatych
W projektowaniu drobnomodułowych przekładni zębatych zaleca się stosowanie następującego
algorytmu postępowania:
1) określenie wymagań stawianych projektowanej przekładni, a zwłaszcza:
- prędkości kątowych wałka wejściowego i wyjściowego,
- obciążenia wałka wyjściowego,
- dopuszczalnych oporów ruchu przekładni,
- dopuszczalnych luzów kątowych (tzw. luz martwy),
- dopuszczalnej niedokładności przełożenia,
- dopuszczalnych wymiarów gabarytowych przekładni;
2) obliczenie przełożenia całkowitego i dobór przełożeń poszczególnych stopni przekładni, wybór typu
przekładni, opracowanie schematu kinematycznego;
3) wybór rodzaju zazębienia oraz założenie liczb zębów kół i zębników;
4) założenie wartości modułów poszczególnych stopni z uwzględnieniem obciążeń i typu przekładni,
obliczenie średnic kół i zębników z uwzględnieniem ewentualnej korekcji uzębień;
5) wykonanie rysunku konstrukcyjnego przekładni (np. przekrój-rozwinięcie i rzut prostopadły do osi) z
uwzględnieniem dopuszczalnych wymiarów gabarytowych;
6) określenie klasy dokładności wykonania kół i zębników oraz dobór materiałów z uwzględnieniem
przewidywanej metody wykonania;
7) wykonanie sprawdzających obliczeń wytrzymałościowych (w razie potrzeby);
8) wykonanie obliczeń oporów ruchu przekładni (w razie potrzeby);
9) wykonanie sprawdzających obliczeń luzów i niedokładności przełożenia przekładni (w razie potrzeby);
10) wprowadzenie zmian do konstrukcji (pp. 2, 3,4,5 i 6), jeśli obliczenia (pp. 7, 8 lub 9) wykażą, że
przekładnia nie spełnia stawianych jej wymagań (pp. 1).
48
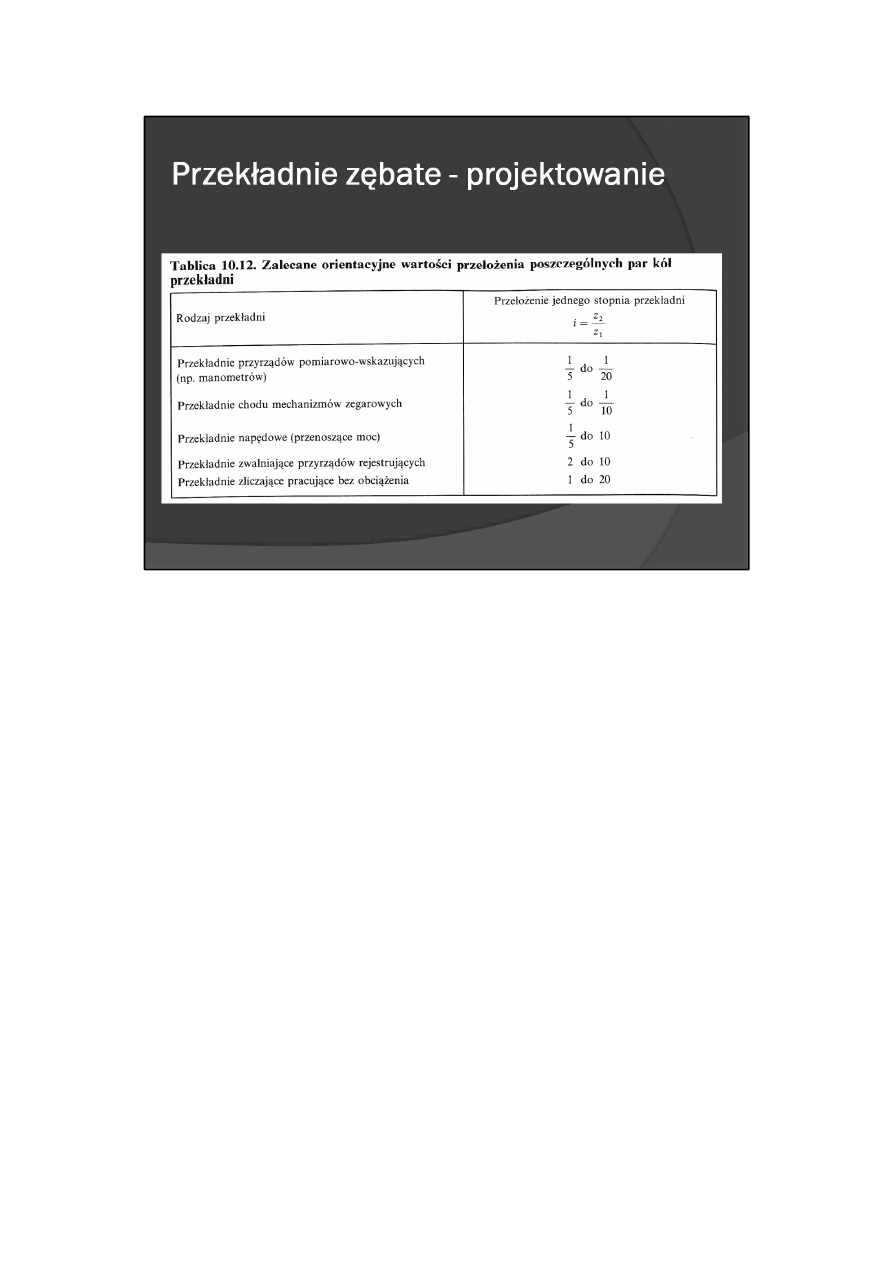
Orientacyjne zalecane wartości przełożeń cząstkowych (poszczególnych par kół) Przekładni podano w tabl.
10.12. Podczas projektowania przekładni, przy podziale przełożenia całkowitego na przełożenia
cząstkowe, należy uwzględnić dwie (częściowo ze sobą sprzeczne) właściwości przekładni zębatych:
a) najmniejszą liczbę stopni przełożenia (a więc i wałków) przekładni uzyskuje się przez zastosowanie
granicznych wartości przełożeń cząstkowych — maksymalnych w przekładniach redukcyjnych (i > 1) i
minimalnych w przekładniach przyspieszających (i < 1):
b) w celu uzyskania małych wymiarów przekładni oraz możliwie małej wartości sumarycznego momentu
bezwładności przekładni redukcyjnych (np. reduktorów napędzanych silnikiem elektrycznym) przełożenia
pierwszych stopni powinny być mniejsze niż następnych; zalecana orientacyjna wartość przełożenia
pomiędzy zębnikiem na wałku silnika a kołem na pierwszym wałku przekładni redukcyjnej wynosi 3 do 4,
następne stopnie mogą mieć przełożenie coraz większe aż do wartości granicznej, np. 10.
Przy określaniu klasy dokładności należy, ze względów ekonomicznych, stosować klasę możliwie mało
dokładną, przy czym zaleca się tolerowanie tylko tych wymiarów, które są istotne dla prawidłowej pracy
mechanizmu. Tolerancje wykonawcze elementów przekładni ewolwentowych walcowych o modułach m ≥
1 mm należy dobierać wg PN-79/M-88522.01, natomiast przy modułach m < 1 mm — wg PN-81/88522.05
— dla kół z uzębieniem o zarysie odniesienia bez konstrukcyjnego luzu obwodowego lub wg BN-81/1156-
08 — dla kół z uzębieniem o zarysie z konstrukcyjnym luzem obwodowym.
49
W tradycyjnych rozwiązaniach konstrukcyjnych drobnomodułowych przekładni zębatych zarówno koła
zębate, jak i zębniki oraz korpusy (szkielety) są wykonywane z metali, zwykle ze stali i mosiądzu, a niekiedy
także ze stopów aluminium. W ostatnich latach coraz częściej elementy drobnych mechanizmów (w tym
koła zębate i korpusy) są wykonywane z tworzyw sztucznych. Dotyczy to zwłaszcza mechanizmów
produkowanych masowo.
Koła zębate wykonane z tworzyw sztucznych w porównaniu z kołami metalowymi mają min. następujące
zalety:
- niższe koszty wytwarzania (koszty wytwarzania kół zębatych z tworzyw sztucznych w produkcji
wielkoseryjnej i masowej są 2-6 razy niższe niż kół metalowych);
- łatwość uzyskiwania złożonych kształtów, np. koło zębate stanowi całość z zębnikiem, wałkiem i
krzywką;
- mały wpływ smarowania na opory ruchu i trwałość przekładni oraz inne cechy nieosiągalne w przypadku
kół metalowych (odporność na korozję, cichobieżność, tłumienie drgań, mała masa i małe momenty
bezwładności itd.).
Ograniczenia w stosowaniu kół zębatych z tworzyw sztucznych mogą wynikać z takich właściwości
tworzyw sztucznych, jak np.:
- mała wytrzymałość na rozciąganie i zginanie (ok. 6 razy mniejsza niż stali),
- niska w porównaniu z metalami temperatura topnienia,
- duża wartość współczynnika rozszerzalności temperaturowej,
- zmiany wymiarów geometrycznych pod wpływem zmian wilgotności lub wskutek starzenia się
tworzywa.
50
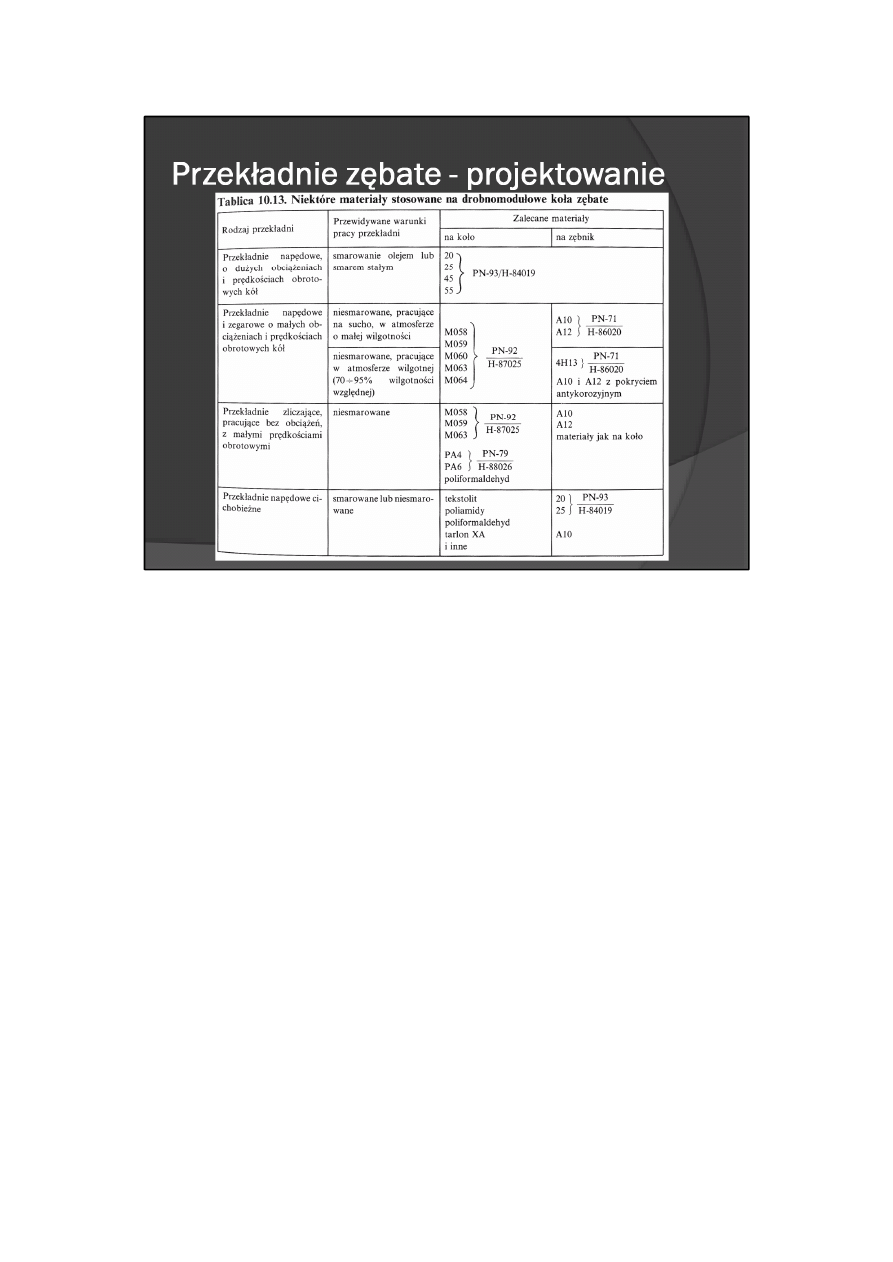
Dobierając materiały na koła zębate należy brać pod uwagę zarówno warunki pracy przekładni
(obciążenie, prędkości obrotowe, smarowanie, wilgotność i zanieczyszczenia otaczającego przekładnię
powietrza itd.), jak i łatwość wykonania koła z danego materiału (np. przez frezowanie). W celu uzyskania
małych oporów ruchu i małego zużycia przekładni pracujących na sucho (np. w mechanizmach
zegarowych) lub mało smarowanych zaleca się wykonanie pary współpracujących kół z różnych
materiałów (np. stal — mosiądz, stal — brąz, stal — poliamid itd.), przy czym koło mniejsze (zębnik)
powinno zawsze być wykonane z materiału twardszego (np. ze stali). Zestawienie niektórych zalecanych
materiałów podano w tabl. 10.13.
51
Konstrukcja kół zębatych i zębników
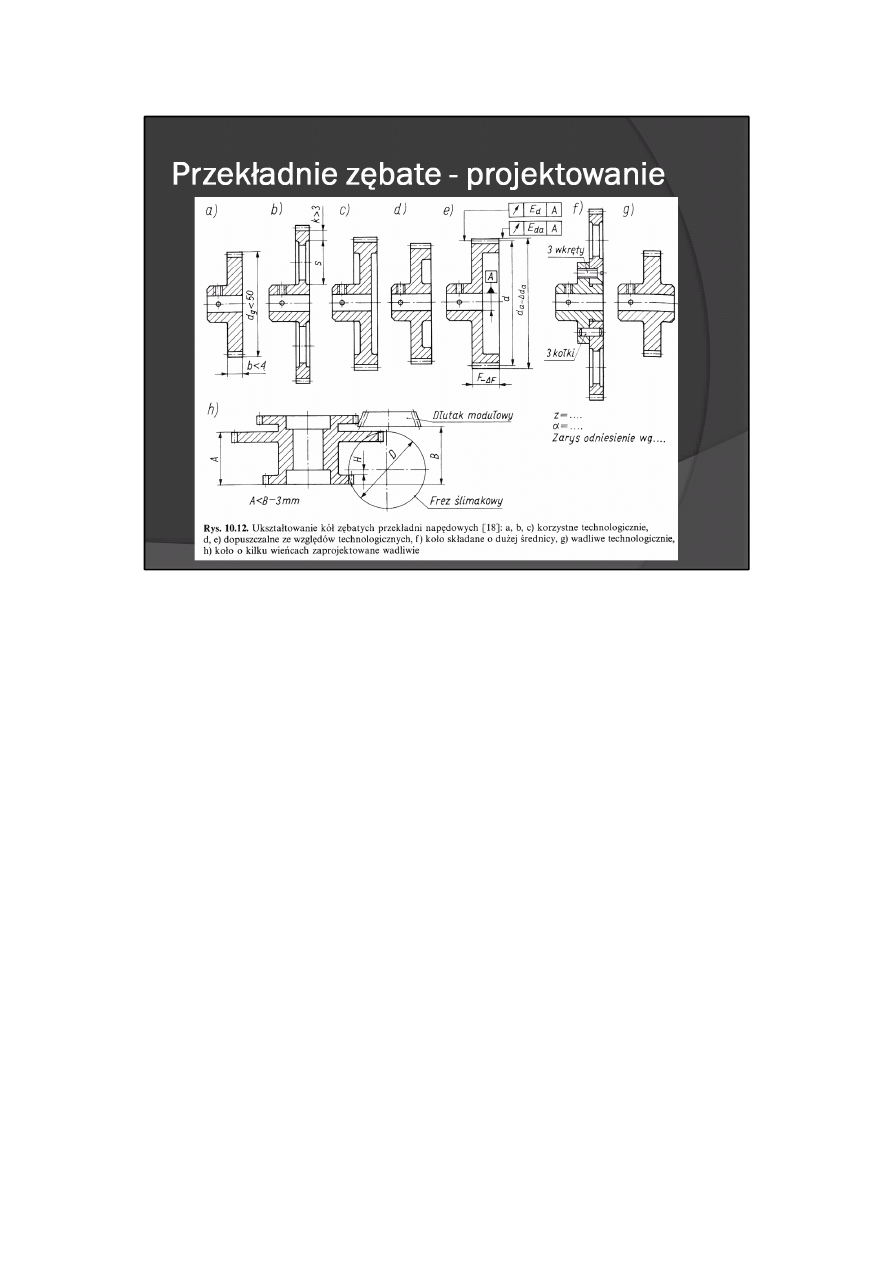
Przekładnie napędowe mechanizmów precyzyjnych mają koła zębate zwykle ukształtowane podobnie jak
maszynowe (rys. 10.12). Koła te mają najczęściej wieniec o szerokości równej znacznej wielokrotności
modułu i są wykonywane jako jedna część łącznie z piastą. Rozwiązania poprawne technologicznie
pokazano na rys. 10.12a, b, c. Koło przedstawione na rys. 10.12a stosuje się przy średnicach
wewnętrznych d
a
≤ 50 mm i szerokości wieńca b ≤ 4 mm, a przedstawione na rys. 10.12b — dla kół
większych. Grubość wieńca k mierzona od koła stóp nie powinna być za mała (k ≥ 3 mm). Na tarczy koła
nie powinno się wykonywać wytoczenia, jeśli jego szerokość s jest mniejsza niż 10 mm. Rozwiązania
konstrukcyjne pokazane na rys. 10.12c, d są mniej dogodne technologicznie (duża ilość materiału do
toczenia od drugiej strony). Ukształtowania piasty po obu stronach koła (rys. 10.12g) należy unikać, gdyż
jest ono technologicznie niekorzystne zarówno przy toczeniu, jak i przy frezowaniu zębów. Koła o większej
średnicy łatwiej jest wykonywać jako składane z piasty i tarczy (rys. 10.12f). Koła zębate z kilkoma
wieńcami (rys. 10.12h) powinny być tak zaprojektowane, aby można było naciąć na nich zęby.
Koła metalowe są zwykle całkowicie obrabiane skrawaniem, natomiast koła z tworzyw sztucznych mogą
być obrabiane skrawaniem lub odlewane wtryskowo łącznie z uzębieniem.
Małe koła (zębniki) wykonuje się często jako jedną część łącznie z wałkiem, natomiast koła duże osadza się
na stałe na wałkach przez zakołkowanie piasty kołkiem ustalającym stożkowym lub walcowym (otwór
gwintowany w ściance piasty służy do wstępnego ustalenia koła podczas montażu, a nie gwintowany
stanowi prowadzenie podczas wiercenia otworu pod kołek). Jeżeli średnica wałka jest dostatecznie duża,
koła można osadzić na wpuście (np. czółenkowym).
52
W celu zapewnienia dobrego przylegania zębów na całej szerokości wieńca, wałki powinny być
dostatecznie sztywne i dobrze ułożyskowane (najlepiej obustronnie).
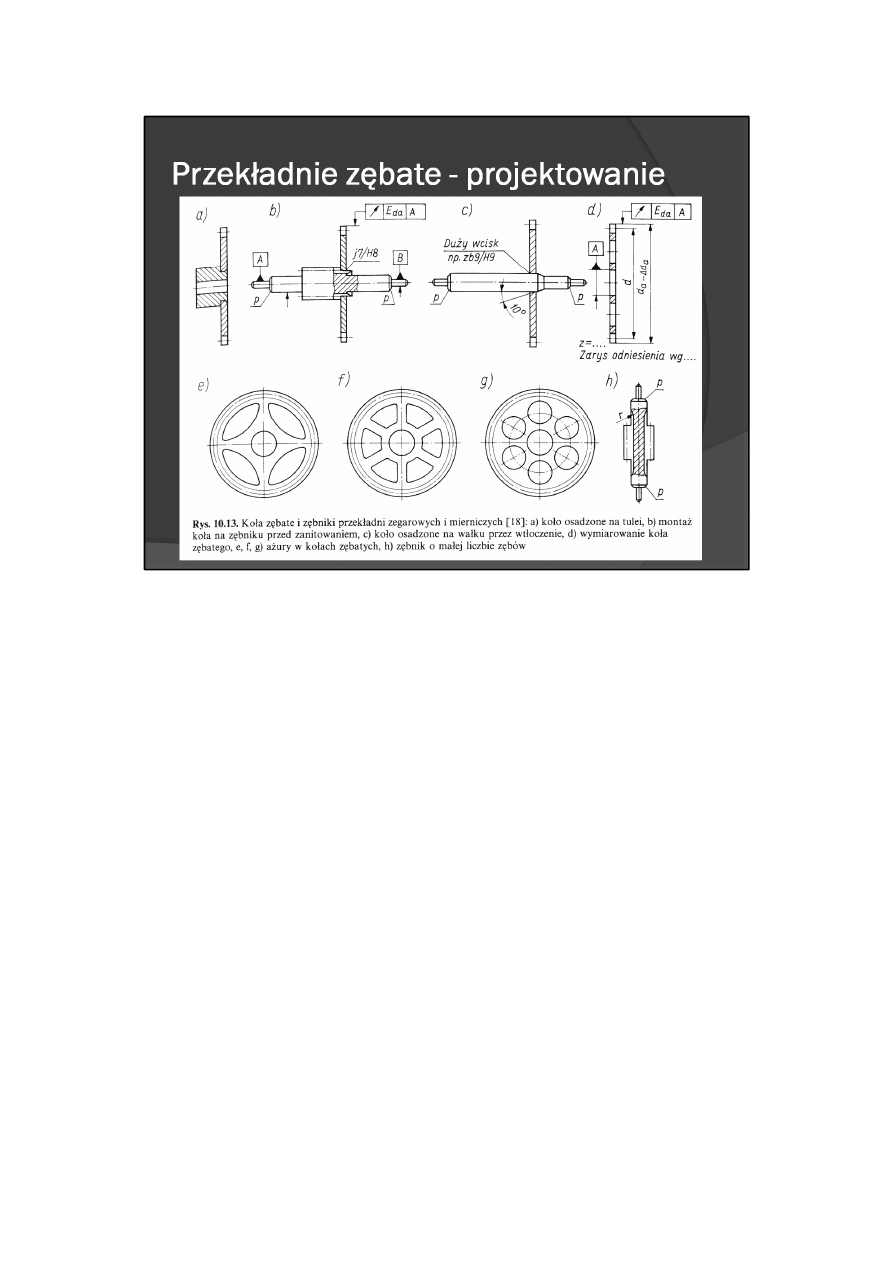
Koła zębate przekładni chodu i przekładni napędowych w drobnych mechanizmach wykrawa się zwykle z
blachy (rys. 10.13e, f, g). W mechanizmach zegarowych koła mają otwory (ażurowe) w celu zmniejszenia
ich masy i uzyskania oszczędności materiału. Ponadto otwory te służą najczęściej do zamocowania kół przy
frezowaniu uzębienia. Najprostsze technologicznie są otwory okrągłe (stemple toczone, otwory w matrycy
wiercone) przedstawione na rys. 10.13g, trudniejsze takie jak na rys. 10.13e, a najtrudniejsze (osłabienie
matrycy na ramieniu koła) wg rys. 10.13f, chociaż przy tym ukształtowaniu uzyskuje się najmniejszy
moment bezwładności koła.
Koła zębate osadza się na piastach przez zanitowanie (rys. 10.13a), a te z kolei wtłacza się na wałki lub też
koła wtłacza się bezpośrednio na wałki, stosując pasowania z dużym wciskiem. Wałek może być bez
odsądzenia (rys. 10.13c), jeśli koło jest osadzone blisko jego końca.
Na wałkach stanowiących całość z zębnikiem osadza się koła na podtoczeniu zębnika (rys. 10.13b).
Podtoczenie może mieć średnicę większą od średnicy stóp zębów zębnika. Koła osadza się na podtoczeniu
(z pasowaniem suwliwym lub lekko wtłaczanym), którego krawędź roznitowuje się, albo też wtłacza się z
dużym wciskiem bez nitowania. To ostatnie rozwiązanie zapewnia lepszą współosiowość wieńca koła z
wałkiem.
Zębniki wykonuje się zwykle przez frezowanie zębów na odpowiednio ukształtowanym wałku. Przy bardzo
małych liczbach zębów dna wrębów mogą znaleźć się wewnątrz średnicy wałka (rys. 10.13h). Zębniki o
większej liczbie zębów można wykonywać osobno i wtłaczać na wałek.
Podczas obróbki narzędziem o zarysie zamkniętym, średnicę zewnętrzną zarówno kół, jak i zębników
uzyskuje się przez frezowanie wierzchołków łącznie z zarysem zębów. W celu zapewnienia współosiowości
otwór w kole przykrawa się na wykrojniku lub wytacza, bazując na średnicy wierzchołków. Natomiast
współosiowość uzębienia zębników z czopami wałka uzyskuje się przez uchwycenie załamania p podczas
frezowania zębów (rys. 10.13h). Dlatego w poprzednich operacjach tokarskich załamania muszą być
wykonane bardzo dokładnie współosiowo względem czopów.
Koła zębate w przekładniach mierniczych przenoszą zwykle małe momenty. Dlatego kształtuje się je
podobnie jak koła przekładni chodu. Tarcze kół wykonuje się z blachy 1 osadza przez zanitowanie lub
wtłoczenie na wałki lub zębniki (rys. 10.13a-h).
W przypadku gdy jest wymagana duża dokładność kół (mała mimośrodowość) uzębienie frezuje się po
osadzeniu ich na wałkach, wykorzystując czopy jako bazę obróbkową.
W rzadkich przypadkach, gdy przekładnie miernicze przenoszą duże momenty, stosuje się w nich koła z
szerokim wieńcem ukształtowane zgodnie z rys. 10.12.
Koła zębate w przekładniach zliczających, zwłaszcza pierwszych stopni, powinny być możliwie najlżejsze. Z
tego względu często wykonuje się je z blachy aluminiowej lub z tworzyw sztucznych.
53
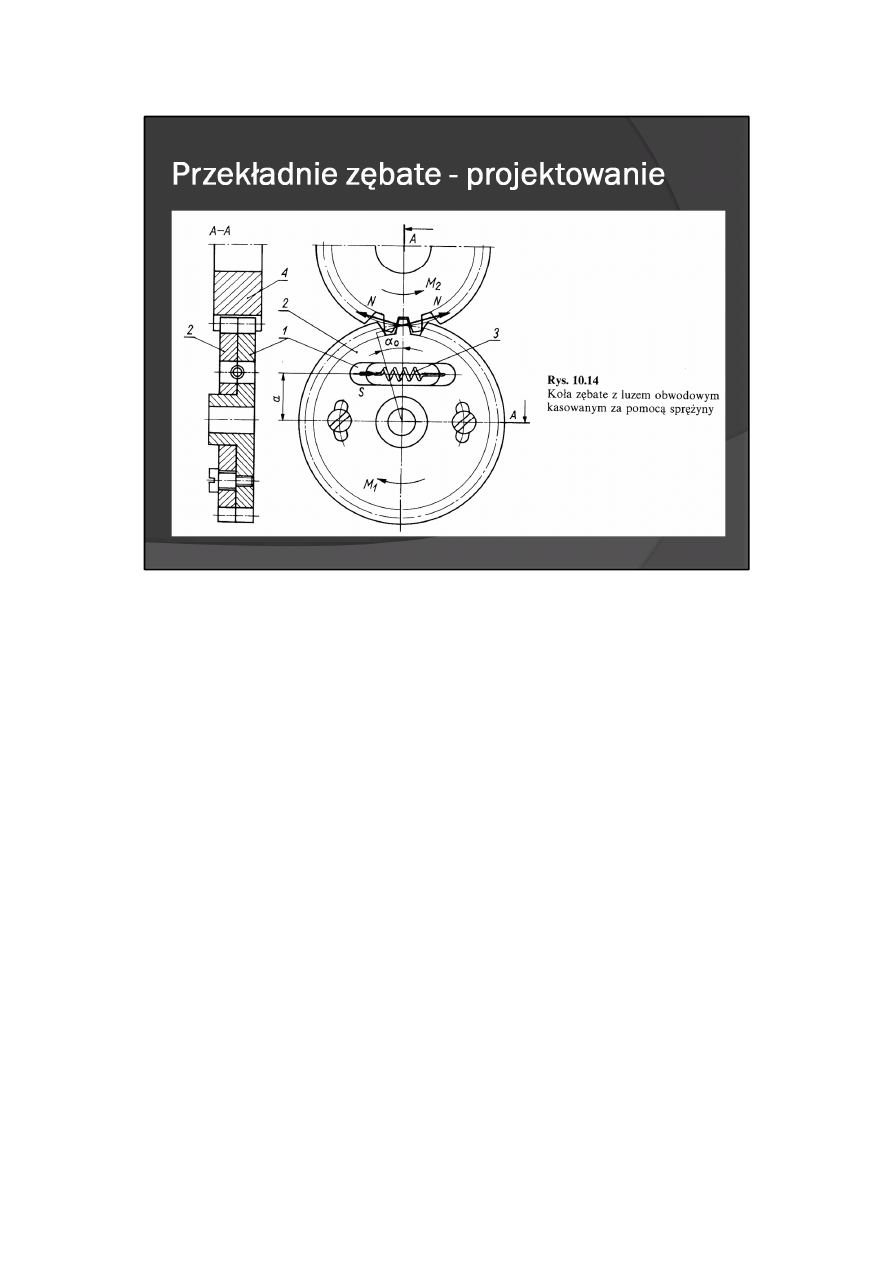
Koła zębate w przekładniach z kasowanym luzem międzyzębnym najczęściej rozwiązuje się konstrukcyjnie
jak pokazano to na rys. 10.14. Jedno z kół składa się z dwóch części, z których jedna 1 jest osadzona na
wałku, a druga 2 — ułożyskowana na piaście pierwszej części. Obie części są ściągane sprężyną 3, która
dociska zęby obu części do obu stron zębów koła współpracującego 4. Jeśli kołem napędzającym jest koło
złożone z dwóch części 1 i 2, to aby kasowanie luzu było pewne, musi być zachowany warunek
S < M
1
/a
gdzie: S — siła oddziaływania sprężyny, M
1
— moment roboczy na kole 1, a — ramię działania sprężyny.
Przekładnie z kasowanym luzem nie nadają się do przenoszenia dużych momentów, a ponadto mogą
pracować tylko z małymi prędkościami. Działanie sprężyny kasującej luz powoduje dość znaczne opory
ruchu. Przekładnie te stosuje się najczęściej w mechanizmach nastawczych, zwykle napędzanych ręcznie
ze znacznym nadmiarem momentu napędowego.
54
Konstrukcja kół zębatych z tworzyw sztucznych
W projektowaniu kół zębatych i korpusów przekładni zębatych wykonywanych z tworzyw sztucznych
należy uwzględnić właściwości zastosowanych tworzyw, a zwłaszcza zmiany wymiarów liniowych pod
wpływem zmian temperatury i wilgotności względnej otoczenia.
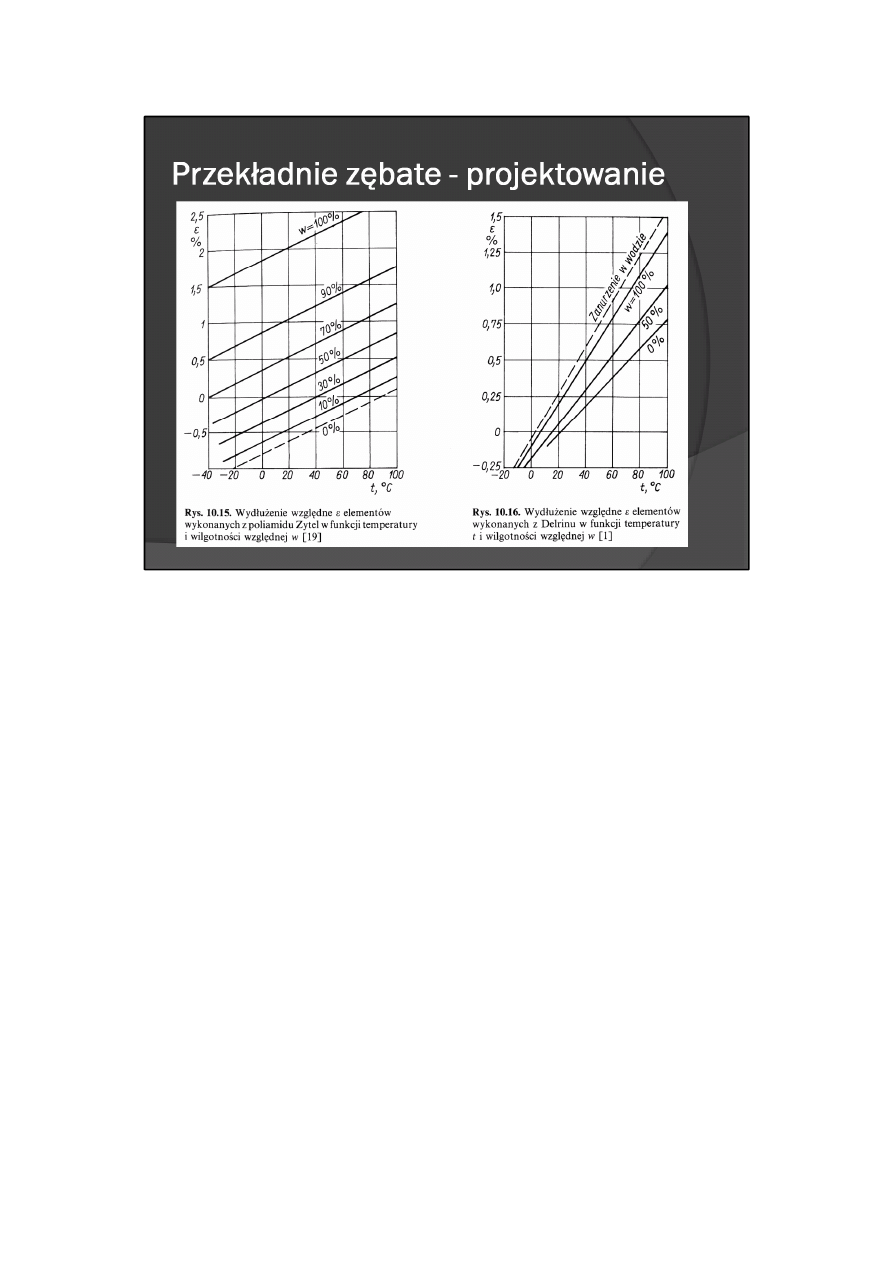
W drobnych mechanizmach najczęściej znajdują zastosowanie takie tworzywa, jak: poliformaldehyd (pod
nazwą Delrin produkowany m.in. przez firmę Du Pont lub pod nazwą Hostaform — przez firmę Hóchst)
oraz różne odmiany poliamidu (np. Zytel produkowany przez firmę Du Pont).
Na rys. 10.15 i 10.16 podano przykładowo wydłużenie względne elementów wykonanych z Zytelu i Delrinu
w zależności od temperatury i wilgotności względnej.
Wszystkie termoplastyczne tworzywa sztuczne stosowane na koła zębate kurczą się w czasie krzepnięcia
płynnej masy w formie. W celu uniknięcia deformacji powierzchni i kształtu kół oraz tworzenia się jam
skurczowych koło powinno być tak ukształtowane, aby krzepnięcie tworzywa wypełniającego formę
postępowało w kierunku przewężki w miejscu wtrysku.
55
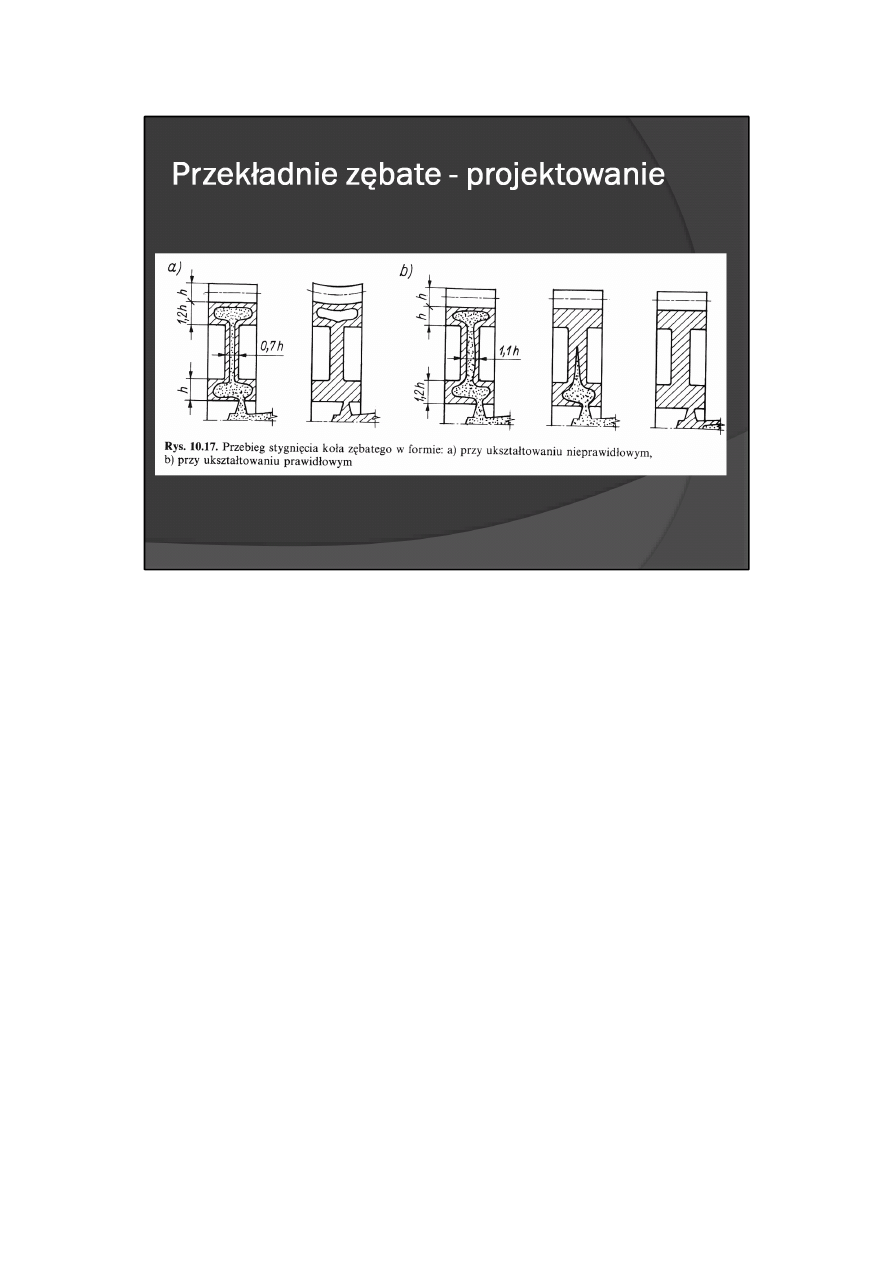
W miarę krzepnięcia tworzywa i zmniejszania się jego objętości w formie niedobór będzie wtedy mógł być
uzupełniony płynną masą. Ilustruje to rys. 10.17, na którym przedstawiono ukształtowanie koła zębatego
nieprawidłowe (rys. 10.17a) i prawidłowe (rys. 10.17b).
56
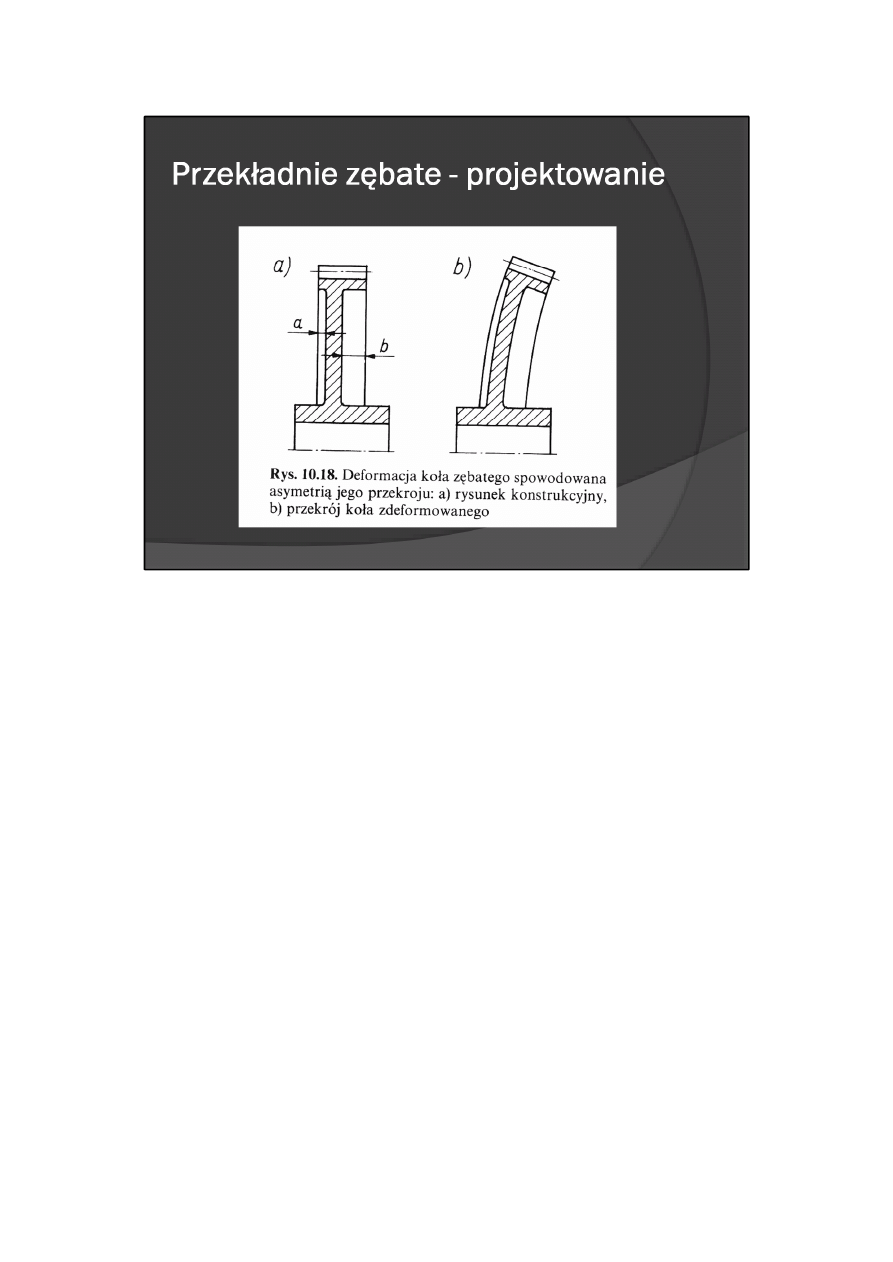
W celu uniknięcia deformacji kształtu ważne jest ponadto, aby projektowane koło zębate było
ukształtowane symetrycznie. Przykład niesymetrycznego ukształtowania koła i charakter spowodowanej
tym deformacji przedstawiono na rys. 10.18.
57
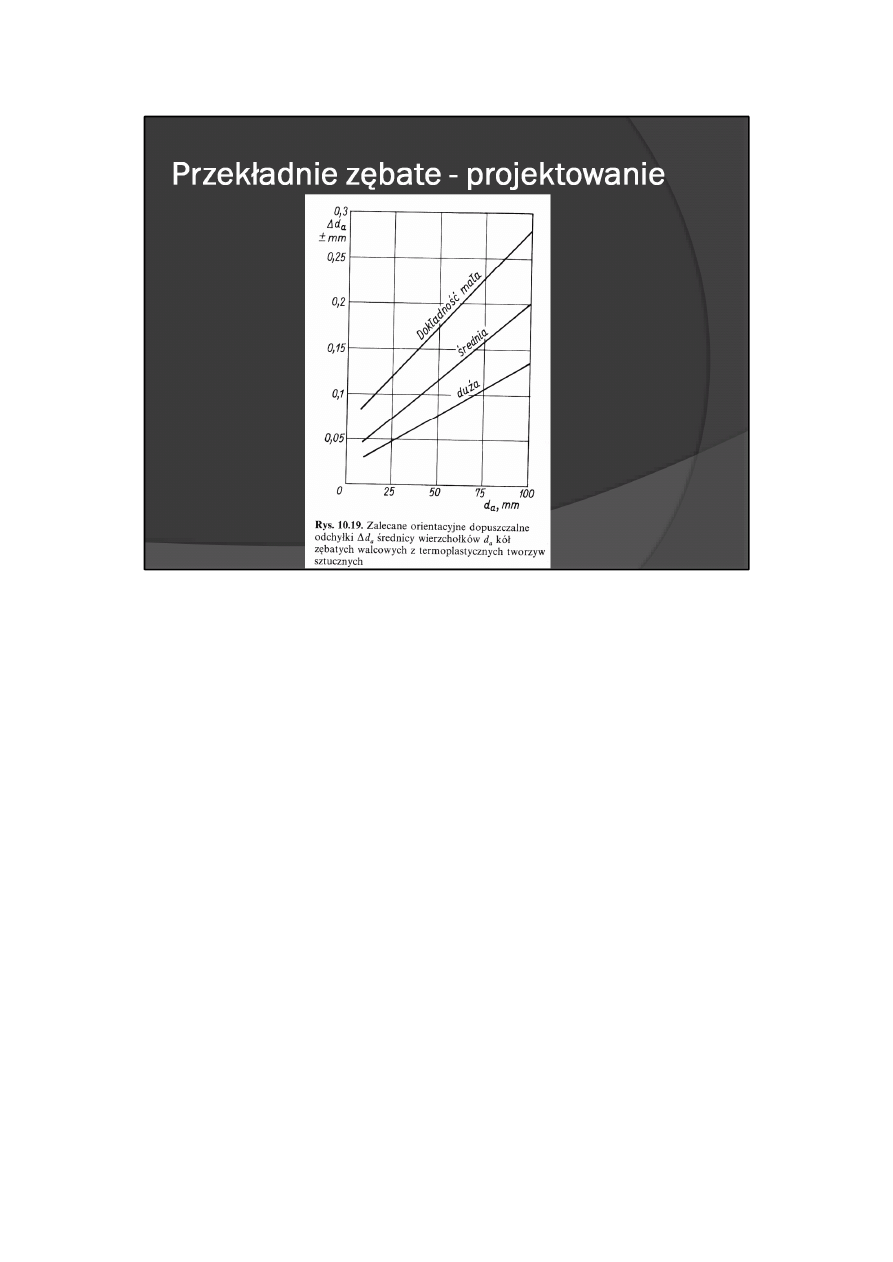
Zalecane orientacyjne tolerancje wymiarów kół zębatych wykonywanych z tworzyw sztucznych podano na
rys. 10.19.
58
Wymiarowanie uzębienia kół zębatych
Na arkuszu z rysunkiem koła zębatego powinny być podane wszystkie wymiary i informacje, które są
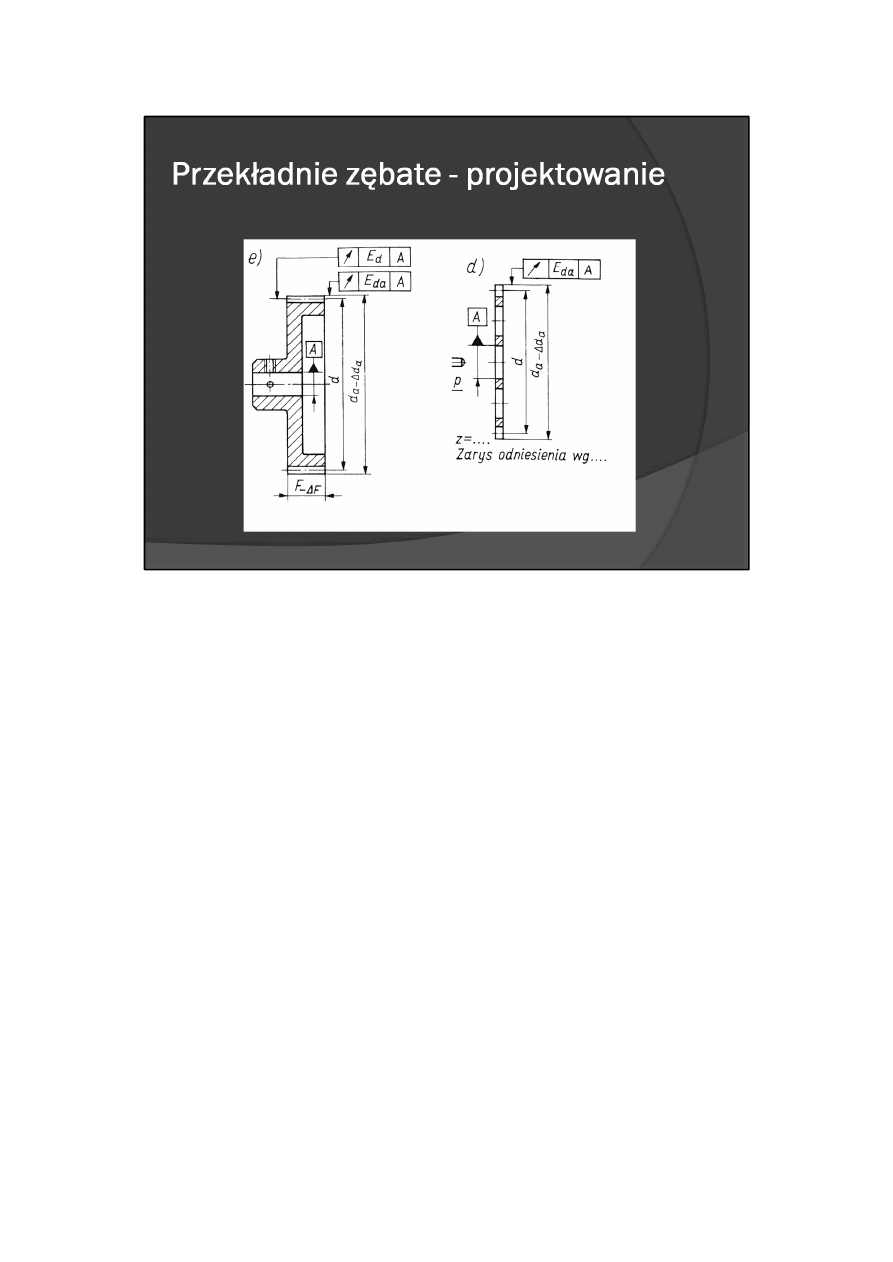
potrzebne do wykonania koła. Uproszczony sposób wymiarowania walcowego koła zębatego obrabianego
narzędziem o zarysie otwartym podano na rys. 10.12e, a koła obrabianego narzędziem o zarysie
zamkniętym — na rys. 10.13d. Obok rysunku koła umieszcza się (najwygodniej w postaci tabeli) informacje
uzupełniające, takie jak: liczba zębów z, moduł m, kąt zarysu a oraz, w razie potrzeby, klasę dokładności,
wymiary pomiarowe (grubość zęba, wymiar przez n zębów, podziałka zasadnicza), przesunięcie zarysu
zęba, luz obwodowy lub inne dane.
Ponadto, obok rysunku koła lub na oddzielnym arkuszu, należy podać zarys odniesienia.
59
Obliczenia wytrzymałościowe drobnomodułowych kół zębatych
Koła zębate w przekładniach mechanizmów drobnych i precyzyjnych najczęściej są poddawane
niewielkiemu obciążeniu. Jednak w niektórych przypadkach koła te mogą być znacznie przeciążane, np. w
pierwszych stopniach przekładni chodu mechanizmów zegarowych lub w przekładniach napędowych
pracujących cyklicznie w systemie
„start-stop".
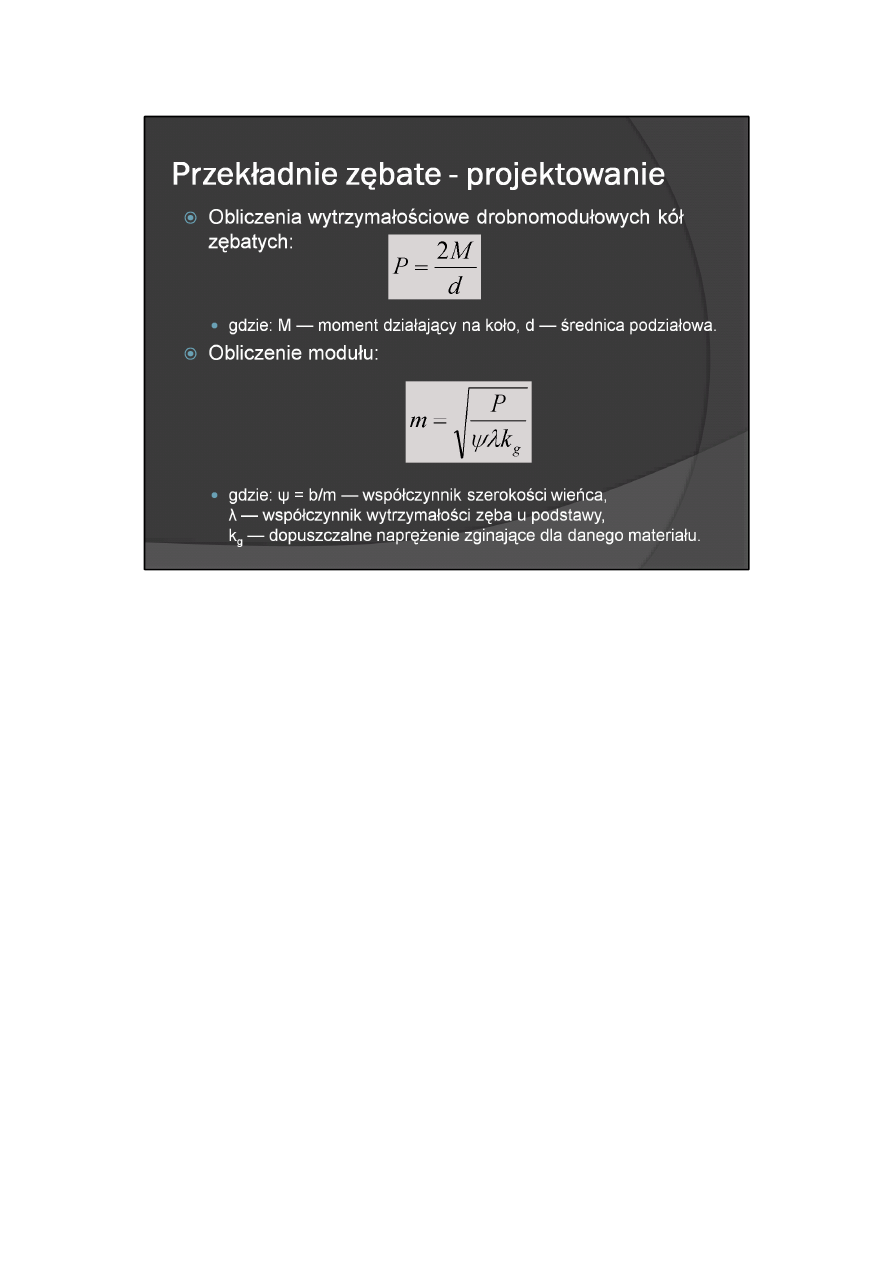
W większości przypadków wystarcza sprawdzenie wytrzymałości zębów u podstawy (zarówno o zarysie
ewolwentowym, jak i zegarowym) przy obciążeniu siłą obwodową działającą na kole podziałowym
gdzie: M — moment działający na koło, d — średnica podziałowa.
W przypadku koła walcowego z zębami prostymi o zarysie ewolwentowym moduł m można wstępnie
obliczyć ze wzoru
gdzie: ψ= b/m — współczynnik szerokości wieńca, λ — współczynnik wytrzymałości zęba u podstawy, k
g
—
dopuszczalne naprężenie zginające dla danego materiału.
Wytrzymałość i trwałość przekładni z kołami wykonanymi z tworzyw sztucznych jest mniejsza niż w
przypadku kół metalowych. Dotychczas jeszcze nie zebrano i nie opracowano dostatecznie bogatego
materiału doświadczalnego, który umożliwiałby przeprowadzanie obliczeń wytrzymałościowych przekładni
z kołami wykonanymi z tworzyw sztucznych ze stopniem pewności, jaki można uzyskać w przypadku kół
metalowych, zwłaszcza typu maszynowego (o modułach m ^ 1 mm). Dlatego też wytrzymałość zębów kół
wykonywanych z tworzyw sztucznych sprawdza się tylko orientacyjnie przez obliczenie wytrzymałości na
zginanie zęba u podstawy. Do tego celu mogą być wykorzystane odpowiednie nomogramy.
W przeważającej większości przypadków drobnomodułowe przekładnie zębate, wykonywane zarówno z
metali, jak i tworzyw sztucznych pracują w warunkach znacznego niedociążenia, dlatego pomija się ich
obliczanie wytrzymałościowe.
60
Obliczanie niedokładności kinematycznej drobnomodułowych przekładni zębatych
W przekładniach zębatych przyrządów precyzyjnych duże znaczenie ma ustalenie dla poszczególnych kół
wymagań zapewniających utrzymanie dokładności kinematycznej przekładni w założonych granicach.
Rozróżnia się tu dwa przypadki:
- współpracę kół tylko jedną stroną zębów — wtedy luz obwodowy nie wpływa na dokładność działania;
przenoszone momenty mają zmienny kierunek działania, przy czym kierunek ruchu może być niezmienny
(np. w mechanizmie zegarowym) lub też zmienny, jednak pod warunkiem, że luz obwodowy jest kasowany
przez sprężynę zwrotną (np. w przekładni manometru);
- współpracę kół obiema stronami zębów — wówczas luz obwodowy ma decydujące znaczenie (np. w
reduktorach o ruchu zwrotnym).
W zależności od rodzaju współpracy kół i wymagań jakie powinna spełniać przekładnia, może być
konieczne wykonanie obliczeń:
a) maksymalnej odchyłki kątowej położenia wałka napędzanego (lub napędzającego) na skutek
niedokładności przełożenia
b) maksymalnej odchyłki kątowej położenia na skutek luzu martwego w przekładni
c) maksymalnej odchyłki kątowej przełożenia na skutek niedokładności przełożenia i luzu martwego
łącznie
W projektowaniu przekładni zaleca się najpierw założenie klasy dokładności, a więc dopuszczalnych
odchyłek wykonania poszczególnych kół, następnie obliczenie maksymalnej odchyłki położenia wg a), b)
lub c) i sprawdzenie, czy obliczona wartość wynikowa nie przekracza wartości podanej w wymaganiach.
Jeśli obliczona wartość jest znacznie mniejsza od dopuszczalnej, wtedy należy odpowiednio powiększyć
dopuszczalne odchyłki uzębienia kół, w celu obniżenia kosztów produkcji.
61
Wyszukiwarka
Podobne podstrony:
Podstawy konstruowania urządzeń precyzyjnych 09
Podstawy konstruowania urządzeń precyzyjnych 01
Podstawy konstruowania urządzeń precyzyjnych 11
Podstawy konstruowania urządzeń precyzyjnych 04
Podstawy konstruowania urządzeń precyzyjnych 03
Podstawy konstruowania urządzeń precyzyjnych 05
Podstawy konstruowania urządzeń precyzyjnych 10
Podstawy konstruowania urządzeń precyzyjnych 08
Podstawy konstruowania urządzeń precyzyjnych 11
Podstawy konstruowania urządzeń precyzyjnych 08
Podstawy konstruowania urządzeń precyzyjnych 05
Podstawy konstruowania urządzeń precyzyjnych 01
Podstawy konstruowania urządzeń precyzyjnych 10
Podstawy konstruowania urządzeń precyzyjnych 03
Podstawy konstruowania urządzeń precyzyjnych 04
podstawy konstrukcji urządzeń cyfrowych i mikroprocesorowych
Projektowanie i Konstrukcja Urządzeń, Ściąga, Funkcje konstruowania urządzeń- podstawową funkcja kon
13 Określanie konstrukcji wybranych urządzeń precyzyjnych
więcej podobnych podstron