
1
Przegląd układu tłokowo – korbowego silnika
MAN B&W – L 23/30 H
Przed przystąpieniem do demontażu silnika należy dokładnie przestudiować jego
Dokumentację Techniczno Ruchową (DTR), co pozwoli dobrać prawidłową kolejność
wykonywanych prac. Należy również, przewidzieć konieczność wykonania oględzin i
pomiarów, które można wykonać tylko w czasie demontażu. Ich wyniki niezbędne są do
późniejszych weryfikacji technicznych oraz ponownego montażu i regulacji silnika.
Pomimo różnorodności konstrukcji silników okrętowych można sformułować pewne
ogólne wymagania dotyczące prawidłowego przebiegu demontażu:
a)
każda operacja demontażu powinna przebiegać w określonym miejscu z
zastosowaniem koniecznych dla niej narzędzi i oprzyrządowania. dla uniknięcia
zagubień śrub i nakrętek lub uszkodzeń gwintu, a także dla zapewnienia późniejszego
prawidłowego montażu konieczne jest wkręcanie śrub i nakręcanie nakrętek w
miejsca, z których zostały wykręcone.
b)
istniejące kontrolne śruby dwustronne lub zwykłe powinny być zdjęte przed
demontażem śrub mocujących, w przeciwnym wypadku może nastąpić ich
uszkodzenie, nie zaleca się wykręcać śrub dwustronnych z ich gniazd bez wyraźnej
konieczności.
c)
w celu zapobiegania przekoszeń zespołów lub elementów zaleca się wstępnie
poluzować wszystkie śruby, po czym odkręcać je do końca w określonej kolejności.
d)
wykręcone śruby i nakrętki z jednego miejsca muszą być wkręcone na swoje
pierwotne miejsce, ich zamiana może doprowadzić do zmiany skoku gwintu.
e)
zdejmowane z silnika elementy, przyrządy, mechanizmy i rurociągi nie mogą być
zamieniane ze śrubami i nakrętkami z drugiego miejsca (np. dwa sąsiednie cylindry)
Najbardziej odpowiedzialnymi operacjami demontażu silników są prace związane z
demontażem:
a)
głowic
b)
tłoków
c)
korbowodów
d)
tulei cylindrowej
e)
wałów korbowych
f)
łożysk ślizgowych
Czynności wykonywane przed demontażem:
a)
Uzyskać zgodę z mostka dotyczącą możliwości przeprowadzenia remontu
b)
Sprawdzić stan zapasowego układu tłokowo-korbowego (silniki kompaktowe)
c)
Sprawdzić dostępność części zapasowych
d)
Wywiesić informację o zakazie uruchamiania silnika
e)
Zakuplować obracarkę
f)
Zamknąć powietrze startowe
g)
Odciąć wodę chłodzącą silnik
h)
Odciąć zasilanie paliwem
i)
Odciąć system smarowania
2
Demontaż głowic cylindrowych:
a)
Spuścić wodę chłodzącą silnik przy zachowaniu poziomu i równoległości w stosunku
do bloku cylindrowego
b)
Przygotować niezbędne narzędzia
c)
Zdemontować przyrządy kontrolno-pomiarowe
d)
Zdjąć pokrywę głowicy
e)
Zdjąć przednią pokrywę dającą dostęp do pompy wtryskowej
f)
Zdemontować przewody wtryskowe
g)
Zdemontować przewód olejowy smarowania dźwigni zaworowych
h)
Odłączyć flansze kolektorów dolotowych i wylotowych
i)
Wyciągnąć wtryskiwacz
j)
Odkręcić nakrętki głowicy przy użyciu prasek hydraulicznych (50 bar)
k)
Zamontować w miejscu wtryskiwacza przyrząd służący do podniesienia głowicy
l)
Poderwać głowicę i umieścić ją na drewnianej płycie
Demontaż układu tłokowo-korbowego:
a)
Wyczyścić górną część tulei, aby zapobiec zakleszczeniu tłoka podczas wyciągania
b)
Ustawić tłok w DMP
c)
Likwidacja progu
d)
Zamontować urządzenia zabezpieczające (na starej podkładce) uniemożliwiające
naruszenie poprawnego ułożenia tulei cylindrowej
e)
Ręczne przesmarowanie gładzi tulei cylindrowej
f)
Ustawić wał korbowy w położeniu 50
o
przed GMP
g)
Zamontować uchwyt na denku tłoka w celu jego późniejszego podwieszenia
h)
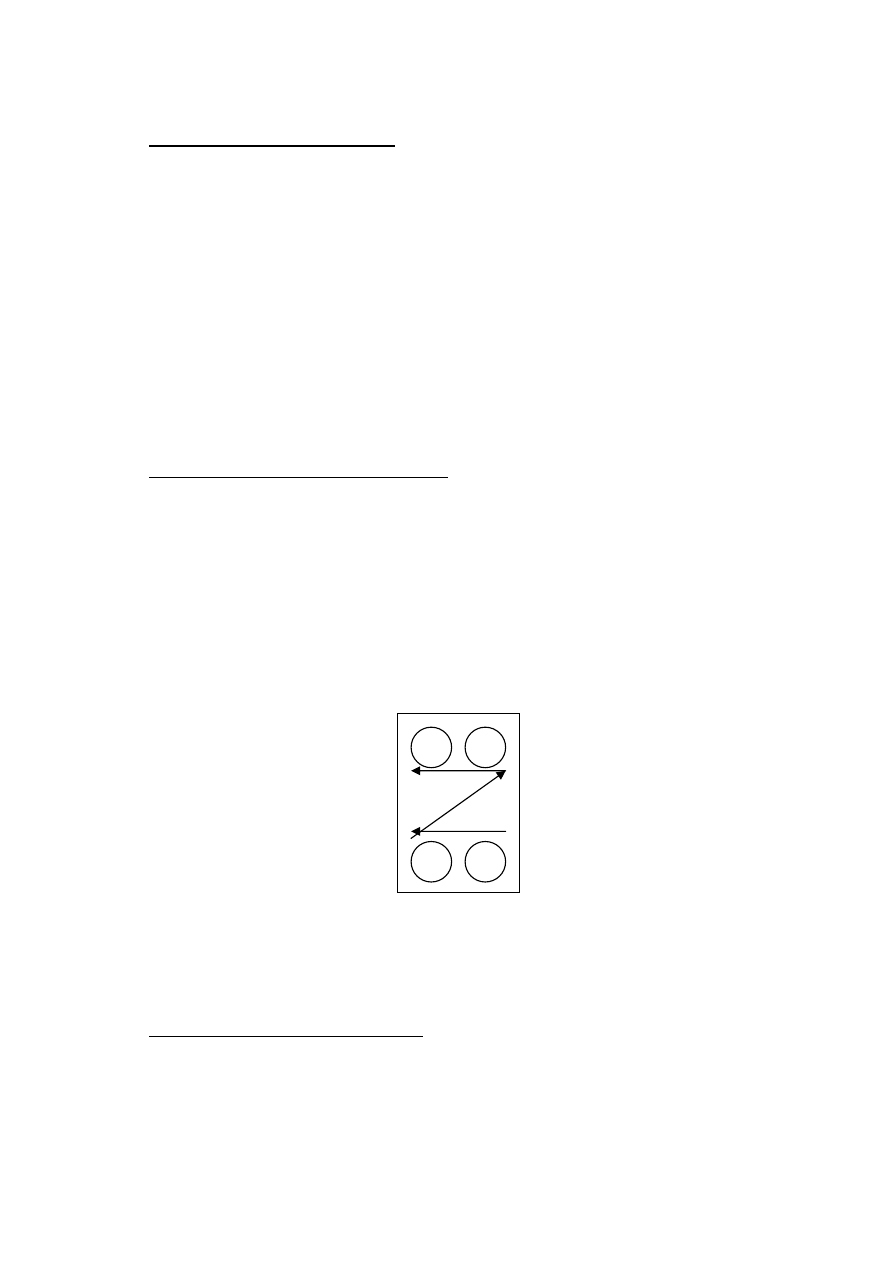
Usunąć zabezpieczenia śrub stopy korbowodu
i)
Poluzować śruby stopy korbowodu w kolejności pokazanej na rysunku
j)
Zdjąć śruby stopy korbowodu, oraz dolną półpanew stopy korbowodu
k)
Przystąpić do operacji wyciągnięcia tłoka
l)
Ułożyć tłok z korbowodem na deseczce w pozycji horyzontalnej
m)
Dokonać niezbędnych pomiarów tulei cylindrowej
Montaż układu tłokowo-korbowego
Montaż jest bardzo odpowiedzialnym procesem technologicznym naprawy silnika.
Sposób i dokładność łączenia elementów w skojarzenia w podzespoły, układy i zespoły
decydują o ich trwałość w procesie eksploatacji silnika. Nieprzestrzeganie warunków
technicznych montażu, popełnianie błędów montażu, popełnianie błędów montażowych,
4
3
2
1

3
omijanie niektórych kontroli kontroli międzyoperacyjnych prowadzi do obniżenia jakości
naprawy.
Montaż podzespołów, zespołów i układów rozpoczyna się po zakończeniu ich naprawy
(np. montaż tłoka, montaż zaworów i ich napędu w głowicy, montaż mechanizmów
pomocniczych silnika).
Elementy te dzielimy na trzy grupy:
a)
elementy eksploatowane w silniku, których stopień zużycia umożliwia ich
montowanie powtórne, bez żadnych zabiegów regeneracji,
b)
elementy eksploatowane w remontowanym lub innym silniku, które zregenerowane
c)
elementy nowe (zapasowe)
Zarówno elementy zregenerowane, jak i zapasowe mogą mieć wymiary nominalne lub
naprawcze. Elementy częściowe zużyte mogą być montowane dzięki temu, że warunki
techniczne montażu silnika w czasie naprawy z reguły dopuszczają większe luzy
(łagodniejsze pasowanie) niż te, jakie obowiązują podczas wytwarzania.
Elementy zakwalifikowane do montażu powinny być poddane oględzinom i
sprawdzającej kontroli wymiarów oraz przynależności do naprawianego silnika ze względu
na możliwość przypadkowej zamiany. Podczas montażu wykonuje się operacje pomocnicze
jak, np.:
a)
opiłowywanie ostrych krawędzi
b)
usuwanie zadziorów
c)
docieranie
d)
skrobanie
Elementom nowym lub regenerowanym, które wymagają atestów producenta lub PRS
powinno się sprawdzać aktualne dokumenty i atesty. Procesowi temu podlegają również
oznaczenia i dokumenty DKJ stoczni wykonane we wcześniejszych fazach naprawy, w
szczególności dotyczy to protokołów z prób podzespołów i zespołów.
Rozłączenie tłoka i korbowodu
a)
Ułożyć zespół na desce
b)
Stopa korbowodu powinna być dokręcona w celu ochrony łożyska
c)
Zdjąć śrubę z uchem
d)
Postawić zespół na tłoku (używając suwnicy)
e)
Zdjąć pierścień sprężysty zabezpieczający sworzeń przed wysunięciem się
f)
Przesmarować olejem
g)
Wyjąć sworzeń
Weryfikacja tłoków:
Weryfikację tłoka przeprowadza się po jego dokładnym oczyszczeniu. Obejmuje ona:
a)
oględziny zewnętrzne (uzupełnione w razie potrzeby badaniami nieniszczącymi)
b)
pomiary mikrometryczne
Oględziny zewnętrzne mają na celu wykrycie uszkodzeń i nadmiernego zużycia tłoka,
w szczególności:
a)
pęknięć o różnych rozmiarach
b)
zatarć, porysowań, wżerów na powierzchniach zewnętrznych, wypaleń denka
c)
zużycia i uszkodzeń powłok chromowych na ściankach rowków i powłokach
cynowych na powierzchni części prowadzącej
Dokładną lokalizację pęknięć umożliwia zastosowanie badań metodą penetracyjną. Jeśli
wynik oględzin i badań nieniszczących tłoka są pozytywne, przystępuje się do pomiarów
4
mikrometrycznych. Pomiary te mają na celu określenie wartości zużycia, a pośrednio wartości
luzów pomiędzy elementami tłoka i tuleją cylindrową oraz wartości odchyłek kształtu
powierzchni i odchyłek położenia powierzchni lub osi.
Weryfikacja pierścieni tłokowych:
Weryfikacja pierścieni tłokowych zawiera:
a)
oględziny zewnętrzne
b)
pomiar sprężystości
c)
pomiar przylegania do gładzi cylindra
d)
pomiar luzu w zamku
e)
pomiar luzu w rowku
Na ogół producenci zalecają dodatkowe sprawdzanie pierścieni jak np. pomiary
grubości promieniowej i wysokości pierścienia wykonywane w określonych miejscach jego
obwodu. Oględziny zewnętrzne umożliwiają uzyskanie wstępnej oceny stanu pierścieni,
umożliwiają również stwierdzenie pęknięć i spoistości warstwy chromu z materiałem
pierścienia (dotyczy to pierścieni chromowanych).
Weryfikacja korbowodów:
Przed przystąpieniem do weryfikacji należy korbowód wymyć i przedmuchać
powietrzem. Następnie przystąpić do weryfikacji. Należy dokonać pomiarów i oględzin stopy
i łba korbowodu, w przypadku gdy łożyska klasyfikuje się do wymiany należy je
zdemontować i dokonać pomiaru otworu. W przypadku stopy korbowodu należy ją skręcić do
naprężeń jakie występują podczas pracy. Następnie należy przystąpić do inspekcji śrub
korbowodowych. Śruby sprawdza się na wydłużenie oraz należy je wkręcić w odpowiednie
otwory. Jeżeli się mocno wydłużyły, lub ciężko się wkręcają należy je wymienić.
Inspekcja połączenia tłoka z korbowodem
a)
dokonać oględzin powierzchni sworznia
b)
dokonać pomiaru sworznia
c)
sprawdzić szczelinę
Wyszukiwarka
Podobne podstrony:
PRZEGLĄD UKŁADU TŁOKOWO KORBOWEGO
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA BURMEISTER & WAIN TYPU K67GFCA
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO SILNIKA SULZER 6ZL40 48(1)
PRZEGLĄD UKŁADU TŁOKOWO KORBOWEGO
Montaz ukladu tlokowo korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 1
Montaż układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola
Łożyska układu tłokowo-korbowego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
MONTAŻ UKŁADU TŁOKOWO KORBOWEGO 2
Montaż układu tłokowo-korbowego3, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
Proces technologiczny naprawy układu tłokowo - korbowego, AM Gdynia, Sem. V,VI, Technologia remontów
Montaż układu tłokowo-korbowego2, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkol
więcej podobnych podstron