„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Stanisław Popis
Ocenianie stanu technicznego urządzeń i systemów
mechatronicznych 725[03].Z3.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jerzy Kozłowicz
mgr inż. Henryk Krystkowiak
Opracowanie redakcyjne:
mgr inż. Stanisław Popis
Konsultacja:
mgr inż. Ryszard Dolata
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 725[03].Z3.01
Ocenianie stanu technicznego urządzeń i systemów mechatronicznych, zawartego w programie
nauczania dla zawodu monter mechatronik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1.
Wprowadzenie do eksploatacji urządzeń i systemów mechatronicznych
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
20
4.1.3. Ćwiczenia
20
4.1.4. Sprawdzian postępów
21
4.2.
Ocena stanu technicznego elementów, podzespołów i układów
mechanicznych w urządzeniach i systemach mechatronicznych
22
4.2.1. Materiał nauczania
22
4.2.2. Pytania sprawdzające
27
4.2.3. Ćwiczenia
27
4.2.4. Sprawdzian postępów
28
4.3.
Ocena stanu technicznego elementów, podzespołów i układów
pneumatycznych w urządzeniach i systemach mechatronicznych
29
4.3.1. Materiał nauczania
29
4.3.2. Pytania sprawdzające
35
4.3.3. Ćwiczenia
35
4.3.4. Sprawdzian postępów
37
4.4.
Ocena stanu technicznego elementów, podzespołów i układów
hydraulicznych urządzeniach i systemach mechatronicznych
38
4.4.1. Materiał nauczania
38
4.4.2. Pytania sprawdzające
43
4.4.3. Ćwiczenia
44
4.4.4. Sprawdzian postępów
45
4.5.
Ocena stanu technicznego elementów, podzespołów i układów
elektrycznych w urządzeniach i systemach mechatronicznych
46
4.5.1. Materiał nauczania
46
4.5.2. Pytania sprawdzające
49
4.5.3. Ćwiczenia
49
4.5.4. Sprawdzian postępów
50
4.6.
Pomiary w ocenie stanu technicznego urządzeń i systemów
mechatronicznych
51
4.6.1. Materiał nauczania
51
4.6.2. Pytania sprawdzające
57
4.6.3. Ćwiczenia
57
4.6.4. Sprawdzian postępów
59
4.7. Techniki informatyczne w ocenianiu stanu technicznego urządzeń
i systemów mechatronicznych
60
4.7.1. Materiał nauczania
60
4.7.2. Pytania sprawdzające
64
4.7.3. Ćwiczenia
64
4.7.4. Sprawdzian postępów
65
5. Sprawdzian osiągnięć
66
6. Literatura
71

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w opanowaniu wiadomości oraz ukształtowaniu umiejętności
przydatnych do oceniania stanu technicznego urządzeń i systemów mechatronicznych.
W Poradniku zamieszczono:
−
wymagania wstępne – wykaz wiadomości i umiejętności, jakie powinieneś mieć
już opanowane, abyś bez problemów mógł korzystać z Poradnika,
−
cele kształcenia – wykaz wiadomości i umiejętności, jakie zdobędziesz i ukształtujesz
po zrealizowaniu zajęć
−
materiał nauczania – wiadomości z zakresu podstaw eksploatacji urządzeń i systemów
mechatronicznych, metodyka oceny stanu technicznego elementów, podzespołów i układów
mechanicznych, pneumatycznych, hydraulicznych oraz elektrycznych urządzeń i systemów
mechatronicznych, zastosowania techniki informatycznej do testowania urządzeń
i systemów mechatronicznych, zasad wykonywania czynności oceniania stanu technicznego
urządzeń i systemów mechatronicznych z zachowaniem przepisów bhp, ochrony ppoż
i ochrony środowiska,
−
pytania sprawdzające, które pomogą Ci sprawdzić, czy opanowałeś zakres materiału
nauczania,
−
ćwiczenia, które umożliwią Ci nabycie praktycznych umiejętności oceniania stanu
technicznego urządzeń i systemów mechatronicznych
−
sprawdzian postępów – umożliwiający Ci osobistą refleksję nad osiągniętymi efektami,
−
sprawdzian osiągnięć – przykładowy zestaw zadań umożliwiający ocenę osiągniętego przez
Ciebie poziomu wiadomości oraz umiejętności.
Bardzo uważnie zapoznaj się z wiadomościami zawartymi w materiale nauczania mając
świadomość, że podane są one w formie skróconej. Nauczyciel wskaże Ci literaturę oraz inne
materiały, które pozwolą na rozszerzenie i lepsze opanowanie wiadomości.
Realizując ćwiczenia zaproponowane w Poradniku dla ucznia oraz przez nauczyciela
będziesz miał sposobność do weryfikacji wiedzy, jaką nabyłeś i zastosowania jej w praktyce.
Po wykonaniu ćwiczeń określisz poziom swoich postępów rozwiązując sprawdzian
postępów.
Sprawdzian osiągnięć, któremu będziesz poddany, pozwoli na określenie stopnia
opanowania przez Ciebie wiadomości i umiejętności określonych w jednostce modułowej
„Ocenianie stanu technicznego urządzeń i systemów mechatronicznych”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować podstawowe jednostki miar układu SI,
−
posługiwać się podstawowymi pojęciami z zakresu statyki, dynamiki i kinematyki, takimi
jak np.: masa, siła, prędkość, energia, ciśnienie, natężenie przepływu,
−
posługiwać się podstawowymi pojęciami z zakresu elektrotechniki i elektroniki,
−
dokonywać pomiaru napięcia, natężenia prądu elektrycznego, rezystancji oraz mocy,
analizować działanie układów elektrycznych, analizować działanie podzespołów
mechanicznych,
−
definiować podstawowe pojęcia z zakresu mechatroniki,
−
analizować działanie układów pneumatycznych i elektropneumatycznych,
−
analizować działanie układów hydraulicznych i elektrohydraulicznych,
−
analizować działanie układów sterowania w urządzeniach i systemach mechatronicznych,
−
obsługiwać komputer na poziomie podstawowym,
−
korzystać z różnych źródeł informacji,
−
poszukiwać informacji w Internecie,
−
rozrόżniać rodzaje energii i sposoby przenoszenia energii,
−
rozrόżniać stany naprężeń materiałόw (rozciąganie, ściskanie),
−
określać podstawowe własności metali i tworzyw sztucznych,
−
posługiwać się normami, katalogami,
−
aktywnie uczestniczyć w dyskusji,
−
przygotowywać i realizować prezentacje,
−
stosować rόżne metody i środki porozumiewania się w zakresie zagadnień technicznych (symbole,
rysunki, zdjęcia itp),
– stosować ogόlne zasady bezpieczeństwa i higieny pracy w czasie eksploatacji maszyn i urządzeń
technicznych,
– charakteryzować zagrożenia dla środowiska wynikające z eksploatacji maszyn i urządzeń
technicznych,
– charakteryzować zagrożenia pożarowe wynikające z eksploatacji maszyn i urządzeń technicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zidetyfikować podstawowe metody oceny stanu technicznego urządzeń i systemów
mechatronicznych,
−
posłużyć się dokumentacją techniczno – ruchową urządzenia lub systemu mechatronicznego
podczas oceniania jego stanu technicznego,
−
uruchomić i sprawdzić parametry układów mechanicznych urządzeń i systemów
mechatronicznych,
−
uruchomić i sprawdzić parametry układów pneumatycznych urządzeń i systemów
mechatronicznych,
−
uruchomić i sprawdzić parametry układów hydraulicznych urządzeń i układów mechatronicznych,
−
uruchomić i sprawdzić parametry układów elektrycznych urządzeń i systemów
mechatronicznych,
−
sprawdzić działanie czujników i przetworników w urządzeniach i systemach mechatronicznych,
−
sprawdzić prawidłowość przesyłanych sygnałów w urządzeniach i systemach mechatronicznych,
−
skorzystać z programów komputerowych do uruchomienia oraz testowania urządzeń
−
i systemów mechatronicznych,
−
zastosować przepisy bhp, ochrony ppoż i ochrony środowiska obowiązujące na stanowisku
pracy podczas oceniania stanu technicznego urządzeń i systemów mechatronicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Wprowadzenie do eksploatacji urządzeń i systemów
mechatronicznych
4.1.1. Materiał nauczania
Urządzenia i systemy mechatroniczne posiadają określone cechy (właściwości) świadczące
o przydatności (lub nieprzydatności) do wykonywania zadań, do których są przeznaczone.
Cechami tymi są np.: moc, prędkość obrotowa, szybkość działania, zużycie energii, precyzja
wykonywania czynności i wiele innych. W każdym urządzeniu i systemie mechatronicznym
ciągle zachodzą różnorodne procesy wiążące się z przemianą energii, współpraca
poszczególnych podzespołów i elementów (np. par kinematycznych), oddziaływaniem otoczenia
(np. zapylenie, temperatura, promieniowanie). Właściwości urządzeń zmieniają się pod
wpływem procesów zachodzących wewnątrz urządzenia, jak również oddziaływań
zewnętrznych. Niektóre z tych zmian są nieodwracalne i powodują utratę przez maszynę
przydatności do wykonywania zadań.
Urządzenia można scharakteryzować wspólnymi, ogólnymi cechami:
1) każde urządzenie wymaga obsługi,
2) ma skończoną trwałość,
3) ulega uszkodzeniom,
4) może być doskonalone,
5) ma określone przeznaczenie,
6) działa zgodnie z prawami fizyki,
7) nie powinno stanowić zagrożenia dla człowieka.
Stanem technicznym jest zbiór cech urządzenia występujących w określonym momencie.
Stan techniczny ciągle się zmienia i nie można do końca przewidzieć zakresu tych zmian.
W praktyce nie ma potrzeby określania wszystkich stanów. Zwykle wystarczy określić trzy:
−
zdatności (stan dobry, urządzenie działa poprawnie),
−
częściowej zdatności (stan dopuszczalny, tolerowany; urządzenie realizuje zadania,
ale przekroczone są niektóre parametry, jak np. zwiększenie zużycia energii, nadmierna
hałaśliwość, zmniejszenie szybkości działania),
−
niezdatności (stan niedopuszczalny, urządzenie nie może wykonywać założonych zadań).
Często wyróżnia się dwa stany:
−
stan zdatności,
−
stan niezdatności.
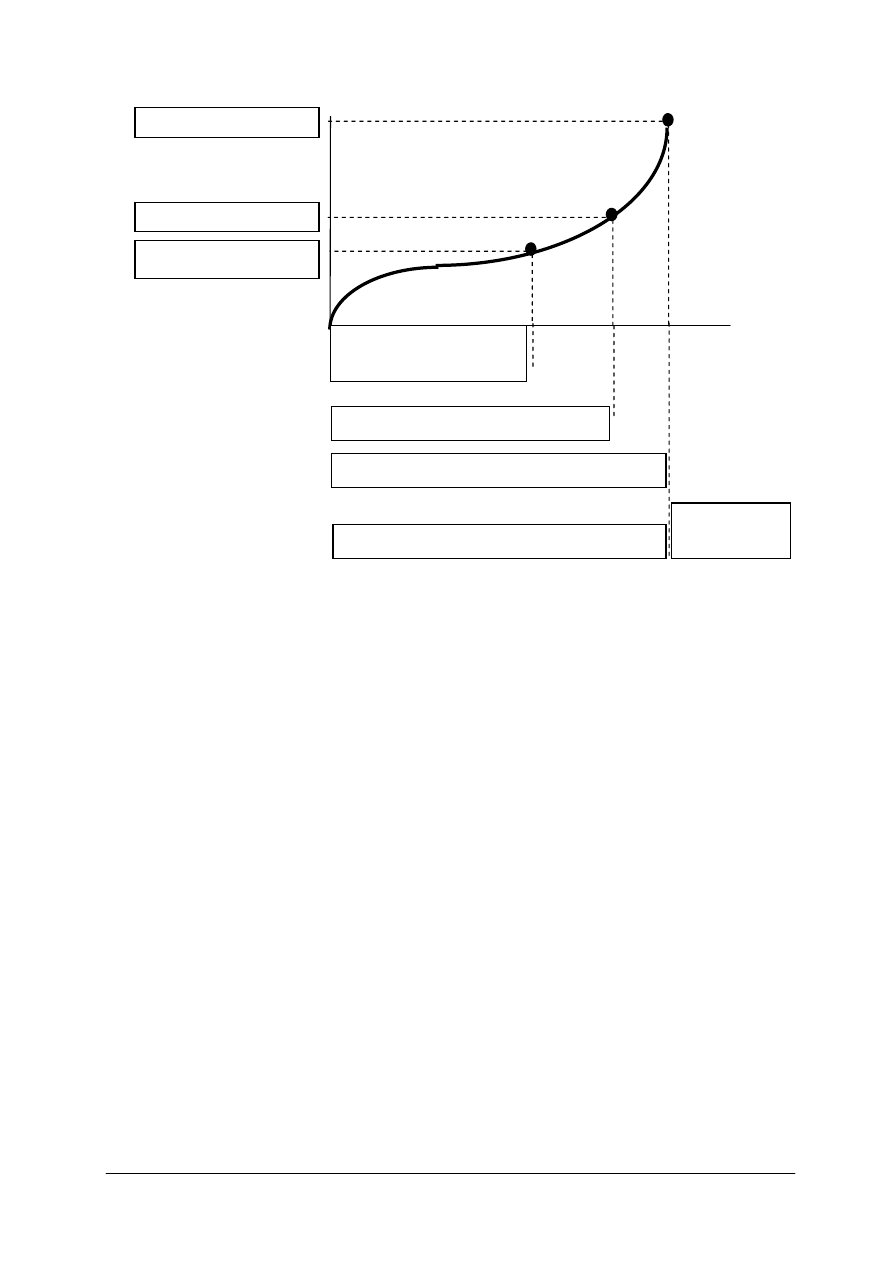
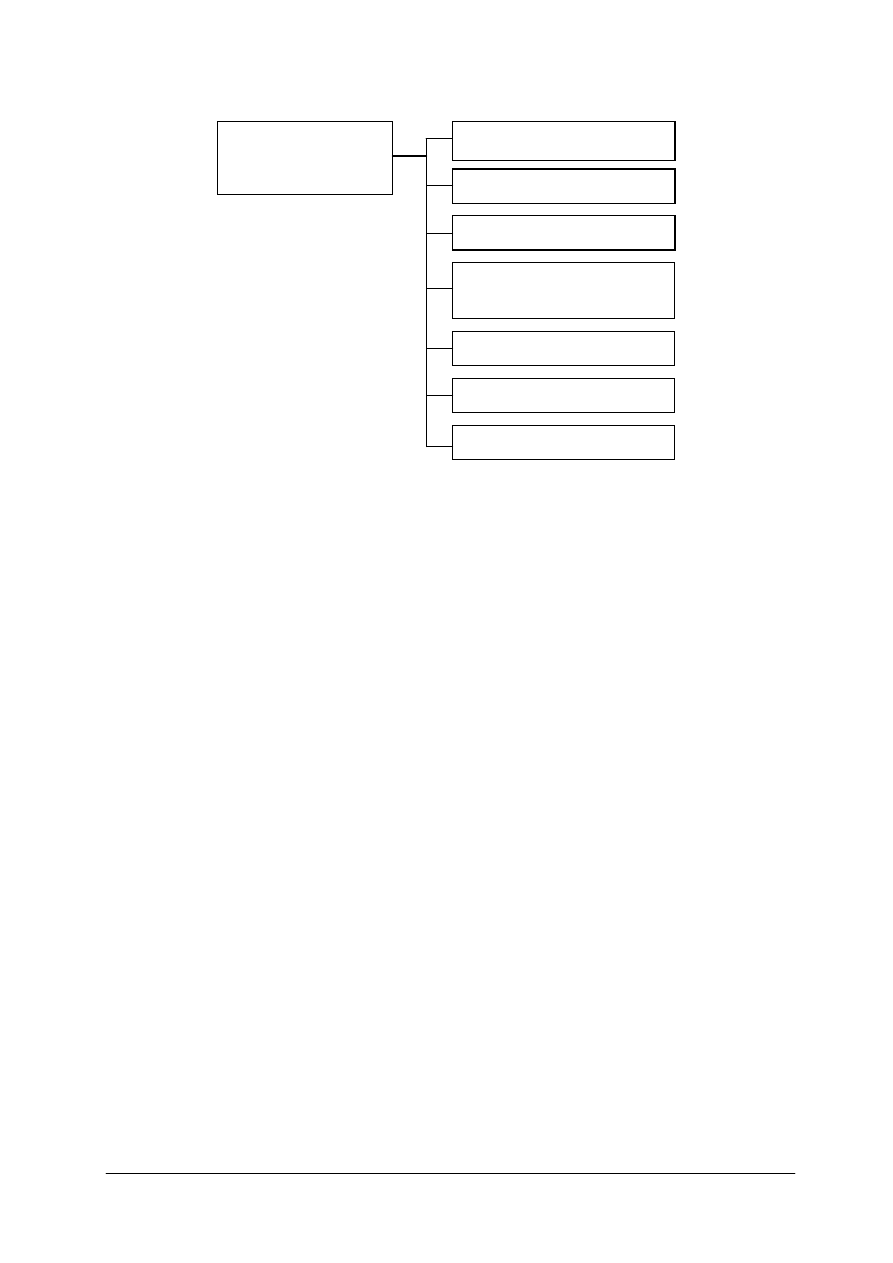
Zmiany stanu technicznego można podzielić na (rys. 1):
−
krytyczne (bardzo istotne) – zagrażające życiu lub zdrowiu ludzi oraz środowisku,
−
graniczne (istotne) – zagrażające utracie wydajności pracy urządzenia,
−
dopuszczalne (mniej istotne) – zagrażające racjonalnemu sposobowi wykorzystania
urządzenia.
Zmiany dopuszczalne, zwane usterkami, usuwane są w ramach planowanej wymiany
elementów lub podzespołów. Zmiany graniczne, zwane uszkodzeniami, mogą być usuwane
podczas naprawy części poprzez jej regenerację. Zmiany krytyczne, zwane zniszczeniami, mogą
być usunięte tylko w wyniku wymiany elementu lub podzespołu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Rys. 1. Przebieg zmian zużycia elementu urządzenia [7, s. 34]
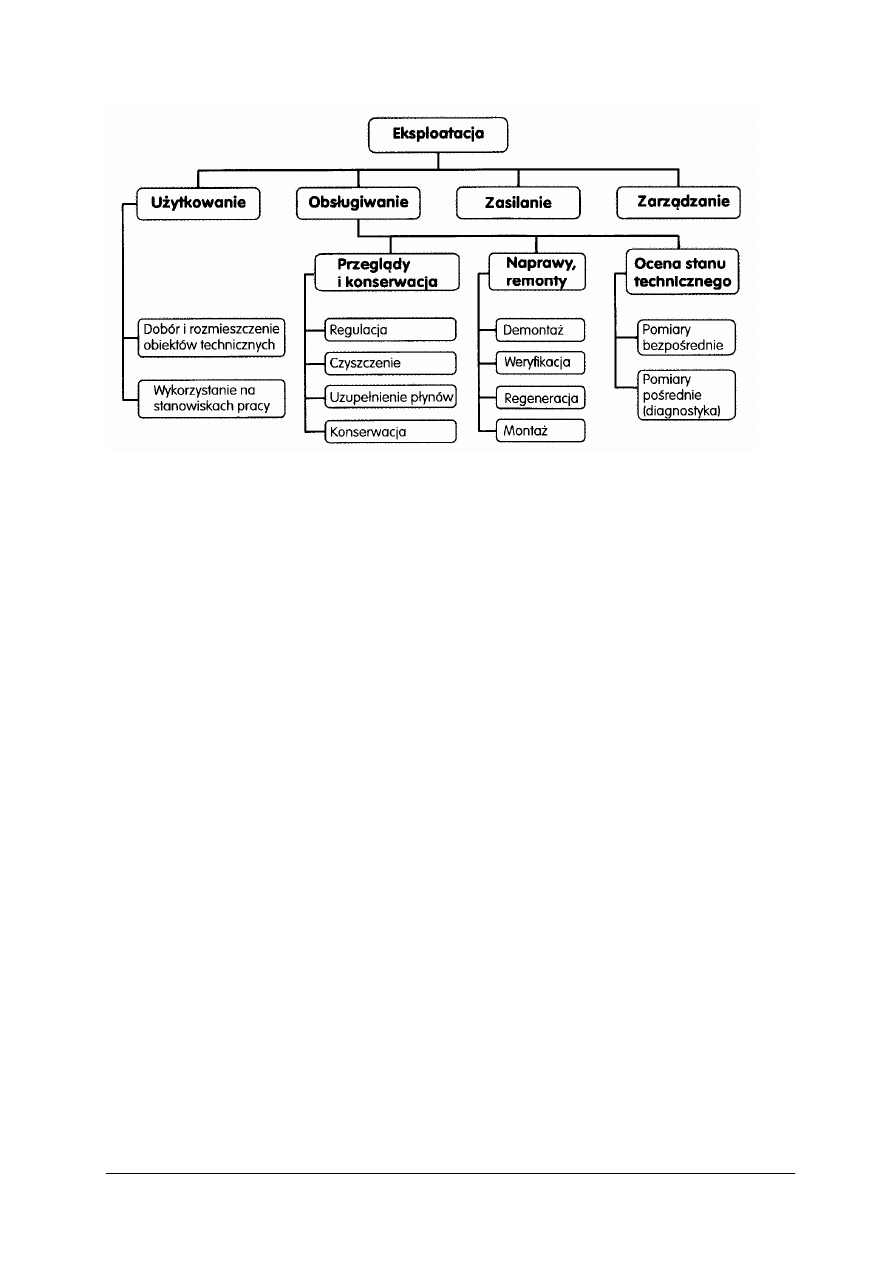
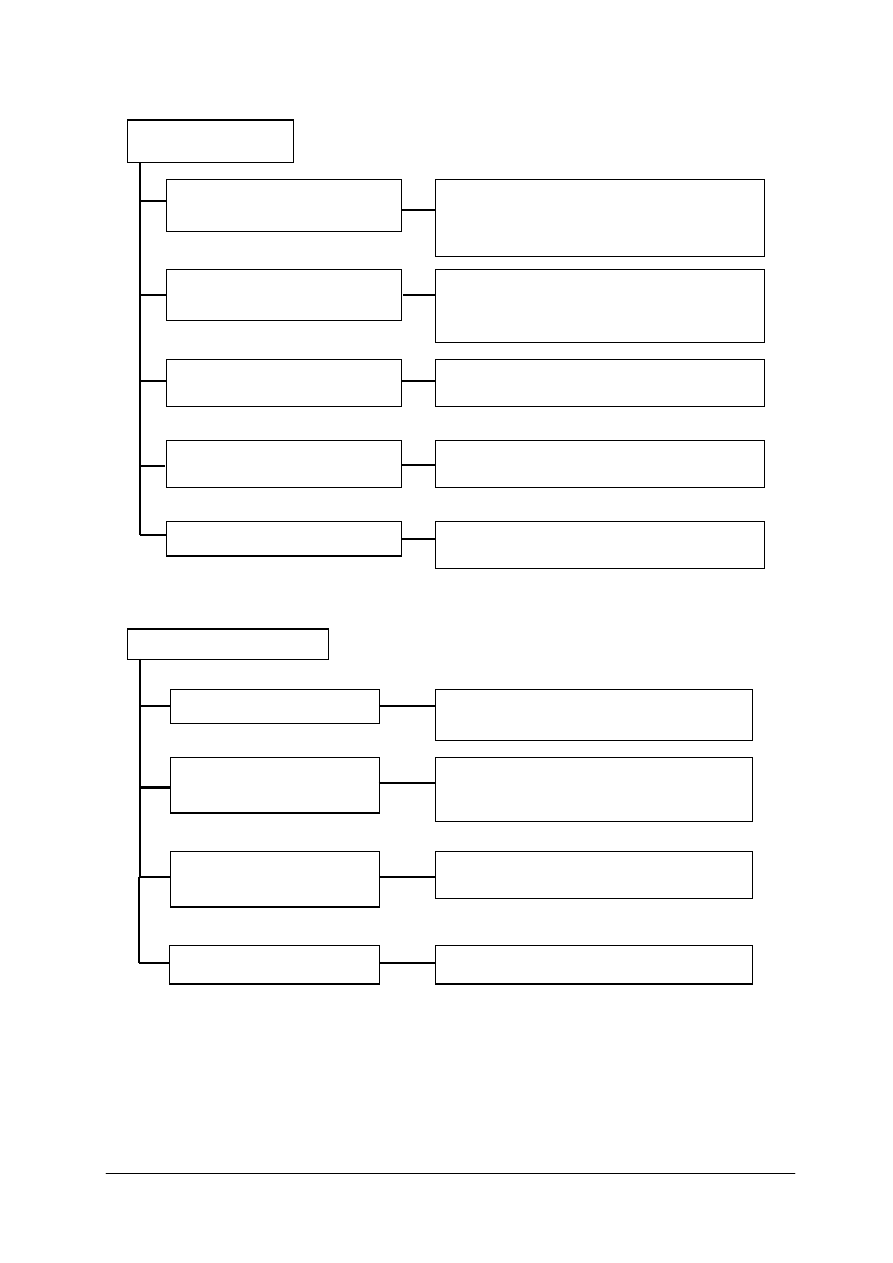
Eksploatacja to ciąg działań, procesów i zjawisk związanych z wykorzystywaniem urządzeń
przez człowieka. W procesie eksploatacji wyróżnia się następujące rodzaje działań (rys. 2):
−
użytkowanie,
−
obsługiwanie,
−
zasilanie,
−
zarządzanie.
Użytkowanie to wykorzystywanie urządzenia zgodnie z
jego przeznaczeniem
i właściwościami funkcjonalnymi. Obsługiwanie to utrzymanie urządzenia w stanie zdatności
oraz przywracanie mu wymaganych właściwości dzięki przeglądom, regulacjom, konserwacji,
naprawom i remontom. Zasilanie polega na dostarczaniu do urządzenia materiałów, energii
oraz informacji. Zarządzaniem są procesy planistyczno – decyzyjne oraz sprawozdawczo –
analityczne.
W czasie eksploatacji na urządzenia i systemy mechatroniczne oddziałują następujące
czynniki:
−
robocze (wewnętrzne – np. zmienna prędkość kątowa, zmienne naciski jednostkowe),
−
zewnętrzne(otoczenia – np. temperatura, wilgotność),
−
antropotechniczne (np. operatorzy, zasady eksploatacji).
Wymienione czynniki wywołują zmianę stanu urządzenia. W każdej chwili urządzenie
znajduje się w jednym z możliwych stanów technicznych. Czynniki te sprawiają, że urządzenia,
które przepracowały ten sam okres, mogą znajdować się w krańcowo różnym stanie
technicznym.
zmiana krytyczna
zmiana graniczna
zmiana dopuszczalna
Okres dopuszczalnego
zużycia
okres granicznego zużycia
okres krytycznego zużycia
okres zdatności
okres
niezdatności
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2. Działania w procesie eksploatacji. [7, s. 11]
Optymalne warunki eksploatacji określane są dla układu eksploatacji urządzenia, na który
składają się:
−
urządzenie badane (np. tokarka itp.),
−
osoby obsługujące (np. tokarz),
−
przedmiot operacyjny urządzenia (półfabrykat poddawany obróbce),
−
stanowisko użytku i obsługi urządzenia,
−
otoczenie i zasilanie eksploatacyjne urządzenia (tj. materiały produkcyjne, półfabrykaty),
−
materiały eksploatacyjne (oleje, smary, chłodziwa, energia, narzędzia, części zamienne),
−
informacje eksploatacyjne urządzenia (instrukcja obsługi, smarowania, DTR, karta napraw,
wykaz części zamiennych, wskazówki technologiczne).
Określanie stanu urządzenia i systemu mechatronicznego umożliwia podejmowanie decyzji
dotyczących dalszego postępowania z urządzeniem, podjęcia działań profilaktycznych
(np. regulacje, wymiana elementów lub zespołów) lub wprowadzenia zmian w konstrukcji,
technologii, eksploatacji.
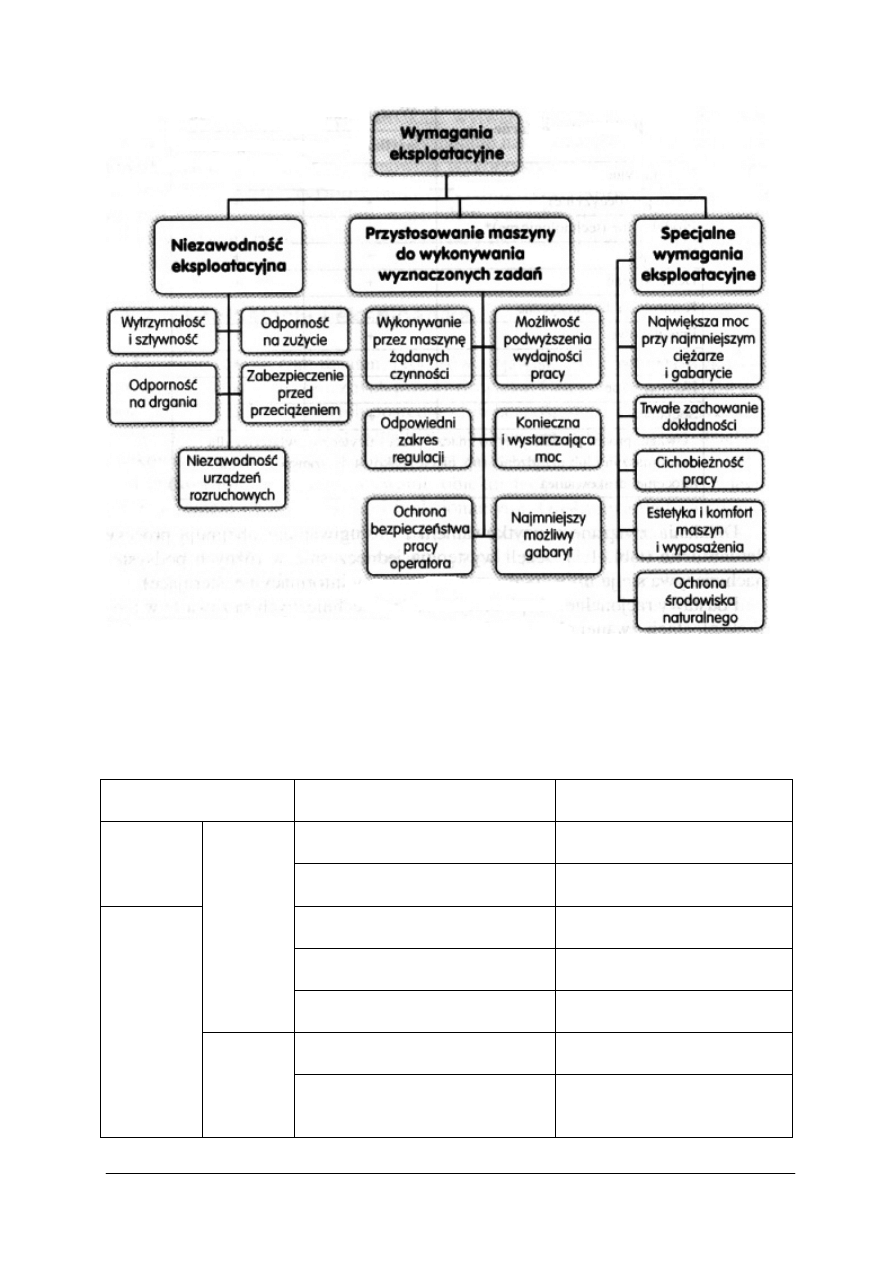
Zasadniczym dążeniem w budowie i eksploatacji urządzeń jest zapewnienie im jak
najdłuższego okresu poprawnego działania. Każde urządzenie musi spełniać wiele wymagań
eksploatacyjnych (rys. 3).
Obsługa to czynności związane z podtrzymywaniem lub przywracaniem obiektowi
technicznemu zdatności użytkowej (tabela 1). W zależności od celu obsługi, rozróżnia się:
−
obsługę jednokrotną i wielokrotną,
−
obsługę techniczną,
−
obsługę organizacyjną.
Obsługę jednokrotną wykonuje się tylko jeden raz, np. podczas wdrożenia urządzenia
do użytkowania (zwłaszcza w okresie docierania) lub wycofania go z eksploatacji.
Obsługa wielokrotna to np. obsługa codzienna, remont, przechowywanie.
Obsługa techniczna ma podtrzymać lub odtworzyć stan zdatności urządzenia do
wykonywania przewidywanych zadań.
Obsługa organizacyjna umożliwia wykorzystanie urządzenia zgodnie z jego przeznaczeniem
oraz towarzyszy przechowywaniu i transportowaniu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 3. Wymagania eksploatacyjne urządzeń. [7, s. 12]
Obsługę najczęściej wykonuje się na wyspecjalizowanych stanowiskach. W praktyce tworzy
się je według rodzaju podzespołu, który podlega obsłudze (np.warsztat elektryczny,
mechaniczny, remontujący silniki spalinowe, urządzenia radiotechniczne).
Tabela 1. Procesy obsługi
Rodzaje obsługi
Proces obsługi
(obsługa)
Czynności procesu
(podstawowe)
wdrożenie do użytkowania
ustawianie, przyłączenie,
sprawdzenie, rozruch
Jednokrotna
wycofywanie z eksploatacji
(eksploatacja docelowa)
odłączenie, usunięcie,
demontaż, przekazanie
konserwowanie (praca okresowa,
obsługa techniczna)
kontrola stanu, zapewnienie
współpracy elementów
remontowanie (remont bieżący,
średni, kapitalny)
demontaż, weryfikacja,
odnowa
techniczna
przygotowanie do użytkowania
(zasilanie, przegląd)
kontrola stanu, zasilanie,
przegląd przed użyciem
transportowanie
opakowanie, ładowanie,
transport, wyładowanie
Wielokrotna
operacyjna
przechowywanie
(magazynowanie, składowanie,
postój)
odbiór i przyjęcie, ulokowanie,
zabezpieczenie, wydanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Urządzenia podczas eksploatacji są wielokrotnie uruchamiane i zatrzymywane. Powoduje
to zmiany obciążenia i innych parametrów charakteryzujących ich pracę, przy czym wartości
tych parametrów odbiegają niekiedy znacznie od wartości występujących zarówno w czasie
postoju, jak i w ruchu ustalonym. Zakres czynności objętych programem rozruchu zależy
od stopnia gotowości operacyjnej urządzenia do pracy.
Gotowość operacyjna (gotowość techniczna, przygotowawczość) – to zdolność urządzenia
do pełnienia funkcji, gdy użytkownik tego oczekuje. W różnych dziedzinach techniki najczęściej
określa się ją opisowo, ustalając kryteria różnych stopni gotowości operacyjnej związane
z przeciętnym czasem trwania rozruchu. Im stopień gotowości operacyjnej jest wyższy, tym
odpowiednio mniejszy jest zakres czynności rozruchowych i krótszy czas trwania rozruchu.
Uruchomienie polega na usunięciu blokad oraz doprowadzeniu niezbędnych strumieni
energii i surowców potrzebnych do utrzymania ruchu urządzenia lub systemu mechatronicznego.
Ustala się wówczas nowy stan energetyczny urządzenia. Uzyskanie tego stanu w pożądanym
czasie wymaga przezwyciężenia oporów przeciwstawiających się działaniu, co powoduje
chwilowe przeciążenie. Z uwagi na trwałość urządzenia uruchamianie powinno odbywać
się powoli. Podczas rozruchu następują straty energetyczne i surowcowe.
W programach rozruchowych zwykle występują następujące typowe czynności:
1. Sprawdzanie stanu urządzenia w celu upewnienia się, czy zakończono wszystkie czynności
naprawcze, konserwacyjne, usunięto obce ciała, zanieczyszczenia i blokady, czy urządzenie
jest kompletne, bez widocznych uszkodzeń i braków, a jego ruchome części mogą
wykonywać swobodnie ruchy, części wrażliwe (np. uszczelki lub dławiki) są we właściwym
stanie. W urządzeniach, dla których istotne znaczenia podczas rozruchu ma temperatura,
sprawdza się ją w poszczególnych miejscach (jeśli przerwa postojowa była krótka).
2. Przygotowanie urządzenia do ruchu przez odpowiednie ustawienie urządzeń sterujących
i współpracujących (zasilających, odbierających), napełnienie zasobników surowcami,
mediami, paliwem itp.
3. Rozruch właściwy przeprowadzany z najkorzystniejszą prędkością, ze skoordynowanym
włączaniem poszczególnych mechanizmów, obiegów, zasileń, ze wzmożonym nadzorem
i obserwacją wskazań przyrządów pomiarowych, zachowaniem się poszczególnych części
oraz bieżącym korygowaniem ich stanu.
Wykonywanie kolejnych czynności rozruchowych wymaga upewnienia się, czy właściwie
przebiegły czynności poprzedzające. Podobnie postępuje się podczas zatrzymywania urządzeń.
W tym przypadku dodatkowym zadaniem obsługi jest zapewnienie trwałości urządzenia
w okresie postoju, m.in. jego oczyszczenie i osuszenie.
Podczas wyłączania urządzeń występują:
−
w urządzeniach elektrycznych – elektryczne wyładowania podczas rozwierania styków,
−
w systemach przepływowych – uderzenia hydrauliczne,
−
w przepływowych systemach próżniowych – przerzuty mediów, itp.
Zjawiska te muszą być przewidziane i należy zabezpieczyć się przed nimi.
Uszkodzenie
urządzenia
mechatronicznego
to
zdarzenie
losowe,
występujące
nieoczekiwanie. Powoduje, że urządzenie na stałe lub częściowo traci stan zdatności
i przechodzi do stanu częściowej zdatności lub niezdatności.
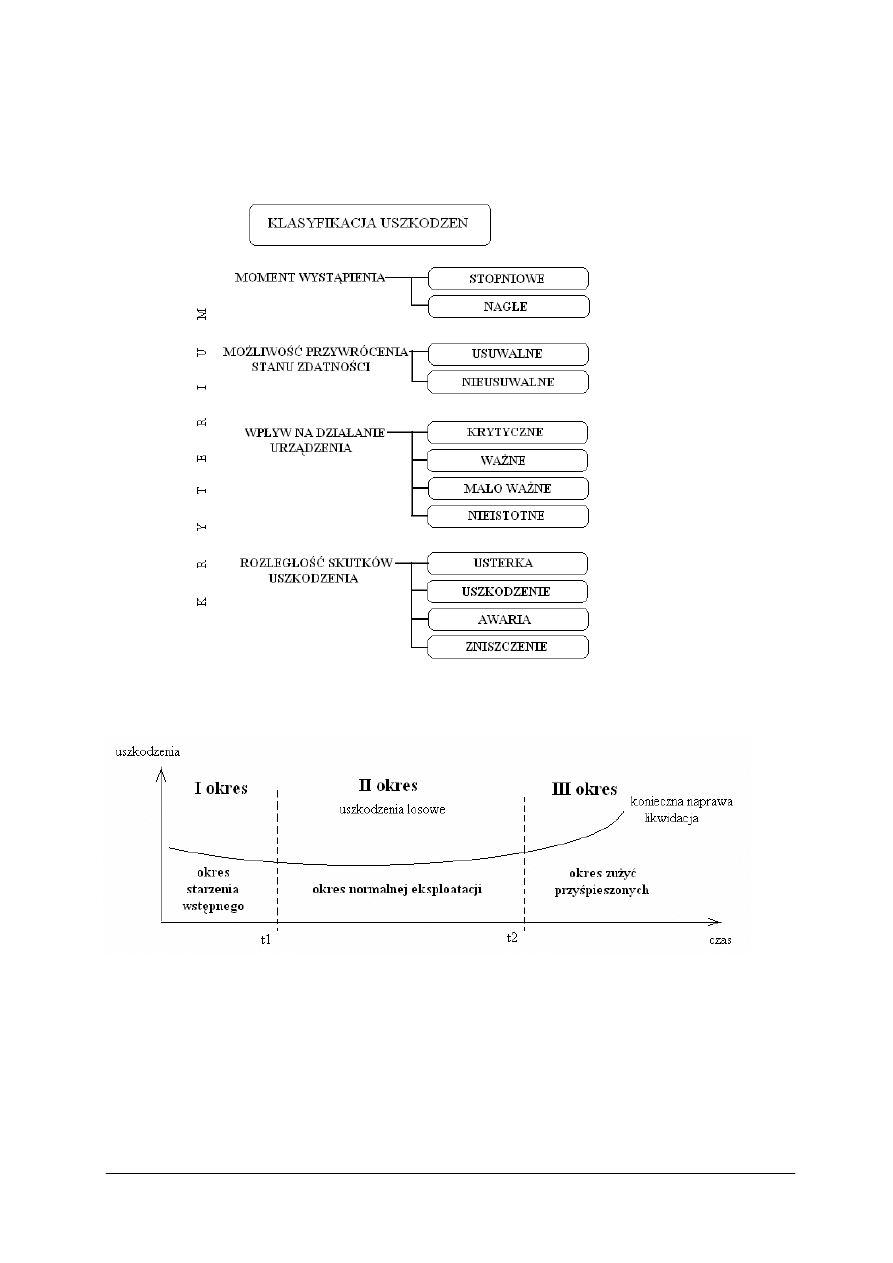
Podział uszkodzeń urządzeń mechatronicznych przedstawiony jest na rys. 4.
Uszkodzenie stopniowe następuje wtedy, gdy stan urządzenia stopniowo pogarsza się
do momentu przejścia w stan niezdatności. Jeżeli urządzenie nagle przechodzi do stanu
niezdatności, to mamy do czynienia z uszkodzeniem nagłym. Uszkodzenie usuwalne – możliwe
jest przywrócenie stanu zdatności urządzenia. Uszkodzenie nieusuwalne – nie jest możliwe
przywrócenie stanu zdatności urządzeniu. Uszkodzenie krytyczne wyklucza możliwość dalszego
użytkowania urządzenia. Uszkodzenie ważne – wymaga natychmiastowego podjęcia działań
w celu przywrócenia zdatności urządzenia. Uszkodzenie mało ważne – podjęcie działań w celu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
przywrócenia zdatności urządzenia może być odłożone w czasie. Uszkodzenie nieistotne –
jego wpływ na działanie urządzenia można pominąć. Uszkodzenie jest jednym z istotnych
zdarzeń występujących w procesie użytkowania maszyn, wpływającym na niezawodność
maszyn, efektywność ich wykorzystania, proces obsługi technicznej.
Rys. 4. Klasyfikacja uszkodzeń urządzeń.
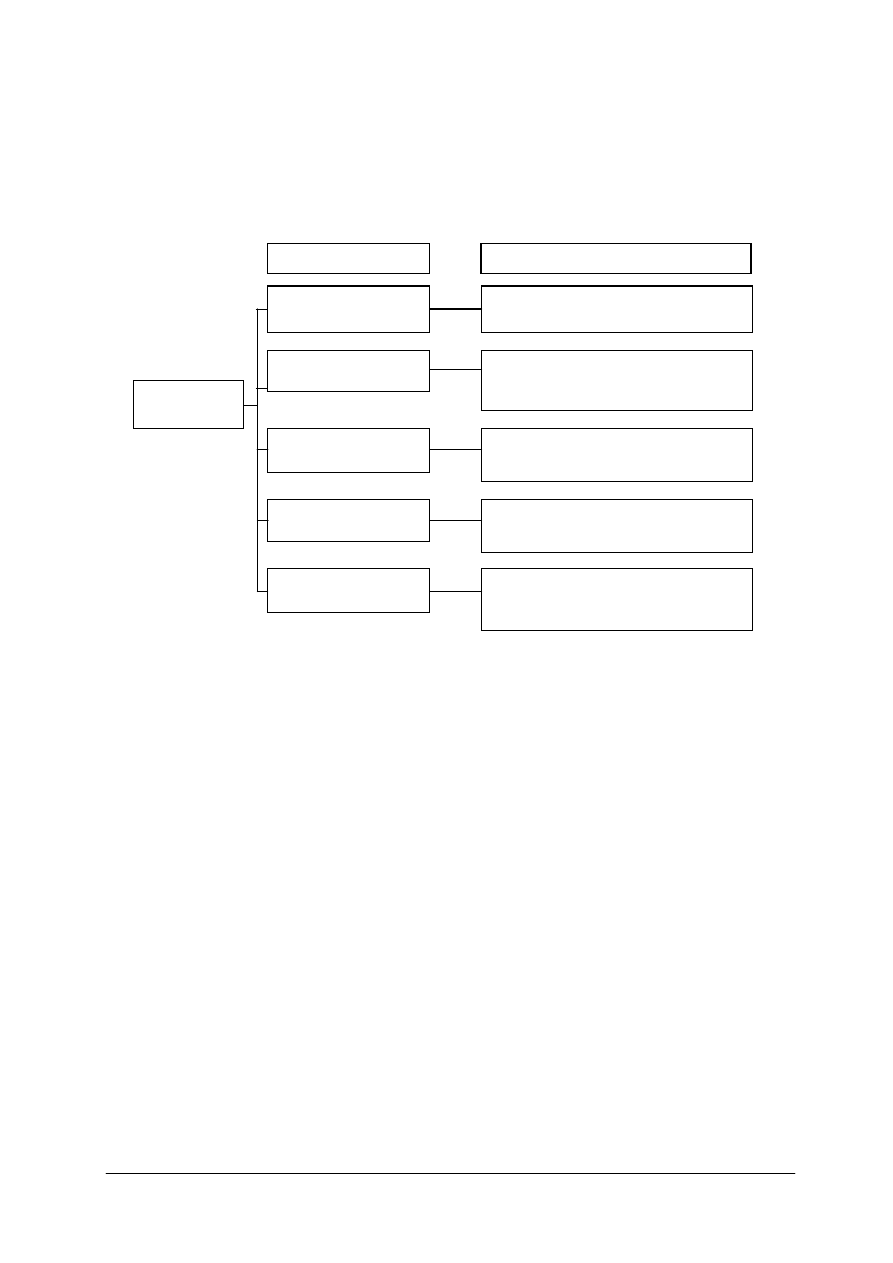
Przebieg intensywności uszkodzeń maszyny w czasie jej eksploatacji pokazano na rys. 5.
Rys. 5. Przebieg intensywności uszkodzeń maszyny podczas eksploatacji. [22, s. 119]
Czynniki powodujące uszkodzenia urządzeń związane są z samym urządzeniem,
wykonywanymi działaniami oraz ze środowiskiem, w którym urządzenie działa.
Główne przyczyny powstawania uszkodzeń:
a. konstrukcyjne – uszkodzenia powstałe wskutek błędów projektowania i konstruowania
obiektu, najczęściej przy nieuwzględnianiu obciążeń ekstremalnych, tzn. wartości, które
w istotny sposób przekraczają obciążenia nominalne, prowadząc wprost do uszkodzeń,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
b. produkcyjne (technologiczne) – uszkodzenia powstałe wskutek błędów i niedokładności
procesów technologicznych (brak tolerancji wymiarów, gładkości powierzchni, obróbki
termicznej, itp.) lub wad materiałów,
c. eksploatacyjne – uszkodzenia powstałe w wyniku nieprzestrzegania zasad eksploatacji lub
na skutek oddziaływań czynników zewnętrznych nieprzewidzianych dla warunków
użytkowania danego obiektu, co prowadzi do osłabienia i przedwczesnego zużycia,
d. starzeniowe – zawsze towarzyszące eksploatacji obiektów i będące rezultatem
nieodwracalnych zmian, prowadzących do pogorszenia wytrzymałości i zdolności
współdziałania poszczególnych elementów.
Zidentyfikowanie uszkodzenia w trakcie eksploatacji urządzenia jest powodem podjęcia
działań przywracających stan zdatności.
Najczęściej usuwanie uszkodzeń polega na:
−
wyłączeniu i zastąpieniu uszkodzonego elementu jego sprawnym odpowiednikiem;
jeżeli nie ma sprawnego odpowiednika, to dopuszcza się wyłączenie go z eksploatacji
i użytkowania urządzenia z ograniczoną wydajnością,
−
wyłączeniu i naprawie uszkodzonego elementu.
Warunki pracy urządzeń i systemów mechatronicznych są różnorodne. Zależą m.in. od:
−
obciążenia urządzenia,
−
jakości procesu eksploatacji (użytkowania, obsługiwania),
−
oddziaływania środowiska pracy urządzenia (np. temperatura, wilgotność, zanieczyszczenia,
promieniowanie, ciśnienie),
−
tarcia części mechanicznych,
−
prędkości mechanizmów roboczych lub przemieszczających urządzenie,
−
roboczych cykli technologicznych zależnych od zmieniających się właściwości
przerabianego tworzywa, wykonywanej pracy,
−
czasu pracy,
−
sterowanych parametrów urządzenia (np. ciśnienie w układach pneumatycznych,
hydraulicznych, wysięgi mechanizmów roboczych).
Nie wolno zapomnieć o oddziaływaniu człowieka na urządzenia i systemy mechatroniczne.
Człowiek uruchamia i kontroluje wiele czynników wpływających na działanie urządzenia.
O prawidłowym i efektywnym eksploatowaniu urządzeń i systemów mechatronicznych decydują
kwalifikacje pracowników, czyli poziom przygotowania zawodowego, doświadczenie, zdolności
oraz zaangażowanie w pracę.
Podczas pracy urządzeń i systemów mechatronicznych różne rodzaje energii przetwarzane
są na energię mechaniczną. Siły występujące w poszczególnych częściach, parach
kinematycznych nie zawsze muszą mieć wartość stałą; mogą oddziaływać chwilowo, krótko –
lub długotrwale, mogą mieć charakter okresowy lub ciągły.
Podczas eksploatacji wyróżnia się następujące obciążenia urządzeń:
−
chwilowe,
−
krótkotrwałe,
−
długotrwałe.
Obciążenia chwilowe występują podczas pokonywania oporów chwilowych, np. w czasie
obróbki przedmiotów, hamowania biegu urządzenia, uruchamiania pod obciążeniem
technologicznym. Obciążenia długotrwałe występują podczas całego okresu eksploatowania
maszyny. Wiążą się ze stałym przenoszeniem sił napędowych, pokonywaniem obciążenia
technologicznego. W konsekwencji doprowadza to do pogorszenia się stanu technicznego
urządzenia i zmniejszeniem zdolności do wykonywania zadań – następuje zużywanie urządzenia
lub systemu mechatronicznego.
Zużywanie to proces zmiany stanu części, podzespołu, zespołu lub całego urządzenia
powodujący zmniejszenia lub utratę właściwości użytkowych pod wpływem czynników fizyko –
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
chemicznych, rodzaju obciążeń i czasu pracy w całym okresie eksploatacji. Procesy zużycia
zachodzą tylko w czasie pracy (funkcjonowania) urządzenia. Nie zawsze zmiany te wpływają
negatywnie na stan techniczny urządzenia. Na przykład w okresie docierania urządzenia
następuje polepszenie właściwości pomimo jego zużywania. Zużywania nie da się
wyeliminować, lecz można je ograniczać i opóźniać.
Podstawowe rodzaje zużycia pokazano na rys.6.
Rys. 6. Podstawowe rodzaje zużycia.[22, s. 111]
Zużycie ścierne zachodzi wtedy, gdy dwie trące się powierzchnie różnią się znacznie
twardością. Następują wówczas odkształcenia plastyczne i mikroskrawanie wierzchołków
nierówności trących się powierzchni.
Zużywanie adhezyjne (sczepianie pierwszego rodzaju) jest to proces intensywnego
niszczenia powierzchni części maszyn w wyniku tarcia. Warstwy wierzchnie współpracujcych
powierzchni odkształcają się plastycznie, w szczególności zaś najwyższe wierzchołki
chropowatości.
Zmęczeniem materiału nazywa się proces zmian następujących podczas działania okresowo
zmiennych obciążeń lub naprężeń, które mogą doprowadzić do zniszczenia materiału.
W konstrukcjach mechanicznych występują obciążenia i naprężenia zmienne, tj. takie,
których wartość zmienia się cyklicznie. Rozróżniamy naprężenia zmęczeniowe obustronnie
zmienne i jednostronnie zmienne. Przykładem naprężeń obustronnie zmiennych są naprężenia
występujące w zewnętrznej warstwie osi wagonu kolejowego, gdzie co pół obrotu naprężenia
zmieniają się od rozciągających do ściskających o tej samej wartości bezwzględnej. W haku
przeznaczonym do podnoszenia jakiejś masy występują obciążenia od zera do największej
wartości i są to obciążenia jednostronnie zmienne. Elementy konstrukcyjne wskutek zmęczenia
pękają. Początek zmęczenia powstaje w obszarze spiętrzeń naprężeń.
Spiętrzeniem lub koncentracją naprężeń nazywa się lokalne zwiększenie wartości naprężeń
wywołane przez karby (rysy powierzchniowe, nacięcia, pory, wtrącenia, korozję, podtoczenia,
nawiercenia lub nagłe zmiany przekroju elementu konstrukcyjnego).
Naprężenia zmęczeniowe mogą powodować zniszczenia zmęczeniowe po określonej liczbie
cykli występowania naprężeń. W celu zapobiegnięcia uszkodzeniom zmęczeniowym należy
bezwzględnie wymieniać elementy narażone na zniszczenie zmęczeniowe po wykonaniu
ZUŻYCIE
ścierne
adhezyjne
zmęczeniowe
przez utlenianie
Cierno – korozyjne
mikroskrawanie, rysowanie
powstawanie i niszczenie
połączeń adhezyjnych
cykliczne oddziaływanie
naprężeń
tworzenie i usuwanie
warstewek tlenkowych
połączone działanie procesów
zużycia
RODZAJ ZUŻYCIA
WIODĄCY PROCES
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
określonej liczby cykli – wykaz tych elementów oraz moment wymiany jest określony
w dokumentacji techniczno ruchowej urządzeń.
Zużywanie przez utlenianie jest to również proces niszczenia warstwy wierzchniej
powierzchni części maszyn w wyniku tarcia. Polega on jednak na dyfuzji tlenu w odkształcalne
sprężyście i plastycznie mikroobjętości metalu, adsorpcji tlenu na powierzchni tarcia i tworzeniu
się związków chemicznych metalu z tlenem, a następnie na oddzielaniu się tych związków
od trących się powierzchni.
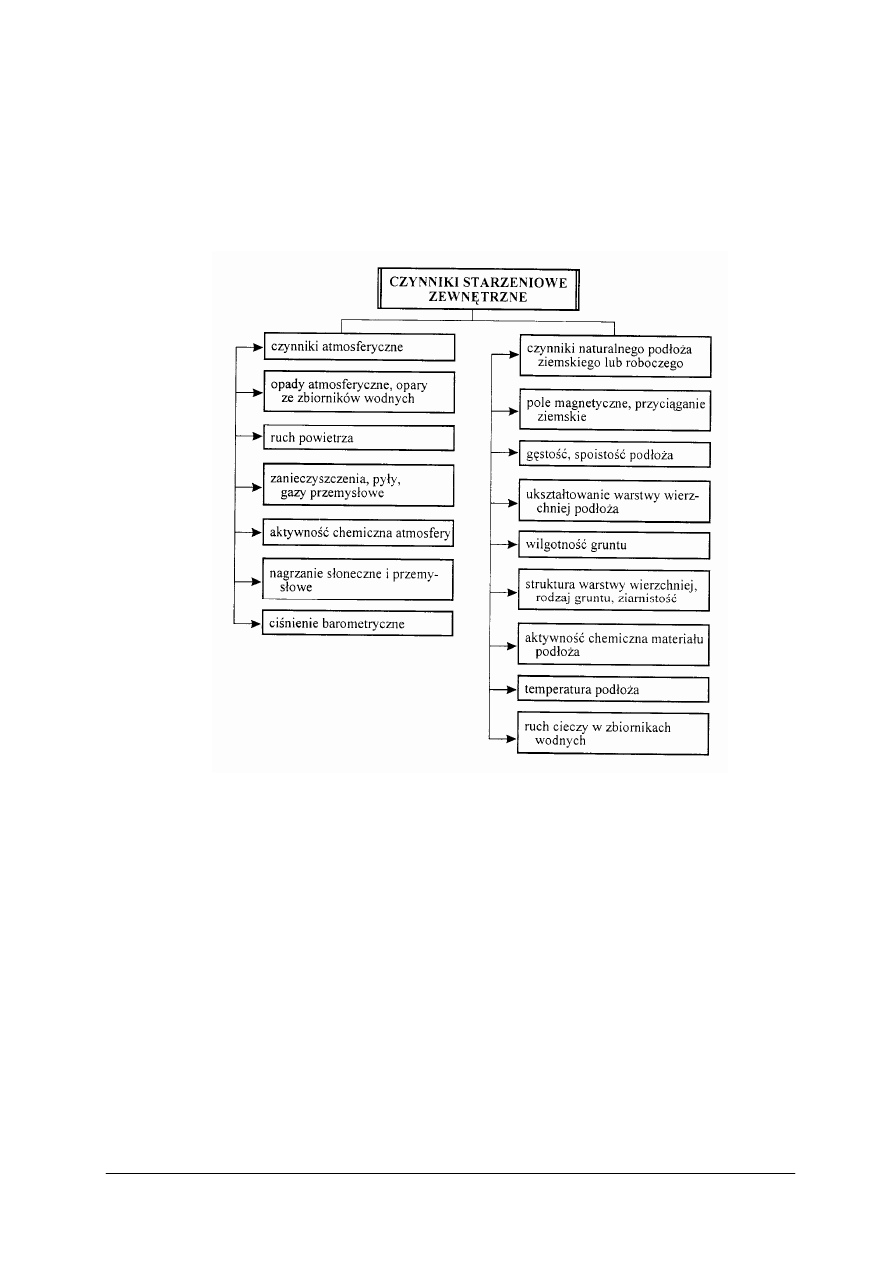
Rys. 7. Czynniki starzeniowe zewnętrzne.[22, s. 108]
Urządzenia i systemy mechatroniczne ulegają procesom starzenia, czyli nieodwracalnym
zmianom własności użytkowych detali i części na skutek oddziaływań zewnętrznych
i wewnętrznych. Proces starzenia rozpoczyna się w momencie wyprodukowania urządzenia
i trwa aż do likwidacji fizycznej. Do czynników zewnętrznych zaliczyć można wpływ atmosfery,
naturalnego podłoża, współpracujących obiektów, natomiast czynnikami wewnętrznymi są:
procesy fizyczne i chemiczne zachodzące podczas funkcjonowania urządzenia i jego
przechowywania. Podstawowe czynniki zewnętrzne przedstawione są na rys. 7.
Stan urządzenia lub systemu mechatronicznego można określić poprzez pomiar określonych
parametrów (wielkości fizycznych) ważnych dla działania urządzenia.
Określanie stanu urządzenia i systemu mechatronicznego umożliwia podejmowanie decyzji
dotyczących dalszego postępowania z urządzeniem, podjęcie działań profilaktycznych
(np. regulacje, wymiana elementów lub zespołów).
Zagadnieniami uzyskiwania informacji o obiekcie i określania jego stanu zajmuje
się diagnostyka ( gr. diagnosis – rozpoznanie, ustalenie).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Potrzeba przeprowadzania diagnostyki urządzeń i systemów mechatronicznych wynika ze:
−
złożoności systemów mechatronicznych, gdzie awaria jednego elementu może unieruchomić
system, powodując w efekcie znaczne straty ekonomiczne,
−
dużą liczbą urządzeń będących w ciągłym ruchu bez nadzoru,
−
wysokim
poziomem
niezawodności
wymaganym
dla
urządzeń
i
systemów
mechatronicznych.
Istota diagnostyki technicznej polega na określaniu stanu urządzenia (zespołu, podzespołu,
elementu) w sposób pośredni nie wymagający demontażu, w oparciu o pomiar generowanych
sygnałów diagnostycznych (wartości określonych parametrów charakteryzujących stan
urządzenia), porównanie ich z wartościami nominalnymi i analizie uzyskanych wyników.
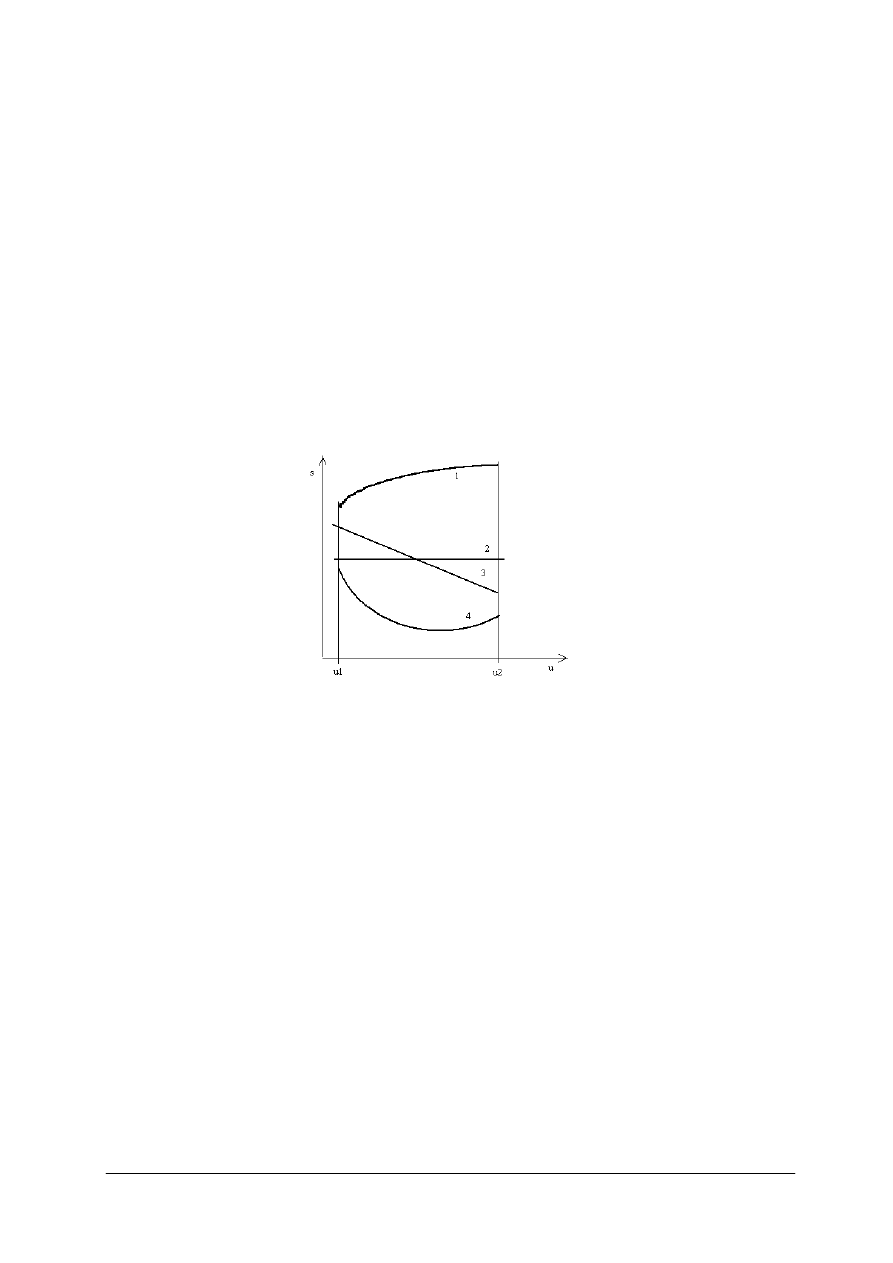
Parametry, które mogą być wykorzystywane do diagnozowania urządzeń muszą spełniać
określone warunki:
−
warunek jednoznaczności, zgodnie z którym każdej wartości cechy stanu odpowiada tylko
jedna wartość parametru wyjściowego,
−
warunek dostatecznej szerokości pola zmian, zgodnie z którym jest możliwa odpowiednio
duża zmiana wartości parametru wyjściowego dla określonej zmiany cechy stanu,
−
warunek dostępności, czyli łatwość mierzenia parametru.
Rys. 8. Przykłady przebiegu zmienności parametrów wyjściowych.
Do celu diagnozowania urządzeń i systemów mechatronicznych zastosować można
parametry przedstawione za pomocą krzywych 1 oraz 3 (gdzie: s – wartość parametru stanu, u –
cecha stanu) (rys. 8). Krzywe 2 oraz 4 nie spełniają warunków przedstawionych powyżej.
Spośród różnych cech charakteryzujących obiekt i jego stan wyróżnia się czasem takie,
które występują tylko w czasie, gdy obiekt jest uszkodzony lub nie w pełni zdatny. Cechy te
nazywamy symptomami (rys. 9). Występowanie tych cech nie jest wynikiem świadomych
działań konstruktora, lecz związane jest z naruszeniem zasad pracy urządzenia, przekroczeniem
dopuszczalnych granic obciążalności, wytrzymałości
itp. Symptomami uszkodzenia
są np. wzrost temperatury przewodów zasilających, nadmierne drgania silnika, zmiana barwy
rezystora, migotanie światła świetlówki.
Parametry charakteryzujące efektywność pracy mogą być wykorzystane do oceny stanu
technicznego całego obiektu lub jego zespołów i układów (np. moc i zużycie paliwa – dla całego
samochodu, droga hamowania – dla układu hamulcowego). Parametry charakteryzujące
szczelność są wykorzystywane podczas diagnozowania zamkniętych przestrzeni roboczych
(np. układy chłodzenia, smarowania, zasilania, zespoły hydrauliczne i pneumatyczne). Parametry
charakteryzujące stan cieplny, określany za pomocą temperatury elementów i szybkości jej
zmian, wykorzystywane głównie do oceny stanu technicznego zespołów, w których na skutek
pracy wydzielają się znaczne ilości ciepła. Stan materiałów eksploatacyjnych (np. ilość i stan
zanieczyszczeń oleju oraz zmiana jego właściwości użytkowych) umożliwia ocenę
intensywności oraz stopnia zużycia niektórych elementów maszyn. Parametry procesów
wibroakustycznych, towarzyszących pracy wszystkich ruchomych elementów mechanizmów,
są wykorzystywane do oceny ich stanu technicznego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 9. Klasyfikacja symptomów diagnostycznych stanu technicznego urządzeń.
W urządzeniach i systemach mechatronicznych zachodzą ciągle różnorodne procesy, które
można podzielić następująco:
−
procesy robocze – zapewniające realizację podstawowych funkcji użytkowych urządzenia,
−
procesy towarzyszące – powstające jako wtórny efekt procesów roboczych.
Przykłady parametrów charakterystycznych dla procesów roboczych oraz towarzyszących
przedstawiono na rys. 10 oraz rys. 11.
Do oceny stanu technicznego obiektu procesy towarzyszące wykorzystuje się następująco:
−
Do diagnozowania maszyn elektrycznych sporządza się bilans energetyczny pola
magnetycznego. Zakłada się, że każde uszkodzenie elektryczne zmienia wartość
indukcyjności maszyny elektrycznej. Metodą bilansu energetycznego pola magnetycznego
można diagnozować zarówno całe maszyny elektryczne (prądnice prądu stałego, prądnice
prądu przemiennego), jak i elementy indukcyjne (uzwojenia, tworniki, włączniki
elektromagnetyczne).
−
W węzłach tarcia w oleju gromadzą się produkty zużycia: żelazo, aluminium, chrom, ołów,
cyna, miedź, nikiel itp. Ilość tych składników zależy od intensywności zużywania
elementów obiektu i skuteczności filtrowania oleju.
−
Podczas pracy maszyny wytwarza się ciepło, zwłaszcza w węzłach tarcia. Nagrzewają
się elementy tych węzłów, obszary do nich przyległe oraz środki stosowane do ich
smarowania lub chłodzenia. Nieprawidłowa praca maszyny przejawia się zmianą
temperatury węzłów tarcia, środków smarnych lub chłodzących oraz zmianą rozkładu
temperatury.
−
Funkcjonowaniu obiektów technicznych towarzyszą procesy wibroakustyczne (drgania,
hałas, pulsacje i emisja akustyczna). Występują one w obiekcie lub jego otoczeniu
i odzwierciedlają istotne procesy fizyczne zachodząc w zespołach obiektu (np.
odkształcenia, współdziałanie części), od których zależy właściwe ich funkcjonowanie.
symptomy stanu
technicznego
urządzeń
efektywność pracy
szczelność
stan cieplny
starzenie materiałów
eksploatacyjnych
hałas i drgania
zjawiska elektryczne
inne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 10. Przykłady wielkości charakteryzujących procesy robocze zachodzące w urządzeniach [22, s.153]
Rys. 11. Przykłady wielkości charakteryzujących procesy towarzyszące zachodzące w urządzeniach [22, s. 155]
Wielkości określające te zjawiska mogą charakteryzować zarówno ogólne właściwości
obiektów, jak i ich poszczególnych elementów.
Procesy robocze
Przetwarzanie energii chemicznej
w ciepło oraz pracę mechaniczną
podciśnienie, parametry pulsacji ciśnienia, ciśnienie
sprężania, szybkość zmian ciśnienia, temperatura
spalania, skład spalin, prędkość obrotowa, moc
efektywna, moment obrotowy, zużycie energii
Przetwarzanie energii chemicznej
w energię elektryczną
napięcie, spadek napięcia, natężenie prądu, moment
obrotowy, prędkość obrotowa
Przetwarzanie energii elektrycznej
w pracę mechaniczną
gęstość elektrolitu, rezystancja wewnętrzna , rezystancja
uzwojeń i izolacji, sprawność, napięcie i natężenie
prądu, spadek napięcia, parametry impulsów
elektrycznych
Przetwarzanie energii kinetycznej
w ciepło
Przenoszenie energii
droga hamowania, siła hamowania,
współczynnik poślizgu, moment (moc) na wyjściu,
sprawność mechaniczna, siła napędowa
Procesy towarzyszące
Termiczne
Starzenie środków
smarnych
Elektryczne generowane
przy tarciu
wartość temperatury, zmienność temperatury,
czas nagrzewania się zespołów
lepkość, zmiana lepkości, temperatura krzepnięcia,
temperatura zapłonu, gęstość, poziom koncentracji
produktów zużycia Fe, Al., Pb, Cu i inne
chwilowa różnica potencjałów elektrycznych,
czas trwania impulsu, częstotliwość, amplituda
Wibroakustyczne
Drgania, hałas, pulsacje, emisja akustyczna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Zasady bezpieczeństwa i higieny pracy podczas oceniania stanu technicznego urządzeń
i systemów mechatronicznych.
Prace związane z oceną stanu technicznego urządzeń i systemów mechatronicznych zwykle
wykonywane mają być bez konieczności demontażu podzespołów, często w czasie ich działania,
dlatego osoby przeprowadzające pomiary mogą być narażone na negatywne oddziaływania
ze strony obiektu badań oraz środowiska, w którym odbywają się badania. Personel powinien
być przeszkolony w zakresie przestrzegania przepisów bezpieczeństwa i higieny pracy
dotyczących określonych stanowisk. Ogólne przepisy bhp określone są w Rozporządzeniu
Ministra Pracy i Polityki Socjalnej z 26 września 1997 r. W sprawie ogólnych przepisów
bezpieczeństwa i higieny pracy.
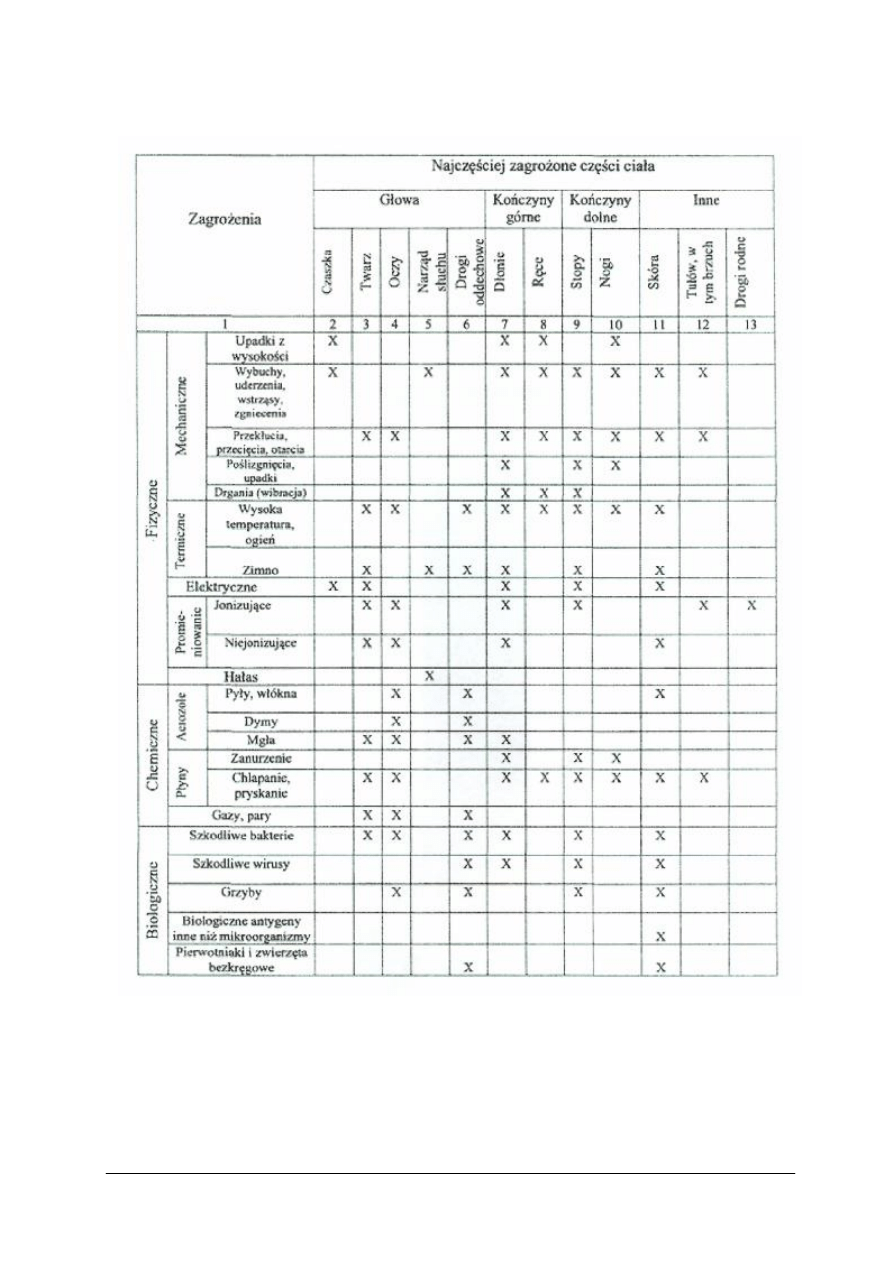
Rodzaje zagrożeń występujących podczas obsługi i eksploatacji
urządzeń zawarte są w tabeli 2. Negatywne skutki zagrożeń można wyeliminować
lub ograniczyć dzięki stosowaniu odzieży oraz sprzętu ochronnego, a także przestrzeganiu
przepisów bhp dotyczących obsługi poszczególnych urządzeń oraz stanowisk pracy. Ze względu
na dużą różnorodność nie podajemy szczegółowych przepisów bhp, lecz wybrane ogólne zasady
zawarte w wymienionym powyżej rozporządzeniu.
−
Maszyny i inne urządzenia techniczne powinny spełniać wymagania bezpieczeństwa
i higieny pracy, określone w odrębnych przepisach, przez cały okres ich użytkowania.
−
Montaż, demontaż i eksploatacja maszyn, w tym ich obsługa, powinny odbywać się przy
zachowaniu wymagań bezpieczeństwa i higieny pracy oraz ergonomii, uwzględniających
instrukcje zawarte w dokumentacji techniczno – ruchowej.
−
Każda maszyna powinna być wyposażona w element sterowniczy przeznaczony do jej
całkowitego i bezpiecznego zatrzymywania.
−
Gdy jest to konieczne w związku z zagrożeniami, maszyna powinna być wyposażona
w urządzenie do zatrzymywania awaryjnego.
−
Elementy sterownicze maszyn mające wpływ na bezpieczeństwo muszą być widoczne
i możliwe do zidentyfikowania oraz oznakowane zgodnie z wymaganiami określonymi
w Polskich Normach.
−
Elementy sterownicze nie mogą stwarzać jakichkolwiek zagrożeń, w szczególności
spowodowanych ich niezamierzonym użyciem.
−
Maszyny wielostanowiskowe powinny być wyposażone w urządzenia sygnalizacji
dźwiękowej lub świetlnej automatycznie wysyłające sygnały uprzedzające o uruchomieniu
maszyny. Sygnały powinny być odbierane na wszystkich stanowiskach pracy przy danej
maszynie.
−
Elementy ruchome i inne części maszyn, które w razie zetknięcia się z nimi stwarzają
zagrożenie, pasy, łańcuchy, taśmy, koła zębate i inne elementy układów napędowych oraz
części maszyn zagrażające spadnięciem, znajdujące się nad stanowiskami pracy powinny
być osłonięte (usytuowanie osłon powinno być zgodne z PN).
−
Urządzenia powinny być wyposażone w urządzenia ochronne, co ma na celu zwiększenie
bezpieczeństwa dla osób oraz środowiska. Szczegółowe wymagania dla urządzeń
ochronnych określają Polskie Normy.
Zasady bhp obowiązujące podczas eksploatacji, obsługi i badań urządzeń i systemów
mechatronicznych zawarte sa w jednostce modułowej 725[03].O1.02 Przestrzeganie zasad
bezpieczeństwa i higieny pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Tabela 2. Rodzaje zagrożeń występujących podczas obsługi i eksploatacji urządzeń. [14]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wyróżnia się stany urządzeń i systemów mechatronicznych?
2. Jakie czynniki oddziałują na urządzenia i systemy mechatroniczne podczas ich eksploatacji?
3. Co to jest stan techniczny urządzenia?
4. Na czym polega obsługa urządzeń i systemów mechatronicznych?
5. Jaka jest procedura uruchamiania urządzeń i systemów mechatronicznych?
6. Co to jest uszkodzenie urządzenia mechatronicznego?
7. Jaki jest cel diagnozowania urządzeń i systemów mechatronicznych?
8. Jak są wykorzystywane parametry diagnostyczne?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wymień cechy pompy hydraulicznej świadczące, że jest ona w stanie zdatności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.1. Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno – ruchową pompy hydraulicznej,
3) zapisać w karcie sprawozdania z ćwiczenia cechy pompy hydraulicznej
4) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa pompy hydraulicznej,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 2
Scharakteryzuj procesy robocze i towarzyszące silnika elektrycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.1. Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno – ruchową silnika elektrycznego,
3) zapisać rezultaty dyskusji w karcie sprawozdania z ćwiczenia,
4) przedstawić wyniki pracy w formie prezentacji.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa silnika elektrycznego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ćwiczenie 3
W oparciu o dokumentację techniczno – ruchową przekładni zębatej scharakteryzuj zasady
jej eksploatacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.1. Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno – ruchową przekładni zębatej,
3) zapisać w karcie sprawozdania z ćwiczenia zasady eksploatacji przekładni zębatej,
4) przedstawić wyniki pracy w formie prezentacji.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa przekładni zębatej,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 4
W oparciu o instrukcję obsługi chłodziarki scharakteryzuj zasady jej uruchamiania.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.1. Poradnika dla ucznia,
2) zapoznać się z instrukcją obsługi chłodziarki,
3) przeprowadzić dyskusję z kolegami,
4) zapisać w karcie sprawozdania z ćwiczenia procedurę uruchamiania chłodziarki.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
instrukcja obsługi chłodziarki,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić na czym polega zdatność urządzeń?
2) scharakteryzować proces obsługiwania urządzeń i systemów
mechatronicznych?
3) scharakteryzować proces uruchamiania urządzeń mechatronicznych?
4) scharakteryzować główne przyczyny powstawania uszkodzeń?
5) scharakteryzować wpływ warunków pracy urządzeń na ich stan
techniczny?
6) wyjaśnić procesy degradacji materiałów i elementów w czasie ich
eksploatacji?
7) wyjaśnić istotę diagnozowania urządzeń i systemów
mechatronicznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2. Ocena stanu technicznego elementów, podzespołów i układów
mechanicznych w urządzeniach i systemach mechatronicznych
4.2.1. Materiał nauczania
Elementy i podzespoły mechaniczne pełnią bardzo istotną rolę w urządzeniach i systemach
mechatronicznych. Są niezastąpione w budowie podzespołów i systemów przenoszących napęd,
siłę i moc w urządzeniach mechatronicznych, a także stanowią szkielet na którym mocowane
są pozostałe elementy składowe urządzeń i systemów mechatronicznych.
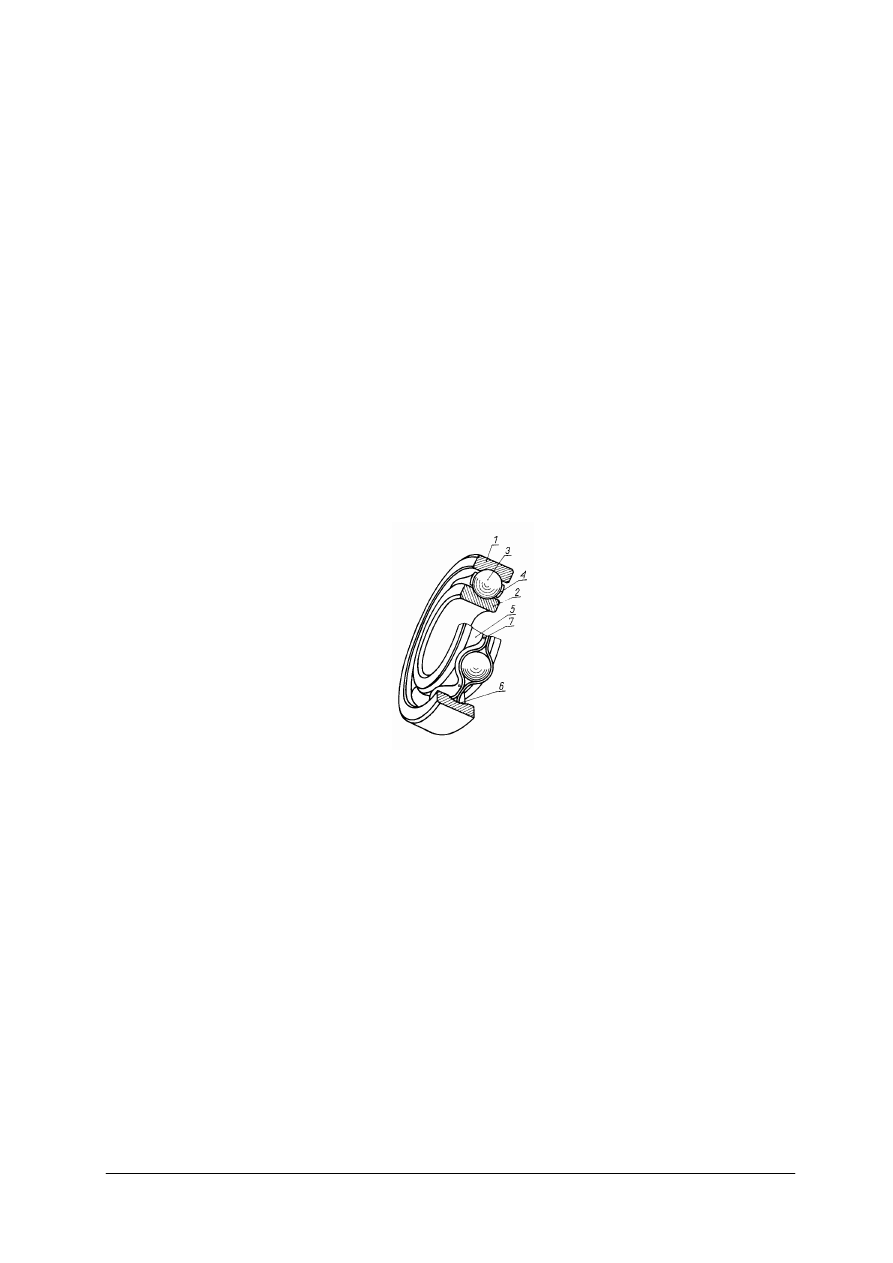
Łożyska toczne
Praca łożyska tocznego charakteryzuje się tym, że wskutek toczenia się elementów tocznych
względem pierścieni pomiędzy powierzchniami pierścieni a kulkami (lub wałeczkami)
występuje tarcie toczne. Łożysko toczne składa się z pierścieni: zewnętrznego i wewnętrznego,
elementów tocznych oraz koszyczka. Powierzchnie pierścieni, po których toczą się elementy
toczne nazywane są bieżniami. Budowę łożyska, w którym elementami tocznymi są kulki
przedstawiono na rys.12. Pierścień zewnętrzny łożyska jest osadzony w gnieździe korpusu
maszyny lub w gnieździe oprawy łożyska, a pierścień wewnętrzny – w czopie wału. Koszyczek
służy do zapewnienia równomiernego rozmieszczenia elementów tocznych na obwodzie
łożyska.
Rys. 12. Budowa łożyska kulkowego [15, s. 226]
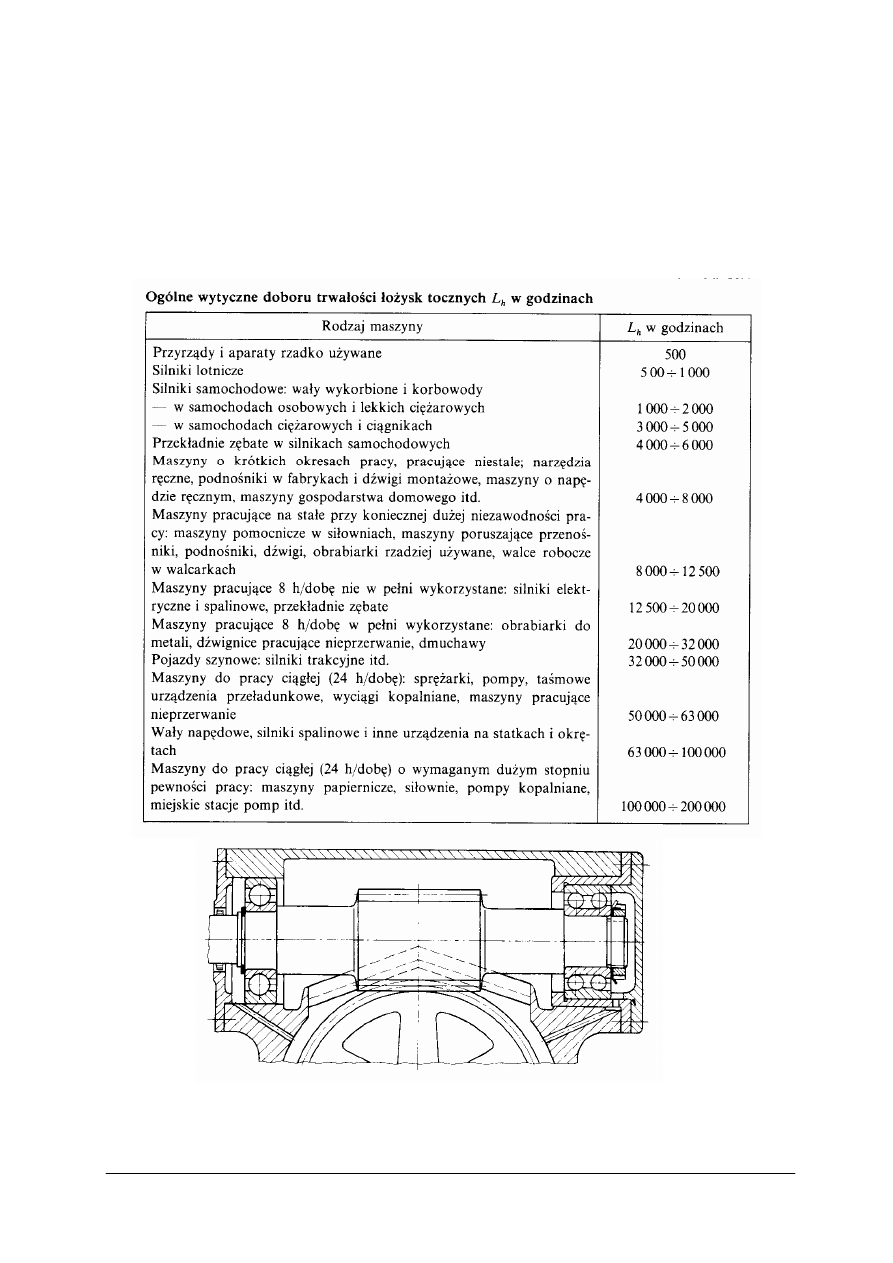
Bardzo ważną cechą łożysk tocznych jest ich trwałość. Trwałość łożyska jest to czas pracy
łożyska w milionach obrotów lub godzinach do chwili wystąpienia pierwszych oznak zmęczenia
materiału, którymi są rysy i mikropęknięcia na powierzchniach tocznych; dalszym następstwem
jest łuszczenie powierzchni tocznych i zniszczenie łożyska. Dokonując oceny stanu technicznego
podzespołów i urządzeń zawierających łożyska toczne, należy koniecznie wziąć pod uwagę czas
pracy eksploatowanych łożysk i bezwzględnie dokonać ich wymiany, gdy bliski jest okresowi
trwałości łożyska (tabela 3).
Pełne wykorzystanie zalet łożysk tocznych zależy zarówno od dobrania łożysk
odpowiednich dla danych warunków pracy, jak i od właściwego osadzenia łożysk na wale i w
korpusie maszyny. Osadzenie łożysk tocznych powinno zapewnić ustalenie wzdłużne wału
i łożyska oraz uzyskanie właściwego luzu łożyskowego w czasie pracy łożyska. Prawidłowe
ustalenie wzdłużne polega na tym, że jedno łożysko ustala wał w kierunku wzdłużnym, tzn.
zapewnia stałe położenie jednego czopa wału względem korpusu maszyny, natomiast drugie
łożysko powinno mieć możliwość wzdłużnego przesuwu względem korpusu, aby nie krępować
odkształceń cieplnych wału oraz dla zabezpieczenia przed nadmiernym wzrostem naprężeń,
np. w wyniku usterek montażu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Najczęściej stosowany sposób ustalania wzdłużnego pokazano na rys. 13. Pierścienie
wewnętrzne obu łożysk są osadzone wciskowo na czopach wału i opierają się o odsadzenia,
a ponadto są zabezpieczone przed przesunięciami za pomocą pierścienia osadczego lub nakrętki.
Pierścień wewnętrzny łożyska prawego jest osadzony sztywno między powierzchnią specjalnej
tulei, a pokrywą, natomiast pierścień zewnętrzny lewego łożyska może się przesuwać względem
korpusu, np. przy odkształceniach wzdłużnych (cieplnych) wału.
Tabela 3. Ogólne wytyczne doboru trwałości łożysk tocznych. [15, s. 231]
Rys. 13. Przykład łożyskowania wałka w korpusie maszyny.
[15, s. 237].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Dla ustalenia stanu łożyska należy przy ich wymianie zwracać uwagę na podane niżej
objawy pracy łożyska i całego łożyskowania:
−
czy smar lub olej nie wycieka spod pokrywy; świadczyłoby to o niewłaściwości
zastosowanego uszczelnienia, o jego uszkodzeniu lub o przegrzaniu się łożyska
smarowanego smarem stałym,
−
czy środek smarny, jego gęstość, lepkość, czystość w chwili zdjęcia pokrywy, odpowiada
warunkom prawidłowego smarowania,
−
przegrzewanie się łożyska może świadczyć dodatkowo o niewłaściwym wykonaniu miejsc
osadczych lub o nieprawidłowym założeniu części współpracujących.
Obserwacje te należy przeprowadzić zarówno przed przystąpieniem do zdejmowania
łożyska jak i w czasie właściwego zdejmowania. Bardzo ważne jest badanie łożysk w czasie
pracy przez osłuchanie i sprawdzenie temperatury; łożyska powinny wydawać stały jednostajny
szmer; temperatura nowo założonych łożysk powinna się ustalić (zwykle nie więcej niż po około
4 godzinach pracy). Z chwilą zauważenia jakichkolwiek zaburzeń w pracy należy ustalić
przyczynę ich powstania i usunąć ją.
Wentylator promieniowy
Rys. 14. Schemat konstrukcyjny wentylatora promieniowego.[2] Rys. 15. Wentylator promieniowy.[18]
Wentylator promieniowy składa się z kadłuba (osłony), który ma z boku okrągły króciec
ssawny (rys. 14, rys. 15). Część środkowa kadłuba w kształcie spirali zbiorczej jest zakończona
prostokątnym króćcem tłocznym. W kadłubie mieści się wirnik, złożony z tylnej tarczy z piastą
do osadzenia na wale napędowym oraz z pierścienia przedniego i łopatek, które łączą tarczę
z pierścieniem. Łopatki wirnika są wąskie i długie, a ich liczba jest znaczna. W celu
usztywnienia wirnika piasta tarczy jest połączona z pierścieniem za pomocą prętów
usztywniających. Kadłub wentylatora ustawia się na podstawie lub ramie przymocowanej
do fundamentu. Napędowy silnik elektryczny łączy się z wentylatorem bezpośrednio za pomocą
sprzęgła lub stosuje się przekładnię pasową. Wentylatory o niewielkiej wydajności mają wirnik
osadzony wspornikowo, tzn. łożyska są tylko po jednej stronie kadłuba. Wentylatory o większej
wydajności, szczególnie o prędkości obrotowej n
≥
3000 [obr/min] mają łożyska z obu stron
kadłuba.
W czasie pracy wentylatora należy obserwować:
−
równomierność biegu wirnika (prędkość obrotową),
−
drgania całości urządzenia,
−
pracę wentylatora (temperaturę czynnika, wydajność, spiętrzenie),
−
pracę silnika (pobór mocy, temperaturę, szum drgania),
−
stan zespołów regulujących, przełączających i zamykających.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Typowe objawy i przyczyny niesprawności wentylatora promieniowego przedstawione są
w tabeli 4.
Tabela. 4. Objawy i przyczyny niesprawności wentylatora promieniowego [2]
Objawy
Przyczyna
Sposób postępowania
Zbyt mała wydajność
– nieprawidłowy kierunek obrotów
wirnika wentylatora,
– zbyt duża szczelina między lejem
wlotowym, a wirnikiem
– zmienić kierunek obrotu wirnika,
– zmniejszyć szczelinę
Drgania lub stuki w komorze
wentylatora
– złe wyważenie
wirnika(odłączenie się masy
korekcyjnej),
– nagromadzenie się pyłu na
wirniku,
– zużyte łożyska,
– zaczepienie się obcego
przedmiotu na łopatce wirnika,
– nierównomierne przyklejanie się
lub zaschnięcie osadu na łopatkach,
– nierównomierna korozja lub
erozja łopatek,
– niestaranny montaż piasty na
wale,
– wada układu łożyskowego,
– nie dokręcone śruby silnika lub
śruby fundamentowe,
– rezonans,
– praca na niestatecznej części
charakterystyki przepływowej
–
oczyścić wirnik,
– wyważyć wirnik,
– wymienić łożyska na nowe,
– usunąć obcy przedmiot,
– wymienić wirnik,
– wymienić łożysko,
– dokręcić śruby,
– przy rezonansie zmienić obroty,
– zmniejszyć opory
Za duży hałas
– podstawa wentylatora rezonuje,
– złe obroty wentylatora,
– brak izolacji akustycznej
– dokręcić śruby,
– zmienić obroty,
– zastosować izolację akustyczną
Grzanie silnika
– niedostateczne chłodzenia silnika,
– brak prądu w jednej fazie,
– spadek napięcia sieci,
źle dobrany silnik
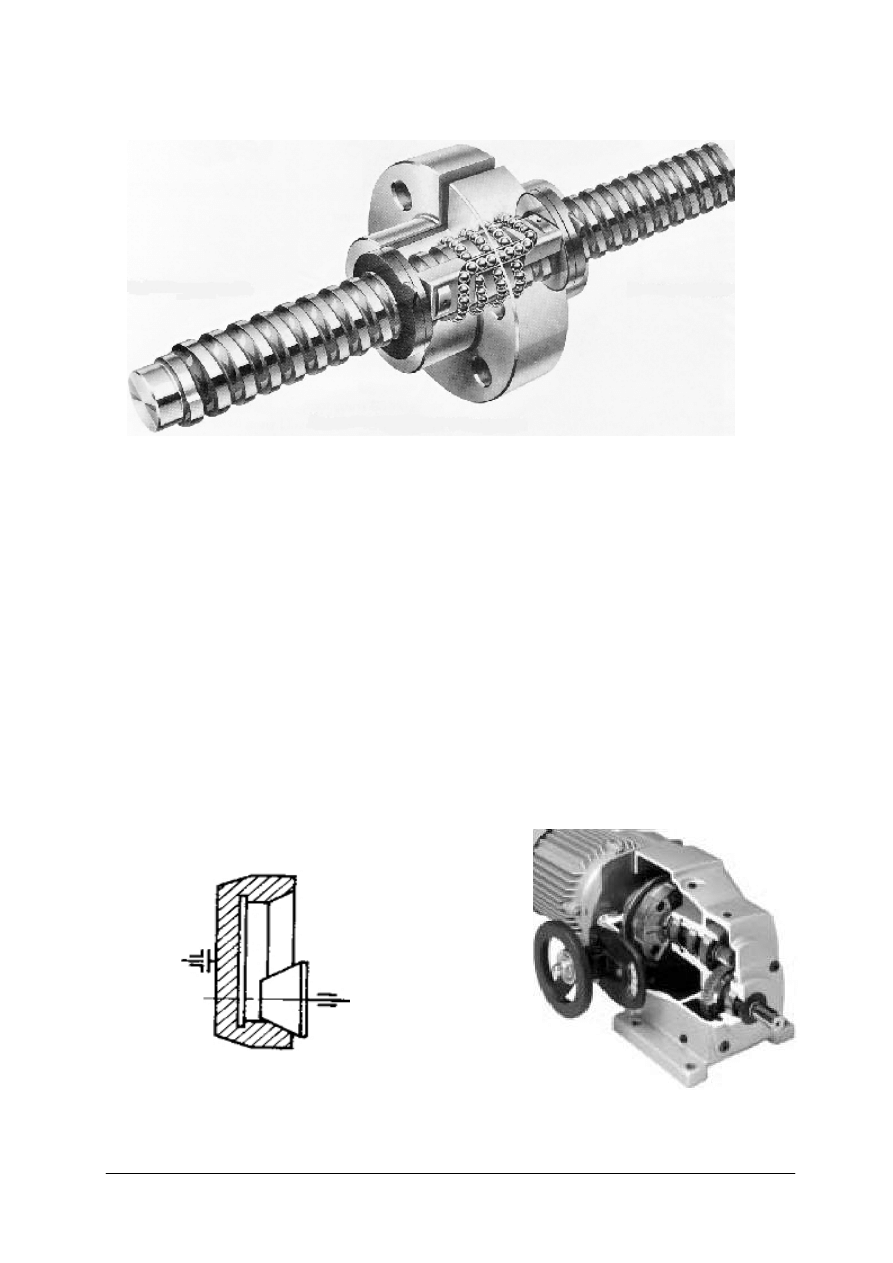
Mechanizmy śrubowo – toczne
Główną funkcją mechanizmu śrubowo – tocznego jest zamiana ruchu obrotowego w ruch
wzdłużny i odwrotnie. Dzięki dużej liczbie kulek w nakrętce cały mechanizm charakteryzuje
się dużą nośnością. Napędy śrubowo – toczne, zwane także śrubami z obiegiem kulowym,
składają się ze śruby z gwintem kulowym, nakrętki z gwintem kulowym w której umieszczone
są kulki, jak również z mechanizmu przekierowania kulek (rys.16). Napędy śrubowo – toczne
należą do najczęściej stosowanych napędów gwintowych w przemyśle i w maszynach
precyzyjnych.. Charakteryzują się wysoką dokładnością przy równie wysokiej sprawności.
Napędy śrubowo – toczne charakteryzują się dokładnym biegiem przy znikomym tarciu,
wymagają małego momentu napędowego i zapewniają wysoką sztywność przy spokojnym
biegu.
Głównymi parametrami, które należy brać pod uwagę podczas oceniania stanu technicznego
przekładni śrubowo – tocznej są:
−
hałas powstający podczas pracy przekładni,
−
luzy występujące pomiędzy nakrętką, a śrubą,
−
wyczuwalne opory oraz brak płynności przemieszczania się wzajemnego nakrętki i śruby.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 16. Budowa przekładni śrubowo – tocznej [16]
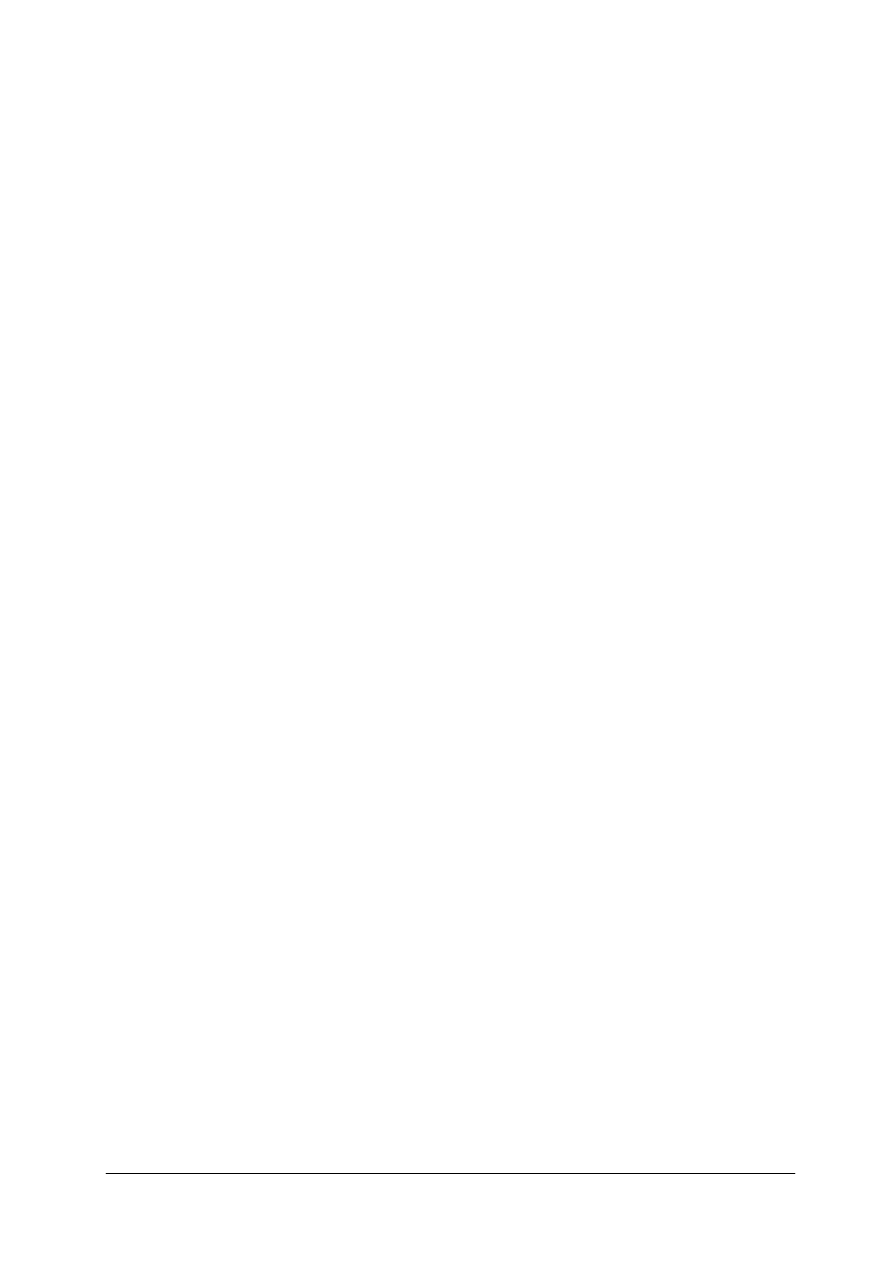
Budowa i sposób działania przekładni bezstopniowej (rys.17)
Bezstopniowa zmiana kierunku obrotów jest realizowana poprzez system koła ciernego
składający się ze stożka napędzającego i pierścienia obrotowego. Przy przesuwaniu silnika
poprzez pokrętło ręczne na listwie prowadzącej ułożonej w środku przekładni istnieje możliwość
bezstopniowej zmiany prędkości obrotowej przekładni (rys.18). Niesprawności mogące pojawić
się w czasie pracy przekładni związane mogą być z następującymi podzespołami:
−
przekładni ciernej,
−
łożyskowania.
Oceniając stan techniczny przekładni bezstopniowej należy brać pod uwagę następujące
symptomy:
−
poślizg w przekładni ciernej – spowodowany może być zużyciem warstwy ciernej kół
ciernych lub zaoliwieniem powierzchni ciernych,
−
rozgrzewanie łożysk – spowodowane złym smarowaniem łożysk,
−
hałas – luzy w łożyskach, ocieranie się części,
−
nadmierne drgania – uszkodzenie kulek lub bieżni łożysk.
Rys. 17. Sposób działania przekładni ciernej stożkowej. [15, s. 327] Rys. 18. Widok przekładni bezstopniowej [5]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaką rolę w systemie mechatronicznym pełnią elementy, podzespoły i układy mechaniczne?
2. Jaki jest cel stosowania łożysk kulkowych?
3. Jaki jest sposób poprawnego łożyskowania wałka w korpusie maszyny?
4. Jakie objawy mogą świadczyć o złym stanie technicznym łożyskowania?
5. Jaka niesprawność wentylatora promieniowego przejawia się zbyt głośną pracą wentylatora?
6. Jakie są zalety stosowania przekładni śrubowo – tocznych?
7. Jakie są typowe symptomy niesprawności przekładni ciernej?
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj symptomy niesprawności wentylatora promieniowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.2. Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno – ruchową wentylatora promieniowego,
3) zapisać rezultaty pracy w karcie sprawozdania z ćwiczenia,
4) zaprezentować symptomy niesprawności wentylatora promieniowego.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa wentylatora promieniowego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 2
Określ sposób postępowania w przypadku stwierdzenia niesprawności w pracy
łożyskowania wałka przekładni zębatej polegającej na nadmiernym rozgrzewaniu się łożyska.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.2. Poradnika dla ucznia,
2) zapoznać się z instrukcją obsługi przekładni zębatej,
3) zapisać sposób postępowania w karcie sprawozdania z ćwiczenia,
4) zaprezentować wyniki pracy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa silnika elektrycznego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić rolę podzespołów mechanicznych w urządzeniach
mechatronicznych?
2) scharakteryzować symptomy niesprawności w łożyskowaniu wałka?
3) określić sposób postępowania w celu określenia stanu technicznego
wentylatora promieniowego?
4) określić zasady oceny stanu technicznego przekładni ciernej?
5) zinterpretować wybrane symptomy stanu technicznego przekładni
śrubowo – tocznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Ocena stanu technicznego elementów, podzespołów i układów
pneumatycznych w urządzeniach i systemach mechatronicznych
4.3.1. Materiał nauczania
W systemach pneumatycznych (rys. 19) wyróżnić można trzy podstawowe grupy
elementów, które łączy funkcjonalnie powietrze – medium robocze:
−
elementy, w których zachodzi jednocześnie zamiana parametrów medium roboczego
i parametrów mechanicznych (sprężarki, silniki oraz siłowniki),
−
elementy, w których zachodzi zmiana tylko parametrów fizycznych medium roboczego
(osuszacze, filtry),
−
elementy, w których zachodzi zmiana parametrów mechanicznych w celu zmiany
parametrów medium roboczego (zawory, rozdzielacze).
Stan techniczny wszystkich urządzeń pneumatycznych należy określać zgodnie
z wymaganiami producentów podanymi w dokumentacji technicznej poszczególnych urządzeń
oraz należy przestrzegać wytycznych projektanta instalacji sprężonego powietrza.
Specyfika diagnozowania instalacji i urządzeń pneumatycznych polega na tym, że w razie
stwierdzenia niesprawności (np. nieprawidłowości w działaniu elementów wykonawczych),
niezbędną czynnością procesu diagnozowania jest sprawdzenie stanu elementów składowych
instalacji. Pneumatyczne elementy wykonawcze sprzężone są z różnymi podzespołami
mechanicznymi, zatem nie każda niesprawność pneumatycznego elementu wykonawczego
ma związek z zasilaniem sprężonym powietrzem.
Najczęściej spotykaną metodą diagnozowania jest metoda obserwacji prostej, w której
wykorzystywane są zmysły człowieka – wzrok, słuch, dotyk. Metoda ta wymaga dużego
doświadczenia oraz jest mało kosztowna.
Typowymi parametrami diagnostycznymi możliwymi do rozpoznania metodą obserwacji
prostej są:
1. Kontrola wzrokowa:
a) wskazania przyrządów kontrolno – pomiarowych – temperatura,
b) ciśnienie powietrza w wybranych punktach układu,
c) zanieczyszczenie wkładu filtrującego w zespołach uzdatniania sprężonego powietrza,
d) parametry elektryczne sprężarki,
e) wibracje (drgania, silne jednorazowe wstrząsy, wstrząsy powtarzające się), wilgoć
pojawiająca się na elementach wykonawczych.
2. Kontrola słuchowa:
a) zewnętrzne hałasy mechaniczne,
b) wewnętrzne hałasy mechaniczne,
c) hałas wywołany przepływem powietrza.
d) hałas wywołany nieszczelnościami w instalacji pneumatycznej oraz w poszczególnych
jej elementach.
3. Kontrola dotykowa:
a) temperatura,
b) wibracje (drgania wywołane przesterowaniem),
c) przecieki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 19. Struktura systemu pneumatycznego [23, s. 860]
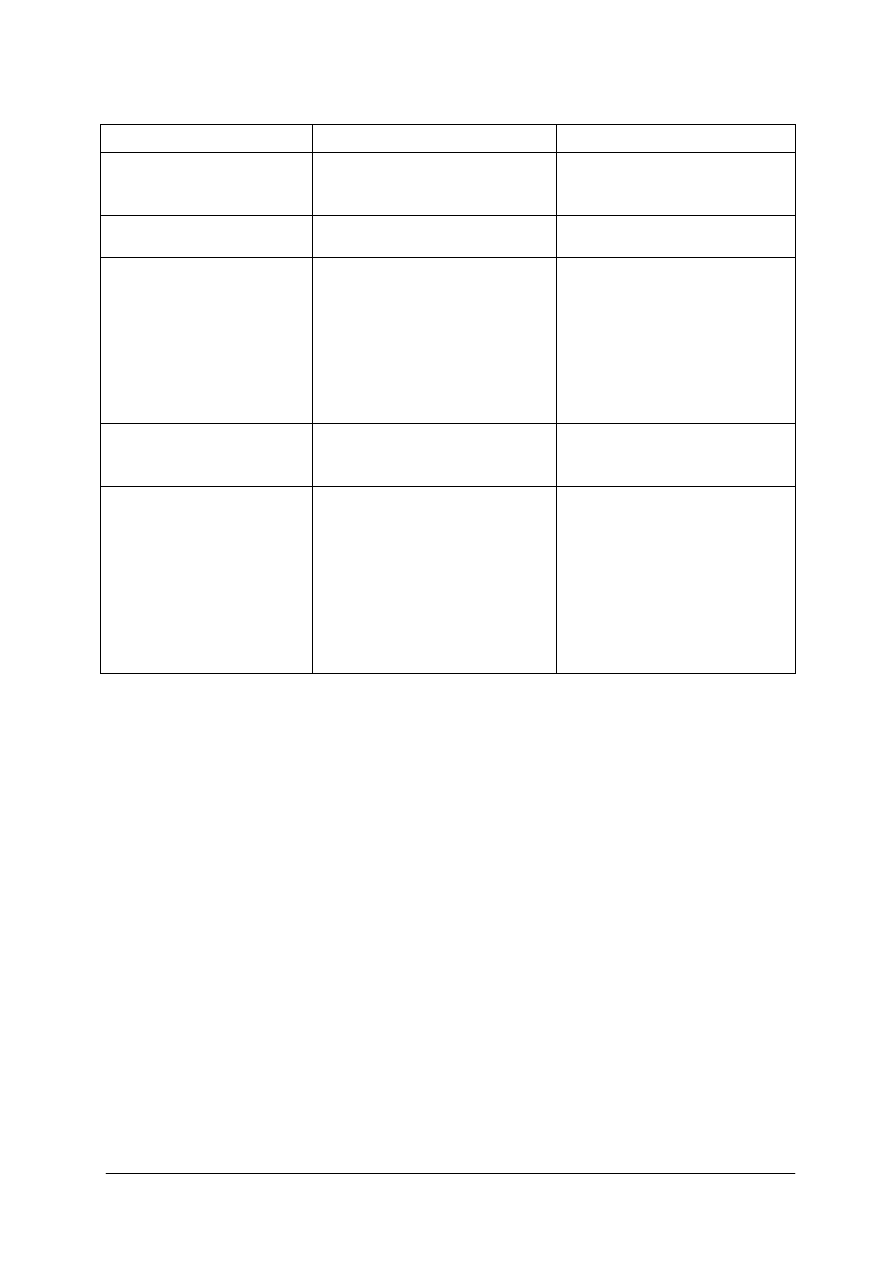
Pneumatyczny siłownik beztłoczyskowy
Rys. 20. Siłownik beztłoczyskowy. [8]
W cylindrze siłownika beztłoczyskowego przemieszcza się tłok sprzężony z karetką
wyprowadzoną poza cylinder. Cylinder na całej długości ma szczelinę umożliwiającą
mechaniczne sprzężenie tłoka z karetką. Uszczelnienie szczeliny zapewniają dwie taśmy
uszczelniające: wewnętrzna i zewnętrzna. Podawanie powietrza sprężonego z lewej lub prawej
strony tłoka powoduje przemieszczanie zespołu tłok – karetka wzdłuż cylindra siłownika
(rys.20).
Stan techniczny siłownika beztłoczyskowego oceniać można w oparciu o symptomy
zestawione w tabeli 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Tabela 5. Symptomy umożliwiające ocenę stanu technicznego pneumatycznego siłownika beztłoczyskowego [8]
Problem
Możliwa przyczyna
Sposób naprawy
Siłownik jest nieszczelny
wzdłuż wewnętrznej taśmy
uszczelniającej.
Zabrudzenie taśmy
uszczelniającej.
Wyczyścić taśmę
uszczelniającą.
Nieszczelność w okolicy
tłoka.
Uszkodzenie uszczelnień tłoka.
Wymienić uszczelnienie tłoka.
Tłok porusza się wolno
lub skokowo.
−
Zabrudzone powietrze.
−
Słabe smarowanie.
−
Uszkodzenie uszczelnień
tłoka.
−
Nastawiona zbyt mała
prędkość.
−
Ciśnienie pracy poniżej
2 bar.
1. Rozkręcić siłownik,
oczyścić, ponownie
nasmarować, wymienić
zużyte części.
2. Zwiększyć prędkość.
3. Skorygować ciśnienie
w instalacji.
Tłok nie osiąga pozycji
skrajnych siłownika
tłumienia.
Maksymalnie skręcona
regulacja hamowania ruchu
tłoczyska.
Wyregulować tłumienie.
Tłok uderza w koniec
lub oba końce siłownika.
−
Złe ustawienie tłumienia
powietrznego.
−
Zbyt duże obciążenie na
karetce.
−
Uszkodzenie śrub
regulacyjnych, O – ringów,
pokryw, czopa tłumienia
lub wewnętrznej taśmy
uszczelniającej.
−
Zresetować śrubę
regulacyjną.
−
Zamontować dodatkowe
tłumienie w siłowniku.
−
Sprawdzić części,
wymienić w miarę
potrzeby.
Ocena stanu technicznego układów pneumatycznych powinna odbywać się z zachowaniem
określonych zasad. Dzięki czemu będzie możliwość skrócenia czasu ustalania przyczyny
niesprawności, a także znalezienia rozwiązania problemu. W każdym układzie pneumatycznym
występuje logiczna kolejność operacji, związanych z działaniem układów logicznych, pomiarem
ciśnienia, wyznaczeniem położenia oraz regulacją prędkości.
Podstawą oceniania stanu technicznego układów pneumatycznych jest dokładne rozumienie
budowy oraz sposobu działania układu. Należy wnikliwie przeanalizować schemat układu oraz
zjawiska zachodzące w układzie, powiązania i zależności występujące pomiędzy sygnałami
istotnymi dla działania układu. Na schemacie zawarte są informacje, dotyczące:
−
lokalizacji punktów pomiarowych ciśnienia,
−
wartości ustawień ciśnienia dla regulatorów i innych zaworów ciśnienia,
−
wartości natężeń przepływu w systemie,
−
skoku siłowników pneumatycznych oraz prędkości silników pneumatycznych,
−
materiałów wykorzystywanych w systemie.
Należy zapoznać się z treścią dokumentacji techniczno – ruchowej układu, w której zawarty
jest opis działania układu, instrukcja eksploatacji, wykaz typowych niesprawności mogących
pojawić się podczas pracy układu.
Podstawowym zadaniem podczas oceniania stanu technicznego jest jednoznaczne określenie
czy występują oraz na czym polegają niesprawności. Wiążące się z tym informacje można
uzyskać w następujący sposób:
−
wywiad z personelem obsługującym urządzenie,
−
oględziny nie pracującego urządzenia,
−
oględziny pracującego urządzenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Po wykonaniu tych działań należy określić przyczynę tych niesprawności. Być może
zaistnieje potrzeba wykonania pomiarów wybranych parametrów układu. Przeprowadzenie
różnych testów, takich jak:
−
kontrola ciśnienia odpowiednim przyrządem pomiarowym,
−
sprawdzenie wyregulowania układu wykonawczego,
−
pomiar przy użyciu przepływomierza natężenia przepływu w systemie,
−
skontrolowanie temperatury w układzie powietrznym,
może w efekcie zredukować liczbę potencjalnych przyczyn niesprawności i ułatwić ich
lokalizację.
Ważne jest wyodrębnienie w układzie podsystemów funkcjonalnych i kolejno analizowanie
ich działania dzięki czemu możliwe jest kolejne eliminowanie sprawdzonych i właściwie
funkcjonujących elementów i szybsze ustalenie przyczyny niesprawności. Wadliwe działanie
jednej części maszyny może być spowodowane nieprawidłowym działaniem innego podsystemu.
Wyodrębnienie podsystemów pozwala na skoncentrowanie się w danym momencie tylko
na jednym z nich. Zawężenie obszaru diagnostyki poprzez wyodrębnienie podsystemów wymaga
dodatkowego zabezpieczenia podczas uruchamiania maszyny.
Sporządzić listę sprawdzonych parametrów i elementów, aby ustrzec się przed powtórnym
ich sprawdzaniem. Oględziny maszyny pozwalają często odkryć takie problemy, jak zużyte lub
przepalone przewody czy poluzowane albo zniszczone elementy. Po uruchomieniu maszyny
można dokładniej określić wszelkie nieprawidłowości w jej działaniu, dzięki czemu czas
wykrywania i usuwania usterek znacznie się skróci.
Przeprowadzenie badań diagnostycznych układu pneumatycznego automatycznie prowadzi
do podjęcia decyzji, czy dany element należy naprawić, czy też go wymienić. Naprawa części
przeznaczonych bezpośrednio do ponownego zainstalowania w maszynie powoduje wydłużenie
czasu przestoju, dlatego należy rozważyć koszty takiej operacji. Wymiana części skraca czas
przestoju; jednak czynnikiem, jaki należy wziąć w tym wypadku pod uwagę są koszty.
Kolejnym czynnikiem, który może wpłynąć na decyzję dotyczącą wymiany bądź naprawy
uszkodzonego elementu, jest kwestia jego dostępności. Oczywiście, jeśli nie jest on łatwo
dostępny, wówczas jedyną alternatywą może być jego naprawa. Dodatkowym zagadnieniem
jest możliwość naprawy we własnym zakresie. Końcowym etapem procesu oceny stanu
technicznego urządzenia jest sporządzenie raportu. Dzięki niemu możliwe jest utrzymanie
rejestru zmian, zaistniałych problemów oraz rozwiązań zastosowanych w czasie eksploatacji
urządzenia. Niezbędne jest również stałe uaktualnianie schematów, aby to narzędzie
diagnostyczne było zawsze precyzyjne. Sporządzone raporty będzie można wykorzystać w razie
wystąpienia podobnych problemów w przyszłości.
Wszystkie
działania
realizowane
w
ramach
oceniania
technicznego
urządzeń
pneumatycznych i elektropneumatycznych muszą być wykonywane zgodnie z zasadami
bezpieczeństwa i higieny pracy oraz ochrony środowiska.
Podczas wykonywania prac związanych z ocenianiem stanu technicznego urządzeń
pneumatycznych należy przestrzegać zasad związanych z bezpieczeństwem.
1. Wszelkie odłączone przewody i wszystkie otwarte złącza należy odpowiednio zabezpieczyć
(zaślepić lub uszczelnić), aby uniknąć zbędnego wycieku powietrza i przedostawania się
zanieczyszczeń do układu.
2. Bardzo niestabilnym elementem w układzie pneumatycznym jest sprężone powietrze.
Dlatego przed rozpoczęciem jakichkolwiek napraw bezwzględnie konieczne jest
zmniejszenie ciśnienia w zbiorniku (w sieci) ewentualnie odcięcie zasilania całego układu
lub poszczególnych podsystemów.
3. Powietrze jest również bardzo ściśliwe, co jest kolejnym powodem, aby zachować
ostrożność przy wykrywaniu i usuwaniu usterek w systemie pneumatycznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4. Wiele systemów pneumatycznych sterowanych jest za pomocą urządzeń elektrycznych
lub elektronicznych. Dlatego też przed podjęciem próby serwisowania lub naprawy
tych elementów należy się upewnić, że zasilanie elektryczne zostało odłączone.
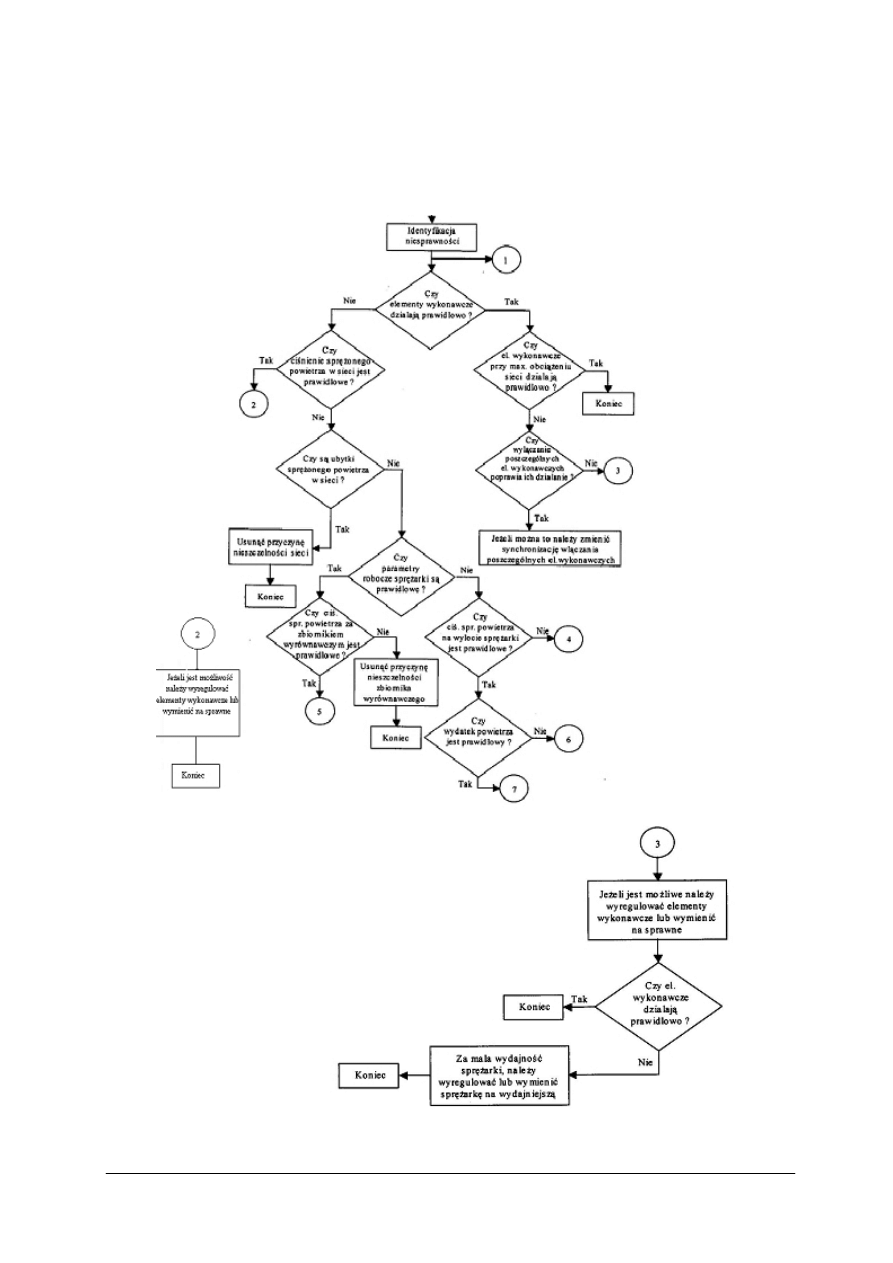
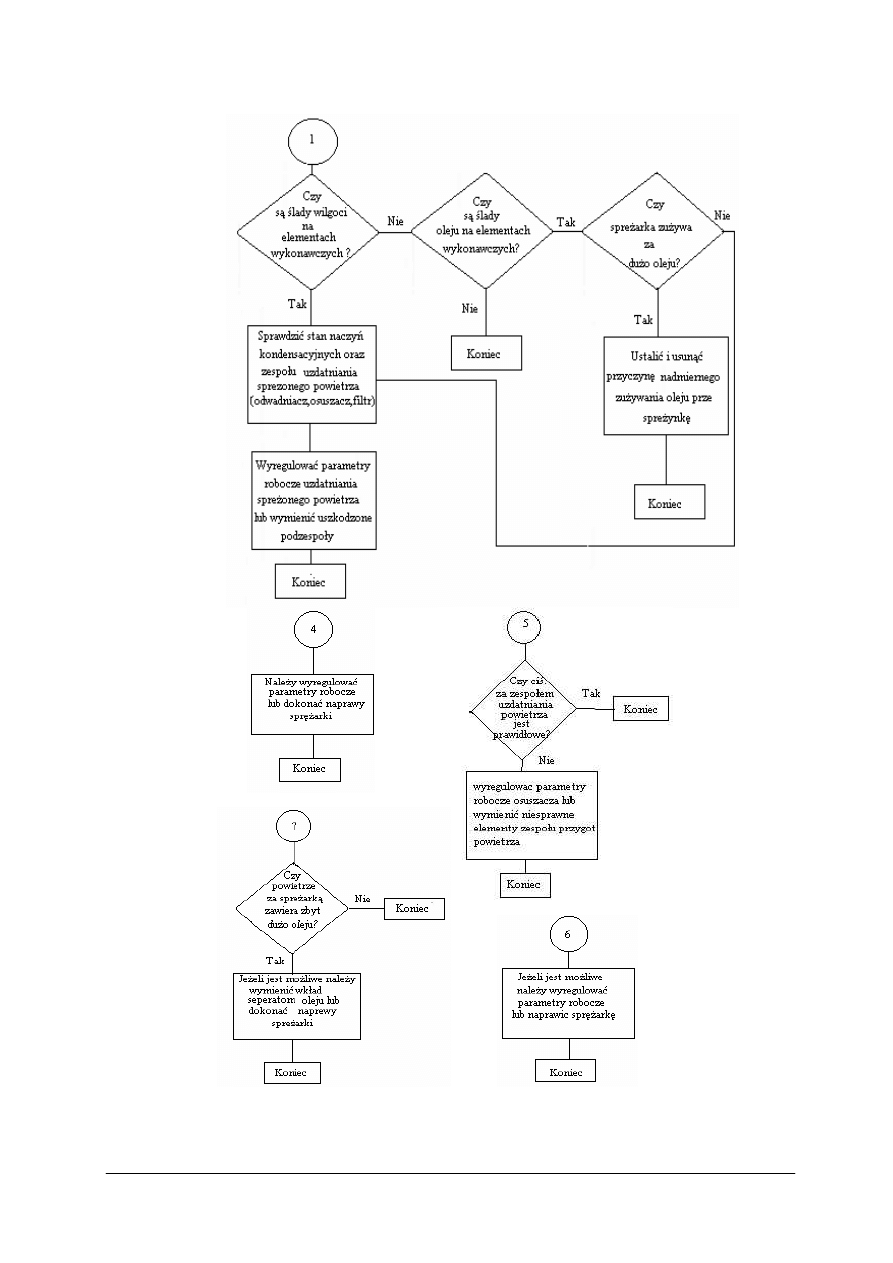
Algorytm diagnozowania instalacji i urządzeń pneumatycznych pokazano na rys. 21, 22.
Rys. 21. Ogólny algorytm diagnozowania instalacji i urządzeń pneumatycznych.[23, s. 867]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 22. Algorytm diagnozowania stacji przygotowania powietrza.[23, s. 868]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie grupy elementów wchodzą w skład urządzenia pneumatycznego?
2. Jakie są metody diagnozowania urządzeń pneumatycznych?
3. Na czym polega kontrola wzrokowa urządzeń pneumatycznych?
4. Na czym polega kontrola słuchowa urządzeń pneumatycznych?
5. Na czym polega kontrola dotykowa urządzeń pneumatycznych?
6. Jakie
są
zasady
oceniania
stanu
technicznego
urządzeń
pneumatycznych
i elektropneumatycznych?
7. Jaki jest cel wyodrębniania podsytsemów w diagnozowanych układach pneumatycznych
i elektropneumatycznych?
8. Jakie są najpoważniejsze zagrożenia dla życia i zdrowia pracowników dokonujących badań
diagnostycznych urządzeń pneumatycznych?
9. Jakie mogą być przyczyny niesprawności siłownika beztłoczyskowego polegającej
na powolnym i nierównomiernym przemieszczaniu się tłoka?
4.3.3. Ćwiczenia
Ćwiczenie1
Określ możliwe przyczyny niesprawności siłownika beztłoczyskowego polegające na silnym
uderzaniu w pokrywy siłownika oraz określ sposób ich usunięcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.3. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi i dokumentacji techniczno – ruchowej (lub
instrukcji obsługi i użytkowania) siłownika beztłoczyskowego,
4) zapisać przyczyny niesprawności w karcie ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa siłownika beztłoczyskowego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 2
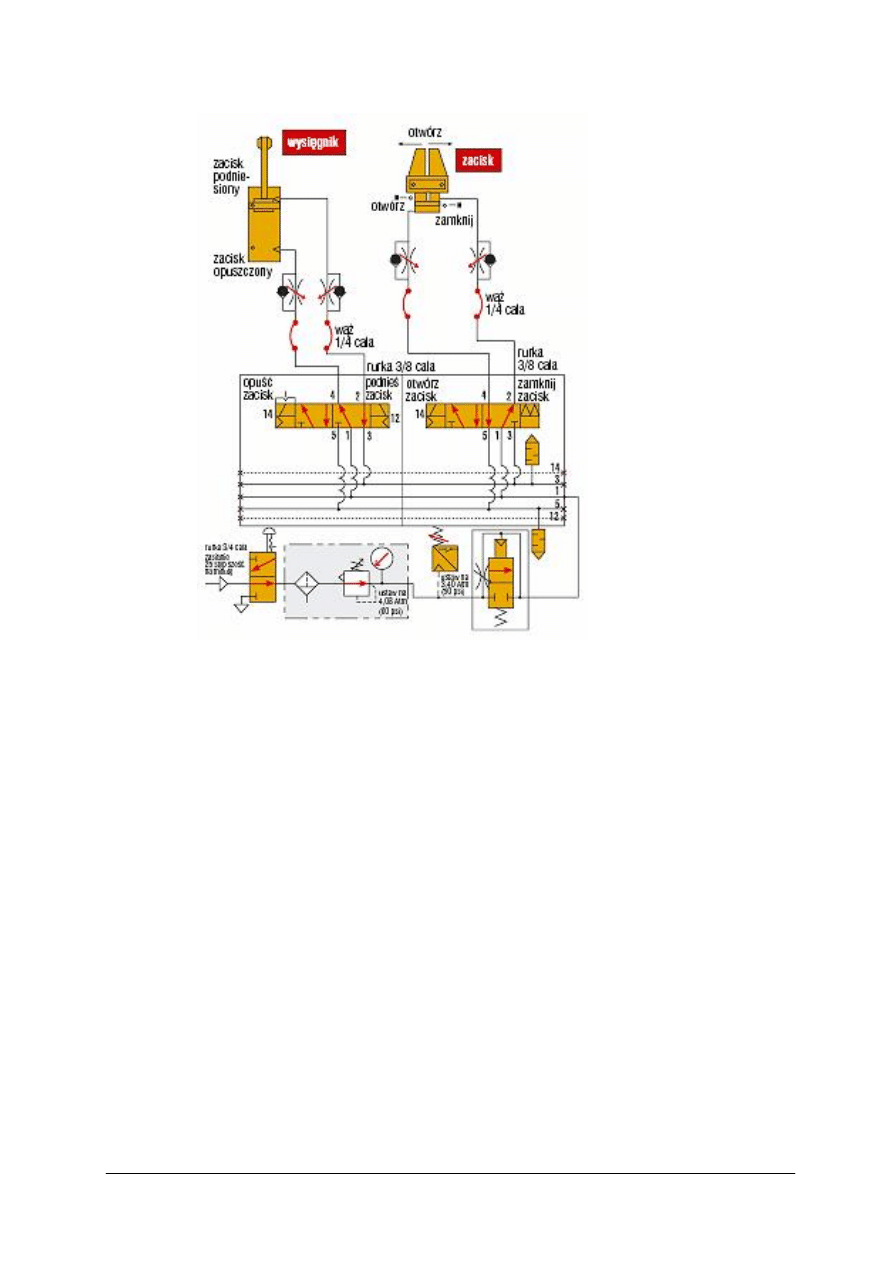
W układzie pneumatycznym, którego schemat zamieszczony jest poniżej, wyodrębnij
podsystemy funkcjonalne. Podaj specyfikację elementów i urządzeń wchodzących w skład
poszczególnych podsystemów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.3. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury,
3) przeanalizować schemat,
4) zapisać w karcie ćwiczenia nazwy podsystemów oraz specyfikację elementów i urządzeń
wchodzących w skład podsystemów.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika dla ucznia,
−
arkusz papieru A4,
−
materiały do pracy metodą przewodniego tekstu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
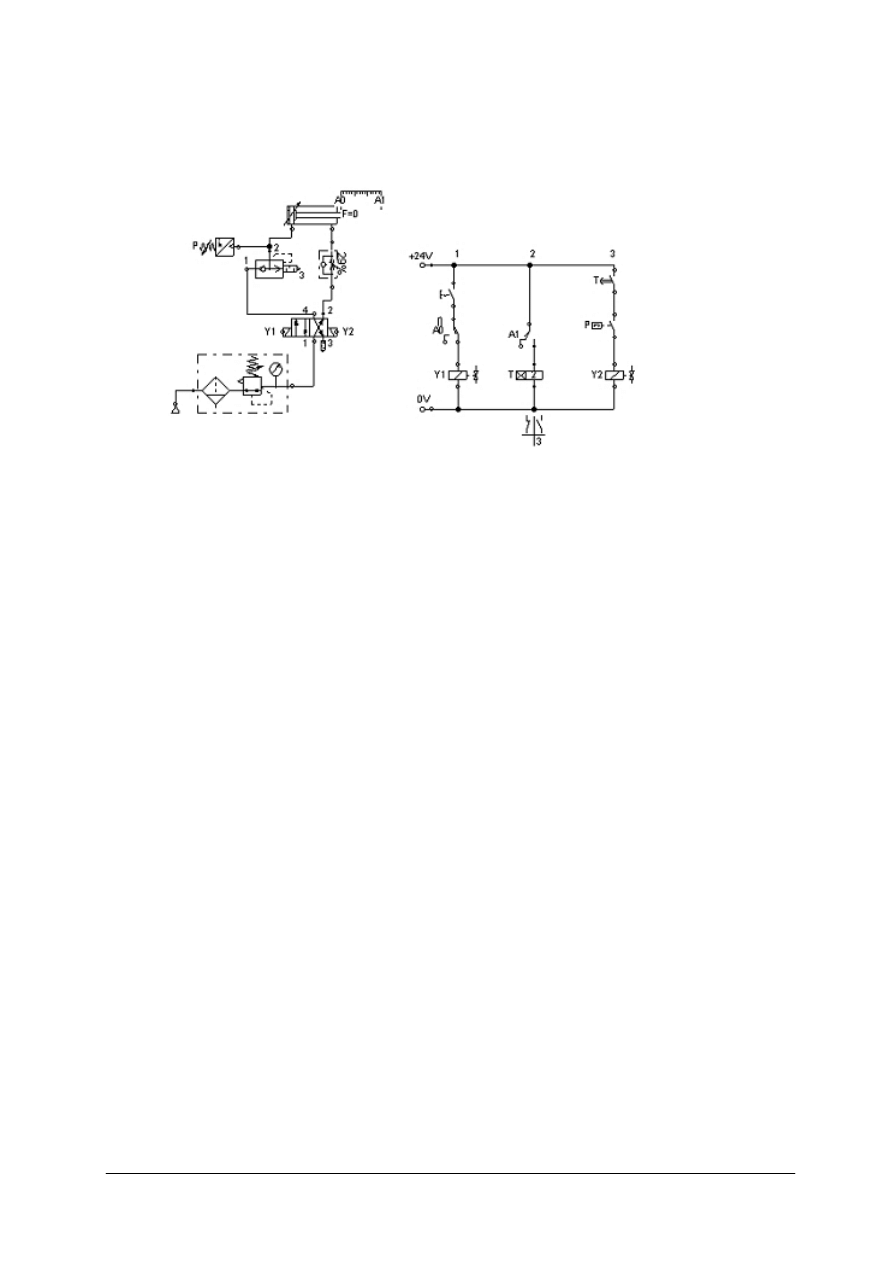
Ćwiczenie 3
Zaproponuj
kolejność
działań
dotyczących
oceny
stanu
technicznego
układu
elektropneumatycznego, którego schemat przedstawiony jest poniżej.
Schemat do ćwiczenia 3.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.3. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury,
3) przeanalizować schemat układu elektropneumatycznego,
4) zapisać na karcie ćwiczenia kolejność działań.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa (lub instrukcja obsługi i użytkowania) siłownika
beztłoczyskowego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić strukturę układów pneumatycznych?
2) wyjaśnić sposób działania układów pneumatycznych
i elektropneumatycznych?
3) scharakteryzować procedurę oceny stanu technicznego układów
pneumatycznych?
4) charakteryzować główne zagrożenia dla zdrowia i życia personelu
dokonującego oceny stanu technicznego układów pneumatycznych?
5) scharakteryzować procesy robocze występujące w czasie pracy
układów pneumatycznych?
6) scharakteryzować procesy towarzyszące występujące w czasie pracy
układów pneumatycznych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4. Ocena stanu technicznego elementów, podzespołów i układów
hydraulicznych
w
urządzeniach
i
systemach
mechatronicznych
4.4.1. Materiał nauczania
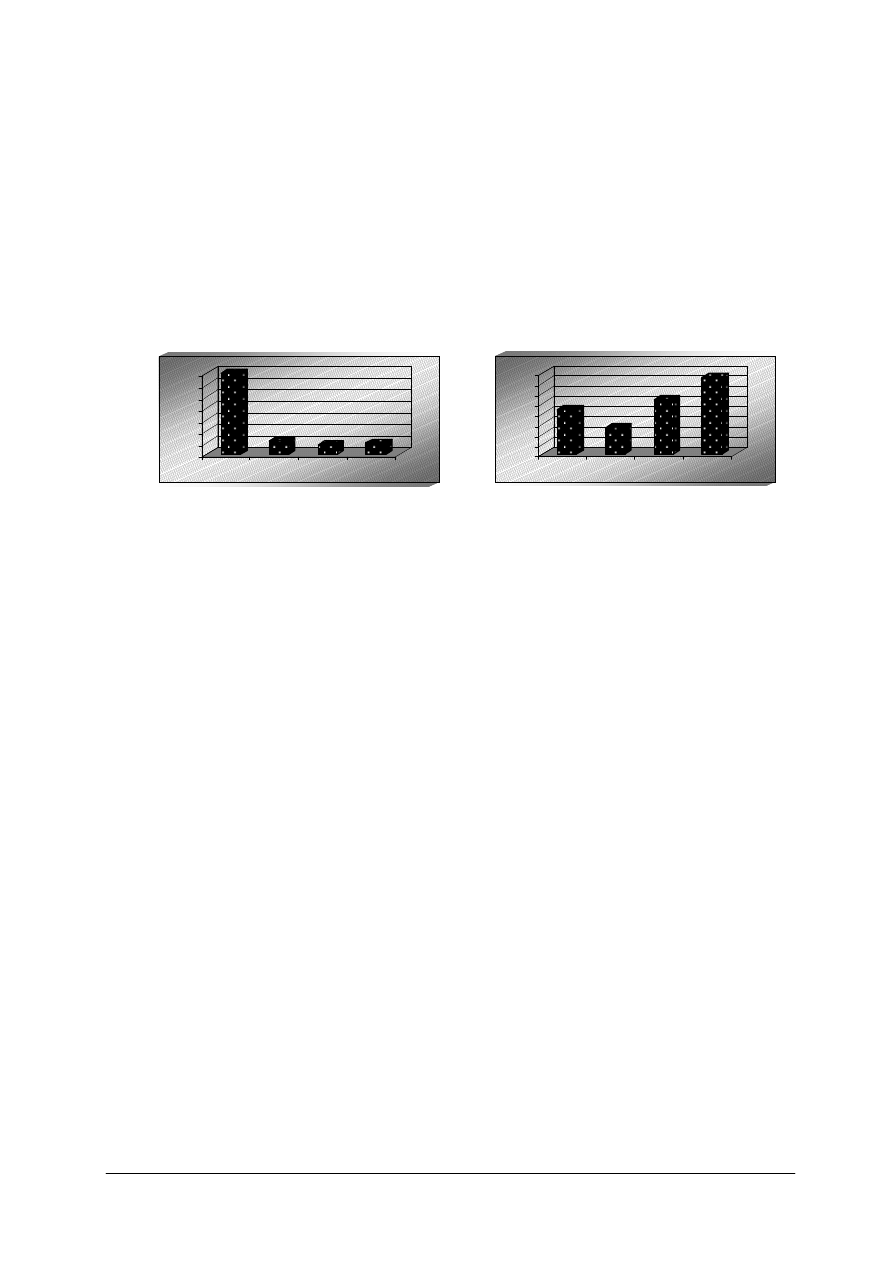
Około 70% niesprawności układów hydraulicznych urządzeń i sytemów mechatronicznych
spowodowana jest zanieczyszczeniem cząstkami stałymi cieczy roboczych. Pozostałymi
przyczynami niesprawności są: przedwczesne zużycie elementów (pomp, zaworów,
rozdzielaczy, przewodów), zmęczenie materiału oraz przeciążenie układu (rys. 23, rys. 24).
Rys. 23. Przyczyny uszkodzeń elementów układów Rys. 24. Udział uszkodzeń elementów
układów hydraulicznych hydraulicznych
1. zanieczyszczenie cieczy roboczej, 1. przewody i połączenia, 2. pompy,
2. zużycie, 3. przeciążenia, 4. inne 3. elementy wykonawcze, 4. elementy
sterujące
Procesy przebiegające w elementach układów hydraulicznych można podzielić na robocze
i towarzyszące. Procesy robocze odnoszą się do parametrów, których zmiana wartości wpływa
na pracę elementów układu hydraulicznego, ale nie zawsze jest to prosta funkcja stanu
technicznego elementów. W napędach hydraulicznych i hydraulicznych układach sterowania
procesem roboczym jest przepływ cieczy roboczej wymuszony na skutek różnicy ciśnień. Ciecz
jest czynnikiem roboczym przenoszącym energię ruchu. Jak wynika ze struktury funkcjonalnej
układów hydraulicznych, urządzeniem zmieniającym dostarczoną przez silnik energię
mechaniczną na energię mechaniczna jest pompa. Natomiast urządzeniem, zmieniającym energię
hydrauliczną dostarczoną przez pompę z powrotem na energię mechaniczną, jest silnik lub,
siłownik hydrauliczny. Regulację przepływu od pompy do silnika lub siłownika umożliwiają
urządzenia sterujące. Rolę pomocniczą spełniają przewody łączące, filtry, zbiorniki, mierniki,
chłodnice, zawory, itp. Parametrami oceny stanu układów hydraulicznych mogą być: ciśnienie
na wejściu i wyjściu elementu hydraulicznego, moc i wydajność pomp, chłonność silnika, moc
silnika (siłownika), siła na tłoczysku siłownika.
Podział procesów fizykochemicznych przedstawiony na rys. 25 i rys. 26 na robocze
(pierwotne) oraz towarzyszące (wtórne) nie wyklucza możliwości innego podziału procesów
przebiegających w elementach układów hydrauliki maszynowej.
Najczęściej spotykaną metodą diagnozowania układów hydraulicznych jest metoda
obserwacji prostej, w której wykorzystywane są zmysły człowieka – wzrok, słuch, dotyk i węch.
Metoda ta wymaga dużego doświadczenia ale jest mało kosztowna. Typowymi parametrami
diagnostycznymi możliwymi do rozpoznania metodą obserwacji prostej są:
1. Kontrola wzrokowa:
a) wskazania przyrządów kontrolno – pomiarowych (termometru, wskaźnika poziomu
cieczy roboczej, manometru, wskaźnika zanieczyszczenia wkładu filtrującego,
obrotomierza, amperomierza itp.) zainstalowanych w układach hydraulicznych,
b) wibracje (drgania, silne jednorazowe wstrząsy, wstrząsy powtarzające się),
c) przecieki zewnętrzne,
d) pienienie się oleju hydraulicznego.
0
5
1 0
1 5
2 0
2 5
3 0
3 5
4 0
1
2
3
4
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
1
2
3
4
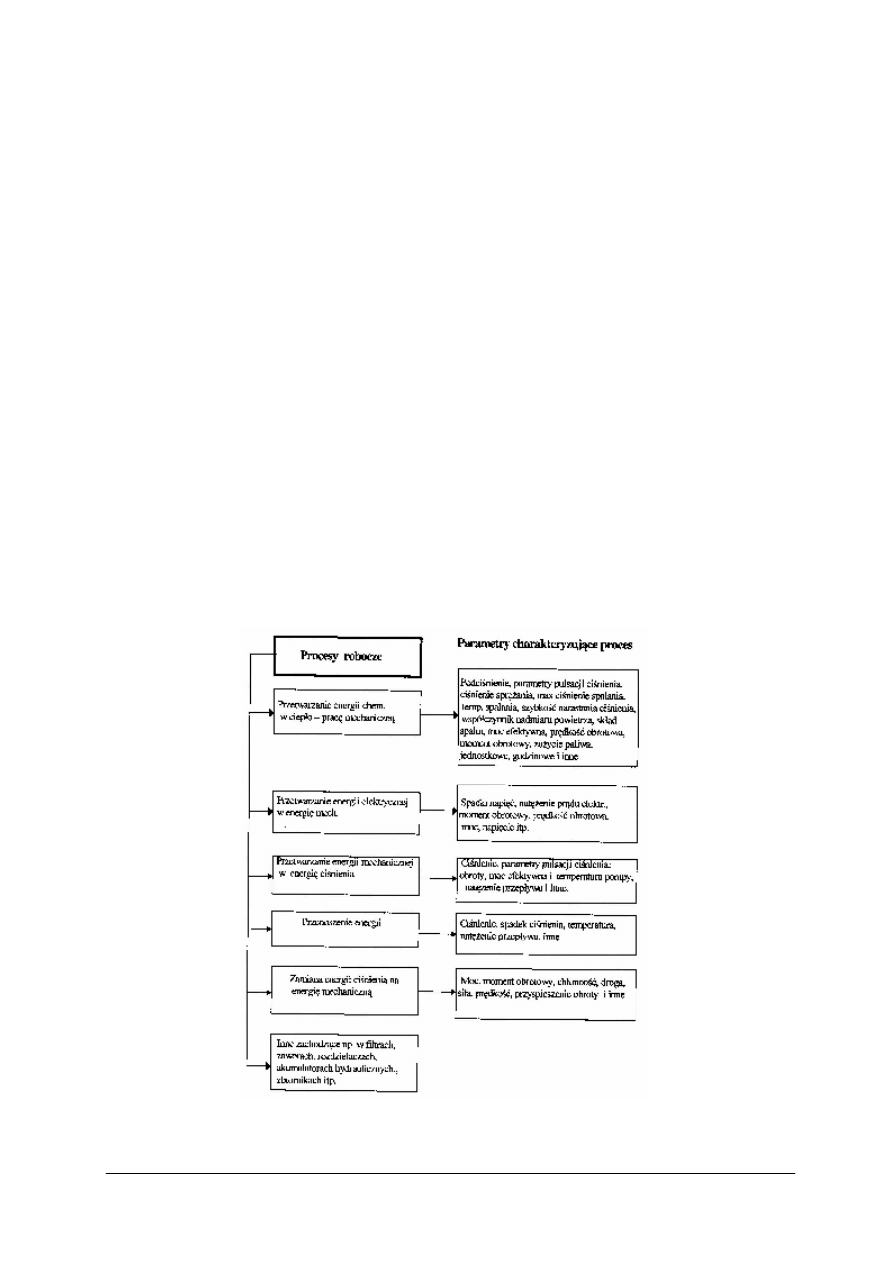
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
2. Kontrola słuchowa:
a) zewnętrzne hałasy mechaniczne,
b) wewnętrzne hałasy mechaniczne,
c) hałas wywołany przepływem cieczy.
3. Kontrola dotykowa:
a) temperatura,
b) wibracje (drgania wywołane przesterowaniem),
c) przecieki.
Metodyka diagnozowania układów hydrauliki urządzeń i systemów mechatronicznych
zależy od wielu czynników, np.:
−
rodzaju elementów sterujących układu – hydraulicznych lub elektrohydraulicznych,
−
zainstalowania w diagnozowanym układzie czujników i przetworników pomiarowych,
−
możliwości (punkty pomiarowe) zamontowania czujników i przetworników pomiarowych
(bez demontowania układu),
−
przetworników pomiarowych,
−
rodzaju i sprawności aparatury diagnostycznej,
−
przygotowania miejsca na gniazda diagnostyczne (wyjścia zainstalowanych końcówek
pomiarowych.
Specyfika diagnozowania układów hydraulicznych polega na tym, że w razie stwierdzenia
niesprawności układu hydraulicznego (np. nieprawidłowości w działaniu elementów roboczych
maszyny roboczej) niezbędną czynnością procesu diagnozowania jest sprawdzenie stanu
poszczególnych elementów składowych.
Najczęstszą przyczyną awarii układów hydraulicznych jest zanieczyszczenie cieczy roboczej
dlatego kontrola jej czystości ma podstawowe znaczenie dla stanu technicznego urządzeń
hydraulicznych.
Rys. 25. Klasyfikacja i opis procesów roboczych zachodzących w układach hydraulicznych.
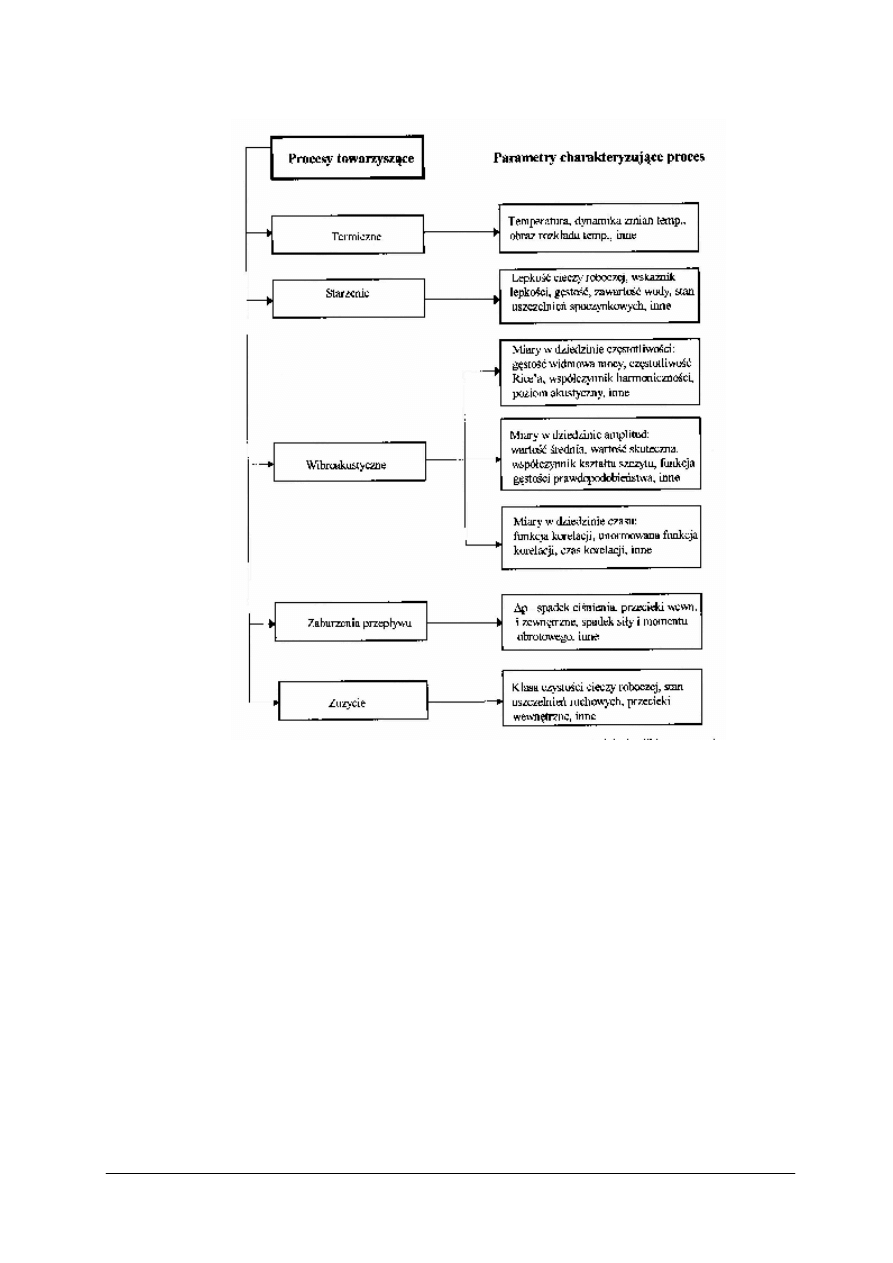
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 26. Klasyfikacja i opis procesów towarzyszących zachodzących w układach hydrauliki maszynowej.
Przykład oceny stanu technicznego elementów hydraulicznych
Rozpraszaniu energii w elementach i układach hydraulicznych towarzyszy odpowiedni
przyrost temperatury cieczy roboczej.
Stan badanego elementu określają parametry techniczne, tj. ciśnienie i temperatura na
wejściu i wyjściu elementu. Podczas dławienia przepływu w zaworze istnieje ścisła relacja
pomiędzy spadkiem ciśnienia i przyrostem temperatury, zatem można wykorzystać to zjawisko
do diagnozowania oceny stanu technicznego zaworów przelewowych i bezpieczeństwa,
zaworów redukcyjnych, zaworów różnicowych, zaworów proporcjonalnych. Ciepło strat,
wywołane tarciem i przeciekami, przejmowane jest przez przepływający czynnik roboczy,
powodując odpowiedni przyrost temperatury czynnika.
Na rys.27 przedstawiono przykład struktury układu pomiarowego umożliwiającego ocenę
stanu technicznego zaworu przelewowego (p
1
, p
2
– manometry, T
1
, T
2
– termometry).
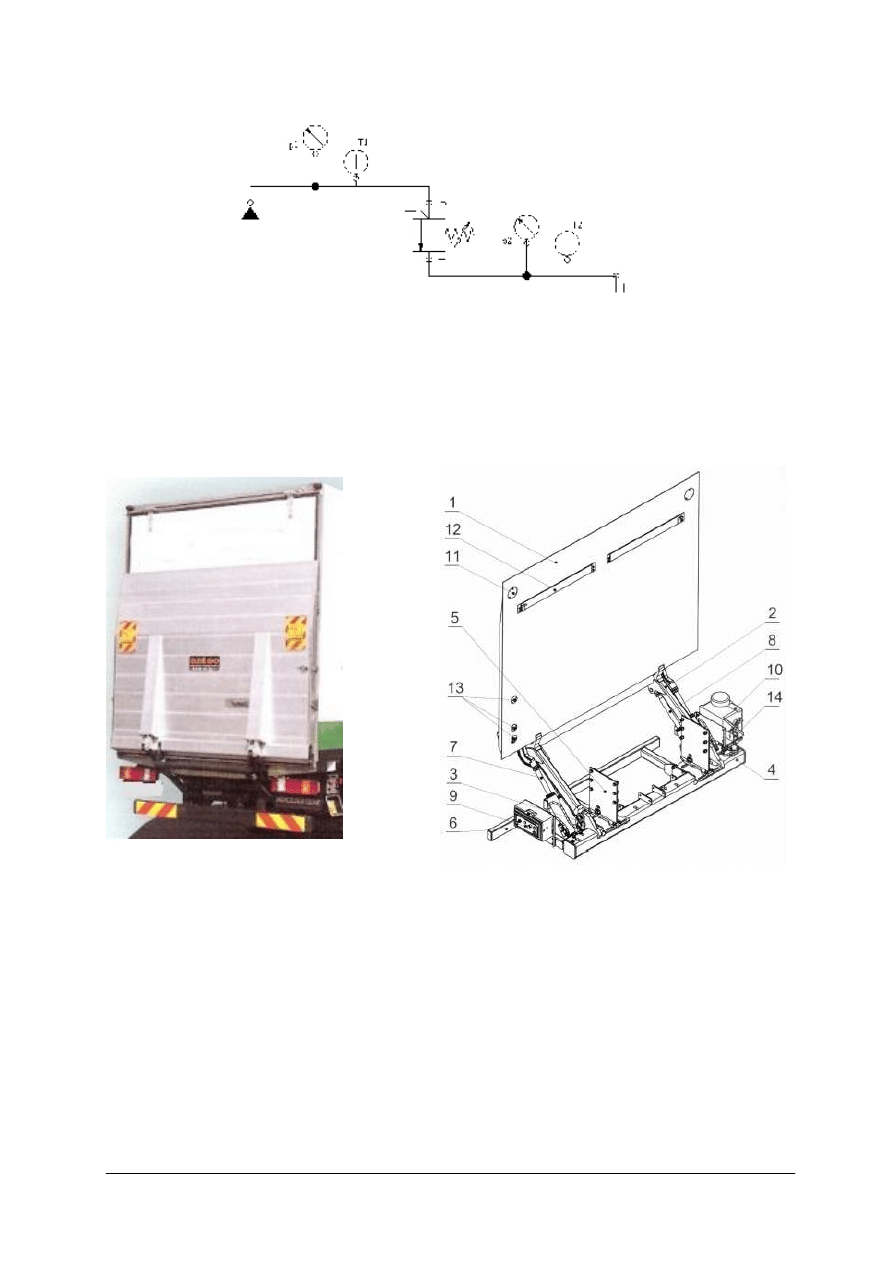
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 27.Schemat układu pomiarowego dla oceny stanu zaworu przelewowego.
Platforma załadowcza
Platformy załadowcze montuje się na samochodach dostawczych, ciężarowych, naczepach
oraz przyczepach (rys. 28, 29). Stosuje się je w celu załadunku i rozładunku przewożonych
towarów. Montowane są z tyłu zabudowy, w zależności od potrzeb, w zastępstwie drzwi tylnych
lub za nimi.
Rys. 28. Platforma załadowcza [1] Rys. 29. Elementy składowe platformy załadowczej.[1]
1. podest, 2. ramię, 3. wieszak, 4. belka, 5. płetwa mocująca,
6. zderzak, 7. siłownik zamykający, 8. siłownik podnoszący,
9. sterownik, 10. agregat hydrauliczny, 11. lampy
ostrzegawcze, 12. rollstop, 13.sterowanie nożne,
14. obudowa bezpiecznika.
Układ hydrauliczny (rys. 30).
W skład układu hydraulicznego wchodzi: agregat hydrauliczny z pompą zębatą napędzaną
silnikiem elektrycznym, stalowa armatura hydrauliczna, przewody elastyczne, siłowniki
z zaworami. Podnoszenie platformy odbywa się poprzez tłoczenie oleju od pompy
do siłowników podnoszących, a opuszczanie następuje w sposób grawitacyjny z wytłaczaniem
oleju przez zawór dławiący do zbiornika. Do sterowania pracą siłowników platformy
załadowczej służą elektrozawory zamontowane na nich. Na każdym siłowniku zamontowany jest
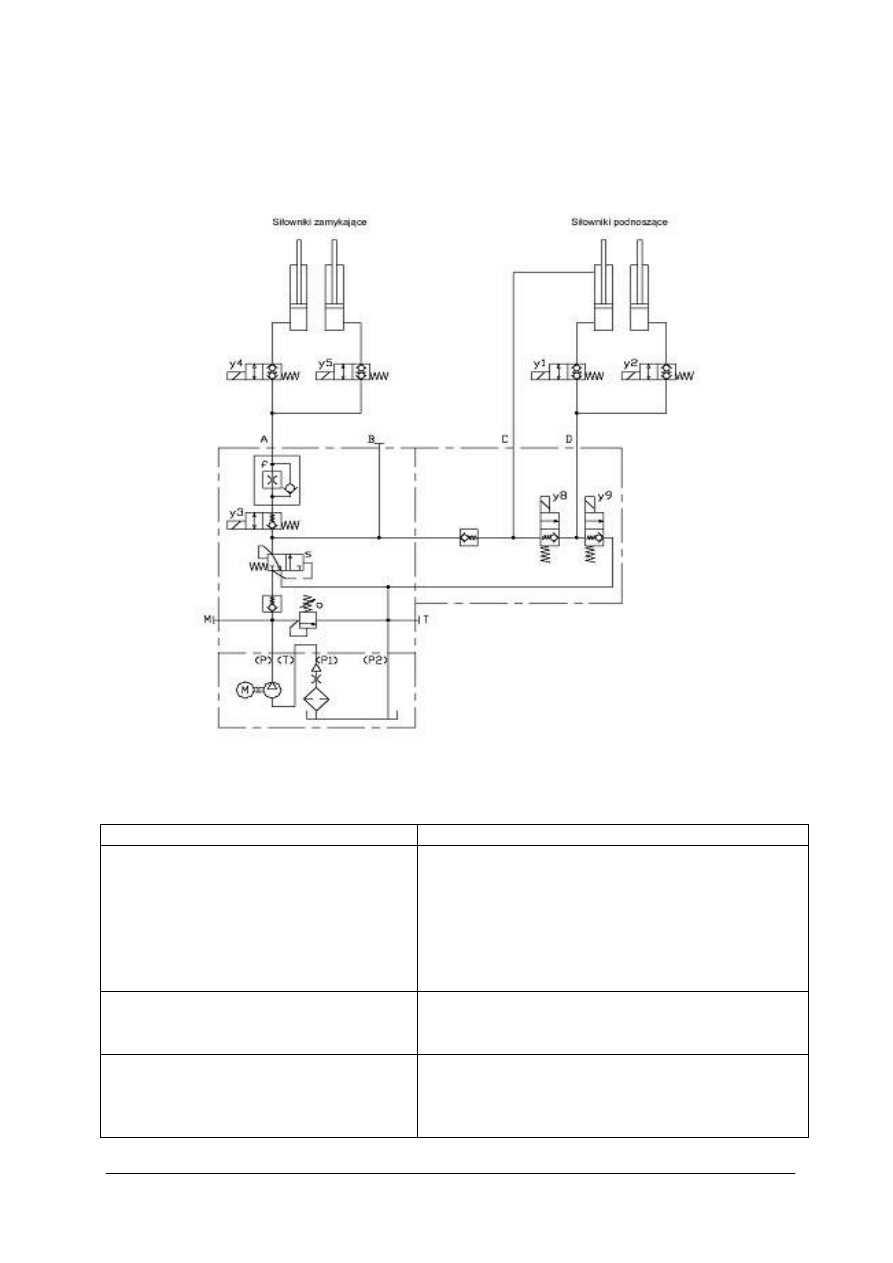
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
także zawór bezpieczeństwa zamykający wypływ oleju w przypadku pęknięcia przewodu
elastycznego. Zadaniem siłowników zamykających jest przemieszczanie podestu do położenia
transportowego (pionowego) oraz poziome ustawienie podestu w czasie jego użytkowania.
Typowe objawy i przyczyny niesprawności platformy załadowczej przedstawione są
w tabeli 6.
Rys. 30. Schemat układu hydraulicznego platformy załadowczej. [1]
Tabela 6. Objawy i przyczyny niesprawności platformy załadowczej. [1]
Objaw niesprawności
Przyczyna
Silnik pompy nie pracuje.
1. Rozładowane akumulatory.
2. Uszkodzony przekaźnik.
3. Uszkodzony bezpiecznik.
4. Niewłaściwy kontakt zacisków akumulatora.
5. Przerwanie przewodu.
6. Uszkodzenie silnika.
Silnik pompy pracuje zbyt wolno.
1. Rozładowany akumulator.
2. Zużyte szczotki węglowe w silniku.
3. Uszkodzony silnik.
Silnik pompy pracuje, platforma nie
podnosi się.
1. Brak oleju.
2. Niewłaściwie wyregulowany zawór ciśnieniowy.
3.Uszkodzone sprzęgło silnika i pompy.
4.Uszkodzona pompa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Silnik pompy pracuje, platforma nie
zamyka się.
1. Za mało/brak oleju.
2. Niewłaściwie wyregulowana wartość ciśnienia.
3. Zanieczyszczony zawór.
4. Uszkodzona cewka.
5. Uszkodzenie przewodu elektrycznego
prowadzącego od zaworu.
6. Uszkodzony joystick sterujący – funkcja
"zamykanie".
Platforma opada zbyt szybko.
1. Dławik niewłaściwie ustawiony.
Platforma otwiera się zbyt wolno.
1. Uszkodzony zawór odciążający lub zawór
zwrotny.
2. Przeciek w cylindrze, przetworniku ciśnienia,
wężach lub w przewodach.
Platforma nie opuszcza się lub opuszcza
się zbyt wolno.
1. Dławik ustawiony niewłaściwie.
2. Zatkany dławik.
3. Zbyt gęsty olej.
4. Uszkodzona cewka zaworu odciążającego.
5. Zbyt mocno dokręcony zawór zabezpieczający
przed pęknięciem węży.
6. Uszkodzony przełącznik.
7. Uszkodzony zawór zabezpieczający przed
pęknięciem węży.
Platforma przechyla się zbyt wolno.
1. Siłownik zamykający przecieka wewnętrznie.
2. Przecieki w wężach.
3. Zawór 3/2 przecieka wraz z zaworem zwrotnym
lub/i razem z zaworem odciążającym.
4. Przetwornik ciśnienia przecieka.
Platforma nie przechodzi lub przechodzi
zbyt wolno w położenie przechylone.
1. Tarcie działające na trzpienie lub tuleję
łożyskową.
2. Uszkodzony przetwornik ciśnienia.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki wpływ na sprawność urządzeń hydraulicznych ma zanieczyszczenie cieczy roboczej?
2. Jakie są parametry oceny stanu urządzeń hydraulicznych?
3. Na czym polega rozpoznanie stanu technicznego urządzeń hydraulicznych metodą
obserwacji prostej?
4. Jaki jest zakres kontroli wzrokowej urządzeń hydraulicznych?
5. Jakie parametry charakteryzują procesy termiczne zachodzące podczas pracy urządzeń
hydraulicznych?
6. Symptomem jakiej niesprawności układu hydraulicznego może być zanieczyszczenie cieczy
roboczej opiłkami metalu?
7. Na czym polega diagnozowanie cieczy roboczej układów hydraulicznych?
8. Z jaką niesprawnością zaworu przelewowego wiąże się wzrost temperatury cieczy roboczej
i nadmierny spadek ciśnienia na zaworze przelewowym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.4.3. Ćwiczenia
Ćwiczenie 1
Jednym z etapów diagnozowania układu hydraulicznego jest sprawdzenie stopnia
zanieczyszczenia filtra cieczy roboczej. Dobierz przyrząd umożliwiający wykonanie tego
sprawdzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.4. Poradnika dla ucznia,
2) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi w dokumentacji techniczno – ruchowej
(lub instrukcji obsługi i użytkowania) filtra cieczy roboczej,
4) dobrać właściwy przyrząd pomiarowy korzystając z katalogu urządzeń pomiarowych
stosowanych do diagnostyki układów hydraulicznych,
5) zapisać w karcie sprawozdania z ćwiczenia nazwę oraz parametry przyrządu pomiarowego.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika dla ucznia,
−
dokumentacja techniczno – ruchowa (lub instrukcja obsługi i użytkowania) filtra cieczy
roboczej,
−
papier formatu A4,
−
materiały do pracy metodą przewodniego tekstu,
−
katalogi urządzeń pomiarowych stosowanych do diagnostyki układów hydraulicznych.
Ćwiczenie 2
W czasie oceniania stanu technicznego układu hydraulicznego stwierdzono, że prędkość
ruchu tłoczyska siłownika dwustronnego działania jest mniejsza od wartości znamionowej,
a ciśnienie zasilania siłownika jest prawidłowe. Określ rodzaj niesprawności sygnalizowanej
przez te symptomy oraz sposób postępowania w celu jej usunięcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.4. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się ze informacjami zawartymi w dokumentacji techniczno–ruchowej
(lub instrukcji obsługi i użytkowania) siłownika,
4) zapisać rezultaty pracy w sprawozdaniu z ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa (lub instrukcja obsługi i użytkowania) siłownika,
−
papier formatu A4,
−
materiały do pracy metodą przewodniego tekstu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić strukturę układów hydraulicznych?
2) wyjaśnić sposób działania układów hydraulicznych
i elektrohydraulicznych?
3) scharakteryzować procedurę oceny stanu technicznego układów
hydraulicznych?
4) scharakteryzować główne zagrożenia dla zdrowia i życia personelu
oceniającego
stan
techniczny
układów
hydraulicznych
i elektrohydraulicznych?
5) scharakteryzować procesy robocze występujące w czasie pracy
układów hydraulicznych i elektrohydraulicznych?
6) scharakteryzować procesy towarzyszące występujące w czasie pracy
układów hydraulicznych i elektrohydraulicznych?
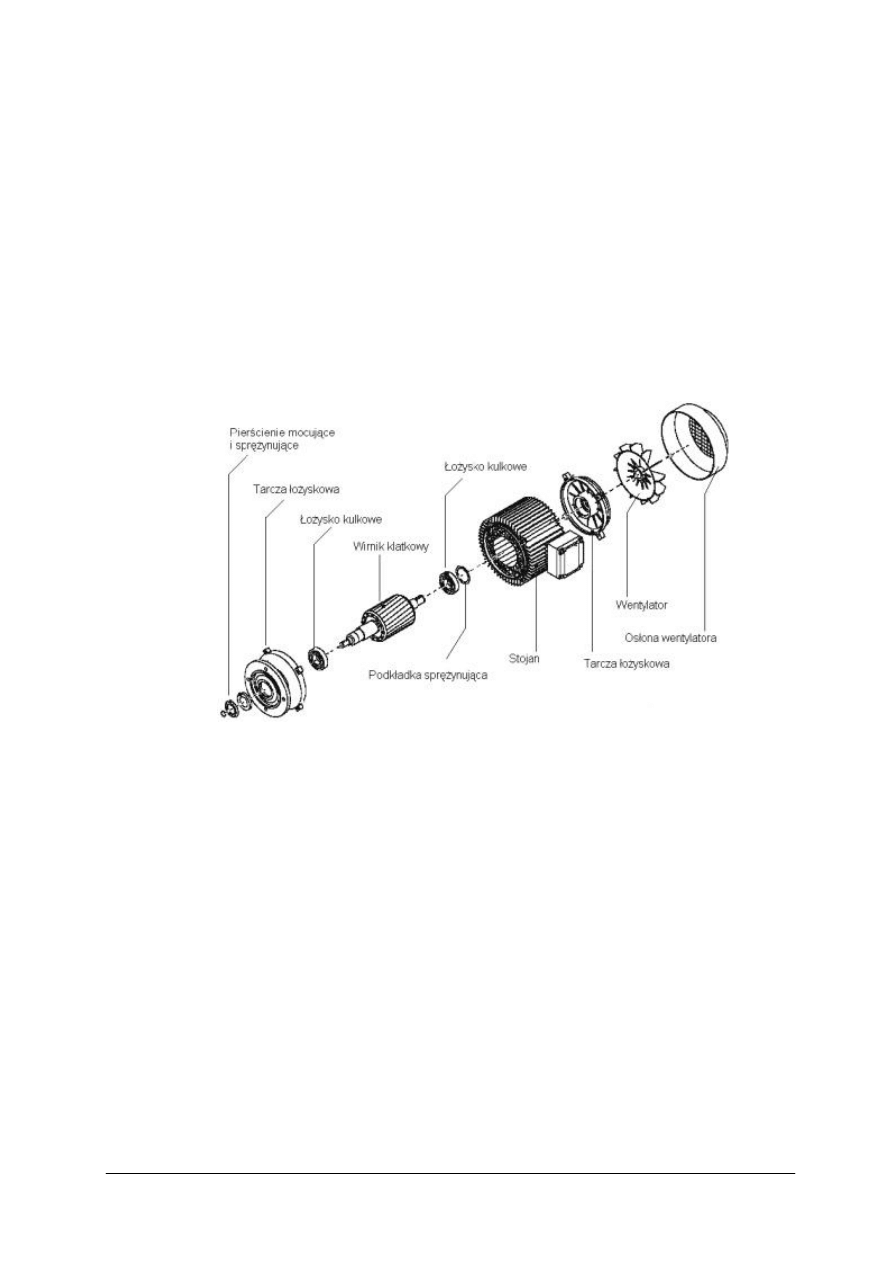
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
4.5. Ocena stanu technicznego elementów, podzespołów i układów
elektrycznych w urządzeniach i systemach mechatronicznych
4.5.1. Materiał nauczania
Silnik indukcyjny
Maszyny indukcyjne są maszynami prądu przemiennego. Następuje w nich przetwarzanie
energii elektrycznej w energię mechaniczną (praca silnikowa maszyny) lub energii mechanicznej
w elektryczną (praca generatorowa maszyny). Maszyny indukcyjne mają prostą budowę
i w związku z tym charakteryzują się dużą niezawodnością, łatwością obsługi oraz małym
kosztem. Z tych powodów są one szeroko stosowane w różnych dziedzinach techniki, głównie
jako silniki, rzadziej jako prądnice.
Rys. 31. Budowa silnika klatkowego małej mocy. [10, s. 13]
Budowa silnika klatkowego. (rys. 31).
Cylindryczny rdzeń wirnika umieszczony jest wewnątrz rdzenia stojana. Między nimi
występuje
szczelina
powietrzna.
Wirnik
silnika
indukcyjnego
jest
umieszczony
na ułożyskowanym wale, razem z wentylatorem chłodzącym. W przypadku silników klatkowych
mniejszych mocy wentylator często wykonywany jest jako jeden odlew razem z klatką wirnika.
Na rysunku 32 przestawiony jest widok wewnętrzny klasycznego trójfazowego silnika
klatkowego. W tylnej jego części widoczny jest wentylator wykonany razem z klatką jako jeden
odlew. Użebrowanie kadłuba silnika poprawia skuteczność chłodzenia i pomaga
w odprowadzaniu ciepła (większa powierzchnia oddająca ciepło).
Wybrane zakłócenia w pracy i uszkodzenia silników indukcyjnych trójfazowych
przedstawiono w tabeli 7.
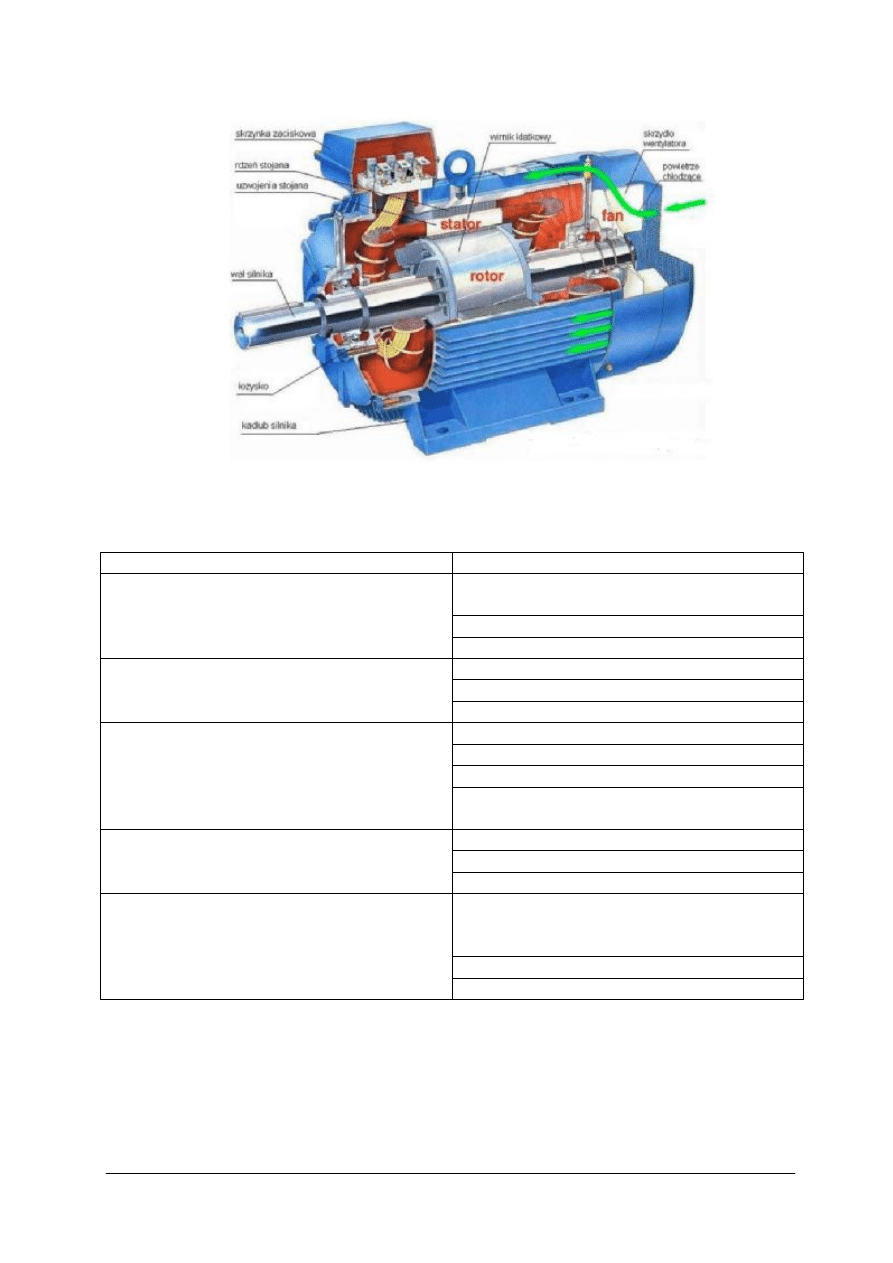
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 32. Widok wewnętrzny silnika klatkowego. [10,s. 14]
Tabela 7. Wybrane zakłócenia w pracy i uszkodzenia silników indukcyjnych trójfazowych.
Objawy uszkodzenia
Możliwe przyczyny
Uszkodzenie w linii zasilającej,
brak napięcia w jednej fazie
Zbyt niskie napięcie na zaciskach
Silnik nie rusza po przyłączeniu do sieci
Brak styku na zaciskach
Ocieranie wirnika o stojan
Ocieranie wentylatora o osłonę wentylacyjną
Nadmierne hałasy silnika podczas pracy
Praca silnika na dwóch fazach
Przeciążenie
Utrudnione chłodzenie
Zbyt niskie napięcie zasilające
Nadmierne grzanie się silnika podczas pracy
W czasie pracy wystąpiła przerwa
w jednej fazie
Przeciążenie
Zbyt niskie napięcie sieci
Nadmierne nagrzewanie się wirnika
Pogorszenie wentylacji
zbyt słaby (powodujący iskrzenie)
Lub zbyt silny (powodujący tarcie) nacisk
szczotek na pierścienie
Zły stan powierzchni pierścieni
Nadmierne nagrzewanie pierścieni, szczotek
Zużycie styków mechanizmu zwierającego
Kurtyna optoelektroniczna
Zasada działania kurtyny optoelektronicznej
Kurtyna składa się z modułu nadajnika i modułu odbiornika (rys. 33). Pomiędzy nimi
znajduje się strefa wykrywania, którą określa się za pomocą dwóch parametrów: wysokości
i szerokości pola wykrywania. Wysokość strefy wykrywania zależy od wykonania (wielkości)
kurtyny. Górna i dolna granica strefy zaznaczona jest na profilach. Szerokość to odległość
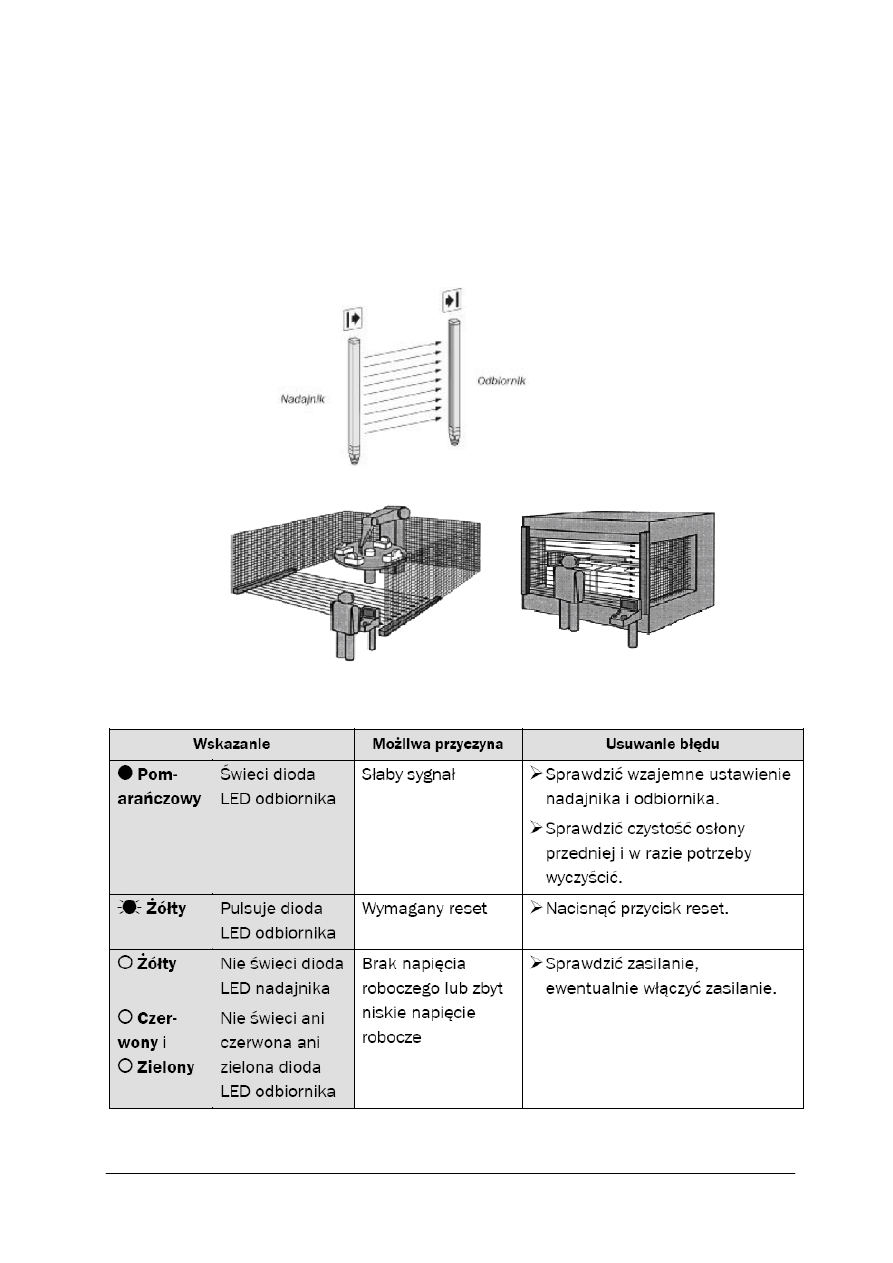
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
od nadajnika do odbiornika. Nadajnik i odbiornik synchronizują się automatycznie na zasadzie
optycznej. Połączenie elektryczne między tymi dwoma elementami nie jest wymagane.
Wszystkie optyczne i elektryczne elementy zabudowane są w wąskim i równocześnie sztywnym
profilu. Strefą wykrywania jest odległość jaką pokonuje strumień świetlny od nadajnika
do odbiornika. Kurtyny optoelektroniczne najczęściej stosowane są do zabezpieczania strefy
roboczej maszyn przed ingerencją człowieka lub przedmiotów (rys. 34). Ocenianie stanu
technicznego kurtyny optoelektronicznej odbywa się za pomocą panelu diagnostycznego
stanowiącego integralną część kurtyny (tabela 8).
Rys. 33. Zasada działania kurtyny optoelektronicznej. [7]
Rys. 34. Przykłady zastosowania kurtyny optoelektroniczej.[7]
Tabela 8. Diagnozowanie stanu kurtyny optoelektronicznej za pomocą wyświetlacza diodowego.[7]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega praca silnikowa maszyny indukcyjnej?
2. Jakie są zalety maszyn indukcyjnych?
3. Jak jest zbudowany silnik indukcyjny klatkowy?
4. Co może być przyczyną nadmiernej hałaśliwości silnika indukcyjnego podczas jego pracy?
5. Jakie jest przeznaczenie kurtyny optoelektronicznej?
6. Jakie mogą być najczęstsze przyczyny niesprawności kurtyny optoelektronicznej?
4.5.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj procesy robocze i towarzyszące silnika indukcyjnego klatkowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.1. oraz 4.5 Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno – ruchową silnika indukcyjnego klatkowego,
3) zapisać procesy robocze i towarzyszące w karcie sprawozdania z ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa silnika indukcyjnego klatkowego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 2
W czasie eksploatacji silnika indukcyjnego trójfazowego stwierdzono nadmierne hałasy
powstające w czasie jego pracy. Określ możliwe przyczyny tej niesprawności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale oraz 4.5 Poradnika dla ucznia,
2) zapoznać się z dokumentacją techniczno–ruchową silnika indukcyjnego trójfazowego,
3) zapisać przyczyny niesprawności w karcie sprawozdania z ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa silnika indukcyjnego klatkowego,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 3
Po odkręceniu zaworu wody ciepłej baterii umywalkowej zasilanej z elektrycznego
przepływowego ogrzewacza wody okazało się, że wypływa zimna woda i lampka kontrolna
ogrzewacza nie świeci się. Określ możliwe przyczyny tej niesprawności elektrycznego
przepływowego ogrzewacza wody.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z budową oraz zasadą działania przepływowego elektrycznego ogrzewacza
wody,
2) zapoznać się z instrukcją użytkowania i obsługi przepływowego elektrycznego ogrzewacza
wody,
3) zapisać przyczyny niesprawności w karcie sprawozdania z ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
instrukcja użytkowania i obsługi przepływowego elektrycznego ogrzewacza wody,
−
arkusz papieru formatu A4,
−
materiały do pracy metodą przewodniego tekstu.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić sposób działania silnika indukcyjnego klatkowego?
2) scharakteryzować procesy robocze silników indukcyjnych
trójfazowych?
3) scharakteryzować główne przyczyny niesprawności działania
silników indukcyjnych?
4) wyjaśnić przeznaczenie kurtyny optoelektronicznej?
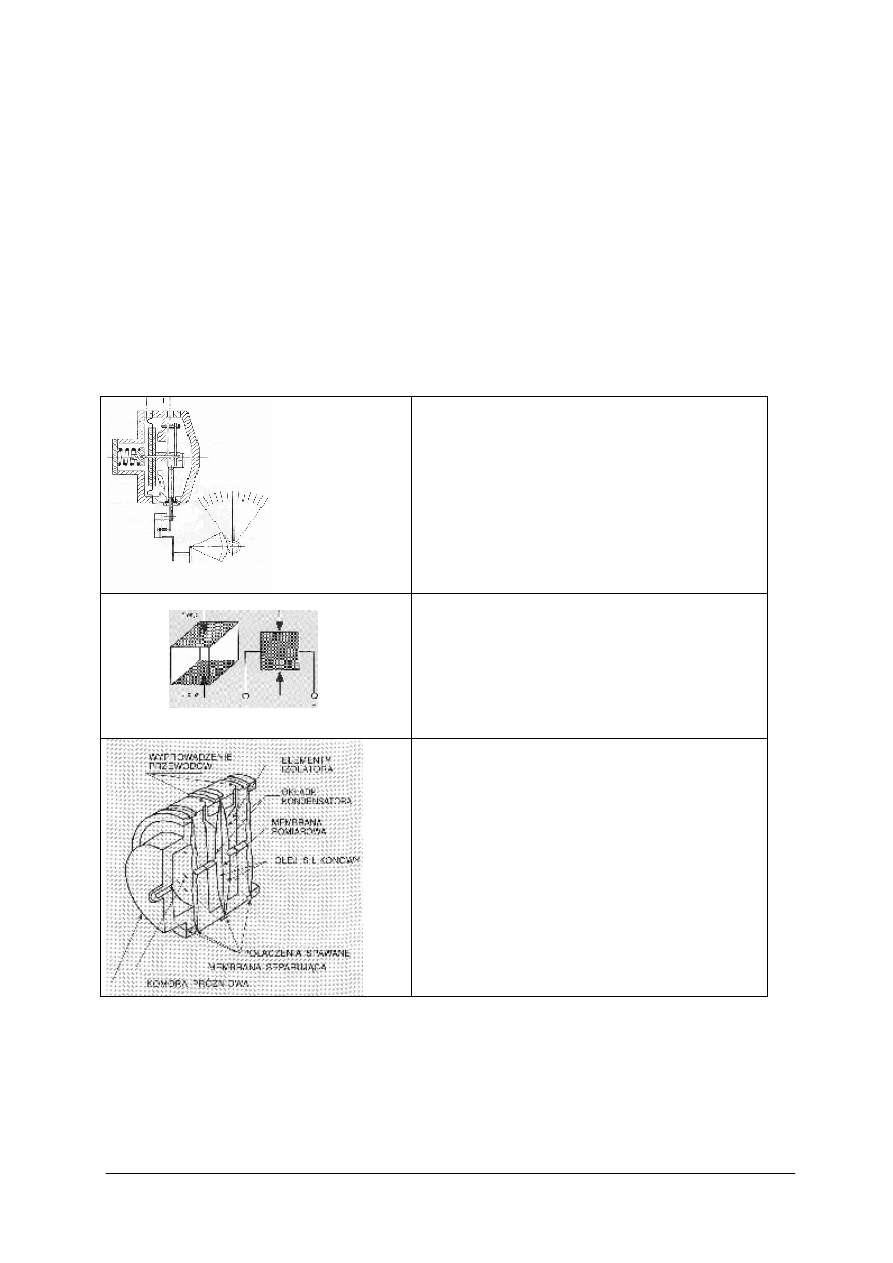
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.6. Pomiary w ocenie stanu technicznego urządzeń i systemów
mechatronicznych
4.6.1. Materiał nauczania
Ważnym źródłem informacji o stanie urządzeń i systemów mechatronicznych, które są
niezbędne do przeprowadzenia oceny stanu technicznego, są pomiary wartości parametrów
stanu. Mierzone są wartości parametrów roboczych oraz towarzyszących. Ze względu na dużą
różnorodność parametrów przedstawione zostały urządzenia oraz zasady wybranych pomiarów,
najczęściej spotykanych wielkości (tabela 9).
Tabela 9. Zasady działania wybranych przyrządów pomiarowych do pomiarów diagnostycznych elementów
i podzespołów urządzeń i systemów mechatronicznych
Manometry sprężyste wykorzystują zasadę
odkształcenia elementu sprężystego
(np. membrany, rurki Bourdona) w zależności
od działającego ciśnienia. Odkształcenie
elementu sprężystego przekazywane jest za
pomocą zespołu dźwigni do wskazówki.
Czujniki wykorzystujące zjawisko
piezoelektryczne. Jeżeli kryształ kwarcu
poddany będzie działaniu siły F (lub ciśnienia)
to w płaszczyźnie prostopadłej do płaszczyzny
działania siły wytworzy się różnica
potencjałów elektrycznych, która jest
proporcjonalna do wartości siły.
Pojemnościowy przetwornik różnicy ciśnień.
Mierzona różnica ciśnień, działająca poprzez
przepony izolujące powoduje przemieszczenie
membrany pomiarowej, co zmienia jej
pojemność w stosunku do okładek
kondensatora i wytwarza sygnał
proporcjonalny do różnicy ciśnień.
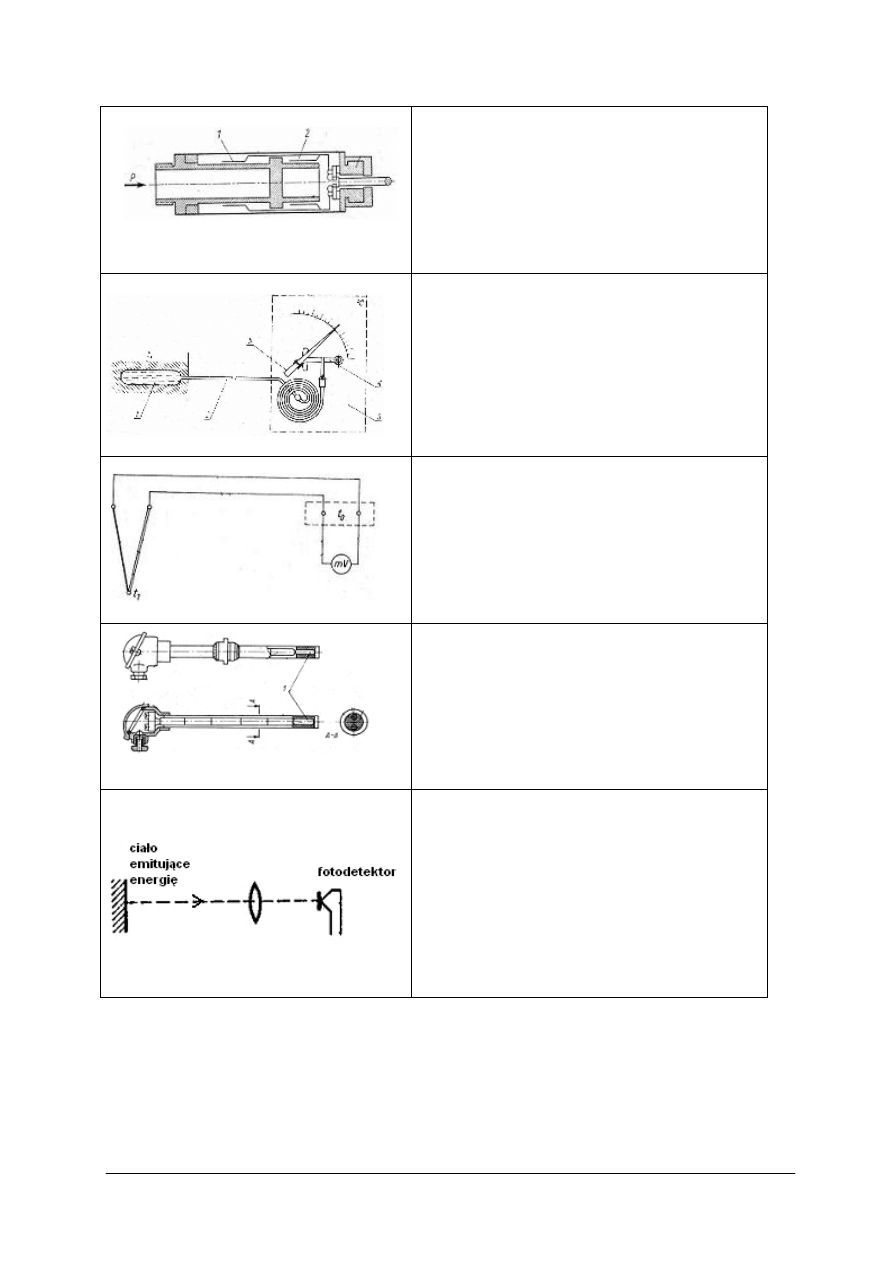
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Przetworniki manometryczne do pomiaru
ciśnień 10 do 2000 bar stanowią tensometry 1
naklejone na ścianie cylindrycznego naczynia,
do którego wnętrza doprowadzone jest
mierzone ciśnienie. Tensometry kompensujące
temperaturę 2 naklejone są na części tulei nie
poddanej działaniu ciśnienia.
W termometrach cieczowych wykorzystana jest
zależność pomiędzy ciśnieniem substancji
zawartej w hermetycznie zamkniętym układzie
czujnika 1 i kapilary 2, a temperaturą t
otoczenia czujnika. Ciśnienie to poprzez układ
dźwigni 4 przekazywane jest do wskazówki 5.
W termometrze termoelektrycznym
wykorzystano zjawisko powstawania prądu
elektrycznego (siły termoelektrycznej)
w zamkniętym obwodzie złożonym
z przewodów o różnych własnościach
termoelektrycznych w zależności od różnicy
temperatur t
1
oraz t
0
.
W termometrach rezystancyjnych
wykorzystano zjawisko zmiany rezystancji
czujnika 1 pod wpływem zmian temperatury
otoczenia.
Pirometry
Każde ciało o temperaturze powyżej zera
absolutnego emituje energię w postaci
promieniowania elektromagnetycznego.
Zmiana temperatury powoduje zmianę
intensywności promieniowania. Energia
emitowana przez ciało, którego temperatura
ma być mierzona jest odbierana przez
fotodetektory (np. fotodiody, fotorezystory)
i przekształcana na standardowy sygnał
elektryczny.
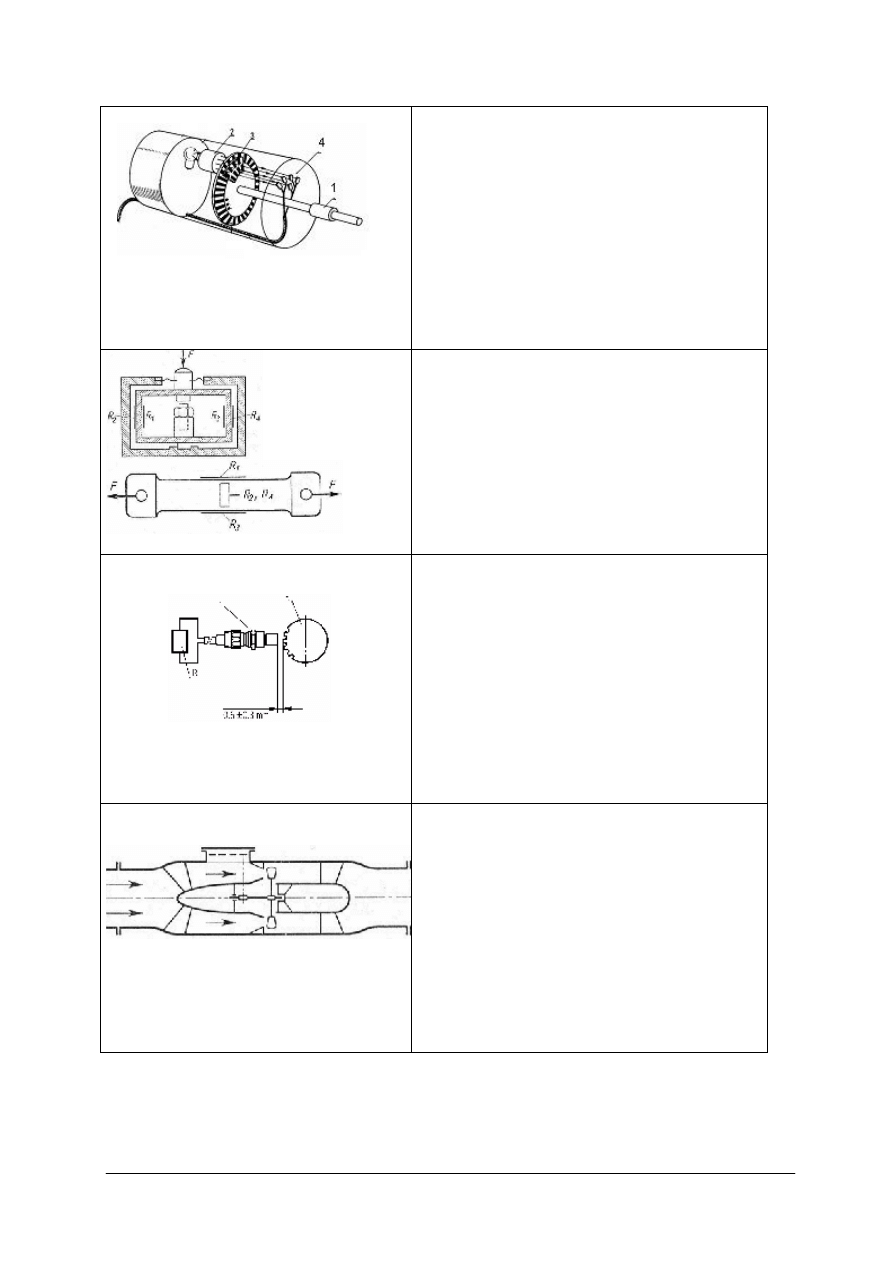
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Fotoelektryczne przetworniki impulsowe mogą
być wykorzystywane do pomiaru
przemieszczenia kątowego (przetwornik
obrotowo – impulsowy) oraz przemieszczenia
liniowego (liniał kreskowy). Tarcza kodowa 3
z naniesionymi kreskami sprzężona jest z
elementem obrotowym 1. W zależności od
położenia tarczy kodowej do detektora 4
docierają impulsy świetlne pochodzące od
nadajnika promieniowania 2.
Tensometryczny przetwornik siły – – siła
mierzona F oddziałuje na element sprężysty
powodując jego odkształcenie sprężyste.
Tensometry R1, R2, R3, R4 służą do pomiaru
odkształceń elementu sprężystego zależnych od
wartości działającej siły.
Zasada działania impulsowych
indukcyjnościowych sensorόw prędkości.
Na elemencie wirującym umieszczona jest
tarcza z naciętymi zębami 2. Impulsowy sensor
indukcyjnościowy 1(sensor indukcyjnościowy
zbliżeniowy) usytuowany jest w niewielkiej
odległości od obwodu tarczy. Poszczegόlne
zęby przemieszczając się w pobliżu
powierzchni czołowej sensora powodują
wzbudzanie impulsόw, ktόrych częstotliwość
jest proporcjonalna do prędkości obrotowej
tarczy.
Przepływomierz turbinowy składa się
z czujnika przepływu (montowanego
w rurociągu) i miernika elektronicznego.
Czujnik przepływu to cylindryczny korpus
z ułożyskowaną wewnątrz osiowo turbiną.
Prędkość obrotowa turbiny jest proporcjonalna
do prędkości przepływu cieczy.
Do zewnętrznej powierzchni korpusu czujnika
przymocowana jest cewka pomiarowa, w której
wytwarzane jest zmienne napięcie
o częstotliwości proporcjonalnej do prędkości
obrotowej turbiny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
W higrometrach rezystancyjnych wykorzystana
jest zasada zmiany rezystancji wilgotnych ciał
higroskopijnych. W układzie higrometru
rezystancyjnego, oprócz rezystora
pomiarowego 2, występuje rezystor
kompensujący temperaturę 3. Dzięki układowi
mostkowemu wartość wilgotności zamieniana
jest na sygnał elektryczny.
Pomiary termowizyjne (rys. 36).
Rys. 36. Sposób pomiaru za pomocą kamery termowizyjnej. [17]
Każde ciało o temperaturze wyższej od zera bezwzględnego jest źródłem promieniowania
w paśmie podczerwieni, a jego intensywność zależy od temperatury, rodzaju materiału i cech
powierzchni ciała. Promieniowanie podczerwone można odebrać za pomocą detektorów
podczerwieni. Wykorzystuje się do tego zjawisko zamiany energii fali na ciepło (takim
detektorem cieplnym jest bolometr) lub zjawisko fotoelektryczne polegające na zmianie
natężenia lub napięcia elementu oświetlonego. Istnieje możliwość pokazania rozkładu
promieniowania na powierzchni. Metoda badawcza polegająca na wizualizacji i rejestracji
rozkładu temperatury na powierzchni obiektów zwana jest obrazowaniem termalnym
lub termowizją. Tworzenie obrazu termowizyjnego (inaczej termogramu) polega na rejestracji
przez kamerę promieniowania emitowanego przez obserwowany obiekt, a następnie
przetworzeniu go na mapę temperatur. Intensywność promieniowania podczerwonego
jest proporcjonalna do jego temperatury. Z reguły, barwami jasnymi oznaczone są powierzchnie
o wysokiej temperaturze, zaś kolorami ciemnymi o temperaturze niskiej.
Termowizja ma szerokie zastosowanie, gdyż m.in.:
−
obrazuje rozkład temperatury na elewacji budynku lub sieci ciepłowniczej i służy do
wykrywania wad izolacji cieplnej budynków lub instalacji cieplnej (rys.37),
−
umożliwia kontrolę jakości przyłączy energetycznych i badanie stanu przewodów
elektrycznych (rys.38),
−
określa rozkład temperatur w piecach i na ich powierzchni oraz określa temperatury podczas
walcowania,
−
badać jakoś układów scalonych, poszukuje uszkodzone elementy w aparaturze
elektronicznej i określa rozpływ ciepła w obwodach drukowanych,
−
badać stan łożysk i innych ciernych elementów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Rys. 37. Termogram budynku mieszkalnego. [17] Rys. 38.Termogram i zdjęcie fotograficzne instalacji
elektrycznej. Kolor żółty wskazuje wadliwy element. [17]
Systemy wizyjne
Rys. 39. Sposób działania systemu wizyjnego [20]
Poprzez kamerę układ pobiera obraz, który jest przesyłany do systemu przetwarzania
i analizy obrazów gdzie następuje pięć etapów analizy obrazu i porównanie z obrazem
w pamięci robota. Następnie system wizyjny wysyła instrukcje do sterownika robota (rys.39).
Obraz jest pobierany ze środowiska za pomocą kamer optycznych, poddawany przetworzeniu,
a następnie porównywany ze wzorem zawartym w pamięci robota. Pobrany obraz
jest poddawany 5 etapom obróbki (rys. 40):
−
wyostrzeniu,
−
normalizacji,
−
konturowaniu,
−
progowaniu,
−
indeksowaniu.
Wyostrzenie ma na celu zwiększenie ostrości obrazu po to aby były widoczne kontury
przedmiotów na nim się znajdujące.
Normalizacja ma na celu ujednolicenie oświetlenia na zdjęciu. Konturowanie ma na celu
pobranie samych konturów przedmiotów w celu identyfikacji kształtów i położenia
przedmiotów.
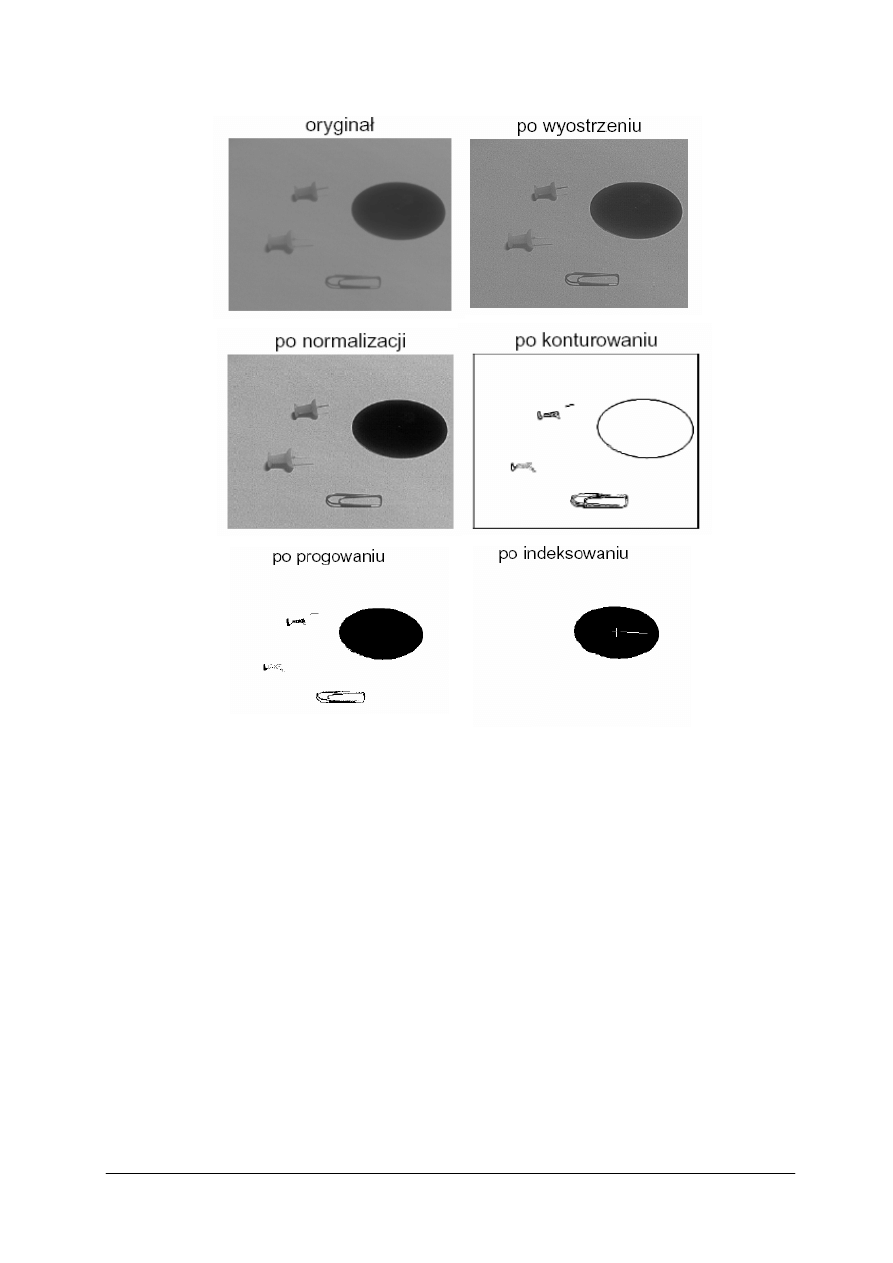
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 40. Etapy analizy oraz porównania obrazu. [20]
Progowanie zmienia kolorystykę obrazu tylko do czerni i bieli w celu dokładnej
indentyfikacji kształtu przedmiotów.Indeksowanie jest to ostatni etap analizy obrazu, który
polega na bezpośrednim porównaniu odnalezionego obiektu z wprowadzonym wcześniej
wzorcem.
W systemach wizyjnych stosowane są kamery wizyjne wykorzystujące naturalne
oświetlenie obszaru działania. Obraz uzyskiwany z kamer jest dwuwymiarowy lub
trójwymiarowy precyzyjnie pokazujący kształt, wielkość i położenie obiektu. Obraz uzyskiwany
przez kamerę wizyjną poddawany jest analizie przez systemy komputerowe określające zmiany
zachodzące w obiekcie obserwowanym przez kamerę. Systemy wizyjne mogą być pomocne
np. do określania stopnia zużycia lub uszkodzenia narzędzi skrawających w obrabiarkach CNC.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Które cechy przyrządów pomiarowych decydują o zastosowaniu przyrządu do wykonania
pomiaru?
2. Na czym polega metoda bezpośrednia pomiarów?
3. Jaka jest zasada pomiaru wilgotności higrometrem rezystancyjnym?
4. Jak działa manometr sprężysty?
5. Jakiego manometru użyjesz do pomiaru szybkozmiennej wartości ciśnienia(wybierz
właściwą odpowiedź):
−
sprężystego,
−
piezoelektrycznego?
6. Jaka jest struktura oraz zasada działania tensometrycznego przetwornika siły?
7. Jaka jest zasada pomiarów termowizyjnych?
8. Jaki jest cel stosowania systemów wizyjnych w diagnozowaniu urządzeń i systemów
mechatronicznych?
4.6.3. Ćwiczenia
Ćwiczenie 1
W czasie diagnozowania układu pneumatycznego po wykonaniu pomiarów stwierdzono,
że prędkość ruchu tłoczyska siłownika dwustronnego działania jest mniejsza od wartości
nominalnej, a ciśnienie zasilania siłownika jest prawidłowe. Prawdopodobną przyczyną
tej niesprawności jest nieszczelność wewnątrz siłownika. Zaproponuj sposób dokonania
pomiarów pozwalających zweryfikować tę tezę (dobierz przyrządy pomiarowe oraz zaproponuj
strukturę układu pomiarowego).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.6. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi w dokumentacji techniczno – ruchowej
(lub instrukcji obsługi i użytkowania) siłownika,
4) dobrać z katalogu przyrządów pomiarowych stosowanych w pomiarach diagnostycznych
urządzeń pneumatycznych właściwe przyrządy pomiarowe,
5) sporządzić protokół z procesu diagnozowania,
6) sporządzić sprawozdanie z wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa ( lub instrukcja obsługi i użytkowania) siłownika,
−
katalog przyrządów pomiarowych stosowanych w pomiarach diagnostycznych urządzeń
pneumatycznych,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 2
Po uruchomieniu pneumatycznego napędu liniowego stwierdzono, że tłoczysko porusza się
skokowo. W oparciu o dokumentację techniczno – ruchową (lub instrukcję obsługi
i użytkowania) pneumatycznego napędu liniowego określ możliwą przyczynę tej niesprawności
oraz zaplanuj wykonanie pomiarów pozwalających na potwierdzenie przyczyny niesprawności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.6. Poradnika dla ucznia,
2) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi w dokumentacji techniczno–ruchowej
(lub instrukcji obsługi i użytkowania) pneumatycznego napędu liniowego,
4) dobrać z katalogu przyrządów do pomiaru ciśnienia właściwy przyrząd pomiarowy,
5) sporządzić sprawozdanie z wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa (lub instrukcja obsługi i użytkowania) pneumatycznego
napędu liniowego,
−
katalog przyrządów do pomiaru ciśnienia,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 3
Po zmontowaniu i próbie uruchomienia optoelektronicznej kurtyny bezpieczeństwa
stwierdzono, że żadna z diod nadajnika oraz odbiornika nie świeci. Posługując się instrukcją
obsługi optoelektronicznej kurtyny bezpieczeństwa określ przyczynę niesprawności urządzenia
oraz zaplanuj wykonanie pomiarów mogących potwierdzić przyczynę nie działania kurtyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.6. Poradnika dla ucznia,
2) zapoznać się ze wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi w dokumentacji techniczno- ruchowej
(lub instrukcji obsługi i użytkowania) optoelektronicznej kurtyny bezpieczeństwa,
4) dobrać z katalogu przyrządów do pomiaru wielkości elektrycznych właściwy przyrząd
pomiarowy,
5) sporządzić sprawozdanie z wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
dokumentacja techniczno–ruchowa (lub instrukcja obsługi i użytkowania) optoelektronicznej
kurtyny bezpieczeństwa,
−
katalog przyrządów do pomiaru wielkości elektrycznych,
−
materiały do pracy metodą przewodniego tekstu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować własności metrologiczne przyrządów
pomiarowych?
2) dobrać metodę pomiaru w celu wykonania pomiarów
diagnostycznych?
3) dobrać przyrządy pomiarowe w celu wykonania pomiarów
diagnostycznych?
4) posłużyć
się
przyrządami
pomiarowymi
do
pomiarów
diagnostycznych elementów i podzespołów urządzeń i systemów
mechatronicznych?
5) zmierzyć wybrane parametry diagnostyczne ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.7. Techniki informatyczne w ocenianiu stanu technicznego
urządzeń i systemów mechatronicznych
4.7.1. Materiał nauczania
Najbardziej ogólnie rozumiane ocenianie stanu technicznego urządzeń i systemów
mechatronicznych swym zakresem obejmuje całokształt działań, związanych z:
−
obserwacją obiektów badanych,
−
przetwarzaniem danych zgromadzonych w procesie obserwacji w celu uzyskania danych
umożliwiających ocenę stanu technicznego obiektów,
−
prowadzeniem różnorodnych eksperymentów i pomiarów,
−
wnioskowaniem, którego wynikami mogą być m.in. plany odpowiednich działań
przywracających
pełną
użyteczność
ocenianym
obiektom
(odtwarzających
stan
eksploatacyjny) oraz inne działania o charakterze naprawczym i korygującym (np. szkolenia
personelu, modernizacja użytkowanych maszyn i technologii itp.).
Czynnikiem łączącym te wszystkie kroki w jedną całość jest potrzeba przetwarzania danych
i informacji. Istnieje więc potrzeba stosowania nowoczesnych technologii informatycznych,
które powinny wesprzeć diagnostów w procesie oceniania stanu technicznego urządzeń
i systemów mechatronicznych. Niektóre z nich zaprezentowane są poniżej.
System SCADA (ang. Supervisory Control and Data Acquisition – Sterowanie Nadrzędne
i Akwizycja Danych) jest złożonym systemem nadzorującym przebieg procesu technologicznego
lub produkcyjnego (rys. 41). Jego główne funkcje obejmują: zbieranie aktualnych danych
(pomiarów), ich wizualizację, sterowanie procesem, alarmowanie oraz archiwizację danych.
Umożliwiają one nadzorowanie i kontrolowanie stanu złożonych instalacji i obiektów
przemysłowych, umożliwiając nadzór nad wieloma ważnymi funkcjami i podzespołami obiektu
w sposób zdalny. System SCADA pełni rolę nadrzędną w stosunku do sterowników PLC
i innych urządzeń wchodzących w skład systemu technologicznego. Wszystkie urządzenia
wykonawcze (np. zawory, pompy) oraz czujniki pomiarowe (np. termometry, manometry, itp.)
połączone są ze sterownikami PLC, które zbierają sygnały procesowe i realizują algorytmy
sterowania i automatyzacji. Wartości pomiarowe przedstawia się na tzw. obrazach
synoptycznych. Systemy te zazwyczaj posiadają także możliwość nadzorowania wartości
dopuszczalnych i generowania alarmów. Wartości odczytywane z czujników są przechowywane
w archiwalnych plikach systemu. System SCADA realizuje następujące funkcje:
−
komunikację ze sterownikami, regulatorami,
−
przetwarzanie zmiennych procesowych (obliczenia zmiennych niemierzalnych, bilanse,
statystyka, itp.),
−
oddziaływanie na proces (np. sterowanie ręczne z konsoli, zmiana wartości zadanych),
−
kontrolę procesu i sygnalizację alarmów, archiwizację danych, raportowanie, wizualizację
procesu w oparciu o schematy wykresy,
−
wymianę danych z innymi systemami oraz bazami danych.
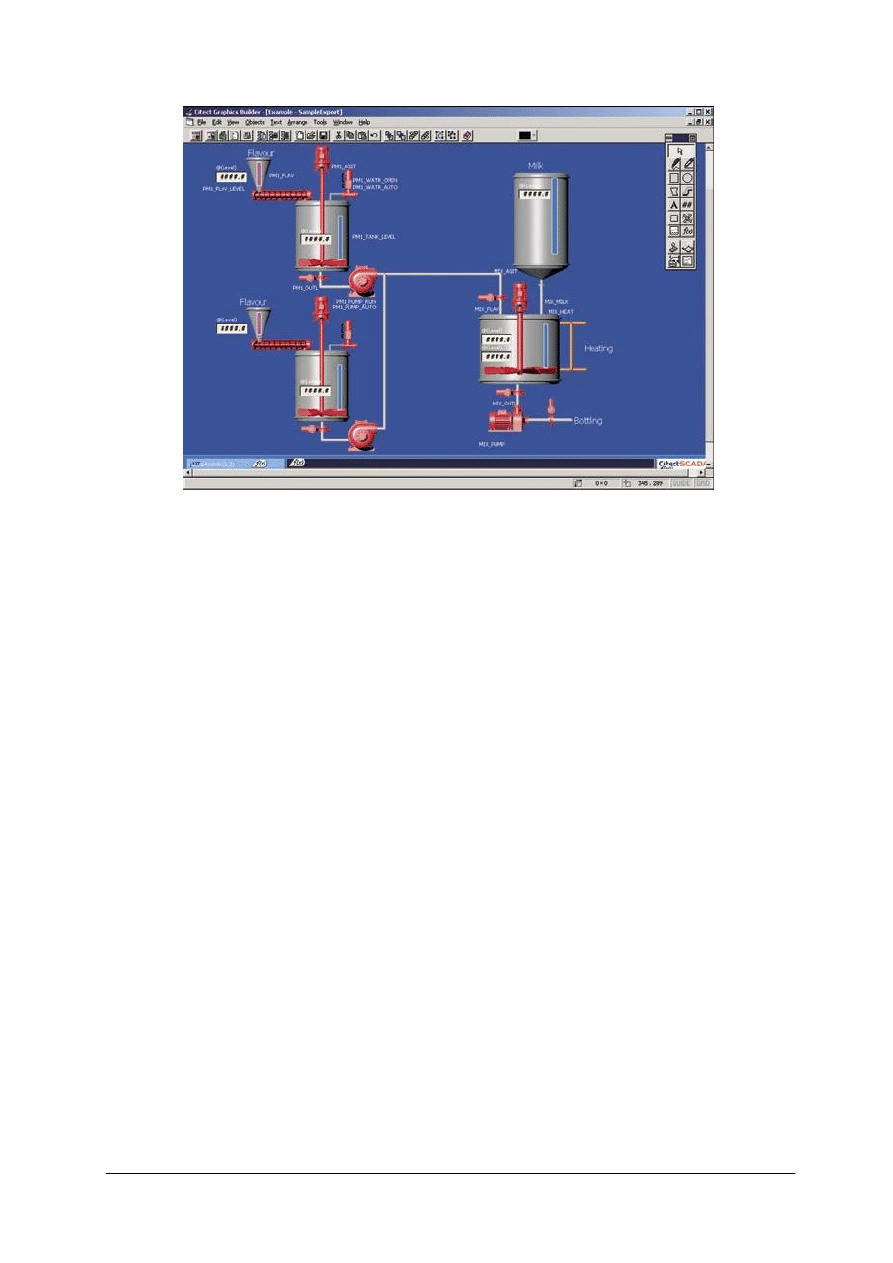
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Rys. 41. Przykład instalacji technologicznej przedstawionej za pomocą systemu SCADA. [19]
Diagnostyka układów elektropneumatycznych w oparciu o system MPS
System
MPS
jest
dydaktycznym
stanowiskiem
laboratoryjnym
–
systemem
mechatronicznym – symulującym typowe operacje, charakterystyczne dla przemysłowych
procesów wytwórczych. Zawiera elektryczne i elektropneumatyczne układy wykonawcze oraz
czujniki binarne i analogowy oraz sterowniki PLC umożliwiające sterowanie elementów
wykonawczych. Elementy wykonawcze oraz czujniki binarne generują lub odbierają sygnały
dwuwartościowe (0 lub 1) co pozwala na podłączenie układu do sterowników PLC. Dzięki
zastosowaniu programu komputerowego ViP możliwa jest wizualizacja i symulacja działania
systemu.
W skład zestawu MPS wchodzą cztery stanowiska:
stanowisko 1 – DYSTRYBUCJA,
stanowisko 2 – KONTROLA,
stanowisko 3 – OBRÓBKA,
stanowisko 4 – MAGAZYNOWANIE.
Każde stanowisko realizuje pewne, charakterystyczne dla siebie operacje na detalach
„przetwarzanych” przez system. Każdy detal transportowany jest przez kolejne stanowiska,
oprócz tych detali, które zostaną uznane przez system za wadliwe. Detale wadliwe usuwane są
poza system. Poszczególne stanowiska połączone są strukturalnie i programowo zgodnie
z zasadą przedstawioną na rys. 42.
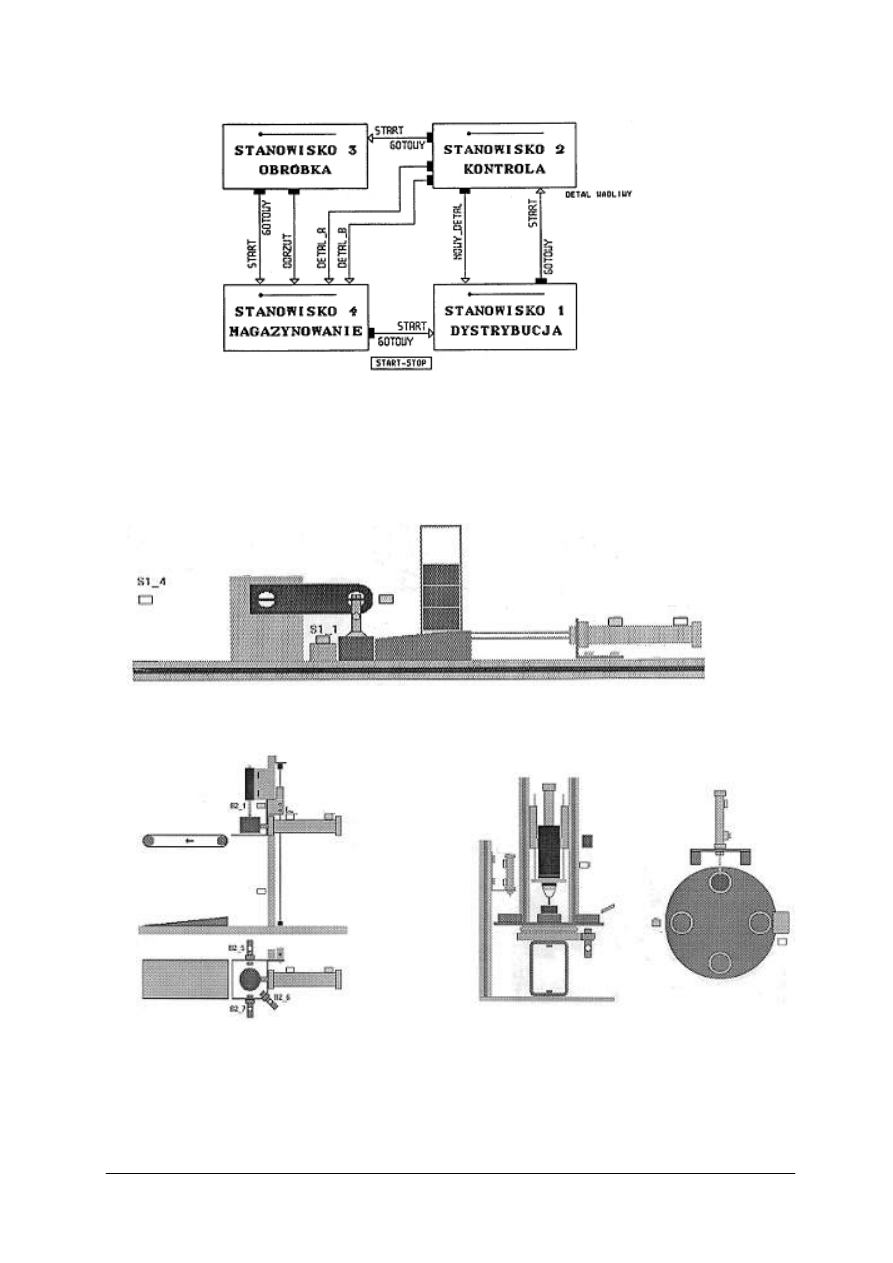
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Rys. 42. Schemat połączeń pomiędzy stanowiskami systemu MPS [10]
Działanie stanowiska 1 – DYSTRYBUCJA polega na przesunięciu przy pomocy siłownika
pneumatycznego detalu z magazynu opadowego do położenia sygnalizowanego czujnikiem
S1 – 1, a następnie przemieszczeniu za pomocą siłownika obrotowego do pozycji sygnalizowanej
czujnikiem S1 – 4 (przekazanie detalu do stanowiska 2 – KONTROLA) (rys. 43).
Rys. 43. Struktura stanowiska 1 – DYSTRYBUCJA [10]
Rys. 44. Struktura stanowiska 2 – KONTROLA [10] Rys. 45. Struktura stanowiska 3 – OBRÓBKA [10]
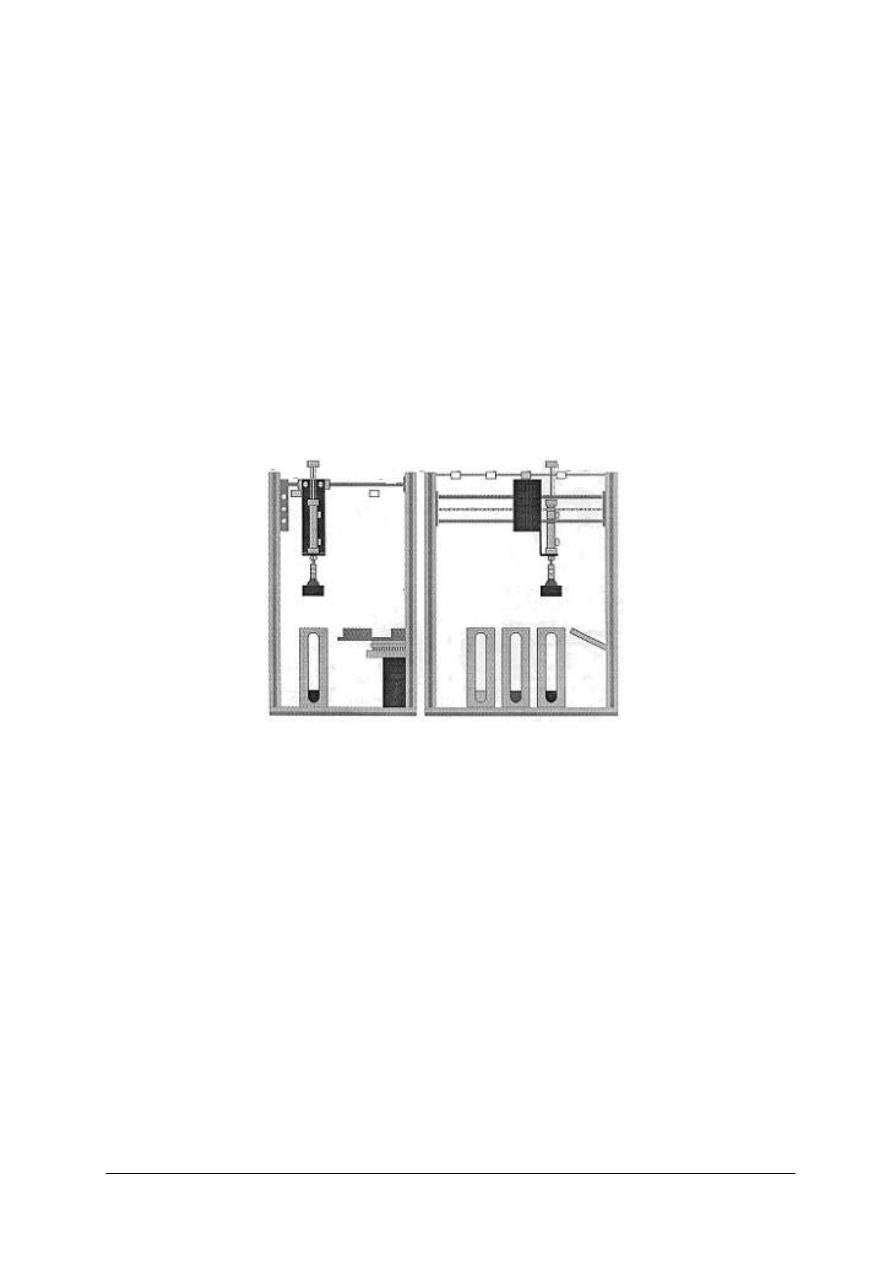
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Działanie stanowiska 2 – KONTROLA rozpoczyna się po odebraniu ze stanowiska 1 detalu
położonego na platformę znajdującą się w dolnym położeniu (rys. 44). Rozpoznawany jest
rodzaj materiału detalu (dzięki sensorom B 2 – 5, B 2 – 6, B 2 – 7). Informacja o rodzaju
materiału przekazywana jest do stanowiska 4 – MAGAZYNOWANIE. Detal podnoszony jest
do położenia górnego, gdzie za pomocą sensora analogowego B 2 – 1 mierzona jest jego
wysokość. Detal o prawidłowej wysokości jest spychany na transporter taśmowy (przekazany do
stanowiska 3 – OBRÓBKA. Detal o nieprawidłowej wysokości jest opuszczany do położenia
dolnego, spychany z platformy i w ten sposób usuwany z systemu.
Działanie stanowiska 3 – OBRÓBKA rozpoczyna się po dostarczeniu przez transporter
detalu i złożeniu w gnieździe stołu obrotowego (rys.45). Stół wykonuje obrót i przemieszcza
detal pod wiertarkę, gdzie następuje symulacja procesu wiercenia otworu w detalu. Kolejny
obrót stołu umożliwia przemieszczenie detalu do miejsca sprawdzenia wykonania otworu.
Rezultat tego sprawdzenia przekazywany jest do stanowiska 4 – MAGAZYNOWANIE
i umożliwia zmagazynowanie detalu w magazynie detali dobrych lub odrzucenie jako złego.
Działanie stanowiska 4 – MAGAZYNOWANIE polega na uchwyceniu przyssawką detalu
znajdującego się na stole obrotowym i przełożeniu go do właściwego magazynu lub odrzucenie
wadliwego detalu (rys.46).
Rys. 46. Struktura stanowiska 4 – MAGAZYNOWANIE [10]
Diagnostykę systemu można przeprowadzać dzięki:
−
obserwacji
stanu
poszczególnych
sensorów
oraz
elementów
wykonawczych
sygnalizowanych diodami oraz lampkami zamontowanymi w listwie podłączeń
elektrycznych,
−
analizie programu sterowania sterownika PLC, gdzie wyświetlane są stany logiczne
wszystkich sygnałów występujących w systemie,
−
wykorzystanie programu ViP umożliwiającego wizualizację oraz symulację pracy
zaprogramowanego cyklu pracy systemu.
W trybie symulacji możliwa jest informacja o błędnie wykonanych ruchach elementów
stanowiska, można również symulować awarie poszczególnych sensorów. Pozycja elementów
obrazu określa bieżący stan symulowanego obiektu. Położenie elementów obrazu zmienia się
wraz z przebiegiem procesu działania urządzenia. Dzięki temu możliwe jest wykrywanie
nieprawidłowości i stanów awaryjnych (rys. 47). Współpraca z obiektem symulowanym jest
wzbogacona o możliwość korzystania z pulpitu sterowniczego. Sygnały przekazywane przez
operatora sterownikowi obiektu (start, stop, żądanie do powrotu do pozycji początkowej, praca
krokowa, awaryjne przerwanie pracy), a także sygnały odbierane ze sterownika (potwierdzenie
pozycji początkowej, zatrzymania, pracy krokowej, sygnalizacja awarii) zmieniają wartości
określonych zmiennych wewnętrznych sterownika (rys.48).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Rys. 47. Obraz symulacji stanowiska MPS – Rys. 48. Obraz z pulpitem operatorskim
– DYSTRYBUCJA. [10] symulacji stanowiska MPS – DYSTRYBUCJA. [10]
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rodzaje działań wiążą się z ocenianiem stanu technicznego urządzeń i systemów
mechatronicznych?
2. Jaką rolę w ocenianiu stanu technicznego urządzeń i systemów mechatronicznych
odgrywają techniki informatyczne?
3. Jaki jest cel stosowania systemów SCADA?
4. Jakie korzyści wynikają ze stosowania systemów symulacyjnych w czasie oceniania stanu
technicznego urządzeń i systemów mechtronicznych?
4.7.3. Ćwiczenia
Ćwiczenie 1
Po uruchomieniu systemu MPS detal nie jest wysuwany z magazynu opadowego
stanowiska 1. Zlokalizuj przyczynę tej nieprawidłowości działania systemu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.7. Poradnika dla ucznia,
2) zapoznaj się z wskazanymi przez nauczyciela fragmentami literatury,
3) zapoznać się z informacjami zawartymi w instrukcji obsługi i użytkowania systemu MPS,
4) przeanalizować powiązania logiczne pomiędzy poszczególnymi stanowiskami systemu
MPS,
5) wykonać symulację oraz wizualizację działania systemu za pomocą programu ViP,
6) dokonać analizy stanów logicznych sygnałów wpływających na wysunięcie detalu
z magazynu opadowego,
7) zapisać przyczynę niesprawności w karcie sprawozdania z wykonania ćwiczenia,
8) wyniki pracy przedstawić w formie prezentacji.
Wyposażenie stanowiska pracy:
−
literatura zgodna z punktem 6 Poradnika dla ucznia,
−
instrukcja obsługi i użytkowania systemu MPS,
−
stanowisko dydaktyczne MPS wraz z oprogramowaniem ViP,
−
materiały do pracy metodą przewodniego tekstu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Ćwiczenie 2
Przygotuj prezentację pt. „Wykorzystanie systemów SCADA w ocenianiu stanu
technicznego urządzeń i systemów mechatronicznych”.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.7. Poradnika dla ucznia,
2) zapoznać się z wskazanymi przez nauczyciela fragmentami literatury oraz stronami www,
3) przygotować prezentację komputerową,
4) przedstawić wykonaną prezentację.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
zestaw komputerowy z programem do tworzenia prezentacji oraz dostępem do Internetu,
−
materiały do pracy metodą przewodniego tekstu.
Ćwiczenie 3
Wykonaj wizualizację graficzną procesu mieszania dwóch cieczy w zbiorniku
wykorzystując wybrany system SCADA.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z informacjami zawartymi w rozdziale 4.7. Poradnika dla ucznia,
2) zapoznać się z zasadami obsługi wersji demo (ewentualnie wersji edukacyjnej) wybranego
systemu SCADA,
3) wykonać wizualizację graficzną procesu,
4) zaprezentować wykonaną wizualizację graficzną procesu mieszania dwóch cieczy.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 Poradnika dla ucznia,
−
zestaw komputerowy z wersją demo lub edukacyjną systemuSCADA,
−
materiały do pracy metodą przewodniego tekstu,
−
instrukcja obsługi wykorzystywanej wersji systemu SCADA.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować funkcje wypełniane przez systemy SCADA w
procesie oceniania stanu technicznego urządzeń i systemów
mechatronicznych?
2) scharakteryzować działania wiążące się z ocenianiem stanu
technicznego urządzeń i systemów mechatronicznych?
3) uzasadnić potrzebę stosowania technologii informatycznych podczas
oceniania urządzeń i systemów mechatronicznych?
4) scharakteryzować rolę programów wizualizacyjnych w procesie
oceniania urządzeń i systemów mechatronicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Uważnie przeczytaj instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi. Tylko
jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie zadania
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
ZESTAW ZADAŃ TESTOWYCH
1. Stan techniczny urządzenia jest to
a) zbiór cech urządzenia występujących w danym momencie.
b) zbiór cech urządzenia świadczące o jego przydatności do dalszego użytkowania.
c) zbiór cech urządzenia świadczących o jego uszkodzeniu.
d) zbiór cech, które powinno posiadać urządzenie, aby mogło wypełniać założone zadania.
2. Stan zdatności urządzenia świadczy, iż urządzenie
a) nie może wykonywać założonych zadań.
b) realizuje zadania, ale przekroczone są niektóre parametry (np. hałaśliwość, zwiększone
zużycie energii).
c) realizuje zadania, ale jakość jest obniżona.
d) działa w pełni poprawnie.
3. Wykorzystywanie urządzenia zgodnie z jego przeznaczeniem i właściwościami
funkcjonalnymi jest to
a) zasilanie.
b) obsługiwanie.
c) użytkowanie.
d) zarządzanie.
4. Przyczyną uszkodzeń zmęczeniowych urządzeń mechatronicznych jest
a) mikroskrawanie.
b) tworzenie się i usuwanie warstewek tlenkowych.
c) cykliczne oddziaływanie naprężeń.
d) powstawanie i niszczenie połączeń adhezyjnych.
5. Do symptomów stanu technicznego urządzenia nie można zaliczyć
a) stanu cieplnego urządzenia.
b) ciężaru urządzenia.
c) hałasu i drgań powstających w czasie pracy urządzenia.
d) starzenia materiałów eksploatacyjnych.
6. Przegrzewanie się łożyska tocznego jest symptomem
a) nieprawidłowego montażu łożyska.
b) nadmiernego smarowania łożyska.
c) odkształceń wzdłużnych osadzonego wałka.
d) nieprawidłowego zamontowania pokrywy łożyska.
7. Koszyczek w łożyskach tocznych kulkowych jest stosowany w celu
a) zmniejszenia tarcia pomiędzy pierścieniem wewnętrznym i zewnętrznym łożyska.
b) zwiększenia nośności łożyska.
c) równomiernego rozmieszczenia elementów tocznych na obwodzie łożyska.
d) zapobiegania wyciekaniu smaru z łożyska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
8. Za symptom stanu technicznego siłownika pneumatycznego zamontowanego w układzie
ektropneumatycznym można uznać
a) wysoką wilgotność środowiska, w którym pracuje układ.
b) niską temperaturę środowiska, w którym pracuje układ.
c) wysokie zapylenie środowiska, w którym pracuje układ.
d) nierównomierność ruchu tłoczyska.
9. Wyodrębnianie
podsystemów
funkcjonalnych
w
diagnozowanych
układach
pneumatycznych dokonywane jest w celu
a) zminimalizowania zagrożeń dla personelu dokonującego diagnozy.
b) ograniczenia zniszczeń w układzie, które mogą wystąpić podczas diagnozowania.
c) szybszego ustalenia przyczyny niesprawności.
d) określenia współzależności pomiędzy elementami występującymi w układzie.
10. Podczas kontroli dotykowej urządzeń pneumatycznych układu elektropneumatycznego
można rozpoznać następujące parametry stanu technicznego
a) zanieczyszczenie filtra i przecieki powietrza.
b) temperaturę, wibracje, przecieki powietrza.
c) hałasy mechaniczne, hałas przepływu powietrza.
d) natężenie przepływu powietrza w określonych punktach układu.
11. Przyczyną niesprawności w działaniu siłownika pneumatycznego dwustronnego działania
z jednostronnym tłoczyskiem polegającej na wytworzeniu na tłoczysku zbyt małej siły
podczas wysuwania, przy założeniu, że ciśnienie zasilania jest poprawne, może być
a) uszkodzenie uszczelnienia tłoka siłownika.
b) zbyt duże otwarcie zaworu dławiąco – zwrotnego zamocowanego na wylocie.
c) brak tłumika na wylocie powietrza z siłownika.
d) zanieczyszczenie sprężonego powietrza podawanego do siłownika.
12. Na stanowisku diagnozowania zaworu przelewowego metodą
termodynamiczną, którego schemat przedstawiony jest obok,
zastosowano następujące przyrządy pomiarowe
a) dwa manometry i dwa termometry.
b) manometr,
czujnik
przepływu
cieczy
roboczej,
dwa
termometry.
c) dwa
manometry,
czujnik
przepływu
cieczy
roboczej,
termometr.
d) manometr, dwa czujniki przepływu cieczy roboczej, termometr.
13. Procesy zużycia w układach hydraulicznych charakteryzują następujące parametry
a) spadek ciśnienia, zmiany temperatury.
b) spadek wartości siły oraz momentu obrotowego elementu wykonawczego.
c) czystość cieczy roboczej, stan uszczelnień ruchomych.
d) zmiana lepkości cieczy roboczej.
14. Parametrem, określającym stan zanieczyszczenia filtra hydraulicznego, jest
a) ciśnienie cieczy roboczej na wejściu filtra.
b) ciśnienie cieczy roboczej na wyjściu filtra.
c) spadek ciśnienia cieczy roboczej w filtrze.
d) temperatura filtra.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
15. Zjawisko zmiany rezystancji czujnika pod wpływem zmian temperatury otoczenia jest
wykorzystane do budowy termometrów
a) termoelektrycznego.
b) manometrycznego.
c) pirometru.
d) oporowego.
16. Przyczyną nadmiernego grzania się silnika indukcyjnego trójfazowego jest
a) brak styku na zaciskach.
b) ocieranie wirnika o osłonę wentylatora.
c) przeciążenie.
d) praca silnika na dwóch fazach.
17. Strefa wykrywania kurtyny optoelektronicznej jest to
a) największa odległość przedmiotu od nadajnika kurtyny, w której możliwe jest wykrycie
przedmiotu przez kurtynę.
b) najmniejsza odległość przedmiotu od nadajnika kurtyny, w której możliwe jest
wykrycie przedmiotu przez kurtynę.
c) odległość jaką pokonuje strumień świetlny od nadajnika do odbiornika kurtyny.
d) najmniejsza moc sygnału elektrycznego generowanego przez kurtynę optoelektroniczną.
18. Termowizja jest to
a) metoda badawcza polegająca na wizualizacji i rejestracji rozkładu temperatury
na powierzchni obiektów.
b) metoda kontroli intensywności chłodzenia ciał.
c) metoda kontroli szybkości nagrzewania się ciał.
d) metoda obserwacji uszkodzeń termicznych ciał.
19. Normalizacja obrazu w systemie wizyjnym polega na
a) bezpośrednim porównaniu odnalezionego obiektu z wprowadzonym wcześniej
wzorcem.
b) ujednoliceniu oświetlenia na zdjęciu.
c) zmianie kolorystyki obrazu tylko do czerni i bieli w celu dokładnej indentyfikacji
kształtu przedmiotów.
d) pobraniu samych konturów przedmiotów w celu identyfikacji kształtów i położenia
przedmiotów.
20. Na schemacie zamieszczonym poniżej przedstawiony jest
a) termometr cieczowy.
b) termometr termoelektryczny.
c) termometr rezystancyjny.
d) pirometr.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Ocenianie stanu technicznego urządzeń i systemów mechatronicznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
6. LITERATURA
1. Dokumentacja techniczno – ruchowa platformy załadunkowej firmy AMA
2. Dokumentacja techniczno – ruchowa – Wentylator promieniowy. UNI – PRO Radom DTR
– 266 – 520 z dn.17.03.2003
3. DT – UC – 90/WO Warunki techniczne dozoru technicznego. "Urządzenia ciśnieniowe –
Wymagania ogólne"
4. Górecki A., Grzególski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. WSiP, Warszawa 1998
5. Instrukcja obsługi przekładni bezstopniowej firmy STOEBER
6. Instrukcja użytkowania zestawu dydaktycznego MPS – 4 firmy FESTO
7. Katalog produktów – Sensor intelligence. SICK.
8. Napęd liniowy OSP – P. Instrukcja obsługi. Hoerbiger Origa
9. Legutko S. : Podstawy eksploatacji maszyn i urządzeń. WSiP, Warszawa 2004
10. Materiały do wykładów – Silnik indukcyjny. Katedra Automatyki Napędu i Urządzeń
Przemysłowych AGH, Kraków 2004
11. Niziński S., Michalski R. : Diagnostyka obiektów technicznych. Polskie Towarzystwo
Diagnostyki Technicznej, Uniwersytet Warmińsko – Mazurski, Instytut Technologii
Eksploatacji; Olsztyn, Radom, 2002
12. Niziński S., Pelc H., Diagnostyka urządzeń mechanicznych – WNT, Warszawa, 1980
13. PN – ISO 8573 – 1: 1995 – Klasy czystości sprężonego powietrza
14. Rozporządzenie Ministra Pracy i Polityki Socjalnej z dnia 26 września 1997
15. Rutkowski A., Części maszyn. Wydawnictwa Szkolne i Pedagogiczne, Warszawa,1998
16. Star. Program produkcji. Technika przemieszczeń liniowych. Bosch – Rexroth
17. www.infracam.pl
18. www.konwektor.pl.
19. www.mpl.pl
20. www.rab.ict.par.wroc.pl
21. Zembrzuski J., Uszkodzenia i naprawa silników elektrycznych. WNT, Warszawa 1992
22. Żółtowski B. : Podstawy diagnostyki maszyn. , Wydawnictwo Uczelniane Akademii
Techniczno – Rolniczej, Bydgoszcz ,1996
23. Żółtowski B., Cempel C. (red): – Inżynieria diagnostyki maszyn : Polskie Towarzystwo
Diagnostyki Technicznej , Instytut Technologii Eksploatacji PIB Radom – Warszawa,
Bydgoszcz, Radom 2004
Czasopisma:
– Hydraulika i Pneumatyka
– Mechanik
– Pomiary Automatyka Kontrolna
– Pomiary Automatyka Robotyka
– Przegląd Mechaniczny
– Utrzymanie ruchu – czerwiec2004
Wyszukiwarka
Podobne podstrony:
Ocenianie stanu technicznego maszyn i urządzeń
KONTROLA STANU TECHNICZNEGO URZĄDZEŃ
Analizowanie działania urządzeń i systemów (23 55)
21 Ocenianie stanu technicznego instrumentów muzycznych
Przedmiotowy system oceniania z rysunku technicznego, Testy i konspekty
Projektowanie układów elektrycznych urządzeń i systemów mechatronicznych (23 58)
przedmiotowy system oceniania z zaj technicznych i techniki
Czy montaż ścianki działowej na poddaszu wymaga ekpertyzy dotyczącej stanu technicznego
ver 10 rozkad urzadzenia i systemy wytw cnc
Diagnozowanie urządzeń i systemów mechatronicznych u
,Urzadzenia i systemy multimedialne, pytania i odpowiedzi
03 kompleksowa ocena stanu technicznego silnika o Z I
PP Sprawdzenie stanu technicznego masek przeciwgazowych, PP i K
WŁASNY SERWER FTP WINDOWS XP, ۞ Nauka i Technika, Informatyka, Systemy operacyjne, OS MS Windows, Si
Techniki Transmisji i Systemy?zprzewodowe
więcej podobnych podstron