
Przygotowanie
półfabrykatów do obróbki
Białystok 2009
Białystok 2009
Przecinanie prętów walcowych,
ciągnionych,
kształtowników oraz blach
Konwencjonalne sposoby przecinania –
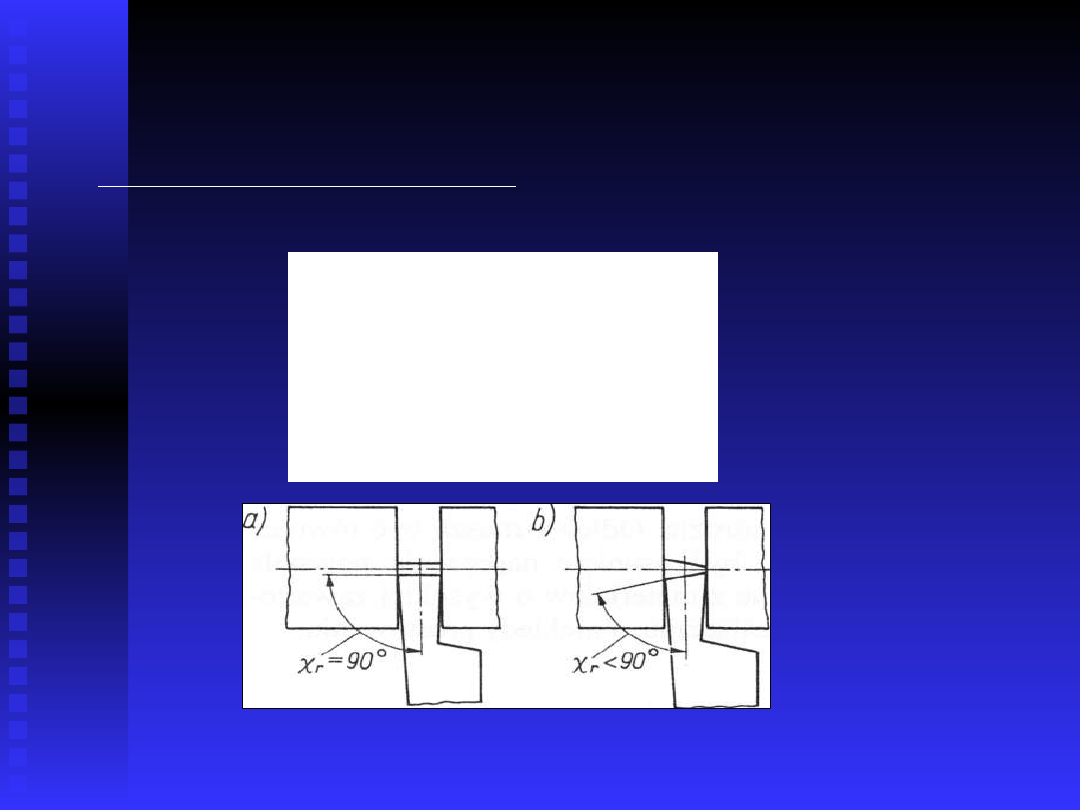
Przecinanie na tokarko-przecinarce
Szerokość przecinaka w zależności od średnicy
przecinanego materiału
Średnica
Średnica
Nóż przecinak
Nóż przecinak
pręta
pręta
szerokość
szerokość
mm
mm
mm
mm
Do 18
Do 18
2,0
2,0
19 + 30
19 + 30
3,0
3,0
31-50
31-50
4,0
4,0
51-80
51-80
5,0
5,0
81 + 120
81 + 120
6,0
6,0
121 - 180
121 - 180
6,0
6,0
Przecinanie nożem przecinakiem na tokarce a) nóż przecinak z kątem 90°, b) nóż
przecinak z kątem < 90°
Przecinanie na przecinarkach zębnych
Jest to najczęstszy sposób przecinania materiałów prętowych, zwłaszcza w produkcji
jednostkowej i seryjnej. Podstawowymi przecinarkami są: przecinarka ramowa, tarczowa i
taśmowa.
Przecinanie na przecinarce ramowej. Przecinany pręt jest nieruchomy, natomiast
narzędzie - płaska piła wykonuje ruch postępowo-zwrotny. Szerokości pił są dość znaczne i
wynoszą od 2,0 do 3,0 mm.
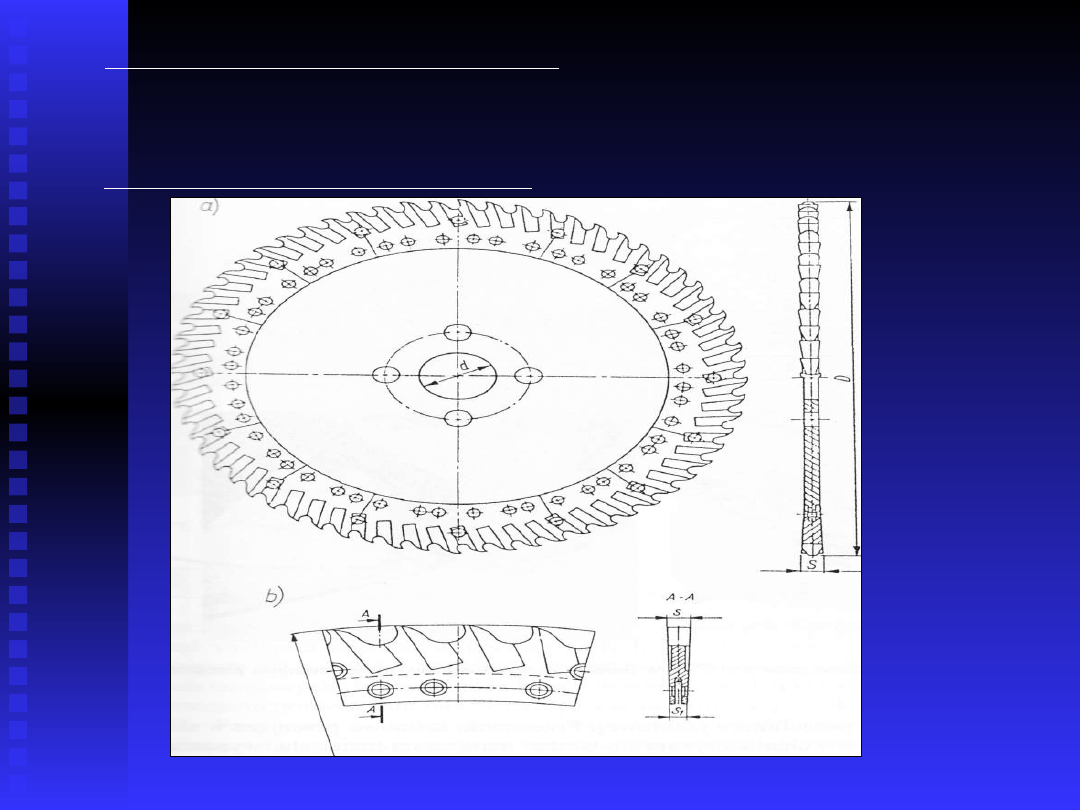
Piła tarczowa segmentowa
Przecinanie na przecinarce tarczowej.
Zaleta – możliwość cięcia kilku prętów oraz uniwersalność polegająca na tym, że można
bez skomplikowanego przestawiania przecinać materiały o dowolnej średnicy lub
dowolnym kształcie przekroju. Sposób ten charakteryzuje się sztywną, zębną piłą, co
powoduje, że zukosowanie jest tutaj mniejsze aniżeli w piłach ramowych. Występuje
jednakże znaczna strata materiału na skutek grubości pił, które wynoszą 5-8 mm.
Szerokość
pił
tarczowych
Średnica
Średnica
Piła tarczowa
Piła tarczowa
pręta
pręta
szerokość
szerokość
mm
mm
mm
mm
Do 18
Do 18
4,5
4,5
18ч-30
18ч-30
5,0
5,0
30-45
30-45
5,5
5,5
45 4-75
45 4-75
6,0
6,0
75 4- 125
75 4- 125
6,5
6,5
125 4- 175
125 4- 175
7,0
7,0
175-260
175-260
8,0
8,0
Ponad 260
Ponad 260
8,0
8,0
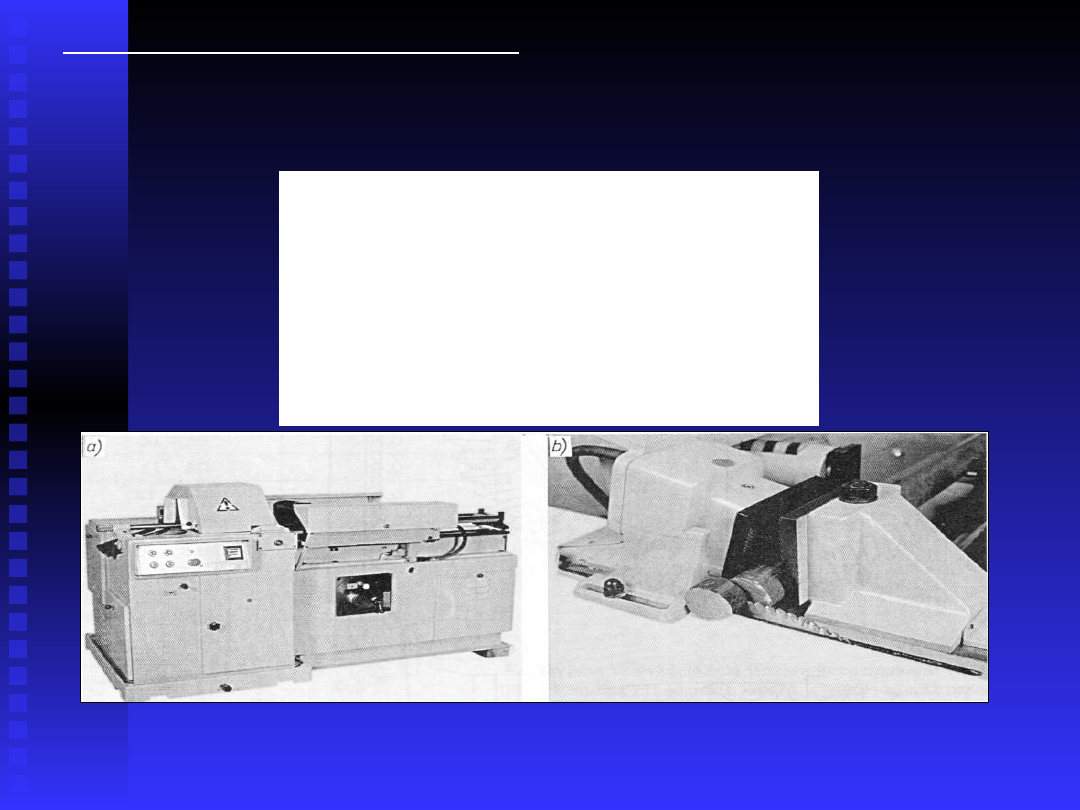
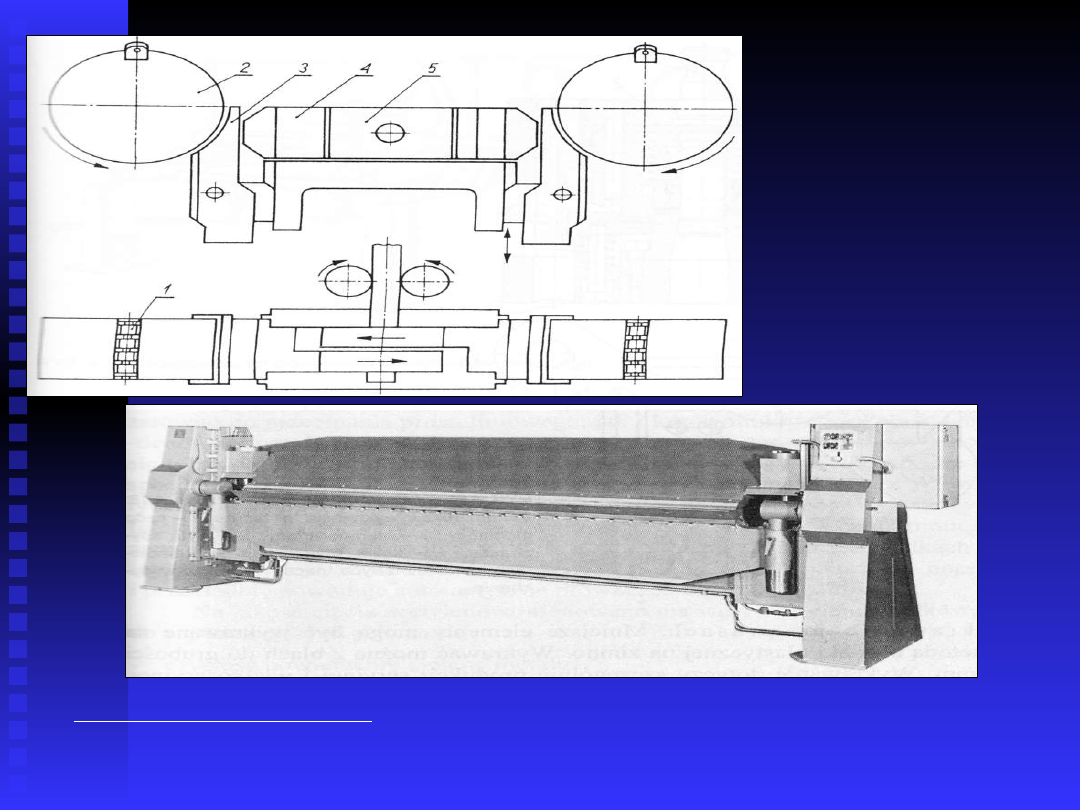
Przecinarka tarczowa produkcji FSM w Bielsku: a) widok ogólny, b) mocowanie i przecinanie
materiału
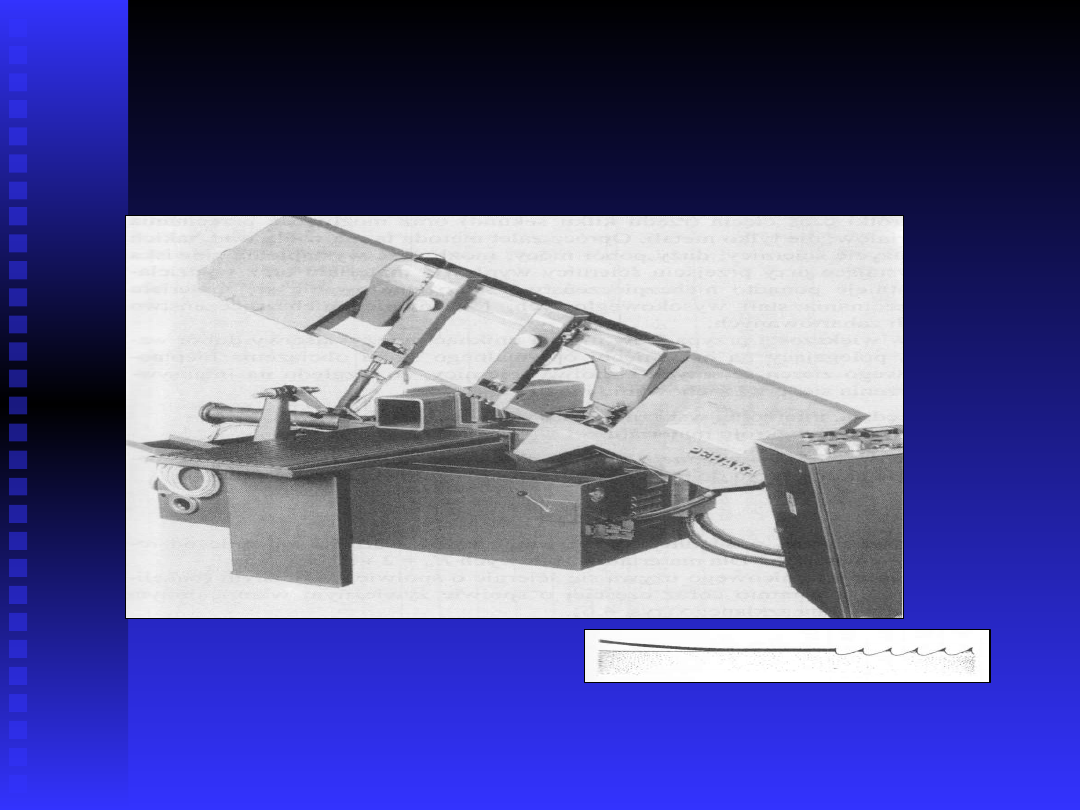
Przecinarka taśmowa firmy Pehaka
——---— RYS. 4.5.
Przecinarki taśmowe są budowane także w układzie pionowym. Używa się ich wówczas
do wycinania elementów o skomplikowanych kształtach zarówno zewnętrzach, jak i
wewnętrznych.
Przecinanie na przecinarce taśmowej. Przecinarki taśmowe pracujące w
układzie poziomym, charakteryzują się bardzo małą stratą materiału, wynoszącą
1,0-:-1,8 mm, a przy tym dużą dokładnością i wydajnością, wynikającą z konstrukcji
obrabiarki i narzędzia. Nowoczesne narzędzie – taśma, stanowi połączenie ostrzy
skrawających ze stali szybkotnących z podłożem wykonanym ze stali sprężynowej,
odpornej na zmęczenie. Obie taśmy są spawane wiązką elektronową. Następna
zaletą przecinarek taśmowych jest oszczędność materiału, wynikająca z dużej
dokładności.
. Przygotowanie półfabrykatów do obróbki
Przecinanie ściernicowe
Zalety: bardzo krótki czas cięcia (rzędu kilku sekund) oraz możliwość przecinania
wszystkich materiałów, nie tylko metali.
Wady: dość duże zużycie ściernicy, duży pobór mocy, możliwość wystąpienia zjawiska
przypalenia, powstające przy przejściu ściernicy wypływki materiału oraz wydzielające się
gazy. Istnieje ponadto niebezpieczeństwo samozahartowania się materiału w przypadku
przecinania stali wysokowęglowych, jak również niebezpieczeństwo odpuszczenia stali
zahartowanych.
Trwałośc ściernicy określa wskaźnik wydajności względnej K
a
jest określony
stosunkiem pola A
m
powierzchni przeciętego przekroju do pola powierzchni czołowej
zużytej ściernicy
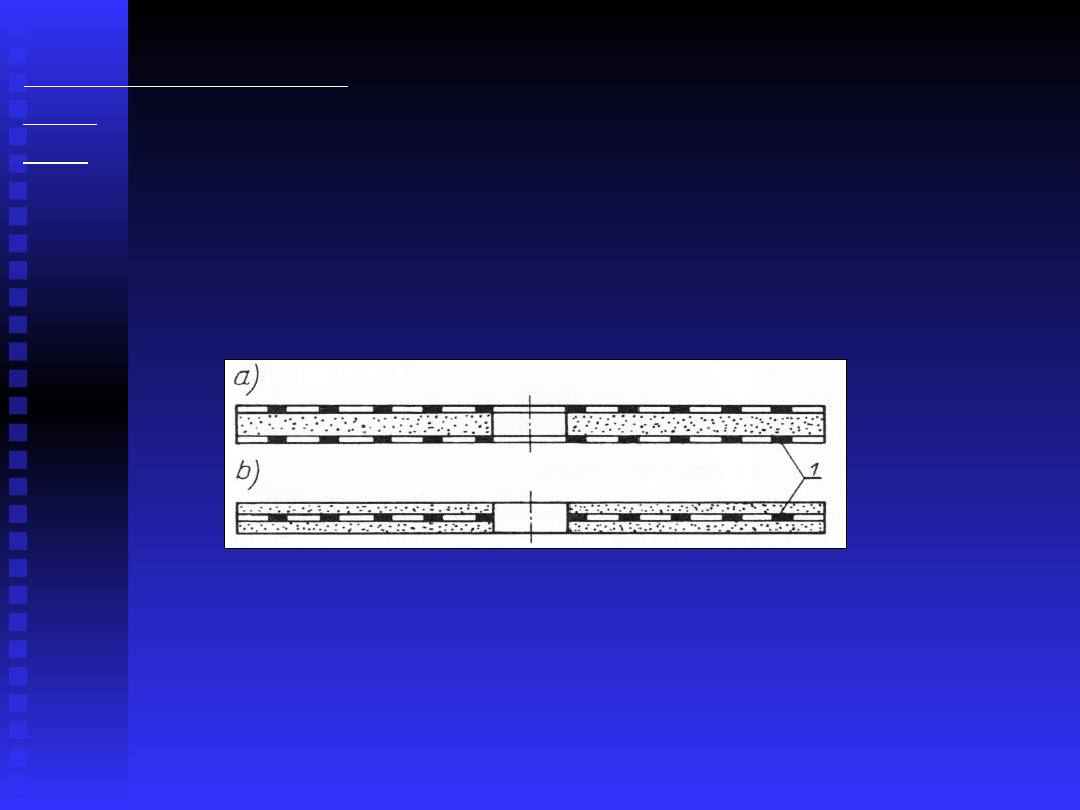
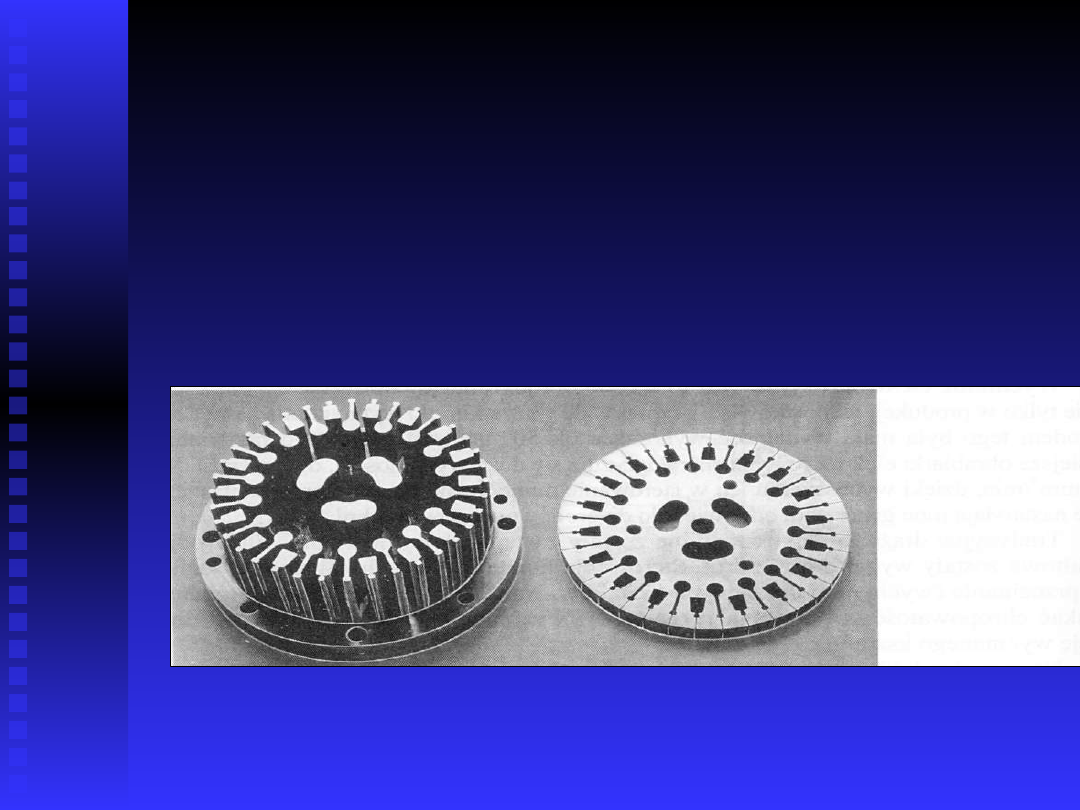
Do przecinania ściernicowego używa się ściernic o spoiwie żywicznym (bakelitowym),
gumowym, a ostatnio coraz częściej o spoiwie żywicznym wzmocnionym siatką (siatkami)
z włókna szklanego
Ściernica do przecinania: a) z dwoma siatkami wzmacniającymi, b) z jedną siatką
wzmacniającą; 1 - siatka wzmacniająca
Na materiał ścierny stosuje się, w zależności od materiału przecinanego, elektrokorund
(zwykły i szlachetny) oraz węglik krzemu (czarny i zielony).
Spośród parametrów skrawania najistotniejszą rolę odgrywa prędkość skrawania i
posuw.
Przy poprawnie dobranych warunkach obróbki, powierzchnia przekroju materiału jest
wolna od przypaleń i wypływek, o chropowatości odpowiadającej powierzchni szlifowanej
(R
a
= 0,63 ^ 2,8 jum). Tolerancja długości przecinanych przedmiotów wynosi ok. 0,5 mm.
Do przecinania materiałów trudno obrabialnych, takich jak materiały ceramiczne (szkło, porcelana,
szamot) oraz węgliki spiekane, stosuje się ściernice zbrojone ziarnem diamentowym i z regularnego
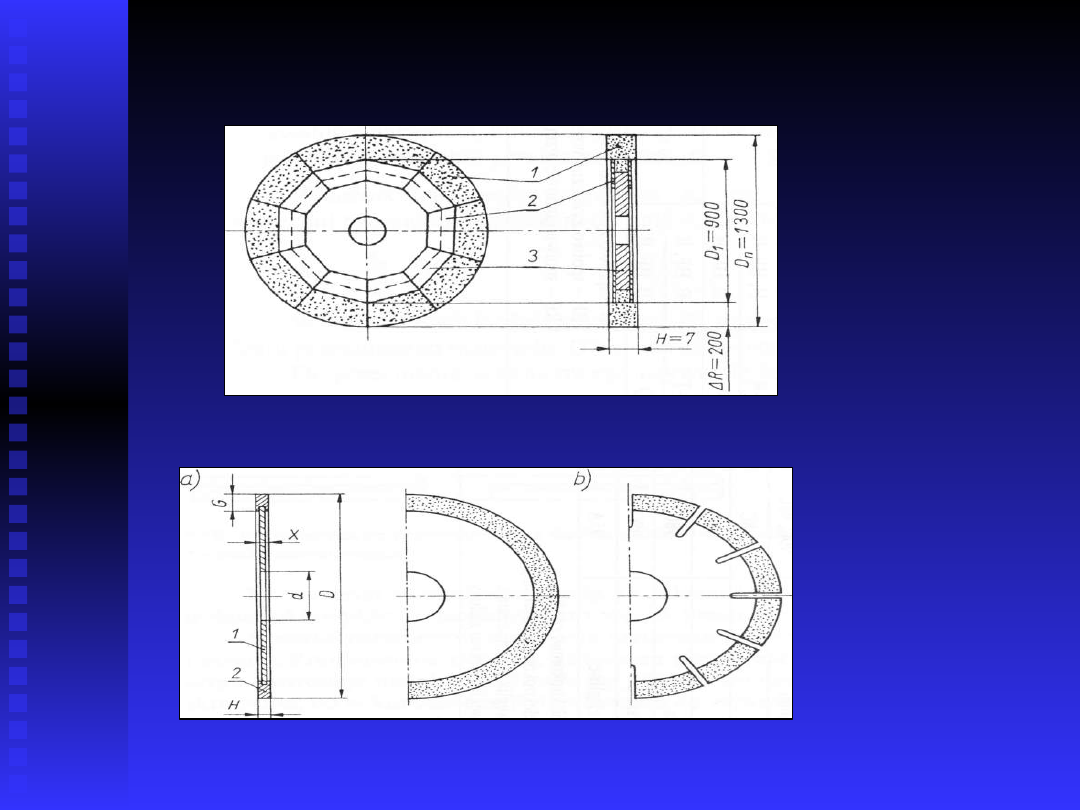
azotku boru. Można je podzielić na ściernice z zewnętrzną i wewnętrzną krawędzią skrawającą.
Ściernica z zewnętrzną krawędzią skrawającą: a) z pierścieniem roboczym pełnym, b) z
pierścieniem roboczym przerywanym
Wspólną cechą ściernic do przecinania z zewnętrznym pierścieniem roboczym
jest stosunek DIH> 100. Ściernice te charakteryzują się małą sztywnością przy
naciskach bocznych oraz możliwością wyboczenia przy zbyt dużej sile normalnej.
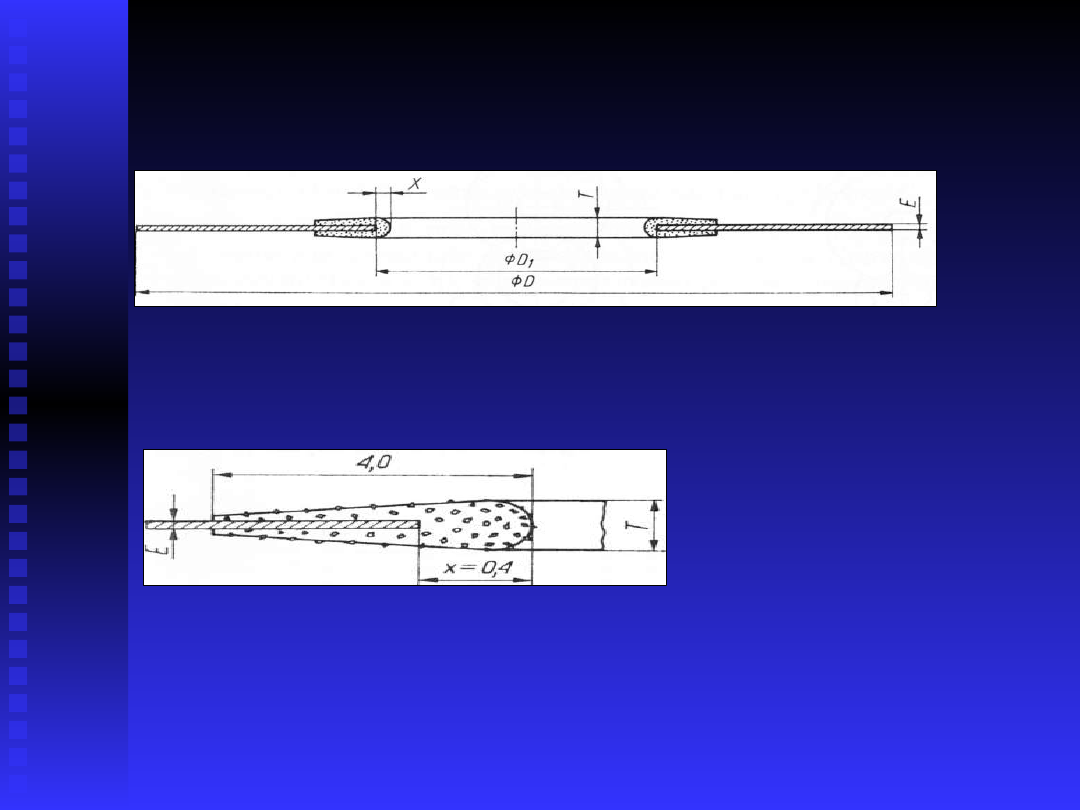
Ściernica z wewnętrzną krawędzią skrawającą; X - grubość warstwy
diamentu na krawędzi, T- wysokość warstwy diamentu, E - grubość korpusu
Kształt kropelkowy warstwy ziarna
Ściernice o bardzo małej wysokości H < 1,0 mm są z reguły ściernicami z wewnętrzną
krawędzią skrawającą. Ściernica taka składa się z cienkiego stalowego korpusu oraz
galwanicznie nałożonej warstwy ziarna diamentowego na wewnętrznym obrzeżu korpusu.
Ściernicami z wewnętrzną krawędzią skrawającą można przecinać bardzo cienkie
płytki o grubości 0,2 mm.
Dzięki sztywności narzędzia, która powstaje przez napięcie ściernicy, uzyskuje się dużą
dokładność wymiarowo-kształtową ciętych elementów oraz małą chropowatość przeciętej
powierzchni.
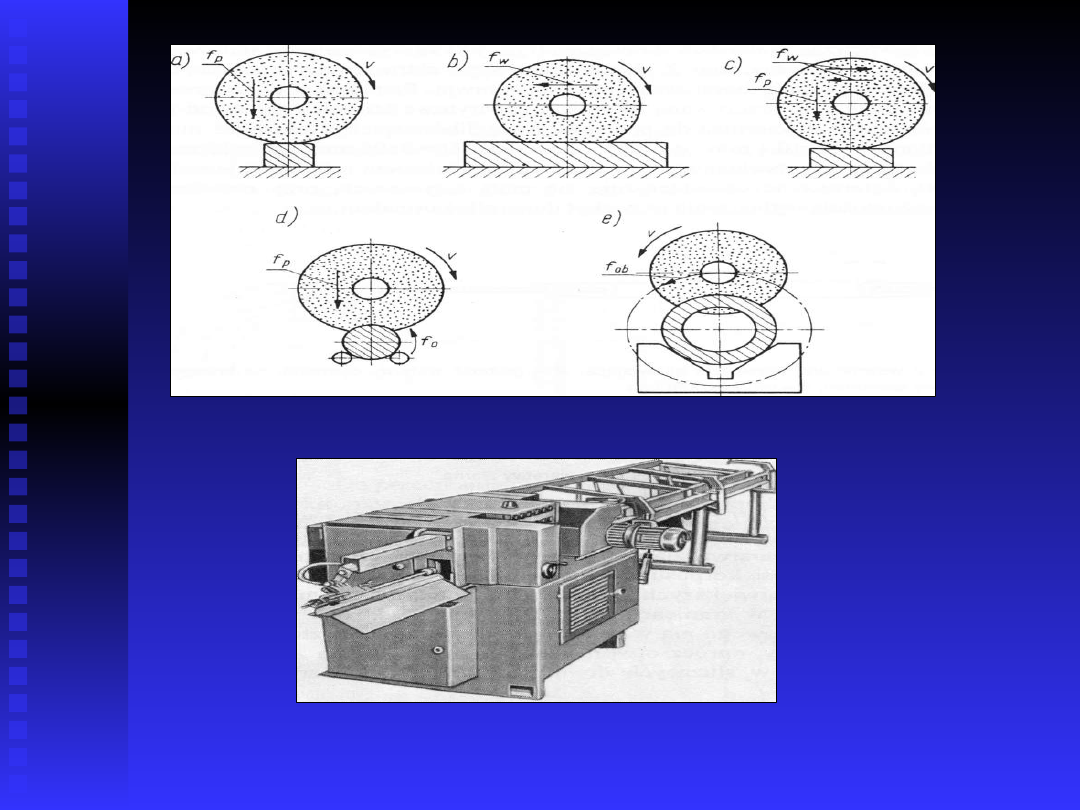
Układy stosowane przy przecinaniu ściernicowym: a) układ wgłębny, b) układ styczny, c)
układ oscylacyjny, d) układ rotacyjny, e) układ obiegowy
Przecinarka ściernicowa ASP-40 pracująca w układzie wgłębnym, w pełni
zautomatyzowana, zaopatrzona w magazyn prętowy.
Przecinanie bezodpadowe
Jest to wymiarowo dokładne rozdzielenie materiałów o R
m
do 1000 MPa przez ścinanie.
Istnieją dwa podstawowe sposoby przecinania bezodpadowego:
- przecinanie na nożycach, w przyrządach na prasach lub na specjalnych przecinarkach z
prędkością cięcia v = 0,5 2,0 m/s,
- przecinanie udarowe, charakteryzujące się prędkościami cięcia v > 10 m/s.
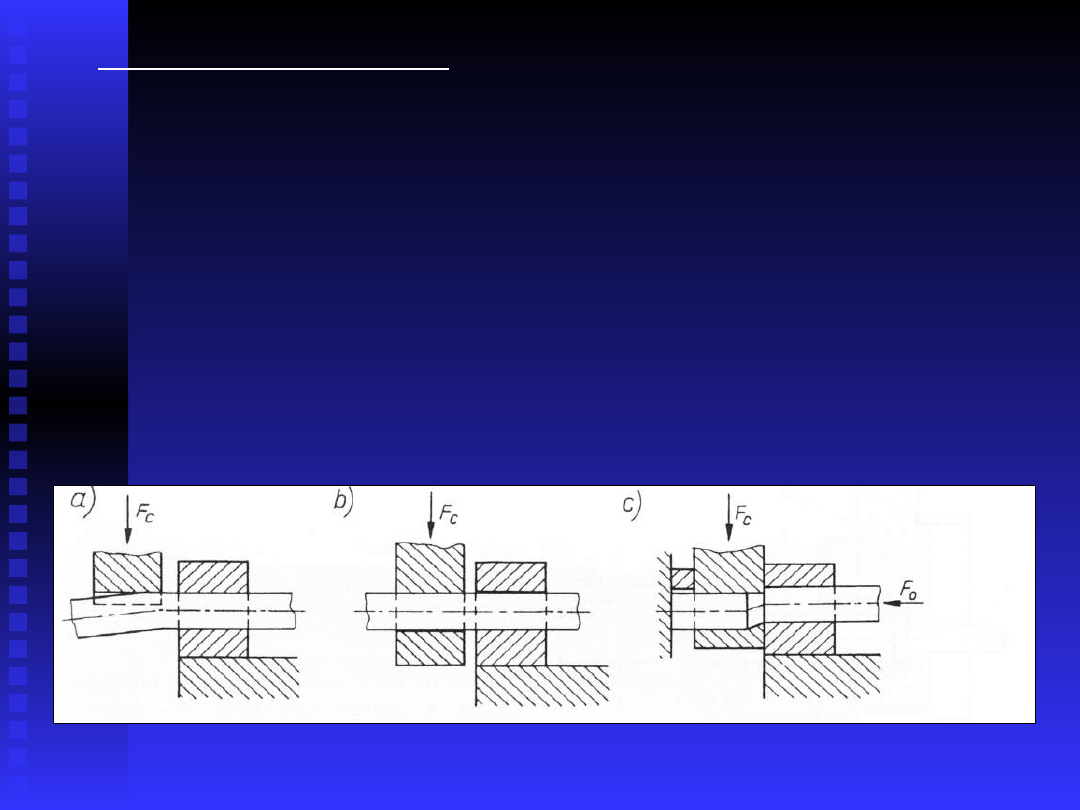
Grupa pierwsza obejmuje liczne konstrukcje, które z kolei systematyzuje się w zależności
od rodzaju zamocowania pręta i odcinanej jego części:
- otwarte (rys. a), przy zamocowaniu promieniowym pręta i niezamocowaniu odcinanej
jego części jako mniej dokładne stosowane w typowych nożycach,
- przymknięte (rys. b), przy zamocowaniu promieniowym pręta i odcinanej jego części,
- zamknięte (rys. c), przy zamocowaniu promieniowo-osiowym pręta i odcinanej jego
części.
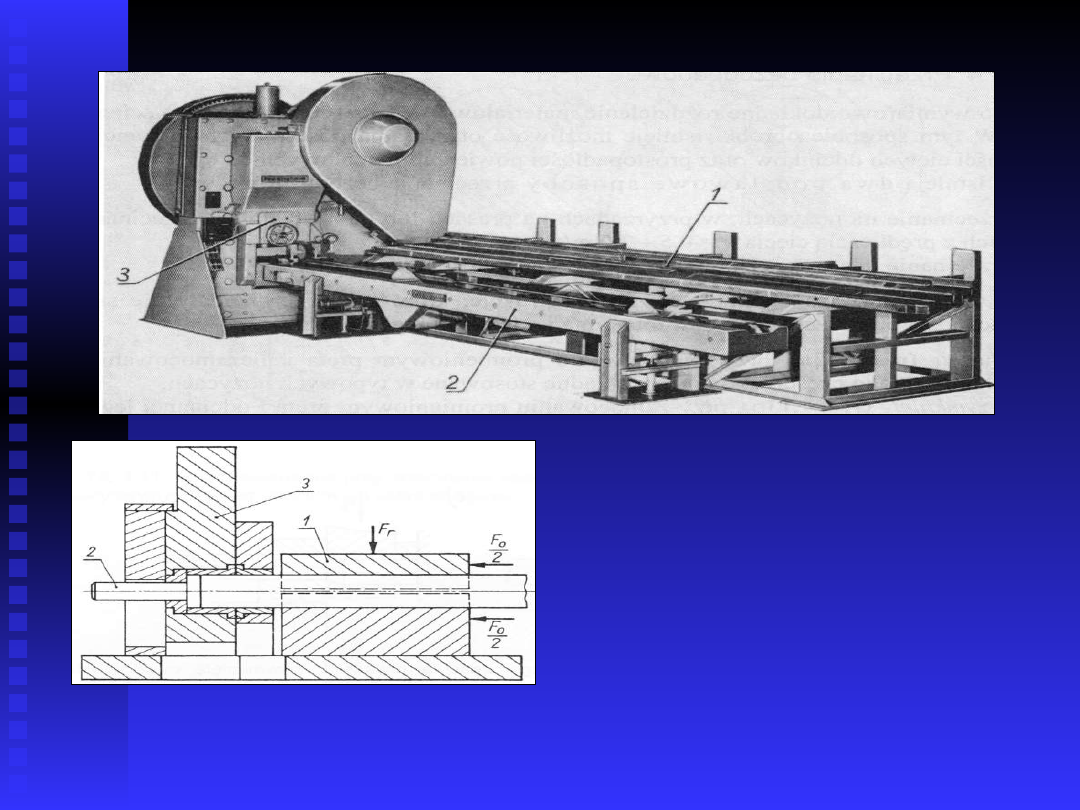
Konstrukcja przyrządu na prasę pracującego w
układzie zamkniętym; 1 - przesuwna głowica, 2 -
wypychacz, 3 - stempel, F
0
- siła osiowa, F
r
-siła
promieniowa
Przecinanie bezodpadowe, mimo jego niewątpliwych zalet, jest stosunkowo rzadko
stosowane. Wynika to z ciągle dużych trudności uzyskania powierzchni przecięcia o dobrej
jakości.
.
Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach
Przecinanie
udarowe
polega
na
uderzeniowym
podwójnym
cięciu
pręta,
dzięki
czemu
uzyskuje
się
gładką
powierzchnię przecięcia
przez
plastyczne
pęknięcie
materiału.
Niemiecka
firma
Kieserling
(wyżej)produkuje takie
urządzenia.
Przecinanie na nożycach. Ma ono zastosowanie głównie przy przecinaniu blach,
płaskowników oraz kształtowników. Nowoczesnymi nożycami można przecinać blachy do
szerokości 5000 mm i grubości 32 mm. Dotyczy to cięcia prostoliniowego
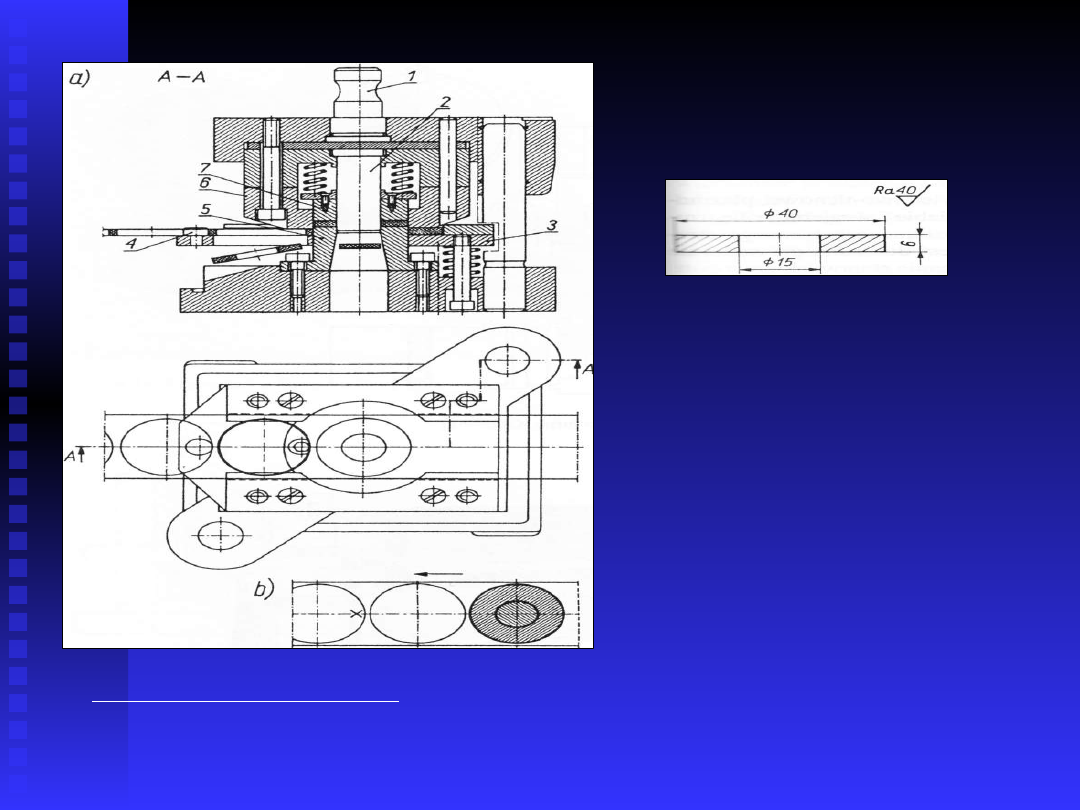
Wykrojnik dla przedmiotu obok: a)
konstrukcja wykrojnika, b) taśma; 1 -
czop mocujący, 2 - stempel tnący, 3 -
płyta spychacza, 4 - kołek oporowy, 5 -
stempel-matryca, 6 - matryca tnąca, 7 -
płyta wypychania
Wykrawanie na prasach. Mniejsze elementy mogą być wykrawane na prasach
metodą obróbki plastycznej na zimno. Wykrawać można z blach do grubości około 15 mm.
Wykrawanie dotyczy szczególnie produkcji seryjnej i wielkoseryjnej. gdyż wymaga ono
konstrukcji i wykonania specjalnych wykrojników. Na rysunku powyżej pokazano prosty
przedmiot wykrojony za pomocą wykrojnika.
Urządzenie do przecinania acetylenowo-tlenowego
Przecinanie (wycinanie) metodami termicznymi
Do metod przecinania termicznego zalicza się przecinanie acetylenowo-tlenowe,
plazmowe i laserowe. Te trzy sposoby przecinania są stosowane obok siebie i wzajemnie
się uzupełniają. Ich wspólną cechą jest punktowe doprowadzenie wysokoenergetycznego
strumienia tnącego.
Przecinanie acetylenowo-tlenowe.
Jest jak dotychczas najczęściej stosowanym sposobem cięcia termicznego. Wynika to z
bardzo różnorodnego zastosowania. Tym sposobem można przecinać elementy o grubości
od 3 do 3000 mm. Na jakość cięcia acetylenowo-tlenowego ma wpływ wiele czynników, z
których do najważniejszych zalicza się:
- czystość powierzchni ciętego metalu,
- prędkość posuwową palnika,
- równomierność prowadzenia palnika,
- odległość dyszy od powierzchni przecinanej.
Przy cięciu półautomatycznym i automatycznym uzyskuje się gładkie powierzchnie
przecięcia (R
a
= 3 + 5 ), tak że można je pozostawić bez dalszej obróbki i poddać tylko
obróbce kształtującej.
.
Przecinanie (wycinanie) plazmowe.
Stanowi ono obecnie podstawowy sposób cięcia termicznego stali wysokostopowych i
metali nieżelaznych
prądami o wysokich natężeniach wydziela się znaczna ilość pyłów i
związków gazowych (tlenki azotu, ozon), występuje duży hałas i silne promieniowanie
świetlne, stanowiące zagrożenie dla obsługi.
Przecinanie (wycinanie) laserowe.
Istota tego procesu polega na tym, że wiązka laserowa, padając na powierzchnię
przedmiotu, nagrzewa materiał i powoduje jego przemianę w fazę ciekłą lub parową.
Doprowadzony przez dyszę roboczą strumień gazu usuwa materiał ze szczeliny.
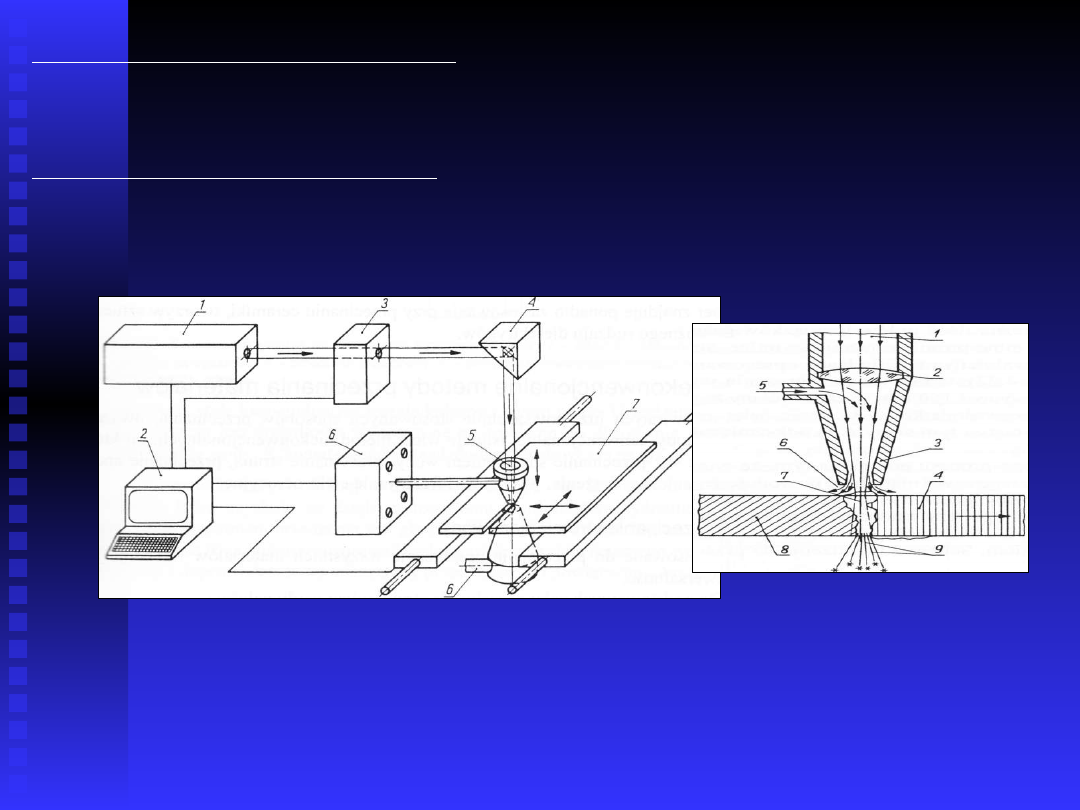
Schemat urządzenia do przecinania laserowego
Laserem można wykonywać wykroje z blach o grubości do ok. 10 mm. Laser znajduje
ponadto zastosowanie przy przecinaniu ceramiki, tworzyw sztucznych oraz różnego
rodzaju dielektryków.

Niekonwencjonalne metody przecinania materiałów
Oprócz omówionych już, powszechnie stosowanych sposobów przecinania, uważanych za
metody konwencjonalne, istnieje wiele metod niekonwencjonalnych, do których zalicza
się: przecinanie strumieniem wody, przecinanie struną, przecinanie anodowo-
mechaniczne, drążenie, wycinanie i frezowanie elektroerozyjne.
Przecinanie strumieniem wody
Jest ono stosowane do przecinania praktycznie wszystkich materiałów i cechuje je duża
uniwersalność.
Do podstawowych zalet przecinania strumieniem wody należą:
- brak zużywania się narzędzia - strumienia wody,
- niewystępowanie naprężeń cieplnych w przecinanym materiale w wyniku tylko
nieznacznego podwyższenia temperatury, w związku z tym nie ma zmian jego struktury,
nie występują mikropęknięcia i miejscowe zahartowania,
- duża wydajność,
- wysoka jakość powierzchni przecięcia, w wielu przypadkach niepotrzebna jest dalsza
obróbka powierzchni czołowych.
Można wyróżnić dwa rodzaje przecinania strumieniem wody:
1. Przecinanie strumieniem czystej wody. Stosowane jest do materiałów miękkich takich,
jak: guma, drewno, papier, niektóre tworzywa sztuczne, środki spożywcze.
2. Przecinanie strumieniem wody z dodatkiem ścierniwa. Jest to wówczas przecinanie
wodno-ścierne.
153
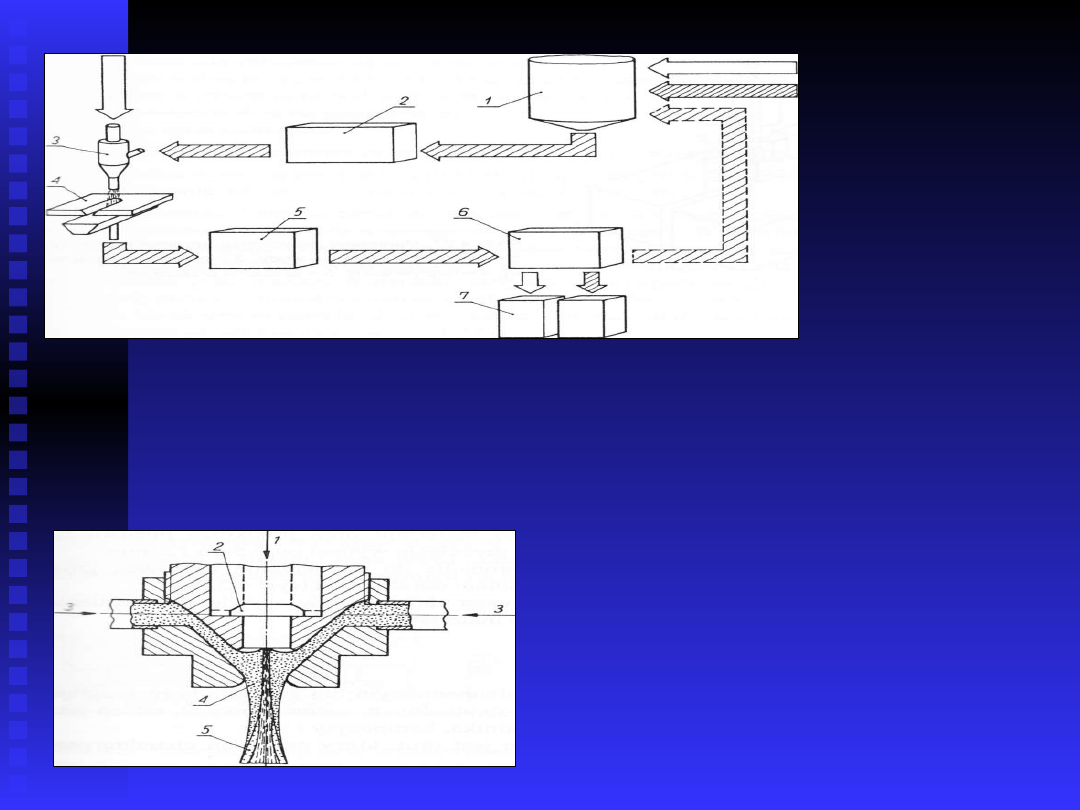
Schemat urządzenia do przecinania strumieniem wody; 1 - zbiornik mieszaniny,
2 - pompa, 3 - głowica narzędziowa, 4 - przedmiot przecinany, 5 - pompa
odprowadzająca mieszaninę, 6 - urządzenie filtrujące, 7- odpady
W produkowanych dzisiaj urządzeniach stosuje się ciśnienia dochodzące do 700 MPa,
które uzyskuje się dzięki zastosowaniu multiplikatora hydraulicznego. Drugim ważnym
członem urządzenia jest głowica narzędziowa, której głównym zadaniem jest równomierne
rozprowadzenie cząstek materiału ściernego wokół strumienia wody i doprowadzenie tej
mieszaniny przez dyszę do powierzchni obrabianej.
Głowica narzędziowa do przecinania wodno--
ściernego; 1 - dopływ wody pod wysokim
ciśnieniem, 2 - dysza, 3 - doprowadzenie wody
ze ścierniwem, 4 - komora mieszania, 5-
strumień wodno-ścierny
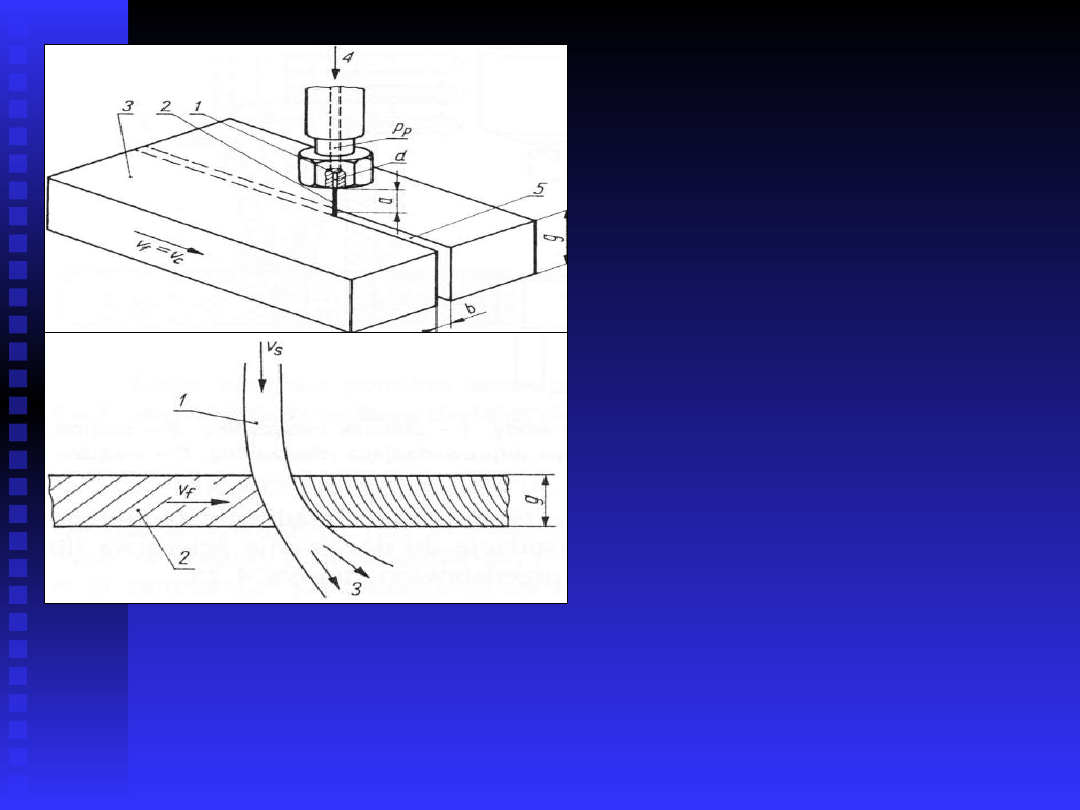
Parametry
przecinania
strumieniem wody; 1 - dysza,
2 - strumień wody, 3 -
przedmiot obrabiany,
4 -
dopływ wody, 5 - szczelina
przecięcia
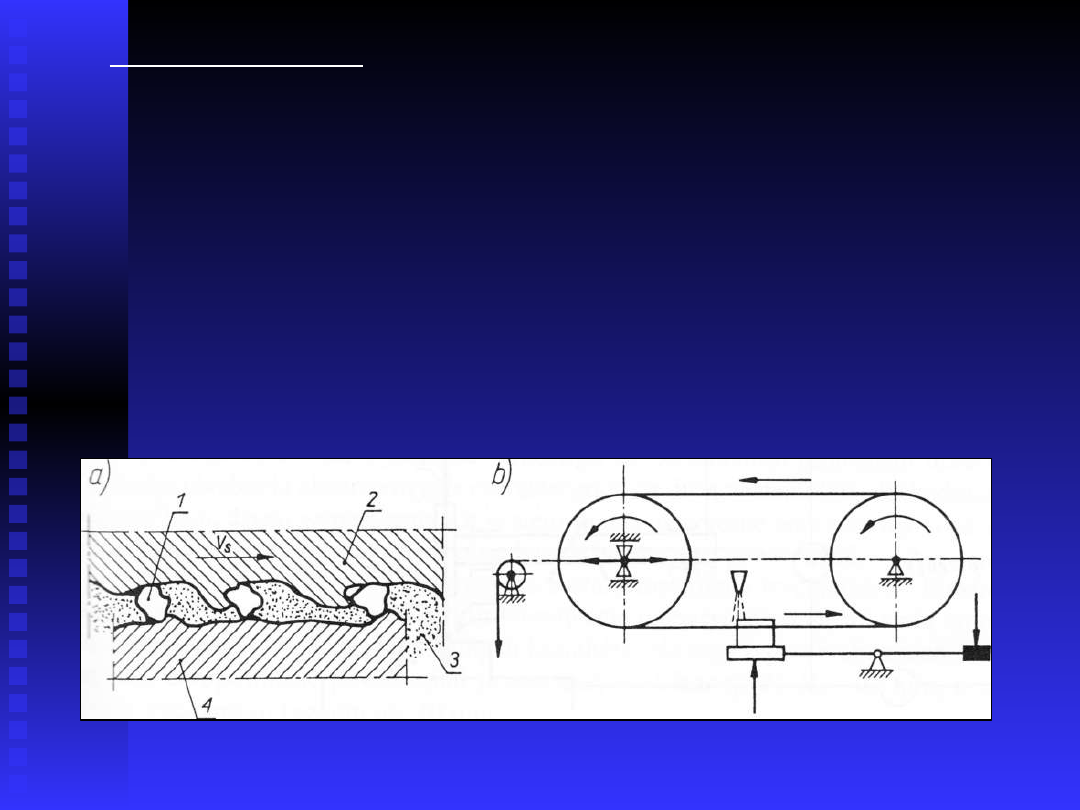
Odkształcenie strumienia wody
przy
styku
z
powierzchnią
obrabianą;
1
-
strumień
wody,
2
-
przedmiot przecinany, 3 - ściek
wody, v
s
- prędkość strumienia,
Vf- prędkość posuwu, g -
grubość materiału
Szerokość przecięcia b zależy od średnicy dyszy, wynoszącej 0,15 -j- 0,20 mm, jej
odległości od powierzchni przecinanego materiału oraz prędkości posuwu v
f
. W zależności
od tych parametrów szerokość przecięcia wynosi od 0,5 do 1,5 mm.
Powierzchnia przecięcia nie jest prostopadła do powierzchni czołowej, gdyż strumień
odkształca się przy styku z przedmiotem obrabianym .
Na chropowatość powierzchni przecięcia duży wpływ wywierają: ciśnienie strumienia
cieczy oraz grubość przecinanego materiału.
Przecinanie struną
Sposób przecinania struną pokrytą ziarnem diamentowym lub z azotku boru znajduje
zastosowanie dla grupy materiałów trudno obrabialnych, niemetalowych, takich jak:
monokryształy, ferryty, półprzewodniki, ceramika, kompozyty i inne.
Narzędziem w przecinaniu strunowym jest drut, który powinien charakteryzować się:
- możliwością zbrojenia się w ziarno ścierne,
- bardzo dobrą przyczepnością powłoki galwanicznej do podłoża,
- małym wydłużeniem pod wpływem sił osiowych,
- dużą odpornością na przeginanie,
- dobrą zgrzewalnością
Przecinanie strunowe ze względu na stosowane narzędzie dzieli się na:
- przecinanie struną zbrojoną luźnym ziarnem ściernym w czasie procesu przecinania,
- przecinanie struną zbrojoną trwale ziarnem ściernym.
Powierzchnia przecięcia osiąga chropowatość porównywalną ze szlifowaniem
wykańczającym.
Niewielka szerokość cięcia, odpowiadająca średnicy struny i wynosząca ok. 1,0 mm,
ogranicza w znacznym stopniu nagrzewanie przedmiotu i narzędzia.
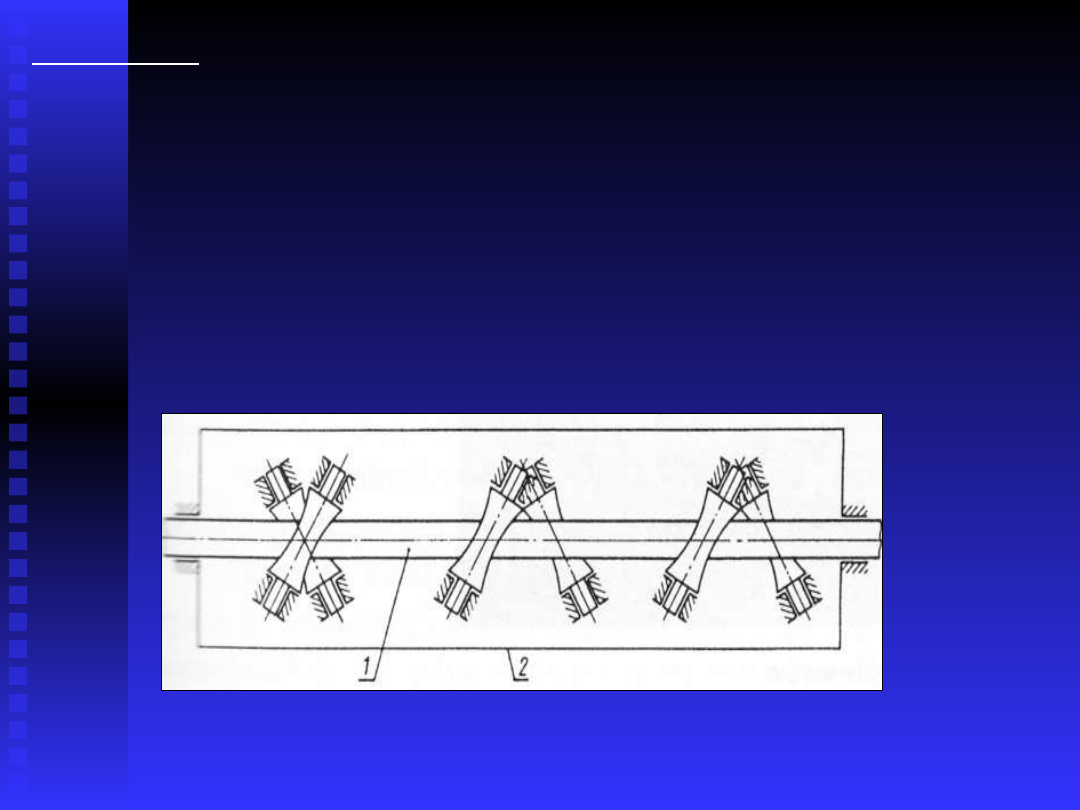
Przecinanie struną zbrojoną luźnym ścierniwem: a) zasada cięcia, b) przecinarka pracująca w
układzie poziomym; 1 - ziarna ścierne, 2 - struna, 3 - ciecz, 4 - materiał przecinany, v
s
-
prędkość skrawania

Cięcie anodowo-mechaniczne
Jest uniwersalną metodą cięcia i umożliwia wydajne cięcie zarówno materiałów
twardych, jak i miękkich przewodzących prąd elektryczny, przy czym efektywniejsze wyniki
cięcia uzyskuje się w przypadku materiałów o wyższych twardościach. Jest to technologia
materiałooszczędna, szczególnie ze względu na niewielką szerokość szczeliny cięcia. Przy
stosowaniu narzędzia o wysokości 1 mm szerokość szczeliny nie przekracza 1,25 mm.
Chropowatość powierzchni po cięciu anodowo-mechanicznym zmienia się w zależności
od parametrów obróbki i od doprowadzenia elektrolitu do strefy cięcia. Jest ona
najmniejsza w chwili rozpoczęcia procesu cięcia i zwiększa się w miarę zagłębiania się
narzędzia w materiał.
Jedynym powodem, że ten sposób cięcia jest zaliczany do metod niekonwencjonalnych,
jest elektrolit, który w eksploatacji stanowi negatywną cechę tej technologii. Stąd jak
dotychczas jest ona stosowana bardzo rzadko.
Drążenie, wycinanie i frezowanie elektroerozyjne
W obróbce elektroerozyjnej do kształtowania różnych powierzchni stosuje się
wyładowania elektryczne w dielektryku. Główne sposoby tej obróbki to drążenie, wycinanie
i frezowanie.
Wycinanie elektroerozyjne.
Jest to sposób obróbki mający do niedawna zastosowanie tylko w produkcji
jednostkowej, w tym przede wszystkim do wytwarzania narzędzi. Powodem tego była mała
wydajność wynosząca ok. 50 mm
3
/min usuniętego materiału. Dzisiejsze obrabiarki
elektroerozyjne charakteryzują się dużą wydajnością, dochodzącą do 300 mm
3
/min, dzięki
wyposażeniu ich w sterowanie numeryczne oraz systemy kontrolne, które nastawiają moc
generatora odpowiednio do erodowanej powierzchni.
Frezowanie elektroerozyjne.
Jest najnowszym sposobem obróbki elektroerozyjnej, wprowadzonym przez
szwajcarską firmę Charmilles Technologies. Polega on na zastosowaniu elektrody o prostym
kształcie do obróbki powierzchni kształtowych.
Drążenie elektroerozyjne.
Znajduje zastosowanie głównie przy produkcji matryc, form i kokili. Wadą tego sposobu
obróbki jest kłopotliwe wykonawstwo elektrod, zwłaszcza elektrod kształtowych, i ich
zużycie. W większości przypadków stosuje się do obróbki zgrubnej elektrody grafitowe, a
do wykańczającej miedziane. W szczególnych przypadkach na elektrody stosuje się
wolfram bądź materiały kompozytowe wytworzone metodą spiekania proszków. Drążenie
elektroerozyjne znalazło również zastosowanie w technologii otworów o średnicach od 0,2
do 3,0 mm.
Przedmioty wykonane na drążarce
elektroerozyjnej
Prostowanie
Prostowanie może dotyczyć zarówno półfabrykatów, jak i przedmiotów już częściowo
obrobionych, zatem może ono występować podczas całego procesu technologicznego.
Sposoby prostowania wałów mogą być następujące:
- W prostarce.
Jest to specjalne urządzenie, które służy tylko do prostowania długich półfabrykatów. Pręt
jest przepuszczany pomiędzy skośnie ustawionymi rolkami, z których jedna para ma
napęd.
- W kłach tokarki.
Ta metoda prostowania może być stosowana zarówno do półfabrykatów już pociętych z
wykonanymi nakiełkami, a więc będących półwyrobami, jak i do przedmiotów będących
w trakcie procesu technologicznego. Takie operacje wykonuje się zwłaszcza po obróbce
cieplnej, a przed obróbką wykańczającą.
Pod prasą.
Jest to metoda zastosowana w bardzo szerokim zakresie do wałów krótkich. Operację
wykonuje się najczęściej bez oprzyrządowania, stąd dokładność tego prostowania nie
jest duża. Większą dokładność można otrzymać na prasach odznaczających się
nastawną wielkością skoku.
Prostarka do prętów walcowych; 1 - pręt,
2 - rama
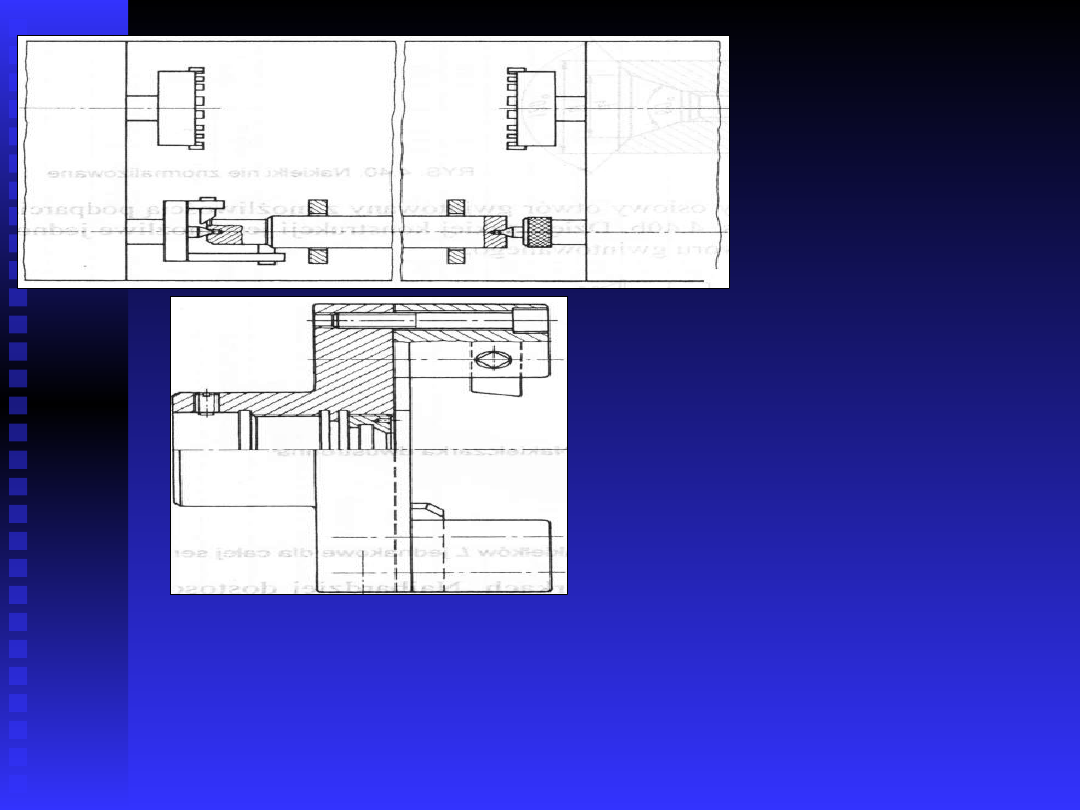
Nakiełkowanie
Nakiełkowanie dotyczy w przeważającej większości tych półfabrykatów, które są
przeznaczone na części klasy wał. W półfabrykatach tych wykonuje się bazy
obróbkowe, którymi są nakiełki.
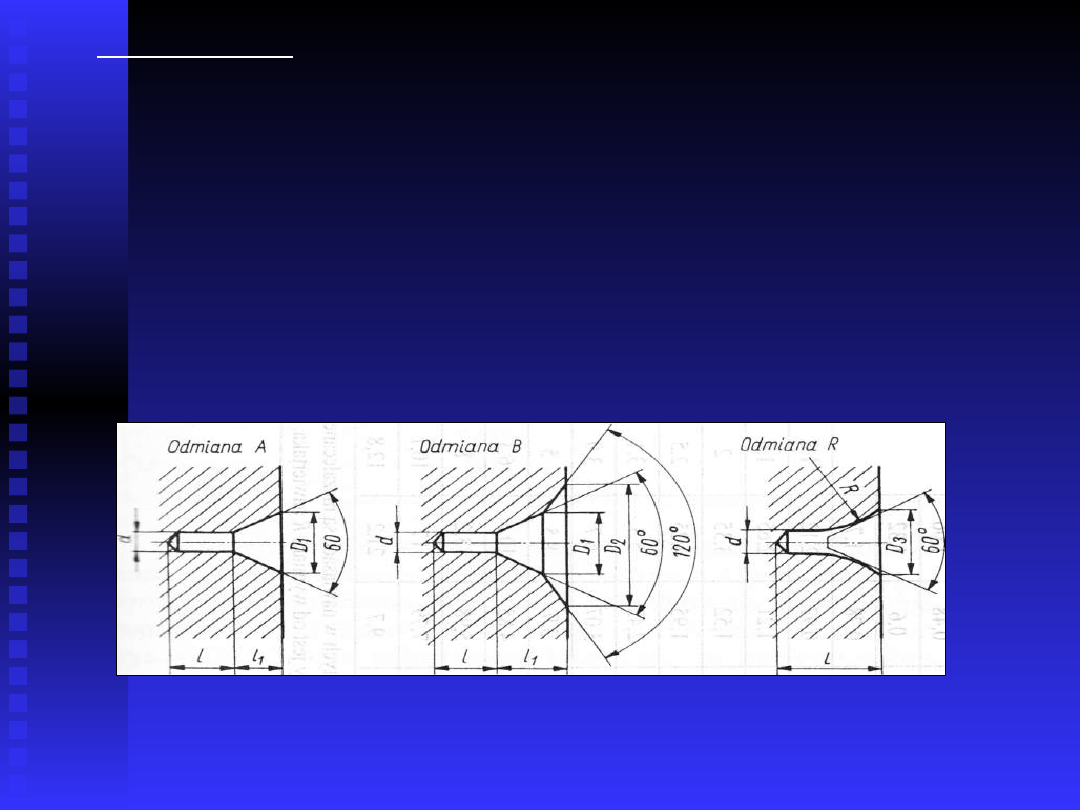
Wymiary nakiełków dobiera się wg normy PN-EN ISO 6411:2002 przewidziano trzy
rodzaje nakiełków:
Odmiana A - nakiełki zwykłe. Stosuje się je do przedmiotów, od których wymaga
się dużej dokładności, lub w tych przypadkach, gdy po jednej lub kilku < racjach
nakiełki będą usunięte, jak to dzieje się np. przy wierceniu otworu osiowego,
Odmiana В - nakiełki chronione. Są one powszechnie stosowane dla części typu
wał. Fazowanie pod kątem 120°, jakie ma chronić powierzchnie pracujące nakiełków i
nie dopuszczać do wypłynięcia materiału, przez co powierzchnie czopu wału pozostają
gładkie.
Odmiana R - nakiełki łukowe. Są one stosowane bardzo rzadko i to w przypadku
stosowania materiałów trudno obrabialnych. Kształt nakiełka umożliwia zwiększenie
sztywności narzędzia służącego do jego wykonania.
Typy nakiełków znormalizowanych
Schemat
frezarko-
nakiełczarki
Oprawka dwunożowa do
załamywania krawędzi
W produkcji jednostkowej i małoseryjnej, przy braku nakiełczarek, można wykonać
nakiełki na tokarkach, na wiertarkach, stosując odpowiednie oprzyrządowanie, w
przypadku dużych gabarytów wałów na wiertarko-frezarkach.
Typowym narzędziem do wykonywania nakiełków jest nawiertak. Wytwarza się
nawiertaki do nakiełków zwykłych, chronionych.

Przygotowanie półfabrykatów walcowanych w postaci
kształtowników, rur i blach
Najczęściej stosowanym sposobem oczyszczenia jest obróbka luźnym
ścierniwem. Jest to tzw. obróbka strumieniowo-ścierna. Polega ona na tym, że
poruszającym się ziarnom ściernym nadaje się taką prędkość, aby nabyta
przez nie energia kinetyczna wystarczała do wykonania pracy skrawania.
Do najbardziej znanych obróbek strumieniowo-ściernych należy zaliczyć:
obróbkę strumieniowo-ścierną na sucho (piaskowanie), obróbkę
strumieniowo-ścierną na mokro.
Obróbka strumieniowo-ścierna na sucho polega na rozpędzeniu ziaren
piasku strumieniem sprężonego powietrza. Wadą tego procesu, stanowiącego
duże zagrożenie ekologiczne, jest zapylenie.
Obróbka strumieniowo-ścierna na mokro charakteryzuje się tym, że
nośnikiem materiału ściernego jest ciecz, najczęściej woda z domieszkami
antykorozyjnymi. O wyborze materiału do oczyszczania powierzchni decyduje:
koszt jego regeneracji, koszt wymiany, krotność jego użycia oraz wydajność,
zdolność ścierna.
Wprowadzenie do strumienia powietrza dodatkowo wody ma ujemne cechy.
Są nimi: dodatkowe zużycie energii, niezbędne do rozpędzenia wody, i
powstanie na powierzchniach oczyszczonych przedmiotów błonki wody,
utrudniającej pracę oczyszczania.
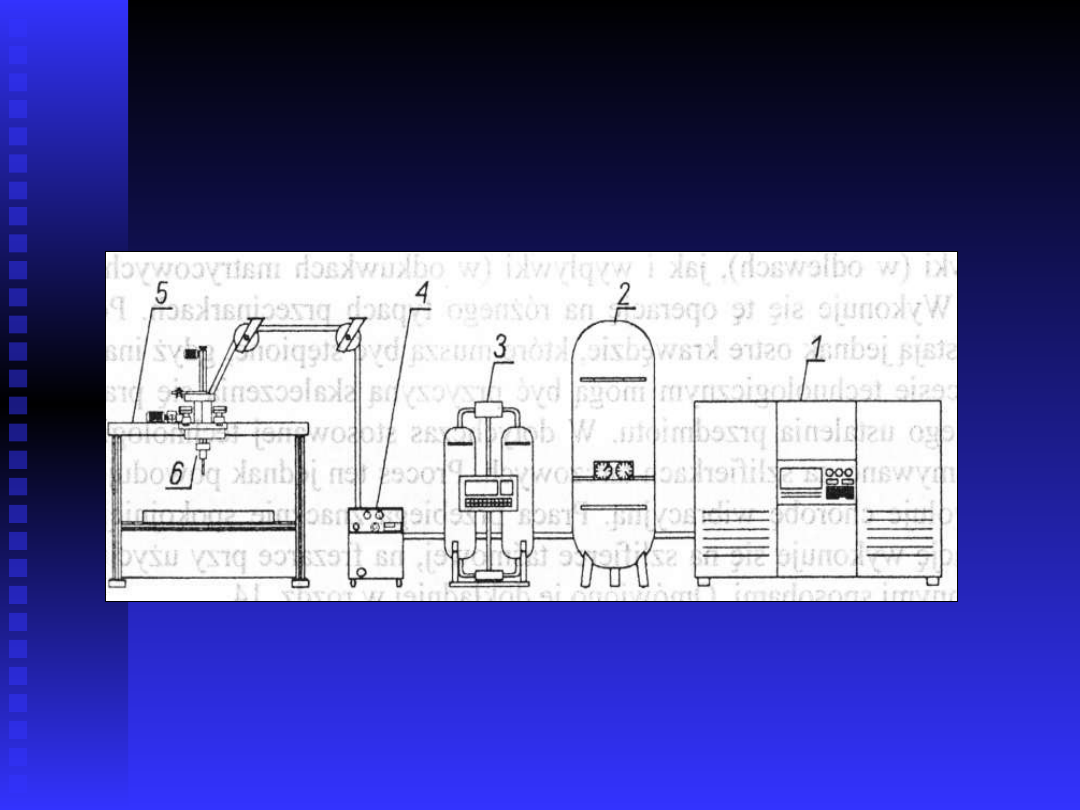
Proces oczyszczania za pomocą suchego lodu
,
Jest w pełni ekologiczny, jest znacznie tańszy. Suchy lód nie powoduje
korozji, co stanowi dodatkowy argument. Proces ten stanowi ciągle obiekt
badań. Szczególny kłopot sprawia magazynowanie kulek, które ulegają
zbryleniu.
Dostarczone kuleczki, w ilości 20 do 200 l/s w zależności od potrzeby, są
doprowadzone do dyszy, skąd z prędkością dochodzącą do 300 m/s uderzają w
oczyszczaną powierzchnię.
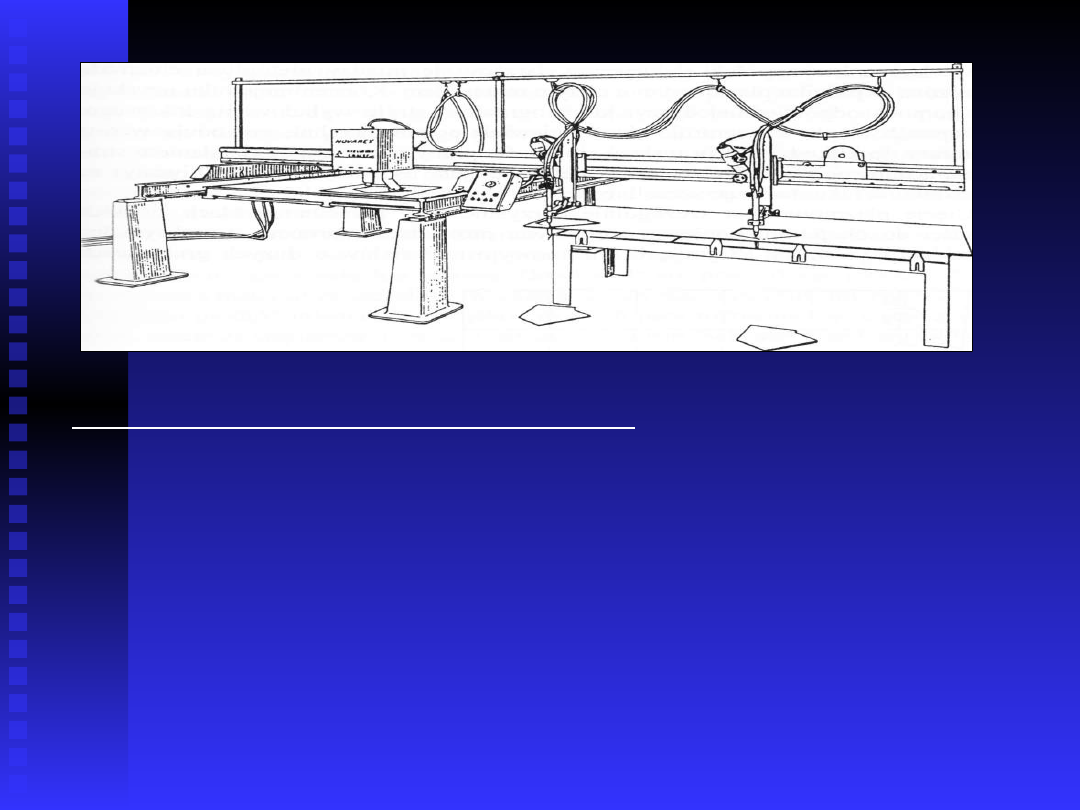
Stanowisko doświadczalne do oczyszczania powierzchni za pomocą suchego
lodu;
1 - sprężarka, 2 - zbiornik wyrównawczy, 3 - odwadniacz, 4 - zbiornik z kulkami
suchego lodu,
5 - robot sterujący ruchami dyszy, 6-dysza

Przygotowanie odlewów i odkuwek
Odlewy i odkuwki stanowią najczęściej stosowane
półfabrykaty,
zwłaszcza
w
produkcji
wielkoseryjnej.
Wymagają odpowiedniego przygotowania przed przekazaniem
ich na wydział obróbki mechanicznej.
Odlewy po odlaniu są zabrudzone, głównie masą
formierską. Powierzchnie ich są oczyszczane, podobnie jak
powierzchnie blach, przez piaskowanie, śrutowanie lub
strumieniem suchego lodu.
Odlewy ponadto powinny być wyżarzone w celu
usunięcia naprężeń odlewniczych powstałych w wyniku
nierównomiernego stygnięcia.

Dziękuję za uwagę
Dziękuję za uwagę
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
Wyszukiwarka
Podobne podstrony:
Technologia marynat i ryb solonych korzennie - przygotowanie półfabrykatów, TŻiŻC, Rok III, SVI, Tec
Przygotowanie PRODUKCJI 2009 w1
jak przygotowac i przeprowadzic pokaz kosmetyczny1
przykładowa prezentacja przygotowana na zajęcia z dr inż R Siwiło oceniona
Przygotowanie cieplej wody uzytkowej
Techniczne przygotowanie prodkcji
Magiczne przygody kubusia puchatka 3 THE SILENTS OF THE LAMBS
na co nalezy zwrocic uwage przygotowujac uczniow do nowego ustnego egzaminu maturalnego
Propozycja przygotowania schema Nieznany
Laboratorium01 PrzygotowanieŚrodowiskaProjektowegoPoznanieEdytoraISymulatoraKompilacjaISymulacjaPrzy
Kajtkowe przygody streszczenie
01 Przygotowanie produkcji piek Nieznany (2)
więcej podobnych podstron