Baran Bartosz
Rafał Barański
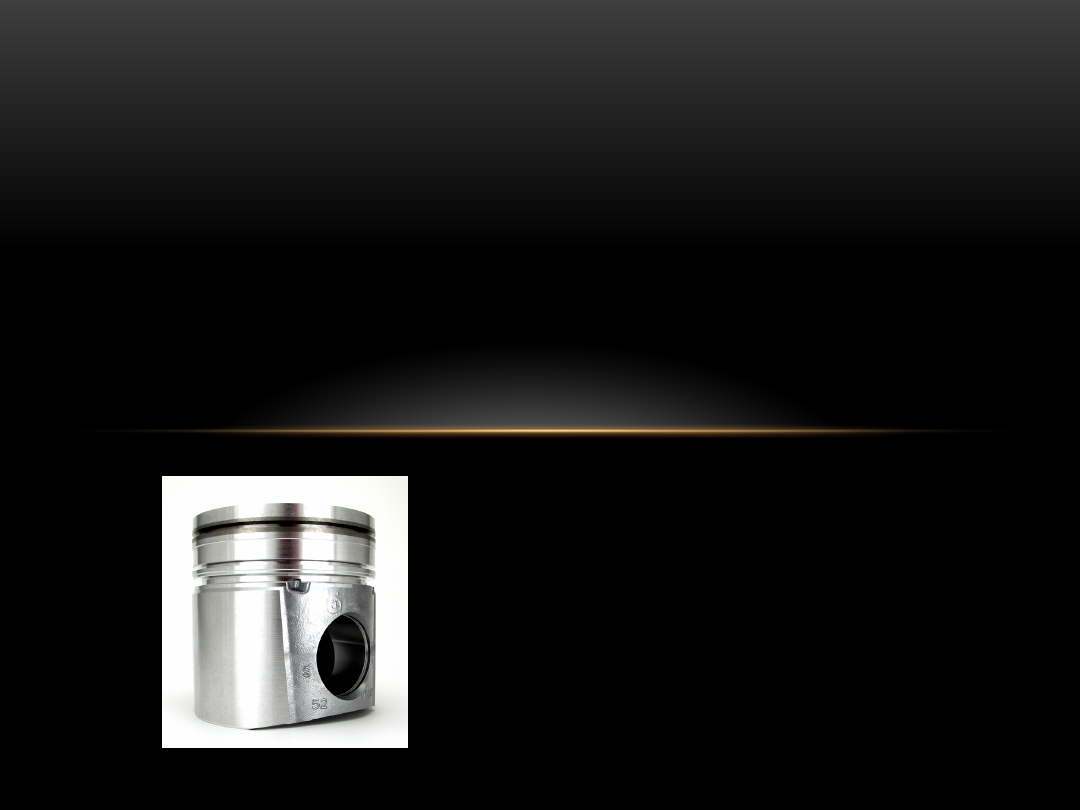
POWLOKI GALWANICZNE NA TLOKI


ZASTOSOWANIE POWŁOK
GALWANICZNYCH
Często stosowane w praktyce powłoki galwaniczne mogą pełnić
bardzo różnorodne funkcje. Przyjmując to kryterium można wyróżnić
między innymi powłoki ochronne, mające za zadanie ochronę metalu
podłoża przed skutkami korozji, a także powłoki dekoracyjne,
nakładane na powierzchnie w celu poprawienia jej wyglądu
zewnętrznego.

ŚRODOWISKO DZIALANIA TŁOKU
•
Tłok, jako ruchome dno komory spalania układu cylindrowego silnika stanowi
element konstrukcyjny narażony na największe obciążenia mechaniczne i cieplne.
Oddziaływanie na materiał konstrukcyjny denka tłoka ciśnień osiągających 20 MPa i
temperatury do 800 K powoduje, że w zakresie ustalonych obciążeń maksymalnych
i intensywnych (forsownych) zmian częściowego obciążenia mogą nastąpić na tyle
istotne deformacje kształtu i zmiany właściwości wytrzymałościowych materiału
konstrukcyjnego tłoka, że w wyniku ich rozwo- ju następują zwykle jego poważne
uszkodzenia pierwotne, które nieuchronnie prowadzą do rozległych uszkodzeń
wtórnych układu tłokowo-korbowego i całego silnika.
•
Najczęstszą przyczyną uszkodzenia tłoków są zakłócenia funkcjonowania układu
zasila- nia silnika paliwem i powietrzem, szczególnie podczas jego rozruchu.
Prowadzi to zazwyczaj do stukowego (detonacyjnego) spalania paliwa, które
charakteryzuje bardzo duża szybkość rozprzestrzeniania się płomienia w komorze
spalania (nawet kilkanaście razy większa niż przy normalnym spalaniu).
•
Następuje intensywny wzrost pulsacji ciśnienia i temperatury czynnika roboczego i
w konsekwencji wzrost cieplnego i mechanicznego obciążenia elementów komory
spalania, w szczególności tłoka. W rezultacie wzrastających gradientów
temperatury w strukturze konstrukcyjnej tłoka pojawiają się jego cykliczne
deformacje i wzrost naprężeń cieplnych, które znacznie przekraczają wartości
odpowiadające stanom pracy ustalonej silnika (nawet dwukrotnie)

SPALANIE STUKOWE.
•
(spalanie detonacyjne) - zjawisko nieprawidłowego,
nierównomiernego, wybuchowego
silnikach tłokowych o zapłonie iskrowym.
Podczas spalania stukowego w momencie
samozapłon i gwałtowne spalenie się mieszanki w przeciwległym
końcu komory. Proces ma charakter
detonacyjnej
reakcji łańcuchowej i spalanie następuje nieprawidłowo, z wielok
rotnie większą

STOPY NA BAZIE NIKLU NA TŁOKI
SILNIKOWE
•
stosowane są stopy na bazie niklu w tłokach silnikowych dzieki
swoim własnoscią np. odporność na korozję oraz dobra lejność.
•
wkładki kompensacyjne tłoków-stosuje się inwar tj.stop
żelaza(64%) i niklu(36%) z niewielkim dodatkiem węgla i chromu.
•
Pierścienie tłokowe-żeliwo szare lub stopowe z niewielką ilością
chromu,niklu molibdenu oraz żeliwo sferoidalne(3,6-4,1% C i
2,6% Si).

NIKLOWANIE
•
wytwarzanie powłoki
niklowej na przedmiotach
metalowych w celach
dekoracyjnych i ochrony
przed korozja

NIKLOWANIE ELEKTROLITYCZNE
•
Elektrolityczne nakładanie powłok metalowych na podłoża
przewodzące prowadzi sie przez osadzanie metali z roztworu ich
soli lub anod z tego metalu pod wpływem prądu elektrycznego.
Przedmiot powlekany stanowi katode, anodą jest natomiast płyta
metalu powłokowego.
•
Powłoki powstaja przez tworzenie sie ośrodków krystalizacji
(zarodków), a następnie ich wzrost, az do utworzenia ciągłej
warstwy o określonej grubości.
Czynniki wpływające na własności powłok: rodzaj metalu podłoża,
rodzaj i stężenie elektrolitu, substancje dodatkowe (np.
zwiększające przewodnictwo elektryczne kąpieli, powodujące
powstawanie powłok drobnokrystalicznych lub wybłyszczanie
powłoki), gęstość prądu, temperatura kąpieli, czas procesu,
sposób mieszania kąpieli (mechaniczne, sprężonym powietrzem,
itp.).

NIKLOWANIE ELEKTROLITYCZNE
•
grubość powłoki: 8 – 15 µm,
•
powłoka ochronno – dekoracyjna, stosowana najczęściej jako
podkład w systemach pokryć typu: Ni-Cr, Cu-Ni-Cr,
•
ze względu na wyższy potencjał od żelaza gwarantuje pokrytemu
detalowi ochronę katodową,
•
powłoka ta jest wolna od kadmu, ołowiu i chromu
sześciowartościowego. Osadzoną warstwe niklu cechuje bardzo
dobre przyleganie i odporność na zgniatanie.

NIKLOWANIE CHEMICZNE
•
W odróżnieniu od niklowania elektrolitycznego niklowanie
chemiczne przebiega bez użycia prądu elektrycznego w wyniku
chemicznej redukcji niklu wodorem w kąpielach zawierających
kompleksowe sole niklu oraz reduktor. Powłoka uzyskana w taki
sposób posiada wiele zalet:
•
wysoką odporność na ścieranie (około 600 HV, a po obróbce
cieplnej - blisko 1000 HV),
•
dobrą lutowność i przyczepność,
•
dużą odporność mechaniczną i korozyjną,
•
dużą plastyczność,
•
wysoki punkt topnienia,
•
dobrą przewodność elektryczną i cieplną,
•
dobre zachowanie przy poślizgu.

KOPIEL WATTSA
•
Najczęsciej stosuje się kąpiele siarczanowe do niklowania oparte
na 3 podst. Składnikach: -siarczanie niklawym, -chlorku
niklawym, -kwasie borowym Stosuje się bardzo szeroki zakres
składu kąpieli w zależności od temperatury, pH i żądanej
wydajności. Zasada w tych kąpielach jest to, że wraz ze
wzrostem zaw. Metalu wzrasta możliwość zwiększeniea gęstości
prądu. Kąpiele chlorkoew zamiast siarczanu niklawego zawierają
chlorek niklawy a do zmiany pH zamiast kwasu siarkowego
stosuje się kwas solny. Otrzymywane warstwy są twarde i
drobnokrystaliczne ale mało plastyczne. Kąpiele typu Wattsa
zawierające jedynie siarczan niklawy, chlorek niklawy lub chlorki
metali alkalicznych i kwas borowy są rzadko stosowane jako
dekoracyjne. Z kąpieli tych nakłada się powłoki o specjalnym
przeznaczeniu, między innymi jako podwarstwy pod powłoki
miedziane. W zależności od składu kąpieli stężenie można
otrzymywać powłoki: miekkie , twarde, plastyczne.

KĄPIEL WATTSA
•
KĄPIEL DO NIKLOWANIA Z POŁYSKIEM Kapiele z połyskiem
stosowane są do nakładania błyszczących powłok dekoracyjnych
pod powłoką chromową, która umożliwia utrzymanie przez długi
czas niezmiennego wyglądu wyrobu. Z technologicznego i
ekonomicznego pkt. Widzenia atrakcyjność niklowania z
połyskiem polega na tym , że powłoki nie wymagają polerowania
i że można je chromować bez dodatkowych koswztów związanych
z suszeniem, polerowaniem i elektrochemicznym
przygotowaniem powierzchni. Kąpiele do niklowania z połyskiem
różnią się tym od innych kąpieli do niklowania że stosowane są
różne dodatkim, które powodują wybłyszczanie nakładanych
warstw połączone z wygładzaniem . Kąpiele do niklowania z
połyskiem oraz kąpiele chlorkowe lub siarczanowo-chlorkowe są
najczęsciej stosowane w przemyśle.

PRZYKŁADOWY SKŁAD CHEMICZNY
•
PRZYKŁADOWY SKŁAD CHEM
KĄPIELI: -siarczan niklawy
NiSO4x7H2O -chlorek niklawy
NiCl2x7H2O -siarczan sodowy
Na2SO4 -kwas borowy H3BO4
-dodatki blaskotwórcze. Parametry:
-temp. 45-50ºC -pH: 3,5-4,2
-gęstość prądu 3-10 A/dm3

BIBLIOGRAFIA
•
G.W. Akimov, Podstawy nauki o korozji i ochrona metali PWT Katowice
•
Poradnik galwanotechnika – Praca zbiorowa PWT Warszawa 1961
•
A.Kozłowski, J.Tymowski, T. Żak, Techniki wytwarzania. Powłoki
ochronne. PWN Warszawa 1978
•
M. Pourabix Wykłady z korozji elektrochemicznej PWN Warszawa 1978
•
Ochrona przed korozją – praca zbiorowa Wydawnictwo Komunikacji i
Łączności Warszawa1986
•
Developmentsinhigh-temperaturecorrosionandprotection of materials.
Ed. Wei Gao, Zhengwei Li. Woodhead Publishing Ltd. Cambridge,
England, 2008.
•
High-temperatureoxidationofmetals.N.Birks,G.H.Meier, F.S. Pettit.
Cambridge University Press. New York, USA 2008.
•
Corrosion:Fundamentals,TestingandProtection.ASM Handbook, vol.
13A. ASM International. Ohio Park, USA, 2003.
Document Outline
- Slide 1
- Powłoki Galwaniczne
- Zastosowanie powłok galwanicznych
- Środowisko dzialania tłoku
- Spalanie stukowe.
- Stopy na bazie niklu na tłoki silnikowe
- Niklowanie
- Niklowanie elektrolityczne
- Niklowanie elektrolityczne
- Niklowanie chemiczne
- Kopiel Wattsa
- Kąpiel wattsa
- Przykładowy skład chemiczny
- Bibliografia
Wyszukiwarka
Podobne podstrony:
tloki na galwe
Interpretacja treści Księgi jakości na wybranym przykładzie
Wykład 1, WPŁYW ŻYWIENIA NA ZDROWIE W RÓŻNYCH ETAPACH ŻYCIA CZŁOWIEKA
zróżnicowanie religijne na świecie
WPŁYW STRESU NA NADCIŚNIENIE TETNICZE
Prezentacja na seminarium
Bezpieczenstwo na lekcji wf
CZLOWIEK I CHOROBA – PODSTAWOWE REAKCJE NA
Uważajmy na drogach Prezentacja
Vol 14 Podst wiedza na temat przeg okr 1
System Warset na GPW w Warszawie
Leki wpływające na czynność skurczową macicy
wykłady NA TRD (7) 2013 F cz`
Wpływ AUN na przewód pokarmowy
Na przekor grawitacji
Plan pracy na 2011 pps
internetoholizm prezentacja na slajdach
więcej podobnych podstron