„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Zbigniew Eliasz
Wykonywanie obsługi i konserwacji maszyn i urządzeń
precyzyjnych 731[01].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Krzysztof Idzior
mgr inż. Dariusz Główczak
Opracowanie redakcyjne:
mgr inż. Zbigniew Eliasz
Konsultacja:
mgr inż. Ryszard Dolata
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[01].Z3.02
„Wykonywanie obsługi i konserwacji maszyn i urządzeń precyzyjnych”, zawartego
w programie nauczania dla zawodu mechanik automatyki przemysłowej i urządzeń
precyzyjnych.
Uwaga:
Zastrzeżonych nazw firm i produktów użyto wyłącznie w celach informacyjnych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Zużycie części maszyn, tarcie i korozja
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Urządzenia techniki komputerowej
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
22
4.3. Sprzęt gospodarstwa domowego
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
30
4.4. Przenośniki taśmowe i podnośniki
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
35
4.4.3. Ćwiczenia
35
4.4.4. Sprawdzian postępów
36
5. Sprawdzian osiągnięć ucznia
37
6. Literatura
42

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu obsługi
i konserwacji maszyn oraz urządzeń precyzyjnych.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw zadań sprawdzających, abyś mógł sprawdzić czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 731[01].Z3
Eksploatacja układów automatyki
przemysłowej i urządzeń precyzyjnych
731[01].Z3.01
Wykonywanie obsługi
i konserwacji układów
automatyki przemysłowej
731[01].Z3.02
Wykonywanie obsługi
i konserwacji maszyn
i urządzeń precyzyjnych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
stosować jednostki układu SI,
−
przeliczać jednostki,
−
rozróżniać rodzaje mechanizmów maszyn precyzyjnych,
−
posługiwać się podstawowymi pojęciami z zakresu fizyki w gimnazjum,
−
obsługiwać komputer na poziomie podstawowym,
−
współpracować w grupie,
−
stosować przepisy bezpieczeństwa i higieny pracy oraz ochrony środowiska,
−
poszukiwać informacji w Internecie,
−
przygotowywać i realizować prezentacje.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić rodzaje mechanizmów maszyn precyzyjnych,
−
wyjaśnić zjawisko tarcia i smarowania elementów maszyn i urządzeń precyzyjnych,
−
scharakteryzować metody przeciwdziałania zużyciu elementów maszyn w wyniku tarcia,
−
uruchomić i dokonać przeglądu technicznego plotera,
−
uruchomić i wymienić części eksploatacyjne w drukarce komputerowej,
−
dokonać regulacji i przeglądu technicznego maszyny do szycia,
−
uruchomić i dokonać regulacji wagi z kasą fiskalną,
−
naprawić uszkodzone żelazko elektryczne,
−
uruchomić i dokonać przeglądu technicznego kuchenki mikrofalowej,
−
dokonać przeglądu technicznego silników komutatorowych napędzających maszyny
precyzyjne,
−
dokonać wymiany i uruchomić systemy regulacyjne w pralce automatycznej,
−
dokonać przeglądu technicznego mechanizmów zegarowych,
−
dokonać regulacji elementów systemu transportu taśmowego,
−
posłużyć się instrukcjami obsługi,
−
skorzystać z dokumentacji technicznej, norm i katalogów,
−
zastosować zasady bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska na stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Zużycie części maszyn, tarcie i korozja
4.1.1. Materiał nauczania
W wyniku eksploatacji maszyn i urządzeń następuje pogorszenie stanu technicznego
poszczególnych mechanizmów, co powoduje spadek sprawności mechanicznej, wzrost
temperatury, wzrost natężenia hałasu i drgań. Przyczyną tego zjawiska są:
−
tarcie, prowadzące do uszkodzeń warstwy wierzchniej par części współpracujących,
−
zmęczenie materiału,
−
procesy korozji i erozji.
W wyniku działania wymienionych zjawisk i procesów następują zmiany stanu detali
maszyn i urządzeń. Ze względu na rodzaj działającego czynnika, zużywanie elementów
maszyn dzieli się na:
−
mechaniczne – występuje w miejscach styku dwóch poruszających się względem siebie
części maszyn, gdy przyczyną są oddziaływania mechaniczne,
−
korozyjne – powodowane przez różnego rodzaju korozje,
−
korozyjno – mechaniczne – efekt oddziaływań mechanicznych i korozyjnych.
Proces prowadzący do pogorszenia wartości użytkowych maszyn i urządzeń nazywany
jest zużywaniem. Stan elementów maszyn i urządzeń na określonym etapie procesu
zużywania nazywany jest zużyciem. Zużyte części maszyn wymienia się na nowe lub poddaje
regeneracji. Producenci maszyn i urządzeń w dokumentacji określają stopień dopuszczalnego
zużycia dla niektórych podzespołów. Podczas okresowych przeglądów należy zgodnie
z dokumentacją sprawdzić stopień zużycia mechanizmów i ewentualnie podjąć decyzję
o dokonaniu niezbędnej naprawy. W trakcie oględzin najczęściej należy dokonać pomiarów
z wykorzystaniem odpowiednich narzędzi pomiarowych (suwmiarka, mikrometr, liniał
krawędziowy), a także dokonać wizualnej oceny stopnia zużycia danej części czy podzespołu.
Korozja – jest to proces niszczący mikrostrukturę materiału, który prowadzi do jego
rozpadu i jest wywoływany wpływem środowiska. Ulegają jej z różną szybkością i w różnej
postaci wszelkie tworzywa oraz materiały – począwszy od metali, poprzez betony, żelbety,
ceramikę, drewno do tworzyw sztucznych włącznie. Powstająca w wyniku korodowania
materiałów zawierających żelazo tzw. rdza nie jest „czystym” tlenkiem żelaza, lecz jest to
dość nieokreślone połączenie związków żelaza, tlenu i wodoru. Rozpoczyna się zwykle
zmianami zaatakowanej powierzchni – powstają plamy i wżery, a następnie postępuje w głąb,
niszcząc substancje najbardziej podatne. Produkty korozji tworzą czasami warstwę pasywną
chroniącą głębsze struktury przed dalszym rozkładem, w innych zaś przypadkach mogą być
kolejnym czynnikiem potęgującym korozję.
W przypadku metali rozróżnia się korozję:
−
chemiczną,
−
elektrochemiczną.
Korozja chemiczna metali następuje w wyniku działania suchych gazów lub cieczy
nieprzewodzących prądu elektrycznego. Przykładem korozji chemicznej może być działanie
tlenu na metale w podwyższonej temperaturze w rezultacie, którego na powierzchni metalu
powstaje warstwa tlenku. Utlenianie metalu do jego tlenków nie zawsze jest procesem
szkodliwym. Jeżeli warstwa tlenku jest dostatecznie zwarta i mocno związana z powierzchnią
metalu, chroni ona metal przed dalszym utlenianiem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Korozja elektrochemiczna jest najbardziej powszechnym rodzajem korozji. Należy
do niej powszechnie spotykane zjawisko korozji atmosferycznej, która spowodowana jest
działaniem na metale wilgotnego powietrza i zawartych w nim zanieczyszczeń.
Ochrona metali przed korozją
Opracowano wiele metod zapobiegania, a przynajmniej hamowania tego niepożądanego
zjawiska. Do najważniejszych metod ochrony antykorozyjnej można zaliczyć:
−
elektrochemiczną ochronę katodową i protektorową,
−
metaliczne i niemetaliczne powłoki ochronne,
−
dyfuzyjne ulepszanie powierzchni metali,
−
stosowanie inhibitorów.
Podstawowym sposobem ochrony przed korozją chemiczną jest dobór odpowiedniego
materiału do warunków środowiska agresywnego. Najprostszym sposobem zapobiegania
korozji jest zabezpieczenie powierzchni przedmiotu przed powietrzem i wodą za pomocą
malowania. Lepsze efekty osiągamy na drodze galwanicznego pokrywania metalu, np. stali
cienką warstwą cynku (znacznie odporniejszego na korozję), który trwale (lepiej od powłok
malarskich) wiąże się ze stalowym podłożem.
Można znacznie obniżyć działanie korodujące niektórych czynników przez zastosowanie
inhibitorów (opóźniaczy) korozji. Tworzą one na powierzchni metalu warstewki ochronne
hamujące szybkość korozji. Ważną rolę w zapewnieniu długotrwałego użytkowania urządzeń
i ich elementów jest oprócz dokładnego wykonania, także odpowiednie zabezpieczenie
antykorozyjne tych powierzchni, które nie współpracują ze sobą bezpośrednio.
Tarcie
Opory ruchu to całość zjawisk fizycznych towarzyszących przemieszczaniu się
względem siebie dwóch ciał fizycznych (tarcie zewnętrzne) lub elementów tego samego ciała
(tarcie wewnętrzne) i rozpraszających energię podczas ruchu. Tarcie zewnętrzne występuje na
granicy dwóch ciał. Tarcie wewnętrzne występuje podczas przepływy płynów i deformacji
ciał stałych, pomiędzy obszarami o różnej prędkości przepływu. Siła występująca
w zjawiskach tarcia nazywana jest siłą tarcia. Podstawowy podział tarcia:
−
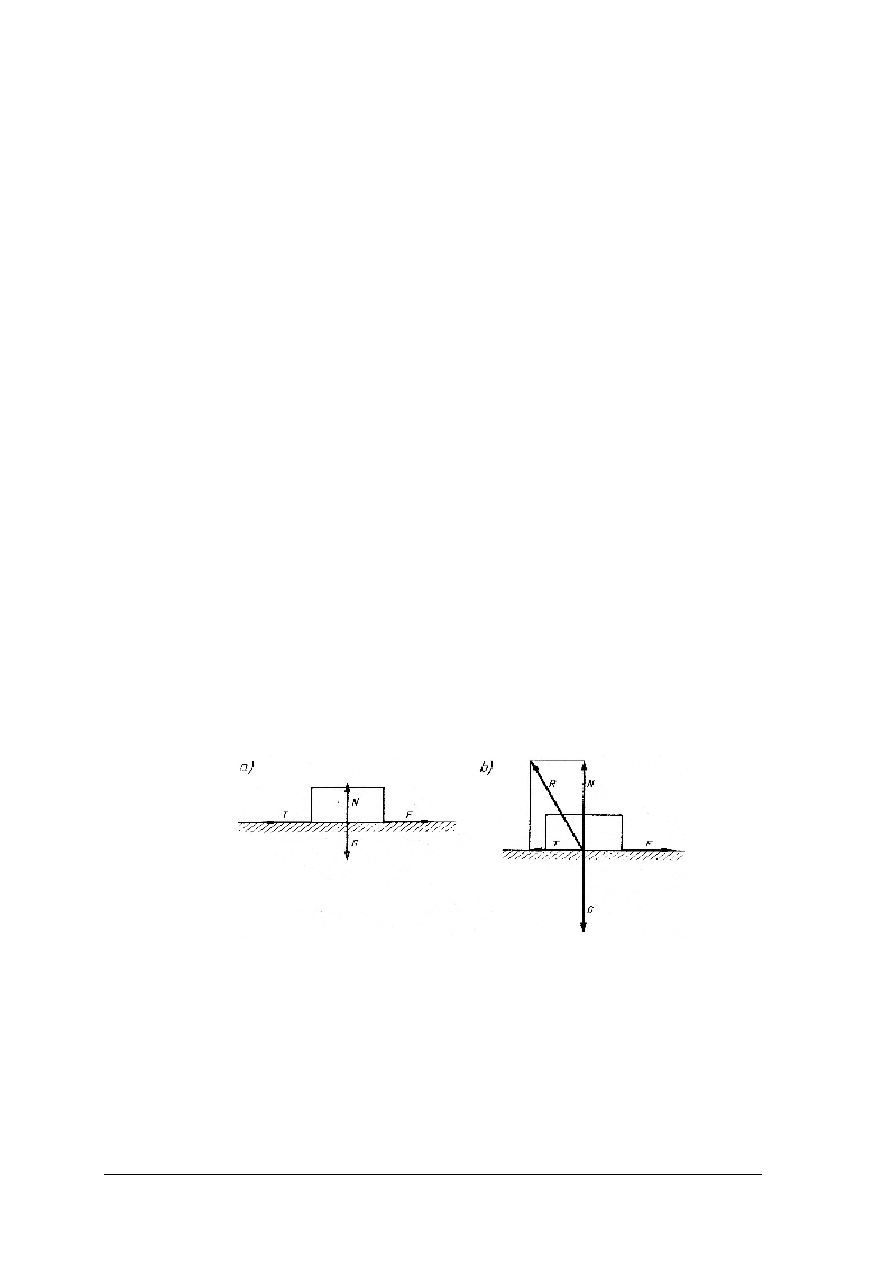
tarcie zewnętrzne, które dzielimy na tarcie ślizgowe: spoczynkowe i ruchowe (rys. 1)
oraz tarcie toczne (rys. 2),
−
tarcie wewnętrzne.
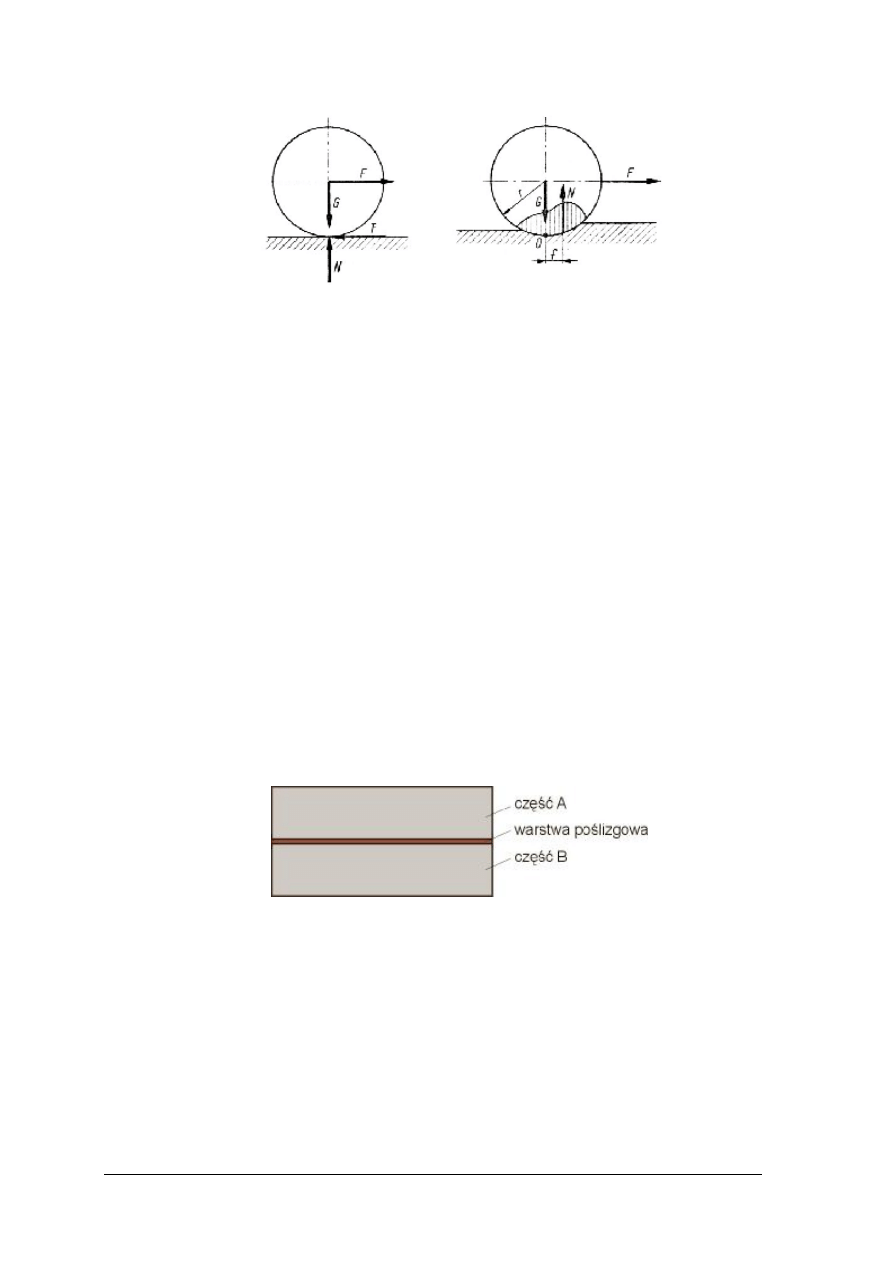
Rys. 1. Siły występujące w tarciu ślizgowym: a) spoczynkowym, b) ruchowym:G –siła
ciężkości, N – siła reakcji podłoża, T – siła tarcia, F – siła ciągnąca, R – siła reakcji
[2]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 2. Siły występujące w tarciu tocznym: G –siła ciężkości, N – siła reakcji podłoża, T – siła
tarcia, F – siła ciągnąca, O – punkt obrotu, r – promień walca, f – odległość przyłożenia
N od teoretycznego miejsca styku (ramię) [2]
Z zasady siła tarcia spoczynkowego jest większa lub równa sile tarcia ruchowego:
k
s
T
T
≥
Jeżeli ciało nie porusza się, to siła tarcia statycznego równoważy siłę wypadkową
działającą na ciało, ma kierunek siły wypadkowej, a zwrot przeciwny. Maksymalną wartość
siły, jaka może wystąpić określa wzór:
N
T
s
⋅
=
µ
Jeżeli ciało porusza się, to siła tarcia dynamicznego ma kierunek ruchu ciała, zwrot
przeciwny kierunkowi ruchu, wartość T jest równa:
N
T
d
⋅
=
µ
Gdzie:
µ – współczynnik tarcia zależny od rodzaju powierzchni stykających się ciał,
N – siła nacisku N, siła prostopadła do powierzchni styku ciał.
Gdy ciało porusza się tak, że jego elementy stykające się z powierzchnią mają różny
kierunek ruchu, to siły tarcia poszczególnych elementów mają różne kierunki.
Tarcie ma bezpośredni wpływ na zużywanie się części maszyn oraz straty mocy
w pracujących maszynach. Aby zmniejszyć siły tarcia, stosuje się smarowanie – smarami
stałymi lub płynnymi (olejami). Smar działa na zasadzie wniknięcia w szczelinę pomiędzy
trącymi powierzchniami i tworzy tam warstwę poślizgową przez całkowite odseparowanie
od siebie tych powierzchni (Rys. 3).
Rys. 3.
Warstwa poślizgowa utworzona przez smar lub olej [opracowanie własne]
Oprócz tego smarowanie spełnia następujące zadania:
−
usuwanie zanieczyszczeń ze współpracujących części,
−
ochrona przed korozją,
−
odprowadzenie ciepła z obszaru tarcia,
−
tłumienie drgań,
−
amortyzacja obciążeń uderzeniowych,
−
zmniejszenie luzów i skutków ich powiększania się.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest korozja?
2. W wyniku, jakich działań następuje korozja chemiczna metali?
3.
W jaki sposób przejawia się korozja elektrochemiczna metali?
4. Czy ubytki metalu (plamy i wżery), to objawy korozji metali?
5. Co to jest rdza?
6. Jaki jest najprostszy sposób na zapobiegania korozji?
7. Co to jest tarcie?
8. Jakie są najczęściej spotykane tarcia?
9. Czy wielkość tarcia wpływa na ilość zużywanego paliwa w pojazdach?
10. Co to jest smarowanie?
11. Jakie są zadania smarowania?
12. Czy zużycie materiałów prowadzi do pogorszenia ich wartości użytkowych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj najczęściej spotykane zniszczenia korozyjne oraz przyczyny ich powstania.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć okiem nieuzbrojonym oraz przy pomocy przyrządów optycznych następujące
typy zniszczeń korozyjnych: zniszczenia równomierne, wżery korozyjne, pęknięcia,
2) scharakteryzować rodzaj korozji, oraz opisać przyczyny zniszczeń korozyjnych,
3) określić sposoby zabezpieczenia zniszczonego elementu,
4) określić metody ochrony metali przed korozją,
5) scharakteryzować zależności między właściwościami metali a ich zastosowaniami.
Wyposażenie stanowiska pracy:
−
próbki metali (kolekcja),
−
lupa, suwmiarka i mikrometr,
−
instrukcja do zajęć laboratoryjnych.
Ćwiczenie 2
Przeanalizuj rolę smarowania w maszynach i urządzeniach precyzyjnych.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) porównać sposób przesuwania się głowicy w drukarce atramentowej po prowadnicach:
a) nasmarowanych,
b) nie nasmarowanych.
2) ocenić rolę tarcia, wyjaśnić fizyczne aspekty procesów smarowania,
3) posmarować wszystkie elementy metalowe drukarki wskazane w instrukcji drukarki,
dokonać doboru środków smarnych, wybrać odpowiednie techniki smarowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Wyposażenie stanowiska pracy:
−
drukarka atramentowa wraz z Instrukcją obsługi,
−
kilka (3–4) rodzajów smarów,
−
instrukcja do zajęć laboratoryjnych.
Ćwiczenie 3
Określ rodzaje zużyć elementów maszyn i urządzeń.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) dokonać oględzin makroskopowych części maszyn, analizując, które z powierzchni
uległy zużyciu,
2) posługując się suwmiarką, lupą i mikrometrem określić wielkość i rodzaje występującego
zużycia,
3) dokonać analizy w jakich warunkach wystąpiły zużycia,
4) określić rodzaj zużycia,
5) przedstawić sposób podwyższenia trwałości.
Wyposażenie stanowiska pracy:
−
3–4 zużyte części maszyn i urządzeń,
−
lupa, suwmiarka i mikrometr,
−
instrukcja do zajęć laboratoryjnych.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić, co to jest korozja?
2) przedstawić sposoby podwyższenia trwałości badanych elementów?
3) wskazać prawdopodobne warunki pracy zużytego detalu?
4) określić rodzaj zużycia badanego detalu?
5) posługując się lupą, suwmiarką i mikrometrem określić wielkość
i rodzaje występujących zużyć?
6) wymienić, jakie zadania spełnia smarowanie?
7) zdefiniować tarcie?
8) określić, w jaki sposób można zmniejszyć tarcie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Urządzenia techniki komputerowej
4.2.1. Materiał nauczania
Drukarka to urządzenie peryferyjne współpracujące z komputerem, służące
do przenoszenia tekstu lub obrazu na papier. Niektóre drukarki współpracują z innymi
urządzeniami, np. z kasą fiskalną. Podstawowe rodzaje drukarek to:
−
igłowe,
−
atramentowe,
−
laserowe.
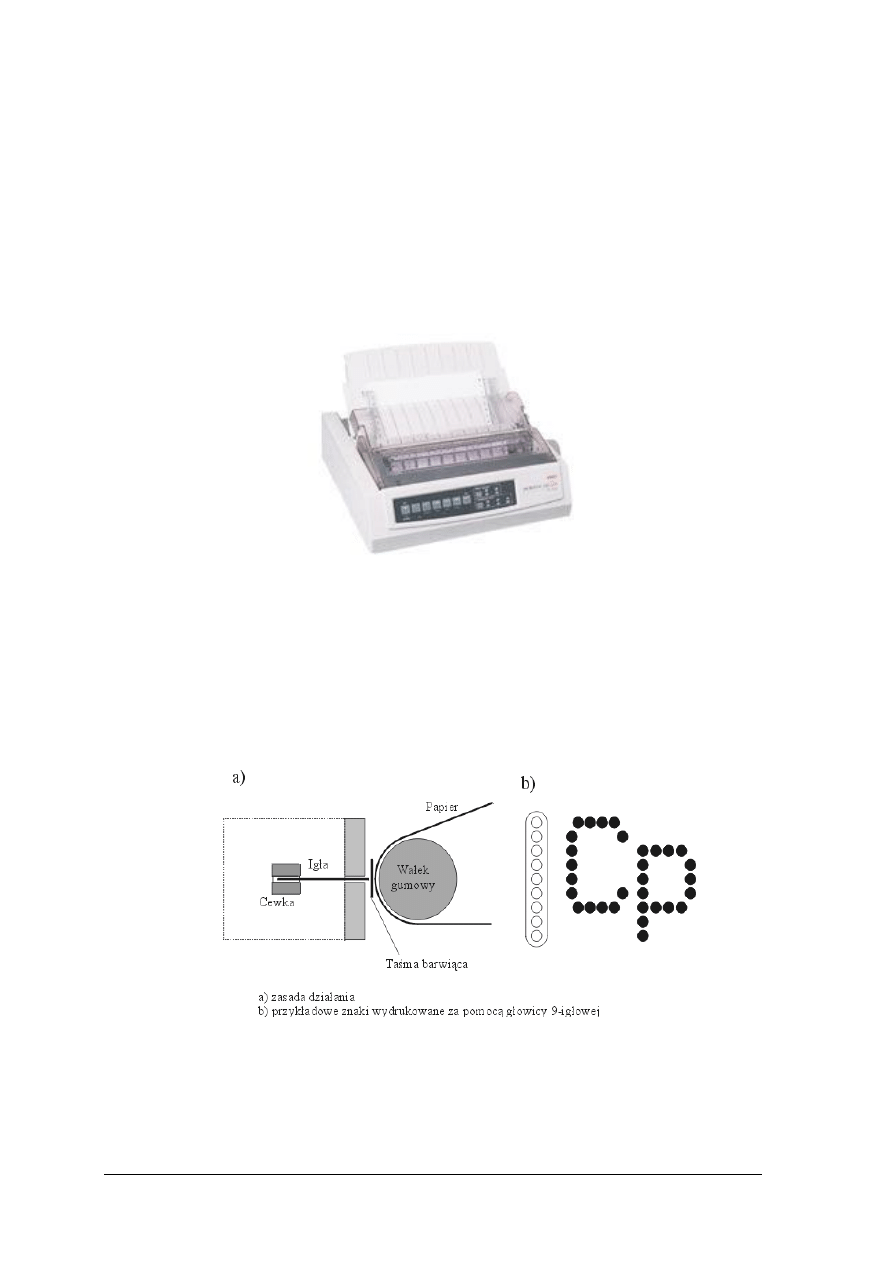
Rys. 4. Drukarka igłowa [17]
Drukarka igłowa (rys. 4), to drukarka mozaikowa (ang. dot–matrix printer) –
w początkach masowej komputeryzacji najpopularniejszy typ drukarek. Drukarki te
wykorzystują do drukowania taśmę barwiącą podobną do stosowanej w maszynach do
pisania. Główną zaletą tych drukarek są niskie koszty eksploatacji i możliwość drukowania
kilku kopii na papierze kopiującym. Aktualnie, drukarki te są używane do druku faktur,
w bankach, sklepach, czy firmach usługowych. Najczęściej spotykane są głowice 9 i 24
igłowe. Igły mogą wysuwać się z głowicy pod wpływem pola magnetycznego cewki. Igły te
uderzają przez taśmę barwiącą w papier dociśnięty do gumowego wałka (rys. 5).
Rys. 5. Zasada działania drukarki igłowej [14]
Mechanizm napędowy przesuwa głowicę poziomo i co określony odstęp następuje
pobudzenie cewek. Przy jednokrotnym pobudzeniu drukowanie są punkciki umieszczone
jeden nad drugim, odpowiadające poszczególnym igłom (wszystkie, niektóre lub żaden). Przy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
druku powtarzanym w regularnych odstępach na papierze jest tworzony obraz złożony z siatki
punkcików i wysokości odpowiadającej wysokość głowicy. Po wydrukowaniu jednej linii
papier jest przesuwany w górę i drukowana jest następna linia. W ten sposób powstaje obraz
złożony z siatki punktów o regularnych odstępach w poziomie i w pionie (mozaika), mogący
zajmować całą stronę papieru. Utworzony obraz może przedstawiać dowolny układ punktów
– w tym także znaki pisarskie, drukarka pracuje wtedy w tzw. trybie graficznym. Drukarka
igłowa może pracować także w trybie tekstowym, drukując znaki o wzorach zapamiętanych
w pamięci drukarki (komputer podaje tylko numery kodów znaków)
W drukarkach mozaikowych stosuje się zarówno papier w pojedynczych arkuszach, jak
i papier ciągły, z perforacją po bokach służącą do precyzyjnego przesuwania go w drukarce,
(tzw. składanka).
Papier w arkuszach podaje się ręcznie chyba, że drukarka ma automatyczny
podajnik. Papier w arkuszach jest prowadzony za pomocą wałka gumowego (napęd
tarciowy). Niestaranne podanie arkusza może spowodować, że papier będzie prowadzony
krzywo, co może doprowadzić do zablokowania drukarki. Należy wtedy przerwać
drukowanie i wyjąć papier. Czasem drukarki są wyposażone w prowadnice ułatwiające
wsuwanie papieru we właściwym miejscu. Do przesuwania papieru perforowanego służy tzw.
napęd traktorowy, z kołami lub paskami zębatymi o rozstawie zębów takim jak otwory
w papierze. Typowe wartości parametrów drukarek igłowych:
−
szerokość wałka: 10, 12, 15 cali,
−
szybkość druku: 100 do 540 znaków/s,
−
trwałość głowicy: 25–100 mln znaków,
−
trwałość taśmy tuszowej: 0,2–1,0 mln znaków,
−
max rozdzielczość drukowania: 240x144, 360x360 pikseli/cal,
−
pamięć ROM: 16–32 KB,
−
język opisu strony: PCL4, PCL5.
Najczęstszą przyczyną niewłaściwego działania drukarek igłowych jest brak smarowania
prowadnic głowicy, niewłaściwa odległość głowicy od papieru i zużycie taśmy barwiącej.
Zdarza się, że podczas drukowania ślad druku na papierze przestaje być nagle widoczny.
Może to być spowodowane zacięciem się taśmy barwiącej. Drukarkę należy wtedy zatrzymać
i poprawić prowadzenie taśmy. Blady druk jest spowodowany najprawdopodobniej zużyciem
się taśmy, którą należy wymienić. Wałek drukarki jest napędzany za pomocą silnika
krokowego za pośrednictwem przekładni zębatej. Podczas okresowych przeglądów należy
wyczyścić silnik i przekładnię oraz dokonać smarowania przy użyciu specjalnego smaru
do urządzeń precyzyjnych. Należy dbać również o czystość i okresowe smarowanie
prowadnic, na których przemieszcza się tzw. karetka z głowica drukującą.
Rys. 6.
Drukarka atramentowa [17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Drukarka atramentowa (rys. 6) (ang. ink–jet printer) – obecnie najpopularniejszy typ
drukarki. Wykorzystuje do druku tusz, który dzielimy na dwie grupy: rozpuszczalnikowy
i pigmentowy. Tusz rozpuszczalnikowy jest jednorodną cieczą z rozpuszczonymi
barwnikami, może tworzyć bardzo małe krople, które są niezbędne do otrzymania wysokich
rozdzielczości wydruku. Wadami tego tuszu są: podatność wydruków na czynniki
zewnętrzne, jak: promienie UV (blaknięcie), woda, ścieranie, oraz stosunkowo duża wielkość
kropli i utrudnione mieszanie tuszów się między sobą. Tusz pigmentowy zawiera w sobie
cząstki stałe – pigmenty. Atutem tuszu pigmentowego jest dość duża odporność na czynniki
zewnętrzne. Wszystkie drukarki atramentowe umożliwiają druk w kolorze. Do wydruku
w kolorze stosowany jest atrament w czterech kolorach: cyjan, magenta, yellow i black
(model CMYK). Każdy z poszczególnych kolorów ma na głowicy osobny rząd dysz.
O kolorze drukowanego piksela decyduje ilość podanego atramentu każdego z kolorów
składowych. W niektórych drukarkach można stosować dodatkowe specjalne tusze tzw.
fotograficzne, które lepiej oddają niektóre barwy przy drukowaniu zdjęć. Jakość koloru
i wydruku zależy od najmniejszej wielkości kropli oraz typu tuszu stosowanego podczas
wydruku.
Drukarka atramentowa jest skonstruowana podobnie jak igłowa. Na karetce zamiast
głowicy igłowej umieszczono głowicę z dyszami podającymi atrament na papier. Spotyka się
tutaj dwa rozwiązania: pojemnik z atramentem jest zintegrowany z głowicą oraz takie gdzie
atrament jest w osobnych zbiornikach połączonych z głowicą za pomocą węży.
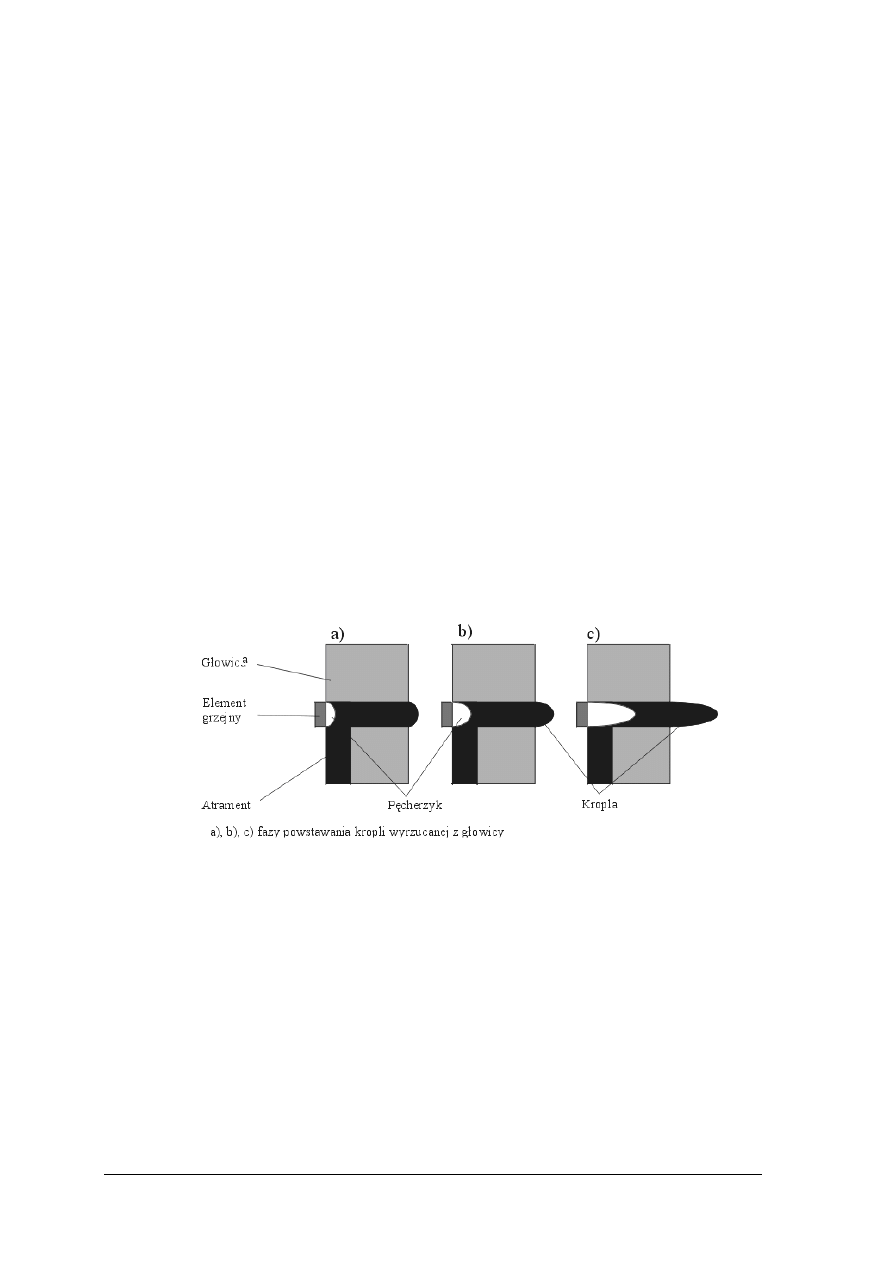
Drukowanie polega na umieszczaniu na papierze bardzo małych (od kilku do
kilkudziesięciu pikolitrów) kropli atramentu. Atrament jest wystrzeliwany z głowicy małymi
kropelkami bezpośrednio na papier, przy czym kropla może być wypychana przez pęcherzyk
gazu powstający w wyniku podgrzewania atramentu (rys.7) bądź w wyniku oddziaływania
mechanicznego membrany w dyszy głowicy z wykorzystaniem zjawiska piezoelektrycznego.
Rys. 7. Zasada działania drukarki atramentowej [14]
Rozdzielczość to wartość wyrażana w punktach na cal (ang. dpi – dots per inch),
oznaczająca gęstość rozmieszczenia pikseli drukowanego obrazu. Osobnym parametrem jest
rozdzielczość, z jaką nakładane są krople atramentu poszczególnych składowych koloru
danego piksela. Na jakość procesu drukowania uzyskiwaną na danej drukarce atramentowej
mają wpływ atrament i dobrany do niego papier.
Podobnie jak w przypadku drukarek igłowych, jedną z najczęstszych przyczyn
niewłaściwego działania jest brak smarowania prowadnic głowicy. Po oczyszczeniu
prowadnic, nakładamy na nie specjalny smar do urządzeń precyzyjnych.
Blady druk, albo pojawiające się poprzeczne białe linie na wydruku świadczą
o wyczerpaniu pojemnika z atramentem. Wymieniając pojemnik z atramentem należy
pamiętać o przeprowadzeniu kalibracji głowic drukarki. Służy do tego specjalny program
za pomocą, którego drukujemy stronę testową do kalibracji i na jej podstawie wprowadzamy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
odpowiednie poprawki do programu sterującego pracą drukarki. Większość drukarek
procedurę kalibracji uruchamia automatycznie po wymianie zasobnika z atramentem.
Przyczyną pojawiających się poprzecznych linii na wydruku może być także zaschnięcie
atramentu w dyszach głowicy, uszkodzenie głowicy lub zabrudzenie styków łączących
głowicę z układem sterującym. Zaschniętą głowicę można umyć płynem do czyszczenia
głowic atramentowych, podobnie wyczyścimy styki za pomocą spirytusu, natomiast
uszkodzoną należy wymienić.
Nie należy stosować nieoryginalnych atramentów (głowic) lub samodzielnie
regenerowanych, ponieważ zdarza się, że wyciekający z nich atrament zasychając może
spowodować sklejenie niektórych części mechanizmu, co w efekcie może doprowadzić
do mechanicznego uszkodzenia drukarki.
Wałek drukarki jest napędzany za pomocą silnika krokowego za pośrednictwem
przekładni zębatej. Podczas okresowych przeglądów należy wyczyścić silnik i przekładnię
oraz dokonać smarowania przy użyciu specjalnego smaru do urządzeń precyzyjnych.
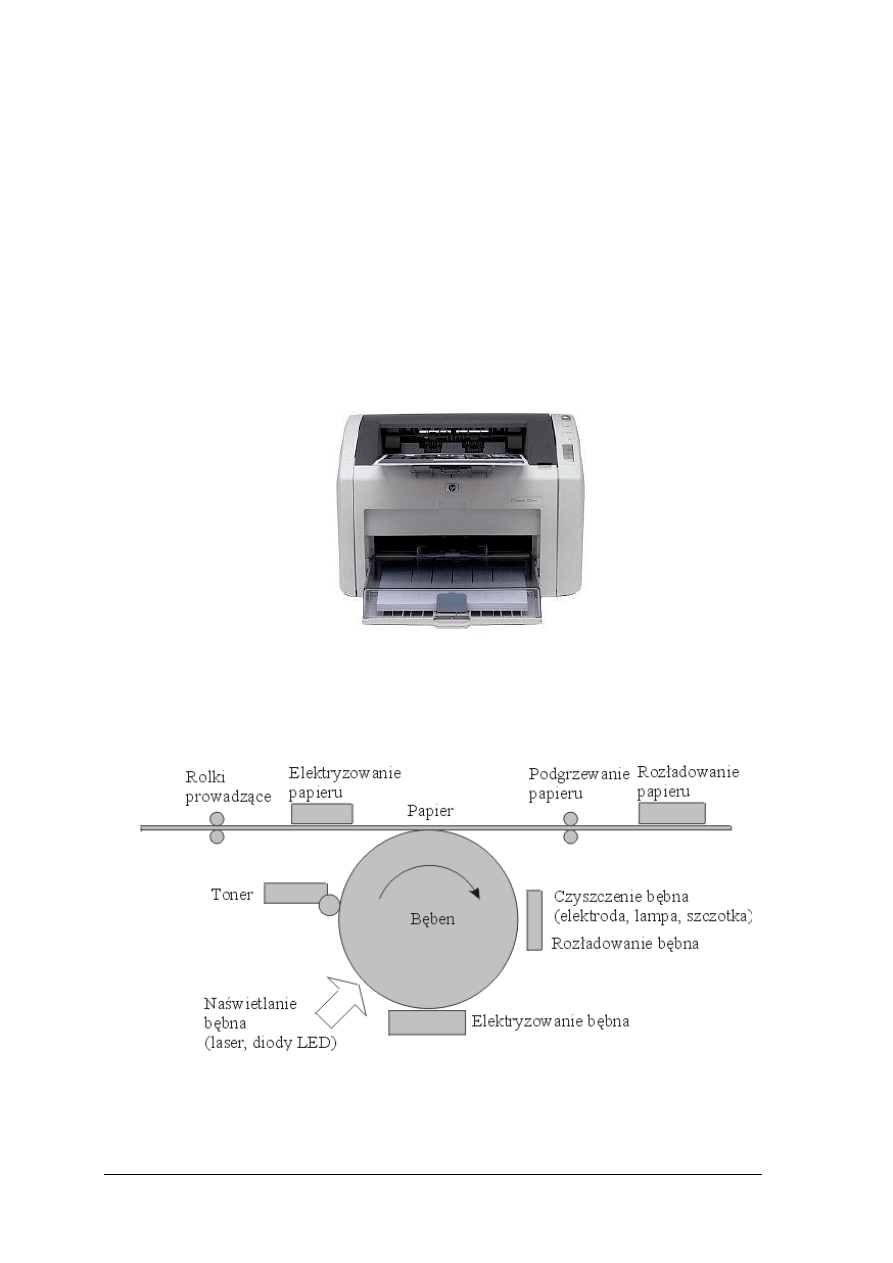
Rys. 8. Drukarka laserowa [17]
Drukarka laserowa (rys. 8) (ang. laser printer) drukuje poprzez umieszczanie na papierze
cząstek tonera. W odróżnieniu od drukarki mozaikowej i atramentowej drukarka laserowa nie
tworzy obrazu linia po linii. Schemat ilustrujący działanie drukarki laserowej przedstawiono
na rys. 9.
Rys. 9. Zasada działania drukarki laserowej [14]
Treść obrazu nanoszona jest na bęben półprzewodnikowy światłem lasera. Bęben jest
wcześniej ładowany ujemnie, zaś wiązka lasera powoduje przeładowanie miejsc, na które

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
pada, do potencjału dodatniego. Powoduje to powstanie na bębnie elektrycznej reprezentacji
drukowanego obrazu. Miejsca naładowane dodatnio przyciągają cząsteczki tonera, które
następnie nanoszone są na papier. Następnie papier jest podgrzewany w celu utrwalenia
termicznego obrazu. Po naniesieniu obrazu na papier bęben jest czyszczony z pozostałych
cząstek tonera i rozładowany w celu przygotowania do naniesienia następnej części obrazu.
W kolorowych drukarkach występują cztery układy nanoszenia toneru na papier – osobno dla
poszczególnych składowych CMYK.
Drukarki laserowe drukują na papierze w postaci pojedynczych kartek, które są pobierane
przez mechanizm drukujący z zasobnika papieru. Papier ten musi być przystosowany
do wykorzystania w drukarce laserowej lub kserokopiarce, która działa na tej samej zasadzie.
Stosowanie innego papieru nie pozwoli na prawidłowe utrwalenie drukowanego obrazu.
Pojawiające się na wydruku blade plamy świadczą o wyczerpaniu toneru. W najczęściej
spotykanych rozwiązaniach wymienia się cały zespół drukujący – toner wraz z bębnem. Są
też drukarki gdzie wymienia się tylko toner, natomiast wymiana bębna odbywa się
po określonym w dokumentacji przebiegu (ilość wydrukowanych stron). Podczas eksploatacji
drukarki może nastąpić uszkodzenie bębna, co objawia się wyraźnymi zanieczyszczeniami
powstającymi cyklicznie na wydruku. Inną spotykaną usterką jest nieprawidłowe działanie
podajnika papieru – należy dokonać czyszczenia elementów mechanizmu, a w przypadku
zużycia dokonać wymiany. Zabiegi konserwacyjne przy drukarce laserowej sprowadzają się
do utrzymywania urządzenia w należytej czystości. Podczas przeglądów okresowych
dokonujemy czyszczenia oraz smarowania według zaleceń w dokumentacji.
Obecnie wykorzystuje się najczęściej plotery drukujące (atramentowe), które
w konstrukcji i zasadzie działania przypominają drukarki atramentowe Zasada działania
ploterów została opisane w jednostce modułowej 731[01]Z2.03. Napęd głowicy kreślącej
odbywa się za pomocą silników krokowych za pośrednictwem pasków zębatych. Zasady
konserwacji urządzenia są takie same jak w przypadku drukarek. W niektórych urządzeniach
wszelkie prace konserwacyjne są ograniczone do absolutnego minimum. Głowice po
skończonej pracy automatycznie zostają poddane procesowi konserwacji. Po włączeniu oraz
w czasie druku są uruchamiane krótkie cykle samodzielnego czyszczenia plotera.
Rys. 10. Skaner optyczny płaski [16]
Skaner optyczny to urządzenie peryferyjne, umożliwiające przetworzenie statycznego
obrazu rzeczywistego obiektu (np. kartka papieru, zdjęcie, powierzchnia ziemi, siatkówka
ludzkiego oka) do postaci cyfrowej, w celu dalszej obróbki komputerowej. Skanery płaskie
(rys. 10) – to skanery, w których skanowany dokument układa się w łożu urządzenia, po czym
precyzyjny mechanizm przesuwa układ optyczny pod powierzchnią dokumentu. Obraz jest
dzięki temu skanowany równomiernie na całej powierzchni (zwykle, co najmniej A4), szybko
bez deformacji i szarpnięć. Zasadę działania skanera płaskiego przedstawia rys. 11.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
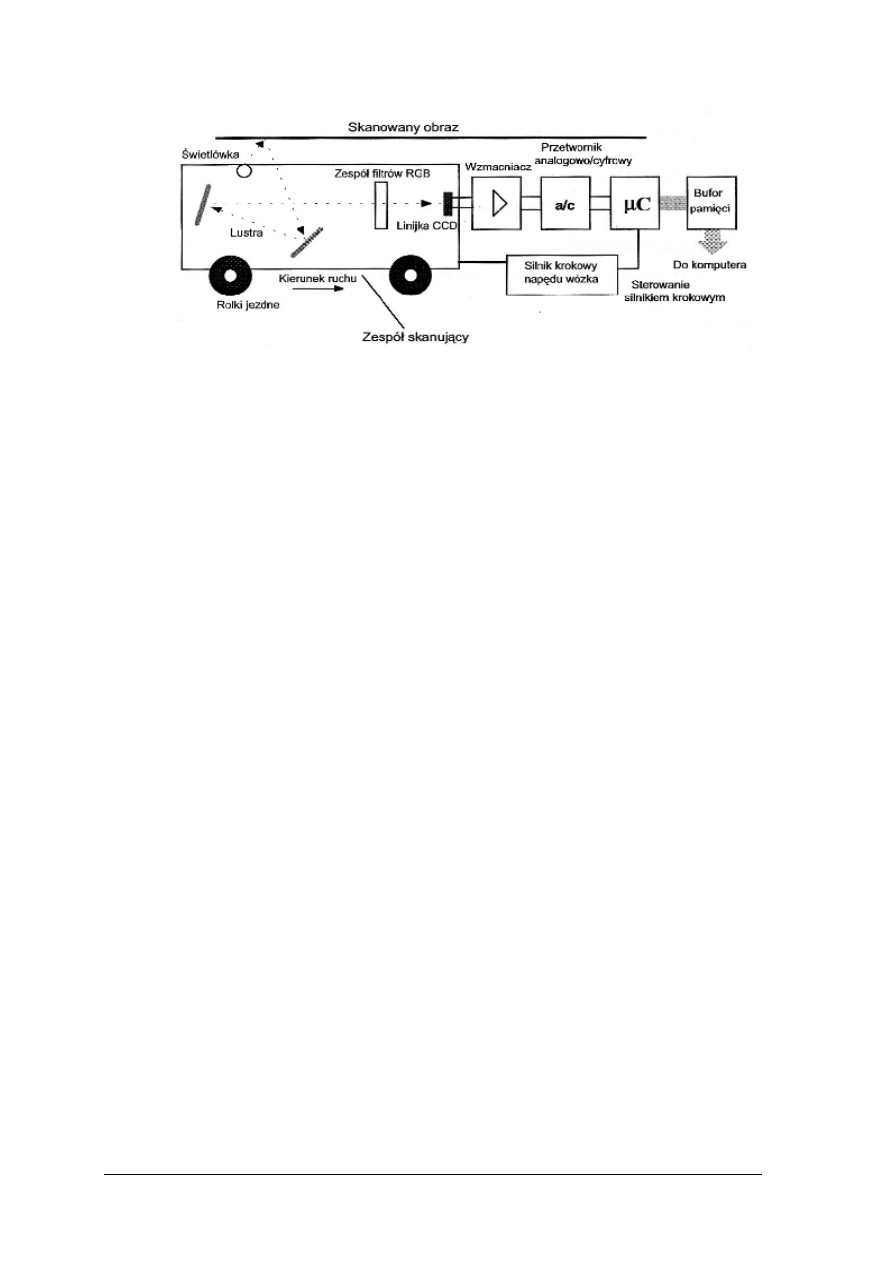
Rys. 11. Zasada działania skanera płaskiego [4]
Skanowany obraz jest nieruchomy, porusza się natomiast zespół skanujący. Składa się
on ze źródła światła, zespołu luster oraz linijki CCD (przetwornika obrazu). Światło
ze świetlówki przez system luster pada na powierzchnię skanowanego dokumentu, a po
odbiciu od niego trafia na przetwornik obrazu. Ilość odbitego światła zależy od jasności
skanowanej powierzchni. Im ciemniejsza jest powierzchnia, tym mniej odbitego światła trafia
do przetwornika CCD i tym słabszy jest sygnał elektryczny przez niego wytworzony. Linijka
CCD składa się z szeregu elementów światłoczułych dla poszczególnych składowych koloru.
Podstawowe parametry skanera:
−
rozdzielczość fizyczna i interpolowana,
−
format skanowanego obrazu,
−
głębokość kodowania kolorów,
−
format skanowanego obrazu,
−
szybkość skanowania.
W procesie skanowania istotne znaczenie ma dobór właściwych parametrów skanowania,
przede wszystkim rozdzielczości, a także jasności, kontrastu i nasycenia skanowanego obrazu.
Jeżeli zamierzamy wydrukować zeskanowany obraz, to należy pamiętać, że drukarki drukują
z reguły z rozdzielczością 300dpi, natomiast na monitorze obraz jest wyświetlany
z rozdzielczością ok. 100 dpi, a więc będzie prawie trzykrotnie większy niż ten
wydrukowany. Jeżeli skanowany dokument ma być na wydruku większy niż oryginał, należy
odpowiednio zwiększyć rozdzielczość skanowania.
Ze względu na występujący w skanerze układ optyczny należy urządzenie utrzymywać
w należytej czystości. Szczególnie narażona na zabrudzenia i uszkodzenia jest szyba,
na której układamy dokumenty. Napęd wózka, na którym jest umieszczony zespół skanujący
napędzany jest za pomocą silnika krokowego za pośrednictwem paska zębatego. Zasady
konserwacji skanera są podobne jak w przypadku opisanych wcześniej drukarek. Z upływem
czasu jakość otrzymywanych skanów może ulec pogorszeniu na skutek zabrudzenia układu
optycznego oraz zużyciu lampy oświetlającej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 12. Skaner ręczny [23]
Skanery ręczne (rys. 12) – to najprostsze z urządzeń tego typu. Ich obsługa polega
na przeciąganiu czytnikiem nad wprowadzanym dokumentem. Niestety szerokość
skanowanego pola nie przekracza z reguły ok. 10 cm, toteż urządzenia te nadają się do
najprostszych, amatorskich zastosowań.
Opisane urządzenia techniki komputerowej przed podjęciem współpracy z komputerem
muszą zostać zainstalowane w systemie. Wymiana informacji z komputerem może odbywać
się przez port drukarki – Centronics (IEEE 1824) albo USB. Przed przystąpieniem
do instalacji należy zapoznać się z instrukcją obsługi. W przypadku komunikacji przez USB
najpierw instalujemy sterowniki urządzenia najczęściej z płyty CD dostarczonej wraz
z urządzeniem. Dopiero teraz podłączamy urządzenie, po czym następuje jego zainicjowanie
do pracy i zgłoszenie gotowości do użycia.
Jeżeli korzystamy z portu drukarki, podłączamy nasze urządzenie, a po chwili system
operacyjny wyświetli komunikat z prośbą o umieszczenie w czytniku CD płyty
ze sterownikami. Może zdarzyć się, że urządzenie zostanie zainstalowane bez naszego udziału
z wykorzystaniem sterowników systemowych. Po pomyślnej instalacji sprawdzamy jej
poprawność wykonując wydruk strony testowej, jeżeli instrukcja przewiduje to wykonujemy
niezbędne kalibracje, wykonujemy próbne skany. Należy sprawdzić na stronie internetowej
producenta urządzenia czy są może dostępne nowsze wersje sterowników.
Kasa fiskalna (ang. cash registers) – jest to urządzenie rejestrujące przychody pochodzące
ze sprzedaży detalicznej (rys.13). Kasy są zaprogramowane listą wszystkich towarów, które
znajdują się w sklepie. Kasa pamięta, co najmniej kod kreskowy, nazwę, cenę i stawkę VAT
każdego towaru.
Rys. 13. Kasa fiskalna [18]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Urządzenie fiskalne (kasa, drukarka) posiada wbudowaną, elektroniczną pamięć fiskalną
typu EPROM przechowującą dane o obrotach i podatku przez okres co najmniej 5lat. Pod
koniec każdego dnia pracy drukowany jest i zapisywany do pamięci fiskalnej raport
sprzedaży.
Na dwóch paskach papieru drukowane są paragony i wydruki będące potwierdzeniem
działania kasy, raporty oraz wydruki kontrolne. Jeden pasek papieru jest nawijany wewnątrz
kasy na nawijacz, jest to tzw. kopia lub dziennik, natomiast druga taśma papieru jest
odrywana i wręczana klientom (paragon fiskalny). Sposób zakładania rolek papieru do
drukowania przedstawiono w jednostce modułowej 731[01].Z2.03. Do większości kas można
podłączyć czytnik kodów kreskowych, niemal każdy typ wagi elektronicznej, komputer do
prowadzenia ewidencji magazynowej i wiele innych urządzeń, ułatwiających używanie kasy.
Ważne zalecenia i ostrzeżenia:
1) podczas pracy kasy nie wolno wyjmować wtyczki z gniazda sieciowego lub wtyczki
zasilacza sieciowego z gniazdka w kasie,
2) pierwsze podłączenie kasy powinien wykonać uprawniony pracownik autoryzowanego
punktu serwisowego,
3) kasę należy chronić przed wilgocią i nadmiernym nasłonecznieniem,
4)
kasę należy eksploatować w pomieszczeniach o niewielkim stopniu zapylenia
,
5) zaleca się stosowanie materiałów eksploatacyjnych rekomendowanych przez producenta.
Przed rozpoczęciem rejestracji przychodów odbywa się tzw. fiskalizacja kasy,
wykonywana przez pracownika autoryzowanego punktu serwisowego. Polega na wpisaniu do
pamięci kasy numeru NIP firmy eksploatującej kasę oraz unikatowego numeru kasy. Fakt
fiskalizacji należy najdalej w ciągu siedmiu dni zgłosić w urzędzie skarbowym.
Drukowanie paragonów fiskalnych odbywa się na drukarce najczęściej termicznej.
Podczas okresowych przeglądów urządzenia należy sprawdzić stan drukarki i dokonać
niezbędnych zabiegów konserwacyjnych. Sprawdzić także należy poprawność działania
komunikacji kasy z innymi urządzeniami, przeprowadzić operacje i wydruki testowe.
Pojęcia związane z obsługą i eksploatacją kasy fiskalnej:
1. PTU (ang. VAT) – podatek od towarów i usług. W urządzeniach fiskalnych stawki PTU
są definiowane i zapisywane do pamięci fiskalnej po raz pierwszy po fiskalizacji
urządzenia i mogą być zmieniane w trakcie jego użytkowania (maksimum 30 razy).
2. Fiskalizacja – proces polegający na przełączeniu kasy z trybu niefiskalnego w tryb
fiskalny. W procesie tym przedstawiciel serwisu kasy wprowadza do jej pamięci
dostarczone przez użytkownika dane firmy.
3. Raport dobowy – jest podstawowym fiskalnym raportem rozliczeniowym, który należy
wykonywać codziennie po zakończeniu sprzedaży. W raporcie dobowym zawarte
są informacje będące podstawą do rozliczenia podatkowego.
4. Raport okresowy – umożliwia odczyt informacji zapisanych w pamięci fiskalnej
w zadanym przedziale czasu. Specjalna forma tego raportu – fiskalny raport okresowy
miesięczny – zawiera wszystkie raporty dobowe zapisane w pamięci fiskalnej w danym
miesiącu oraz podsumowanie tych raportów. Zawarte w nim informacje są podstawą
do rozliczenia podatkowego za dany miesiąc.
5. Raport rozliczeniowy – specjalna forma raportu okresowego. Pierwszy raport tego typu
wykonywany jest w przypadku zakończenia fiskalnego trybu pracy kasy, w obecności
pracownika Urzędu Skarbowego, przedstawiciela serwisu i właściciela urządzenia.
W wersji maksymalnej (za cały okres użytkowania kasy) zawiera wszystkie informacje
zapisane w pamięci fiskalnej od daty fiskalizacji drukarki do daty przejścia w stan „tylko
do odczytu”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
6. „Stan tylko do odczytu” – stan kasy, w którym możliwe jest tylko wykonywanie
raportów okresowych i rozliczeniowych (sprzedaż jest zablokowana). Przejście w stan
tylko do odczytu może być spowodowane:
−
wykonaniem 1830 raportów dobowych,
−
wystąpieniem przekroczonej ilości dopuszczalnych „Zerowań RAM”,
−
uszkodzeniem pamięci fiskalnej,
−
zamknięciem fiskalnego trybu pracy kasy.
7. Obrót – suma brutto paragonów.
8. Utarg – suma brutto paragonów fiskalnych (obrót) płaconych gotówką i kwot
wynikających z obrotu opakowaniami zwrotnymi (przyjęcia i zwroty).
9. Stan kasy – ilość gotówki w kasie, która wynika ze sprzedaży gotówkowej, przyjęć
i zwrotów opakowań zwrotnych rozliczanych gotówką oraz wpłat i wypłat do/z kasy.
10. Baza towarowa (PLU) – wydzielony obszar pamięci kasy, w którym zapisane są nazwy
towarów (usług), przypisane do nich stawki PTU. Baza ta może być zerowana w procesie
fiskalizacji.
11. Totalizery – wewnętrzne liczniki drukarki, w których przechowywane są informacje
o sprzedaży w poszczególnych stawkach podatkowych (A...G), liczbie wystawionych
paragonów, liczbie i kwocie anulowanych paragonów itp. Totalizery są zerowane
po wykonaniu raportu dobowego.
Z kasą fiskalną często współpracuje waga elektroniczna. Opis przykładowej wagi
elektronicznej przedstawiono w jednostce modułowej 731[01].Z2.03. Obecnie większość wag
posiada bardzo dużo funkcji dodatkowych np. liczenie elementów, wprowadzanie
przelicznika cenowego, funkcje tworzenia receptur, funkcje przemysłowe itp. Na
standardowym wyposażeniu współczesnych wag znajduje się interfejs komputerowy
(najczęściej RS232), za pomocą którego łączymy go z kasą fiskalną. Podczas eksploatacji
należy zwrócić uwagę, aby waga była wypoziomowana. W przypadku dokonywania napraw
należy wagę zalegalizować w Urzędzie Miar i Legalizacji.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest drukarka?
2. Jakie znasz rodzaje drukarek?
3. Co to jest mechanizm drukujący?
4. W jaki sposób oznaczamy rozdzielczość w drukarce?
5. Na czym polega praca plotera kreślącego?
6. Za pomocą jakiego urządzenia wytniemy z folii samoprzylepnej litery do reklamy?
7. W jaki sposób wprowadzimy zdjęcie fotograficzne do komputera?
8. Jak przebiega proces skanowania?
9. Na czym polega proces interpolacji?
10. Na jakim urządzeniu wydrukujemy schemat wielkości A0?
11. Do czego służy kasa fiskalna?
12. Na czym polega fiskalizacja kasy?
13. Jakie są główne parametry wagi elektronicznej?
14. Jakim interfejs łączymy wagę elektroniczną z kasą fiskalną?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.3. Ćwiczenia
Ćwiczenie 1
Wymień atrament i przetestuj poprawność działania drukarki atramentowej.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) połączyć drukarkę z komputerem przez łącze szeregowe w standardzie Centronics,
lub USB,
2) przeanalizować dokumentację używanej drukarki atramentowej,
3) zainstalować drukarkę wgrywając sterowniki do komputera,
4) wymienić atramenty w drukarce,
5) przeprowadzić kalibrację drukarki,
6) wydrukować stronę testową drukarki.
Wyposażenie stanowiska pracy:
−
drukarka atramentowa,
−
papier do drukarek,
−
zestaw atramentów,
−
zestaw komputerowy.
Ćwiczenie 2
Dokonaj instalacji i uruchomiania skanera optycznego oraz sprawdź jego
funkcjonowanie.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować instrukcję obsługi skanera,
2) sprawdzić, czy nie jest włączona blokada mechanizmu skanującego,
3) zainstalować sterowniki,
4) podłączyć skaner do portu USB,
5) zmienić kilka razy rozdzielczość skanera oraz,
6) zeskanować kilkakrotnie notatki ze swojego zeszytu skanerem, zmieniając rozdzielczość
i tryb koloru.
7) zapisać otrzymane obrazy do plików, sprawdzić rozmiary otrzymanych plików
w zależności od rozdzielczości i głębi koloru dokumentu.
Wyposażenie stanowiska pracy:
−
skaner optyczny,
−
kabel sygnałowy,
−
zestaw komputerowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ćwiczenie 3
Podłącz i zainstaluj kasę fiskalną współpracującą z wagą elektroniczną i skanerem kodów
kreskowych.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) połączyć kasę fiskalną z komputerem, skanerem, oraz wagą elektroniczną,
2) założyć rolki papieru do kasy fiskalnej,
3) podłączyć kasę do zasilacza, ew. do kontaktu,
4) podłączyć skaner kodów kreskowych do kasy,
5) podłączyć kasę z komputerem kablem RS – 232,
6) włączyć zasilanie i uruchomić zestaw zgodnie z instrukcjami producentów,
7) wpisać do pamięci kasy i wagi kilka przykładowych towarów, ich cen i stawek VAT
oraz przypisać im kody kreskowe wprowadzone ze skanera,
8) przetestować działanie zestawu.
Wyposażenie stanowiska pracy:
−
kasa fiskalna,
−
waga elektroniczna,
−
skaner kodów kreskowych,
−
kable sygnałowe załączone w zestawach przez producenta,
−
ewentualnie (jeżeli to konieczne) zestaw komputerowy,
−
rolki papieru do kasy fiskalnej,
−
instrukcje eksploatacji kasy fiskalnej, wagi elektronicznej i skanera,
−
instrukcja do ćwiczeń.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zainstalować drukarkę do komputera?
2) wymienić taśmę barwiącą, pojemniki z atramentem, toner w
drukarce?
3) wskazać przyczyny typowych usterek drukarki?
4) omówić zasadę działania plotera płaskiego?
5) dokonać zabiegów konserwacyjnych przy drukarce i ploterze?
6) wyjaśnić, co to jest fiskalizacja?
7) podłączyć wagę i czytnik kodów kreskowych do kasy fiskalnej?
8) wprowadzić dane o towarach do kasy fiskalnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3. Sprzęt gospodarstwa domowego
4.3.1. Materiał nauczania
Obsługa i konserwacja pralki automatycznej
Opis działania pralki automatycznej zamieszczono w jednostce modułowej
731[01].Z2.03, natomiast niżej zostaną opisane jej typowe usterki i sposoby ich usuwania, do
których można zaliczyć:
−
brak obrotów bębna przy sprawnym silniku – przyczyną jest zerwanie się lub ślizganie
paska klinowego. Naprawa polega na wymianie paska klinowego lub regulacji naciągu
paska,
−
przy zbyt głośnej pracy pralki należy sprawdzić stan śrub mocujących bęben. Przyczyną
zbyt głośnej pracy pralki mogą być amortyzatory lub łożyska osi bębna. Naprawa polega
na wymianie łożyska lub amortyzatora,
−
wyciek wody z pralki może być spowodowany nieszczelnością zbiornika. Naprawa
polega na wymianie zbiornika. Wyciek może być również spowodowany zużytymi
uszczelkami pierścieniowymi typu Simmera w pompie, należy wymienić zużyte
pierścienie,
−
wyciek z obudowy filtra – należy wymienić obudowę na nową.
−
w przypadku stwierdzenia się brudzenia się prania smarem należy wymienić zużyte
uszczelki typu Simmera przy łożyskach osi bębna,
−
przyczyną zakłóceń w prawidłowym przebiegu programu może być silniczek
programatora lub cały programator.
Po zakończeniu naprawy pralki należy sprawdzić szczelność oraz jej działanie
na wszystkich programach.
Roboty kuchenne
Stanowią podstawowe wyposażenie współczesnej kuchni. Usprawniają one pracę,
skracają jej czas i zmniejszają wysiłek włożony w przyrządzanie potraw. Roboty pomagają
przygotować ciasta, kremy, ubijać pianę lub śmietanę i majonez. Wykorzystując robota
można bardzo łatwo rozdrobnić surowe i gotowane warzywa na zupę, krem lub sos oraz
surowe owoce na gęsty mus lub koktajl.
Rys. 14. Robot kuchenny z dwoma wyjściami napędu [19]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Roboty można użytkować, trzymając je w ręku lub po umocowaniu do specjalnego
stojaka. Posiadają dwa wyjścia napędu (rys. 14), służące do mocowania różnych elementów
wyposażenia. Taka konstrukcja robota ułatwia manewrowanie robotem w czasie pracy.
Niektóre typy mają w swym wyposażeniu specjalne stojaki z miskami obrotowymi, inne zaś –
specjalne naczynie miksujące, dodatkowo zabezpieczone przed rozpryskiwaniem miksowanej
masy. Bardzo często w skład robotów kuchennych wchodzą miksery nowej generacji, służące
do ucierania, mielenia, rozdrabniania i miksowania. Nowością w dziedzinie mikserów są tzw.
blendery, produkowane przez zachodnie firmy. Blendery służą do przygotowywania puree,
rozdrabniania i miksowania, szczególnie przydatne do przygotowania małych objętości:
siekanego mięsa, warzyw, owoców, orzechów itp.
Roboty są produkowane w wielu wersjach, różniących się rodzajem wyposażenia.
Do standardowych elementów wyposażenia należą:
1. Napęd robota – spotykane w gospodarstwach domowych mają wiele odmian zależnie
od producenta. Poszczególne modele różnią się od siebie kształtem, rodzajem regulacji
obrotów, która może być płynna lub skokowa. Niektóre modele posiadają funkcje pulse
i turbo. Funkcja pulse pozwala na przełączenie pracy urządzenia na tryb pulsacyjny, zaś
turbo pozwala na użycie dodatkowej mocy miksera przy każdej prędkości – osiągnięcie
na krótko maksymalnych obrotów, w przypadku trudnych do rozdrobnienia produktów.
2. Pojemnik (miska) – to wielofunkcyjne naczynie (o pojemności: od 1,5 do 3 litrów),
znajdujące się na wyposażeniu każdego robota. Pojemnik montuje się na obracającej się
mini–platformie, pod mikserem zamocowanym na statywie. Pojemnik posiada
ząbkowaną krawędź przylegającą do statywu, dzięki temu możliwy jest ruch miski
podczas pracy robota. Funkcja obrotu miski umożliwia ciągłe mieszanie zawartej
wewnątrz treści.
3. Zestaw narzędzi – robot posiada w komplecie zestaw narzędzi uzależniony od typu oraz
producenta. W wyposażeniu robota mogą się znajdować:
a) dwa mieszadła hakowe – służą do wyrabiania ciasta lub np. dokładnego wymieszania
pasty lub farszu,
b) dwie trzepaczki (ubijaczki) – pozwalają ubić pianę z białek, przygotować śmietanę,
ukręcić majonez lub przygotować lekkie ciasto, np. naleśnikowe,
c) nasadka miksująca – służy do rozdrabniania, miksowania, ucierania gotowanych
lub surowych owoców i warzyw na zupy–kremy, gęste musy, koktajle czy owocowe
polewy do deserów i ciast (może być różnego kształtu, zaopatrzona w rozmaite
ostrza),
d) pojemnik do nasadki miksującej (kubek) – naczynie dopasowane dokładnie
do elementu miksującego, nie pozwala na rozpryskiwanie miksowanego surowca,
e) łopatka plastikowa – pomocna do wyjmowaniu zawartości z misy.
Obudowa robota kuchennego oraz akcesoria dodatkowe (miska, łopatka, pojemnik)
wykonane są z tworzywa sztucznego. Części przeznaczone do bezpośredniego kontaktu
z produktami spożywczymi wykonane są ze stali nierdzewnej bądź z tworzyw sztucznych.
Wszystkie części robota są trwałe, łatwe w utrzymaniu czystości, a przede wszystkim
bezpieczne i nietoksyczne, wyposażone w atest do kontaktu z żywnością. Ich konserwacja
sprowadza się do starannego utrzymywania w czystości.
Przyczyną niedomagań robotów kuchennych może być zużycie podzespołów, które
należy wymienić, a także typowe dla urządzeń precyzyjnych zużycie łożysk, różnego rodzaju
uszczelniaczy, przekładni i pasków przenoszących napęd.
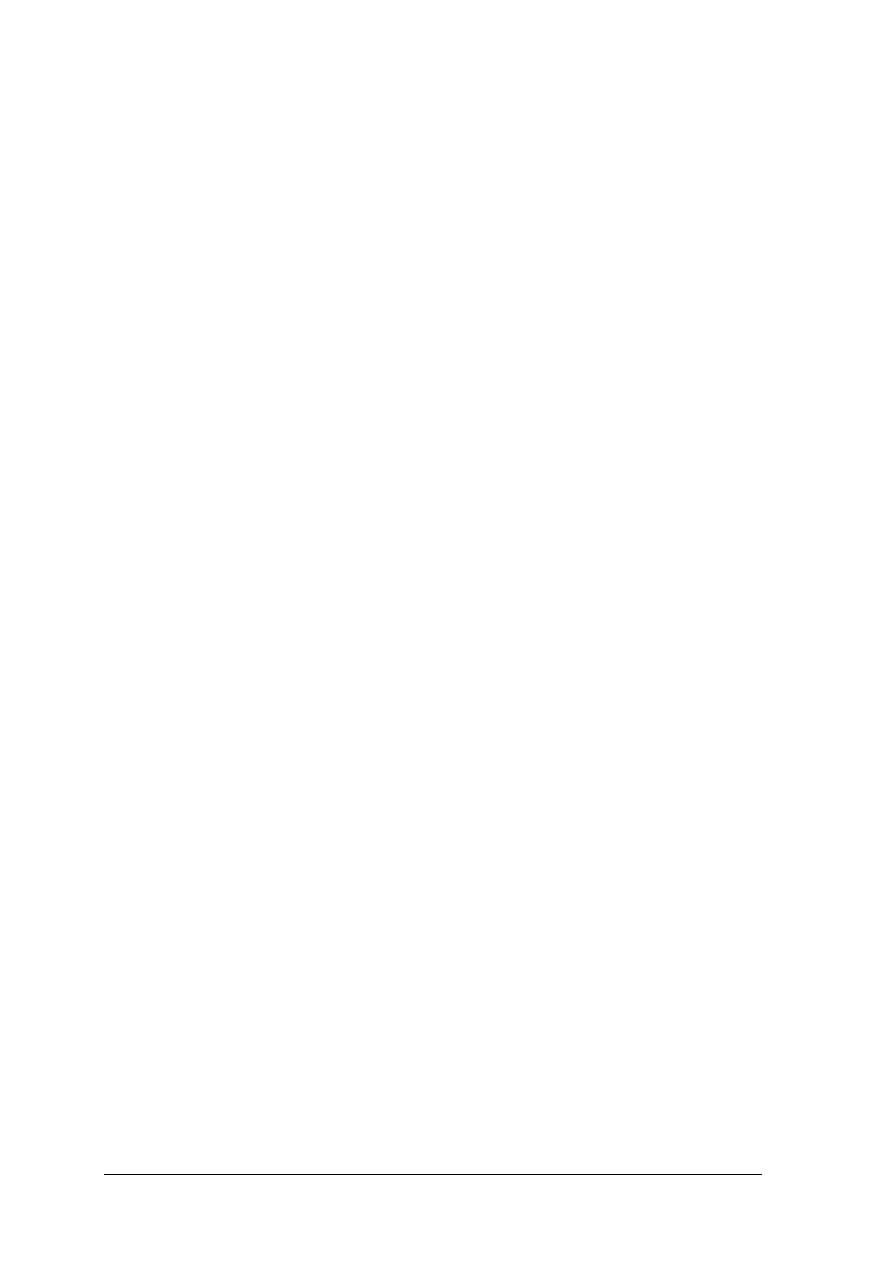
Do napędu urządzeń w gospodarstwie domowym wykorzystuje się silniki komutatorowe,
zasilane napięciem przemiennym 230 V. Budowę silnika komutatorowego przedstawia
rys. 15. Typową usterką dotyczącą silnika komutatorowego jest przepalenie uzwojeń
najczęściej na skutek eksploatacji niezgodnej z zaleceniami producenta. Silniki takie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
wymagają przerw w pracy – nie nadają się do pracy ciągłej czy długotrwałej. Naprawa polega
na wymianie podzespołu lub naprawie – przezwojeniu.
Rys. 15. Budowa silnika komutatorowego[15]
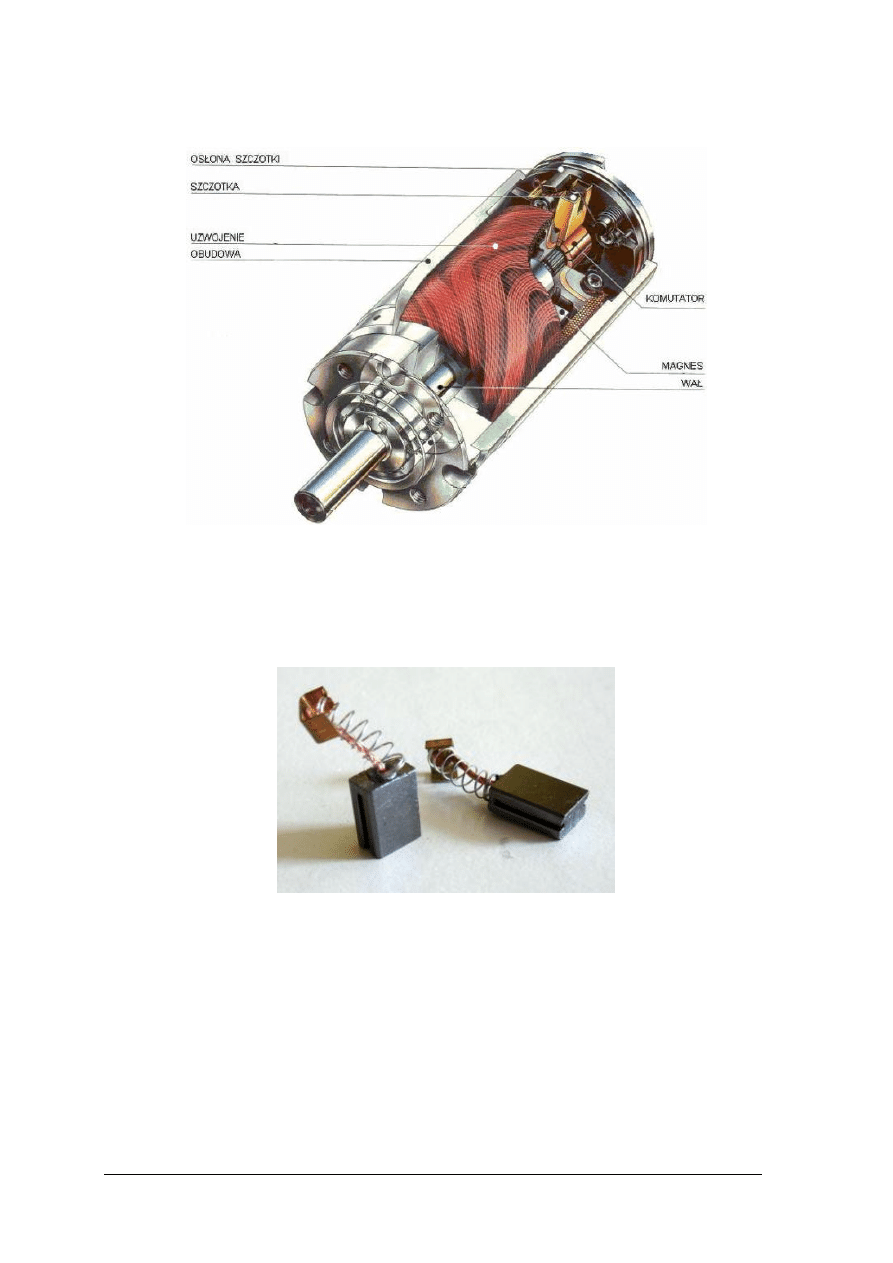
Zużyciu podczas eksploatacji ulegają szczotki komutatora, które należy wymienić
(rys. 16). Podczas przeglądów okresowych należy sprawdzać ich stan, jak również
skontrolować zużycie samego komutatora. Komutator noszący ślady zużycia można
regenerować, a przy znacznym zużyciu należy go wymienić. Naturalnemu zużyciu ulegają
również łożyska.
Rys. 16. Szczotki węglowe silnika komutatorowego [15]
Obsługa i konserwacja maszyn do szycia
Nowoczesna maszyna do szycia, której opis działania zamieszczono w jednostce
modułowej 731[01].Z2.03, nie tylko szyje, ale również haftuje, ceruje, robi okrętkę, obrabia
dziurki i przyszywa guziki. Spotyka się modele, które mogą być sterowane programem
z komputera.
Jeśli maszyna szyje ciężko, zrywa nici, to prawdopodobnie do jej wnętrza dostała się
nitka, należy maszynę otworzyć i usunąć nitkę. Przed rozpoczęciem szycia należy sprawdzić,
czy nitka górna i dolna są skierowane do tyłu.
Zabiegi konserwacyjne przy maszynie do szycia sprowadzają się do systematycznego
czyszczenia z kurzu i resztek nici oraz materiału, a także smarowaniu za pomocą oleju do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
urządzeń precyzyjnych. Gdy nie korzystamy z maszyny, powinna ona stać zamknięta
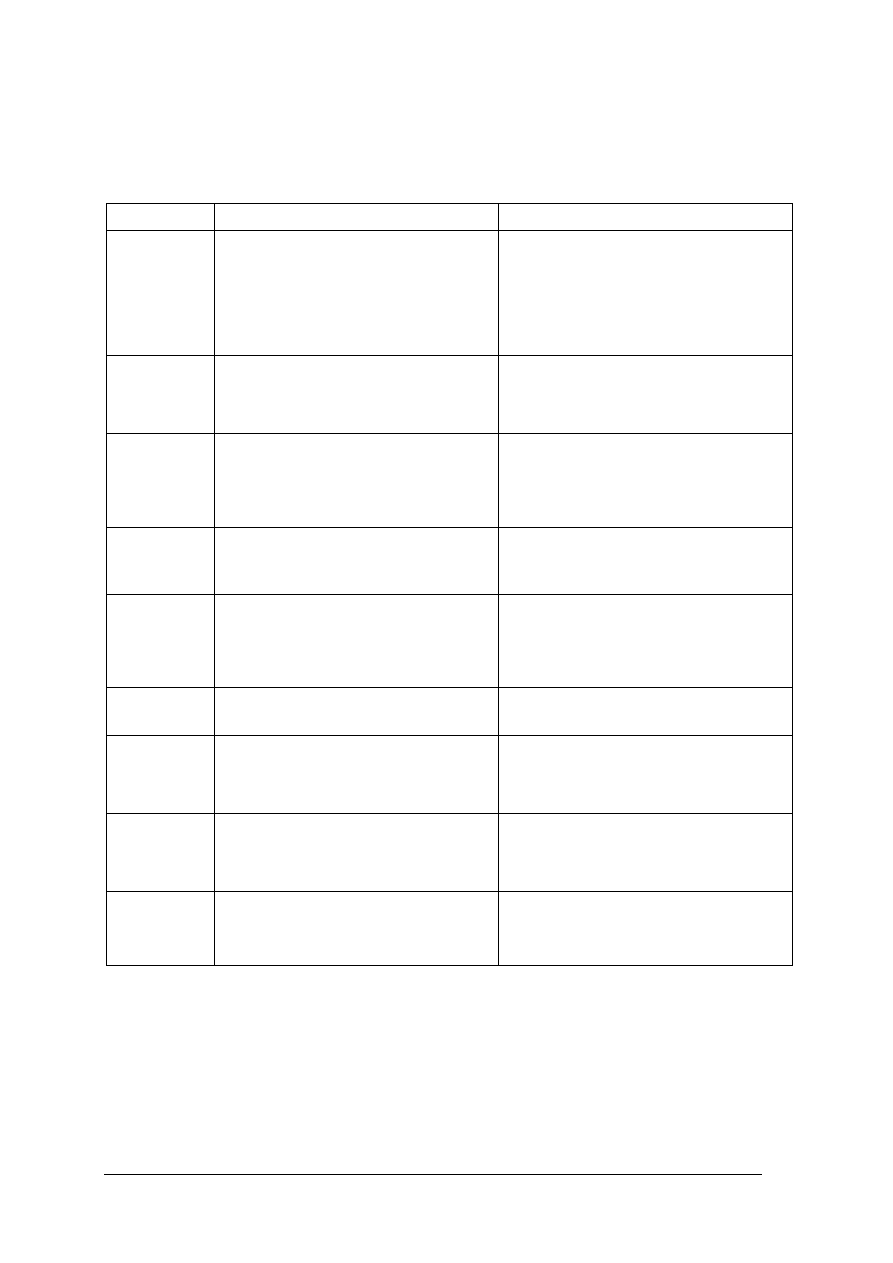
i przykryta. Typowe niedomagania maszyny do szycia oraz sposób ich usuwania
przedstawiono w tab. 1.
Tabela 1. Najczęściej występujące usterki maszyny do szycia [Instrukcja obsługi Łucznik 884]
Obsługa i konserwacja kuchenki mikrofalowej
Opis działania kuchenki mikrofalowej zamieszczono w jednostce modułowej
731[01].Z2.03, jest urządzeniem kuchennym służącym do ogrzewania potraw znajdujących
się w jej wnętrzu przez wprawianie ich cząsteczek w drgania za pośrednictwem fal
elektromagnetycznych z zakresu mikrofal.
Najprostsze modele kuchenek są sterowane zegarem mechanicznym – jednym pokrętłem
ustawia się moc mikrofal, drugim czas podgrzewania. W modelach sterowanych
elektronicznie obsługę ułatwiają programy automatyczne: do gotowania, pieczenia, gotowania
Problem
Przyczyna
Sposób naprawy
Zrywanie górnej
nitki
1. Nieprawidłowo założona górna nitka.
2. Zbyt silne naprężenie nitki.
3. Nitka jest zbyt gruba do igły.
4. Igła jest nieprawidłowo założona.
5. Nitka jest
owinięta
wokół trzpienia lub krążka
blokującego.
6. Uszkodzona igła.
1. Ponownie założyć nitkę.
2. Zmniejszyć naprężenie nitki. (niższa cyfra
pokrętła)
3. Założyć grubszą igłę.
4. Wyjąć i ponownie założyć igłę. (
płaską
stroną do
tyłu)
5. Zdjąć szpulkę nici i nawinąć nić na szpulkę.
6. Wymienić igłę.
Zrywanie dolnej
nitki
1. Nieprawidłowo założony bębenek.
2. Źle założona nitka do bębenka.
3. Zbyt silne naprężenie dolnej nitki.
1. Wyjąć i ponownie założyć bębenek, pociągnąć
nitkę. Nitka powinna rozwijać się swobodnie.
2. Sprawdzić szpulkę i bębenek.
3. Poluzować naprężenie dolnej nitki jak opisano
w instrukcji.
Przepuszczone
ściegi
1. Nieprawidłowo założona igła.
2. Uszkodzona igła.
3. Zastosowana nieprawidłową grubość lub rodzaj
igły.
4. Nieprawidłowo założona stopka.
1. Wyjąć i ponownie założyć igłę. (płaską stroną do
tyłu).
2. Założyć nową igłę.
3. Dobrać prawidłową igłę do nici i rodzaju
materiału.
4. Sprawdzić i założyć prawidłowo stopkę.
Łamanie igły
1. Uszkodzona igła.
2. Nieprawidłowo założona igła.
3. Nieprawidłowa grubość igły do typu materiału.
4. Założona nie odpowiednia stopka.
1. Założyć nową igłę.
2. Prawidłowo założyć igłę. (płaską stroną do tyłu)
3. Wybrać igłę dostosowaną do nici i materiału.
4. Wybrać prawidłowy rodzaj stopki.
Luźne ściegi
1. Nieprawidłowo założone nitki.
2. Nieprawidłowo założona nitka do bębenka.
3. Nieodpowiednia kombinacja igły, materiału,
nici.
4. Nieprawidłowe naprężenie nitki.
1. Sprawdzić założenie nici.
2. Założyć nitkę do bębenka jak pokazano na
rysunku.
3. Igła musi być odpowiednia do rodzaju materiału
i stosowanej nitki.
4. Wyregulować naprężenie nitki.
Marszczenie lub
falowanie szwu
1. Igła jest zbyt gruba do materiału.
2. Nieprawidłowo ustawiona długość ściegu.
3. Zbyt silne naprężenie nitki.
1. Wybrać cieńszą igłę.
2. Skrócić długość ściegu.
3. Zmniejszyć naprężenie nitki.
Nierówne ściegi,
Nie równomierne
podawanie
materiału
1. Niska jakość nici.
2. Nieprawidłowo założona nitka do bębenka.
3. Materiał jest naciągany podczas szycia.
1. Zastosować lepszą jakościowo nić.
2. Wyjąć bębenek, założyć nitkę i prawidłowo
założyć bębenek.
3. Nie ciągnąć materiału podczas szycia, pozwolić
na jego podawanie przez ząbki transportera.
Głośna praca
maszyny
1. Maszyna wymaga smarowania.
2. Nagromadzenie oleju lub zanieczyszczeń
na chwytaczu lub igielnicy.
3.Użyto oleju o niskiej jakości.
4. Uszkodzona igła.
1. Nasmarować maszynę jak opisano w instrukcji.
2. Wyczyścić chwytacz i ząbki transportera.
3. Stosować olej dobrej jakości.
4. Wymienić igłę.
Zablokowanie
maszyny
1. Nić zaplątana w chwytaczu.
1. Zdjąć górną nitkę i bębenek, obrócić kołem
ręcznym do tyłu i do przodu i usunąć zaplątane
nitki.
2. Nasmarować maszynę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
na parze, podgrzewania, rozmrażania, a nawet do przygotowywania konkretnych potraw.
Programując, kuchenkę wystarczy wskazać rodzaj produktu i w przybliżeniu jego masę.
Są kuchenki, wyposażone w urządzenie ważące oraz programator dobierający etapy
przyrządzania potrawy, odpowiednio regulujący czas i moc do masy produktu. W niektórych
modelach można wpisać do pamięci kilka najczęściej używanych własnych programów.
Informacje o wybranych funkcjach, czasie pozostałym do zakończenia pracy, mocy itp.
prezentuje wyświetlacz.
Okresowe przeglądy kuchenki mikrofalowej sprowadzają się do usuwanie wszelkich
zanieczyszczeń – często należy czyścić prowadnice rolkowe talerza. Nie należy eksploatować
kuchenki z innym talerzem obrotowym.
W prostych programatorach – takich jak w niektórych modelach kuchenek
mikrofalowych czy pralkach i wielu innych wykorzystuje się mechanizmy zegarowe. Mogą to
być przekładnie napędzane silnikami krokowymi, często bardzo precyzyjnie sterowanymi
(z wykorzystaniem rezonatora kwarcowego) lub tradycyjnie napędem sprężynowym.
Przekładnie najczęściej są bardzo małe, a więc podczas zabiegów konserwacyjnych należy
zachować ostrożność, aby nie uszkodzić delikatnego mechanizmu. Typowe okresowe zabiegi
konserwacyjne to czyszczenie i smarowanie smarem lub olejem do urządzeń precyzyjnych.
Obsługa i konserwacja ż
elazka
Żelazko (rys. 17) jest przykładem prostego grzejnika gdzie jako radiator odprowadzający
ciepło wykorzystana jest stopa, wykonana z reguły z materiału na bazie aluminium
z wewnętrznym wyprofilowaniem umożliwiającym zamontowanie wymiennika ciepła
(grzałki). Stopa żelazka jest najczęściej pokryta powłoką wykonana z innego materiału,
takiego jak: ceramika, stal, teflon lub szafir. Wymiennik ciepła jest wykonany z drutu
oporowego zatopionego w masie ceramicznej. Temperatura nagrzewania się żelazka jest
sterowana przez prosty termostat bimetaliczny z pokrętłem do regulacji.
Rys. 17. Żelazko elektryczne [10]
Przed włączeniem lub wyłączeniem urządzenia należy regulator temperatury termostat
ustawić w pozycji MIN, a regulator pary w pozycji wyłączonej. Aby zapobiec uszkodzeniu
prasowanego materiału należy ściśle przestrzegać wskazówek dotyczących temperatury
prasowania, sprawdzić na wewnętrznej stronie odzieży czy żelazko nie jest za gorące.
Ogólne wskazówki bezpieczeństwa:
1. Przed rozpoczęciem użytkowania żelazka elektrycznego należy dokładnie zapoznać się
z instrukcją obsługi i bezwzględnie jej przestrzegać.
2. Urządzenia należy podłączyć do gniazda sieciowego wyposażonego w przewód PE.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
3. Zawsze należy wyłączać urządzenie ze źródła prądu, jeżeli w danej chwili nie jest
używane bądź następuje zamiana akcesoriów lub czyszczenie urządzenia. Zawsze
wyłączamy urządzenie trzymając za wtyczkę, nigdy nie ciągniemy za przewód zasilający.
4. Należy zachować szczególną ostrożność, jeżeli w pobliżu znajdują się dzieci. Należy
upewnić się, że miejsce, w którym przechowywane jest urządzenie jest odpowiednio
zabezpieczone przed dostępem osób niepożądanych. Należy zachować szczególne środki
ostrożności, aby uniknąć oparzenia.
5. Nie wolno zostawiać urządzenia podłączonego do źródła zasilania bez nadzoru
ze względu na możliwość powstania pożaru. Włączonego żelazka nie wolno zostawiać
w pozycji poziomej na desce do prasowania.
6. Przed użyciem należy sprawdzić, czy urządzenie nie jest uszkodzone, należy zwrócić
szczególną uwagę na przewód zasilający. Jeżeli jakakolwiek część łącznie z przewodem
zasilającym jest uszkodzona nie należy korzystać z urządzenia.
Czynności konserwacyjne podczas przeglądu okresowego żelazka powinny obejmować
przede wszystkim kontrolę stanu izolacji – szczególnie stan przewodu zasilającego, który
w przypadku jakichkolwiek uszkodzeń należy wymienić. Najczęściej występujące
uszkodzenia to przepalenie grzałki, którą wymieniamy – w niektórych konstrukcjach jako
podzespół wraz ze stopą, a także niesprawność regulatora temperatury. Zabrudzone styki
regulatora można wyczyścić, jeżeli jest to poważniejsze uszkodzenie wymieniamy cały
regulator.
Na skutek niewłaściwej eksploatacji układ podawania pary może zostać zapchany
kamieniem kotłowym. Można spróbować go usunąć za pomocą powszechnie dostępnych
środków chemicznych lub wymienić uszkodzone podzespoły.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są najczęstsze usterki w pralkach automatycznych?
2. W jaki sposób jest sterowany proces prania?
3. Jaką rolę odgrywa hydrostat w pralce automatycznej?
4. Z ilu nitek wytwarzany jest ścieg w maszynie do szycia?
5. Jak dobieramy igły i nici do szycia maszyną?
6. Jaka może być przyczyna zrywania nici w maszynie do szycia?
7. Jaka może być przyczyna głośnej pracy maszyny do szycia?
8. Na czym polega konserwacja maszyny do szycia?
9. Do czego służą szczotki w silniku komutatorowym?
10. Jakie standardowe elementy posiadają roboty kuchenne?
11. Jakie funkcje wykonują roboty kuchenne?
12. Z jakiego materiału są wykonane roboty kuchenne?
13. Na jakiej zasadzie działa kuchenka mikrofalowa?
14. W jaki sposób konserwuje się mechanizmy zegarowe?
15. Z jakiego materiału wykonana jest stopa żelazka elektrycznego?
16. W jaki sposób regulowana jest temperatura w żelazku elektrycznym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wymiany paska klinowego w pralce automatycznej.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) zdjąć tylną ścianę pralki automatycznej odkręcając wkręty, bądź śruby,
2) poluzować śrubę mocująca silnik elektryczny i podnieść trochę silnik,
3) zdjąć stary pasek, założyć nowy,
4) opuścić silnik tak aby uzyskać wymagane napięcie paska i dokręcić śrubę napinacza,
5) przykręcić tylną ścianę pralki.
Wyposażenie stanowiska pracy:
−
pralka automatyczna,
−
zestaw narzędzi: wkrętak, klucze,
−
pasek klinowy.
Ćwiczenie 2
Przeprowadź czyszczenie i konserwację maszyny do szycia.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) odłączyć maszynę od źródła zasilania wyjmując wtyczkę z gniazdka,
2) obrócić kołem ręcznym, aż igła zostanie maksymalnie podniesiona,
3) otworzyć pokrywę frontową,
4) wyjąć bębenek i wyczyść ząbki szczoteczką,
5) wyjąć osłonę chwytacza, oraz chwytacz,
6) wyczyścić je miękką ściereczką,
7) nasmarować olejem (1–2 kropelki) kosz bębenka (nadmiar oleju spowoduje brudzenie
nici),
8) założyć z powrotem wyjęte części i zamknąć pokrywę.
Wyposażenie stanowiska pracy:
−
maszyna do szycia z napędem elektrycznym,
−
zestaw narzędzi: wkrętak, pędzelek,
−
zestaw igieł, nici, oraz kawałki tkaniny do szycia,
−
zestaw szpulek,
−
olej do maszyn precyzyjnych.
Ćwiczenie 3
Podłącz i uruchom kuchenkę mikrofalową po naprawie, sterowaną mechanicznie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeczytać uważnie instrukcję obsługi kuchenki mikrofalowej,
2) podłączyć kabel zasilający mikrofalówki do gniazdka z uziemieniem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
3) używać naczyń przewidzianych do stosowania w kuchenkach mikrofalowych,
4) podgrzać wodę do herbaty w kubku nastawiając odpowiednią moc i czas nagrzewania,
5) powtórzyć powyższe działanie, wkładając łyżeczkę do wody,
6) porównać temperatury wody w obu przypadkach,
7) sprawdzić, czy kuchenka się wyłącza przy otwarciu drzwiczek podczas pracy.
Wyposażenie stanowiska pracy:
−
kuchenka mikrofalowa ze sterowaniem mechanicznym,
−
instrukcja obsługi kuchenki mikrofalowej,
−
zestaw naczyń, woda i produkty do podgrzewania.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić pasek klinowy w pralce?
2) określić możliwe przyczyny wydostawania się wody na zewnątrz
pralki automatycznej?
3) określić przyczynę zrywania nici w maszynie do szycia?
4) wskazać w maszynie do szycia miejsca wymagające regularnego
czyszczenia i smarowania?
5) wyjaśnić powstawanie ściegu w maszynie do szycia?
6) zaplanować zabiegi konserwacyjne robota kuchennego?
7) wyjaśnić budowę silnika komutatorowego?
8) wymienić szczotki w silniku komutatorowym?
9) wyjaśnić działanie regulatora temperatury w żelazku?
10) określić
zasady
bezpiecznej
pracy
z
urządzeniami
AGD
przedstawionymi w poradniku?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Przenośniki taśmowe i podnośniki
4.4.1. Materiał nauczania
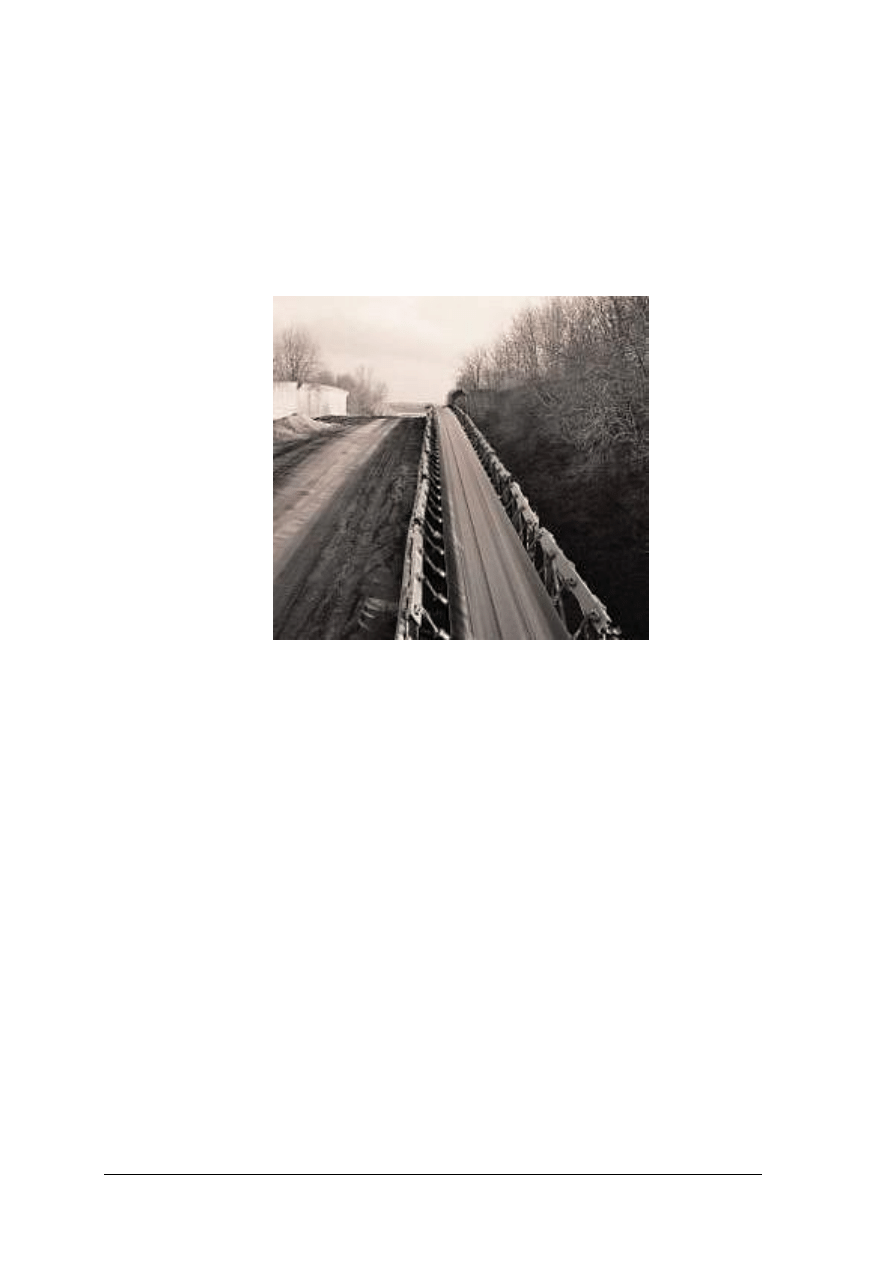
Przenośnik taśmowy – (potocznie błędnie nazywany taśmociągiem) jest urządzeniem
transportowym o charakterze ciągłym, zwykle stosowanym do transportu materiałów
sypkich (rys. 18) lub drobnych, używanym na liniach produkcyjnych, w magazynach,
składowiskach, kopalniach kruszywa, placach budów itp.
Rys. 18. Przenośnik taśmowy do materiałów sypkich [15]
Zbudowano wiele różnorodnych konstrukcji przenośników taśmowych. Prawie wszystkie
napędzane są silnikami elektrycznymi. Najczęściej spotykanym jest przenośnik składający się
z taśmy połączonej w pętlę, podpartej na rolkach zwanych krążnikami, napędzany za pomocą
jednego lub wielu bębnów napędowych. Taśma jest napinana za pomocą urządzeń
napinających (śruba rzymska, napinacze sprężynowe, napinacze nadążne, grawitacyjne czy
hydrauliczne lub pneumatyczne). Podczas transportu urobku lub innych materiałów
mogących oblepiać taśmę (szlam, stłuczka szklana, cukier) jest także automatycznie
czyszczona (szczotki, noże lub skrobaki). Istnieją też przenośniki napędzane linami bądź
łańcuchami, przenośniki, w których taśma wyposażona jest w poprzeczki (zabieraki)
ułatwiające transport materiałów pod dużymi kątami, czy przenośniki z taśmą przykrywającą
transportowany materiał. Innym rozwiązaniem jest przenośnik taśmowy, którego taśma
w środkowej części trasy przenośnika jest zwijana w rurę. Dzięki temu chronimy materiał
transportowany przed czynnikami zewnętrznymi, możemy też prowadzić trasę przenośnika po
łukach.
Przenośniki mogą być wyposażane np. w wagi (mierniki przepływu) przenoszonego
materiału, wykrywacze metali. Pracę przenośnika zabezpieczają sygnalizatory zerwania
taśmy, przeciążenia, czujniki temperatury, zbiegania taśmy itp. Przenośniki taśmowe lub
łańcuchy następujących po sobie takich przenośników mogą transportować materiały na
wielokilometrowe odległości. Stosowane są wszędzie tam, gdzie transport kołowy jest
utrudniony lub mniej ekonomiczny, jak również do przenoszenia materiałów z miejsca
niższego na wyższe.
Na rys. 19 przedstawiono przenośnik stanowiący fragment linii produkcyjnej, służący
do przenoszenia drobnych elementów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 19. Przenośnik taśmowy na linii produkcyjnej [opracowanie własne]
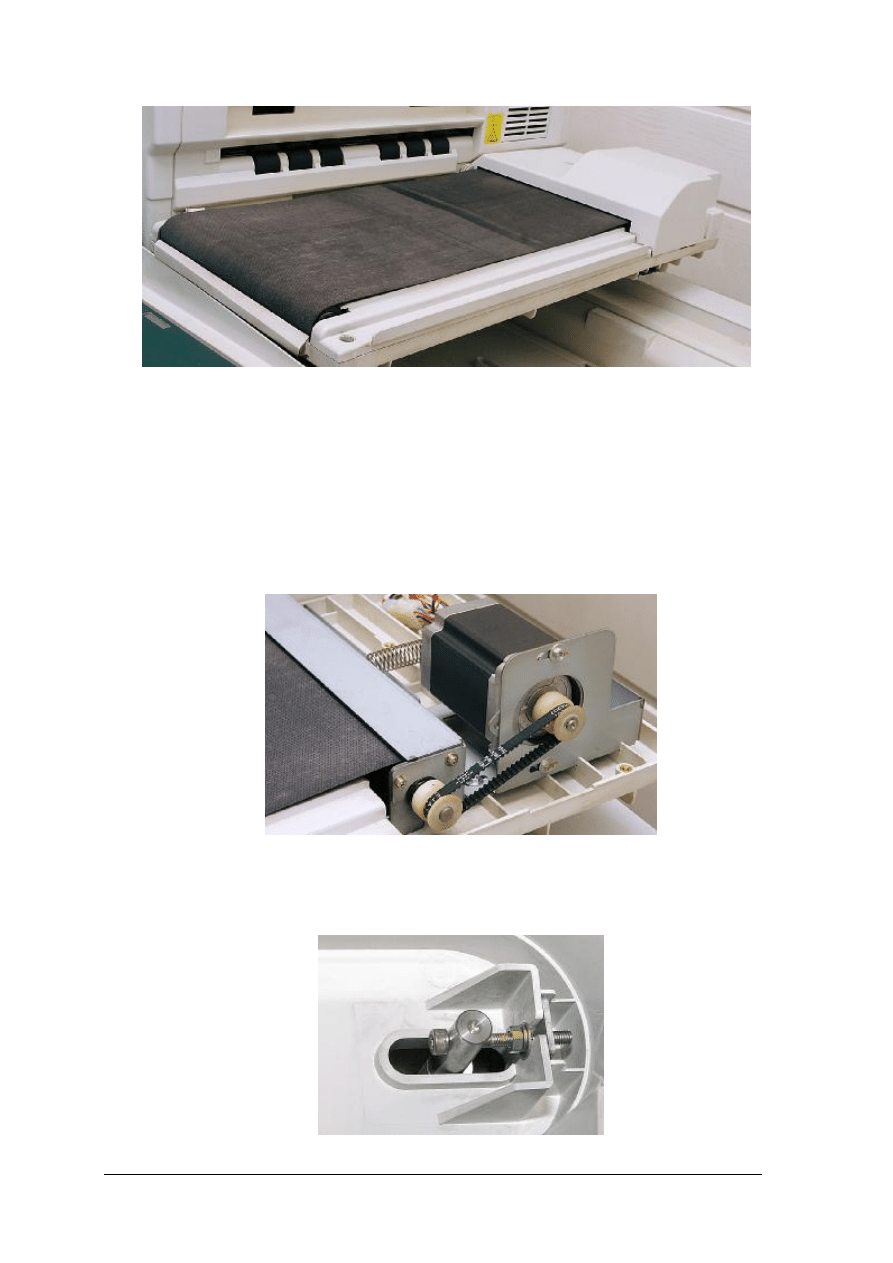
Podczas zabiegów konserwacyjnych przy przenośnikach taśmowych należy często
kontrolować stan rolek podpierających taśmę – krążników, szczególnie tam gdzie przenośnik
pracuje w trudnych warunkach. Drugim istotnym elementem wymagającym zabiegów
konserwacyjnych są bębny napędowe. Należy zwrócić uwagę na zużycie elementów
łożyskujących. Do poprawnego działania przenośnika konieczna jest kontrola napięcia taśmy
transportującej. Na rys. 20 przedstawiono napęd przenośnika z widoczną sprężyną napinającą.
Podczas prac konserwacyjnych sprawdzamy stopień napięcia taśmy, jeżeli samonapinacz
sprężynowy napina ją za słabo, dokonujemy regulacji polegającej na przesunięciu miejsca
zaczepienia sprężyny lub wymiany sprężyny.
Rys. 20. Napęd przenośnika taśmowego i sprężyna napinająca taśmę [opracowanie własne]
Rysunek 21 przedstawia przykład napinacza śrubowego. Jego regulacja polega na takim
dokręceniu śruby, aby zapewnić prawidłowe napięcie taśmy, a następnie zablokowaniu
położenia nakrętką kontrującą.
Rys. 21. Napinacz śrubowy [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
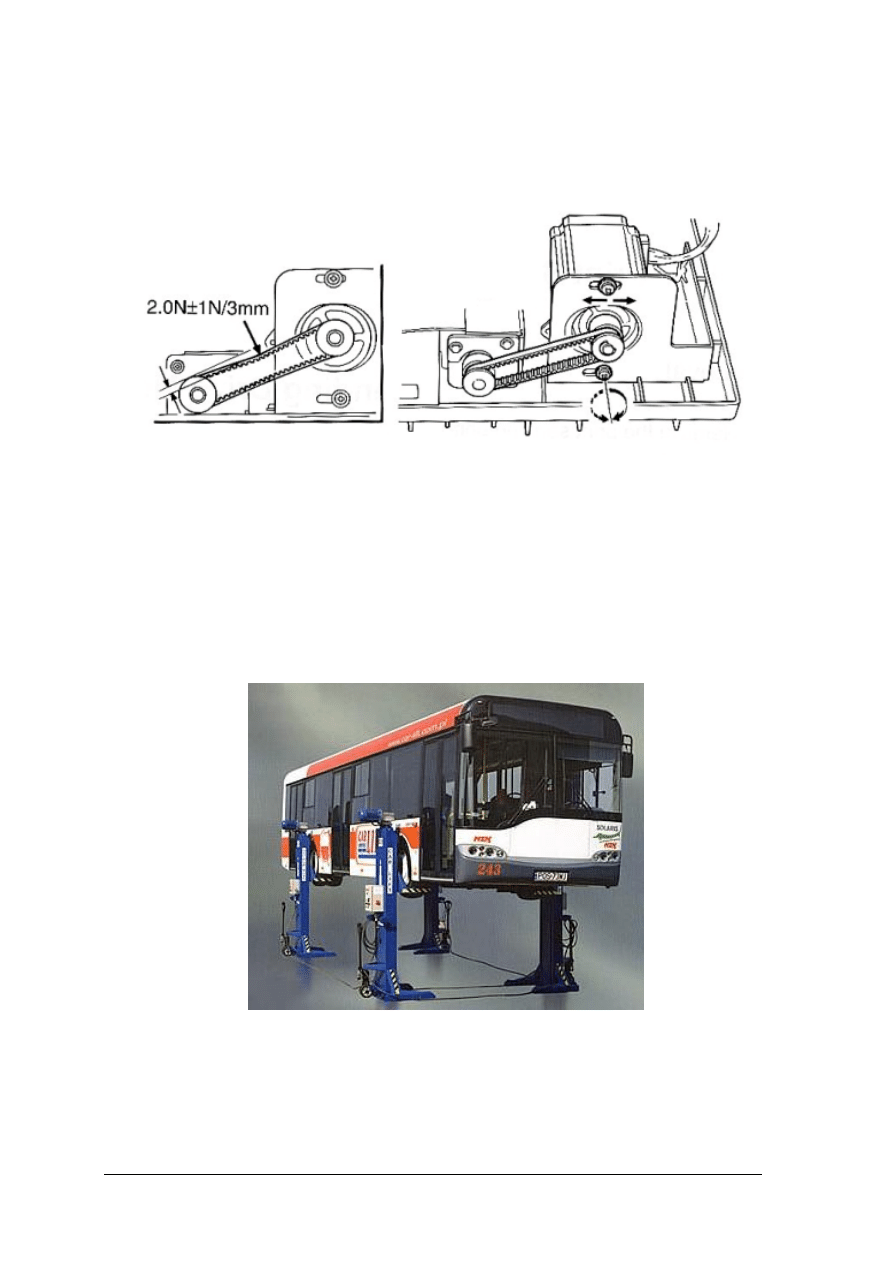
Przeniesienie napędu z silnika na bęben napędowy może również wymagać zabiegów
konserwacyjnych. Możemy spotkać takie mechanizmy jak: przekładnie pasowe, zębate,
sprzęgła. Kontrolujemy zużycie tych elementów, smarowanie oraz prawidłowe napięcie
pasków. Rys. 22 przedstawia sposób regulacji napięcia paska zębatego przenoszącego napęd
z silnika na bęben napędowy.
Rys. 22. Regulacja napięcia paska przenoszącego napęd [Instrukcja serwisowa Frontier 570]
Podnośnik jest urządzeniem dźwigowym służącym do pionowego (lub zbliżonego
do pionowego) przemieszczania (podnoszenia) obiektów, zwykle na niewielką wysokość,
za pomocą sztywnych elementów (rys. 23). Podnośniki zwykle budowane są na przy
wykorzystaniu mechanizmu zębatkowego lub śrubowego napędzanego ręcznie, elektrycznie,
hydraulicznie lub pneumatycznie. Stąd podział na podnośniki:
−
zębatkowe,
−
śrubowe,
−
tłokowe,
−
dźwigniowe.
Rys. 23. Podnośnik samochodowy [ 13]
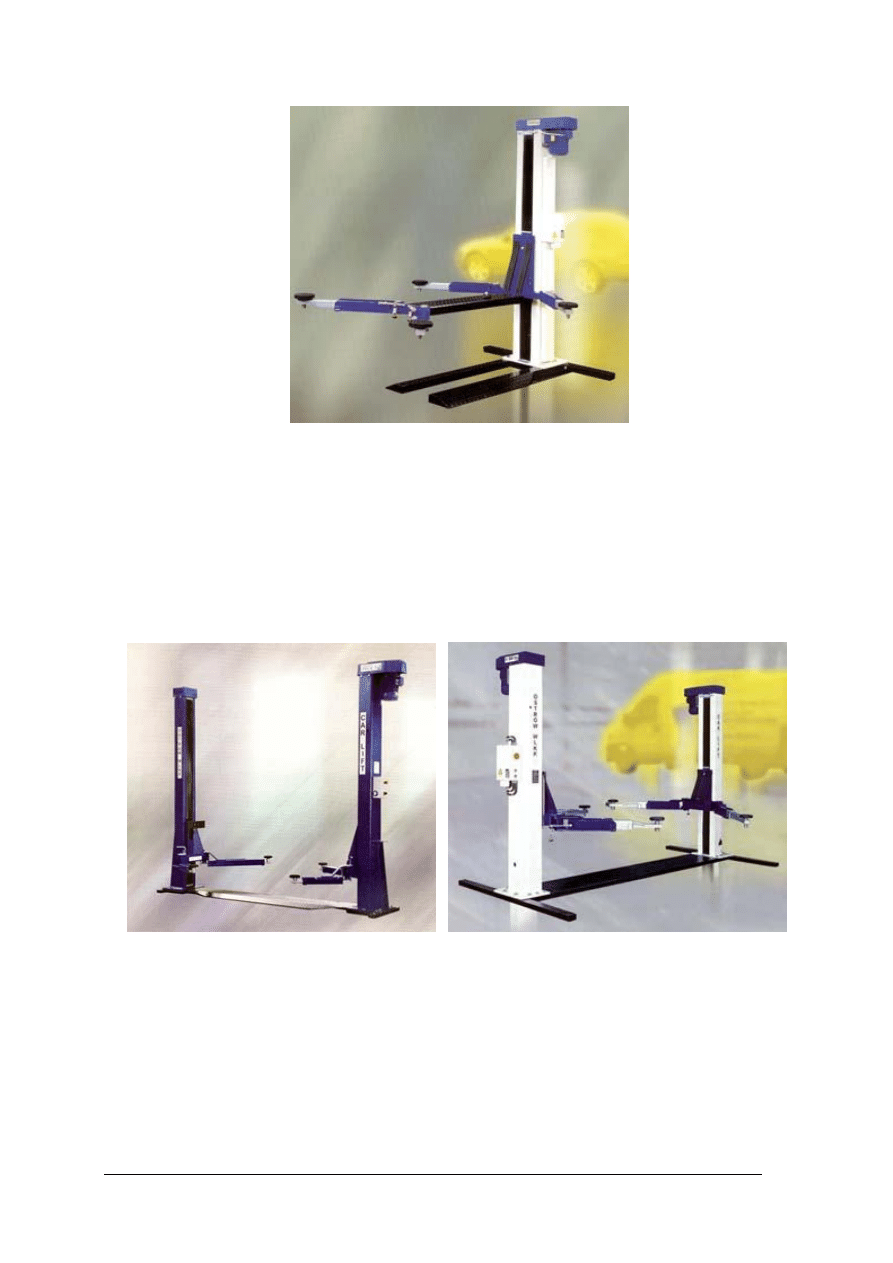
W stacjach obsługi samochodów najczęściej spotkamy podnośniki kolumnowe –
śrubowe, z napędem elektrycznym. Podnośnik jednokolumnowy (rys. 24) służy do
podnoszenia obsługiwanych samochodów o masie do 2000 kg. Pozwala na wielopoziomową
prace przy pojeździe, wymaga małej powierzchni pod zainstalowanie. Zasilany jest silnikiem
trójfazowym 400V.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 24. Podnośnik jednokolumnowy [13]
Do cięższych samochodów (do 3000 kg) stosuje się podnośniki dwukolumnowe
(rys. 25a). Obie kolumny są napędzane jednym silnikiem, a napęd pomiędzy kolumnami jest
przenoszony przekładnią łańcuchową ukrytą w podstawie podnośnika. Przeniesienie napędu
z silnika na śrubę odbywa się za pomocą przekładni pasowej. Rys. 25b przedstawia
podnośnik dwukolumnowy, gdzie każda kolumna posiada indywidualny napęd, który musi
zapewnić synchronizację ruchów na obu kolumnach (elektrosynchroniczny). Podnośnik ten
jest przeznaczony do jeszcze większych pojazdów – do 4500 kg.
a)
b)
Rys. 25. Podnośnik dwukolumnowy a) pojedynczy napęd, b) elektrosynchroniczny [13]
Zabiegi konserwacyjne podczas przeglądów okresowych polegają na ogólnej ocenie
stanu technicznego konstrukcji, ze szczególnym zwróceniem uwagi na uszkodzenia
mechaniczne, pęknięcia, skrzywienia. Przekładnia śrubowa ze względu na przenoszenie
znacznych sił wymaga częstej konserwacji – usuwanie wszelkich zanieczyszczeń
i smarowanie zgodnie z zaleceniami zawartymi w dokumentacji danego urządzenia. Należy
także zwrócić uwagę na stan instalacji elektrycznej zasilającej urządzenie – szczególnie tam
gdzie jest narażona na uszkodzenia mechaniczne, np. kable łączące kolumny
i doprowadzające zasilanie. Kontrolujemy również układ przeniesienia napędu z silnika na
śrubę napędową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do czego wykorzystuje się przenośniki taśmowe?
2. Z jakich podstawowych elementów jest zbudowany przenośnik?
3. Jakie zabiegi konserwacyjne należy wykonywać przy przenośnikach, w celu zapewnienia
bezawaryjnej pracy?
4. W jaki sposób może być napinana taśma przenośnika?
5. Do czego służy podnośnik?
6. Jakie rozróżnia się podnośniki?
7. Z jakich elementów zbudowany jest podnośnik samochodowy jednokolumnowy?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj regulacji napięcia taśmy transportującej przenośnika taśmowego z napinaczem
śrubowym.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) zdemontować osłony i obudowy,
2) dokonać oględzin mechanizmu napinającego,
3) przygotować narzędzia,
4) poluzować nakrętkę (nakrętki) kontrującą,
5) ustalić prawidłowe napięcie taśmy transportowej, pokręcając odpowiednią śrubę (śruby),
6) dokręcić nakrętkę kontrującą,
7) zamontować zdjęte osłony, obudowy.
Wyposażenie stanowiska pracy:
−
przenośnik taśmowy,
−
zestaw narzędzi – klucze, wkrętaki,
−
dane techniczno – regulacyjne.
Ćwiczenie 2
Sporządź w formie sprawozdania plan przeglądu i konserwacji podnośnika
samochodowego jednokolumnowego z napędem elektrycznym śrubowym.
Sposób wykonania ćwiczenia.
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować budowę podnośnika na podstawie dokumentacji,
2) określić jakie elementy mechanizmy występują w podnośniku,
3) opracować plan przeglądu i określić jakie wykonasz zabiegi konserwacyjne,
4) opracować sprawozdanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Zalecane metody nauczania–uczenia się:
−
tekstu przewodniego.
Wyposażenie stanowiska pracy:
−
dokumentacja przykładowego podnośnika,
−
papier rysunkowy A4.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić przeznaczenie i zastosowanie przenośników?
2) scharakteryzować budowę przenośnika taśmowego?
3) wyjaśnić sposoby napinania taśmy transportowej?
4) dokonać regulacji napinacza taśmy transportowej?
5) scharakteryzować rodzaje podnośników samochodowych?
6) zaplanować czynności do wykonania podczas przeglądu podnośnika?
7) określić podstawowe zasady bezpiecznej pracy z podnośnikiem?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 25 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
ZESTAW ZADAŃ TESTOWYCH
1. W przypadku metali rozróżnia się korozje
a) naturalną i sztuczną.
b) szybką i powolną.
c) chemiczną i elektrochemiczną.
d) suchą i mokrą.
2. Czernienie srebra następuje w wyniku korozji
a) elektrochemicznej.
b) chemicznej.
c) mokrej.
d) suchej.
3. Najprostszym sposobem zapobiegania korozji jest
a) malowanie.
b) dyfuzyjne ulepszenie powierzchni metalu.
c) zastosowanie metalicznej powłoki ochronnej.
d) zastosowanie inhibitorów.
4. Ze względu na pochodzenie smary dzielimy na
a) płynne, stałe i gazowe.
b) roślinne, zwierzęce, mineralne i syntetyczne.
c) motoryzacyjne, do sprzętu AGD, do urządzeń precyzyjnych itp.
d) toczne i ślizgowe.
5. Środkiem barwiącym w drukarce igłowej jest
a) taśma barwiąca.
b) pojemnik z atramentem.
c) pojemnik z tonerem.
d) zmiana temperatury głowicy drukującej.
6. Paleta barw w drukarce atramentowej zależy od
a) ilości pojemników z kolorowym atramentem.
b) wielkości wyrzucanej z głowicy kropli atramentu.
c) jest dla wszystkich drukarek taka sama.
d) zależy od umiejętności użytkownika.
7. Środkiem barwiącym w drukarce laserowej jest
a) taśma barwiąca
b) atrament.
c) toner.
d) zmiana temperatury głowicy drukującej.
8. Wadą drukarki atramentowej jest
a) wysoki koszt zakupu.
b) wysoki koszt eksploatacji.
c) mała rozdzielczość.
d) mała paleta barw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
9. Do kreślenia bardzo długich formatów służą plotery
a) płaskie.
b) tnące.
c) rolkowe.
d) wszystkie plotery mają ten sam format.
10. Czytnik kodów kreskowych to
a) monitor.
b) drukarka.
c) ploter.
d) skaner.
11. Głównym zadaniem kasy fiskalnej jest
a) przechowywanie pieniędzy.
b) rejestracja przychodów ze sprzedaży towarów i usług.
c) ułatwienie sprzedaży towarów i usług.
d) sprawdzanie cen towarów.
12. Pamięć fiskalna jest pamięcią elektroniczną typu
a) RAM.
b) ROM.
c) EPROM.
d) EEPROM.
13. Zakresem ważenia wagi elektronicznej nazywamy
a) różnicę między obciążeniem maksymalnym i minimalnym wagi.
b) największą masę ładunku, jaka może być zważona na wadze.
c) najmniejszą masę ładunku, jaka może być zważona na wadze.
d) zdolność przekazywania danych na odległość.
14. Najczęstszą usterką pralki przy nie obracającym się bębnie (silnik sprawny) jest
a) urwane kółko pasowe.
b) uszkodzony programator.
c) zatkany filtr wody.
d) zerwany pasek klinowy.
15. Gdy stwierdzimy nieszczelność zbiornika pralki należy
a) zakleić nieszczelność odpowiednim klejem.
b) wymienić całą pralkę na nową.
c) wymienić zbiornik na nowy.
d) wymienić rękaw pralki na nowy.
16. Najczęstszą usterką pralki powodującą pobieranie zbyt dużej ilości wody jest
a) uszkodzony hydrostat.
b) uszkodzona pompa wodna.
c) uszkodzony programator.
d) zbyt duże ciśnienie wody w wodociągu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
17. Jeżeli maszyna szyje ciężko i zrywa nici to prawdopodobnie
a) używana jest niewłaściwa stopka.
b) do jej wnętrza dostała się nitka.
c) nieprawidłowo założono stopkę.
d) zbyt słabo naciągnięto nici.
18. Konserwacja maszyny do szycia polega głównie na
a) odkurzeniu i regulacji naciągu nici.
b) regularnej wymianie pasków napędowych lub ich smarowaniu.
c) regularnym czyszczeniu, z kurzu, resztek nici i materiału oraz smarowaniu
wskazanych przez producenta podzespołów.
d) maszyn do szycia się nie konserwuje.
19. Do regulacji temperatury żelazka służy
a) tyrystorowy regulator mocy.
b) opornik potencjometryczny.
c) membranowy hydrostat.
d) bimetaliczny termostat.
20. Podczas pracy z żelazkiem ze względów bezpieczeństwa (zagrożenie życia) należy
szczególną uwagę zwrócić na
a) brak uszkodzeń przewodu zasilającego.
b) temperaturę żelazka.
c) napełnienie zbiornika wody nawilżacza.
d) aktualny przegląd techniczny.
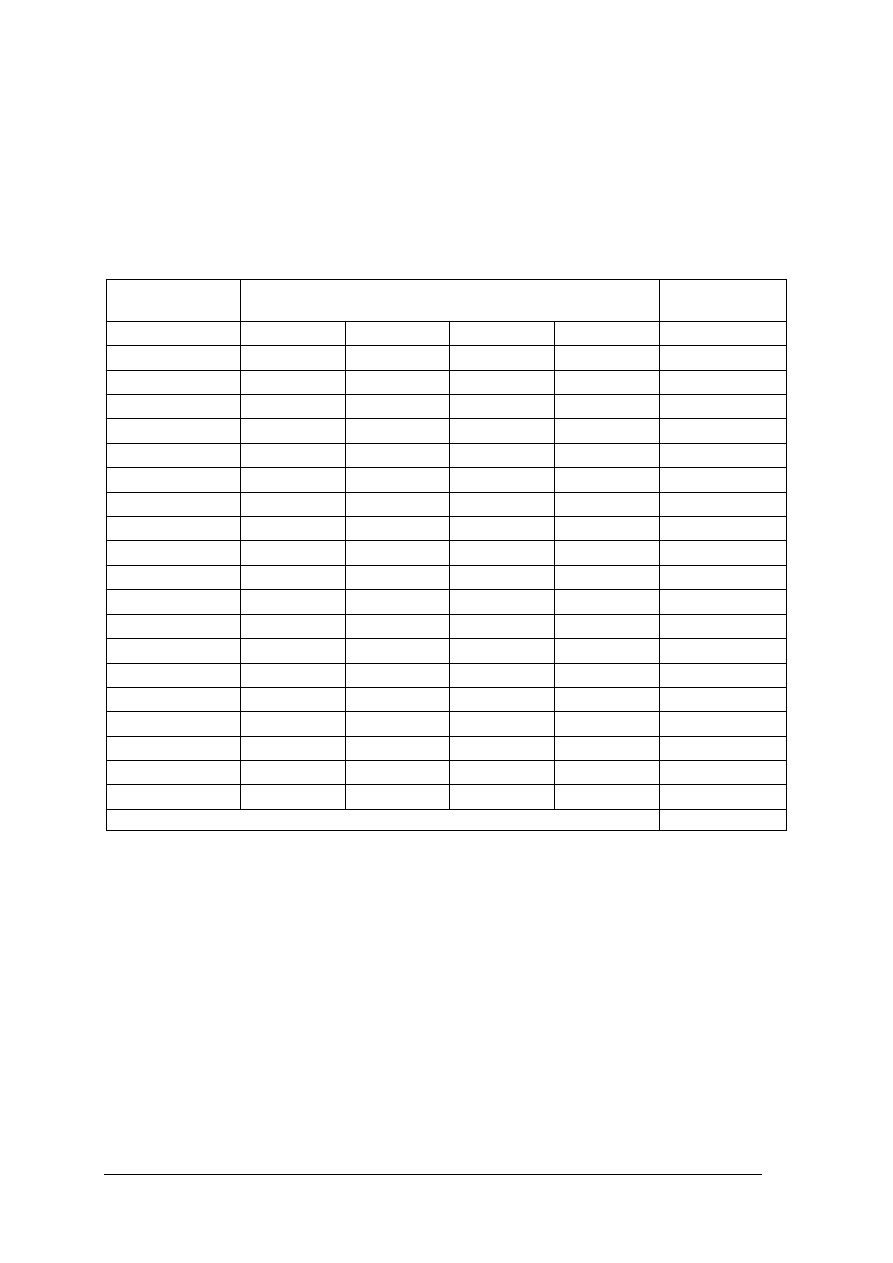
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Wykonywanie obsługi i konserwacji maszyn i urządzeń precyzyjnych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
6. LITERATURA
1. Bilski T.: Urządzenia zewnętrzne komputerów. WPP, Poznań 1998
2. Janicki L.: Mechanika techniczna. WSiP SA, Warszawa 1986
3. Jankowski M.: Elementy grafiki komputerowej. WNT, Warszawa 2006
4. Kolan Z.: Urządzenia techniki komputerowej. CWK SCREEN Wrocław 2000
5. Kubalski A. Poradnik konstruktora maszyn i urządzeń. Dashofer, 2007
6. Lawirowski Z.: Tribologia – tarcie, zużycie, smarowanie. PWN, Warszawa 1993
7. Legutko S.: Podstawy eksploatacji maszyn. WSiP SA, Warszawa 2004
8. Sajda L.: Sam naprawiam pralkę automatyczną. WKŁ, Warszawa 1994
Strony internetowe:
1. www.philips.pl
2. komputeks.pl
3. www.dami.pl
4. www.carlift.pl
5. www.dobry2.republika.pl
6. pl.wikipedia.pl
7. www.plustek.pl
8. www.pckurier.pl
9. www.manpol.pl
10. www.agdexpert.pl
11. www.zelmer.pl
12. wwwnt.if.pwr.wroc.pl
13. www.soundonsound.com
14. www.docupen.pl
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron