„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Maria Molendowska
Stosowanie maszyn, urządzeń i narzędzi kaletniczych
744[01].O1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Marian Grabkowski
dr inż. Jacek Przepiórka
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].O1.04
„Stosowanie maszyn, urządzeń i narzędzi kaletniczych”, zawartego w modułowym programie
nauczania dla zawodu kaletnik 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1.Podstawowe pojęcia z mechaniki
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Wybrane zagadnienia z części maszyn
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
27
4.2.3. Ćwiczenia
27
4.2.4. Sprawdzian postępów
29
4.3. Napęd hydrauliczny, pneumatyczny i elektryczny
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające
45
4.3.3. Ćwiczenia
45
4.3.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Otrzymujesz poradnik, który będzie Ci pomocny w nabywaniu umiejętności
teoretycznych i praktycznych niezbędnych podczas użytkowania maszyn, urządzeń i narzędzi
kaletniczych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, czyli umiejętności, jakie osiągniesz pozwolą Ci
na stosowanie maszyn, urządzeń i narzędzi kaletniczych w produkcji wyrobów
kaletniczych.
3. Materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj wskazaną
literaturę oraz inne źródła informacji.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń.
5. Ćwiczenia, które umożliwią Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających Twoje opanowanie wiedzy i umiejętności z zakresu całej
jednostki modułowej.
8. Literaturę.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po realizacji materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: „Stosowanie maszyn, urządzeń i narzędzi kaletniczych”, której treści
teraz poznasz jest częścią modułu 744[01].O1 „Podstawy zawodu”, którego struktura jest
zilustrowana schematycznie na stronie 4.
Bezpieczeństwo i higiena pracy
W czasie wykonywania zadań i ćwiczeń musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych i ochrony środowiska,
wynikających z rodzaju wykonywanych prac. Przepisy te poznasz w trakcie trwania nauki.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
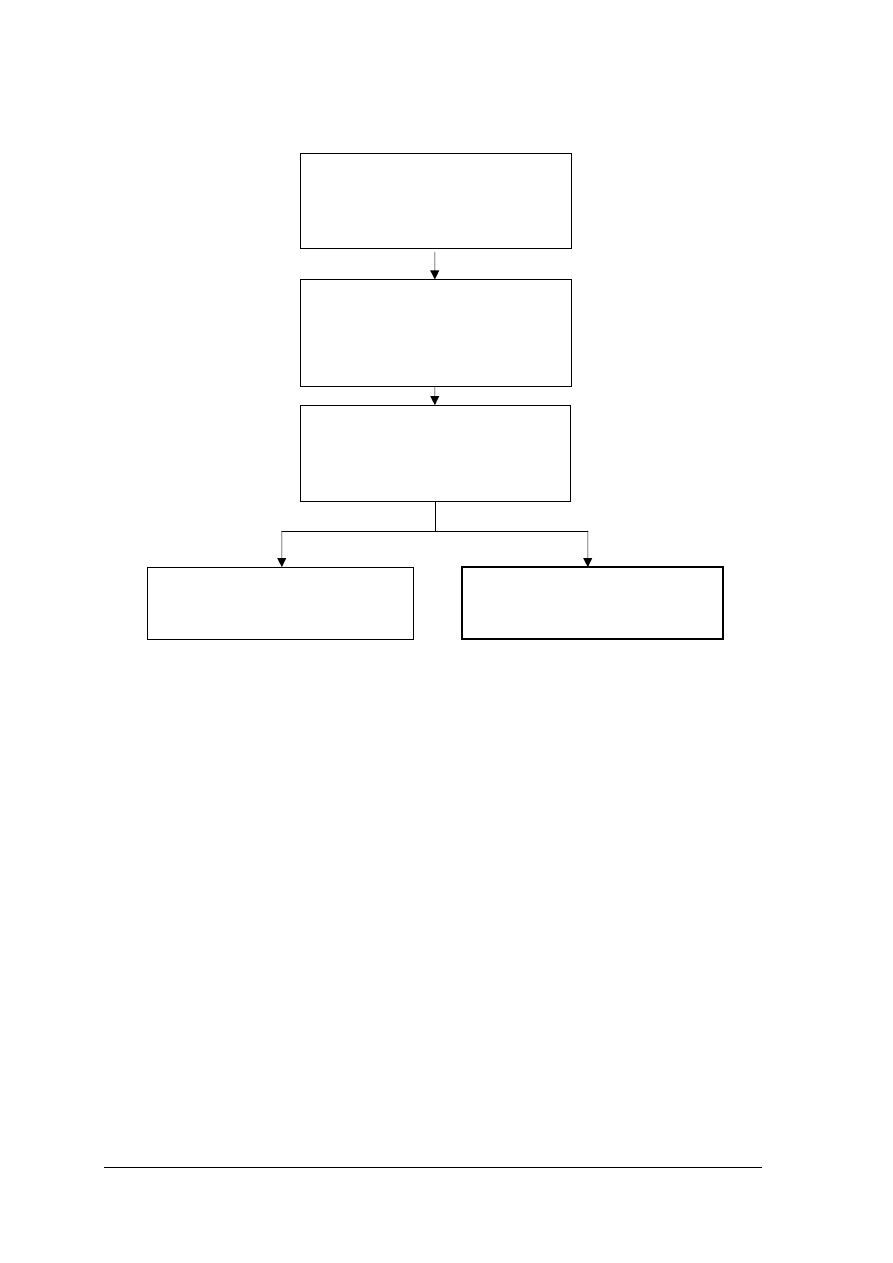
Schemat układu jednostek modułowych
744[01].O1
Podstawy zawodu
744[01]. O1.04
Stosowanie maszyn, urządzeń
i narzędzi kaletniczych
744[01]. O1.03
Sporządzanie rysunków technicznych
i odręcznych
744[01]. O1.02
Charakteryzowanie wyrobów
kaletniczych
744[01].O1.01
Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony
środowiska

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej podczas montażu i demontażu maszyn i urządzeń,
–
korzystać z różnych źródeł informacji,
–
organizować stanowisko pracy zgodnie z wymogami ergonomii,
–
rozróżniać materiały konstrukcyjne,
–
posługiwać się dokumentacją konstrukcyjną i technologiczną,
–
stosować i zamieniać jednostki układu SI,
–
wykonywać proste obliczenia matematyczne.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić podstawowe pojęcia z zakresu mechaniki: praca, moc, energia, tarcie i jego
rodzaje oraz sprawność maszyn,
–
rozróżnić maszyny i urządzenia stosowane w procesach technologicznych,
–
sklasyfikować maszyny i urządzenia w zależności od budowy, zasady działania
i zastosowania praktycznego,
–
rozróżnić części maszyn,
–
wyjaśnić budowę i zasadę działania maszyn stosowanych w kaletnictwie,
–
określić podstawowe i specjalne wyposażenie maszyn,
–
rozróżnić parametry techniczne maszyn,
–
określić zastosowanie mechanizmów maszyn,
–
odczytać schematy kinematyczne maszyn,
–
wyjaśnić pojęcia tolerancji i pasowania części maszyn,
–
scharakteryzować typy i rodzaje połączeń, wskazać ich zastosowanie,
–
wyjaśnić działanie łożysk, osi, wałów, sprzęgieł, hamulców i przekładni oraz określić ich
zastosowanie,
–
rozróżnić napędy i sterowanie: hydrauliczne, pneumatyczne i elektryczne,
–
określić rolę zabezpieczeń stosowanych w maszynach i urządzeniach,
–
scharakteryzować instalacje elektryczne oraz wyposażenie przeciwporażeniowe,
–
określić zasady eksploatacji, czyszczenia i bieżącej konserwacji maszyn i urządzeń,
–
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
dotyczące maszyn i urządzeń kaletniczych.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
a)
4. MATERIAŁ NAUCZANIA
4.1. Podstawowe pojęcia z mechaniki
4.1.1. Materiał nauczania
Mechanika jest działem nauki zajmującym się ruchem ciała oraz przyczynami
powodującymi ten ruch. Wyróżnia się trzy duże działy: statykę, kinematykę i dynamikę.
Statyka bada warunki równowagi, kinematyka opisuje ruch z punktu widzenia torów,
prędkości i przyspieszeń natomiast dynamika opisuje związki przyczynowe między siłami
i ruchami ciał.
Wielkości mechaniczne i fizyczne są przedstawiane za pomocą jednostek tworzących
układy SI.
Do podstawowych pojęć mechaniki należą: praca, moc, energia, tarcie, sprawność
maszyn.
Siła – mechaniczne wzajemne oddziaływanie ciał, które może być bezpośrednie, (gdy
ciała się stykają) lub pośrednie (oddziaływanie na odległość). Każdą siłę definiuje: wartość,
kierunek, zwrot oraz punkt zaczepienia, dlatego siła jest wektorem.
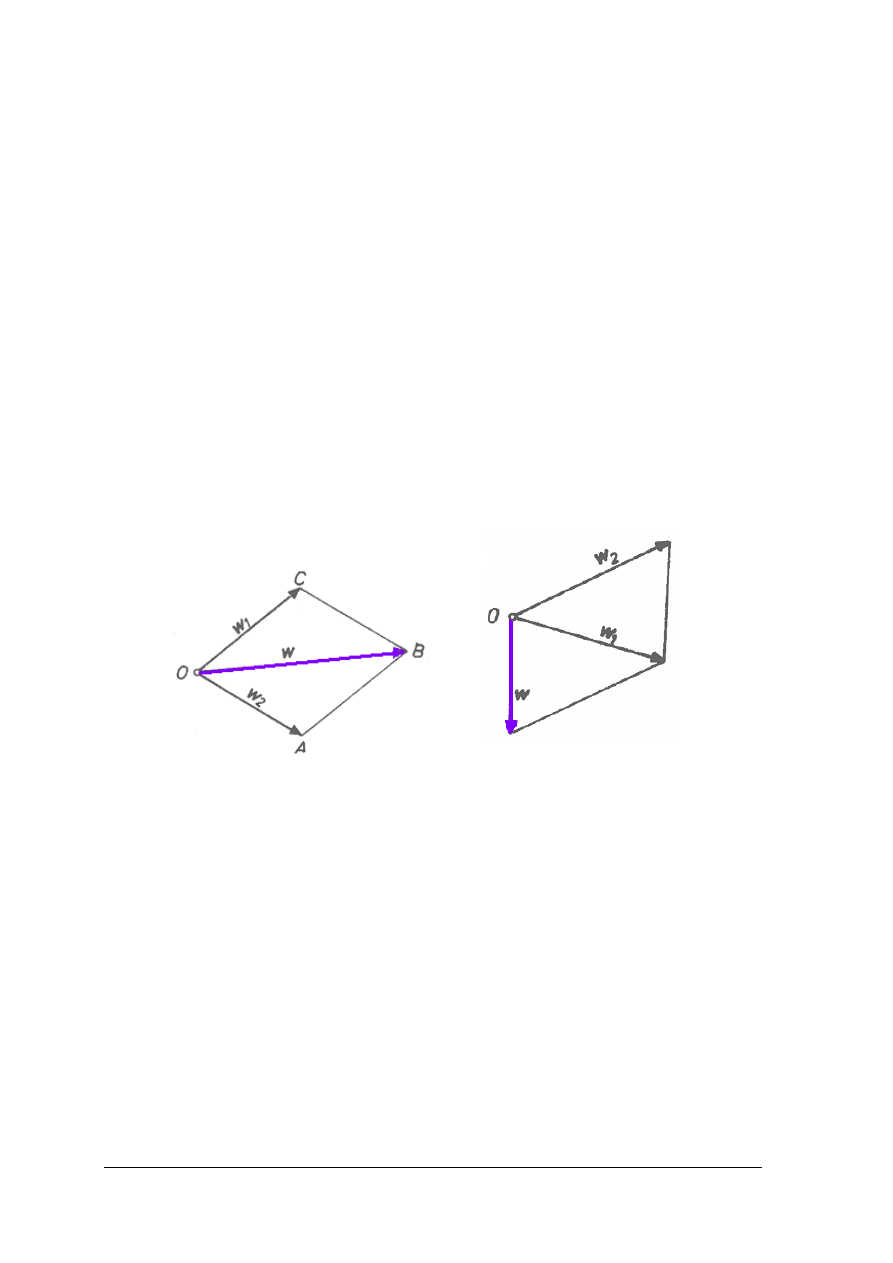
Siłę podobnie jak wektor możemy dodawać i odejmować metodą geometryczną (rys.1)
i analityczną.
Rys. 1. Dodawanie i odejmowanie wektorów metodą geometryczną [2, s. 40]
a) dodawanie, b) odejmowanie
Momentem siły F względem punktu O nazywamy iloczyn wartości siły przez jej ramię r,
tj. najkrótszą (po prostopadłej) odległość tego punktu od linii działania siły.
M = F · r
Wartość momentu jest, więc proporcjonalna do siły i jej ramienia. Jeżeli linia działania
siły F pokrywa się z punktem O, to ramię R jest równe zeru, a zatem i moment tej siły
wynosi zero. Jeżeli siła F
1
dąży do obrócenia swego ramienia r
1
wokół bieguna O
w kierunku zgodnym z ruchem wskazówek zegara, to moment tej siły jest dodatni, jeśli zaś
w przeciwnym - ujemny (rys.2).
b)
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
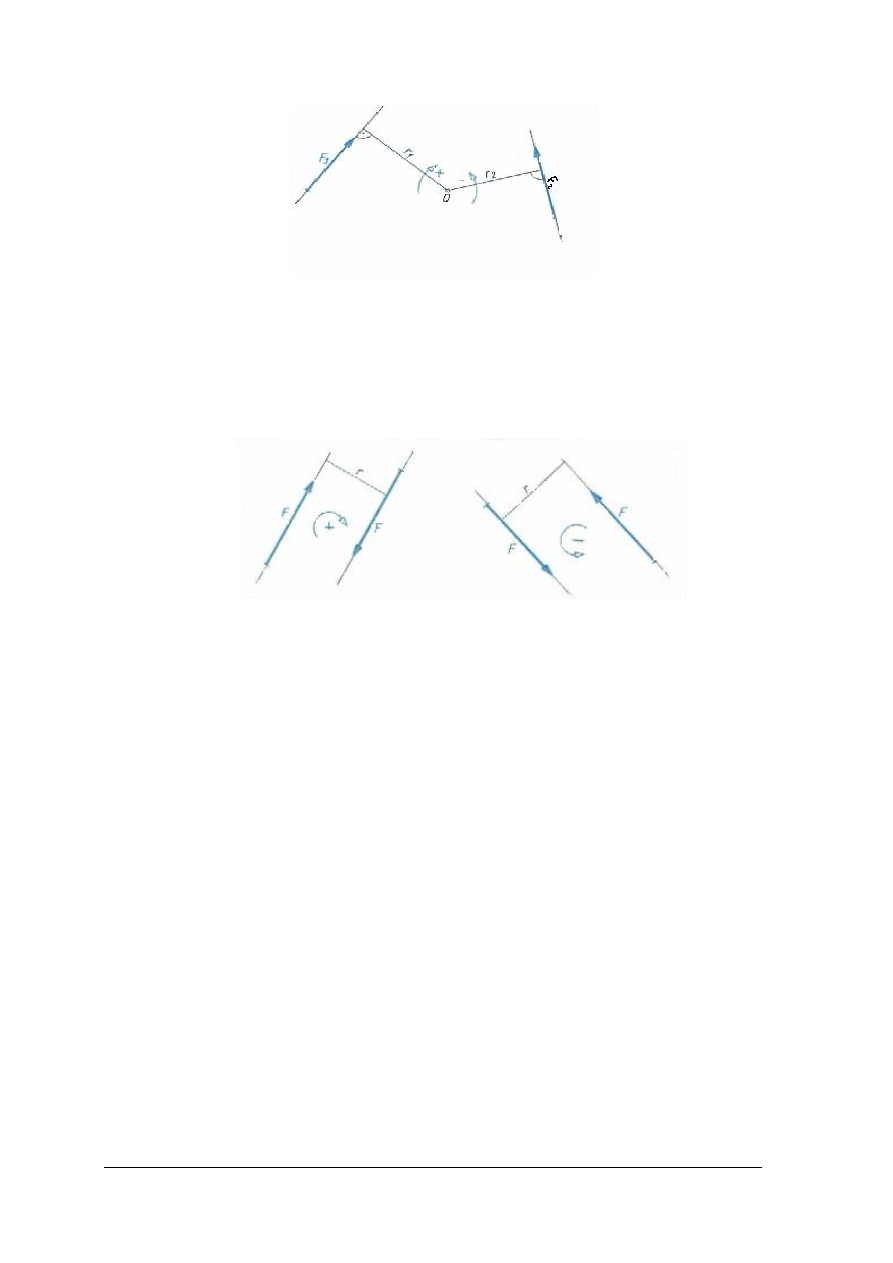
Rys.2. Moment siły (dodatni i ujemny) [2, s. 13]
Parę sił tworzy układ złożony z dwóch sił równoległych o tej samej wartości, lecz
przeciwnych zwrotach, oddalonych od siebie o wielkość r, zwaną promieniem pary sił.
Momentem pary sił nazywamy iloczyn jednej z sił F i ramienia pary r.
Parę sił można zrównoważyć tylko inną parą sił, dowolnie przyłożoną do ciała,
o momencie równym, co do wartości, lecz o przeciwnym znaku (rys.3).
Rys.3. Para sił i moment pary sił [ 2, s.14]
Ciało sztywne znajduje się w stanie równowagi, gdy nie działają na nie żadne siły
zewnętrzne lub suma geometryczna sił zewnętrznych oraz suma momentów tych sił są równe
zeru.
Zapisujemy to następująco:
∑F = F
1
+ F
2
+ F
3
+ ….+ F
n
= 0
∑M = M
1
+ M
2
+ M
3
+ …+ M
n
= 0
Znajomość tego warunku jest niezbędna podczas wykonywania obliczeń z zakresu statyki
i wytrzymałości materiałów.
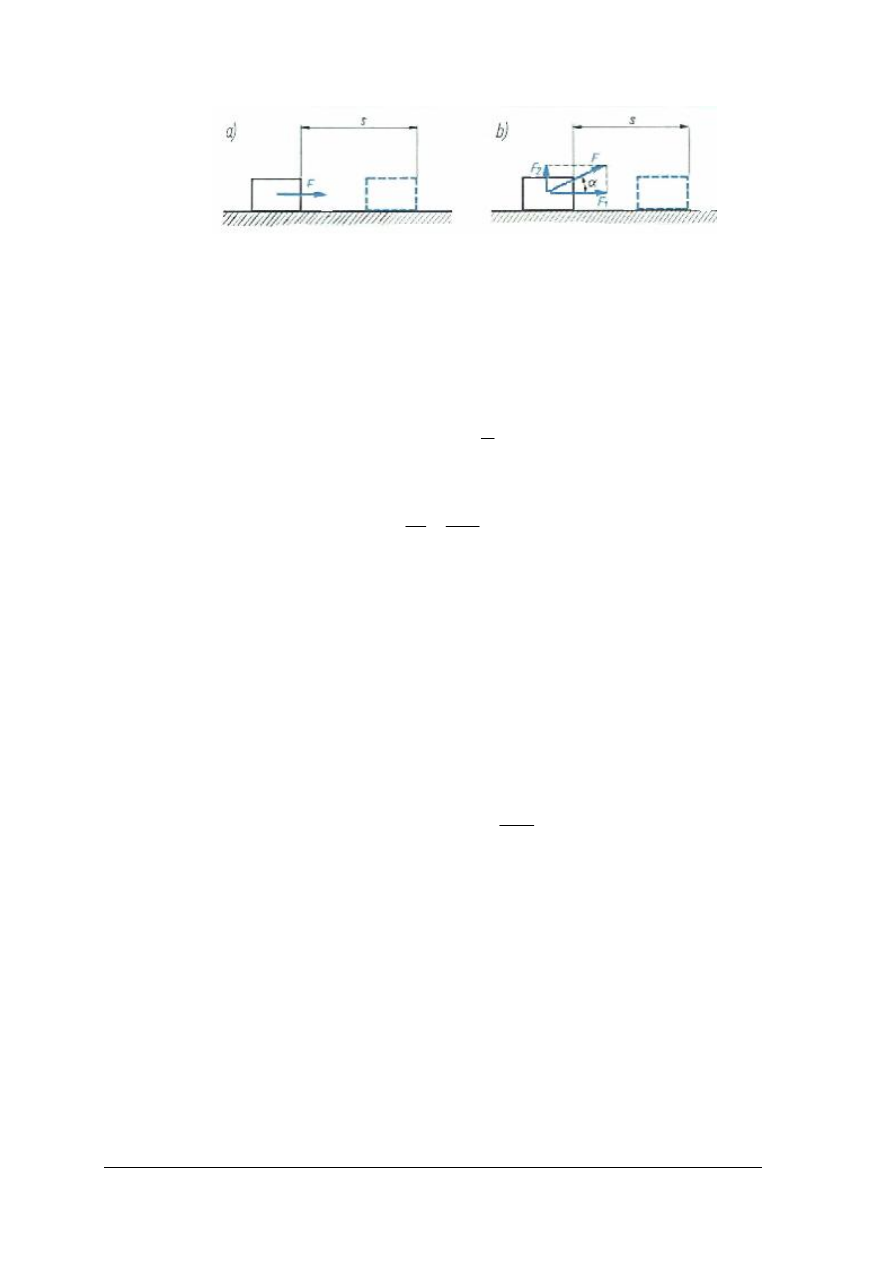
Pracą nazywamy wielkość skalarną L, określoną iloczynem siły i przesunięcia.
Jednostką pracy jest dżul [1J]. Jeden dżul to praca, jaką siła 1 niutona wykonuje na drodze
1m. Warunkiem wykonania pracy jest zgodność kierunku działania siły F (rys.4 a) lub jej
składowej ( rys.4 b ) z kierunkiem przesunięcia.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
L= F·s
L = F
1
⋅
s, ale
F
1
= F
⋅
cos
α
L= F·cos α·s
Rys.4. Kierunek działania siły i przesunięcia wykonywanie pracy [2, s. 16]
Moc P jest wielkością charakteryzującą zdolność maszyny lub urządzenia do wykonania
określonej pracy L w określonym czasie t.
t
L
P
=
W
ruchu obrotowym moc obliczamy według wzoru:
v
F
t
s
F
t
M
P
⋅
=
⋅
=
=
Jednostką mocy w układzie SI jest wat [W]. Maszyna posiada moc jednego wata, jeżeli
pracę 1 dżula wykonuje w 1 s.
Pod pojęciem energii mechanicznej rozumiemy sumę energii kinetycznej i potencjalnej
zawartej w danym ciele.
E = E
k
+ E
p
gdzie:
−
energia kinetyczna E
k
ruchu postępowego masy m poruszająca się z prędkością v; energia
kinetyczna jest równa pracy, jaką trzeba wykonać, aby masie m nadać prędkość v,
−
energia potencjalna E
p
ciała o masie m, znajdującego się na wysokości h nad poziomem,
który przyjęliśmy jako poziom zerowy energii potencjalnej.
E
p
= mgh
Jednostką energii jest dżul.
Do wykorzystania energii w celu przetworzenia jej na pracę służą maszyny robocze, a do
zmiany postaci energii – silniki. Niecała jednak energia dostarczona do urządzenia jest
efektywnie wykorzystywana, gdyż każda maszyna lub silnik po wprowadzeniu w ruch musi
pokonać pewne opory, na co jest zużywana część energii. Tak więc, aby uzyskać założoną
wartość energii z określonego urządzenia, musimy dostarczyć jej więcej, przewidując straty
energii w wyniku ruchu urządzenia. W tym celu posługujemy się współczynnikiem zwanym
sprawnością.
2
mv
E
2
k
=

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Sprawnością
η
maszyny nazywamy stosunek pracy wykonanej przez tę maszynę (pracy
użytecznej) do pracy doprowadzonej do maszyny.
d
u
L
L
=
η
lub używając mocy
d
u
P
P
=
η
Sprawność jest wielkością niemianowaną lub wyrażoną w procentach, (gdy wartość
współczynnika pomnożymy przez 100 %). Sprawność każdej maszyny jest zawsze mniejsza
od jedności (
η
<
1), gdyż praca, energia lub moc użyteczna jest zawsze mniejsza od włożonej.
Gdyby osiągnęła wartość równą 1, powstałaby maszyna idealna, tzw. perpetuum mobile.
Przyczyną powstawania strat energii we wszystkich urządzeniach posiadających ruchome
elementy jest tarcie. Tarcie jest zjawiskiem powszechnie występującym w przyrodzie
i technice. Pojawia się podczas jakiegokolwiek ruchu ciała. Niejednokrotnie jest pożądane
(np. w hamulcach, przekładniach ciernych, sprzęgłach), lecz równie często staramy się je
zmniejszyć do minimum (np. w łożyskach, prowadnicach obrabiarek). Tarciem nazywamy,
więc zbiór zjawisk występujących w obszarze styku dwóch przemieszczających się względem
siebie ciał, w wyniku, których powstają opory ruchu. Siła tarcia jest zawsze przeciwnie
zwrócona do siły wywołującej ruch ciała. Dla celów metodycznych dokonuje się często
podziału rodzajów tarcia na:
Tarcie statyczne (spoczynkowe) występuje wówczas, gdy ciała nie zmieniają swojego
położenia względem siebie. Wyraża ono siłę, którą należy pokonać, aby zainicjować ich ruch
względny.
Tarcie dynamiczne (kinetyczne, ruchowe) to tarcie ciał znajdujących się w ruchu
względnym, wyrażające siłę, którą należy pokonać, aby trące się ciała utrzymać w ruchu.
Może ono występować jako tarcie toczne oraz ślizgowe.
Tarcie ślizgowe stanowi opór przesuwania się ciał względem siebie. Występuje ono
w ruchu postępowym, postępowo – zwrotnym, obrotowym i wahadłowym.
Tarcie toczne stanowi opór toczenia się ciał po powierzchni.
Tarcie ze względu na lokalizację można podzielić na dwie zasadnicze grupy:
−
tarcie zewnętrzne powstaje przy powierzchniowym styku ciał – zachodzi w warstwach
wierzchnich nie smarowanych ciał stałych, przemieszczających się względem siebie,
−
tarcie wewnętrzne powstaje wewnątrz jednego ciała, w którym przemieszczają się
względem siebie atomy, grupy atomów, cząstki chemiczne itp.
Ze względu na występowanie środka smarnego lub jego brak między trącymi się
powierzchniami rozróżnia się następujące rodzaje tarcia dynamicznego:
−
tarcie technicznie suche – gdy powierzchnie trące mogą być pokryte tlenkami
i warstwą zaadsorbowanych gazów i par, lecz sam proces tarcia odbywa się bez udziału
środka smarowego.
−
tarcie graniczne – występuje, gdy powierzchnie trące obu ciał są oddzielone w strefie
styku warstwą substancji smarnej o najmniejszej grubości zależnej od przyczepności
substancji smarowej do powierzchni współpracujących ciał oraz od jej właściwości
reologicznych.
−
tarcie płynne – najbardziej pożądane, występuje, gdy między współpracującymi
powierzchniami znajduje się warstwa substancji smarowej płynnej lub gazowej o znacznej
grubości oraz ciśnieniu równoważącym siły normalnego wzajemnego nacisku ciał.
−
tarcie mieszane – przypadek pośredni między tarciem suchym a płynnym, podczas
którego w strefie styku trących ciał występują zjawiska charakterystyczne dla

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
przynajmniej dwóch z wymienionych rodzajów tarcia. Jest ono charakterystyczne dla
węzłów tarcia pracujących przy małych prędkościach, dużych naciskach oraz w stanach
nieustalonych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz działy mechaniki?
2. Jakie znasz podstawowe pojęcia mechaniki?
3. Jak definiujemy moc, pracę, siłę, sprawność, tarcie?
4. Jakie znasz rodzaje tarcia?
4.1.3. Ćwiczenia
Ćwiczenie 1
Oblicz energię potencjalną młota o masie 1000 kg, zawieszonego na wysokości 1m.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać odpowiednie wzory,
2) wykonać obliczenia,
3) wyniki zapisać w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 2
Oblicz prędkość spadania młota parowego o masie 3 t, aby jego energia kinetyczna
w chwili uderzenia wynosiła 20000 J.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać obliczeń według dobranego wzoru,
2) obliczenia i wyniki zapisać w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
przybory do pisania ,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 3
Oblicz sprawność maszyny znając wartość pracy włożonej i pracy wykonanej, uzasadnij
wynik korzystając z definicji sprawności.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać obliczeń według dobranego wzoru,
2) obliczenia i wyniki z uzasadnieniem zapisać w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić działy mechaniki?
¨
¨
2) wymienić podstawowe pojęcia mechaniki?
¨
¨
3) określić moc, pracę, siłę, sprawność, tarcie?
¨
¨
4) wymienić rodzaje tarcia?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Wybrane zagadnienia z części maszyn
4.2.1. Materiał nauczania
Klasyfikacja maszyn
Maszyny dzieli się na dwie podstawowe grupy:
−
silniki, przetwarzające energię o dowolnej postaci na energie mechaniczną potrzebną do
napędu innych maszyn i urządzeń np. silniki wiatrowe, wodne, cieplne, elektryczne,
−
maszyny robocze, pobierające energię mechaniczną od silników i wykonujące określone
czynności (pracę), takie jak zmiana kształtu, wymiaru, położenia (np. obrabiarki,
maszyny transportowe).
Maszyny robocze dzieli się na:
−
maszyny produkcyjne np. maszyny górnicze, hutnicze, obuwnicze, kaletnicze itd.,
−
maszyny transportowe np. maszyny do transportu dalekiego, bliskiego, gazów i cieczy.
W grupie maszyn roboczych produkcyjnych znajdują się maszyny stosowane w kaletnictwie.
Maszyny te można podzielić, zgodnie z fazami produkcji na:
−
maszyny stosowane w fazie rozkroju i przygotowania elementów,
−
maszyny stosowane w fazie montażu i wykończania wyrobów.
Do maszyn stosowanych w fazie rozkroju zaliczamy:
−
wycinarki: mechaniczne, elektrohydrauliczne (jednoramienne, mostowe, belkowe),
−
krajarki: taśmowa do wykrawania dużych płaszczyzn, krajarka przenośna z nożem
prostym,
−
krajarkę pasów,
−
maszyny do cięcia materiałów sztywnych i ułożonych w warstwach: gilotyna, nożyce
stołowe,
−
urządzenia do niekonwencjonalnego rozkroju metodą laserową, plazmową, hydrauliczną
i iskrową,
−
maszyny do obróbki elementów: dwojarki taśmowe i ścieniarki.
Do maszyn i urządzeń stosowanych w fazie montażu zaliczamy:
−
maszyny szyjące, które dzieli się:
−
w zależności od rozwiązań konstrukcyjnych na: płaskie, słupowe, praworamienne,
leworamienne,
−
w zależności od liczby igieł na: jednoigłowe, wieloigłowe,
−
zależnie od rodzaju tworzonego ściegu na: szyjące ściegiem zwartym i szyjące
ściegiem łańcuszkowym,
−
zależnie od rozwiązania napędu chwytacza na: z chwytaczem obrotowym,
wahadłowym,
−
deseniarki,
−
powlekarki klejem,
−
zgrzewarki.
Oprócz maszyn stosowane są również liczne urządzenia pomocnicze np. suszarki szafkowe,
komory konwekcyjne, urządzenia transportowe, promienniki podczerwieni itp., a także
narzędzia takie jak: nagłowniaki, szydła, noże, młotki, cęgi, dziurkacze itp.
Części maszyn możemy podzielić na:
−
części spoczynkowe, gdy elementy pozostają względem siebie w stanie spoczynku (np.
śruby, nity, kołki),
−
części ruchowe, tj. części przesuwne (o ruchu prostoliniowym) i obrotowe (np. osie,
wały),
−
części przenoszące napęd (np. wały, sprzęgła).
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Tolerancja i pasowanie
Podstawową cechą każdej części maszyn powinna być założona z góry dokładność
wykonania. W praktyce nie można wykonać elementów z absolutną dokładnością
i powtarzalnością wymiarów. Dlatego zakładamy granice, w których muszą się mieścić
wymiary danego elementu, aby mógł być uznany za dobry. Przyczyny nieuzyskiwania
wymiarów, jakie ustalamy, są różne: zużywanie się narzędzia podczas obróbki części,
niedokładność obrabiarki, błąd ustawienia obrabiarki, błąd pomiaru itd.
Wymiary długościowe są to wartości długości wyrażone określonymi liczbami
odpowiednich jednostek miar, np.: 31,52 mm, 45 µm, 2,3 m.
Wymiar tolerowany jest to wymiar długościowy, którego dopuszczalne odchyłki są
liczbowo określone. Wymiarami tolerowanymi opisuje się na rysunkach technicznych
kształty części maszyn.
Wymiar rzeczywisty jest to wartość długości, jaką otrzymanoby po przeprowadzeniu
bezbłędnego pomiaru. W rzeczywistości poznaje się go tylko w pewnym przybliżeniu,
ponieważ każdy pomiar obarczony jest błędem pomiaru.
Wymiar zaobserwowany jest to wartość długości otrzymana w wyniku pomiaru
dokonanego z ustaloną dokładnością.
Wymiar długościowy tolerowany, określają dwa wymiary graniczne:
−
wymiar górny B – większy wymiar graniczny,
−
wymiar dolny A – mniejszy wymiar graniczny.
W praktyce stosuje się zapisywanie wymiarów tolerowanych, poprzez tzw. tolerowanie
liczbowe. Wymiar tolerowany liczbowo składa się z trzech wymiarów, wyrażonych liczbami:
−
wymiaru nominalnego N,
−
odchyłki granicznej górnej es, ES,
−
odchyłki granicznej dolnej ei, EI.
Małymi literami (es, ei) oznacza się odchyłki graniczne wymiarów zewnętrznych
(wałków). Dużymi literami (ES, EI) oznacza się odchyłki graniczne wymiarów wewnętrznych
(otworów). Wymiar górny oznacza się B
w
dla wałka, B
o
dla otworu. Wymiar dolny oznacza
się A
w
dla wałka, A
o
dla otworu.
W ujęciu algebraicznym:
Odchyłka górna
N
B
es
w
−
=
(dotyczy wałka),
N
B
ES
o
−
=
(dotyczy otworu).
Odchyłka dolna
N
A
ei
w
−
=
(dotyczy wałka),
N
A
EI
o
−
=
(dotyczy otworu).
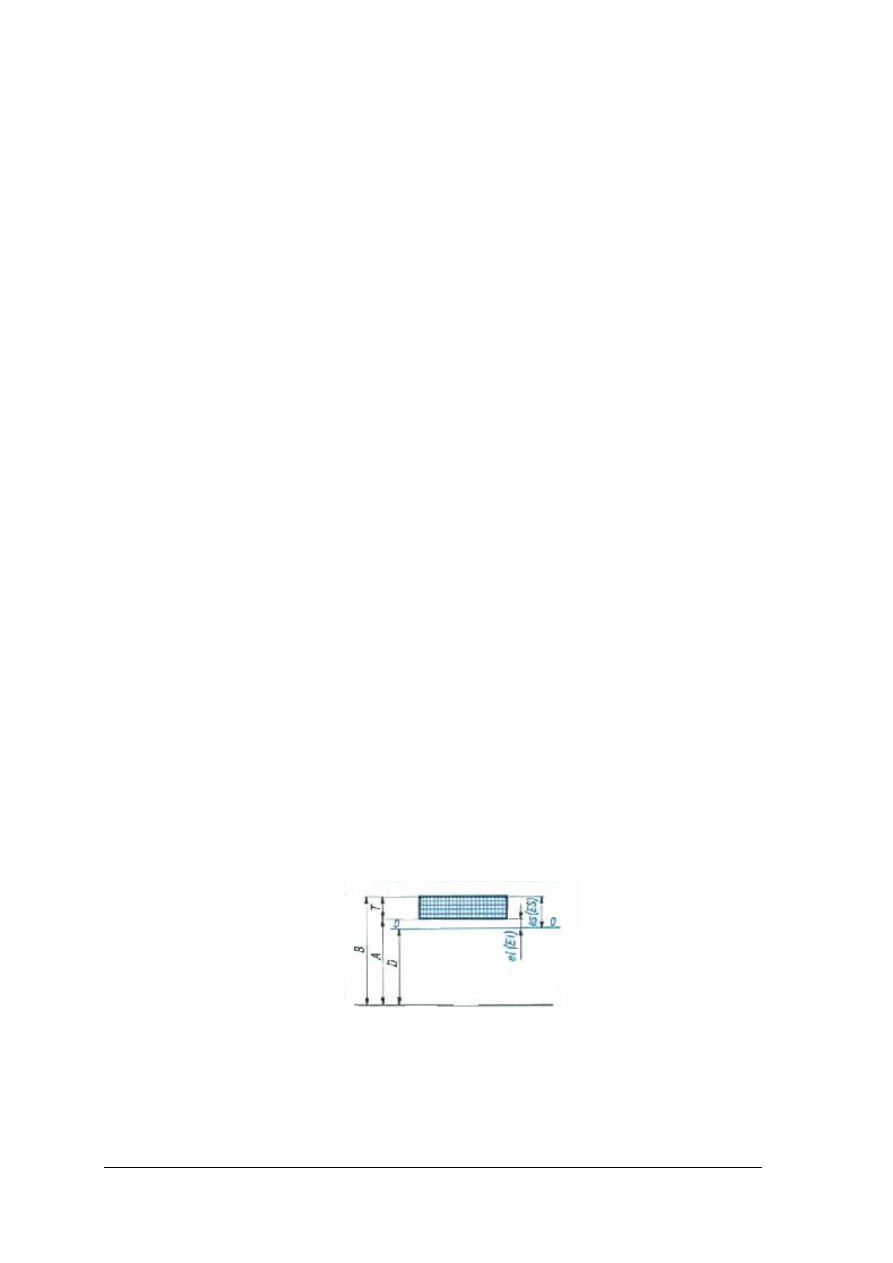
Tolerancja wymiaru
Tolerancja jest to różnica pomiędzy górnym wymiarem granicznym B, a dolnym
wymiarem granicznym A lub pomiędzy odchyłką górna es ( ES ), a dolną ei ( EI ) (rys.5).
Tolerancja jest zawsze dodatnia i można ją obliczyć za pomocą wzorów.
Rys.5. Wymiary graniczne i pole tolerancji [2, s. 37]
A
B
T
−
=
lub
ei
es
T
−
=
lub
EI
ES
T
−
=

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Zapis ogólny wymiaru tolerowanego jest następujący:
es
ei
D lub
ES
EI
D
Przykłady zapisu wymiarów tolerowanych:
Ø
08
,
0
05
,
0
150
+
−
;
15
,
0
03
,
0
30
+
−
;
Ø
10
,
9
5
.
0
23
+
−
Pasowaniem nazywamy skojarzenie elementów o jednakowych wymiarach nominalnych,
lecz o różnych odchyłkach w zależności od tego, jaki rodzaj pasowania chcemy uzyskać:
luźne, mieszane czy ciasne. Przed połączeniem (skojarzeniem) elementów (otworu i wałka)
istnieje między nimi luz, który może być dodatni, ujemny (zwany wciskiem) lub równy zeru.
Luzem najmniejszym nazywamy różnicę między dolnym wymiarem otworu A
o
(lub dolną
odchyłką EI), a górnym wymiarem wałka B
w
(lub górną odchyłką es).
S
min
=A
o
- B
w
= EI - es
Luzem największym nazywamy różnicę między górnym wymiarem granicznym otworu B
o
(lub górną odchyłką ES) a dolnym wymiarem granicznym wałka A
w
(lub dolną odchyłką ei).
S
max
= B
o
- A
w
= ES - ei
W przypadku:
−
pasowań luźnych
S
max
>S
min
>0 – tzn. zawsze istnieje luz,
−
pasowań mieszanych
S
max
> 0
> S
min
– tzn. może być luz lub wcisk,
−
pasowań ciasnych
S
min
< S
max
< 0 – tzn. zawsze jest wcisk.
Pasowania najkorzystniej jest dobierać wg dwu zasad: stałego otworu lub stałego wałka.
Spośród obowiązujących dwu zasad najczęściej stosowana jest zasada stałego otworu, gdyż
łatwiej można dobrać wałek do niego niż odwrotnie. Wałek można, bowiem wykonać
dokładnie na obrabiarkach, narzędziami uniwersalnymi, podczas gdy otwór – narzędziami
specjalnymi (drogimi rozwiertakami).
Połączenia
Połączenia części maszyn dzieli się na nierozłączne, w których części złączone lub
łączniki (części łączące) ulegają uszkodzeniu przy rozłączeniu połączenia oraz rozłączne,
które można rozłączać i łączyć ponownie bez uszkodzenia części łączonych i łączników.
Najczęściej spotykanymi połączeniami nierozłącznymi są połączenia: spawane, lutowane,
zgrzewane, skurczowe, wtłaczane i nitowane, zaś do połączeń rozłącznych zaliczamy
połączenia: klinowe, wpustowe, wielowypustowe, sworzniowe, kołkowe, sprężyste i gwintowe.
Nitowe
Połączenia nitowe są zaliczane do połączeń spoczynkowych i polegają na łączeniu
otworów, wykonanych w elementach np. z blachy, o średnicy nieco większej niż średnica
trzonu nitu. Po włożeniu nitów w otwory następuje ich zamykanie (ręczne lub maszynowe),
poprzez odpowiednie ukształtowanie zakuwki.
Ze względu na ruch narzędzia nitującego rozróżniamy dwa podstawowe sposoby nitowania:
osiowe i promieniowe (wahającym stemplem).
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rozróżnia się:
−
nity normalne z łbami: kulistymi, płaskimi, soczewkowymi, grzybkowymi i trapezowymi,
−
nity specjalne np. okrętowe, pasowe, rurkowe.
Wytrzymałość połączeń nitowych oblicza się przeważnie z warunku na ścinanie wg wzoru:
t
k
m
S
n
F
≤
⋅
⋅
=
τ
gdzie:
n – liczba nitów,
4
2
d
S
⋅
=
π
- przekrój poprzeczny nitu,
m – liczba ścinanych przekrojów w jednym nicie,
d – średnica nitu,
k
t
– dopuszczalne naprężenia ścinające [MPa].
Połączenia spawane
Połączenia spawane są najczęściej stosowane w budowie maszyn. W odróżnieniu od
nitowania podczas spawania do obszaru łączenia elementów konieczne jest doprowadzenie
ciepła. Spawanie polega na łączeniu metali przez ich miejscowe stopienie, dzięki czemu
cząsteczki metali wzajemnie do siebie przenikają. Najczęściej spotykane jest spawanie
gazowe i elektryczne.
Spawanie gazowe, przeważnie acetylenowo-tlenowe, jest stosowane do łączenia cienkich
blach oraz cięcia kształtowego blach grubych.
W przemyśle maszynowym najbardziej rozpowszechnione jest spawanie elektryczne.
Może się odbywać elektrodami topliwymi lub nietopliwymi. Podczas spawania elektrodą
topliwą – następuje stopienie elektrody, w wyniku, czego wraz z materiałem po zakrzepnięciu
tworzy ona spoinę. Spośród metod spawania elektrodą topliwą należy wymienić spawanie:
elektrodą otuloną, łukiem krytym, w osłonie gazów ochronnych.
Podczas spawania elektrodą nietopliwą – węglową lub wolframową – nie ulega ona stopieniu,
służy tylko do podtrzymania łuku elektrycznego. Spoiwo jest dostarczane w postaci drutów
z materiałów odpowiednich do materiałów łączonych elementów.
Do powszechnie stosowanych połączeń spawanych należą:
−
spoiny czołowe,
−
pachwinowe,
−
otworowe.
Połączenia zgrzewane
Zgrzewanie polega na nagrzaniu metalowych elementów w łączonych miejscach do stanu
plastyczności i silnym dociśnięciu ich do siebie. Nagrzewanie odbywa się w różny sposób
i w związku z tym rozróżnia się zgrzewanie:
−
kuźnicze,
−
gazowe,
−
oporowe,
−
tarciowe.
Połączenia wpustowe i wielowypustowe
Połączenia te stosujemy w częściach maszyn przenoszących moment obrotowy z wału na
piastę elementu współpracującego (sprzęgła, koła pasowe, zębate itd.) lub odwrotnie. Wpust
uniemożliwia obrót koła względem wału. Aby możliwy był jego montaż, w czopie wału
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
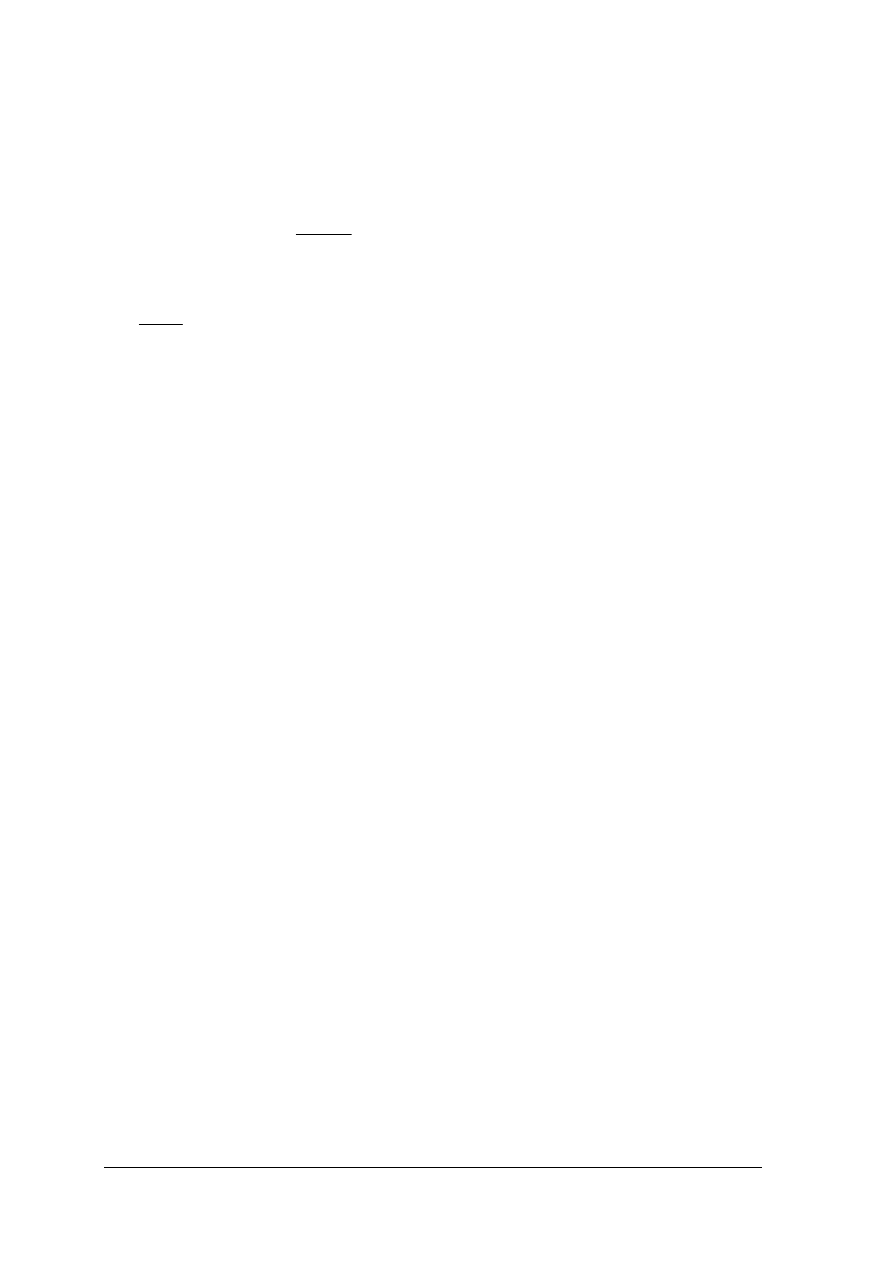
i w piaście koła wykonuje się odpowiedni rowek. W zależności od kształtu wpusty dzieli się
na: pryzmatyczne i czółenkowe (rys.6).
Rys.6. Połączenia wpustowe [2, s. 64]
a) z wpustem pryzmatycznym, b) z wpustem czółenkowym, c) z wpustem pryzmatycznym przykręconym
Połączenia wielowpustowe, podobnie jak wpustowe, są zaliczane do połączeń ruchowych,
przenoszą moment obrotowy, a ponadto środkują piasty kół na czopach. Dzięki
odpowiedniemu ukształtowaniu czopa i piasty możliwe jest wyeliminowane pośredniczącego
wpustu. Ponadto połączenia te mogą przenosić większe obciążenia.
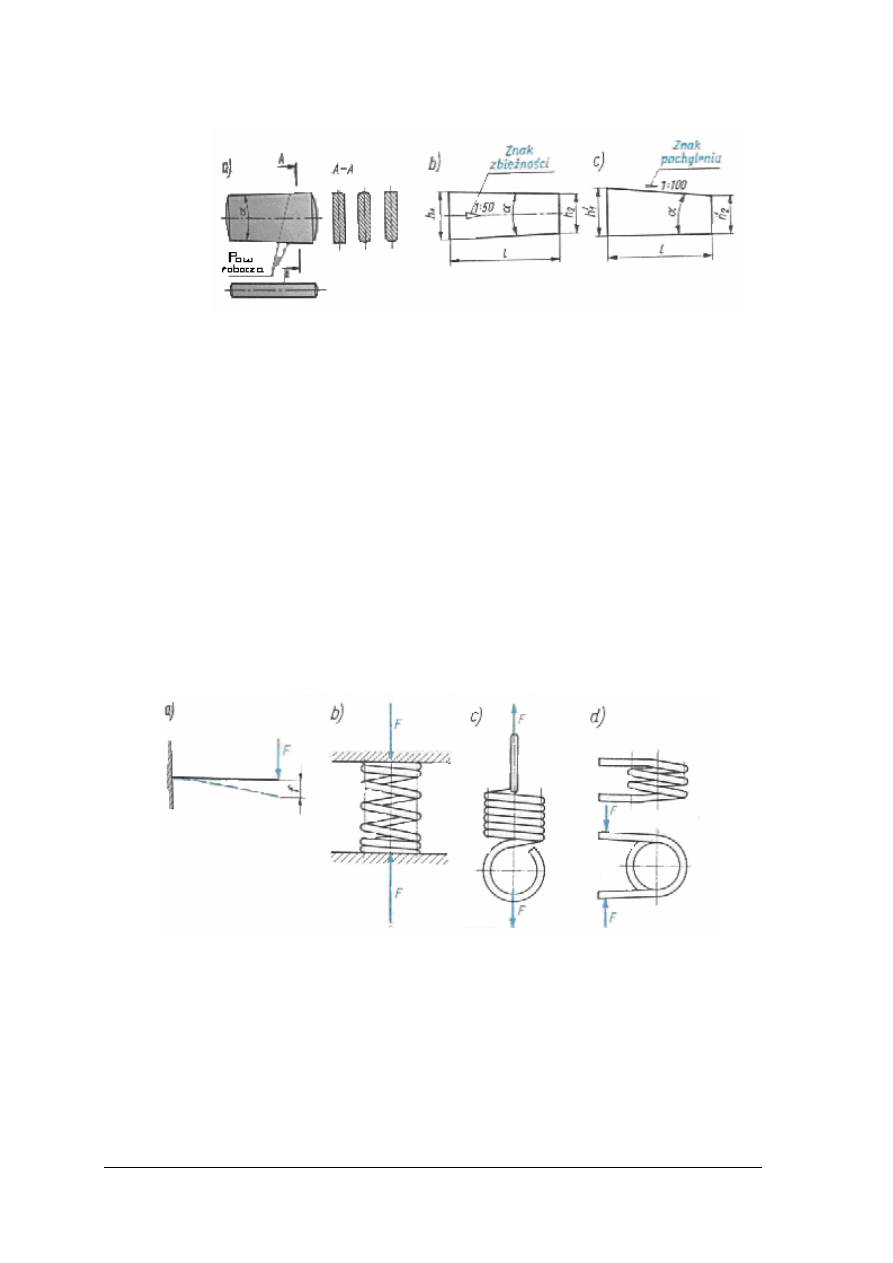
Połączenia klinowe
Połączenia klinowe należą do połączeń rozłącznych, spoczynkowych tzn., że części
połączone nie mogą zmieniać wzajemnego położenia. Klinem nazywamy część maszynową
mającą dwie przeciwległe powierzchnie robocze nachylone względem siebie pod pewnym
kątem, zwanym kątem rozwarcia klina. Powierzchnie te mogą być płaskie lub walcowe.
W zależności od kształtu rozróżnia się kliny dwustronne i jednostronne (rys.7). Kliny
jednostronne często są zakończone tzw. noskiem w celu ułatwienia demontażu połączenia.
Charakterystycznym parametrem klinów dwustronnych jest ich zbieżność C, określana wg
wzoru:
2
1
2
=
−
=
l
h
h
C
tg
2
α
Na przykład zbieżność 1:10 oznacza, że na każde 10mm długości [ l ] klina jego wysokość
zmniejsza się lub zwiększa o 1mm.
Kliny jednostronne cechuje pochylenie S (rys. 7)
obliczane wg wzoru:
α
tg
l
h
h
S
=
′
−
′
=
1
2
Na przykład wartość pochylenia 1:50 oznacza, że na każdy1mm długości [ l ] klina jego
wysokość zmniejsza się lub zwiększa o1/50 mm.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 7. Budowa i rodzaje klinów [2, s. 65]
a) budowa klina wraz z różnymi kształtami powierzchni roboczych,
b) klin dwustronny symetryczny, c) klin jednostronny
Rozróżnia się :
−
połączenia klinowe poprzeczne,
−
połączenia klinowe wzdłużne.
Połączenia sprężyste
Połączenia sprężyste powstają dzięki zastosowaniu elementów takich, jak sprężyny –
z materiału o małej podatności na odkształcenia sprężyste oraz z materiałów o dużej
podatności, jak guma, tworzywa sztuczne.
Mimo małej podatności na odkształcenia sprężyste sprężyny ze stali odznaczają się dużą
odkształcalnością, uzyskiwaną w wyniku nadania sprężynom odpowiedniego kształtu.
Ze względu na rodzaj obciążenia rozróżnia się sprężyny (rys.8):
−
zginane,
−
naciskowe,
−
naciągowe,
−
skrętne.
Rys.8. Schematy sprężyn [2, s. 69]
a)
sprężyna zginana, b) sprężyna zaciskowa, c) sprężyna naciągowa, d) sprężyna skrętna
W zależności od kształtu sprężyny można ogólnie podzielić na: śrubowe, spiralne, płaskie,
talerzowe i pierścieniowe.
Połączenia gwintowe
Gwintowanie jest to nacinanie rowka, biegnącego wzdłuż linii śrubowej na zewnętrznej
lub wewnętrznej powierzchni walcowej materiału. W każdej śrubie lub nakrętce występuje
śrubowa bruzda (rowek) oraz śrubowy grzbiet (występ). Skok gwintu jest to odległość
między identycznie położonymi punktami zarysu tego samego zwoju gwintu, mierzona
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
równolegle do jego osi, albo inaczej – odległość, o jaką przesunie się nakrętka po śrubie po
wykonaniu jednego pełnego obrotu.
W zależności od kierunku nawijania linii śrubowej rozróżnia się gwint:
−
prawozwojowy,
−
lewozwojowy.
Gwinty mają różne zarysy i z tego względu dzieli się je na następujące podstawowe rodzaje:
−
metryczne,
−
rurowe walcowe,
−
trapezowe symetryczne,
−
trapezowe niesymetryczne,
−
okrągłe.
Łączniki gwintowe mogą być znormalizowane lub wykonane jako specjalne. Dzieli się je na:
śruby, wkręty i nakrętki.
Na skutek wstrząsów i drgań, przenoszonych przez niektóre łączniki gwintowe, istnieje
możliwość ich luzowania. W celu wyeliminowania tego zjawiska łączniki powinny być
ustalane za pomocą podkładek sprężystych, zawleczek itp. Łączniki gwintowe można także
zabezpieczyć przed odkręcaniem przez punktowanie trzpienia śruby lub wkręta za pomocą
punktaka.
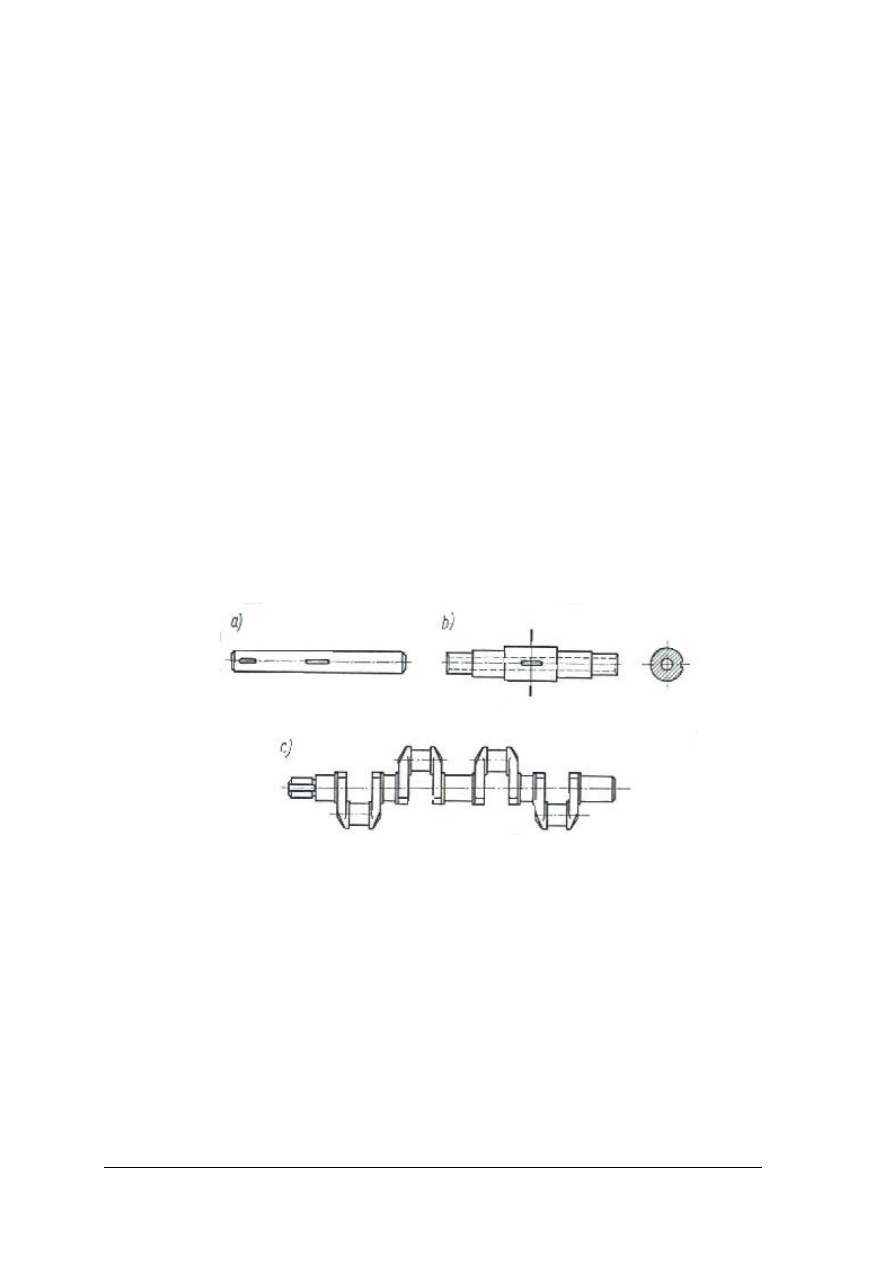
Osie, wały i czopy
Osie i wały to elementy maszyn w kształcie walca, podparte w łożyskach. Osadzonym na
osiach i wałach innym częściom maszyn (np. kołom zębatym, pasowym) może być nadawany
ruch obrotowy lub wahadłowy (rys.9).
Rys. 9. Rodzaje i osie wałów [2, s. 75]
a) prosty, b) schodkowy,
c) korbowy z wykorbieniem wielokrotnym
Osie przenoszą tylko obciążenia zginające. Mogą one być ruchome (obracające się wraz
z zamocowanymi częściami maszyn) i nieruchome (pozostające w spoczynku), podczas gdy
osadzone części wykonują ruch obrotowy.
Wały - w odróżnieniu od osi – są zawsze ruchome i przenoszą moment napędowy.
W zależności od kształtu rozróżniamy wały: proste, schodkowe i korbowe. Wały korbowe
mogą być z wykorbieniem pojedynczym lub wielokrotnym.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
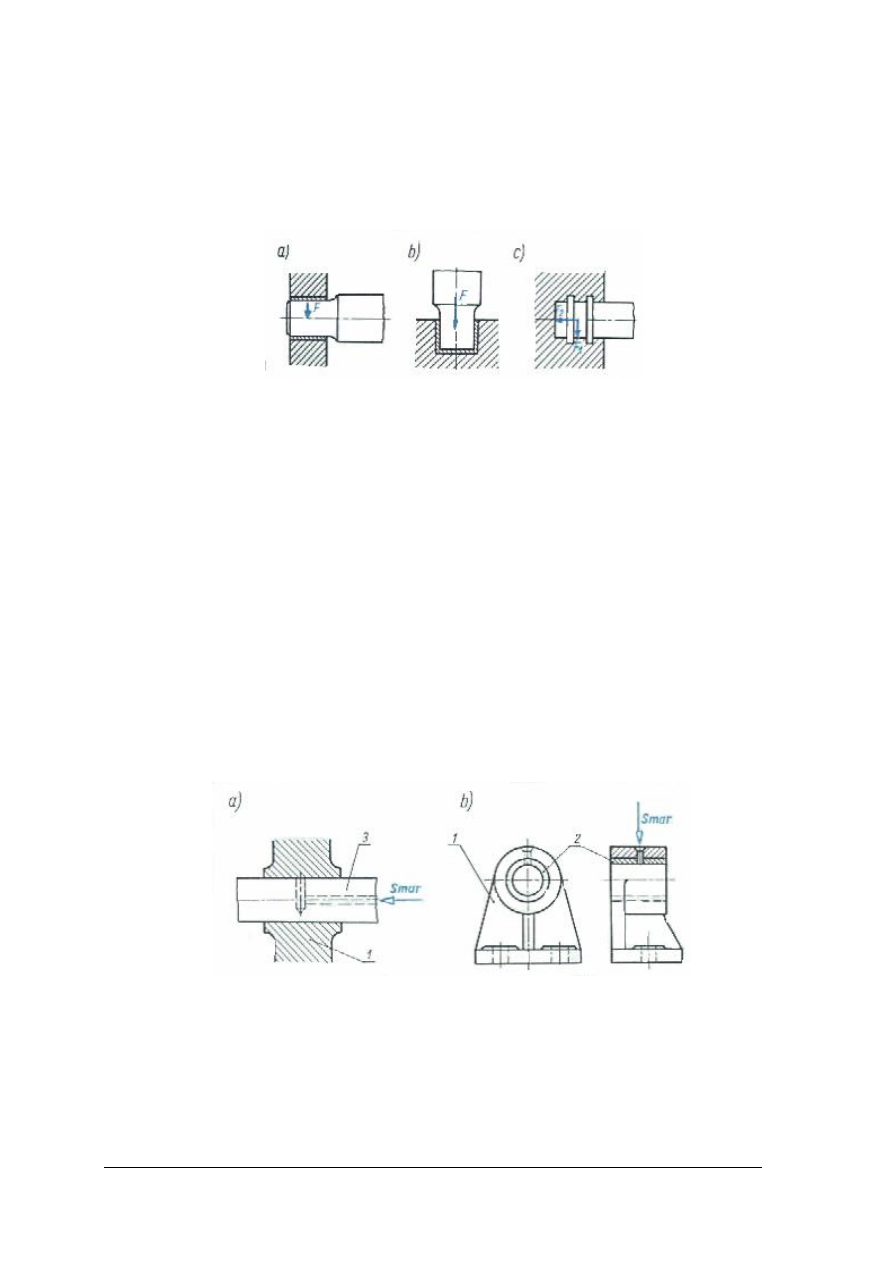
Części osi i wałów, na których są osadzone inne elementy maszyn, nazywamy czopami.
Ze względu na usytuowanie czopów dzielimy je na: środkowe i końcowe. W zależności od
kierunku przenoszenia obciążeń rozróżniamy czopy poprzeczne, wzdłużne i poprzeczno-
wzdłużne (rys.10). Średnice czopów są znormalizowane. Z uwagi na trudne warunki pracy
czopów muszą być one dokładnie wykonane – często z materiału o wyższej jakości niż
materiał osi czy wału.
Rys. 10.
Rodzaje czopów [2, s. 75]
a) poprzeczny, b) wzdłużny,
c) poprzeczno- wzdłużny
Łożyska
Łożyska służą do podtrzymywania osi i wałów oraz przenoszenia obciążeń z jednego
elementu na drugi. Zadaniem ich jest również zmniejszanie oporów ruchu.
Ze względu na budowę oraz rodzaj tarcia w łożyskach dzielimy je na ślizgowe i toczne.
W zależności zaś od kierunku przenoszonych obciążeń zarówno łożyska ślizgowe jak i toczne
dzielimy na:
−
poprzeczne – siła jest skierowana prostopadle do osi łożyska,
−
wzdłużne – siła jest równoległa do osi,
−
poprzeczno-wzdłużne – obciążenie działa skośnie w stosunku do osi łożyska.
Łożysko ślizgowe tworzy zwykle tuleja wciśnięta w korpus maszyny. Tuleje, zwane też
panwiami, mogą być jednolite lub dzielone. Rozróżniamy, więc łożyska ślizgowe niedzielne
i dzielone. Na rysunku 11
przedstawiono typowe rozwiązanie łożyska niedzielnego.
W korpusie i w tulei wykonuje się otwór, którym smar przedostaje się do współpracujących
powierzchni czopa i panwi. Podstawa korpusu łożyska jest mocowana do płyty maszyny za
pomocą śrub. Znacznie częściej stosowane są łożyska dzielone, zwłaszcza w przypadku
większych obciążeń. Panwie tych łożysk są najczęściej dzielone w płaszczyźnie podziału
przechodzącej przez oś czopa, dzięki czemu ułatwiają montaż i demontaż łożysk.
Rys.11. Łożyska ślizgowe poprzeczne niedzielne [2, s. 76]
a) bezpośrednio wykonane w korpusie maszyny, b) z tuleją (panwią)
1– korpus, 2 – tuleja, 3 – czop wału.
Do zalet łożysk ślizgowych zaliczamy:
−
małe wymiary promieniowe,
−
możliwość pracy przy dużych prędkościach obrotowych,
−
łatwy montaż i demontaż,
−
przenoszenie dużych obciążeń.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Wadami tych łożysk są: wysokie koszty eksploatacji z uwagi na stosowanie drogich stopów
łożyskowych oraz duże zużycie smarów ( nie dotyczy to łożysk z tworzyw sztucznych),
znaczne opory ruchu i duże wymiary osiowe.
Znacznie częściej w budowie maszyn stosuje się łożyska toczne, które w zależności od
kierunku przenoszonych obciążeń dzieli się na dwa podstawowe rodzaje: poprzeczne
i wzdłużne.
W łożyskach tocznych tarcie ślizgowe jest zastąpione tarciem tocznym, przez
umieszczenie między powierzchniami pierścieni zewnętrznych i wewnętrznych łożyska
elementów tocznych w postaci kulek, wałeczków walcowych lub stożkowych, baryłek,
igiełek itp.
Zależnie od kształtu elementów tocznych, łożyska nazywa się odpowiednio kulkowymi,
walcowymi, stożkowymi itd.
Warunkiem prawidłowej pracy łożysk tocznych jest ich odpowiednie osadzenie na czopie osi
lub wału oraz w korpusie.
Zalety stosowania łożysk tocznych to: małe opory ruchu, brak konieczności stałego
smarowania, pełna unifikacja i zamienność. Do wad zaliczyć należy duże wymiary
promieniowe oraz wrażliwość na zanieczyszczenia i wstrząsy.
Sprzęgła
Sprzęgło to część maszyny, którego zadaniem jest łączenie wałów w sposób
umożliwiający przenoszenie momentu obrotowego bez zmiany jego kierunku.
W zależności od konstrukcji i zadań sprzęgła mechaniczne dzielimy na:
−
sprzęgła nierozłączne (stałe), które można rozłączyć dopiero po zatrzymaniu wału przez
demontaż sprzęgła ,
−
sprzęgła sterowane, które dają się rozłączyć podczas ruchu wału,
−
sprzęgła samoczynne, których połączenie lub rozłączenie wałów następuje samoczynnie
wskutek zmian parametrów pracy.
Sprzęgła nierozłączne dzieli się na:
−
sztywne, które łączą wały w jednolitą całość, uniemożliwiając ich przesunięcie względem
siebie, do nich zaliczamy sprzęgła tulejowe, łubkowe i kołnierzowe,
−
podatne z łącznikiem sprężystym, który kompensuje drgania wałów i niewielkie błędy ich
położenia, do nich zaliczamy sprzęgła: palcowe, sprężynowe, oponowe,
−
samonastawne, łączą wały, których osie nie pokrywają się. W zależności od charakteru
przesunięcia osi wałów sprzęgła te mogą być odpowiednio – osiowe, promieniowe
i kątowe.
Najbardziej rozpowszechnionym sprzęgłem promieniowym łączącym wały o osiach
równoległych jest sprzęgło krzyżowe, zwane sprzęgłem Oldhama.
Sprzęgło kątowe, zwane sprzęgłem Cardana, służy do napędzania wałów usytuowanych
względem siebie pod kątem α
max
=30
o
.
Sprzęgła sterowane dzieli się na: przełączalne synchroniczne i przełączalne
asynchroniczne.
Sprzęgło przełączalne synchroniczne odznacza się tym, że przełączanie następuje tylko przy
równych lub prawie takich samych prędkościach obrotowych wałów, zaliczamy do nich
sprzęgła zębate i kłowe.
W sprzęgle przełączalnym asynchronicznie, przełączanie odbywa się przy różnych
prędkościach obrotowych wału napędzającego i napędzanego. Sprzęgła takie przekazują
moment obrotowy w wyniku działania sił tarcia i dlatego nazywa się je ciernymi. Do
sprzęgieł ciernych zaliczamy: sprzęgła tarczowe płaskie i stożkowe oraz wielopłytkowe.
Mogą one być sterowane mechanicznie, elektromagnetycznie, pneumatycznie i hydraulicznie.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Sprzęgła samoczynne
Sprzęgła samoczynne dzielimy na:
−
odśrodkowe – sprzęgła cierne włączane lub wyłączane dzięki sile działającej na ich części
cierne – w zależności od prędkości obrotowej wału,
−
jednokierunkowe, które umożliwiają przenoszenie ruchu lub momentu obrotowego
między wałami tylko w jednym kierunku. Gdy kierunek ruchu obrotowego wałów lub
kierunek momentu obrotowego zmienia się na przeciwny, sprzęgło rozłącza wały,
−
bezpieczeństwa, które sygnalizuje przeciążenie mechanizmu. W chwili przekroczenia
dopuszczalnego obciążenia następuje zniszczenie łącznika, który wykonany jest
z materiałów o mniejszej wytrzymałości.
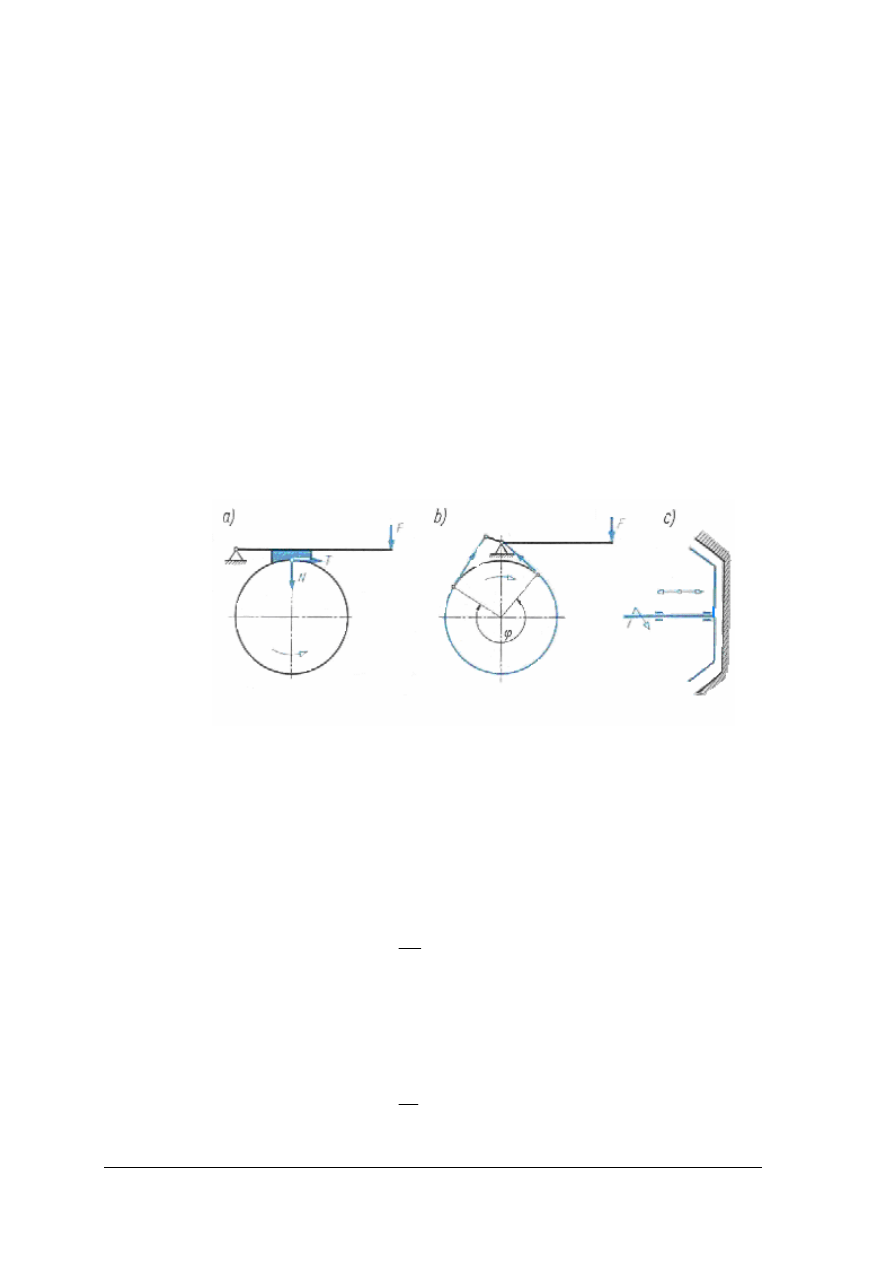
Hamulce
Hamulcami nazywamy urządzenia służące do zatrzymania ruchu obracających się części
maszyn. W budowie maszyn najczęściej są stosowane hamulce cierne. Składają się one z dwu
zasadniczych części: jednej w postaci tarczy (lub bębna), która obraca się wraz z wałem,
i drugiej – nieruchomej. Wskutek dociśnięcia nieruchomej części do części ruchomej hamulca
powstają siły tarcia, które powodują zmniejszenie prędkości lub zatrzymanie obracających się
elementów maszyny. Do najważniejszych hamulców ciernych zaliczamy: hamulce klockowe,
cięgnowe, talerzowe (rys.12).
Rys.12. Schematy hamulców [2, s. 90]
a) jednoklockowego, b) cięgnowego, c) talerzowego
Przekładnie mechaniczne
Najczęściej stosowanymi mechanizmami służącymi do przenoszenia ruchu między
wałami są przekładnie mechaniczne. Przekładnie mechaniczne zmniejszające prędkość
obrotową silnika nazywamy reduktorami, a zwiększające multiplikatorami. Podstawowym
parametrem przekładni jest jej przełożenie [i], wyrażone stosunkiem prędkości kątowej [w
1
]
wału napędzającego (czynnego) do prędkości kątowej [w
2
] wału napędzanego (biernego):
2
1
w
w
i
=
W praktyce częściej posługujemy się pojęciem prędkości obrotowej [n]. W tym
przypadku wzór na przełożenie – jako stosunek prędkości obrotowej wału czynnego [n
1
] do
prędkości obrotowej wału biernego [n
2
] – ma postać:
2
1
n
n
i
=
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
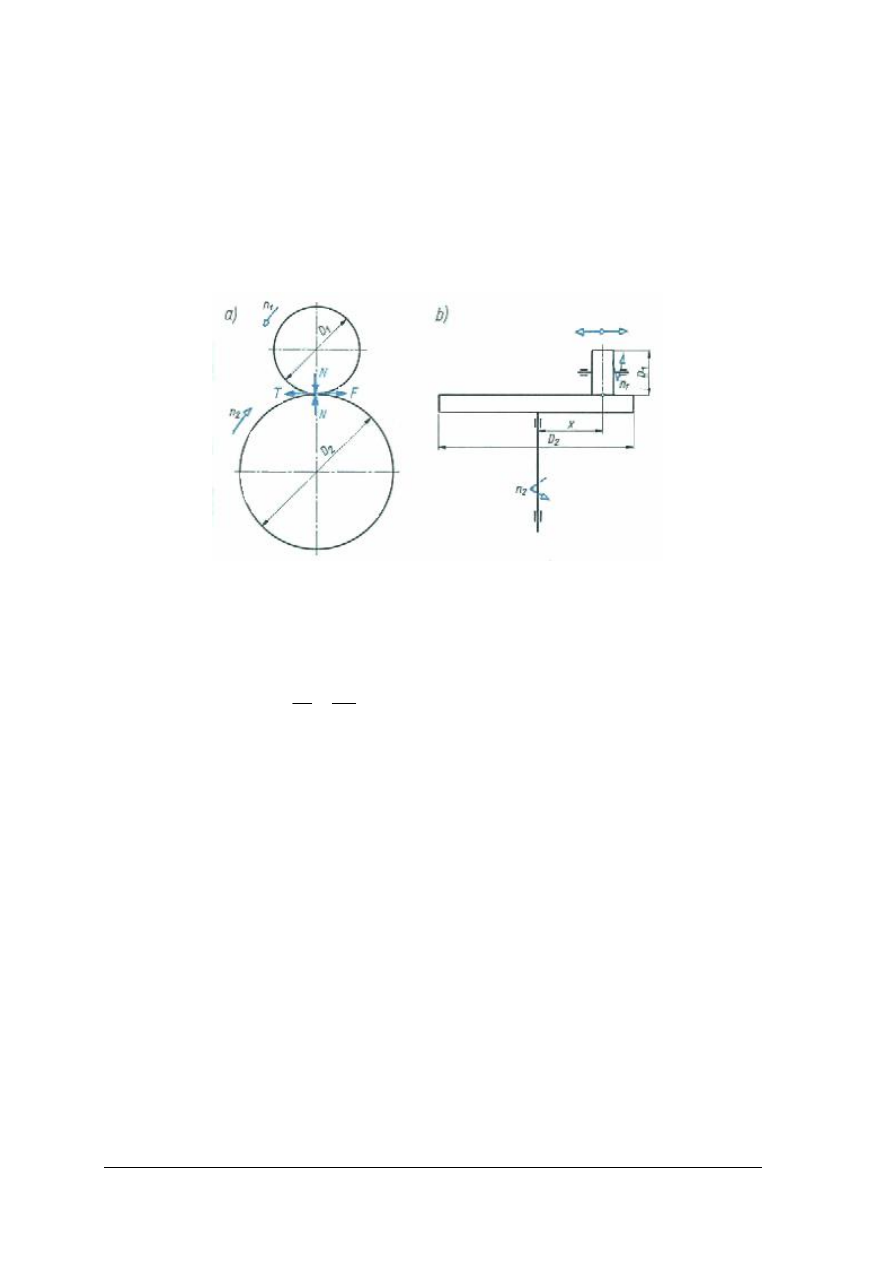
Rozróżniamy trzy podstawowe rodzaje przekładni mechanicznych:
−
cierne (rys. 13),
−
cięgnowe (pasowe, łańcuchowe) (rys.14),
−
zębate.
W przekładniach ciernych przenoszenie ruchu obrotowego z wału czynnego na bierny
następuje dzięki siłom tarcia, które powstają wskutek dociskania do siebie kół ciernych
o gładkiej powierzchni. Rozróżniamy przekładnie cierne o stałym i zmiennym przełożeniu.
Rys. 13. Przekładnie cierne [2, s. 92]
a) o stałym przełożeniu, b) o zmiennym przełożeniu
Przełożenie przekładni ciernych o stałym przełożeniu oblicza się wg wzoru:
1
2
2
1
D
D
n
n
i
=
=
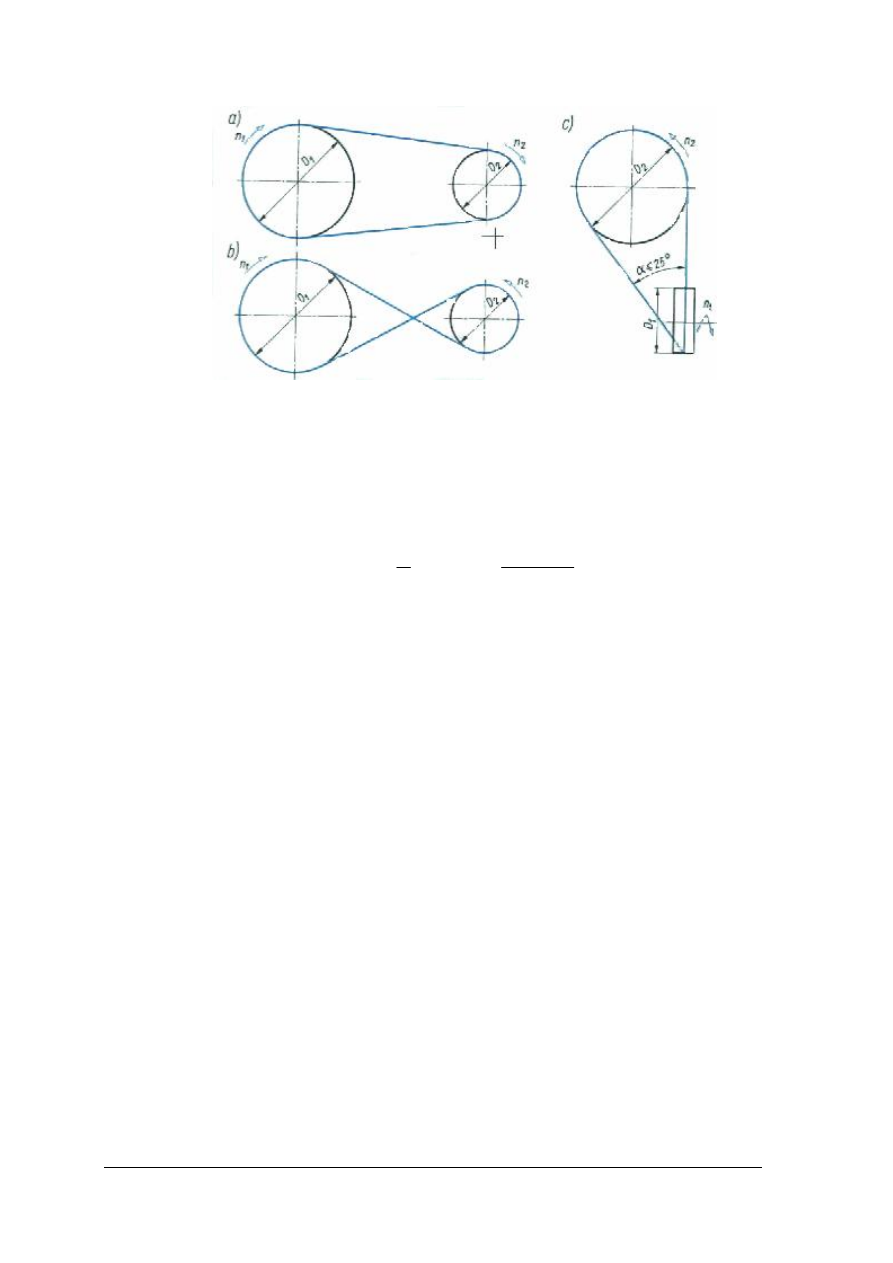
Przekładnie pasowe zaliczamy do przekładni cięgnowych. Cięgnem przenoszącym
moment obrotowy jest pas (płaski lub klinowy). Zastosowanie pasa umożliwia przekazywanie
ruchu na większe odległości.
Rozróżniamy przekładnie pasowe: otwarte, skrzyżowane i półotwarte. W przekładni otwartej
kierunek obrotów koła biernego jest taki sam jak koła czynnego, natomiast w przekładni
skrzyżowanej – odwrotny. W przekładni półotwartej przeniesienie napędu następuje w dwóch
prostopadłych do siebie płaszczyznach.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 14. Przekładnie pasowe: a) otwarta, b) skrzyżowana, c) półotwarta [ 2, s. 94]
Odrębną grupę przekładni pasowych stanowią przekładnie z pasem zębatym, w których
nie występuje poślizg, charakterystyczny dla przekładni z pasami płaskimi i klinowymi.
Wzór na przybliżoną długość pasa
a
D
D
D
D
a
L
p
4
)
(
)
(
2
2
1
2
2
1
−
+
+
+
≈
π
gdzie:
L
p
- przybliżona długość pasa,
a - odległość między środkami kół pasowych,
D
1
- średnica mniejszego koła pasowego,
D
2
- średnica większego koła pasowego.
Przekładnie łańcuchowe podobnie jak przekładnie pasowe należą do przekładni
cięgnowych. Cięgno stanowi łańcuch spoczywający na kole łańcuchowym o odpowiednio
ukształtowanych gniazdach, dzięki czemu uniemożliwiony jest poślizg łańcucha względem
koła. Łańcuchy dzielimy na: pierścieniowe, drabinkowe (które dzielimy na sworzniowe,
panwiowe, tulejowe i widełkowe) i zębate.
Zaletami przekładni łańcuchowych są: stałe przełożenie, wysoka sprawność, małe naciski
na wały i łożyska, możliwość przenoszenia dużych obciążeń; wadami: duży hałas,
konieczność smarowania i wysoki koszt wykonania.
Przekładnie zębate znajdują największe zastosowanie w budowie maszyn, ponieważ
odznaczają się dużą sprawnością (do 0,99), mogą przenosić duże moce (do 20000 kW). Duże
mogą być także prędkości obwodowe (do 200 m/s) kół zębatych tworzących te przekładnie.
Cechuje je również duża zwartość konstrukcji i stałe przełożenie. Za pomocą przekładni
zębatych moment obrotowy można przenosić tylko na niewielkie odległości.
Ze względu na kształt koła zębate dzieli się na:
−
walcowe,
−
stożkowe,
−
płaskie.
W zależności od kształtu zębów rozróżniamy koła z zębami prostymi, skośnymi, łukowymi
i daszkowymi.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Zespół kół współpracujących ze sobą tworzy przekładnię zębatą. Przekładnia jednostopniowa
składa się z dwóch kół, wielostopniowa zaś z większej „ilości kół ”. Ze względu na położenie
osi kół przekładnie dzieli się na: równoległe, kątowe i wichrowate. W zależności od sposobu
zazębiania mówimy o przekładniach zewnętrznych i wewnętrznych.
Odrębną grupę stanowią przekładnie obiegowe, zwane także planetarnymi. Charakteryzują
się one tym, że osie kół wykonują dodatkowy ruch wokół osi kół współpracujących – tzw.
ruch satelitarny (lub obiegowy).
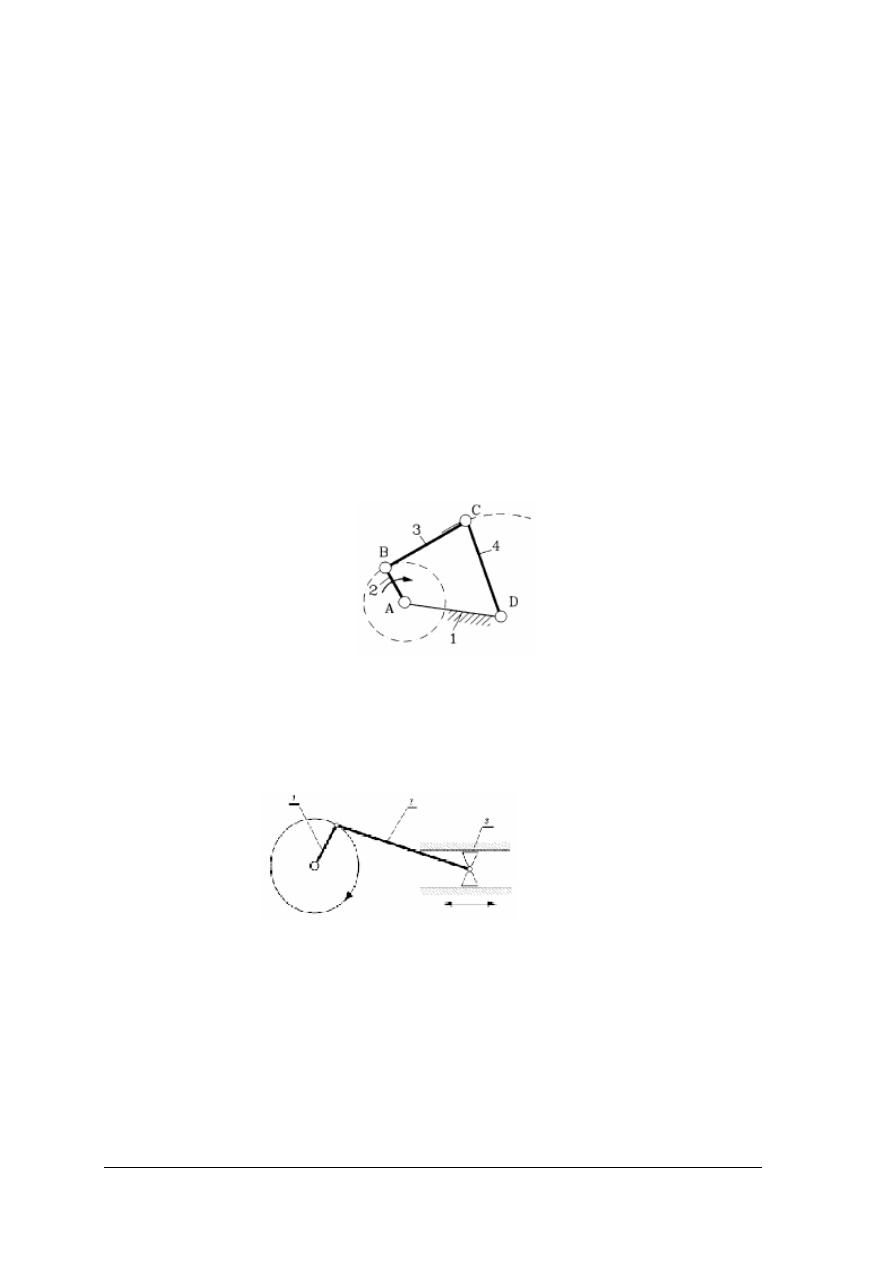
Mechanizmy maszyn
Mechanizm maszynowy to łańcuch kinematyczny, w którym jeden człon jest członem
nieruchomym, tzw. ostoją, pozostałe zaś wykonują ściśle określone ruchy. Każdy mechanizm
składa się z ostoi (podstawy), członu (lub członów) czynnego napędzającego, członu biernego
napędzanego lub roboczego oraz członu pośredniczącego, tzw. łącznika.
Mechanizmy
dźwigniowe
wieloprzegubowe
są
czworobokiem
przegubowym
zilustrowanym schematycznie na rysunku 15, który składa się z podstawy 1 ostoi, z dwóch
ramion 2 i 4 oraz z łącznika 3 połączonych ze sobą przegubowo. Ramię 2 ( zwane korbą)
wykonuje ruch obrotowy (pełny obrót o 360
°
) i za pośrednictwem łącznika 3 wprawia w ruch
wahadłowy ramię 4 zwane wahaczem. Mechanizmy dźwigniowe wyposażone w korbę noszą
nazwę mechanizmów korbowych, a wyposażone w korbę i wahacz, korbowo – wahaczowych.
Rys.15. Schemat mechanizmu dźwigniowego [1, s.52]
Odmianą mechanizmu dźwigniowego, w którym wahacz zastąpiony został elementem
poruszającym się wzdłuż ostoi tzw. wodzikiem, jest mechanizm korbowo-wodzikowy
przedstawiony na rysunku 16.
Rys.16. Mechanizmu korbowo-wodzikowy [9, s. 27]
Mechanizmy korbowo-wodzikowe znajdują szerokie zastosowanie jako układy
zamiany ruchu obrotowego na postępowo-zwrotny lub odwrotnie w maszynach szyjących
(mechanizm igielnicy) wycinarkach mechanicznych i wielu innych.
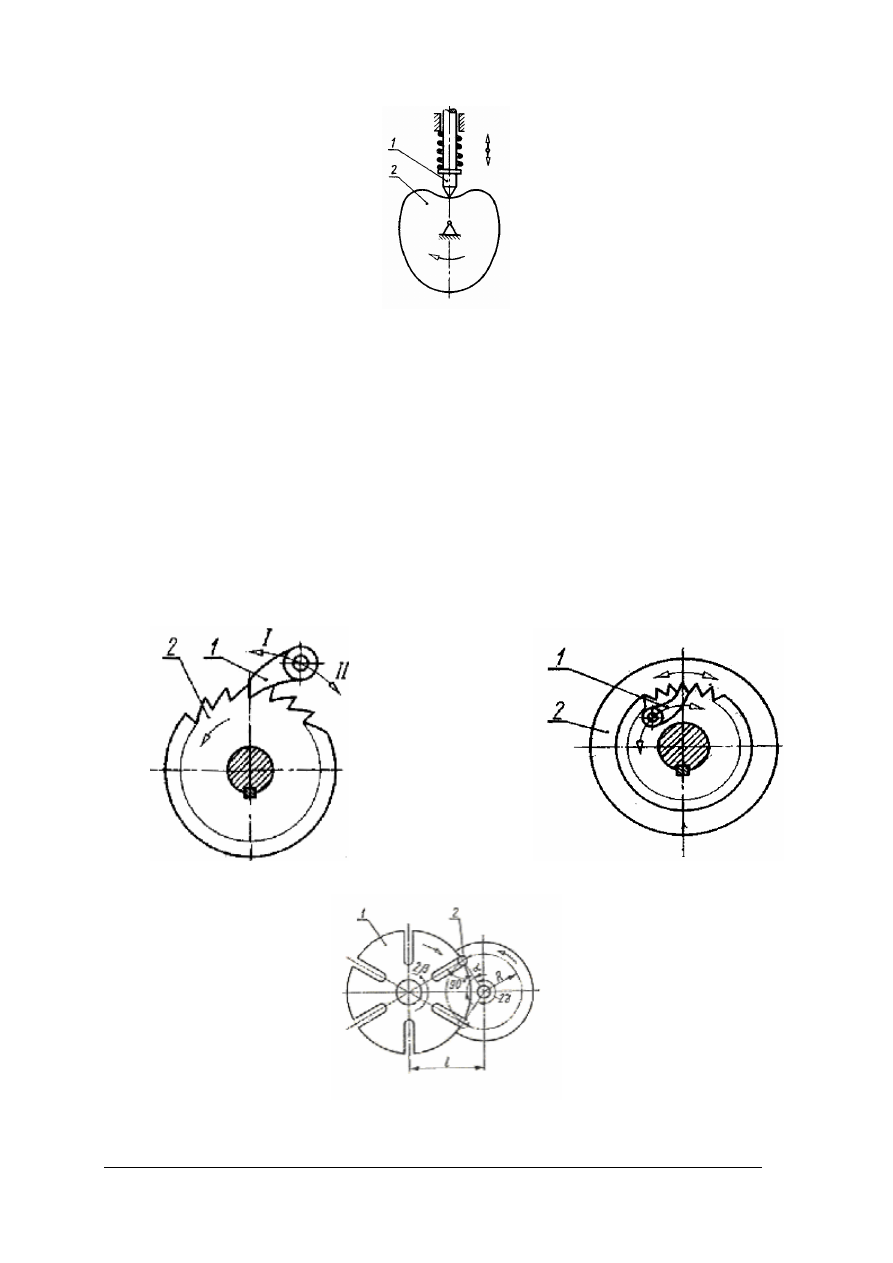
Mechanizm krzywkowy przedstawiony na rysunku 17 składa się z popychacza 1 oraz
krzywki 2. Popychacz wykonuje ruch nawrotny, natomiast krzywka wykonująca najczęściej
ruch ciągły, wyposażona jest w powierzchnię krzywą, z którą styka się popychacz i od
kształtu, której uzależniony jest ruch względny popychacza.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 17. Mechanizm krzywkowy [9, s. 28]
W zależności od przeznaczenia popychacz może być zakończony ostrzem, talerzykiem
lub krążkiem. Mechanizm krzywkowy wykorzystywany jest do zamiany ruchu obrotowego
(lub postępowego) krzywki na ruch postępowy lub wahadłowy popychacza.
Mechanizmy ruchu przerywanego
Mechanizmy ruchu przerywanego przeznaczone są do przekształcania ruchu obrotowego
na ruch okresowy (obrotowy przerywany). W maszynach obuwniczych najczęściej
wykorzystywane są mechanizmy zapadkowe i tzw. krzyż maltański.
W przypadku mechanizmu zapadkowego z okresowym obrotem zapadki pokazanym na
rysunku 19, zapadka 1 wykonując ruch obrotowy w kierunku strzałki I zaczepia ząb koła
zapadkowego 2 powodując jego obrót o określoną wartość kąta. Podczas powrotnego ruchu
w kierunku strzałki II zapadka przeskakuje po zębach koła zapadkowego nie powodując jego
ruchu.
a)
b)
Rys. 19. Mechanizm zapadkowy: a) zewnętrzny, b) wewnętrzny [9, s. 32]
Rys. 20. Mechanizm maltański [9, s. 33]
1 – tarcza, 2 –sworzeń zabierakowy
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Mechanizm maltański nazywany również krzyżem maltańskim pokazany na rysunku 20
składa się zazwyczaj z tarczy 1, (czyli krzyża) i korby ze sworzniem zabierakowym 2.
Elementem napędowym jest korba, która z pośrednictwem sworznia, wykonując pełny obrót
przemieszcza krzyż o ściśle określony kąt.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest tolerancja wymiarów?
2. Jakie znasz rodzaje spoin?
3. Jakie naprężenia przenosi oś, a jakie wał?
4. Czy tarcie jest zjawiskiem korzystnym w łożyskach?
5. Czy tarcie jest wykorzystywane podczas projektowania hamulców?
6. Jakie znasz rodzaje przekładni?
7. Do czego służą sprzęgła?
8. Jak dzielimy sprzęgła?
9. Jak dzielimy łożyska ze względu na budowę?
10. Do czego służą łożyska?
11. Jakie znasz rodzaje hamulców ciernych?
12. Jakie znasz główne mechanizmy maszyn?
4.2.3. Ćwiczenia
Ćwiczenie 1
Oblicz tolerancję dla następującego wymiaru tolerowanego Ø
2
,
0
1
,
0
20
+
+
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wykonać obliczenia zgodnie z wymaganiami zadania,
3) sprawdzić poprawność wykonanych obliczeń,
4) zapisać obliczenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
−
przybory do pisania,
−
zeszyt ćwiczeń,
−
literatura z rozdziału 6.
Ćwiczenie 2
Pogrupuj zaproponowane przykłady połączeń na rozłączne i nierozłączne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) pogrupować przykładowe połączenia,
3) uzasadnić wybór w zeszycie ćwiczeń.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
−
połączenia rozłączne i nierozłączne,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 3
Wskaż gwint prawozwojowy i lewozwojowy w przykładowych połączeniach
gwintowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) założyć odzież ochronną,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zaponać się z przykładowymi połączeniami gwintowymi,
4) wskazać gwint prawozwojowy i lewozwojowy.
Wyposażenie stanowiska pracy:
−
połączenia gwintowe,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 4
Nazwij przygotowane łożyska, wskaż ich zalety, wady i zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) nazwać łożyska,
3) w zeszycie ćwiczeń przedstawić ich zalety, wady i zastosowanie.
Wyposażenie stanowiska pracy:
– łożyska,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 5
Oblicz prędkość obrotową
2
n wału biernego oraz średnicę D
2
w przekładni ciernej
o stałym przełożeniu 4:1 i średnicy koła D
1
=50mm, jeżeli prędkość obrotowa wału czynnego
1
n wynosi 1000 obr/min.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
2) wykonać obliczenia zgodnie z wymaganiami zadania,
3) sprawdzić poprawność wykonanych obliczeń,
4) zapisać obliczenia w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
Ćwiczenie 6
Rozróżnij zaproponowane przekładnie, nazwij je, wskaż zastosowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z przekładniami,
3) nazwać przekładnie,
4) w zeszycie ćwiczeń wskazać zastosowanie.
Wyposażenie stanowiska pracy:
– przekładnie,
– przybory do pisania,
– zeszyt ćwiczeń,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować rodzaje połączeń?
¨
¨
2)
rozróżnić rodzaje połączeń?
¨
¨
3)
scharakteryzować rodzaje łożysk, przekładni, sprzęgieł,
hamulców, wskazać ich przeznaczenie?
¨
¨
4)
scharakteryzować
podstawowe
mechanizmy
maszyn,
wskazać ich przeznaczenie?
¨
¨
5)
określić pojęcie tolerancja?
¨
¨
6)
rozróżnić przekładnie, sprzęgła, łożyska, hamulce?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4
.3. Napęd hydrauliczny, pneumatyczny i elektryczny
4.3.1. Materiał nauczania
W układach napędu hydraulicznego wykorzystuje się prawo Pascala mówiące, że
ciśnienie wywierane na ciecz znajdującą się w spoczynku w zamkniętym naczyniu rozchodzi
się we wszystkich kierunkach równomiernie, działając na każdą cząsteczkę cieczy.
Czynnikiem roboczym w napędach hydraulicznych są ciecze o stosunkowo dużym
współczynniku lepkości, a więc oleje mineralne i roślinne oraz emulsje olejowo-wodne.
Ze względu na bardzo trudne warunki pracy muszą one spełniać następujące wymagania:
−
lepkość ich powinna być optymalna, ponieważ zbyt duża powoduje opory ruchu, zbyt
mała zaś stwarza niebezpieczeństwo przecieków,
−
lepkość nie powinna zależeć od zmian temperatury,
−
nie powinny wywoływać korozji metalowych części urządzeń hydraulicznych,
−
powinny odznaczać się dużą trwałością.
Każdy napęd hydrauliczny składa się z:
−
pompy hydraulicznej,
−
urządzenia wykonawczego (silnika lub siłownika),
−
zaworów, rozdzielaczy, urządzeń pomocniczych, jak przewody, elementy złączne, filtry,
zbiorniki.
Pompy stanowią źródło energii w napędach hydraulicznych, dzięki któremu oleje, jako
ciecze robocze, uzyskują odpowiednie ciśnienie potrzebne do poruszania różnych
mechanizmów. Pompa otrzymuje energię mechaniczną od silnika napędowego i za
pośrednictwem elementu roboczego zamienia ją na energię cieczy. Działanie każdej pompy
polega na wytwarzaniu różnicy ciśnienia między ssawną i tłoczną stroną pompy. Zależnie od
sposobu wytwarzania różnicy ciśnień pompy dzielą się na pompy wyporowe i pompy wirowe.
Podstawowymi parametrami pracy pomp wyporowych są: wydajność, wysokość
podnoszenia lub przyrost ciśnienia oraz moment obrotowy, moc i sprawność napędu
pompy.
Pompy wyporowe to maszyny, w których elementy robocze oddzielają szczelnie
przestrzeń ssawną od przestrzeni tłocznej, co umożliwia wsteczny przepływ cieczy. Ze
względu na ruch elementu roboczego, pompy wyporowe dzielą się na:
−
pompy wyporowe o postępowo-zwrotnym ruchu elementu roboczego (pompy tłokowe,
wielotłoczkowe, przeponowe),
−
pompy wyporowe o obrotowo-zwrotnym ruchu elementu roboczego (pompy
skrzydełkowe),
−
pompy wyporowe o obrotowym ruchu elementu roboczego (pompy zębate, łopatkowe,
krzywkowe, śrubowe, ślimakowe),
−
pompy wyporowe o obiegowym ruchu elementu roboczego (pompy puszkowe).
Pompy wyporowe mogą pracować pojedynczo lub w bateriach.
Pompy tłokowe mogą być jedno– lub wielotłokowe oraz zarówno jedno– jak
i dwustronnego działania.
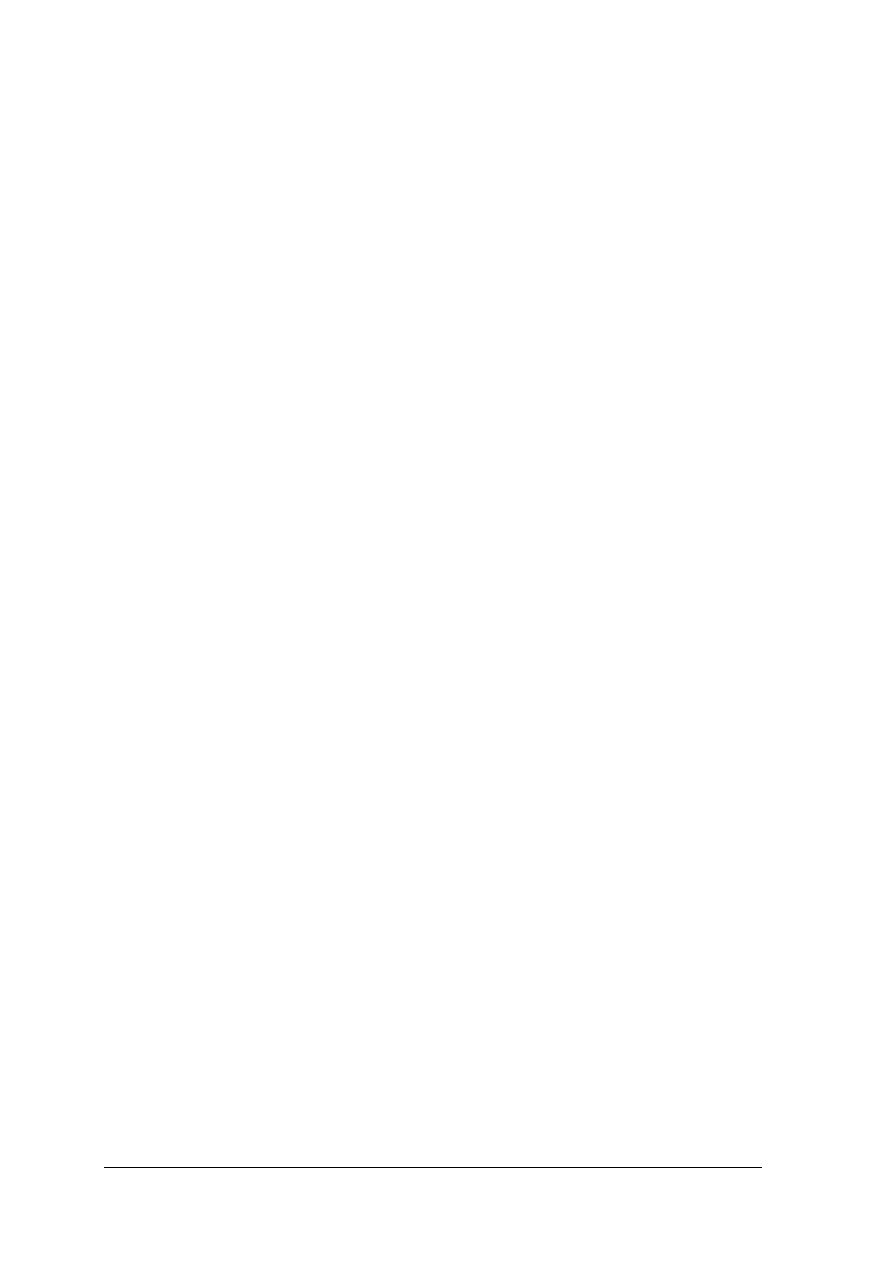
Budowę i zasadę działania pompy tłokowej jednostronnego działania przedstawia rysunek 21.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 21. Pompa wyporowa tłokowa jednostronnego działania [2, s.149 ]
1 – cylinder, 2 – tłok, 3 – zawór ssawny, 4 – zawór tłoczny,
5 – rura ssawna, 6 – rura tłoczna, 7 – smok, 8 - zawór zwrotny
Tłok tarczowy 2 wykonujący ruch postępowo-zwrotny może być napędzany ręcznie, za
pomocą silnika elektrycznego lub spalinowego. Podczas przesuwania w położenie górne tłok
2 wywołuje podciśnienie w cylindrze 1, w wyniku, czego otwiera się zawór ssawny 3 oraz
zawór zwrotny 8 i następuje zassanie cieczy do cylindra. Gdy tłok 2 przesuwa się w położenie
dolne pod wpływem nacisku cieczy następuje zamknięcie zaworów 3 i 8, a otwarcie zaworu
tłocznego 4 i następuje przepływ cieczy do zbiornika górnego. Przy ponownym przesunięciu
tłoka 2 w położenie górne zawór tłoczny 4 się zamyka i cykl się powtarza.
Pompy wyporowe jednostronnego działania (tłokowe) pracują na zasadzie dawkowania
pompowanej cieczy. Bardziej równomierną pracę zapewniają pompy tłokowe dwustronnego
działania.
Pompy tłokowe są stosowane w procesach uzdatniania wody w wodociągach miejskich
i oczyszczalniach ścieków, w melioracji do wypompowywania wód podskórnych, przemyśle
chemicznym do dozowania cieczy.
Pompy wielotłoczkowe wykonywane są jako pompy wielocylindrowe i o zmiennym
skoku tłoczków. Pompy te, ze względu na sposób działania i rozwiązanie konstrukcyjne,
dzielą się na pompy promieniowe i osiowe.
Pompy wielotłoczkowe są stosowane między innymi w napędach hydraulicznych.
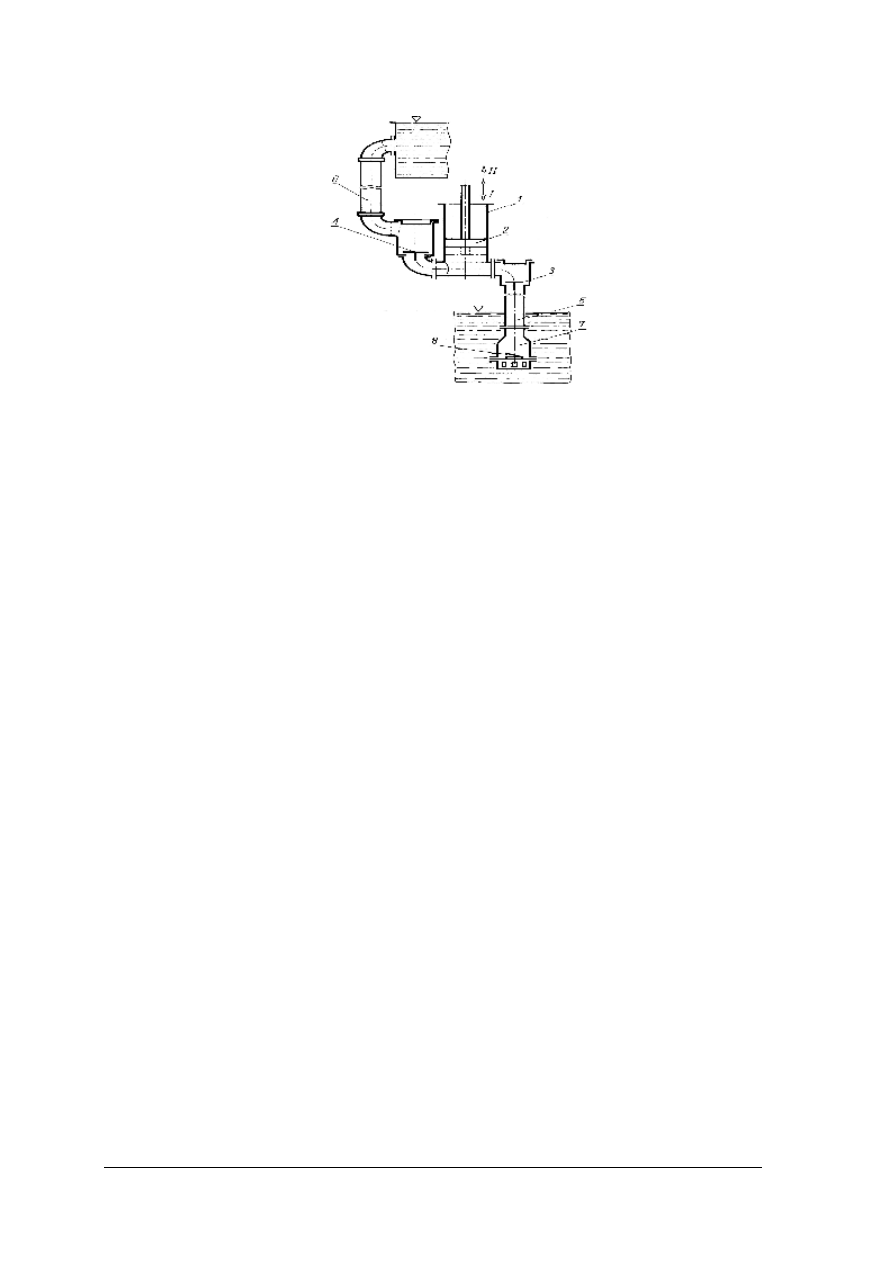
Pompy zębate charakteryzują się niezawodnością działania oraz możliwością uzyskania
dużych ciśnień czynnika roboczego. Dzielą się, w zależności od rodzaju zazębienia, na pompy
o zazębieniu zewnętrznym i pompy o zazębieniu wewnętrznym. W obu przypadkach koła
mogą mieć zęby proste, ukośne lub daszkowe. Schemat pompy zębatej o zazębieniu
zewnętrznym i wewnętrznym przedstawia rysunek 22.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 22. Pompa zębata o zazębieniu zewnętrznym [2, s.166]
1 – koło napędzające, 2 – koło napędzane, 3 – komora ssawna, 4 – komora tłoczna
Pompy zębate ze względu na swą zwartą konstrukcję znalazły zastosowanie w napędach
hydraulicznych i układach smarowania. Cechują się dużą równomiernością pracy oraz długim
okresem eksploatacji.
Pompy łopatkowe posiadają element roboczy w postaci wysuwnych (promieniowo lub
ukośnie) łopatek.
Pompy łopatkowe ze względu na swą delikatną konstrukcję stosowane są wyłącznie do
pompowania czystych i samosmarujących cieczy, dlatego znalazły zastosowanie w napędach
hydraulicznych obrabiarek.
Pompy wirowe należą do grupy maszyn wirnikowych. Ciecz stale przepływająca przez
wirnik podlega działaniu siły odśrodkowej lub działaniu siły wyporu łopatek, albo obu tych
sił łącznie. W ten sposób energia silnika jest przekazywana cieczy za pośrednictwem wirnika,
powodując w niej wzrost energii ciśnienia i energii kinetycznej. Po wyjściu cieczy z wirnika
następuje dalsza przemiana jej energii kinetycznej w energię ciśnienia. Przyrost energii
kinetycznej i ciśnienia w pompie jest zależny od konstrukcji wirnika i jego prędkości
obrotowej. W odróżnieniu od pomp wyporowych przyrost wysokości podnoszenia w pompie
wirowej jest zależny od wydajności.
W zależności od kierunku przepływu cieczy w wirniku pompy wirowe dzieli się na:
−
pompy promieniowe (odśrodkowe),
−
pompy osiowe (diagonalne i śrubowe),
−
pompy promieniowo-osiowe (helikoidalne).
Mogą to być pompy jednostopniowe – z jednym wirnikiem lub wielostopniowe –
z kilkoma wirnikami.
Urządzenia wykonawcze
Ciecz pod wysokim ciśnieniem, wytworzonym przez pompę, jest doprowadzana do
urządzeń wykonawczych, przetwarzających energie ciśnienia na energię mechaniczną
i wywołujących ruch obrotowy lub postępowo- zwrotny.
Do wywołania ruchu obrotowego służą silniki hydrauliczne, stanowiące odwrotność
pomp, tzn., że doprowadzona ciecz powoduje obrót wirnika i jednocześnie sprzężonego z nim
wału. Ruch postępowo-zwrotny wywołują tzw. siłowniki hydrauliczne, składające się z tłoka
umieszczonego w cylindrze.
Zawory są nieodłącznymi elementami napędów hydraulicznych. Chronią je przed
niepożądanym wzrostem ciśnienia, regulują ciśnienie i strumień przepływającej cieczy.
W zależności od funkcji, jakie spełniają, najczęściej spotykamy:
−
zawory bezpieczeństwa chroniące napęd hydrauliczny przed przekroczeniem
dopuszczalnej wartości ciśnienia cieczy. W normalnych warunkach pracy pozostają one

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
zamknięte, w chwili przekroczenia ustalonej wartości ciśnienia następuje ich otwarcie
i ciecz przepływa zaworem z powrotem do zbiornika,
−
zawory odcinające łączą lub odcinają poszczególne odcinki instalacji hydraulicznej,
−
zawory dławiące są stosowane w napędach hydraulicznych o stałej wydajności pompy,
gdy konieczna jest regulacja prędkości ruchu urządzenia wykonawczego, regulacja ta jest
możliwa przez zmianę strumienia objętości cieczy dopływającej do urządzenia
wykonawczego,
−
rozdzielacze służą do regulowania kierunku przepływu cieczy z pompy hydraulicznej do
urządzenia wykonawczego, podając ją z odpowiedniej strony tłoka siłownika oraz sterują
odpływem cieczy w kierunku powrotnym.
Urządzenia pomocnicze:
−
filtry służą do oczyszczania olejów z drobnych zanieczyszczeń, umieszcza się je zwykle
za zbiornikiem oleju,
−
przewody i złącza służą do łączenia poszczególnych elementów napędu hydraulicznego,
−
złącza umożliwiają połączenie przewodów w dłuższe odcinki lub z innymi elementami
napędu hydraulicznego,
−
uszczelnienia, zwykle gumowe, stosowane do uszczelnienia elementów wykonujących
ruch prostoliniowy,
−
zbiorniki służą do gromadzenia cieczy roboczej.
Zalety napędów hydraulicznych są następujące:
−
uzyskiwanie bardzo dużych sił przy małych wymiarach urządzeń,
−
bezstopniowy, wolny i płynny ruch elementów roboczych,
−
duża trwałość elementów oraz prostota ich wykonania,
−
samoczynne smarowanie i chłodzenie,
−
możliwość wprowadzania automatyzacji oraz zdalnego sterowania.
Napęd pneumatyczny
Zastosowanie sprężonego powietrza lub niektórych sprężonych gazów technicznych jako
czynnika roboczego w układach sterowania i napędów pneumatycznych jest coraz
powszechniejsze ze względu na liczne zalety, jakie mają tego typu rozwiązania.
Wśród tych zalet możemy wymienić:
−
taniość i prostotę konstrukcji,
−
trwałość i niezawodność działania,
−
elastyczność w dostosowaniu się do warunków pracy,
−
zapewnienie bezpieczeństwa w warunkach zagrożenia pożarowego.
W skład typowego mechanizmu pneumatycznego wchodzi:
−
źródło czynnika roboczego, którym może być sprężarka, zbiornik wyrównawczy
ciśnienia oraz sieć powietrza sprężonego,
−
urządzenia regulujące i sterujące,
−
siłownik (cylinder) pneumatyczny,
−
urządzenia pomocnicze, jak: aparatura kontrolno-pomiarowa, przewody doprowadzające
i odprowadzające, filtry itp.
Budowa i zasada działania silnika prądu stałego i przemiennego oraz transformatora
Maszynami elektrycznymi nazywamy urządzenia, w których zachodzi zamiana energii
elektrycznej za pośrednictwem pola magnetycznego i prądu elektrycznego płynącego w ich
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
uzwojeniach na energię mechaniczną lub na odwrót. Ze względu na rodzaj przemiany energii
rozróżnia się trzy rodzaje maszyn elektrycznych:
−
prądnice, w których energia mechaniczna jest przekształcana na energię elektryczną,
−
silniki, w których energia elektryczna zamieniana jest na energię mechaniczną,
−
transformatory, w których energia elektryczna prądu przemiennego przekształca się
w energię elektryczną prądu przemiennego o innych parametrach, przy niezmienionej
częstotliwości. W praktyce oznacza to, że transformator służy do podwyższania lub
obniżania napięcia.
Budowa i zasada działania prądnicy prądu jednofazowego
Źródłami napięcia sinusoidalnie zmiennego są prądnice. Najprostszym przykładem
prądnicy jest zwój w postaci ramki, wirujący ze stałą prędkością kątową w polu
magnetycznym równomiernym o indukcji stałej w czasie. Uproszczony model takiej prądnicy
przedstawia rysunek 23.
Rys.23. Uproszczony model prądnicy prądu jednofazowego[10, s.76]
Zmiana położenia ramki względem nieruchomych biegunów magnesów trwałych
powoduje zmianę strumienia magnetycznego przenikającego powierzchnię ramki, co
powoduje generowania prądu elektrycznego w uzwojeniu ramki. W prądnicy rzeczywistej
mamy nie jeden zwój, lecz n zwojów.
Prądnica prądu trójfazowego
Do wytwarzania napięć w układzie trójfazowym służą prądnice (generatory) trójfazowe.
Składa się ze statora (stojana), w którym umieszczone są uzwojenia i rotora (wirnika), który
wiruje ze stałą prędkością kątową. Zasada działania takiej prądnicy polega na przecinaniu
trzech, przesuniętych przestrzennie o kąt 120º uzwojeń stojana przez stały strumień
magnetyczny wytworzony w wirniku. Uzwojenia poszczególnych faz są wykonane
w jednakowy sposób. W każdym uzwojeniu indukuje się napięcie źródłowe sinusoidalne,
przy czym ze względu na symetrię układu i przesunięcie przestrzenne uzwojeń o ten sam kąt,
w fazach indukują się napięcia o jednakowej częstotliwości, jednakowych amplitudach
i przesunięte względem siebie o 1/3 okresu.
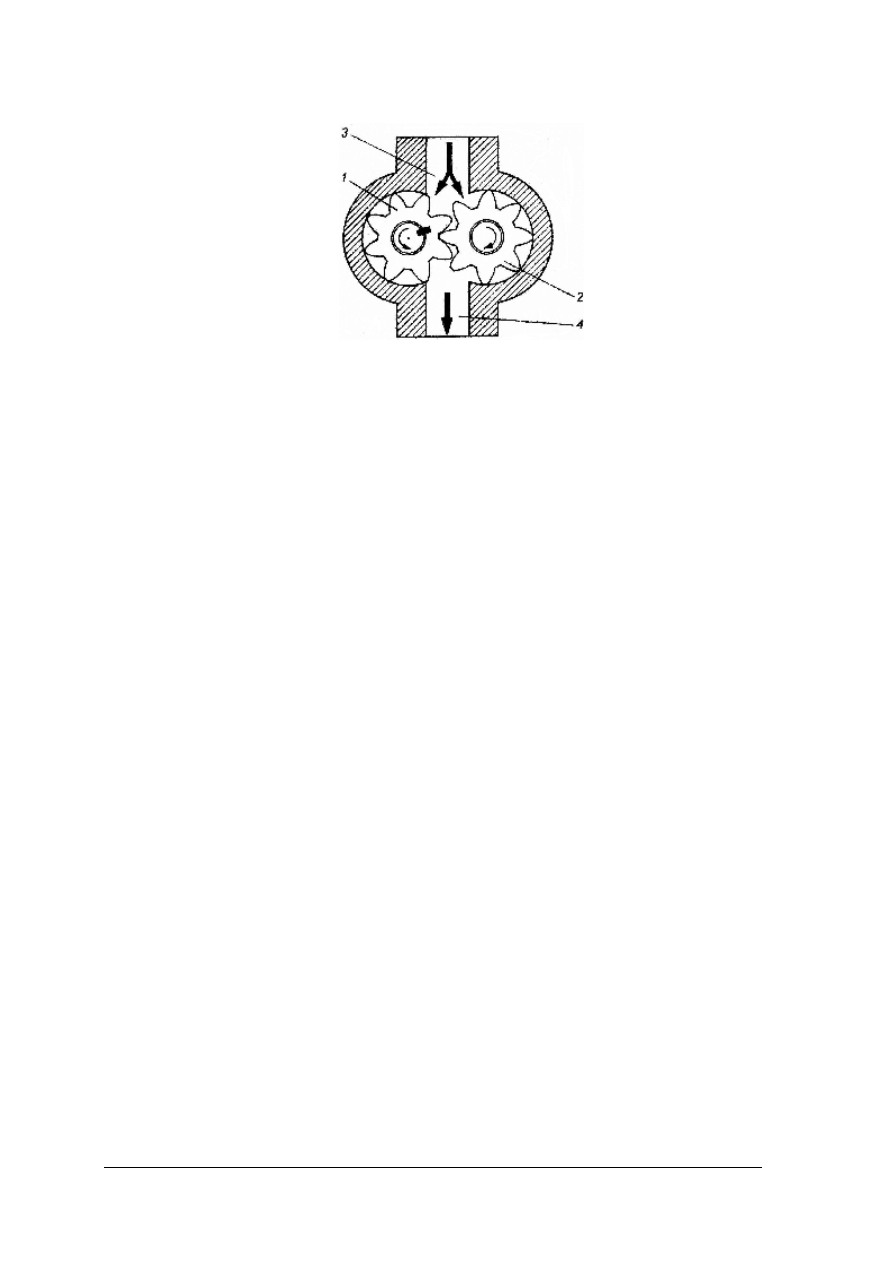
Budowa i zasada działania silnika prądu stałego
Silnik elektryczny prądu stałego zbudowany jest z dwóch magnesów zwróconych do
siebie biegunami różnoimiennymi, w taki sposób, aby pomiędzy nimi było pole magnetyczne.
Pomiędzy magnesami znajduje się przewód w kształcie ramki podłączony do źródła prądu
poprzez komutator i ślizgające się po nim szczotki. Przepływający przez przewód prąd
elektryczny generuje pole magnetyczne oddziaływujące na pole magnetyczne pochodzące od
magnesów trwałych wytwarzając w ten sposób moment obrotowy. Ramka wychyla się

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
z położenia poziomego, obracając się wokół osi. W wyniku swojej bezwładności mija
położenie pionowe, (w którym moment obrotowy jest równy zero, a szczotki nie zasilają
ramki). Po przejściu położenia pionowego ramki, szczotki znów dotykają styków na
komutatorze, ale odwrotnie, prąd płynie w przeciwnym kierunku, dzięki czemu ramka
w dalszym ciągu jest obracana w tym samym kierunku.
Silniki prądu przemiennego
Silniki komutatorowe prądu przemiennego są zbliżone konstrukcyjnie do silników
szeregowych prądu stałego, z tym, że zarówno stojan, jaki i wirnik są w nich wykonane
z blach. Są one zwykle zasilane z sieci jednofazowej. Charakteryzują się dość dużym
momentem rozruchowym i dużą prędkością obrotową. Znajdują zastosowanie w urządzeniach
gospodarstwa domowego, a w przemyśle do napędu urządzeń automatyki.
Silniki indukcyjne buduje się w dwóch odmianach, jako jednofazowe i trójfazowe. Są one
powszechnie stosowane w przemyśle stanowiąc około 90% silników tam używanych. Zasada
działania silnika indukcyjnego polega na wykorzystaniu wirującego pola magnetycznego.
Wirujące pola magnetyczne w maszynach elektrycznych uzyskuje się w wyniku nakładania
się na siebie zmiennych pól magnetycznych wytworzonych przez poszczególne uzwojenia
stojana zasilane prądem trójfazowym. Pole to oddziałuje na przewody nieruchomego na
początku wirnika i na zasadzie indukcji elektromagnetycznej, powoduje wzbudzenie w nich
przepływu prądu elektrycznego. Przewody uzwojeń wirnika, w których płyną zaindukowane
prądy, „pociągane” są przez wirujące pole magnetyczne, wprawiając wirnik w ruch obrotowy.
Wirnik obraca się zawsze wolniej niż wirujące pole magnetyczne, nie będąc z nim
zsynchronizowanym. Gdyby wirnik obracał się z prędkością wirowania pola, jego uzwojenia
nie przecinałyby linii pola i wówczas w uzwojeniach wirnika nie indukowałyby się prądy,
a co za tym idzie nie powstałby moment obrotowy. Trójfazowe silniki elektryczne budowane
są jako klatkowe i pierścieniowe. W trójfazowym silniku elektrycznym stojan wyposażony
jest w trzy uzwojenia.
Bez względu na to, czy uzwojenia połączone są w trójkąt czy w gwiazdę, po załączeniu
do źródła napięcia wewnątrz stojana tworzy się wirujące pole magnetyczne. Wynika to
z faktu, że przez odpowiednio rozmieszczone uzwojenia poszczególnych faz stojana, płyną
prądy przesunięte względem siebie w fazie o 120º. Każde z tych uzwojeń wytwarza wokół
siebie zmienne pole magnetyczne. Trzy pola nakładają się na siebie, tworząc pole wirujące.
W zależności od rodzaju zastosowanego wirnika, wyróżnia się dwa typy trójfazowych
silników elektrycznych:
−
klatkowy, w którym wirnik ma uzwojenie w postaci prętów o zwartych końcach,
−
pierścieniowy, w którym wirnik ma uzwojenia trójfazowe połączone w gwiazdę.
Oba typy silnika działają na podobnej zasadzie. Zasilane prądem trójfazowym uzwojenia
stojana powodują powstanie w jego wnętrzu wirującego pola magnetycznego, co jest
przyczyną przepływu prądu w zamkniętych obwodach uzwojeń wirnika. Na uzwojenia
wirnika zaczynają działać siły elektrodynamiczne, które powodują jego obrót w kierunku
zgodnym z kierunkiem wirowania pola.
Silnik klatkowy ma bardzo prostą budowę, dzięki czemu jest on tani w produkcji
i eksploatacji oraz niezawodny. Poza tym cechuje go niewielka zmienność prędkości
obrotowej przy dużych zmianach obciążenia i dość łatwy rozruch. Zaletą jest również
możliwość przeciążania go w znacznym zakresie.
Wadą jest duży prąd pobierany podczas rozruchu i niewielki współczynnik mocy
(cosφ = 0,7 – 0,85), a także znaczny wpływ wahań napięcia zasilającego na moment
obrotowy silnika. Silniki klatkowe stosowane są do napędu obrabiarek, dźwigów, różnego
rodzaju maszyn przemysłowych.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Silnik pierścieniowy ma bardziej skomplikowaną budowę, jednak również odznacza się
niewielkimi zmianami prędkości obrotowej przy zmianach obciążenia, pobiera mały prąd
podczas rozruchu. Do wad można zaliczyć mały współczynnik mocy i podatność na wahania
napięcia zasilającego. Silniki te są zwykle silnikami dużej mocy, nadają się do napędu
maszyn uruchamianych pod pełnym obciążeniem.
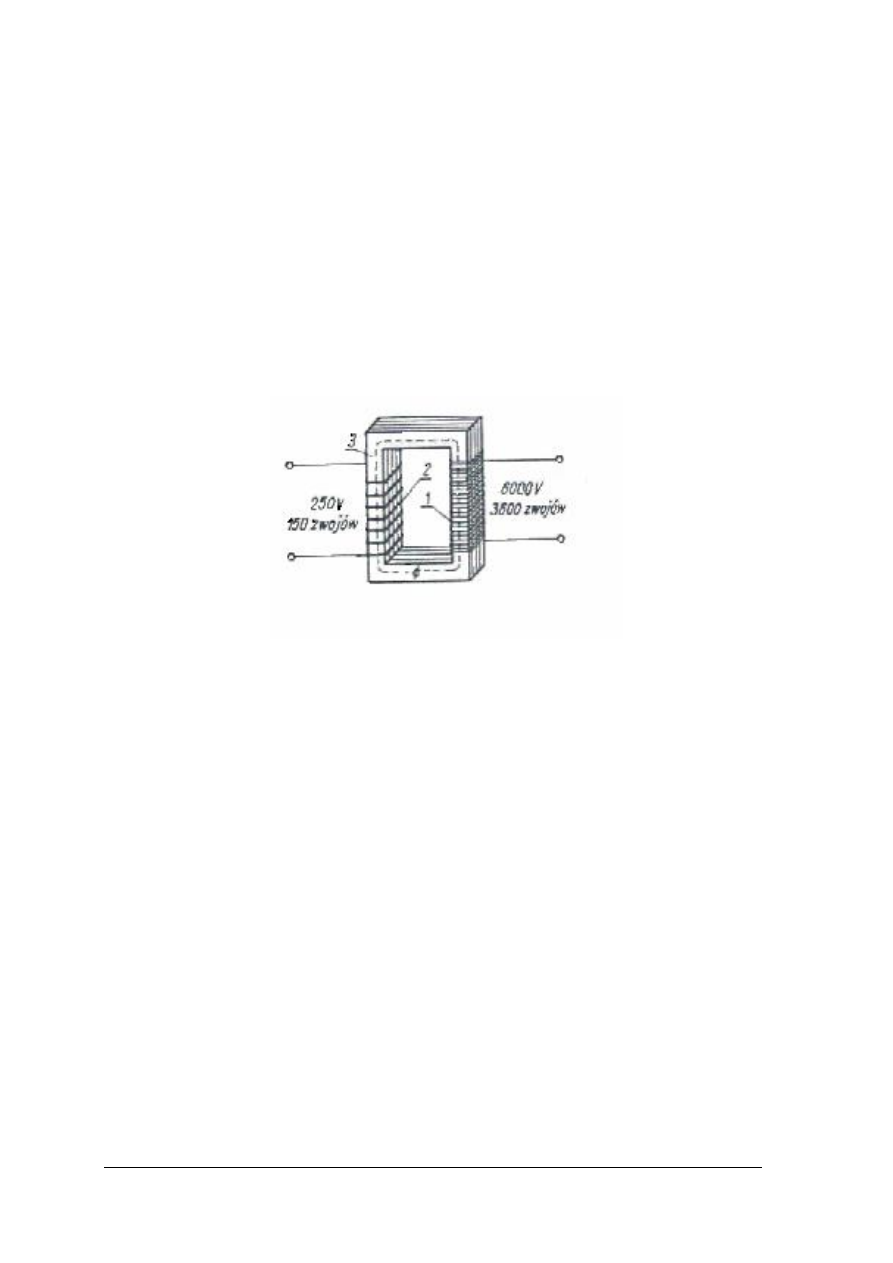
Transformator
Transformator jest to urządzenie elektryczne, w którym energia elektryczna prądu
przemiennego jednego napięcia zamieniane jest na energię elektryczna innego napięcia.
Transformatory stosuje się zarówno do przetwarzania energii prądu jednofazowego, jak
i trójfazowego. Rozróżnia się, zatem transformatory jednofazowe i trójfazowe. Zasada
działania transformatora pokazana jest na rysunku 24.
Rys.24. Schemat transformatora jednofazowego [4, s. 144]
1 - uzwojenie pierwotne n
1
, 2 - uzwojenie wtórne n
2
, 3 - rdzeń.
Transformator zbudowany jest z następujących części:
−
uzwojenie pierwotne – cewka o liczbie zwojów n
1
,
−
uzwojenie wtórne – cewka o liczbie zwojów n
2,
−
rdzeń , na który nałożone są oba uzwojenia.
Uzwojenie wykonane jest z miedzianego drutu lakierowanego. Stosunek liczby zwojów
uzwojenia pierwotnego do uzwojenia wtórnego nazywa się przekładnią zwojową
transformatora.
Rdzenie transformatora wykonuje się zwykle z blach stalowych (jest to tzw. blacha
transformatorowa, krzemowa, walcowana na zimno), izolowanych między sobą. Pionowe
elementy rdzenia, na których umieszczone są uzwojenia nazywa się kolumnami, a elementy
poziome, łączące kolumny – jarzmami.
Uzwojenie transformatora, do którego załączone jest źródło zasilania nazywa się
uzwojeniem pierwotnym, a uzwojenie, do którego przyłącza się odbiornik – uzwojeniem
wtórnym.
Zasada działania transformatora opiera się o na elektromagnetycznym oddziaływaniu
uzwojeń sprzężonych ze sobą magnetycznie. Prąd płynący w uzwojeniu pierwotnym n
1
wytwarza w rdzeniu zmienne pole magnetyczne. Ze względu na dużą przenikalność
magnetyczną rdzenia, pole to rozchodzi się po całym rdzeniu. W tym zmiennym polu
magnetycznym znajduje się uzwojenie wtórne n
2
. W wyniku zjawiska indukcji
elektromagnetycznej w uzwojeniu wtórnym transformatora powstaje odpowiednie napięcie.
Transformatory mogą służyć do podwyższania i obniżania napięcia w sieciach
przesyłowych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Ratowanie człowieka rażonego prądem elektrycznym
Człowiek rażony prądem elektrycznym powinien być natychmiast zbadany przez lekarza
i w razie potrzeby poddany leczeniu. Przy rażeniu prądem elektrycznym często niemożliwe
jest natychmiastowe sprowadzenie lekarza i pierwszej pomocy musza udzielić osoby
przygodne. Pomoc taka musi być jednak udzielona z zachowaniem zasad, zapewniających
zarówno bezpieczeństwo ratującego jak i poprawne wykonanie czynności ratowniczych
Kolejność czynności powinna być następująca:
−
uwolnienie osoby rażonej spod napięcia,
−
rozpoznanie skutków rażenia i stanu zdrowia rażonego,
−
zastosowanie właściwej metody ratowania, zależnie od rozpoznania.
Parametry techniczne maszyn
Każda maszyna, w dokumentacji technicznej jak i na obudowie, posiada oprócz
podstawowych danych technicznych takich jak: parametry silnika elektrycznego (moc,
obroty), gabarytów (szerokość, wysokość, długość), masy, również dane charakterystyczne
dla danej maszyny np.: wydajność, szerokość noża, kąt położenia noża, długość ściegu, ilość
ściegów itp.
Poniżej przedstawiono przykładowe maszyny stosowane w kaletnictwie z danymi
technicznymi.
Rysunek 25 przedstawia maszynę węgiersko-amerykańskiego producenta mogącą
znaleźć zastosowanie w wielu gałęziach przemysłu w tym skórzanego.
Rys. 25. Widok ogólny wycinarki hydraulicznej ramiennej Kaev [15]
Parametry techniczne maszyny:
−
siła wycinania – 80 kN,
−
skok ramienia nastawialny – od 5 do 50 mm,
−
szerokość młota – 350 mm,
−
stół roboczy – 700x350 mm,
−
masa – 340kg .
Przykładem wycinarek mostowych może być przedstawiona na rysunku 26 wycinarka
firmy Svit typ06160 P3.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 26. Widok ogólny elektrohydraulicznej wycinarki mostowej Svit typu 06160 P3 [12]
Parametry techniczne:
Maksymalna siła nacisku ( kN ) 400
Maksymalne podniesienie mostu ( mm ) 10 – 90
Rozmiar stołu roboczego ( mm ) 1600 x 600
Rozmiar wycinającego mostu ( mm ) 1600 x 540
Moc (kW) 5,5
Wymiary maszyny:
szerokość (mm) 2520
głębokość (mm) 1500
wysokość (mm) 1580 – 1670
Masa maszyny (kg) 2750
Do rozkroju materiałów włókienniczych stosuje się dość często krajarki z nożem taśmowym
(rys. 27)
Rys 27. Widok ogólny krajarki taśmowej OK–896B [13]
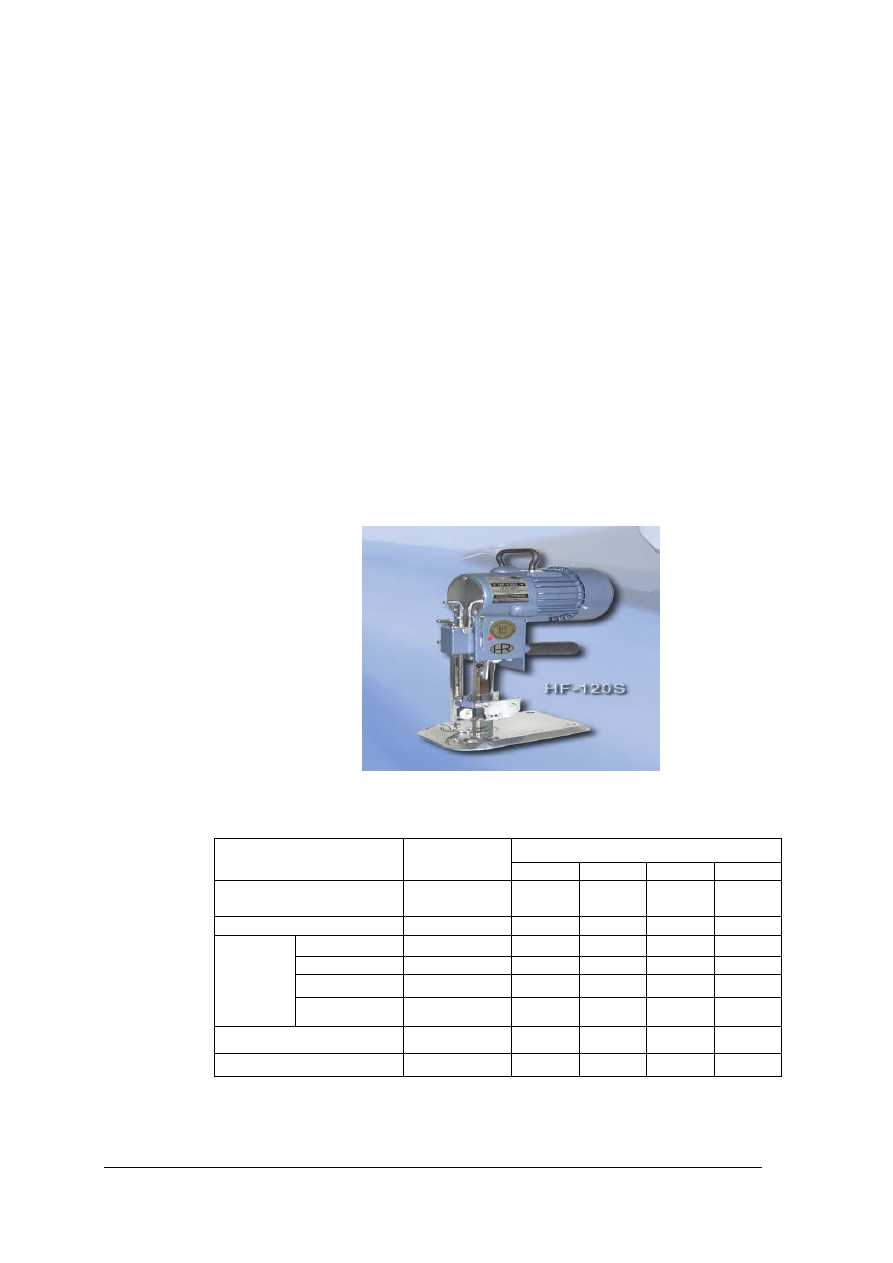
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Krajarka ta przeznaczona jest do wykrawania elementów z tkanin, dzianin i innych
materiałów włóknopodobnych ułożonych warstwowo.
Dane techniczne:
Moc zainstalowana 1,35/1,0 kW
Napięcie zasilania 3 x 380/220 V 50 Hz
prędkość taśmy tnące
pierwszy bieg 10 m/s
drugi bieg 22 m/s
Wymiary gabarytowe:
długość 2620 mm
szerokość 1500 mm
wysokość 1800 mm
Powierzchnia płyty krojczej 2000 x 1500 mm
Grubość wykrawanych nakładów
w zależności od materiałów 300 mm
Minimalny promień cięcia 20 mm
Odległość między nożem a korpusem 1250mm
Do rozkroju materiałów włókienniczych stosuje się również krajarki z nożem prostym
(rys. 28). Parametry techniczne różnych typów tych krajarek opisane są w tabeli 2
Rys.28. Widok ogólny krajarki pionowej firmy Hoffman typ HF
–120S
[14]
Tabela 2. Parametry techniczne krajarek pionowych firmy Hoffman [14]
Typ krajarki
Parametry
jednostka
miary
HF-120
HF-140
HF-170
HF-195
Maksymalna grubość
krojenia
mm
120
140
170
195
Skok noża
mm
35
35
35
35
220V;50Hz
KW
0,37
0,37
0,55
0.55
Liczba obrotów
obr./min
2800
2800
2800
2800
380V;50Hz
KW
0,55
0,55
0,55
0,55
Silnik
Liczba obrotów
obr./min
2800
2800
2800
2800
Liczba suwów noża
1/min
2800
2800
2800
2800
Masa krajarki
kg
11
11
12
12,5
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Przykładowe schematy mechaniczne
Zasady działania mechanizmów maszyn i urządzeń najwygodniej jest przedstawić
w postaci prostych i łatwych do wykonania rysunków schematycznych. Na schematach
elementy i zespoły powinny być pokazane w taki sposób, aby widoczna była wzajemna
zależność funkcjonowania elementów i wynikająca z niej zasada działania mechanizmu.
Stosuje się przy tym uproszczenia rysunkowe (bez obowiązku zachowania proporcji
wymiarowych) i specjalne symbole.
Przykładowe symbole graficzne stosowane do przedstawienia schematów kinematycznych
na rysunkach technicznych przedstawia rysunek 30.
a b c d e f g h i j k l
m n o p r s t u w z
Rys. 29. Symbole graficzne do przedstawiania schematów kinematycznych [1, s..33]
a
–
ruch prostoliniowy o stałym kierunku, b
–
ruch prostoliniowy o zmiennym kierunku,
c
–
ruch obrotowy o stałym kierunku, d
–
ruch obrotowy o zmiennym kierunku,
e
–
ogniwo nieruchome (ostoja), f
–
wał, trzpień, oś, g
–
połączenie nieruchome części ogniwa,
h
–
ogniwo wchodzące w skład pary obrotowej (w mechanizmach płaskich),
i
–
ogniwo nieruchome wchodzące w skład pary obrotowej w mechanizmach płaskich,
j
–
ogniwo nieruchome wchodzące w skład pary obrotowej w mechanizmach przestrzennych,
k
–
ogniwo wchodzące w skład pary cylindrycznej,
l
–
korba (lub korbowód) z ogniwem, które może wykonywać obrót wokół osi nieruchomej,
m
–
łożysko poprzeczne, n
–
łożysko wzdłużne, o
–
łożysko toczne poprzeczne,
p
–
przekładnia pasowa z pasem klinowym, r
–
sprzęgło nierozłączne,
s
–
przekładnia zębata walcowa, t
–
przekładnia zębata stożkowa, u
–
hamulec, w
–
koło
zamachowe, z
–
przekładnia cierna z kołami walcowymi
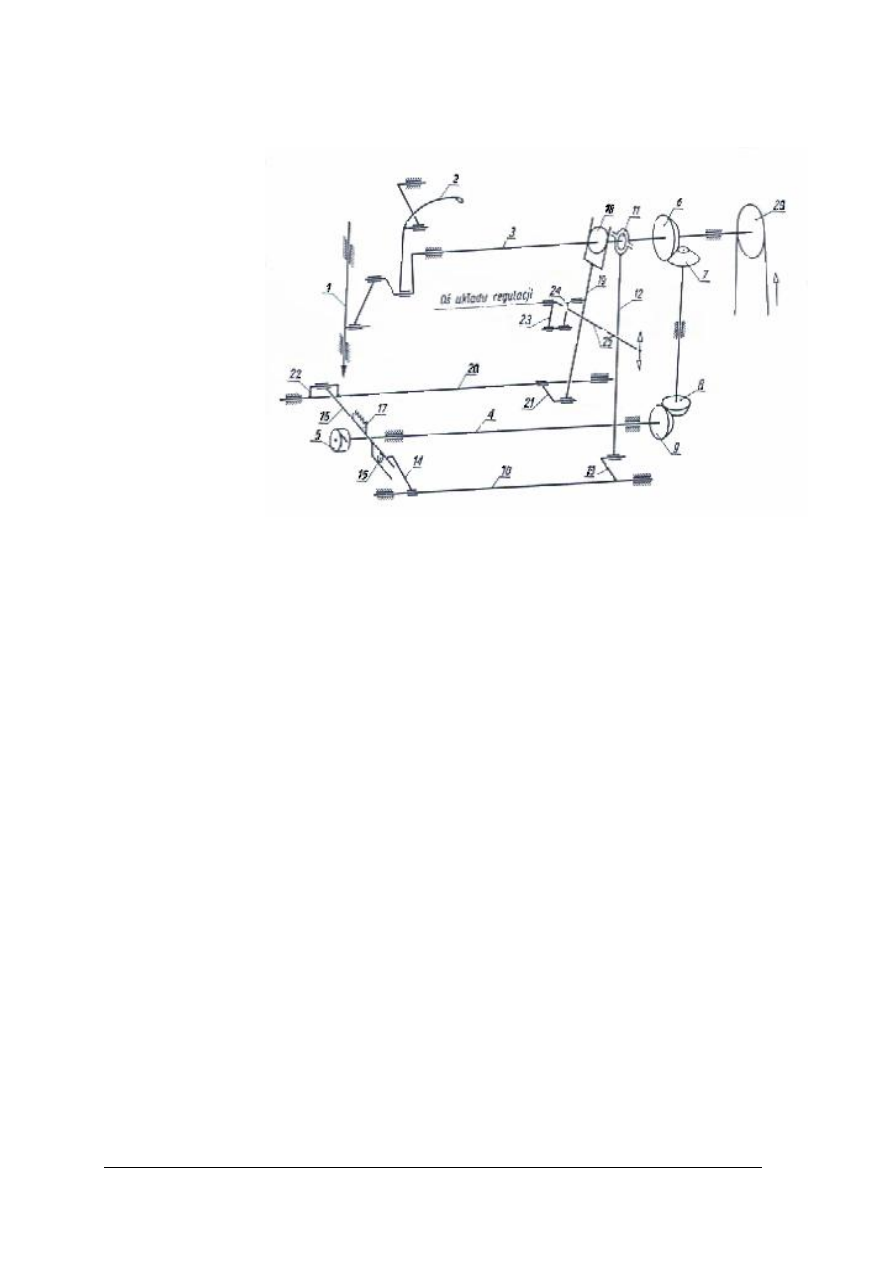
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Przykład schematu kinematycznego przedstawia rysunek 30.
Rys.30. Uproszczony schemat kinematyczny mechanizmów tworzenia ściegu [1, s. 76]
1
–
igielnica, 2
–
podciągacz nici, 3
–
wał główny maszyny, 4
–
wałek napędu chwytacza,
5
–
chwytacz obrotowy, 6, 7
–
stożkowa przekładnia zębata, 8,9
–
stożkowa przekładnia zębata,
10
–
wałek pionowego napędu transportera, 11
–
mimośród, 12
–
korbowód, 13
–
ramię wałka,
14
–
dźwignia,15
–
rolka, 16
–
dźwignia transportera, 17
–
transporter, 18
–
krzywka,
19
–
dźwignia widełkowa, 20
–
wałek poziomego napędu transportera, 21
–
dźwignia,
22
–
ramię wałka, 23, 24, 25
–
układ dźwigniowy, 29
–
koło napędowe.
Zasady użytkowania, konserwacji i napraw maszyn i urządzeń
Przydatność maszyn dla potrzeb człowieka, wynikająca z konieczności realizowania
celów, dla których została zaprojektowana nazywa się jakością eksploatacyjną. Jest to zbiór
istotnych cech określających stopień spełnienia wymagań odbiorcy (użytkownika).
Najważniejsze kryteria oceny jakości eksploatacyjnej maszyn i urządzeń przedstawia rysunek 31.
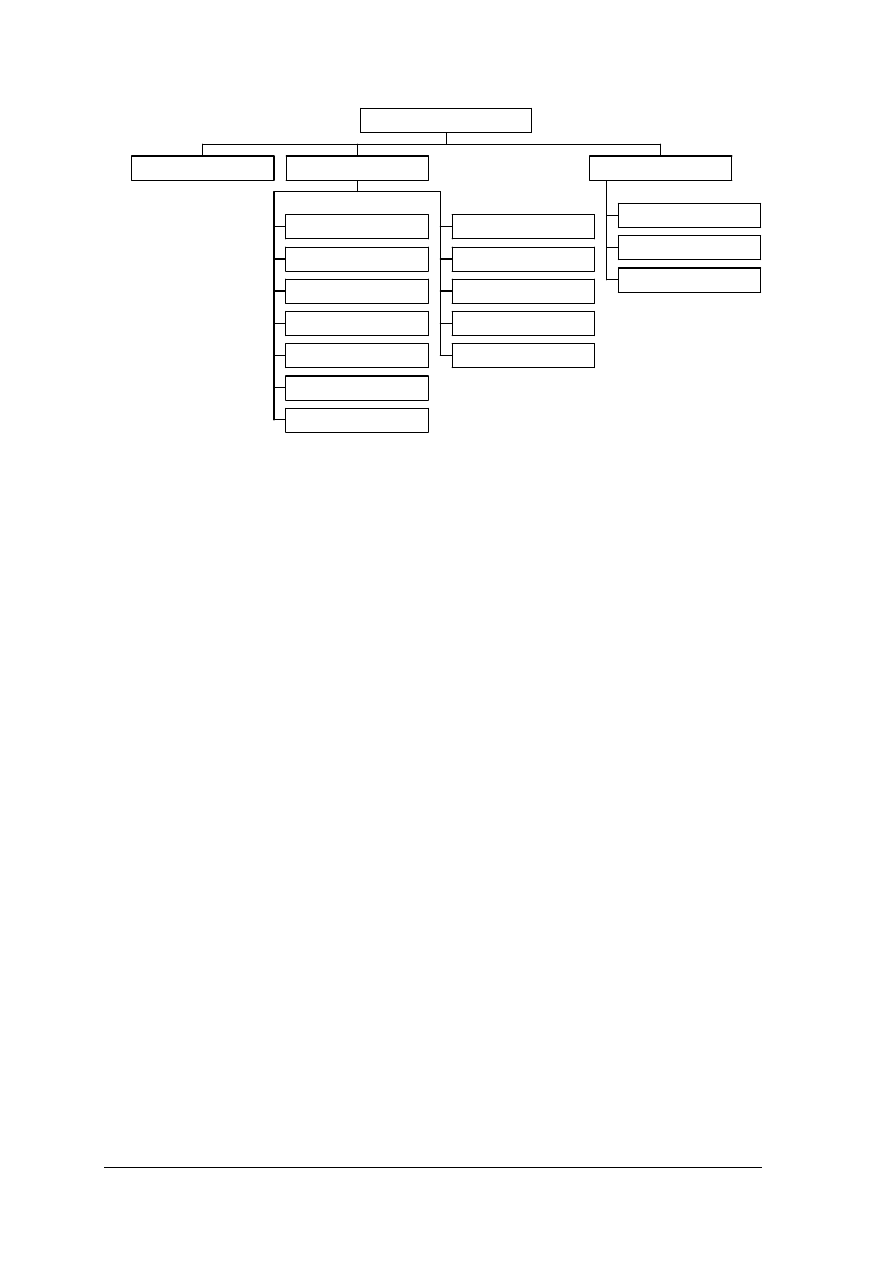
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
PRZYDATNOŚĆ
Niezawodność
Podatność naprawcza
Podatność obsługowa
Trwałość
Nieuszkadzalność
Diagnozowalność
Bezpieczność
Jakość pracy
Wydajność
Przepustowość
Straty materiału
Czystość procesu
UŻYTECZNOŚĆ
Efektywność zastosowania
Koszty nabycia
Koszty eksploatacji
EKONOMICZNOŚĆ
JAKOŚĆ EKSPLOATACYJNA
Rys. 31. Kryteria oceny jakości eksploatacyjnej [9, s. 8]
Efektywne działanie maszyny jest uzależnione od jej niezawodności oraz od jakości
działań ludzi eksploatujących maszynę. Ocenę jakości maszyny określa się przez sprawdzenie
jej cech techniczno – użytkowych, do których zaliczamy: przeznaczenie, wielkości
charakterystyczne, wyposażenie, wydajność, dokładność, niezawodność, ergonomiczność
oraz bezpieczeństwo i higiena pracy.
Najważniejszą częścią procesu eksploatacji maszyn jest ich użytkowanie, ponieważ tylko
przez użytkowanie maszyn zaspokajane są potrzeby, dla których zostały one zaprojektowane
i wytworzone. Podczas pracy maszyna jest narażona na oddziaływanie różnych czynników
wymuszających. Są to:
–
czynniki robocze, które oddziałują na maszynę w wyniku realizacji jej procesu
roboczego,
–
czynniki zewnętrzne, które oddziałują na maszynę bez względu na jej funkcjonowanie
(np. czynniki atmosferyczne),
–
czynniki antropotechniczne, które oddziałują na maszynę w wyniku świadomej lub
nieświadomej działalności człowieka.
Praca maszyny wiąże się również ze zużywaniem się jej części, co prowadzi do różnych
uszkodzeń, a w końcu może dojść do całkowitego zużycia maszyny.
W celu unikania awarii maszyny, należy użytkować ją zgodnie z przeznaczeniem oraz
przestrzegać zalecanych zasad użytkowania. Do najważniejszych czynności związanych
z prawidłowym użytkowaniem maszyny jest stosowanie instrukcji smarowania wszystkich
ruchomych mechanizmów i części. Konserwację należy prowadzić przestrzegając czasów
wymiany oraz rodzaju smaru (oleju) i sposobów smarowania uwzględniających specyfikę
urządzenia.
Smarowanie maszyn
Pod pojęciem „smarowanie”, rozumiemy takie czynności czy zabiegi techniczne, które
polegają na wprowadzeniu smaru między trące powierzchnie części maszyn. O doborze
materiałów do smarowania części maszyn decydują następujące czynniki:
−
nacisk przypadający na jednostkę powierzchni współpracujących części maszyn,
−
prędkość przemieszczania się tych części względem siebie,
−
temperatura pracy maszyny,
−
rodzaj, typ i konstrukcja części smarowych,
−
rodzaj i sposób smarowania.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Materiały smarne
Środki smarne w zależności od ich stanu skupienia można podzielić na:
−
ciekłe środki smarne, do których zalicza się oleje otrzymywane w wyniku przeróbki ropy
naftowej, tzw. mineralne, oleje roślinne, zwierzęce oraz syntetyczne,
−
plastyczne środki smarne, zwane uprzednio smarami stałymi,
−
ciała stałe o budowie płytkowej, wykazujące właściwości przeciwtarciowe (grafit,
dwusiarczek molibdenu, dwusiarczek wolframu i inne).
W poszczególnych grupach wyodrębnić można wiele rodzajów środków smarowych,
różniących się między sobą właściwościami fizykochemicznymi i użytkowymi.
Podstawowym produktem do otrzymywania produktów smarnych jest ropa naftowa.
Otrzymuje
się
z
niej
środki smarowe zarówno płynne, jak i plastyczne
o zróżnicowanych właściwościach i licznych zastosowaniach. W zależności od rodzaju
przeróbki ropy naftowej można je podzielić na:
−
destylaty rafinowane,
−
destylaty nierafinowane,
−
oleje pozostałościowe rafinowane,
−
oleje pozostałościowe nierafinowane,
−
oleje mieszane.
Konserwacja maszyn
Jednym z podstawowych warunków działalności produkcyjnej zakładu jest prawidłowo
zorganizowana i prowadzona gospodarka eksploatacyjno – remontowa maszyn i urządzeń.
W ramach działalności konserwacyjno – remontowej przewiduje się:
−
konserwacje maszyn, zmierzającą do wydatnego zmniejszenia tempa zużycia się części
i zespołów, prowadzoną przez pracowników produkcyjnych i służby utrzymania ruchu,
−
przeglądy okresowe połączone z drobnymi naprawami maszyn, zmierzające do
wydatnego przedłużenia ich zdolności eksploatacyjnej między kolejnymi remontami,
prowadzone przez służby produkcyjne, służby utrzymania ruchu, przy niewielkim udziale
służb remontowych,
−
remonty maszyn zmierzające do pełnego przywrócenia ich zdolności eksploatacyjnej,
prowadzone wyłącznie przez służby remontowe głównego mechanika i energetyka.
Miernikami prawidłowej realizacji tych zasad będą statystyczne średnie czasu pracy maszyn
między kolejnymi remontami oraz statystycznie średnie wielkości kosztów działalności
konserwacyjno – remontowej na jednostkę czasu pracy maszyn, w porównywalnych
warunkach ich eksploatacji.
Celem prowadzenia prac konserwacyjnych jest optymalne przedłużenie zdolności
eksploatacyjnej
maszyn,
poprzez
bieżącą
eliminację
czynników
sprzyjających
przyspieszonemu zużywaniu się części i zespołów roboczych. Przyspieszone zużycie
maszyn wynika z występowania powiększających się luzów w połączeniach elementów
mechanicznych, z występowania w nich niedoboru środków smarnych lub utraty przez środki
smarne wymaganych właściwości. Na przyspieszone zużywanie mają wpływ: czas
eksploatacji i czynniki zewnętrzne jak pył, brud, kleje itp. Z powyższego wynika wzrost
oporów ruchu elementów wskutek zwiększonego tarcia, wzrost natężenia hałasu
wytworzonego przez elementy, między którymi powstały nadmierne luzy. Eliminacja tych
szkodliwych dla maszyn zjawisk polega na ustaleniu w odpowiednim czasie powstających
nieprawidłowości, poprzez właściwą ocenę stanu technicznego maszyn i dokonanie
odpowiednich zabiegów konserwacyjnych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Ramowy zakres prac konserwacyjnych obejmuje następujące czynności:
−
czyszczenie i smarowanie maszyny zgodnie z instrukcjami obsługi i smarowania lub
zaleceniami przełożonych, zarówno w zakresie czynności codziennych gruntowych,
−
przegląd niektórych szybko zużywających się i łatwo dostępnych elementów i zespołów
maszyny, zużytych podczas eksploatacji,
−
czyszczenie i konserwacja instalacji (elektrycznych, pneumatycznych, hydraulicznych),
prowadzone przez upoważnione osoby,
−
wykonywanie
innych
czynności
wynikających
ze
szczegółowych
wymagań
eksploatacyjnych dla odpowiednich maszyn, w tym również dotyczących zagadnień
bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
−
dokonywanie wpisów do karty czyszczenia, o rodzaju i zakresie prac konserwacyjnych,
−
dokonywanie kontroli odbioru jakości i ocena z zakresu wykonanych prac
konserwacyjnych.
Szczegółowy zakres prac konserwacyjnych uwzględnia następujące czynności:
−
przed przystąpieniem do prac konserwacyjnych bezwzględnie wyłączyć maszynę
z zasilania, a w uzasadnionych przypadkach na wyłącznikach umieścić tablicę
ostrzegawczą zgodnie z obowiązującymi przepisami,
−
zabezpieczyć wszystkie elementy np. pokrywy, osłony, tak, aby nie stanowiły zagrożenia
dla pracowników wykonujących konserwację,
−
dokładnie oczyścić maszynę i jej elementy z brudu, lakierów, pyłów odpowiednimi
środkami i narzędziami nie powodującymi powstawania iskier,
−
sprawdzić przewody instalacji elektrycznej, hydraulicznej, pneumatycznej, wentylacyjnej
i odpylającej; dokonać odpowiednich napraw lub wymiany uszkodzonych elementów,
−
poddać szczegółowej kontroli wszystkie elementy zabezpieczeń elektrycznych,
awaryjnych, sterujących, ochronnych, oraz urządzenia i elementy grzejne, w tym także
wyłączniki termiczne,
−
sprawdzić i naprawić elementy mocujące i zabezpieczające zespoły maszyn i urządzeń,
chroniące przed urazami podczas eksploatacji,
−
dokonywać wymaganego smarowania maszyn, wymiany lub uzupełniania oleju
w układach hydraulicznych (smarujących i napędowych) w zakresie objętym pracami
konserwacyjnymi.
Prace konserwacyjne wykonywane są przede wszystkim przez bezpośrednią obsługę
maszyny, jednak z zabezpieczeniem dla tych prac odpowiedniej pomocy mechaników,
elektryków, elektroników. Przebieg prac konserwacyjnych nadzorują mistrzowie
i brygadziści, zarówno służb produkcyjnych jak i służb utrzymania ruchu. Osoby te
wypełniają kartę gruntownego czyszczenia, stwierdzając prawidłowe wykonanie
przewidzianych czynności konserwacyjnych.
W celu przywrócenia właściwości użytkowych, maszyny uszkodzone poddaje się
naprawom. W zakładach przemysłowych obowiązuje system planowo – zapobiegawczych
napraw, który zorganizowany jest zgodnie z wcześniej przygotowanymi instrukcjami
i normami. System planowo-zapobiegawczych napraw obejmuje całokształt czynności
związanych z należytym użytkowaniem, konserwacją, przeglądami technicznymi
i planowaniem oraz wykonywaniem napraw maszyn i urządzeń.
System ten przewiduje dokładne planowanie przeglądów i napraw oraz ustala ich zakres
oraz częstotliwość, co powoduje znaczne przedłużenie okresu eksploatacji maszyn i urządzeń.
Naprawy główne oraz średnie maszyn i urządzeń wykonuje się w wydziałach
naprawczych danego przedsiębiorstwa. Wydziały te muszą być wyposażone w odpowiednie
obrabiarki i urządzenia umożliwiające wykonanie napraw oraz muszą dysponować pełnym
asortymentem części zamiennych. Naprawy główne maszyn i urządzeń wykonuje się również
w specjalistycznych zakładach naprawczych.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Okres między dwiema naprawami głównymi lub czas zainstalowania nowej maszyny do
naprawy głównej, mierzony w godzinach pracy maszyny lub w kalendarzowych jednostkach
czasu, nazywa się cyklem naprawczym. W okresie tym, czyli między dwiema kolejnymi
naprawami głównymi, dokonuje się w ustalonej kolejności i odstępach czasu przeglądów oraz
napraw bieżących i średnich. Długość cyklu naprawczego i jego struktura, tzn. liczba, rodzaj
i kolejność przeglądów i napraw w czasie cyklu, zależą od tego, w jaki sposób występuje
nierównomierność zużywania się części.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz elementy napędu hydraulicznego?
2. Co jest czynnikiem roboczym w napędzie hydraulicznym?
3. Jakie są zalety napędu hydraulicznego?
4. Wymień najczęściej spotykane pompy hydrauliczne?
5. Do czego służą zawory i rozdzielacze hydrauliczne?
6. Do czego służą urządzenia pomocnicze napędów hydraulicznych?
7. Co jest urządzeniem wykonawczym w napędach hydraulicznych?
8. Do czego służy silnik elektryczny?
9. Jak przedstawia się budowa silnika elektrycznego?
10. Co rozumiesz pod pojęciem eksploatacja maszyn?
11. Jakie elementy eksploatacji wpływają na niezawodną pracę maszyn?
12. Jak dzielimy środki smarne?
13. Jaki jest zakres prac konserwacyjno-remontowych?
14. Jakie są rodzaje remontów?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozróżnij napędy w maszynach występujących w fazie rozkroju i montażu wyrobów
kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) założyć odzież ochronną,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) nazwać napędy w przedstawionych maszynach.
Wyposażenie stanowiska pracy:
–
maszyny działu rozkroju i montażu,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 2
Opisz działanie napędu hydraulicznego korzystając z przedstawionego schematu.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) scharakteryzować zasadę działania napędu hydraulicznego,
3) opisać działanie napędu w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
schemat napędu hydraulicznego,
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 3
Wskaż i nazwij części napędu hydraulicznego na podstawie jego modelu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wskazać i nazwać elementy napędu hydraulicznego,
3) zapisać nazwy w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
model napędu hydraulicznego,
–
przybory do pisania,
–
zeszyt ćwiczeń,
–
literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj czyszczenia dostępnych części mechanizmów maszyny w oparciu o instrukcję
obsługi maszyny szyjącej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z instrukcją obsługi maszyny,
3) założyć odzież ochronną,
4) dokonać czynności czyszczenia maszyny,
5) wnioski i uwagi zapisać w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
maszyna szyjąca,
–
instrukcja obsługi maszyny ,
–
zestaw środków i przyborów do czyszczenia,
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Ćwiczenie 5
Wskaż zespoły robocze maszyny wymagające smarowania w oparciu o instrukcję obsługi
maszyny wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z instrukcją obsługi maszyny wskazanej przez nauczyciela,
3) wymienić i zapisać w zeszycie ćwiczeń zespoły robocze wymagające smarowania.
Wyposażenie stanowiska pracy:
–
instrukcja obsługi maszyny,
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
Ćwiczenie 6
Wyjaśnij zasadę działania silnika elektrycznego na podstawie jego modelu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z modelem silnika,
3) wymienić elementy silnika i omówić zasadę działania,
4) zapisać w zeszycie ćwiczeń zasadę działania silnika elektrycznego.
Wyposażenie stanowiska pracy:
–
model silnika elektrycznego,
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
nazwać i scharakteryzować elementy napędu
hydraulicznego?
¨
¨
2)
przedstawić budowę i zasadę działania silnika
elektrycznego?
¨
¨
3)
wymienić rodzaje pomp hydraulicznych?
¨
¨
4)
przedstawić maszyny kaletnicze, w których zastosowano
napęd hydrauliczny?
¨
¨
5)
scharakteryzować maszyny stosowane w kaletnictwie
napędzane silnikiem elektrycznym?
¨
¨
6)
przedstawić zasadę działania napędu hydraulicznego?
¨
¨
7)
określić zakres prac konserwatosko-remontowych?
¨
¨
8)
wskazać elementy wpływające na niezawodną pracę
maszyn?
¨
¨

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań dotyczących stosowania maszyn, urządzeń i narzędzi kaletniczych.
Wszystkie zadania są zadaniami wielokrotnego wyboru.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
– w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
ZESTAW ZADAŃ TESTOWYCH
1. Siły możemy dodawać oraz odejmować metodą analityczną i metodą
a) graficzną.
b) geometryczną.
c) podobieństwa.
d) trygonometryczną.
2. Napęd elektrohydrauliczny stosowany jest w
a) maszynach szyjących.
b) krajarce z nożem prostym.
c) krajarce z nożem taśmowym.
d) wycinarkach.
3. Jednostką pracy jest
a) niuton.
b) dżul.
c) wat.
d) dyna.
4. Różnica między wymiarami górnym, a dolnym będącymi wymiarami granicznymi to
a) norma.
b) tolerancja.
c) wytrzymałość.
d) odchyłka.
5. Jednostką energii jest
a) niuton.
b) wat.
c) dżul.
d) dyna.
6. Mechanizm krzywkowy umożliwia ruch
a) o zmiennej prędkości i kierunku.
b) o stałej prędkości.
c) o stałej prędkości i kierunku.
d) o stałym kierunku.
7. Części osi i wałów, na których są osadzone inne elementy maszyn nazywamy
a) łożyskami.
b) czopami.
c) sprzęgłami.
d) hamulcami.
8. Osie mogą przenosić naprężenia
a) skręcające.
b) ściskające.
c) zginające.
d) rozciągające.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
9. Połączenia spawane należą do połączeń
a) rozłącznych.
b) rozłączno-nierozłącznych.
c) nierozłącznych.
d) nierozłączno-rozłącznych.
10. Podstawowym parametrem charakteryzującym pracę sprzęgła jest
a) przenoszona siła.
b) przenoszony moment siły.
c) przenoszony moment obrotowy.
d) przenoszona prędkość obrotowa.
11. Do zatrzymania obracających się części maszyn służą
a) łożyska.
b) wały.
c) silniki.
d) hamulce.
12. W napędach hydraulicznych ruch siłowników jest wywołany ruchem
a) gazu pod ciśnieniem.
b) cieczy.
c) cieczy pod ciśnieniem.
d) gazu.
13. Napęd hydrauliczny chroniony jest przed przekroczeniem dopuszczalnej wartości
ciśnienia cieczy przez
a) zawory odcinające.
b) zawory bezpieczeństwa.
c) zawory dławiące.
d) rozdzielacze.
14. Do przekładni cięgnowych zaliczamy przekładnie
a) pasowe.
b) cierne.
c) zębate.
d) zębate kątowe.
15. Do urządzeń wykonawczych napędu hydraulicznego zaliczamy
a) zbiorniki.
b) siłowniki hydrauliczne.
c) filtry.
d) zawory odcinające.
16. Działanie hamulców oparte jest o wykorzystanie
a) momentu obrotowego.
b) pary sił.
c) siły tarcia.
d) siły odśrodkowej.

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
17. Maszyna zamieniająca energię mechaniczną na energię elektryczną to
a) twornik.
b) prądnica.
c) pompa.
d) silnik elektryczny.
18. Maszyna zamieniająca energię elektryczną na energię mechaniczną to
a) silnik.
b) przekładnia.
c) sprężarka.
d) łożysko.
19. Sprzęgło służy do łączenia
a) dwóch osi.
b) dwóch wałów.
c) osi i wałów.
d) przekładni mechanicznych.
20. Wały mogą przenosić naprężenia
a) skręcające i zginające.
b) skręcające i rozciągające.
c) zginające i ścinające.
d) zginające i ściskające.
„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Stosowanie maszyn, urządzeń i narzędzi kaletniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Białczak B.: Maszyny i urządzenia w przemyśle odzieżowym. WSiP, Warszawa1995
2. Bożeno L.: Maszynoznawstwo dla zasadniczych szkół zawodowych. WSiP, Warszawa
1994
3. Charasz A., Matuszewski S.: Eksploatacja maszyn i urządzeń obuwniczych. WSIw
Radomiu, Radom 1982
4. Dreszer J.: Zarys elektroniki. WSiP, Warszawa 1987
5. Grabkowski M. (red.): Zarys procesów wytwarzania obuwia. Skrypt Politechniki
Radomskiej, Radom 2003
6. Kurmaz L. W., Kurmaz O. L.: Projektowanie węzłów i części maszyn. Wydawnictwo
Politechniki Świętokrzyskiej, Kielce 2006
7. Malik B.: Podstawy konstrukcji maszyn (zbiór zadań). Wydawnictwo Szkolne PWN,
Warszawa – Łódź 2000
8. Nowicki J.: Podstawy
elektrotechniki
i
elektroniki
dla
zasadniczych
szkół
nieelektrycznych. WSIP, Warszawa 1999
9. Pala S.: Maszyny i urządzenia obuwnicze. WSP, Warszawa 1973
10. Rutkowski A., Stępień A.: Zbiór zadań z części maszyn. WSiP, Warszawa 1994
11. Mały Poradnik mechanika. Tom I i II. WNT, Warszawa 1994
12. Praca zbiorowa: Podstawy racjonalnej eksploatacji maszyn. Instytut Technologii
Eksploatacji, Radom 1996
13. http://free.polbox.pl/s/svitpol/06160p3.jpg
14. http://www.fabjano.pl/ok-896b.html
15. http://www.hoffman.com.pl/sklep/images/hf-140s.jpg
16. http://www.mechanik.pl/index.php?show=ofe_8
{kind=link}
{kind=link}
Wyszukiwarka
Podobne podstrony:
Stosowanie maszyn, urządzeń i narzędzi kaletniczych
04 Stosowanie maszyn i urzadzen Nieznany
04 Stosowanie maszyn i urządzeń w produkcji mięsa
04 Uzytkowanie maszyn i urzadze Nieznany (3)
06 Stosowanie maszyn i urządzeń elektrycznych
Stosowanie maszyn i urządzeń drogowych
04 Użytkowanie maszyn i urządzeń
Charakteryzowanie narzędzi, maszyn i urządzeń stosowanych w tapicerstwie
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Eksploatowanie Maszyn i Urządzeń Stosowanych w Produkcji Zwierzęcej
operator maszyn i urzadzen do obrobki plastycznej 812[01] z2 04 n
operator maszyn i urzadzen odlewniczych 812[03] o1 04 u
mechanik maszyn i urzadzen drogowych 833[01] o1 04 u
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 n
Analizowanie działania oraz stosowanie podstawowych maszyn i urządzeń elektrycznych
operator maszyn i urzadzen metalurgicznych 812[02] z2 04 u
operator maszyn i urzadzen odlewniczych 812[03] z2 04 u
więcej podobnych podstron