
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Katarzyna Pacholska
Wytwarzanie dzianin techniką osnowową 826[01].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Andrzej Konarczak
mgr inż. Hanna Walczak
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z3.03
Wytwarzanie dzianin techniką osnowową, zawartego w modułowym programie nauczania dla
zawodu operator maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Dzianina kolumienkowa, jej budowa i właściwości
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
11
4.1.3.
Ć
wiczenia
11
4.1.4.
Sprawdzian postępów
13
4.2.
Budowa i działanie osnowarek
14
4.2.1.
Materiał nauczania
14
4.2.2.
Pytania sprawdzające
26
4.2.3.
Ć
wiczenia
27
4.2.4.
Sprawdzian postępów
28
4.3.
Obsługa osnowarki
29
4.3.1.
Materiał nauczania
29
4.3.2.
Pytania sprawdzające
33
4.3.3.
Ć
wiczenia
33
4.3.4.
Sprawdzian postępów
34
4.4.
Kontrola jakości dzianin wytworzonych na osnowarkach
35
4.4.1.
Materiał nauczania
35
4.4.2.
Pytania sprawdzające
38
4.4.3.
Ć
wiczenia
38
4.4.4.
Sprawdzian postępów
40
5.
Sprawdzian osiągnięć
41
6.
Literatura
46
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o budowie i właściwościach dzianin
kolumienkowych, technologii ich wytwarzania i kształtowaniu umiejętności bezpiecznej
obsługi osnowarek.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych w module.
826[01].Z3.03
Wytwarzanie dzianin
techniką osnowową
826[01].Z3
Technologia dzianych wyrobów
włókienniczych
826[01].Z3.01
Wytwarzanie dzianin
techniką szydełkowania
rządkowego
826[01].Z3.02
Wytwarzanie dzianin
techniką falowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawowymi pojęciami z zakresu materiałoznawstwa włókienniczego,
−
identyfikować surowce włókiennicze,
−
definiować podstawowe wskaźniki technologiczne przędz,
−
rozpoznawać podstawowe elementy i mechanizmy maszyn i urządzeń włókienniczych,
−
korzystać z katalogu części maszyn,
−
odczytywać dokumentację techniczno-technologiczną maszyn i wyrobów,
−
charakteryzować wymagania dotyczące bezpieczeństwa pracy przy urządzeniach
i maszynach włókienniczych,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
monitorować jakość wytwarzanych półproduktów,
−
obsługiwać komputer,
−
współpracować w grupie,
−
charakteryzować etapy dziania w układzie rządkowym – na szydełkarkach i falowarkach,
−
obliczać parametry dzianin rządkowych,
−
rozróżniać sploty dzianin rządkowych,
−
określać budowę oczka,
−
określać kierunek kolumienek kolumienek i rządków w dzianinie rządkowej,
−
charakteryzować (właściwości) cechy dzianin rządkowych o splotach podstawowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
określić budowę dzianiny,
−
rozróżnić sploty dziewiarskie wytwarzane na osnowarkach,
−
określić przeznaczenie dzianin wytwarzanych na osnowarkach,
−
obliczyć parametry strukturalne dzianin,
−
określić dzianiny wytwarzane techniką osnowową,
−
scharakteryzować rodzaje osnowarek oraz mechanizmów i urządzeń zastosowanych
w osnowarkach,
−
określić rodzaje i sposób współpracy elementów oczkotwórczych zastosowanych
w osnowarkach,
−
zastosować instrukcje obsługi mechanizmów i urządzeń osnowarek,
−
dobrać surowce do wykonania dzianiny,
−
zorganizować stanowisko pracy,
−
przewlec nitki przez elementy osnowarki i uruchomić ją,
−
ustawić urządzenia pomocnicze zapewniające właściwy przebieg procesu dziania,
−
obsłużyć osnowarkę,
−
sprawdzić wykonanie dzianiny,
−
rozpoznać błędy w pracy osnowarki powstałe w czasie wytwarzania dzianiny i je usunąć,
−
uporządkować stanowisko pracy,
−
ocenić jakość wytworzonej dzianiny,
−
wykonać obliczenia dotyczące kosztów produkcji dzianin techniką osnowową,
−
wykonać konserwację maszyny zgodnie z instrukcją,
−
dokonać sortowania odpadów produkcyjnych,
−
zastosować przepisy bezpieczeństwa i higieny pracy i ochrony przeciwpożarowej,
−
wykorzystać normy, instrukcje i literaturę zawodową dotyczące maszyn i urządzeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Dzianina kolumienkowa, jej budowa i właściwości
4.1.1. Materiał nauczania
Budowa dzianiny kolumienkowej
Dzianina kolumienkowa jest płaskim wyrobem włókienniczym wytwarzanym w procesie
dziania z jednej lub wielu nitek przez formowanie i wzajemne łączenie oczek.
Różne kształty i połączenia oczek różnicują dzianiny pod względem splotu i wyglądu
zewnętrznego.
Powierzchnię wycinka najprostszej dzianiny można przedstawić w postaci uproszczonej,
jako zbiór połączonych ze sobą oczek tworzących rządki i kolumienki.
Oczko jest to uformowana z przędzy pętla połączona z pętlami oczek sąsiednich w rządku
i kolumience lub tylko w kolumience.
W budowie dzianin kolumienkowych pojedyncze oczko jest najczęściej oczkiem
zamkniętym.
a)
b)
Rys. 1. Oczko w dzianinie kolumienkowej: a) otwarte, b) zamknięte [7, s. 291]
Dzianiny kolumienkowe wytwarzane na maszynach zwanych osnowarkami dzielimy na
dzianiny lewoprawe, wytwarzane na maszynach z jednym grzebieniem igłowym i dzianiny
dwuprawe, wytwarzane na maszynach z dwoma grzebieniami igłowymi.
Dzianiny lewoprawe i dwuprawe mogą być utworzone ze splotów podstawowych,
pochodnych i wzorzystych.
Do podstawowych splotów dzianin kolumienkowych zaliczamy:
−
splot łańcuszkowy,
−
splot trykotu,
−
splot sukna,
−
splot atłasu,
−
splot aksamitu.
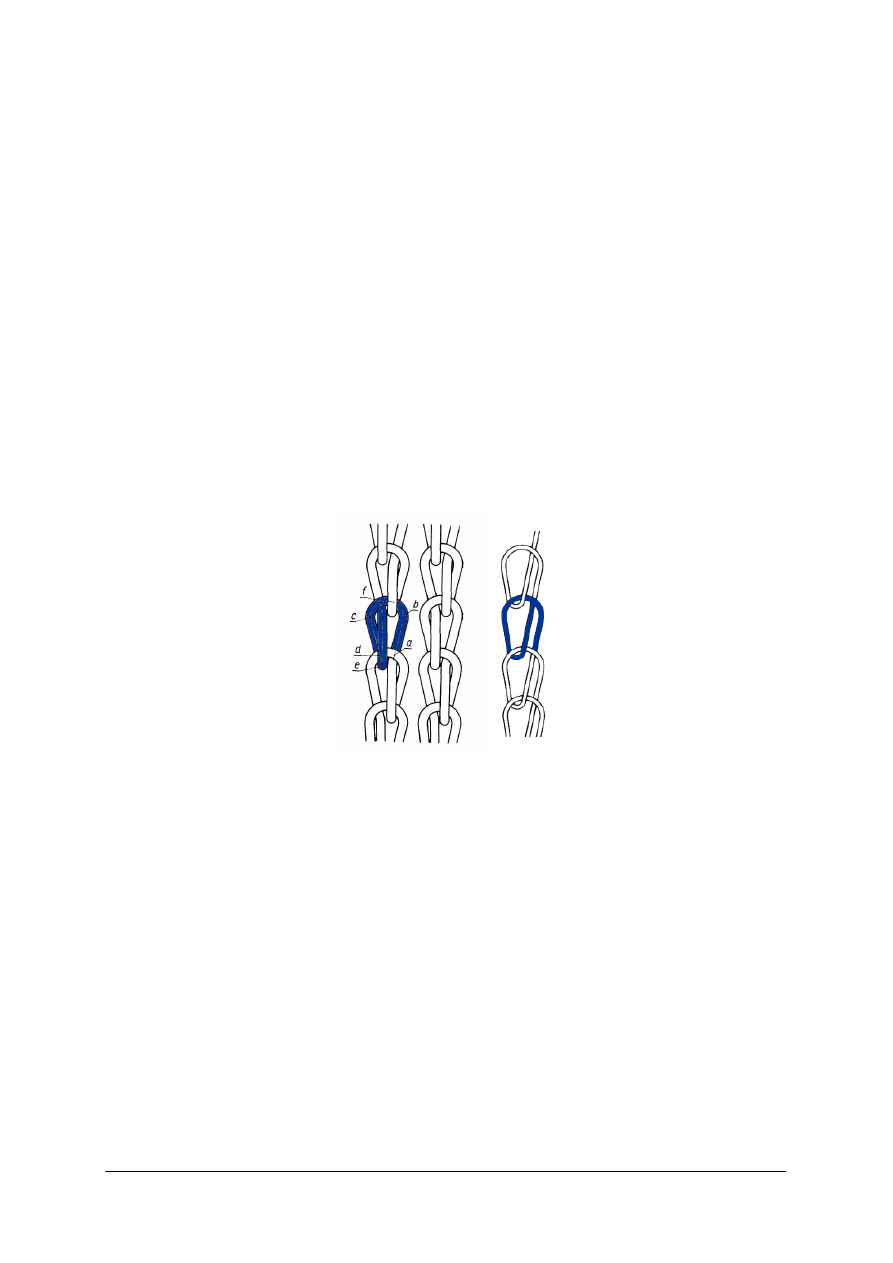
Splot łańcuszkowy (rys. 2) powstaje wtedy, gdy oczka zamknięte lub otwarte są
formowane z jednej nitki na jednej i zawsze tej samej igle. Ten typ splotu znajduje
zastosowanie przy wytwarzaniu dzianin dekoracyjnych, sieci rybackich bezwęzłowych, siatek
tiuli.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
Rys. 2. Splot łańcuszkowy: a) o oczkach zamkniętych, b) o oczkach otwartych, a’, b’) rysunki schematyczne
tych splotów [2, s. 248]
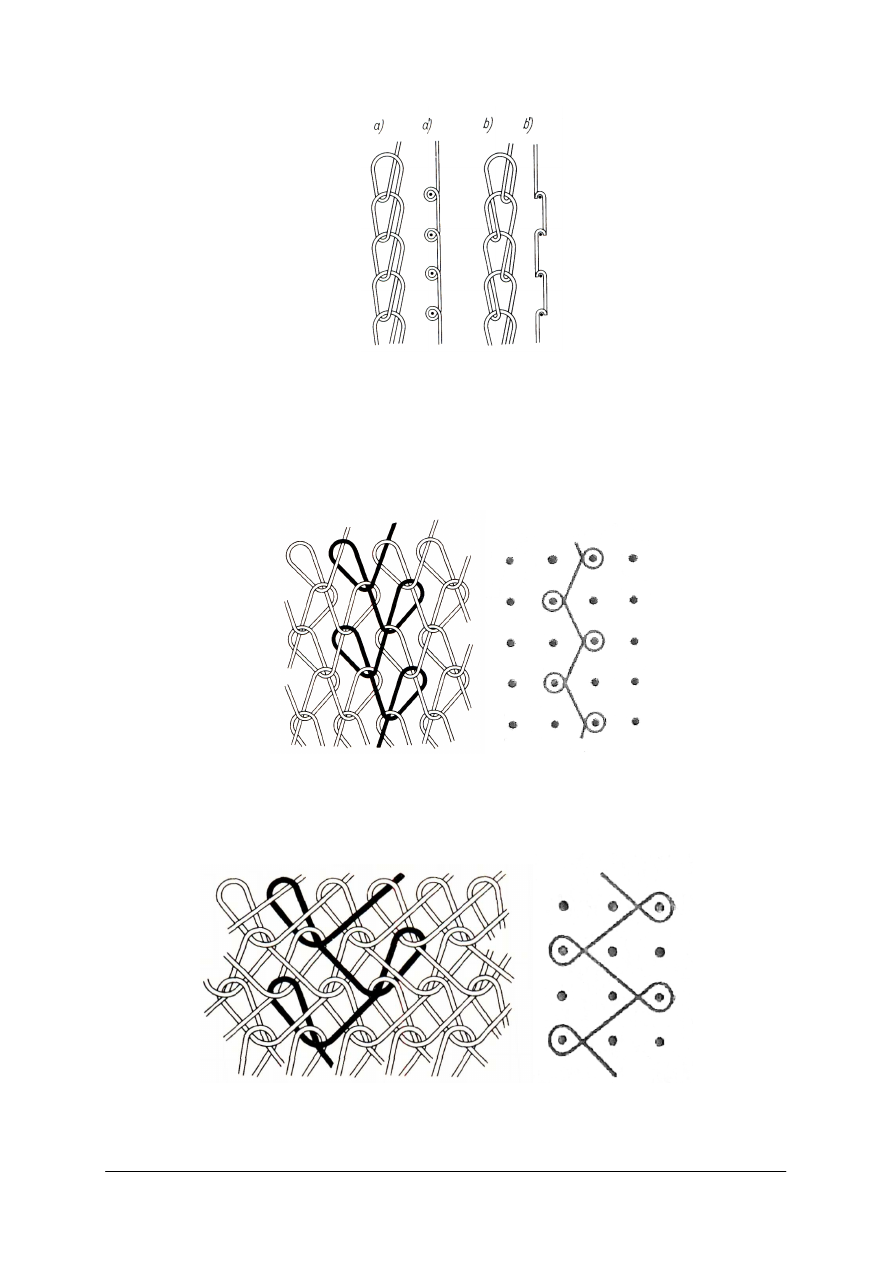
Splot trykotu (rys. 3) powstaje w wyniku formowania oczek kolejno raz na jednej, drugi
raz na sąsiedniej igle. Może być tworzony z oczek zamkniętych, otwartych lub przemiennie
z różnego połączenia dwóch rodzajów oczek. Ten typ splotu znajduje powszechne
zastosowanie w produkcji dzianin kolumienkowych.
a)
b)
Rys. 3. Trykot: a) splot trykotu, b) schemat splotu [2, s. 248]
Splot sukna (rys. 4) jest splotem podobnym do splotu trykotu. Podczas tworzenia splotu
elementy oczkotwórcze (iglice) przenoszą nitkę do uformowania oczka przez dwie igły.
a)
b)
Rys. 4. Sukno: a) splot sukna, b) schemat splotu [2, s. 249]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
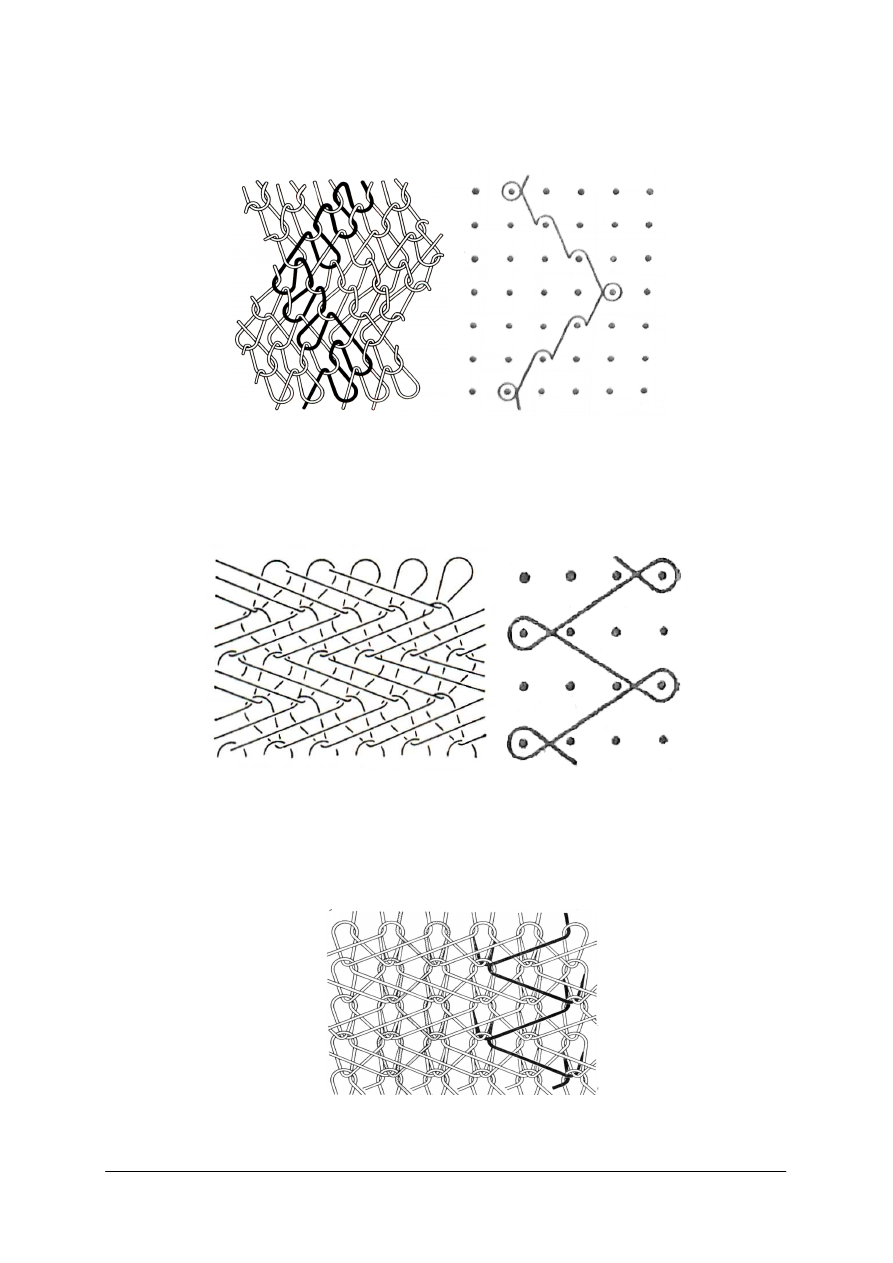
Splot atłasu (rys. 5) powstaje gdy iglice podają nitki przesunięte o jedną igłę kilka razy
w prawo, a potem tyle samo razy przesuniętą w lewo.
a)
b)
Rys. 5. Atłas: a) splot atłasu, b) schemat splotu [2, s. 249]
Splot aksamitu (rys. 6.) powstaje przy przesunięciu iglic większym niż trzy podziałki
uiglenia, np. cztery. W ten sposób powstaje aksamit czteroigłowy. Splot ten tworzony jest
z oczek zamkniętych lub otwartych.
a)
b)
Rys. 6. Aksamit: a) splot aksamitu, b) schemat splotu [7, s. 244]
Sploty pochodne, nazywane również fantazyjnymi, powstają w wyniku połączenia dwóch
lub kilku splotów podstawowych w ruchu jednej maszynki. W efekcie połączenia rzutów
powstają różnorodne wzory nadające dzianinie różne właściwości. Przykładami splotów
pochodnych są: łańcuszek – trykot, łańcuszek – sukno, trykot – aksamit, atłas – sukno, itp.
Rys. 7. Splot trykot – sukno [7, s. 250]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Efekty wzorzyste na dzianinach kolumienkowych można osiągnąć przez:
−
nawleczenie maszyny barwną nitką i odpowiednie ich sterowanie,
−
niepełne nawleczenie maszynek – efekt ażurowy,
−
platerowanie – zakładanie w odpowiedniej kolejności dwóch lub wielu nitek na jedną igłę,
−
nabieranie oczek,
−
wprowadzenie w strukturę dzianiny wątku – nitek osnowy, z których nie są tworzone oczka.
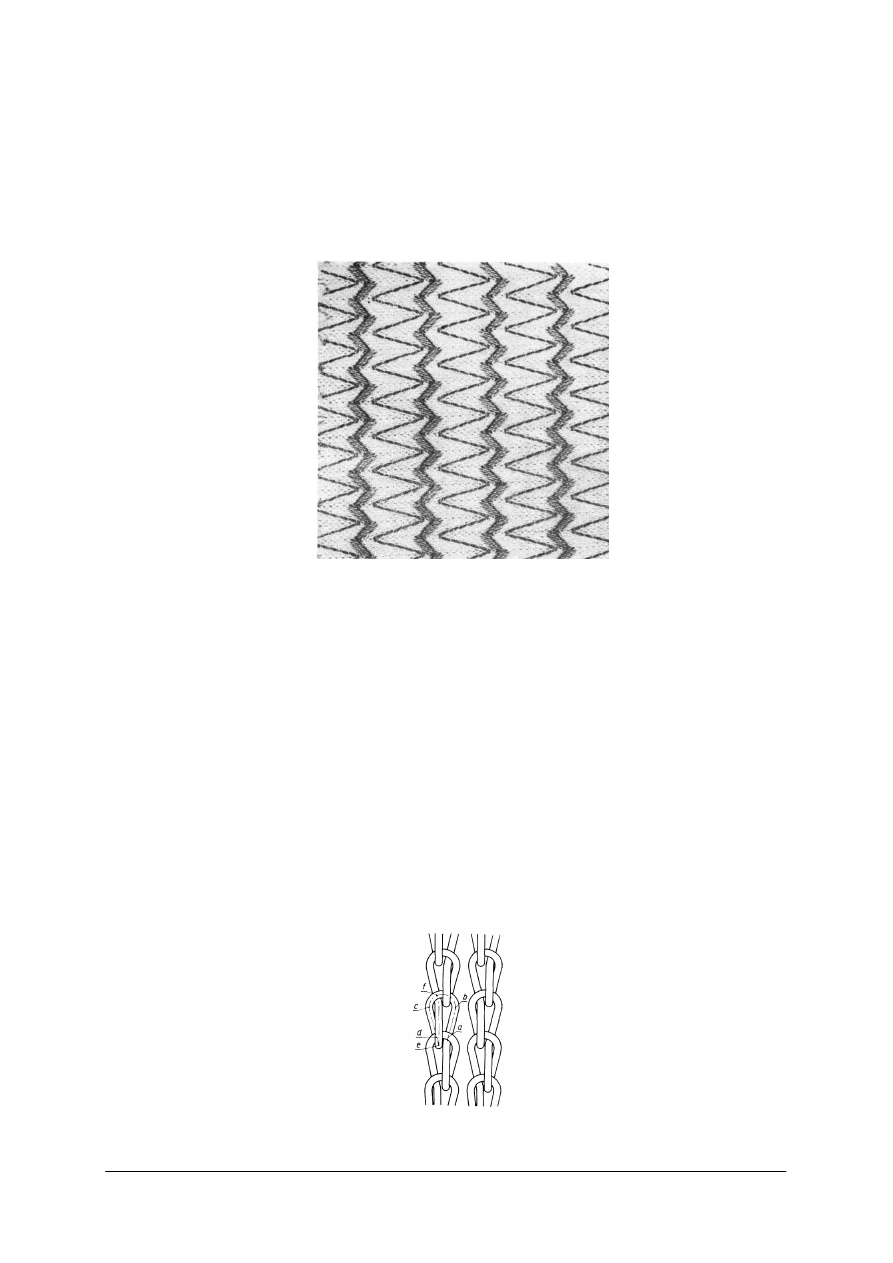
Rys. 8. Dzianina wątkowa o splocie atłasu [7, s. 259]
Podstawowe parametry i właściwości dzianin kolumienkowych
Parametry charakteryzujące dzianinę kolumienkową to:
−
numer przerobionej nitki,
−
długość nitki w oczku,
−
ś
cisłość,
−
masa metra kwadratowego,
−
rozciągliwość,
−
zapełnienie,
−
wrobienie.
Pierwszy parametr – numer przerobionej nitki – określa grubość nitki, jaką można
przerobić na danej osnowarce.
Grubość nitki zależy od numeru uiglenia maszyny, liczby osnów i rodzaju wytwarzanej
dzianiny.
Długość nitki w oczku jest sumą długości wierzchołka oczka bc, dwóch ramion ab i cd
oraz łącznika def (rys. 9).
Rys. 9. Długość nitki w oczku dzianiny kolumienkowej [7, s. 291]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Ś
cisłość dzianin kolumienkowych określa się w dwóch kierunkach:
Ś
cisłość poziomą P
k
mierzoną wzdłuż rządków oraz ścisłość pionową P
r
mierzoną
wzdłuż kolumienek.
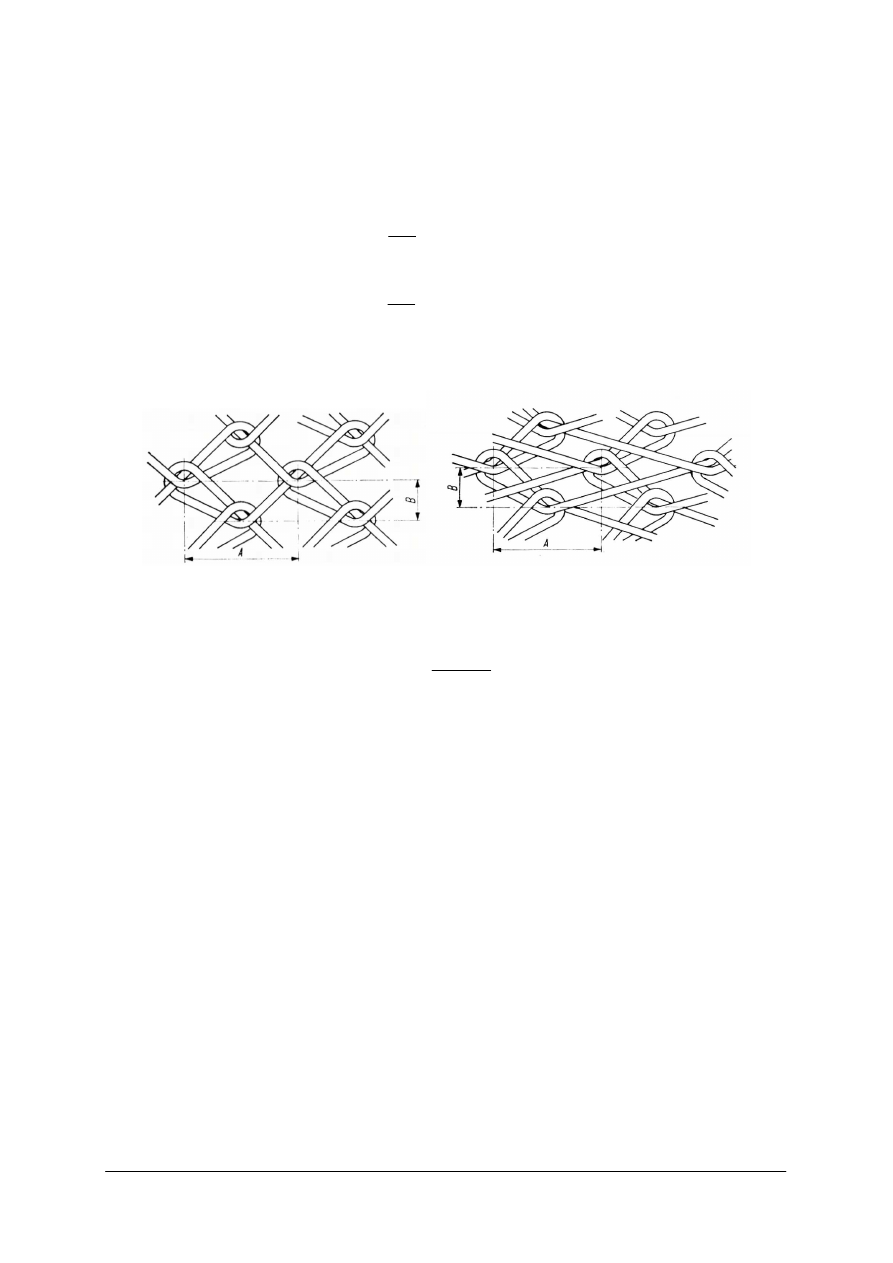
Jeżeli literą A oznaczymy szerokość oczka, to ścisłość poziomą P
k
obliczymy
z zależności:
A
P
k
100
=
[oczek/100 mm]
Jeżeli literą B oznaczymy wysokość oczka to ścisłość pionową P
r
obliczymy z zależności:
B
P
r
100
=
[oczek/100 mm]
gdzie :
A – szerokość oczka [mm],
B – wysokość oczka [mm].
Rys. 10. Wymiary oczka dzianin kolumienkowych: A szerokość oczka, B wysokość oczka [7, s. 290]
Obliczając masę metra kwadratowego dzianiny kolumienkowej, musimy skorzystać
z zależności:
v
Nm
P
P
l
Q
k
r
m
⋅
⋅
⋅
⋅
=
1
,
0
2
[g]
w której:
l – długość nitki wrobionej w oczko,
P
k
, P
r
–ścisłości,
Nm – numer metryczny nitki,
ν
– liczba nitek występująca w oczku.
Rozciągliwość – jest to zdolność dzianiny do wydłużania się w wyniku działania sił
rozciągających. Cechą charakterystyczną dzianin kolumienkowych jest ich różna
rozciągliwość w kierunku rządków i kolumienek. Dzianiny kolumienkowe mają także
rozciągliwość mniejszą od dzianin rządkowych.
Do korzystnych właściwości dzianin kolumienkowych lewoprawych należy także
zaliczyć:
−
stosunkowo niską masę metra bieżącego,
−
dobre wypełnienie,
−
niską kurczliwość,
−
mniejszą intensywność zwijania brzegów surowej dzianiny, niż w przypadku dzianin
rządkowych.
Właściwości dzianin kolumienkowych zależą w dużym stopniu, tak jak w dzianinach
rządkowych od rodzaju surowca z jakiego są wykonane, struktury nitki i rodzaju splotu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Surowce do wytwarzania dzianin i asortyment wyrobów dziewiarskich
Na osnowarkach przerabia się nitki z włókien naturalnych i chemicznych, staplowych
i ciągłych. Nitka powinna charakteryzować się dobrą wytrzymałością mechaniczną, posiadać
niewysoki i równomierny skręt oraz dużą równomierność grubości.
Nitki z włókien ciągłych, najczęściej wiskozowych i poliamidowych przerabia się na
osnowarkach o wysokich numerach uiglenia, nitki z włókien staplowych na osnowarkach
o niższych numerach uiglenia.
Do produkcji dzianin stosuje się nitki jednorodne: bawełniane, wełniane,
poliakrylonitrylowe wykonane z włókien niekurczliwych i poliakrylonitrylowe
puszyste
wykonane z mieszanek włókien
kurczliwych i niekurczliwych.
Oprócz nitek jednorodnych do produkcji dzianin wykorzystuje się nitki z włókien
mieszanych np. nitka bawełniana w połączeniu z włóknami chemicznymi, nitka bawełniana
w połączeniu z włóknami poliakrylonitrylowymi, nitka bawełniana lub bawełnopodobna
w połączeniu z włóknami lnianymi.
Z nitek bawełnianych i bawełnopodobnych wykonuje się dzianiny przeznaczone na
wyroby bieliźniane, odzieżowe i dekoracyjne.
Nitki
wełniane używa się do wyrobu dzianin odzieżowych i na wyroby imitujące futra.
Nitki wiskozowe z włókien ciągłych przerabia się na dzianiny przeznaczone na koszule,
bieliznę, bluzki, itp. Ciągłe nitki z włókien poliamidowych i poliestrowych wykorzystuje się do
produkcji dzianin przeznaczonych na wyroby bieliźniane, odzieżowe oraz koronki i firanki.
Na osnowarkach przerabia się także nitki do produkcji dzianin przeznaczonych na
wyroby dekoracyjne i specjalne. Efekty wzornicze otrzymuje się przy wykorzystaniu nitek
fantazyjnych.
Dzianiny o znacznej sprężystości wykorzystywane do produkcji odzieży przylegającej do
ciała wytwarza się przy zastosowaniu nitek teksturowanych poliuretanowych i poliamidowych
sczepianych pneumatycznie. Niepalne firanki i zasłony otrzymuje się z dzianin wykonanych
z włókien szklanych.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie sploty dzianin kolumienkowych wyróżniamy w grupie splotów podstawowych?
2.
Jakie rodzaje oczek występują w dzianinach kolumienkowych?
3.
Z ilu i z jakich odcinków składa się oczko dziewiarskie ?
4.
Jakie są rodzaje ścisłości dzianiny kolumienkowej?
5.
Jakimi symbolami oznaczone są ścisłości i masa powierzchniowa dzianiny?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Określ rodzaj splotu pięciu próbek dzianin kolumienkowych, wskaż ich charakterystyczne
cechy: rodzaj oczka, przesunięcie oczek oraz narysuj schemat wybranego splotu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
ułożyć otrzymane od nauczyciela próbki na równym, czystym i dobrze oświetlonym
blacie stołu,
2)
oznaczyć próbki kolejnymi numerami: 1, 2, 3, 4, 5,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
3)
obejrzeć poszczególne próbki pod mikroskopem, zwracając uwagę na charakterystyczne
elementy budowy splotów,
4)
zapisać wyniki obserwacji:
−
próbka nr 1 – splot .........................., oczka…………… przesunięte o ……….. iglic,
−
próbka nr 2 – splot .........................., oczka…………… przesunięte o ……….. iglic,
−
próbka nr 3 – splot .........................., oczka…………… przesunięte o ……….. iglic,
−
próbka nr 4 – splot .........................., oczka…………… przesunięte o ……….. iglic,
−
próbka nr 5 – splot .........................., oczka…………… przesunięte o ……….. iglic,
5)
wybrać jedną z próbek,
6)
obejrzeć wybraną próbkę pod mikroskopem,
7)
narysować schemat wybranego splotu, wzorując się na obrazie z mikroskopu.
Wyposażenie stanowiska pracy:
−
pięć próbek dzianin kolumienkowych o różnych splotach,
−
mikroskop,
−
papier formatu A4 oraz przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Oblicz masę metra kwadratowego każdej z czterech próbek dzianin kolumienkowych
wykonanych z nitki o grubości powyżej 200 tex.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w Poradniku dla ucznia wzory potrzebne do obliczeń,
2)
rozłożyć otrzymane od nauczyciela próbki na równym, czystym i dobrze oświetlonym
blacie stołu,
3)
oznaczyć próbki kolejnymi numerami:1, 2, 3, 4,
4)
wyznaczyć za pomocą lupki włókienniczej ścisłość rządkową i kolumienkową,
5)
zaznaczyć kolorowym pisakiem na każdej dzianinie pojedyncze oczko, wypleść
zaznaczoną nitkę i zmierzyć jej długość,
6)
zapisać wyniki obserwacji:
−
próbka nr 1 – l = ………………,
−
próbka nr 2 – l = ………………,
−
próbka nr 3 – l = ………………,
−
próbka nr 4 – l = ………………,
7)
obliczyć na podstawie dokonanych pomiarów masy powierzchniowe wszystkich próbek,
8)
porównać otrzymane wyniki,
9)
uszeregować próbki rosnąco zgodnie z wyliczonymi wartościami ścisłości.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
cztery próbki dzianin kolumienkowych o różnych ścisłościach,
−
lupka włókiennicza,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia: dzianina kolumienkowa, oczko, rządek oczek,
kolumienka oczek?
2)
nazwać podstawowe sploty dzianin kolumienkowych?
3)
zdefiniować podstawowe sploty dzianin kolumienkowych ?
4)
wymienić parametry charakteryzujące dzianinę kolumienkową?
5)
obliczyć parametry strukturalne dzianin?
6)
wymienić korzystne własności dzianin kolumienkowych?
7)
wymienić
surowce
wykorzystywane
do
produkcji
dzianin
kolumienkowych?
8)
rozpoznać rodzaj splotu dzianiny kolumienkowej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Budowa i działanie osnowarek
4.2.1.
Materiał nauczania
Klasyfikacja osnowarek
Wytwarzanie dzianin kolumienkowch odbywa się na maszynach nazywanych
osnowarkami lub maszynami osnowowymi.
Osnowarki są maszynami, w których igły tworzą oczka z nitek osnowy ułożonych
względem siebie równolegle.
W zależności od rodzaju zastosowanych igieł rozróżniamy osnowarki z:
−
igłami haczykowymi,
−
igłami języczkowymi,
−
igłami dwudzielnymi rurkowymi i suwakowymi,
−
igłami do przeszywania.
W grupie maszyn pracujących igłami haczykowymi wyróżniamy osnowarki:
−
jednogrzebieniowe, w których grzebień igłowy jest ustawiony poziomo lub pionowo,
−
dwugrzebieniowe, w których grzebienie igłowe są ustawione pionowo, a igły leżą
w płaszczyznach do siebie równoległych.
W zależności od kształtu grzebienia igłowego rozróżniamy osnowarki:
−
płaskie,
−
okrągłe.
W zależności od liczby maszynek, które zakładają na igły nitki osnowy, rozróżnia się
osnowarki:
−
dwumaszynkowe,
−
trzymaszynkowe,
−
sześciomaszynkowe,
−
dwunastomaszynkowe,
−
dwudziestoczteromaszynkowe.
W każdej osnowarce znajdują się następujące grupy mechanizmów:
−
mechanizmy bezpośrednio biorące udział w tworzeniu oczek, do których należą
mechanizm igłowy, płaszczkowy, iglicowy (maszynka), prasa w osnowarkach z igłami
haczykowymi lub grzebień spychający w osnowarkach z igłami języczkowymi,
−
mechanizmy i urządzenia pośrednio biorące udział w tworzeniu oczek, do których należą:
urządzenia podające osnowę, utrzymujące stałe napięcie podawanej osnowy oraz
urządzenia odbierające i nawijające dzianinę,
−
urządzenia napędzające i sterujące, do których należą wzornice, układy krzywkowe
i napędowe,
−
mechanizmy pomocnicze,
−
mechanizm czujnikowy wyłączający maszynę w przypadku awarii.
Cechy charakterystyczne osnowarek to:
−
numer uiglenia,
−
szerokość robocza grzebienia igłowego wyrażona w calach,
−
liczba grzebieni igłowych,
−
rodzaj igieł,
−
liczba maszynek,
−
rodzaj wzornicy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Elementy osnowarek bezpośrednio formujące oczka dzianiny
Igły
Podstawowym elementem bezpośrednio formującym oczko są igły.
Praca igieł, niezależnie od ich budowy, sprowadza się do uchwycenia podanej nitki
i następnie przeciągania jej przez oczko poprzedniego rządka.
W maszynach osnowowych stosuje się różnorodne igły.
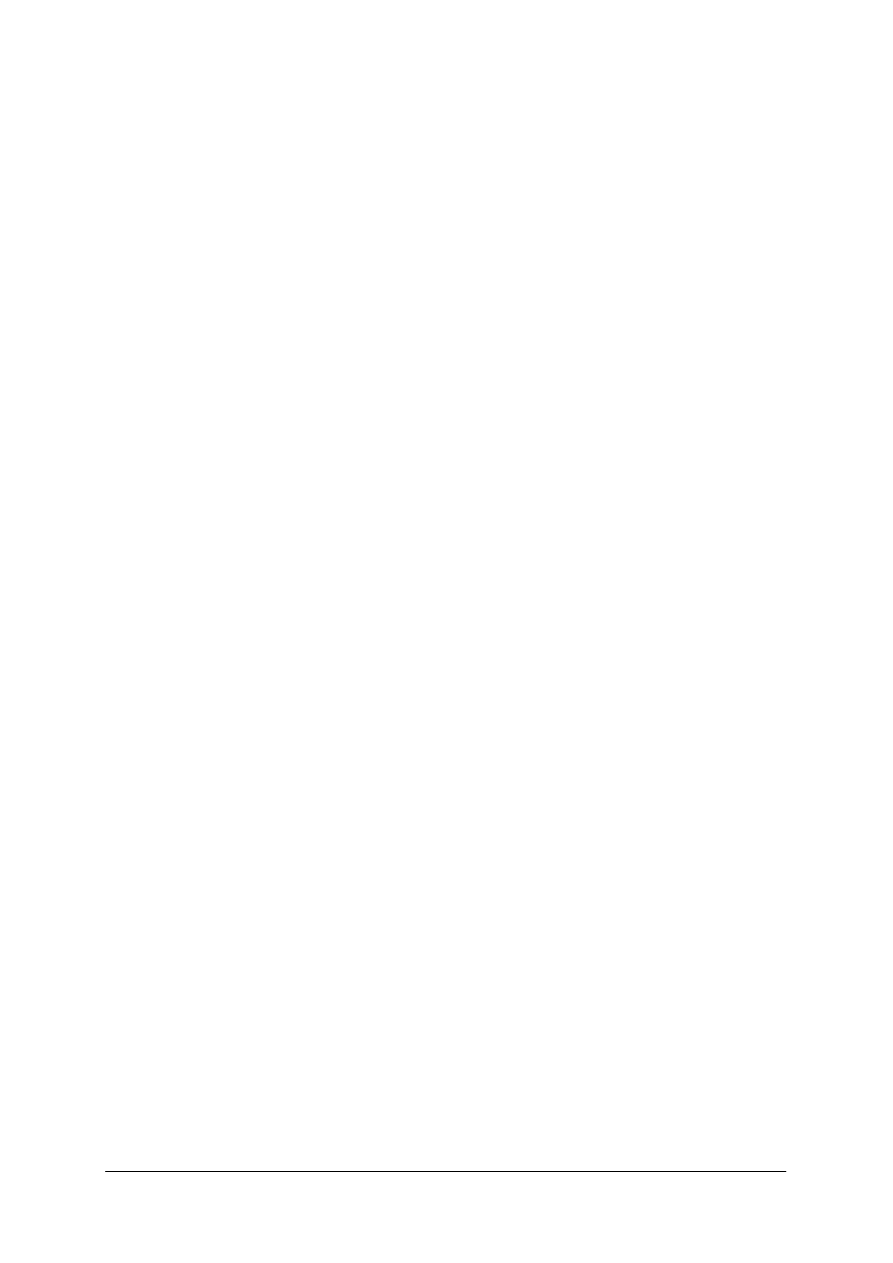
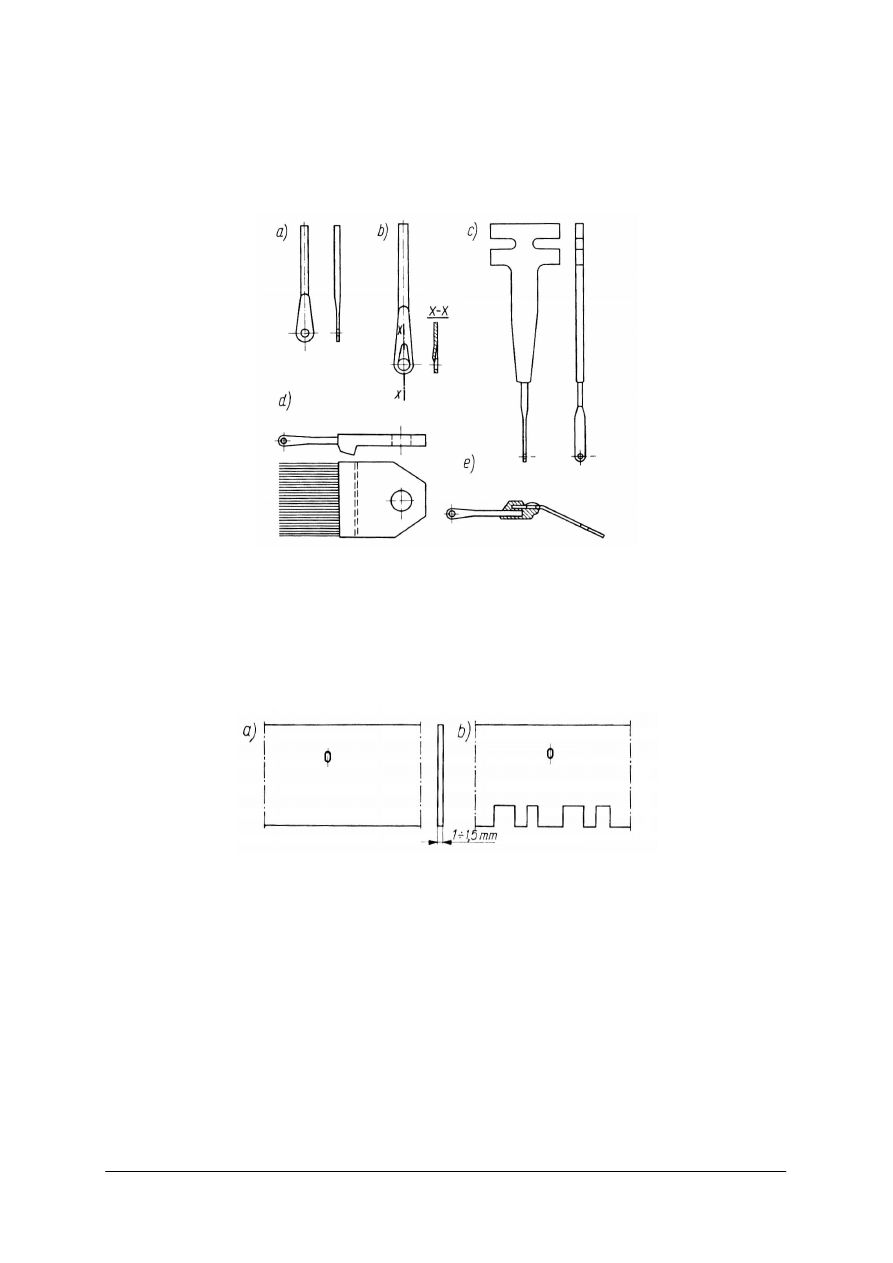
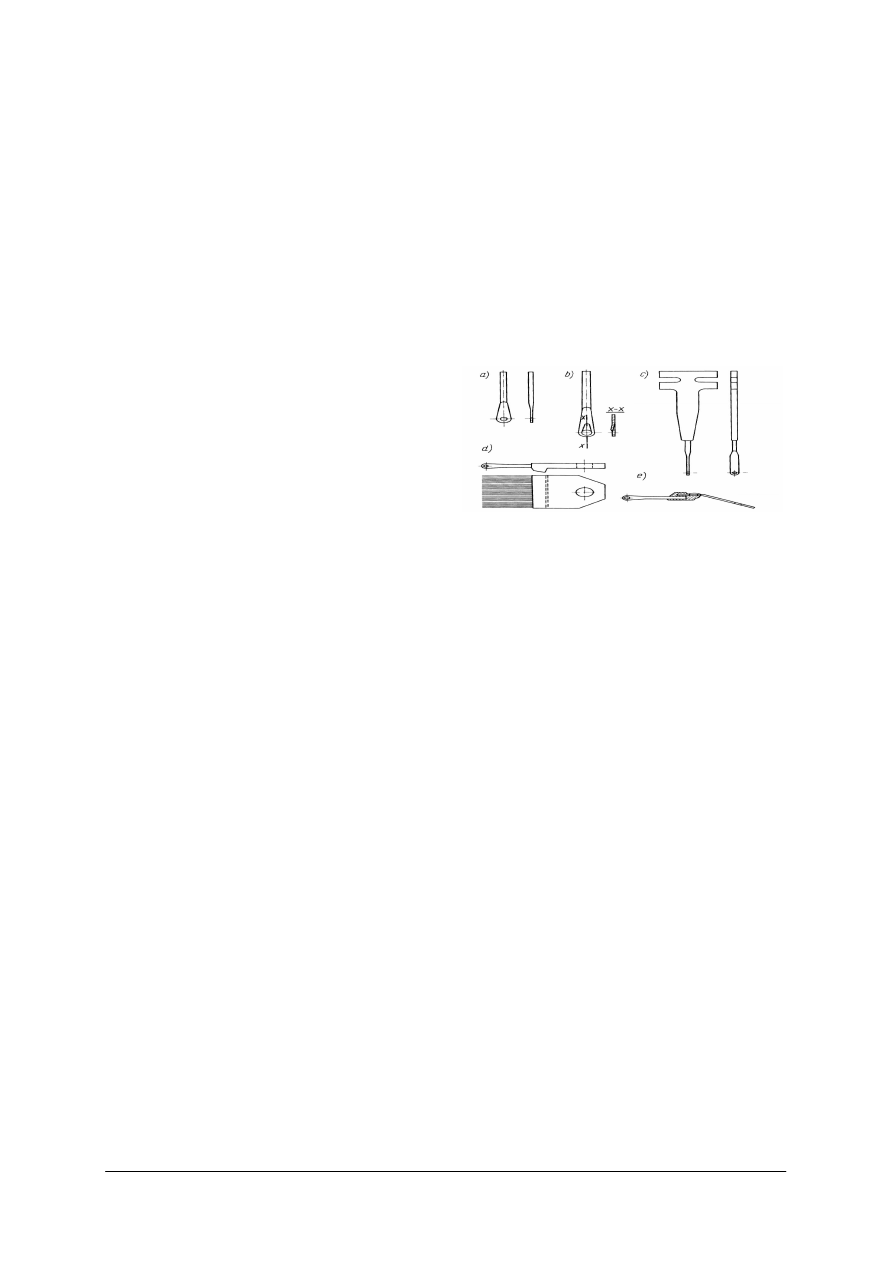
Rys. 11. Igły stosowane w osnowarkach: a) haczykowe, b) języczkowe z długim języczkiem, c) języczkowe
z długim haczykiem, d) dwudzielne suwakowe, e) dwudzielne rurkowe, f) dwudzielne do przeszywania
[7, s.32]
Płaszczki
W większości osnowarek bezpośrednio z igłami współpracują płaszczki. Ich kształt jest
związany z budową maszyny i jej przeznaczeniem technologicznym. W procesie formowania
oczka płaszczki wycięciem przytrzymują dzianinę w czasie ruchu igły z tylnego w przednie
położenie, odciągają oczko poprzednio uformowanego rządka ku tyłowi igły, przytrzymują
dzianinę przy pionowym ruchu igły i oddzielają podaną na igłę nitkę od uprzednio
uformowanego oczka. Płaszczki i igły zalewane są w ołowiankach.
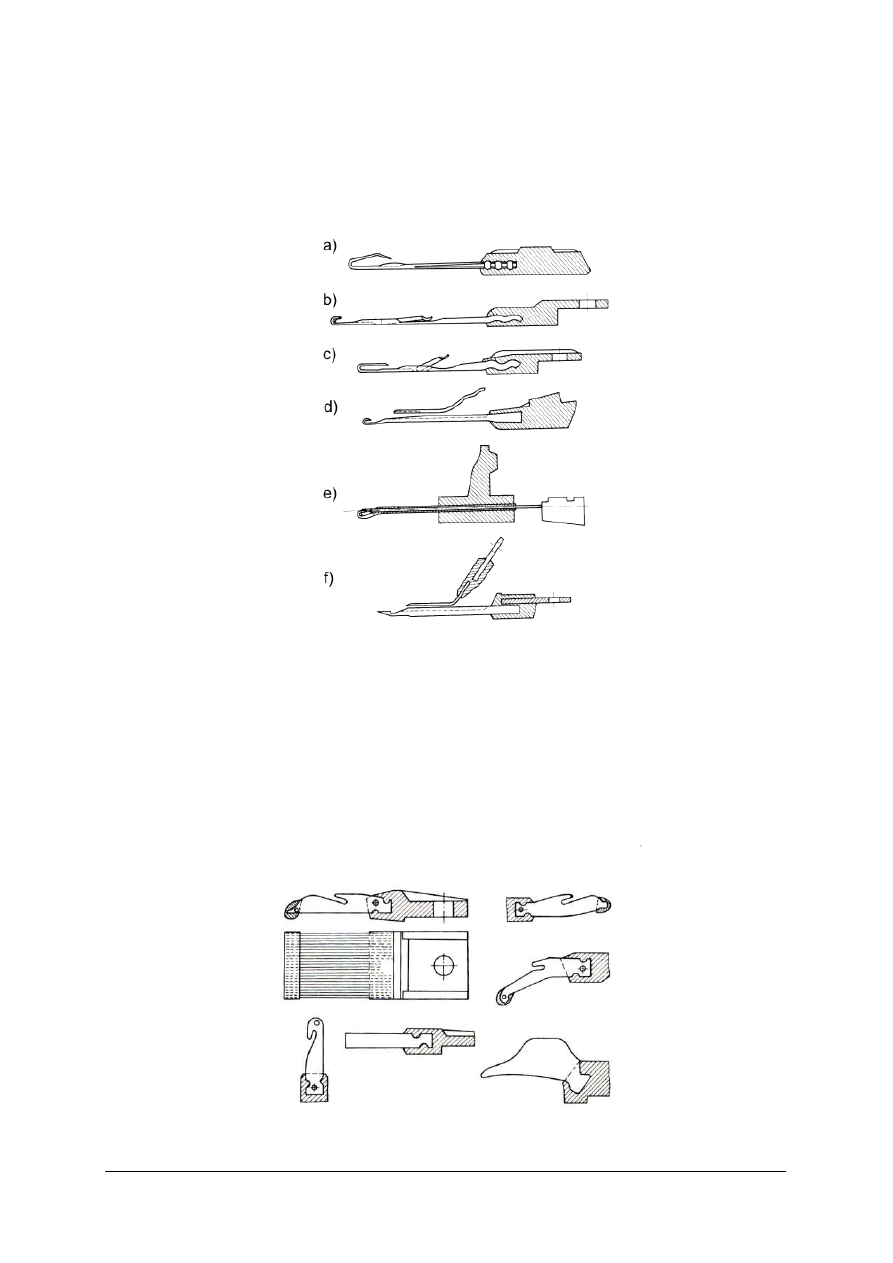
Rys. 12. Różne rodzaje płaszczek stosowane w różnego typu osnowarkach [7, s.35]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Iglice
W osnowarkach występują różne rodzaje iglic, których zadanie polega na zakładaniu nitki
osnowy na igły. Iglice, podobnie jak płaszczki, są zalewane w ołowiankach lub
zaprasowywane w wypraskach z masy plastycznej (rys. 13c). Na każdej ołowiance, w której
zatopiona jest iglica, wytłoczony jest numer uiglenia maszyny.
Rys. 13. Różne rodzaje iglic stosowane w osnowarkach: a, b) pojedyncze iglice, c) iglice z osnowarek
wielomaszynkowych, d, e) iglice w ołowiankach [7, s. 36]
Prasy
Prasa jest to listwa
o grubości 1–1,5 mm służąca do przyginania haczyków igieł
haczykowych.
W osnowarkach stosuje się prasy gładkie (rys. 14a) i prasy wycinane (rys.14b).
Prasy wycinane służą do wytwarzania dzianin o splotach nabieranych.
Rys. 14. Prasy wykorzystywane w osnowarkach z igłami haczykowymi: a) gładkie, b) wycinane [7, s. 38]
Grzebień spychający
W osnowarkach pracujących z igłami języczkowymi igły poruszają się w rowkach
grzebienia spychającego. Grzebień spychający wykonany jest z blachy, w górnej części
posiada wyfrezowane zęby, o które opiera się dzianina podczas ruchu igieł z przedniego
położenia w tylnie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Współpraca elementów bezpośrednio formujących oczka na osnowarkach
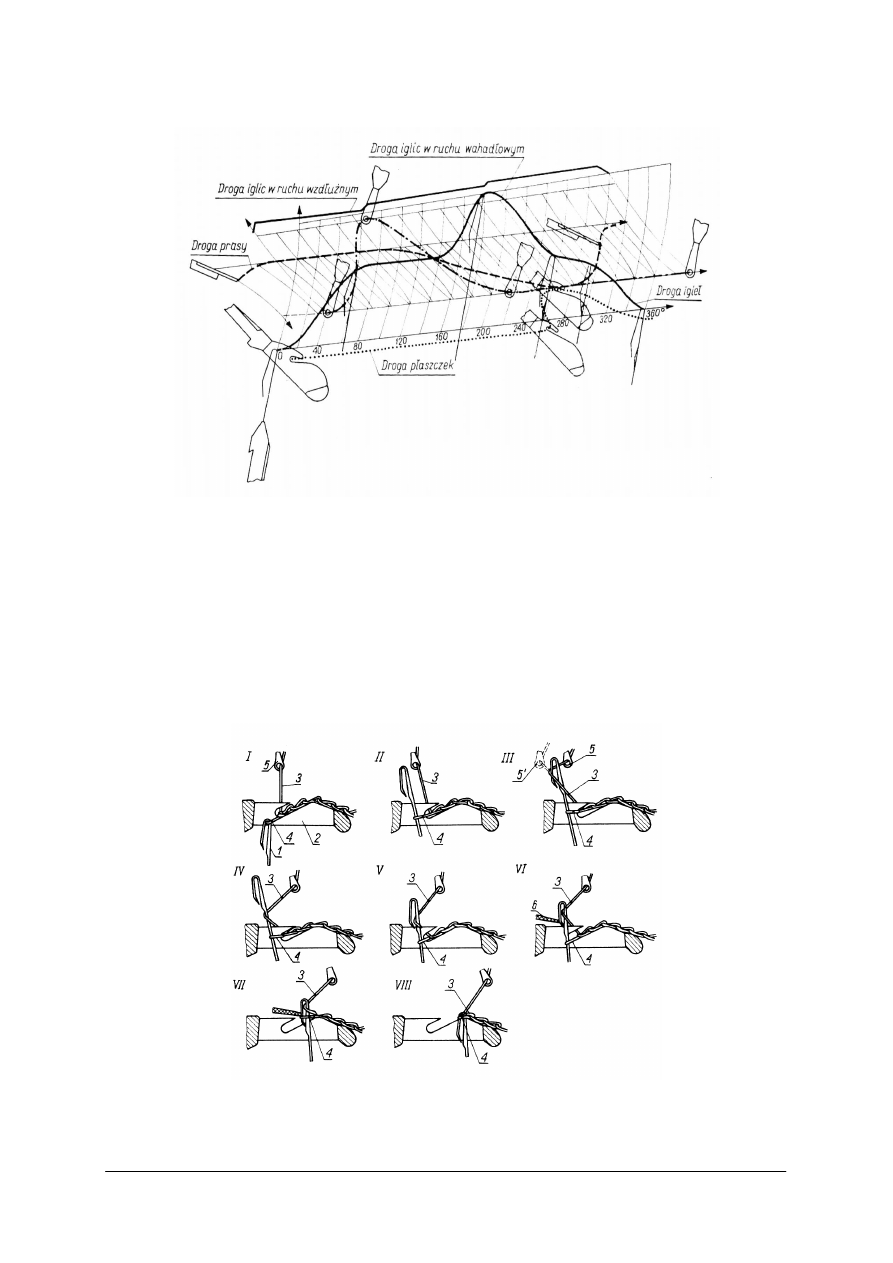
Rys. 15. Wykresy dróg poszczególnych elementów formujących oczka [7, s. 108]
Rysunek 15 przedstawia wykres dróg elementów oczkotwórczych podczas jednego
pełnego obrotu wału krzywkowego.
Osnowarka jest zarobiona, na igłach zawieszone są oczka poprzednio wykonanego
rzadka, igły znajdują się w najniższym położeniu i rozpoczynają ruch do góry, płaszczki są
odchylone na tylną stronę igieł, iglice zajmują położenie „za igłami”, prasa jest odsunięta od
haczyków.
Wyżej opisane położenie elementów przyjmuje się umownie za początkowe.
Z tego położenia wał krzywkowy rozpoczyna obrót.
Proces formowania oczka na osnowarce zwykłej można podzielić na osiem etapów.
Rys. 16. Proces formowania oczka na osnowarkach zwykłych [7, s. 108]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Pozycja I – położenie początkowe. Na igłach (1) są zawieszone oczka poprzednio
wykonanego rządka (4). Igły z najniższego swego położenia rozpoczynają ruch do góry.
Płaszczki (2) wysunięte maksymalnie do przodu przytrzymują oczko na trzonie igły. Iglice (5)
zajmują położenie za igłami, a prasa jest odsunięta od haczyków igieł.
Pozycja II – igły ze skrajnego najniższego położenia unoszą się do pozycji zasilania,
oczka znajdują się na trzonach za haczykami. Iglice rozpoczynają ruch wahadłowy
i przybliżają się do igieł, prowadząc nitkę osnowy. Prasa wycofuje się w tylne położenie
postojowe, płaszczki nie wykonują żadnego ruchu.
Pozycja III – iglice kończą swój ruch wahadłowy przed igły, przeprowadzając nici
osnowy (3) na stronę haczyków igieł. Przed osiągnięciem skrajnego położenia w ruchu
wahadłowym iglice pod działaniem wzornicy wykonują rzut przed igłami w granicach jednej
podziałki igłowej i rozpoczynają ruch wahadłowy powrotny (5 i 5'). Igła, prasa i płaszczki nie
wykonują żadnego ruchu.
Pozycja IV – iglice w ruchu powrotnym mijają igły i zbliżają się do tylnego położenia.
Igły
rozpoczynają ponownie ruch do góry, osiągając skrajne przednie położenie. Podczas tego
ruchu nici (3) założone na haczyki zsuwają się na trzony igieł. Do pracy włącza się prasa.
Pozycja V – po osiągnięciu najwyższego położenia igły rozpoczynają ruch powrotny do
dołu w takie położenie, aby dziobki haczyków znalazły się poniżej górnych krawędzi
płaszczek. Podane nitki osnowy (3) dostają się pod haczyki igieł.
Pozycja VI – prasa 6 zbliża się do igieł i rozpoczyna „prasowanie”. Nitki osnowy (3)
zostają uwięzione pod haczykami. Igły powoli przesuwają się do dołu.
Pozycja VII – płaszczki przesuwają się do przodu igły, nanosząc oczka (4) na przygięte
haczyki. Po naniesieniu oczek prasa rozpoczyna swój ruch od igieł. Igły przesuwają się
w dalszym ciągu do dołu, a płaszczki rozpoczynają ruch powrotny za igły.
Pozycja VIII – igły przy dalszym ruchu do dołu przeciągają chwyconą nitkę osnowy (3)
przez oczko poprzednio uformowanego rządka (4). Jest to pozycja „zrzucania” oczek z igieł
na uwięzione w haczykach nitki.
Budowa i działanie osnowarki zwykłej
Nazwa osnowarki zwykłe obejmuje maszyny pracujące igłami haczykowymi
poruszającymi się układem dwukrzywkowym. Z igłami współpracują płaszczki, iglice i prasa,
które otrzymują napęd od pary krzywek.
Podstawowymi mechanizmami tego typu maszyn są:
−
mechanizm napędu grzebienia igłowego,
−
mechanizm napędu grzebienia płaszczkowego,
−
mechanizm napędu prasy, który nadaje prasie ruch wahadłowo-zwrotny,
−
mechanizm ruchu wahadłowego maszynek, który przemieszcza iglice w położenie
„przed” i w położenie „za” igłami,
−
urządzenia nadające maszynkom ruch wzdłużny, w zakresie od 1 do 2 lub od 1 do 8
podziałek uiglenia,
−
wzornice bębnowe i tarczowe, które są urządzeniami nadającymi impuls do wykonania
rzutu wzdłużnego maszynek,
−
urządzenia podające osnowę,
−
urządzenia odbierające dzianinę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Mechanizm napędu grzebienia igłowego
Mechanizm napędu grzebienia igłowego (rys. 17) składa się z wałka (2), na którym
osadzone są dźwignie (3 i 4).
Do dźwigni (3) przykręca się belkę grzebienia igłowego (5), w której umieszczone są
ołowianki igieł haczykowych.
Na końcu dźwigni (4) znajdują się rolki, które toczą się po dwóch krzywkach, nadając
dźwigni ruch wahadłowy.
Obrót wałka igłowego jest wywołany obrotem wałka krzywkowego i różnicą promieni
krzywki. W czasie jednego obrotu wałka krzywkowego grzebień igłowy wykonuje jeden cykl
technologiczny, cykl formowania oczek dzianiny.
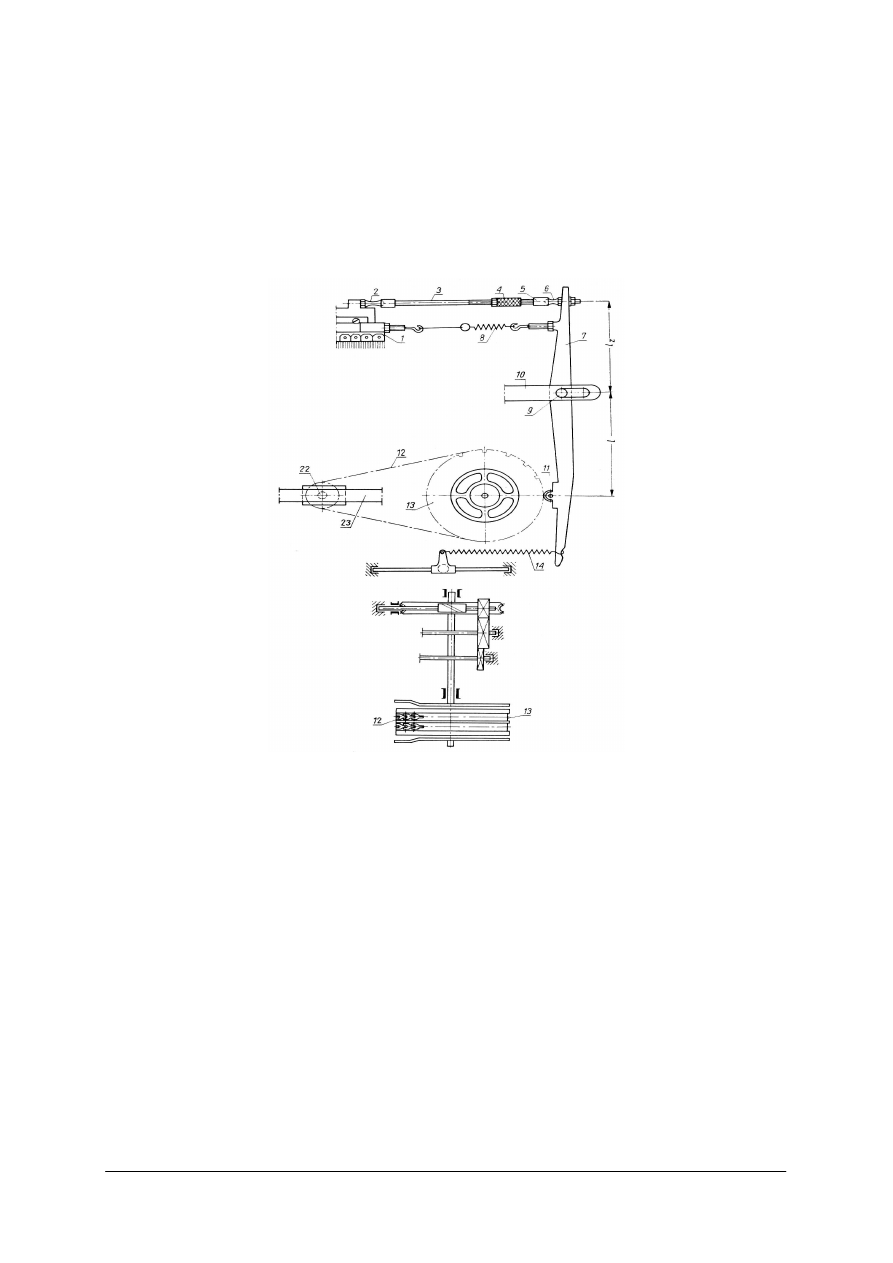
Rys. 17. Schemat napędu grzebienia igłowego na osnowarce zwykłej [7, s. 55]
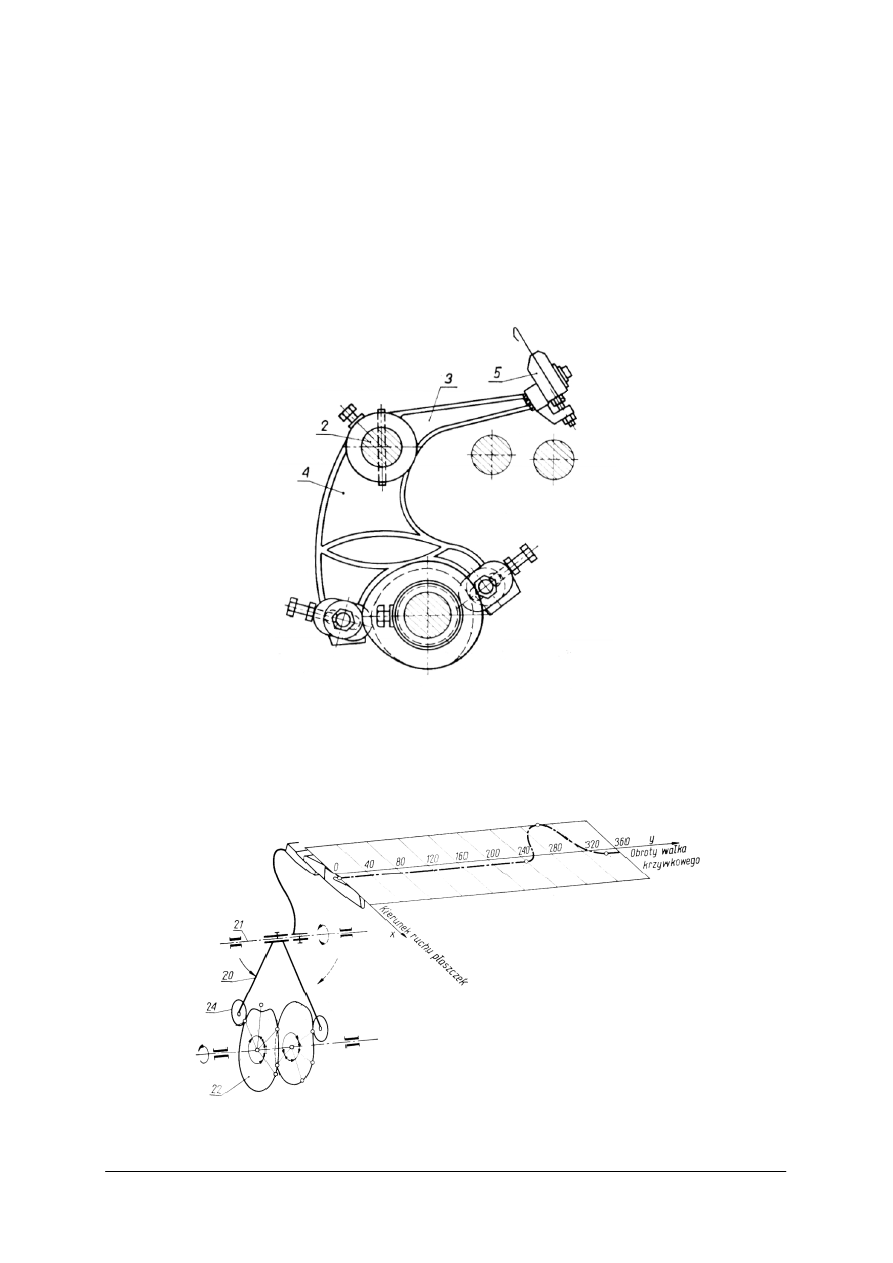
Mechanizm napędu grzebienia płaszczkowego
Grzebień
płaszczkowy w osnowarkach zwykłych porusza się ruchem posuwisto-
zwrotnym. Ruch ten otrzymuje od wału krzywkowego za pomocą układu dźwigniowo-
krzywkowego.
Rys. 18. Schemat kinematyczny mechanizmu płaszczkowego oraz wykres drogi płaszczek w czasie jednego
obrotu wałka krzywkowego [7, s. 59]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Schemat kinematyczny mechanizmu płaszczkowego pokazuje ruch płaszczek. Ruch ten
odbywa się w wyniku toczenia rolki (24) po krzywce (22), odchylenia dźwigni (20), obrotu
wałka (21) w lewo, co powoduje przesunięcie grzebienia płaszczkowego w pokazanym
kierunku.
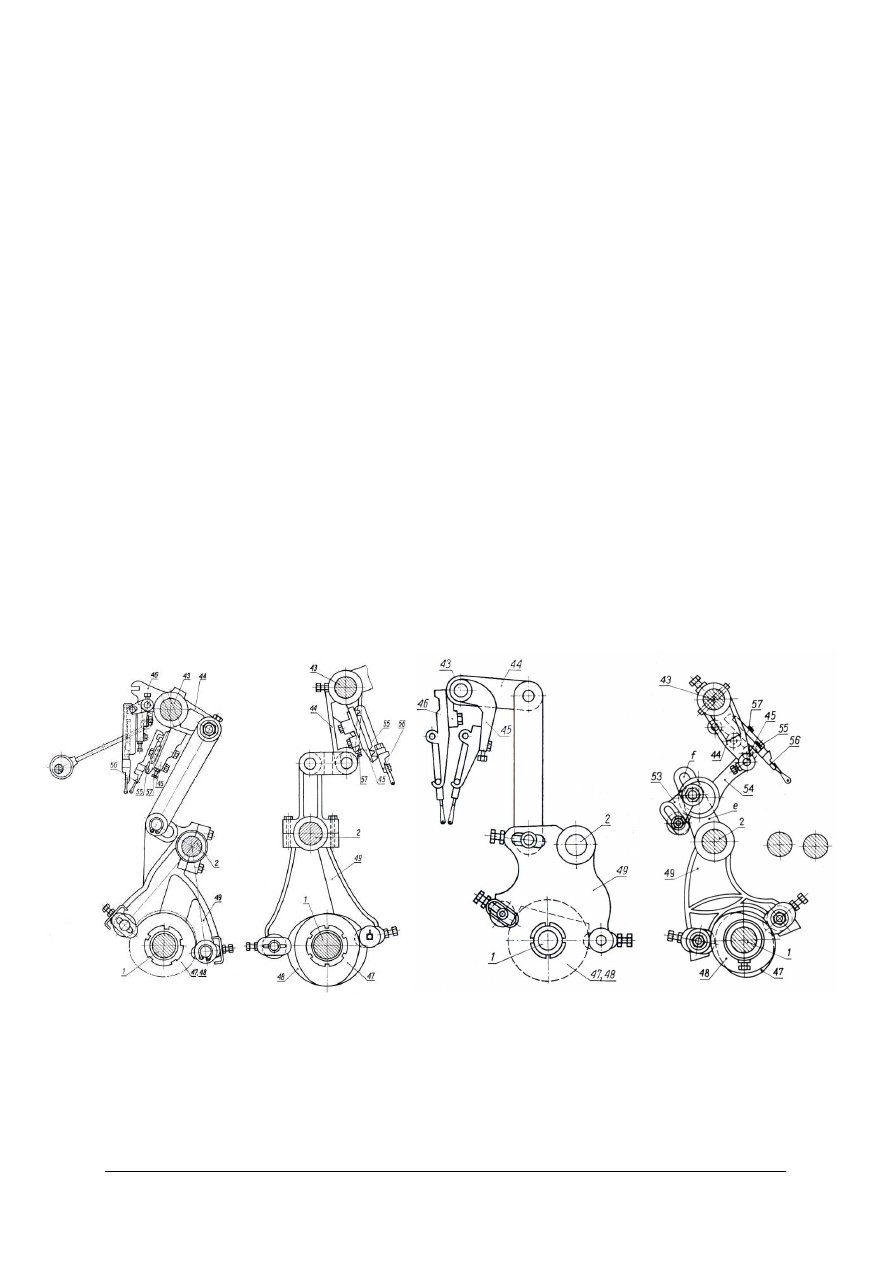
Mechanizmy napędu ruchu wahadłowego maszynek osnowarek
Na rysunku 19 przedstawiono mechanizmy napędu ruchu wahadłowego maszynek
osnowarek. Na wałku (43) są osadzone trzy rodzaje dźwigni (44, 45, 46). Dźwignia (44)
przenosi na wałek (43) moment obrotowy od krzywek (47 i 48) zaklinowanych na wałku
krzywkowym (1). Odbywa się to za pośrednictwem dźwigni (49) osadzonej na wałku igłowym
(2). Dźwignia (49) ma inną budowę w różnych konstrukcjach maszyn (rys. 19a–19c).
W rozwiązaniu pokazanym na rysunku 19d ramię (e) dźwigni (49) zakończone jarzmem f
jest połączone z dźwignią (44) przez złączkę (53) i popychacz (54). W złączce (53) jest
umocowana oś łącząca złączkę z popychaczem. Za pomocą tych dwóch elementów można
łatwo zmieniać zakres ruchu iglic. Rolki są osadzone na dźwigni (49) w taki sam sposób jak
na dźwigni do napędu grzebienia igłowego.
Do dźwigni (45) są przykręcone siodła (55) dla tylnej maszynki (56). Śruba (57) służy do
ustawienia maszynki w pionie. Do dźwigni (46) są przykręcone podstawy siodeł dla przedniej
maszynki. Siodła przednich maszynek są przymocowane do podstaw w ten sposób, że
maszynkę można unosić, aby uzyskać dostęp do tylnej maszynki.
Mechanizm napędu ruchu wahadłowego maszynek osnowarek zapewnia wykonanie przez
iglice ruchu wahadłowo-zwrotnego. Przy zakładaniu na igły nitek iglice muszą zająć
położenie „przed” haczykami igieł, a po założeniu wycofać się „za” igły. W tym celu iglice
muszą wykonać ruchy w płaszczyźnie prostopadłej do płaszczyzny igieł.
a)
b)
c)
d)
Rys. 19. Mechanizmy napędu ruchu wahadłowego maszynek w osnowarce: a) SK-50, b) Saupe, c) angielskiej,
d) zwykłej [7, s. 61, 62]
Urządzenie nadające maszynkom ruch wzdłużny
Przy wytwarzaniu dzianin iglice, a więc cała maszynka musi wykonać ruch
w płaszczyźnie igieł. Ruch ten nazywa się ruchem wzdłużnym lub rzutem wzdłużnym. Impuls
do wykonania rzutu iglice otrzymują od urządzenia zwanego wzornicą. Urządzenie to składa
się z właściwej wzornicy i układu elementów przekazujących ruch maszynkom.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
W osnowarkach zwykłych stosuje się dwa typy wzornic:
−
bębnowe, w których elementem nadającym impuls do zmiany położenia maszynek są
ogniwa łańcucha sterującego,
−
tarczowe, w których elementem nadającym impuls do zmiany położenia maszynek są
stopnie tarczy.
Elementami przekazującymi ruch są układy dźwigni, popychaczy i sprężyn.
Stosuje się dwa typy wzornic bębnowych: w ruchu pośrednim i bezpośrednim.
Rodzaj wzornicy o ruchu pośrednim przedstawiony został na rysunku 20.
Rys. 20. Napęd wzornicy osnowarek Saupe i SK-50 [7, s. 66]
Maszynka (1) ma wkręcony w bocznej krawędzi zawieszki czop kulisty (2), o który
opiera się popychacz (3), z drugiej strony popychacz jest zakończony gwintem lewoskrętnym,
na który jest nakręcona nakrętka rzymska (4), do której jest wkręcony drugi popychacz (5)
o gwincie prawoskrętnym. Popychacz (5) opiera się o czop kulisty (6), wkręcony do dźwigni
(7). Trwałe i sztywne połączenie maszynki (1) z dźwigną (7) zapewnia sprężyna (8).
Dźwignia (7) jest osadzona na osi (9) wspornika (10) przykręconego do boku maszyny. Na
drugim końcu dźwigni (7) jest osadzona rolka (11), która opiera się o ogniwa łańcucha wzoru
(12), założonego na bębnie (13). Rolka jest dociskana sprężyną (14). Bęben (13) otrzymuje
napęd od wałka krzywkowego. Moment obrotowy przenosi przekładnia zębata i ślimakowa.
Na bębnie wytoczone są rowki prowadzące ogniwa łańcucha, a każdy łańcuch steruje jedną
maszynką.
Łańcuch składa się z nasadek wykonanych w formie widełek połączonych ze sobą.
Łańcuchy układa się dla wszystkich maszynek jednocześnie, zwracając uwagę, aby złożone
rzędy ogniw były do siebie równoległe, a liczba ogniw odpowiadała ściśle liczbie zmian
w położeniu maszynek. Przy układaniu łańcucha należy także pamiętać, aby nasadki tworzyły
płynną linię.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
W tym celu stosuje się cztery rodzaje nasadek, tak aby przejście z jednego ogniwa na
drugie odbywało się łagodnie bez uderzeń (różne wysokości nasadek).
Po ułożeniu łańcucha zakłada się go na wręby bębna. Liczba wrębów na obwodzie bębna
w osnowarce zwykłej wynosi 96, a więc liczba ogniw łańcucha wynosi też 96. Jeżeli
z warunków technologicznych wynika konieczność użycia dłuższego łańcucha, układa się
łańcuch dłuższy i prowadzi się go przez wałek (22) osadzony w łożyskach przesuwanych po
belkach (23).
Na rysunku 21 pokazano inny rodzaj napędu wzornicy. Bęben, na który zakłada się
łańcuch jest osadzony na wałku (2) wspólnie ze ślimacznicą (3). Napęd na bęben przenosi
z wałka głównego (1) ślimak (4) napędzający ślimacznicę (3). O nasadki łańcuchów opierają
się rolki (5 i 6) osadzone w popychaczach (8 i 9). Popychacze zbudowane są tak samo jak we
wzornicach o ruchu pośrednim. Nakrętki (10 i 11) służą do regulacji ustawienia iglic ściśle
między igłami.
Jeżeli łańcuch wzorujący jest dłuższy od obwodu bębna przerzuca się go przez wałek
pomocniczy (15), osadzony w łożyskach na prowadnicach. Bęben ma na obwodzie 48
wrębów, a różnica w wysokości ogniw łańcucha jest zawsze równa podziałce uiglenia lub jej
wielokrotności.
Rys. 21. Napęd wzornicy osnowarki SK-57 [7, s. 67]
Wzornice tarczowe
Zamiast bębnów wzorujących z łańcuchami w osnowarkach stosowane są wzornice
tarczowe.
Na obwodzie tarcz są nafrezowane stopnie o różnej wysokości uzależnionej od raportu
splotu wytwarzanej dzianiny. Najniższy stopień, występujący na najmniejszym promieniu,
nazywamy stopniem zerowym. Różnica promieni między dwoma kolejnymi stopniami jest
równa podziałce uiglenia maszyny. Zasada pracy stopni jest taka sama jak ogniw łańcucha.
W porównaniu z wzornicami łańcuchowymi, tarcze są mniej praktyczne, gdyż dla
każdego rodzaju splotu potrzebna jest inna tarcza. Dzianiny wytwarzane są z dwóch lub kilku
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
osnów, a każda osnowa jest sterowana oddzielną tarczą. Tarcze powinny być ustawione
prawidłowo, a przy ich ustawieniu najważniejszym jest ustalenie miejsca rozpoczęcia pracy
maszynek. Za początek najlepiej jest przyjąć początek raportu.
Spotyka się dwa typy wzornic tarczowych, o bezpośrednim działaniu stopni na rolkę
popychacza oraz o działaniu pośrednim, w którym występy tarczy działają na rolki osadzone
na jednym końcu dźwigni, których drugi koniec działa na popychacz maszynki. Zasada
działania wzornic oraz sposób przenoszenia napędu jest taki sam jak we wzornicach
bębnowych.
Rys. 22. Wzornica tarczowa o działaniu pośrednim[7, s. 73]
Urządzenia podające osnowę.
Urządzenia podające osnowę zapewniają prawidłowe napięcie nitek osnowy na igłach
podczas całego cyklu formowania dzianiny. Utrzymanie stałego napięcie nitek jest bardzo
ważne, ponieważ wpływa ono na ścisłość produkowanej dzianiny.
W osnowarkach zwykłych stosowane są urządzenia podające o działaniu okresowym lub
ciągłym:
−
negatywne proste o działaniu bezpośrednim,
−
negatywne złożone o działaniu pośrednim,
−
pozytywne.
Wadą urządzeń negatywnych jest trudność w utrzymaniu stałego napięcia podczas
podawania nitek osnowy oraz fakt, iż mogą one pracować na maszynach o prędkościach do
350 obrotów/min.
Urządzenia odbierające dzianinę.
Utworzone na igłach oczka są odsuwane płaszczkami od igieł, tak aby powtórnie nie
nasunęły się na nie. Płaszczki odsuwają tylko oczka najpóźniej utworzonego rządka. Aby
zapobiec deformacji wcześniej utworzonych oczek, dzianinę należy odsunąć od igieł
i nawinąć ją na wałek odbierający. Urządzenie, w skład którego wchodzi taki wałek
nawijający, nazywamy urządzeniem odbierającym. W zależności od konstrukcji urządzenia
odbierające dzielimy na jednowałkowe i dwuwałkowe, a w zależności od sposobu pracy na
pracujące w sposób ciągły i okresowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Osnowarki o szczególnym przeznaczeniu
Osnowarki o szczególnym przeznaczeniu wyróżniają się swoistą budową, niepowtarzalną
w innych maszynach.
Osnowarki bezigłowe
Na uwagę zasługują osnowarki bezigłowe, które są połączeniem maszyn osnowowych
pracujących techniką dziewiarską z krosnem. W osnowarkach tego typu zamiast igieł
haczykowych czy języczkowych zastosowano specjalnie wygięte rurki osadzone w dwóch
grzebieniach. Rurki mają po dwa otwory, przez które przewleka się nitki osnów z wałów
osnowowych. Do jednego grzebienia doprowadza się nitki z jednego wałka osnowowego, a do
drugiego grzebienia z drugiego wałka. Z nitek osnów wytwarza się techniką dziewiarską
oczka, między które wprowadza się nitkę wątku. Wątek wprowadza się za pomocą
specjalnego wodzika (czółenka), które przebiega nad grzebieniami wygiętych rurek.
Drugą odmianą maszyn bezigłowych są maszyny Waltex. W tym rozwiązaniu rurki
zastąpiono wodzikami o kształcie haczyków.
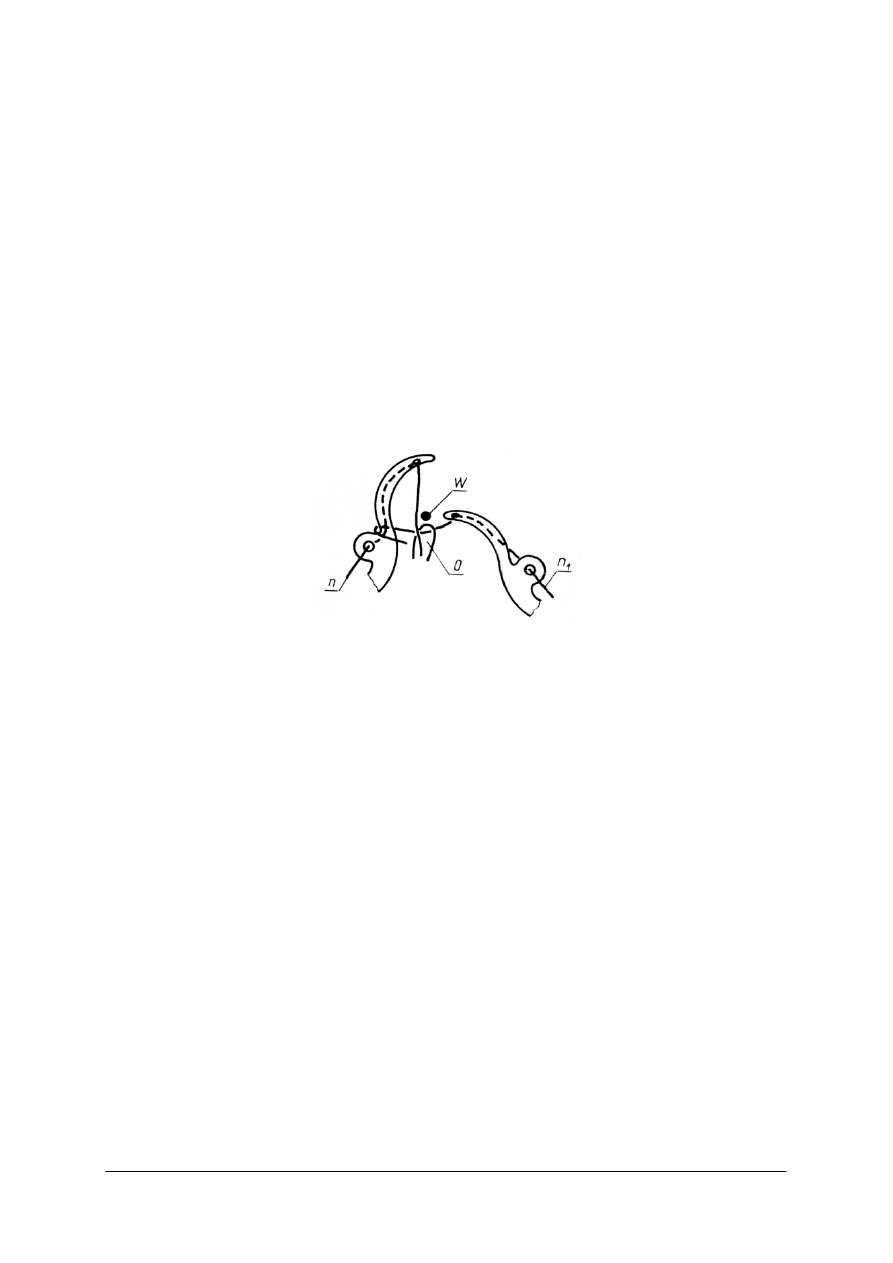
Rys. 23.
Elementy formujące oczka na osnowarce bezigłowej [7, s. 213]
Rysunek 23 przedstawia proces formowania oczek na osnowarce bezigłowej. W tej
pozycji, przyjętej za wyjściową, prawy grzebień z chwytaczami jest odchylony do dołu, a lewy
do góry. Chwytacze prawego grzebienia zarzuciły swoje nitki „n
1”
na chwytacze lewego
grzebienia i zrzuciły z siebie uformowane oczka „O” utworzone z nitki „n”. Przy takim
położeniu chwytaczy przesuwa się nad nimi wodzik z nitką wątku „w”, kładąc ją na łączniki
oczek między grzebienie z chwytaczami.
Maszyny osnowowe o specjalnym przeznaczeniu znalazły zastosowanie przy
wytwarzaniu włóknin, przędzin i dywanów igłowanych.
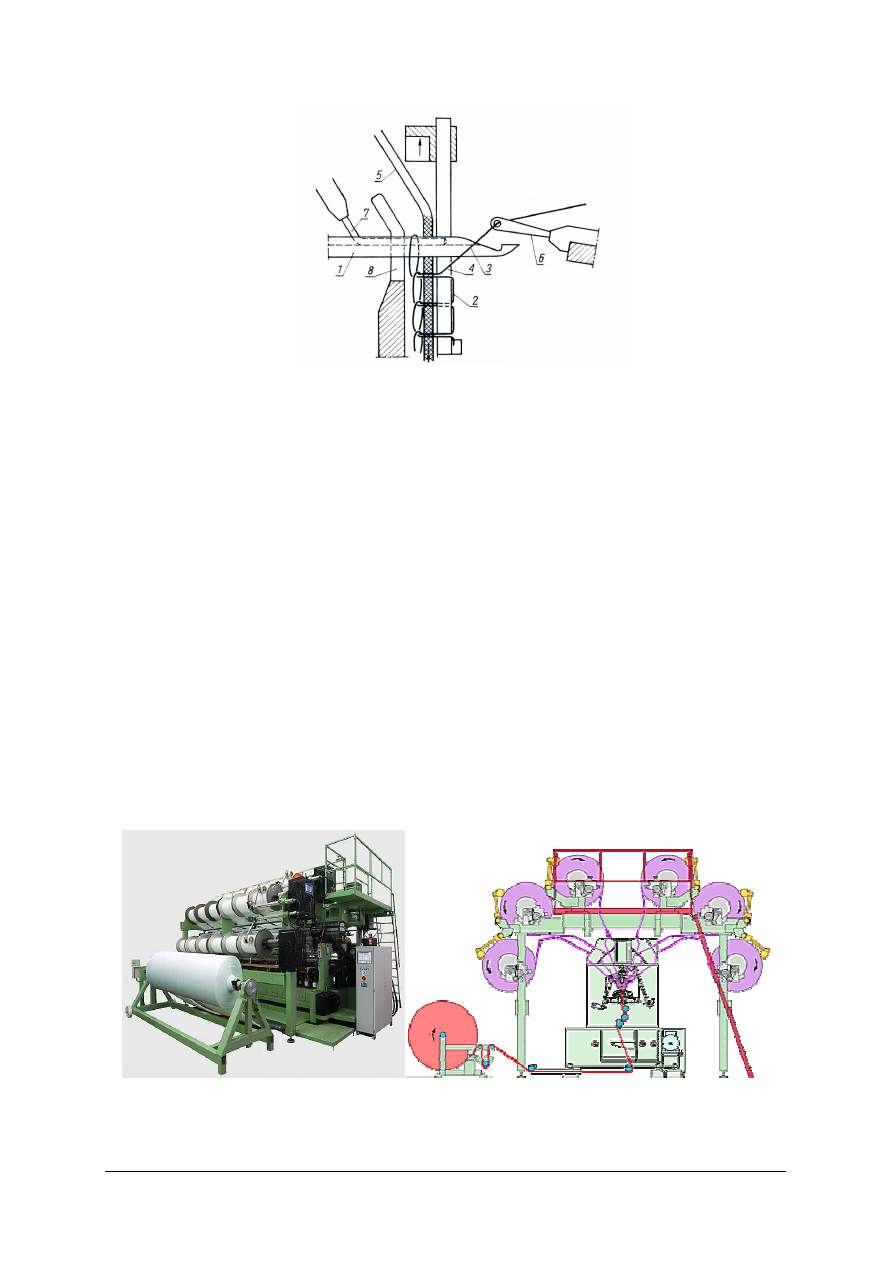
Osnowarki do przeszywania tkanin
Przykładem maszyny wykorzystywanej do przeszywania tkanin jest osnowarka Malipol.
Rysunek 24 przedstawia układ elementów biorących bezpośredni udział przy wytwarzaniu
przędziny na osnowarce Malipol.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 24. Wytwarzanie dzianiny na maszynie osnowowej [7, s. 228]
W osnowarce tego typu zastosowano igły dwudzielne do przeszywania (1)
współpracujące z suwakami (7).
Igły i suwaki poruszają się w płaszczyźnie poziomej. Iglice (6) podają nitki osnowy.
Maszynki wykonują ruch zbliżony do ósemki. Iglice zrzucają nitkę (3) pobieraną z ramy
natykowej.
Z ruchomymi elementami współpracują elementy nieruchome. Grzebień płaszczkowy (8)
oraz grzebień wymienny utworzony z trzpieni, pomagających w formowaniu pętli. Pętle
powstają z łączników oczek formowanych igłami 1.
Po przeszyciu tkanina przesuwa się w kierunku wskazanym strzałką, utworzone pęczki
zsuwają się w tym czasie z trzpieni.
Technikę tę stosuje się do wytwarzania dywanów pluszowych.
Nowoczesne technologie osnowe
Osnowarka raszlowa przedstawiona na rysunku 25 służy do wytwarzania trójwarstwowej
dzianiny technicznej, która znajduje zastosowanie w przemyśle tekstylnym jako podkładki
w obuwiu sportowym czy w materacach dziecięcych, w przemyśle transportowym do
produkcji kontenerów, kadłubów statków i samolotów oraz w przemyśle rafineryjnym przy
budowie zbiorników na paliwa płynne. Maszyny tego typu przerabiają nitkę wykonaną
w 100% z włókna szklanego.
Rys. 25. Osnowarka raszlowa do dzianin technicznych [9]
Odpowiednie ustawienie elementów maszyny pozwala regulować grubość produkowanej
dzianiny w zakresie od 4 mm do 15 mm (rys. 26.).
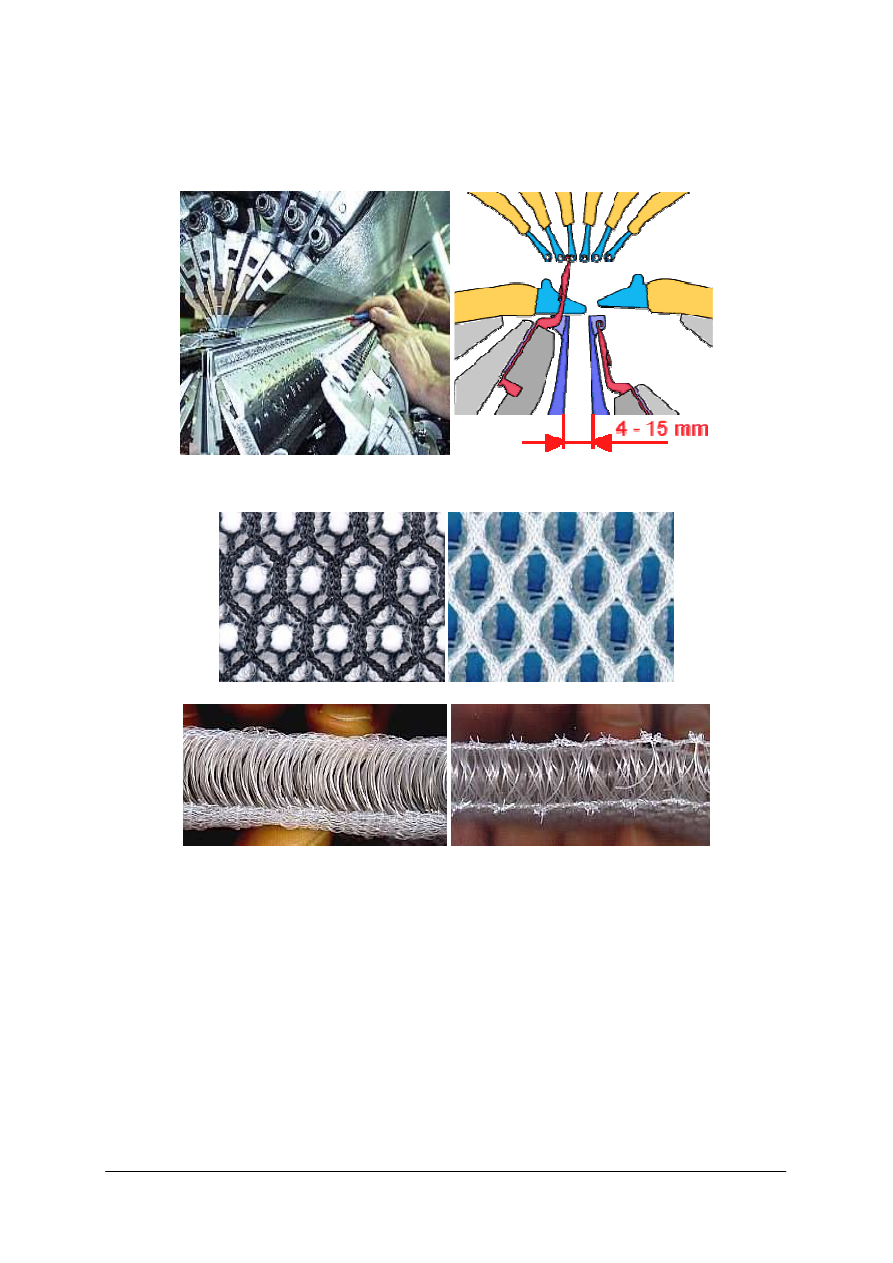
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Budowa maszyny zapewnia bardzo łatwy dostęp do elementów oczkotwórczych (podczas
ich wymiany) oraz podczas nawlekania nitki.
Maszyna jest sterowana numerycznie.
Rys. 26. Ustawienie i współpraca elementów oczkotwórczych osnowarki raszlowej do wytwarzania dzianin
technicznych [9]
Rys. 27. Trójwarstwowa dzianina techniczna wykonana z włókna szklanego [9]
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie mechanizmy biorą bezpośredni udział w tworzeniu oczka na osnowarce zwykłej?
2.
Jakie są zadania mechanizmów biorących bezpośredni udział w tworzeniu oczka na
osnowarce zwykłej?
3.
Jakie elementy oczkotwórcze wykorzystywane są w osnowarkach zwykłych?
4.
Jakie elementy wyróżniamy na schemacie kinematycznym mechanizmu płaszczkowego
osnowarki zwykłej?
5.
Jaki ruch wykonują płaszczki podczas jednego cyklu formowania oczka na osnowarce
zwykłej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2.3. Ćwiczenia
Ć
wiczenie 1
Odszukaj na osnowarce podstawowe mechanizmy i przedstaw ich krótką charakterystykę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
sporządzić listę podstawowych mechanizmów biorących bezpośredni udział w formowaniu
oczka na osnowarkach,
2)
zgodnie z listą odszukać na maszynie poszczególne mechanizmy,
3)
przedstawić charakterystykę odnalezionych mechanizmów maszyny,
4)
wskazać zagrożenia wynikające z pracy tych mechanizmów.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
osnowarka zwykła,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Wybierz z rozsypanki elementów oczkotwórczych te, które trzeba zastosować w osnowarce
zwykłej oraz wykonaj rysunki tych elementów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
pogrupować elementy oczkotwórcze, osobno igły, osobno płaszczki, osobno iglice,
2)
wybrać z każdej grupy elementów te, które powinno się zastosować w osnowarce
zwykłej,
3)
nazwać wybrane elementy,
4)
wykonać szkice wybranych elementów dla ucznia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
różnorodne elementy oczkotwórcze: igły, płaszczki, iglice,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Na podstawie schematu kinematycznego mechanizmu płaszczkowego prześledź i omów
drogę płaszczki w trakcie jednego pełnego obrotu wału krzywkowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odnaleźć schemat kinematyczny mechanizmu płaszczkowego osnowarki w Poradniku dla
ucznia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
2)
odszukać na maszynie wyżej wskazany mechanizm,
3)
wykonać jeden obrót wału krzywkowego obserwując ruch elementów tego mechanizmu,
4)
przeanalizować ruch poszczególnych elementów przy pomocy schematu kinematycznego,
5)
nazwać rodzaj ruchu jaki wykonuje płaszczka.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
osnowarka zwykła lub model mechanizmu,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować osnowarki w zależności od rodzaju zastosowanych
igieł?
2)
sklasyfikować osnowarki w zależności od liczby maszynek, które
zakładają na igły nitki osnowy?
3)
wymienić grupy mechanizmów znajdujące się w każdej osnowarce?
4)
wymienić cechy charakterystyczne osnowarek?
5)
rozróżnić rodzaje igieł wykorzystywanych do produkcji dzianin
osnowowych?
6)
określić zadania elementów bezpośrednio formujących oczka na
osnowarkach?
7)
wyliczyć i omówić poszczególne etapy formowania oczka na
maszynie osnowowej?
8)
odczytać schemat kinematyczny mechanizmu płaszczkowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Obsługa osnowarek
4.3.1. Materiał nauczania
Uzyskanie dzianiny o dobrej jakości przy wysokiej wydajności maszyny zależy od
pracownika obsługującego maszynę. Pracownik powinien znać proces technologiczny
obsługiwanej przez siebie maszyny, przestrzegać reżimu technologicznego smarowania
i czyszczenia maszyny.
Obsługa osnowarek polega na:
−
uruchamianiu maszyny, przed którym należy przygotować nożyczki, pęsetę, szydełko,
sprawdzić przebieg wszystkich nitek i prawidłowość ustawienia czujników,
−
zatrzymywaniu maszyny po zakończeniu pracy, uporządkowaniu stanowiska pracy
i umieszczeniu odpadów we właściwych pojemnikach,
−
usuwaniu przyczyn zakłócających prawidłową pracę maszyny, podczas którego należy
zidentyfikować miejsce i rodzaj awarii (analiza czujników), a następnie za pomocą
sprawnych narzędzi naprawić uszkodzenie,
−
zasilaniu osnowarki surowcem,
−
usuwaniu uszkodzonych lub źle pracujących elementów oczkotwórczych i zakładaniu
nowych elementów,
−
wyjmowaniu wyprodukowanej dzianiny, ocenie jej jakości, wypełnieniu dokumentacji
i przekazaniu wyprodukowanej dzianiny do magazynu,
−
czyszczeniu bieżącym z pyłu i smaru oraz gruntownych, okresowych czyszczeniach
maszyny (przy wykonywaniu tych czynności maszyna musi być wyłączona, a jej
ponownego włączenia w warunkach szkolnych powinien dokonać nauczyciel),
−
sprawdzaniu poziomu i w razie konieczności uzupełnianiu środka smarowniczego,
−
utrzymywaniu czystości na stanowisku pracy,
−
regulacji mechanizmów osnowarki.
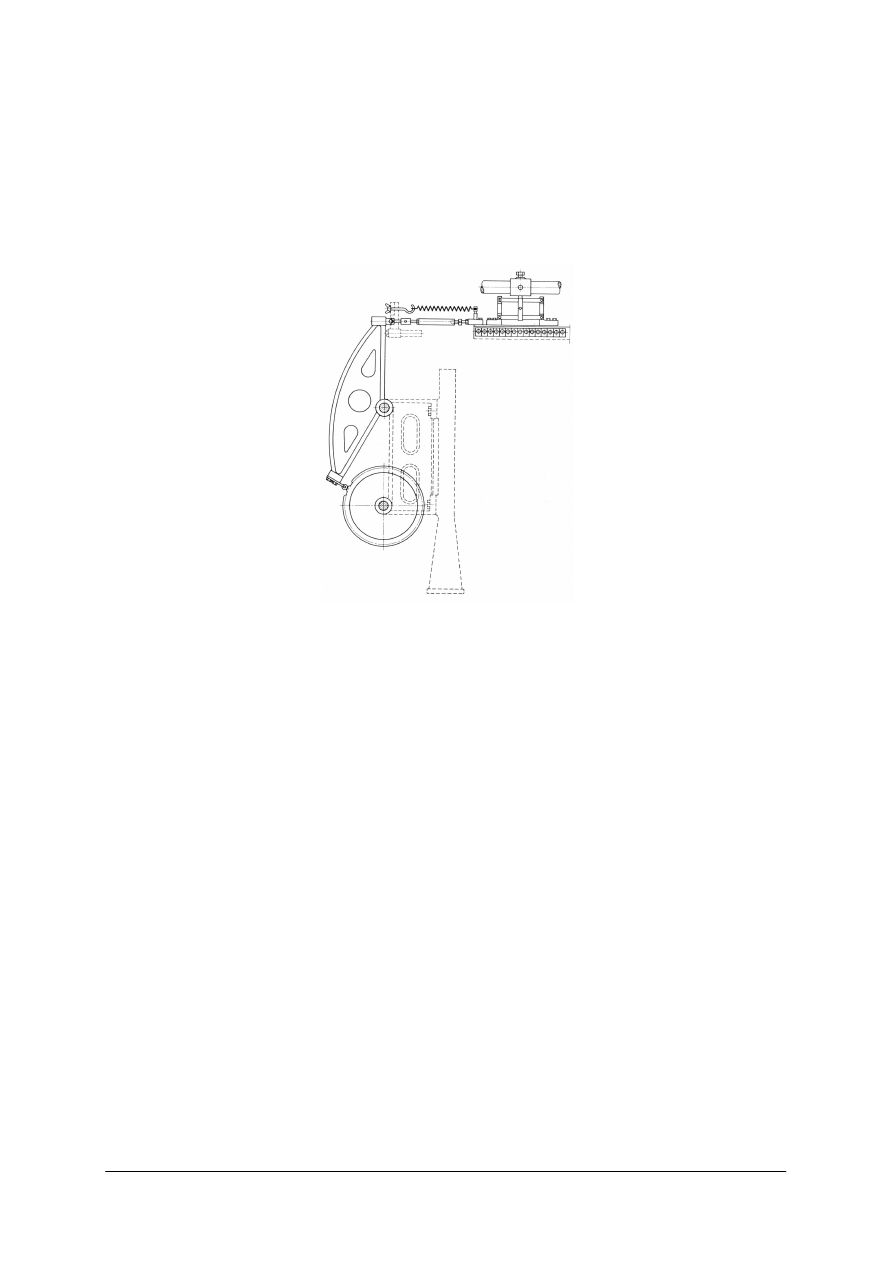
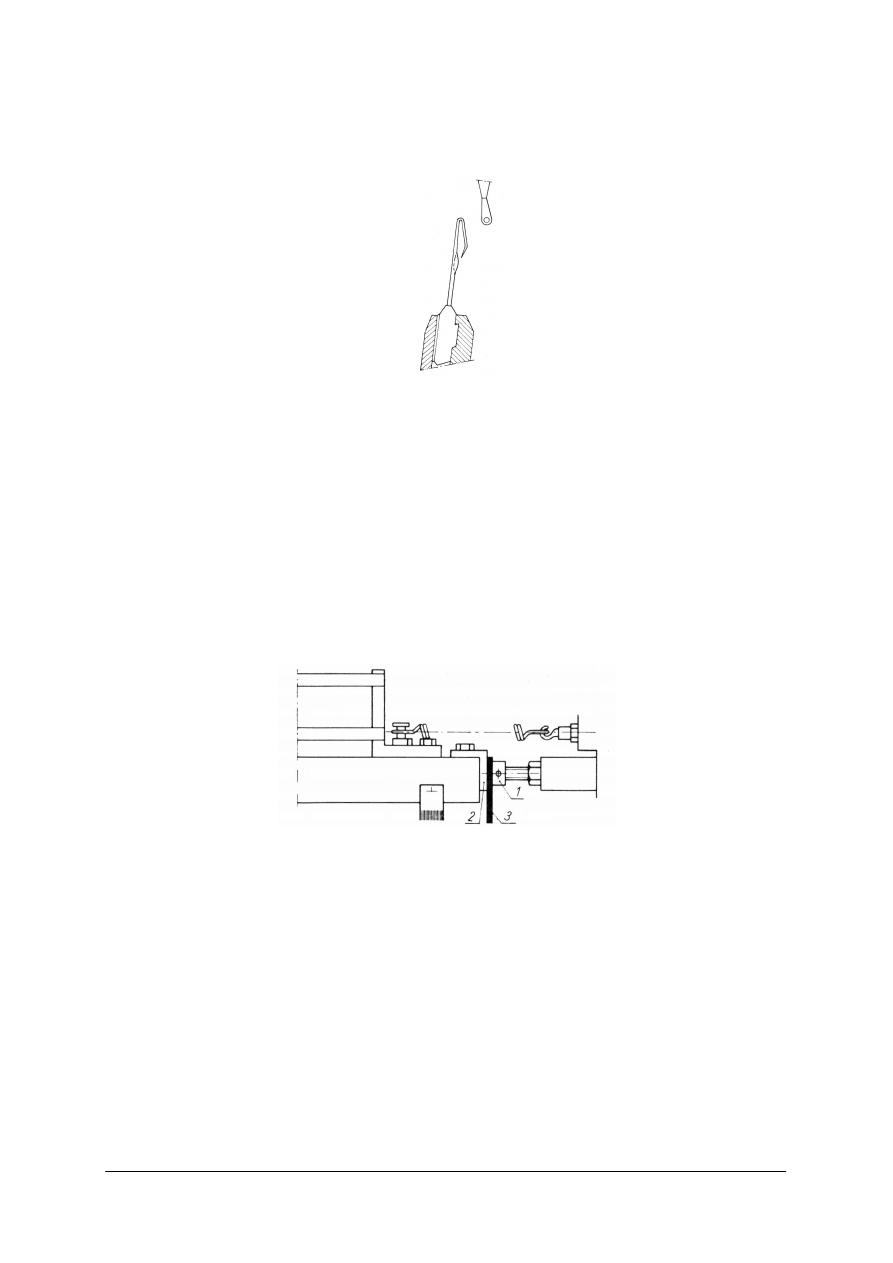
Rys. 28. Osnowarka zwykła SK-57 [7, s. 105]
Na rysunku 28 przedstawiono osnowarkę zwykłą, na której wyszczególnić należy:
−
sprzęgło (1) do odłączania wałka nawijającego od odbierającego podczas zdejmowania
z maszyny gotowej dzianiny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
−
panel sterowania maszyną (2),
−
otwór (3), w którym umieszcza się rączkę do ręcznego obracania maszyny,
−
układ podający (5),
−
układ odbierający (6).
Likwidacja zrywów osnowy na osnowarce zwykłej na pierwszej maszynce
Po zauważeniu zrywu nitki należy wyłączyć maszynę i ustawić igły w najniższym
położeniu. Do prawej ręki wziąć szydełko, znaleźć zerwaną nitkę, chwycić ją palcami lewej
ręki i wprowadzić między iglice pierwszej maszynki koło otworu iglicy pustej.
Prawą ręką włożyć szydełko w otwór iglicy, położyć nitkę na szydełku, następnie
pociągnąć ją do siebie na zewnątrz osnowy. Trzymając koniec nitki lewą ręką obracać ręcznie
maszynę aż do zarobienia nitki w dzianinę.
Wymiana ołowianki z uszkodzoną igłą na osnowarce zwykłej
Z chwilą zauważenia uszkodzonej igły należy:
−
wyłączyć maszynę i obracając ręczne koło napędowe, ustawić ją tak, aby iglice zajęły
położenie przed igłami,
−
włożyć lewą rękę pod wałek nawijający i znaleźć płytkę, pod którą znajduje się złamana
igła,
−
prawą ręką odkręcić śrubę mocującą płytkę,
−
po odkręceniu śruby, nie należy jej usuwać z otworu płytki, lecz po lekkim naciśnięciu
lewej strony unieść płytkę, razem
ze śrubą i położyć ją na przedniej belce korpusu
maszyny,
−
dużym palcem lewej ręki nacisnąć na dzianinę ku górze w miejscu występowania
uszkodzonej igły,
−
odchylić ołowiankę, naciskając dużym palcem prawej ręki na jej koniec,
−
chwycić ołowiankę prawą ręką i odciągnąć do siebie,
−
unieść tę ołowiankę nieco do góry i jednocześnie odchylić ku sobie, aby zdjąć z igieł
oczka,
−
usunąć odkręconą ołowiankę,
−
wziąć nową ołowiankę i założyć w wycięcie belki grzebienia igłowego,
−
po założeniu ołowianki przykręcić płytę dociskową i sprawdzić osadzenie igieł
w ołowiance względem pozostałych igieł w maszynie.
W przypadku gdy igły nie są ustawione równolegle, należy je przygiąć, tak aby główki
wszystkich igieł były ustawione w jednym poziomie.
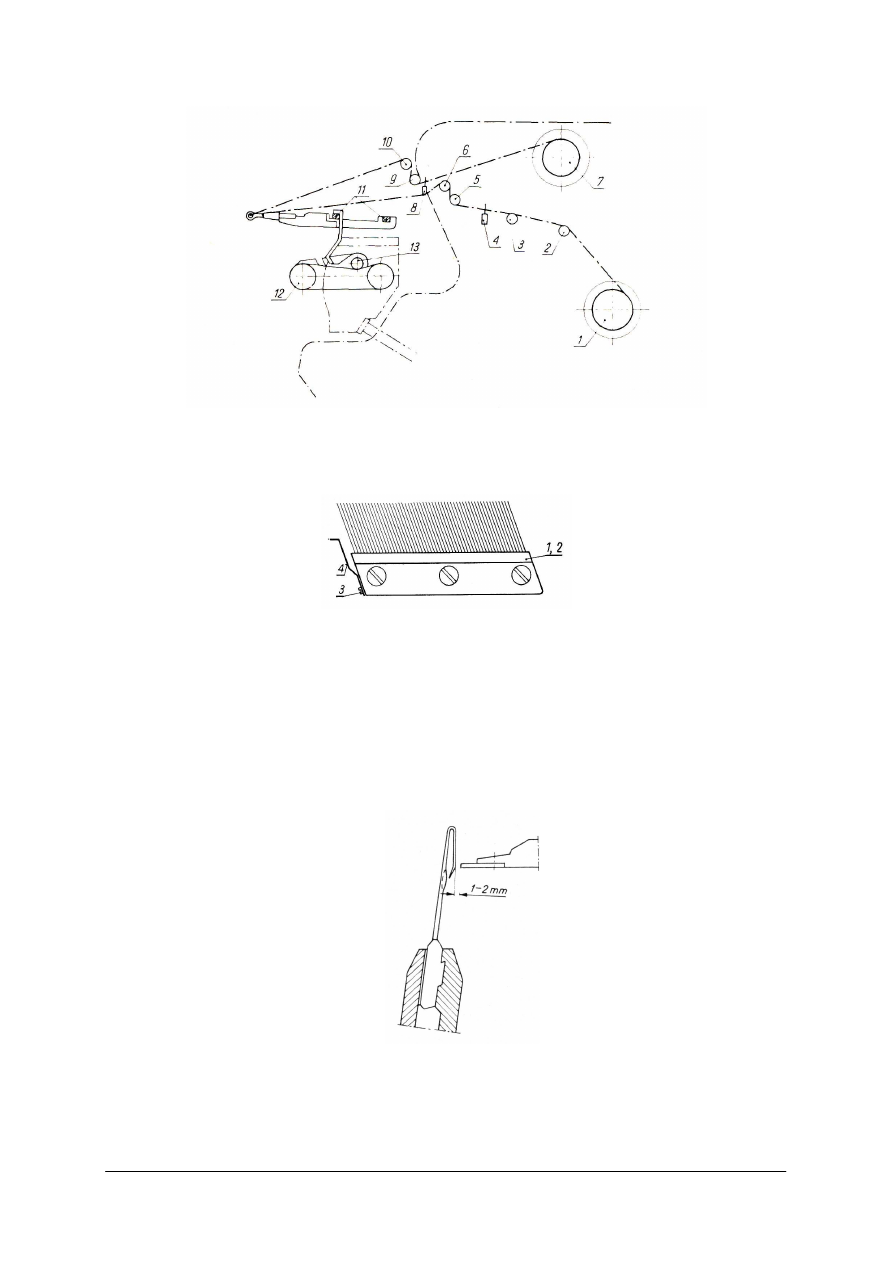
Nawleczenie i zarobienie osnowarki Favorit o zmiennym charakterze ruchu igieł
haczykowych i iglic
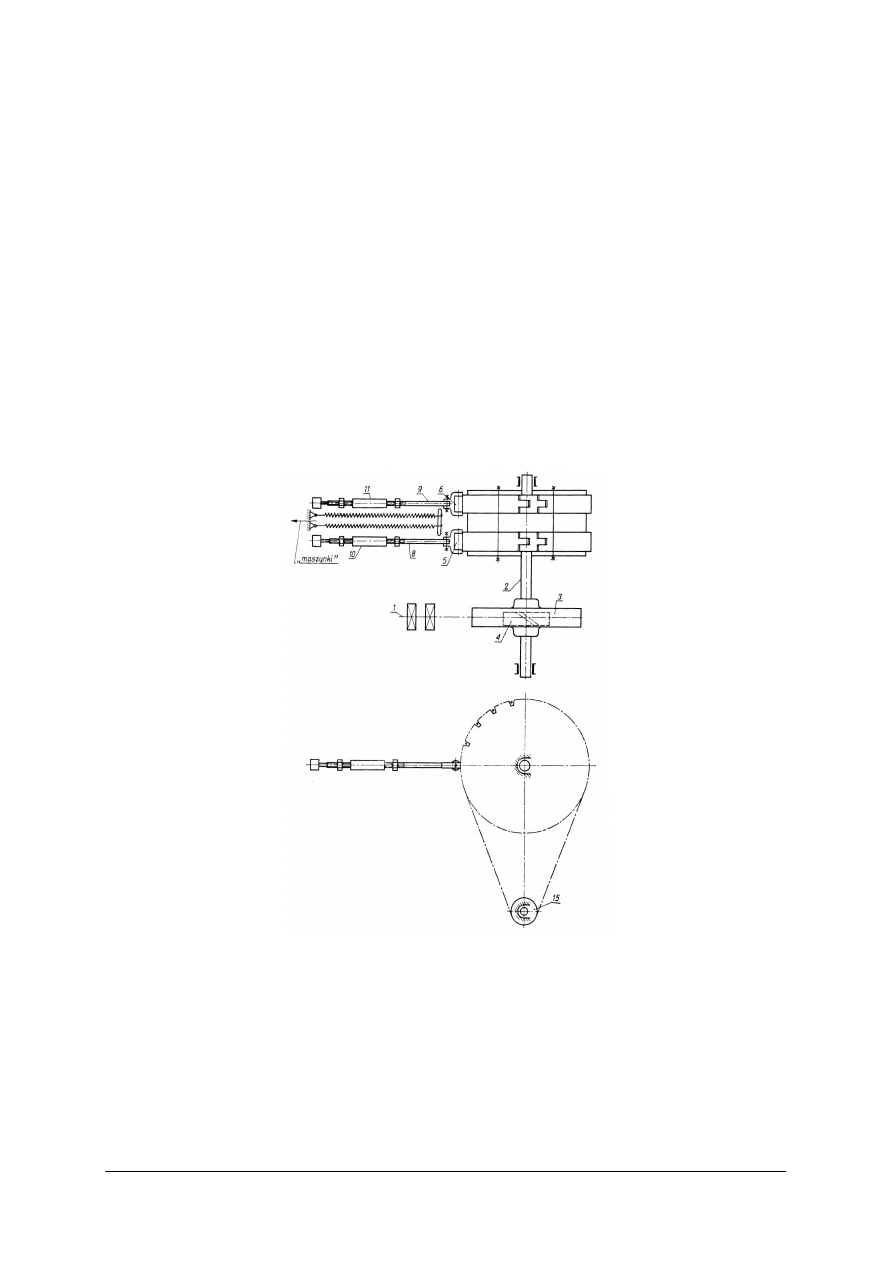
Na rysunku 29 przedstawiono schemat technologiczny przebiegu nitek osnowy z wałków
osnowowych (1 i 7) do iglic.
Z wałka osnowowego dolnej osnowy nitki są kierowane przez wałki prowadzące
(2 i 3)
na grzebień rozdzielający (4), poczym po opasaniu wałka (5) na przewal (6), a następnie do
drugiej maszynki.
Z wałka osnowowego górnej osnowy (7) nitki przechodzą przez grzebień rozdzielający
(8), następnie pod wałek (9), na przewal (10) i do iglic pierwszej maszynki.
W czasie nawlekania osnowy grzebień iglicowy układa się na dwóch wspornikach (11)
osadzonych na wałkach (12 i 13) mechanizmu nawlekania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 29. Schemat technologiczny przebiegu nitek osnowy [7, s. 319]
Nawlekanie osnowy przeprowadza się zgodnie z powyższym schematem za pomocą
specjalnego przyrządu do nawlekania.
Rys. 30. Przyrząd do nawlekania osnowy [7, s. 317]
Przyrząd składa się z dwóch płytek (1 i 2). Na całej szerokości dolnej płytki są wykonane
otwory o podziałce rozstawienia równej podziałce uiglenia maszyny. W górnej płytce są
wykonane rowki ułożone pod kątem 70
o
, które mają taką samą podziałkę jak rozstaw iglic
maszynek. W otwory zakłada się igły haczykowe, które zamocowane płytką (2) tworzą aparat
do nawlekania. Do płytki (2) przykręcony jest wspornik z osią (3), na którą założona jest
wygięta, płaska sprężyna (4) służąca do przytrzymywania aparatu.
Po nawleczeniu drugiej maszynki obraca się ręcznie osnowarkę, tak aby prasa i igły
ustawiły się w położenie pokazane na rysunku 31.
Rys. 31. Ustawienie elementów biorących udział w formowaniu oczka przy zarobieniu maszyny osnowowej [7, s. 320]
Prasująca krawędź prasy nie powinna być dalej niż l–2 mm od haczyków igieł.
Po takim ustawieniu tylnej maszynki zawiesza się nawleczoną przednią maszynkę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Po zawieszeniu każdej maszynki należy ręką dokonać przesunięcia maszynki w lewo
i w prawo, aby sprawdzić lekkość przesuwu. Po tym sprawdzeniu, zakłada się sprężynę
służącą do połączenia maszynki z wzornicą i przystępuje się do zarobienia maszyny.
Rys. 32. Ustawienie elementów biorących udział w formowaniu oczka przy zarobieniu maszyny osnowowej [7, s. 320]
Obracając ręcznie maszynę w odwrotną stronę doprowadza się do tego, aby prasa
przemieściła się do wnętrza maszyny, a igły przeszły między iglicami i ustawiły się
w położenie pokazane na rysunku 32.
W tym ustawieniu między łeb śruby (1) służącej do ustawienia maszynki, a płaszczyznę
maszynki (2) zakłada się metalową kalibrowaną płytkę (3) (rys. 33).
W ten sposób maszynka przesunie się „przed” igłami w prawo o dwie podziałki uiglenia.
Następnie obraca się maszynę do przodu (w kierunku normalnej pracy) tak aby igły ustawiły
się za iglicami.
W tym położeniu iglic wyjmuje się kalibrowaną płytkę (3) wskutek czego maszynka
przesuwa się „za” igłami o dwie podziałki w lewo.
Podczas tych ruchów na igłach zostanie utworzona pętla, którą igły przeciągają do
płaszczek.
Rys. 33. Ustawienie elementów biorących udział w formowaniu oczka przy zarobieniu maszyny osnowowej [7, s. 320]
Osnowarkę ustawiamy tak, aby główki igieł znalazły się między iglicami (rys. 34)
i dopiero teraz przystępuje się do zarobienia pierwszej maszynki. Pierwszą maszynkę, po
nawleczeniu i zawieszeniu na wspornikach posmarowanych cienką warstwą towotu oraz po
sprawdzeniu lekkości przesuwu, łączy się sprężyną z wzornicą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 34. Ustawienie elementów biorących udział w formowaniu oczka przy zarobieniu maszyny osnowowej [7, s. 320]
Pierwszą maszynkę zarabia się w taki sam sposób jak drugą. Ręcznie obraca się maszynę
w odwrotnym do normalnej pracy kierunku, aby iglice znalazły się ,,przed” igłami. Przesuwa
się pierwszą maszynkę o dwie podziałki kalibrowaną płytką, a następnie obraca maszynę
w kierunku normalnej pracy i po zajęciu przez iglice położenia „za” igłami usuwa kalibrowaną
płytkę, aby maszynki zajęły poprzednie położenie. Następnie obraca się kilka razy ręcznie
maszynę aby zarobić nitki obydwu osnów i dopiero teraz włącza urządzenie do podawania
osnowy. Sprawdza się prawidłowość zarobienia przy periodycznym włączeniu i wyłączeniu
urządzenia do podawania osnowy, a po stwierdzeniu dobrego zarobienia na wszystkich igłach
uruchamia osnowarkę.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie czynności obsługowe musi wykonywać pracownik w celu uzyskania dzianiny
o wysokiej jakości?
2.
Jakie czynności należy wykonać przed wymianą uszkodzonego elementu w osnowarce?
3.
Jakie narzędzia wykorzystuje się przy przewlekaniu zerwanej osnowy?
4.
W jakim elemencie zatopiona jest igła haczykowa?
5.
Na co należy zwrócić uwagę bezpośrednio po wymianie ołowianki z uszkodzoną igłą?
4.3.3. Ćwiczenia
Ć
wiczenie 1
Wymień ołowiankę z uszkodzoną igłą w osnowarce zwykłej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bezpiecznej obsługi osnowarki zwykłej,
2)
sprawdzić czy maszyna jest wyłączona i obracając ręczne koło napędowe, ustawić ją tak,
aby iglice zajęły położenie przed igłami,
3)
znaleźć płytkę, pod którą znajduje się złamana igła,
4)
odkręcić śrubę mocującą płytkę,
5)
unieść płytkę razem
ze śrubą i położyć ją na przedniej belce korpusu maszyny,
6)
nacisnąć na dzianinę ku górze w miejscu występowania uszkodzonej igły,
7)
odchylić ołowiankę, naciskając na jej koniec,
8)
chwycić ołowiankę i odciągnąć do siebie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
9)
unieść ołowiankę nieco do góry i jednocześnie odchylić ku sobie, aby zdjąć z igieł oczka,
10)
usunąć ołowiankę z maszyny,
11)
wziąć nową ołowiankę i założyć w wycięcie belki grzebienia igłowego,
12)
po założeniu ołowianki przykręcić płytę dociskową i sprawdzić osadzenie igieł.
Wyposażenie stanowiska pracy:
−
osnowarka zwykła,
−
ołowianki z igłami,
−
instrukcja bhp obsługi maszyny dziewiarskiej,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Nawlecz zerwaną nitkę osnowy na osnowarce zwykłej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bezpiecznej obsługi osnowarki zwykłej,
2)
sprawdzić, czy maszyna jest wyłączona,
3)
wprowadzić zerwaną nitkę między iglice pierwszej maszynki koło otworu iglicy pustej,
4)
włożyć szydełko w otwór iglicy i położyć nitkę na szydełku,
5)
pociągnąć nitkę do siebie na zewnątrz osnowy,
6)
obracać ręcznie maszynę aż do zarobienia nitki w dzianinę, cały czas przytrzymując
koniec nitki.
Uwaga: Aby przewleczoną nitkę dobrze zarobić w dzianinę, należy jej koniec założyć na
sąsiednie nitki osnowy.
Wyposażenie stanowiska pracy:
−
osnowarka zwykła,
−
szydełko,
−
osnowa,
−
instrukcja bezpiecznej obsługi osnowarki,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zaplanować i zorganizować stanowisko pracy przed przystąpieniem
do wytwarzania dzianiny kolumienkowej?
2)
obsłużyć osnowarkę zgodnie z instrukcją obsługi maszyny?
3)
przewlec przędzę przez elementy urządzenia podającego osnowarek?
4)
wymienić w osnowarce zgodnie z instrukcją uszkodzoną igłę?
5)
podać odległość prasującej krawędzi prasy od haczyków igieł?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.4. Kontrola jakości dzianin wytworzonych na osnowarkach
4.4.1. Materiał nauczania
Błędy procesu dziania
Wszystkie dzianiny produkuje się według ustalonych warunków technicznych,
określających parametry surowca, maszyny i półproduktu określone jako jakość. Jakość
dzianiny decyduje natomiast o jakości wytwarzanych z niej wyrobów.
W zależności od rodzaju i liczby błędów dzianiny i wyroby można zaliczyć do trzech
grup jakości: jakość I, jakość II i jakość pozagatunkowa.
Podstawą do określenia jakości półproduktu są dopuszczalne błędy.
Błędy występujące w dzianinie, w zależności od przyczyn je wywołujących, dzieli się
na cztery grupy:
−
surowcowe (nitek),
−
nieprawidłowego przygotowania osnów,
−
nieprawidłowej pracy maszyny,
−
nieprawidłowej obsługi.
Błędy surowcowe.
Błędy wynikające ze złej jakości przędzy są spowodowane zwykle wysokim stopniem
nierównomierności wytrzymałości.
Innymi przyczynami błędów surowcowych są zgrubienia, źle związane węzły oraz supełki
występujące w nitce. Wady te powodują zrywanie nitek przy przechodzeniu ich przez otwory iglic.
Pasiastość dzianin gładkich jednorodnych występuje na skutek różnej grubości
przetwarzanej nitki.
Pomieszanie partii przędzalniczych lub partii farbiarskich oraz zabrudzenie nitek
prowadzi do wytworzenia dzianiny o niższej jakości z widocznymi pasami o różnych
odcieniach lub z widocznym zabrudzeniem.
Błędy wynikające z nieprawidłowego przygotowania osnów
Do błędów wynikających z nieprawidłowego przygotowania osnów zaliczamy:
−
zabrudzenie nitek osnowy w czasie snucia,
−
niezwiązane końce nitek w osnowie,
−
ź
le związane węzły.
Błędy wynikające ze złej pracy maszyny:
−
zrzucanie oczek,
−
zrywy nitek,
−
zmechacenie,
−
dziury,
−
okresowa, zmiana ścisłości dzianiny.
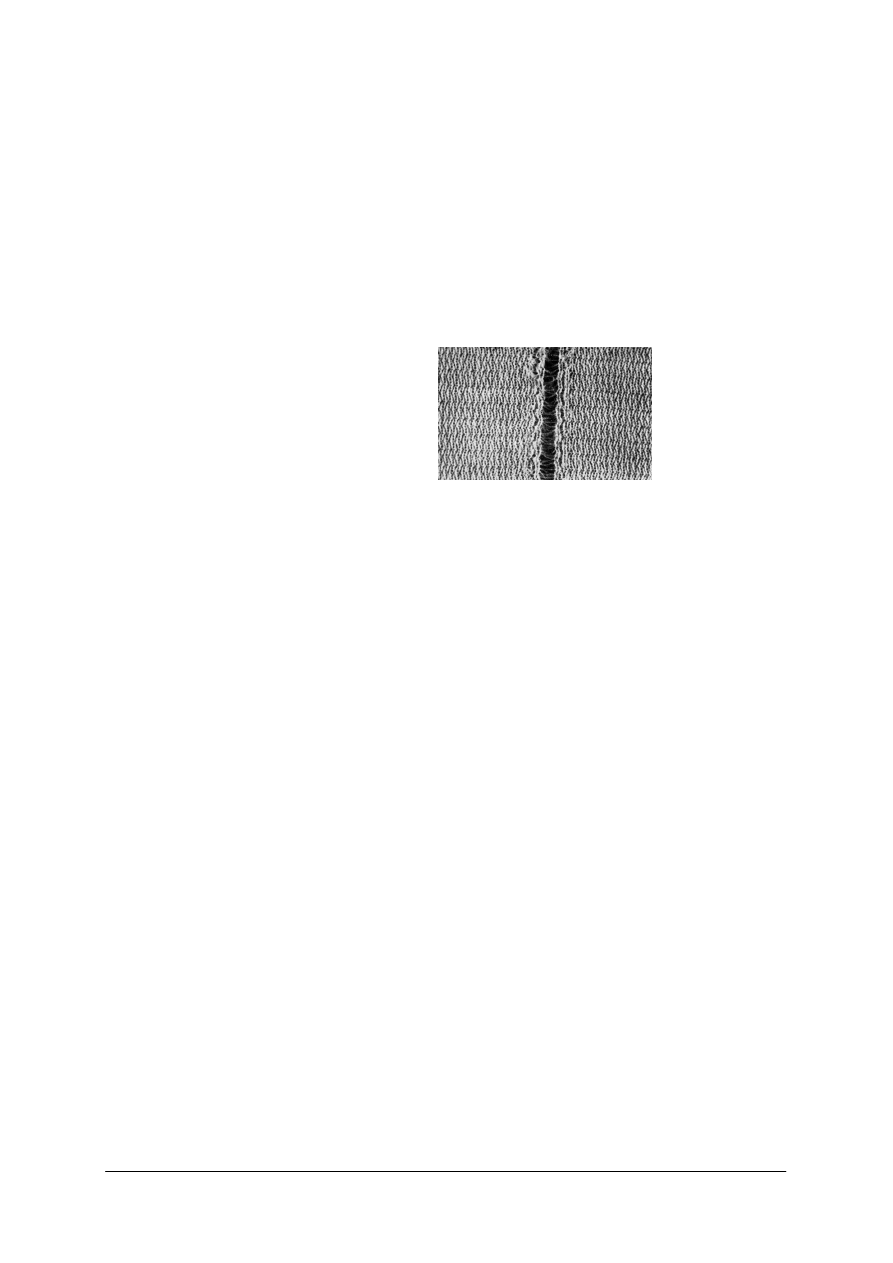
Zrzucanie oczek
Przy
nieprawidłowym
ustawieniu
elementów
biorących
bezpośredni
udział
w formowaniu oczek (rys. 36), a także przy słabym napięciu podawanej nitki występuje
zrzucanie oczek, co oznacza, że okresowo na jednej igle, rzadziej na kilku, nie są tworzone
oczka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
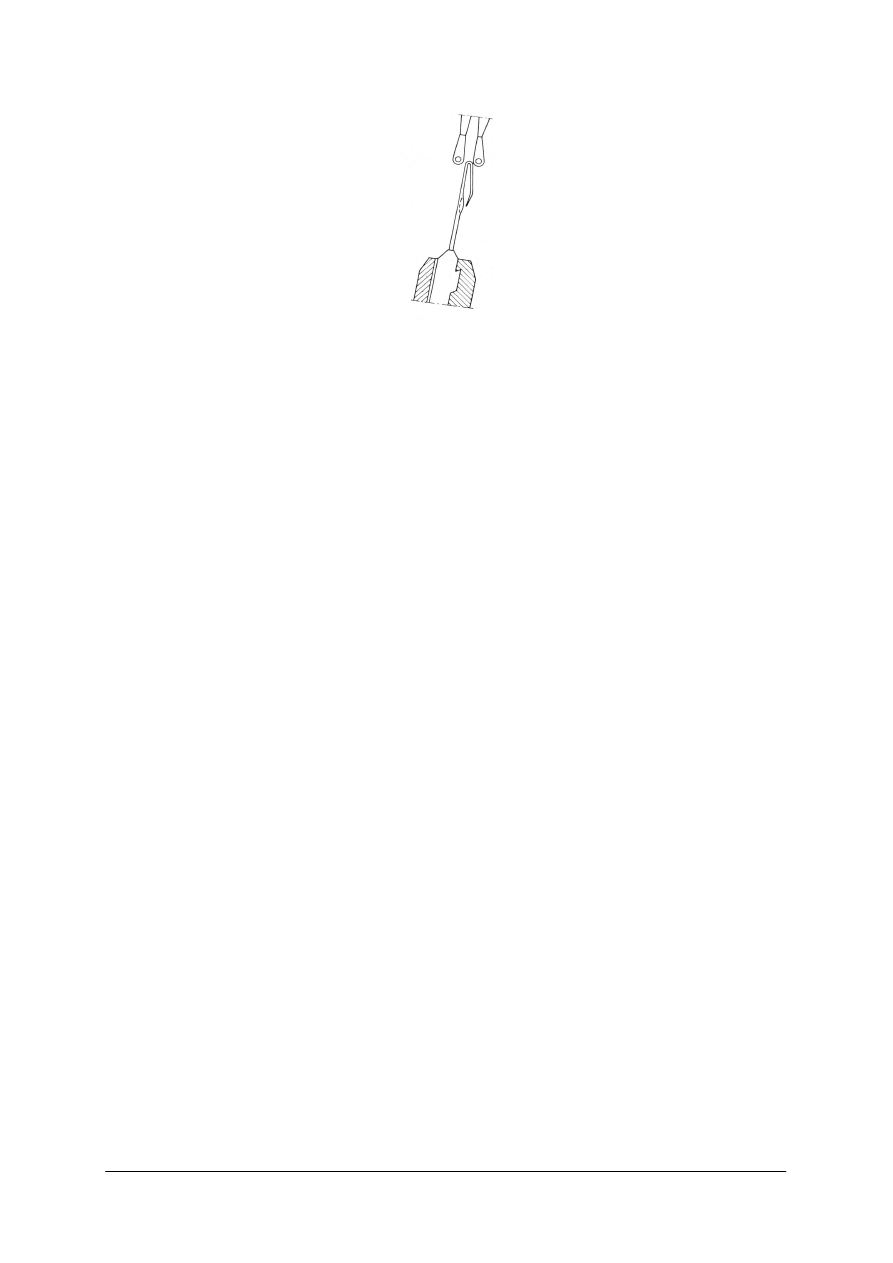
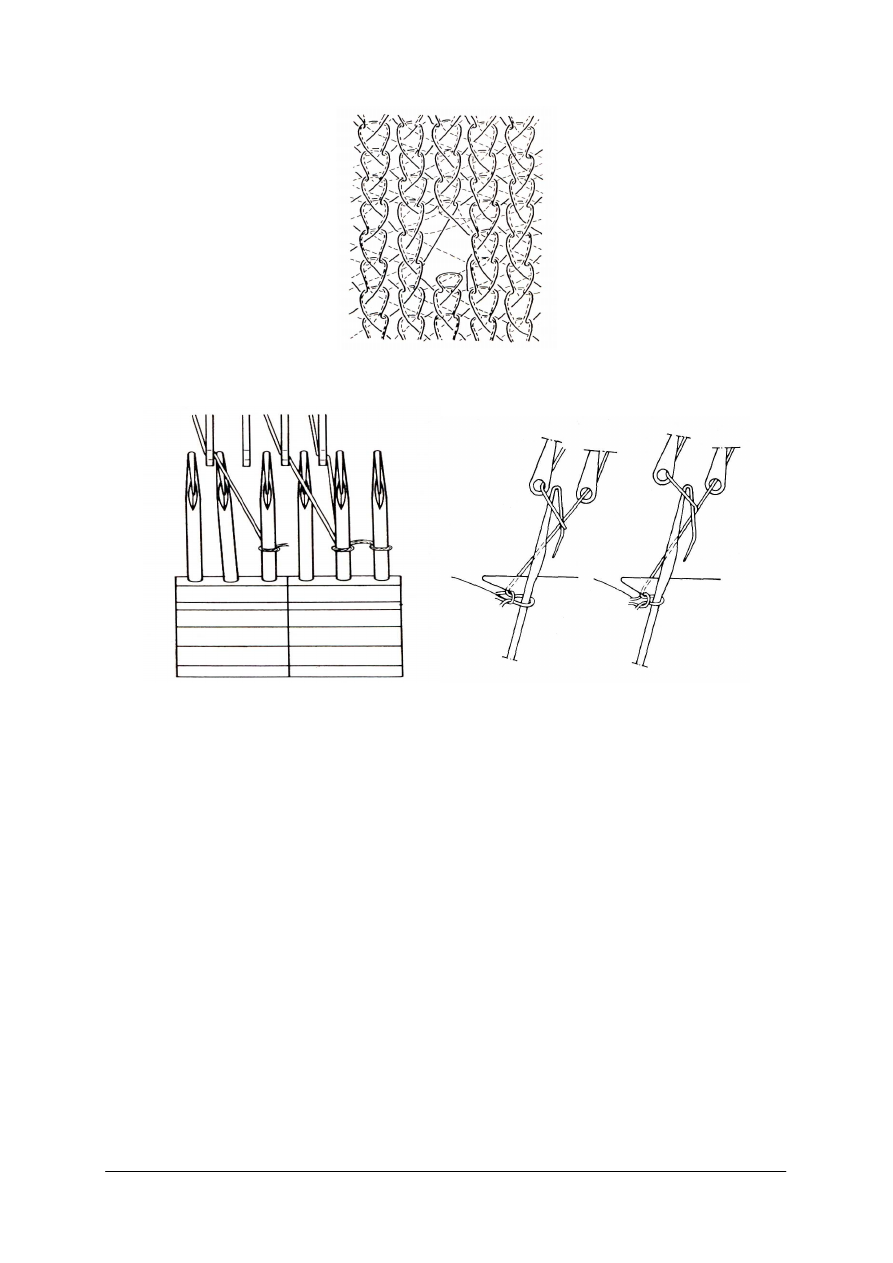
Rys. 35. Fragment dzianiny kolumienkowej ze zrzuconym oczkiem [7, s. 326]
a)
b)
Rys. 36.
Nieprawidłowe ustawienie elementów tworzących oczka; a) wadliwe ustawienie pojedynczych igieł
względem maszynek, b) za wysokie ustawienie iglic względem igieł [7, s. 326, 328]
Zwiększona liczba zrywów
Przyczyny powstawania zwiększonej liczby zrywów to: nieprawidłowe ustawienie
w poziomie i pionie iglic w stosunku do igieł.
Zmechacenie dzianiny
Przy zbyt wczesnym działaniu prasy przygięty haczyk może swoim ostrzem zaczepić
o podaną nitkę, powodując przerwanie elementarnych włókien, które w dzianinie są widoczne
w postaci odstających od powierzchni dzianiny włosków.
Dziury wzdłuż dzianiny.
Dziury wzdłuż dzianiny powstają najczęściej w wyniku złamania jednej lub kilku igieł
(rys. 37) podczas pracy maszyny.
Elementem igły najbardziej wrażliwym na złamania jest haczyk.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
a)
b)
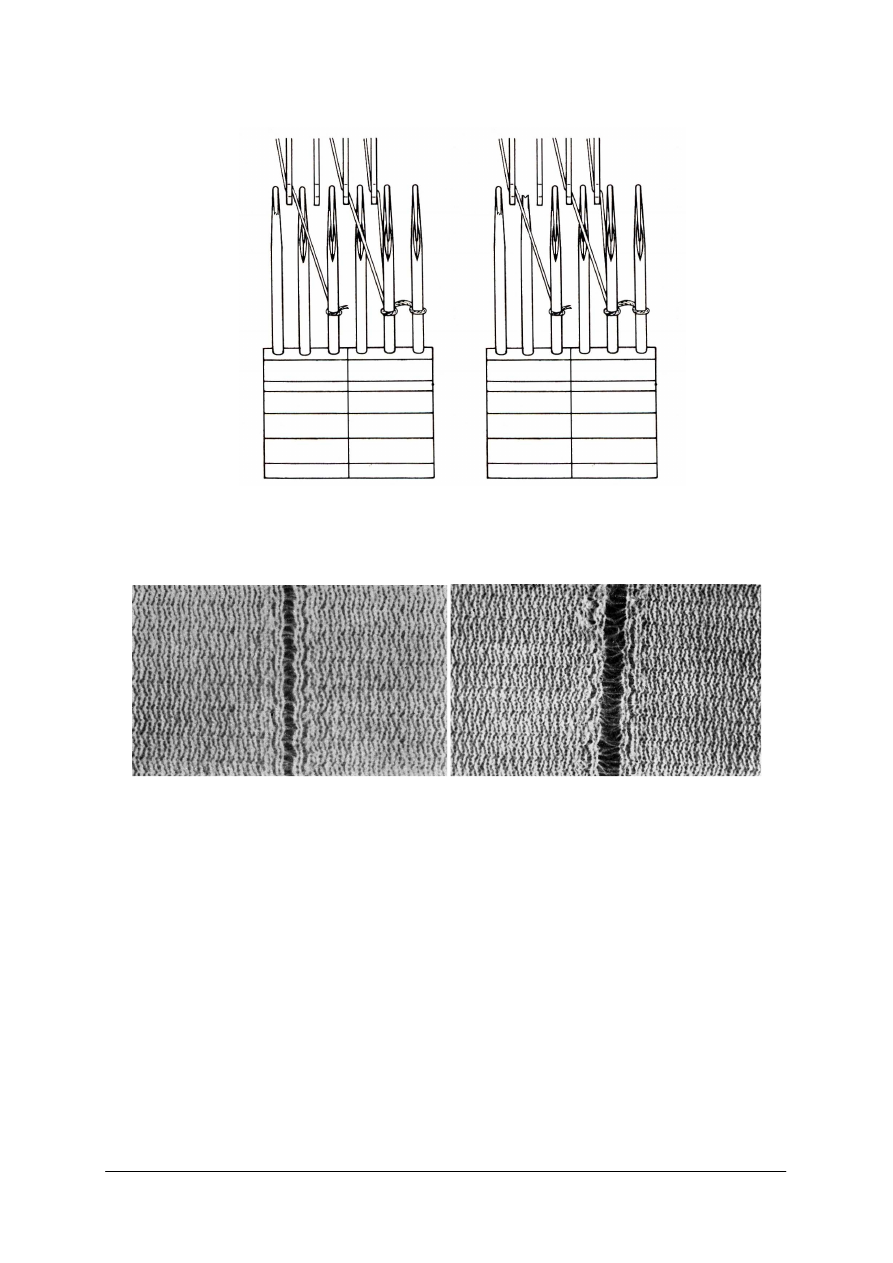
Rys. 37. Uszkodzenia igieł w ołowiankach maszyn osnowowych: a) złamany haczyk jednej z igieł, b) uszkodzone
dwie sąsiednie igły [opracowanie własne na podstawie 7, s. 326]
Uszkodzenia dzianin powstałe w wyniku łamania igieł przedstawia rysunek 38.
a)
b)
Rys. 38. Brak kolumienki oczek powstały w wyniku: a) złamania pojedynczej igły, b) złamania dwóch
sąsiednich igieł [7, s. 330]
Główne przyczyny łamania igieł to: nieprawidłowe prasowanie, nieprawidłowy obiór
dzianiny, nieprawidłowe ustawienie igieł i płaszczek w poziomie i pionie, nieprawidłowe
ustawienie igieł i iglic w poziomie, nadmierne napięcie osnowy.
Nieprawidłowy odbiór dzianiny. Wielkość odbioru reguluje się zmianą prędkości liniowej
wałka odbierającego. Jeżeli prędkość wałka jest wyższa od prędkości tworzenia dzianiny,
wtedy zwiększa się napięcie w nitkach oczek – następuje odginanie igieł, prasa nieprawidłowo
naciska na haczyki, igły nabierają oczka, następuje uszkodzenie haczyków igieł.
Okresowa zmiana ścisłości dzianiny
Przy normalnym procesie wytwarzania wysokość oczka, a więc pośrednio ścisłość
dzianiny, powinna być stale jednakowa.
Jeżeli wysokość oczka okresami zmienia się, to na dzianinie powstają poziome pasy
o różnej ścisłości. Okresowa zmiana ścisłości dzianiny może występować na skutek
nieprawidłowej pracy urządzenia podającego, nieprawidłowej pracy urządzenia odbierającego,
nieprawidłowego zamocowania lub mimośrodowości wału osnowowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Błędy w dzianinie powstające na skutek nieprawidłowej obsługi maszyny:
−
tłuste plamy i zabrudzenia,
−
pasy,
−
spuszczone oczka powstające na skutek złamania igły,
−
błędne odwzorowanie rysunku wzoru.
Tłuste plamy i zabrudzenia pojawiają się w dzianinie w wyniku niestarannego
i nieostrożnego smarowania. Pasy powstające w wyniku zerwania nitek lub złamania igieł
pojawiają się, gdyż dziewiarz w porę nie zatrzymał maszyny i nie zlikwidował tej wady.
Przy produkcji dzianin niewypełnionych (ażurowych), gdy maszynki są niepełnie
nawleczone, powstaje często zniekształcenie rysunku wzoru na skutek nawleczenia zerwanej
nitki w nieodpowiednią iglicę. Zmienia się wtedy raport nawleczenia.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz rodzaje błędów dziewiarskich?
2.
Jakie mogą być przyczyny powstawania błędów dziewiarskich?
3.
Jakie błędy powstają w dzianinie w wyniku nieprawidłowej pracy maszyny?
4.
Jakie błędy dzianin kolumienkowych powstają w wyniku pracy wadliwych elementów
oczkotwórczych?
5.
Jakim uszkodzeniom najczęściej ulega igła haczykowa?
4.4.3. Ćwiczenia
Ć
wiczenie 1
Sporządź schemat blokowy rodzajów błędów jakie mogą wystąpić na osnowarkach
w zależności od przyczyny ich powstania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyszukać w Poradniku dla ucznia informacje na temat przyczyn powstawania błędów
w dzianinach kolumienkowych,
2)
sporządzić schemat blokowy błędów dziewiarskich w zależności od przyczyn ich
powstawania,
3)
rozplanować przy każdym rodzaju błędu miejsce na wklejenie próbki dzianiny,
4)
posegregować otrzymane od nauczyciela próbki dzianin według zauważonych błędów,
5)
nazwać zauważone błędy,
6)
wybrać próbki najbardziej charakterystyczne dla poszczególnych błędów,
7)
dopasować i wkleić próbki przy odpowiednich nazwach na schemacie blokowym,
8)
dokonać prezentacji wykonanej pracy.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
próbki dzianin z błędami,
−
arkusz formatu A2,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Ć
wiczenie 2
Rozpoznaj rodzaj uszkodzenia elementu oczkotwórczego i połącz je z ilustracjami
przedstawiającymi błędy dzianiny kolumienkowej.
a)
b)
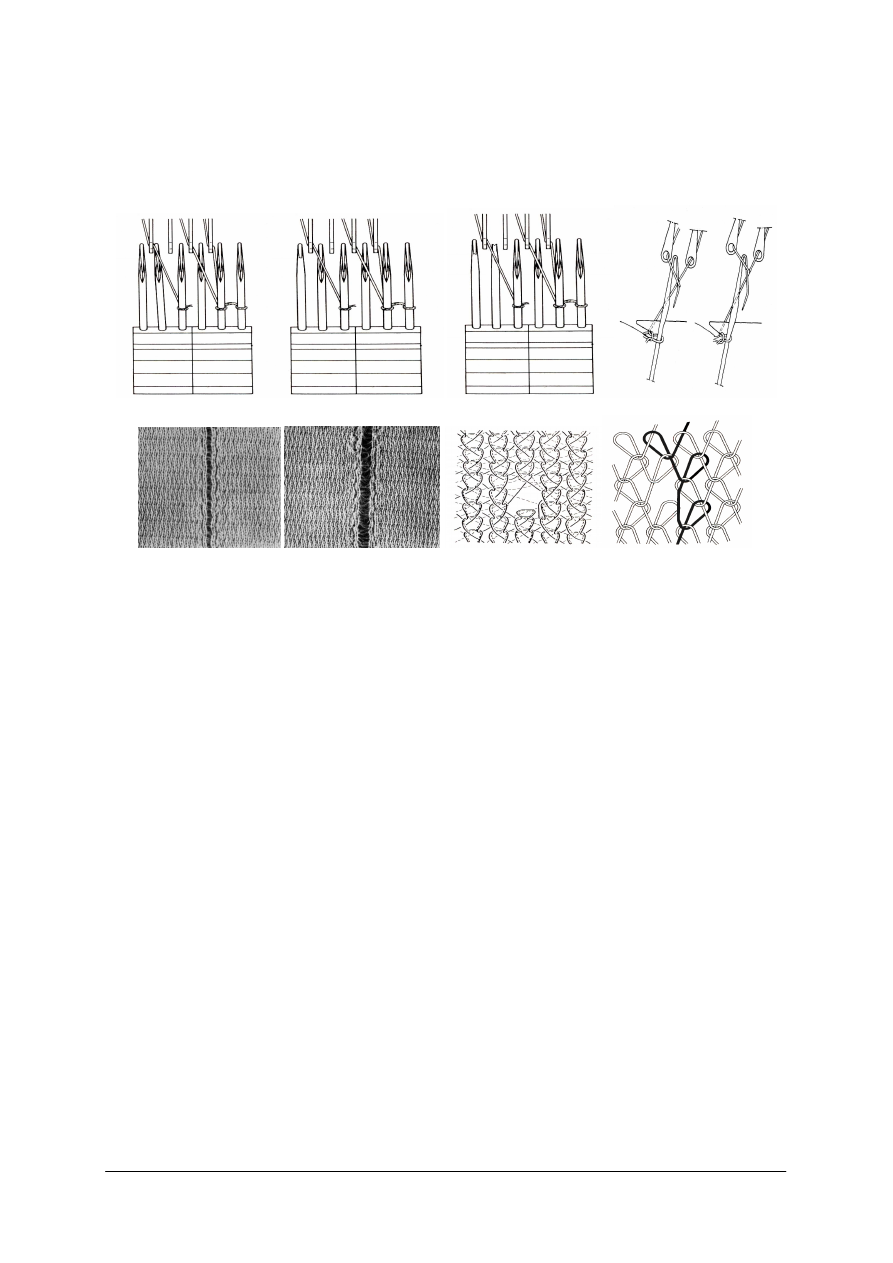
Rysunek do ćwiczenia 1: a) przykładowe uszkodzenia elementów oczkotwórczych, b) błędy dzianin
[opracowanie własne na podstawie 7, s. 326, 328, 330]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wkleić w dowolnej kolejności do zeszytu rysunki wadliwych elementów oczkotwórczych
jedną pod drugą,
2)
rozpoznać rodzaje uszkodzeń i opisać je obok wklejonych rysunków,
3)
dopasować do uszkodzeń ilustracje dzianin z błędami,
4)
wkleić ilustracje dzianin obok odpowiadających im rysunkom elementów maszyn,
5)
opisać wklejone ilustracje błędnych dzianin,
6)
wyszukać spośród przygotowanych przez nauczyciela próbek błędy opisane w zeszycie,
7)
uzupełnić zestawienia w zeszycie o odpowiednie próbki dzianin,
8)
dokonać prezentacji wykonanej pracy
.
Wyposażenie stanowiska pracy:
−
rysunki wadliwych elementów oczkotwórczych,
−
ilustracje błędów dzianin kolumienkowych,
−
próbki dzianin z błędami,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie jakość?
2)
sklasyfikować
przyczyny
powstawania
błędów
dzianin
kolumienkowych?
3)
rozpoznać błędy wynikające ze złej pracy maszyny?
4)
wymienić błędy w dzianinie powstające na skutek nieprawidłowego
przygotowania osnów?
5)
wymienić błędy w dzianinie powstające na skutek nieprawidłowej
obsługi maszyny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5.
Za każde poprawnie rozwiązane zadanie uzyskasz 1 punkt.
6.
Rozwiązania zaznaczaj na karcie odpowiedzi.
7.
Tylko jedna odpowiedź jest poprawna.
8.
Dla każdego zadania podane są 4 możliwe odpowiedzi a, b, c, d.
9.
Wybierz właściwą odpowiedź i wstaw znak X
w kratkę z odpowiadającą jej literą.
10.
Jeżeli się pomylisz i błędnie zaznaczysz odpowiedź otocz ją kółkiem i zaznacz
odpowiedź, którą uważasz za prawdziwą.
11.
Jeśli udzielenie odpowiedzi będzie sprawiało Ci trudność, odłóż jego rozwiązanie na
później i wróć do niego, gdy pozostanie Ci czas.
12.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
13.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Podstawowym elementem budowy dzianiny kolumienkowej jest najczęściej
a)
oczko otwarte.
b)
oczko zamknięte.
c)
osnowa.
d)
wątek.
2.
W budowie strukturalnej dzianiny wyróżniamy dwa układy oczek
a) oczko otwarte i wątki.
b) kolumienki i pogrubienia.
c) rządki i pocienienia.
d) rządki i kolumienki.
3.
Przedstawiony rysunek jest rysunkiem splotu
a) sukna.
b) trykotu.
c) łańcuszkowego.
d) atłasowego.
4.
Ś
cisłość rządkowa
P
r
dzianiny jest to
a) liczba rządków w jednostce długości.
b) liczba kolumienek w jednostce długości.
c) liczba rządków i kolumienek w jednostce długości.
d) liczba rządków i kolumienek w jednostce czasu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
5.
Numer przędzy to parametr określający
a)
kurczliwość.
b)
rozciągliwość.
c)
grubość.
d)
długość.
6.
Długość przędzy w oczku zamkniętym jest sumą
a)
2 odcinków i 2 łuków.
b)
3 odcinków i 3 łuków.
c)
2 odcinków.
d)
2 łuków.
7.
Zdolność dzianiny kolumienkowej do wydłużania się pod wpływem przyłożonej do niej
siły określamy jako
a)
ś
cisłość.
b)
rozciągliwość.
c)
długość.
d)
splot.
8.
Cechą charakterystyczną dzianiny kolumienkowej nie jest
a)
dobre wypełnienie.
b)
niska kurczliwość.
c)
stosunkowo niska masa metra bieżącego.
d)
rozciągliwość większa niż dla dzianiny rządkowej.
9.
Maszyny, które wytwarzają oczka wzdłuż kolumienki nazywamy
a)
osnowarkami.
b)
przędzarkami.
c)
szydełkarkami.
d)
przewijarkami.
10.
Podstawowym elementem formującym oczko dzianiny na osnowarkach jest
a)
urządzenie podające.
b)
igła haczykowa.
c)
korpus.
d)
urządzenie odbierające.
11.
Elementem budowy osnowarki zwykłej
nie jest
a)
mechanizm napędu prasy.
b)
mechanizm napędu grzebienia igłowego.
c)
mechanizm napędu grzebienia płaszczkowego.
d)
mechanizm nicielnicowy.
12.
Grzebień
płaszczkowy w osnowarkach zwykłych porusza się ruchem
a)
obrotowym.
b)
posuwisto-zwrotnym.
c)
wahadłowym.
d)
skośnym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
13.
Urządzenie, które odbiera utworzoną dzianinę kolumienkową nazywamy
a)
urządzeniem podającym.
b)
urządzeniem zabezpieczającym.
c)
urządzeniem odbierającym.
d)
urządzeniem wzorującym.
14.
Elementem służącym do przyginania haczyków igieł haczykowych w osnowarkach
zwykłych jest
a)
prasa.
b)
grzebień igłowy.
c)
igła pomocnicza.
d)
szydełko.
15.
Na rysunku przedstawione są różne rodzaje
a)
igieł.
b)
płaszczek.
c)
iglic.
d)
pras.
16.
Cechą charakterystyczną osnowarek
nie jest
a)
rodzaj igieł.
b)
długość przędzy w oczku.
c)
szerokość robocza grzebienia igłowego wyrażona w calach.
d)
liczba grzebieni igłowych.
17.
Masa metra kwadratowego dzianiny kolumienkowej, w której długość przędzy wrobionej
w oczko wynosi 50 mm, ścisłości P
h
, P
v
= 25, Nm – numer metryczny przędzy wynosi 20,
a V – liczba nitek występująca w oczku = 2, wynosi
a)
256,5 g.
b)
355,5 g.
c)
312,5 g.
d)
340,5 g.
18.
Wszystkie czynności obsługowe związane z konserwacją i naprawami osnowarek należy
przeprowadzać, gdy
a)
igły wykonują ruch do dołu.
b)
iglice wykonują rzut przed igłami.
c)
wyłączone jest zasilanie maszyny.
d)
nawleka się iglice nitkami.
19.
Podstawowym zadaniem urządzeń zabezpieczających pracę maszyny jest
a)
wyłączenie maszyny.
b)
usunięcie awarii.
c)
wyłączenie maszyny i wskazanie miejsca awarii.
d)
uruchomienie maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
20.
Przed uruchomieniem maszyny należy
a)
sprawdzić przebieg przędzy na wszystkich systemach.
b)
sprawdzić przebieg przędzy tylko na wybranych systemach.
c)
przystąpić bezpośrednio do pracy.
d)
wymienić nawoje z przędzą na nowe.
21.
Tłuste plamy i zabrudzenia pojawiające się na dzianinie są wynikiem
a)
błędów przędzy.
b)
błędów w raporcie snucia.
c)
nieprawidłowej pracy maszyny.
d)
nieprawidłowej obsługi.
22.
Rysunek przedstawia błąd dzianiny
a)
pasiastość wzdłużna.
b)
plamy po smarze.
c)
brak kolumienki oczek.
d)
zgrubienia wzdłużne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko.........................................................................................................................
Wytwarzanie dzianin techniką osnowową
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6.
LITERATURA
1.
Dziamara H.: Dziewiarstwo maszynowo-ręczne. WSiP, Warszawa 1990
2.
Gajzler Z., Kowalczyk K., Krynicka G.: Konfekcjonowanie dzianin cz. 1. WSiP,
Warszawa 1995
3.
Kopias K.: Technologia dzianin kolumienkowych, WNT, Warszawa 1986
4.
Kopias K., Kornobis E., Mrożewski Z., Wodniacka H. Laboratorium podstaw technologii
i maszyn dziewiarskich. PŁ, Łódź 1978
5.
Kornobis E., Mrożewski Z., Stajniak K.: Dziewiarstwo cz. 2. WSiP, Warszawa 1990
6.
Mrożewski Z.: Budowa i projektowanie dzianin. PŁ, Łódź 1978
7.
Stajniak K.: Technologia dziewiarstwa. Maszyny osnowowe. WPLiS, Warszawa 1968
8.
Waśniewski S.: Dziewiarstwo maszynowe. WSiP, Warszawa 1985
9.
www.liba.de
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z3 03 u
operator maszyn w przemysle wlokienniczym 826[01] z3 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 02 u
operator maszyn w przemysle wlokienniczym 826[01] z3 01 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 u
operator maszyn w przemysle wlokienniczym 826[01] z3 02 n
operator maszyn w przemysle wlokienniczym 826[01] z3 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 02 u
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z4 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
więcej podobnych podstron