Politechnika Świętokrzyska Kielce 31.V.2000r.
w Kielcach
Proces technologiczny
wybranej konstrukcji spawanej.
Dąbrowski Artur
Technologia Maszyn
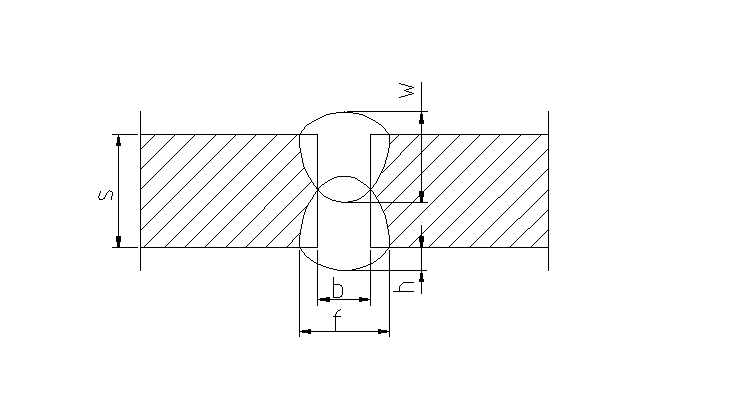
1. Szkic konstrukcji dla której będziemy liczyć parametry spawania.
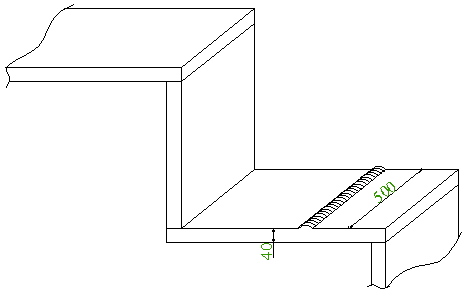
Konstrukcję tą możemy przedstawić za pomocą oznaczeń umownych.
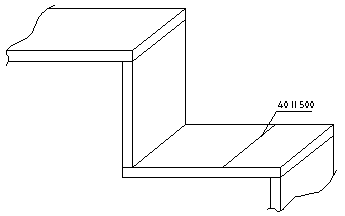
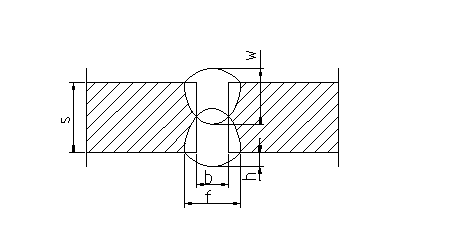
Przygotowanie elementów do spawania.
s = 40 mm
b = 7 mm
f = 26 mm
w = 21 mm
h = 5 mm
2. Charakterystyka metody.
Spawanie łukiem krytym.
Cechą charakterystyczną spawania łukiem krytym jest jarzenie się łuku pod warstwą specjalnego proszku zwanego topnikiem. Grubość tej warstwy zawiera się w granicach od 40 do 60 mm. Spawanie odbywa się według schematu przedstawionego poniżej. Jarzący pomiędzy elektrodą gołą a materiałem rodzimym łuk jest osłaniany warstwą topnika podawanego ze specjalnego zbiornika. W wyniku częściowego stapiania się topnika nad ciekłym jeziorkiem metalu powstaje żużel skutecznie chroniący spoinę przed szkodliwym wpływem atmosfery. Nadmiar topnika jest zabierany z powrotem do zbiornika. Proces spawania jest przeważnie całkowicie automatyczny.
Jedną z głównych przyczyn dużej popularności spawania automatycznego łukiem krytym jest duża wydajność procesu oraz wysoka jakość połączeń. Ze względu na występowanie w procesie spawania dużej ilości ciekłego metalu i żużla spawanie łukiem krytym może odbywać się jedynie w pozycji podolnej, z nachyleniem spawanego przedmiotu nie większym niż 8÷10º względem poziomu.
Do podstawowych parametrów należą: średnica drutu elektrodowego(3-6mm), natężenie prądu od 300-1000A, napięcie łuku od 20-40V oraz prędkość przesuwania się łuku od12-150 m/h.
Zakres zastosowania:
Zakres racjonalnego zastosowania metody obejmuje wykonanie długich połączeń elementów stalowych o grubości od 8-100 mm oraz napawanie stalą.
Do warunków spawania które mają wpływ na kształty geometryczne spoiny należą:
Natężenie prądu
Gęstość prądu i związana z tym średnica drutu elektrodowego
Napięcie łuku
Szybkość spawania
Nachylenie drutu elektrodowego względnie spawanego przedmiotu
Sposób przygotowania materiału do spawania
Długość wylotu drutu elektrodowego
Gatunek i ziarnistość topnika.
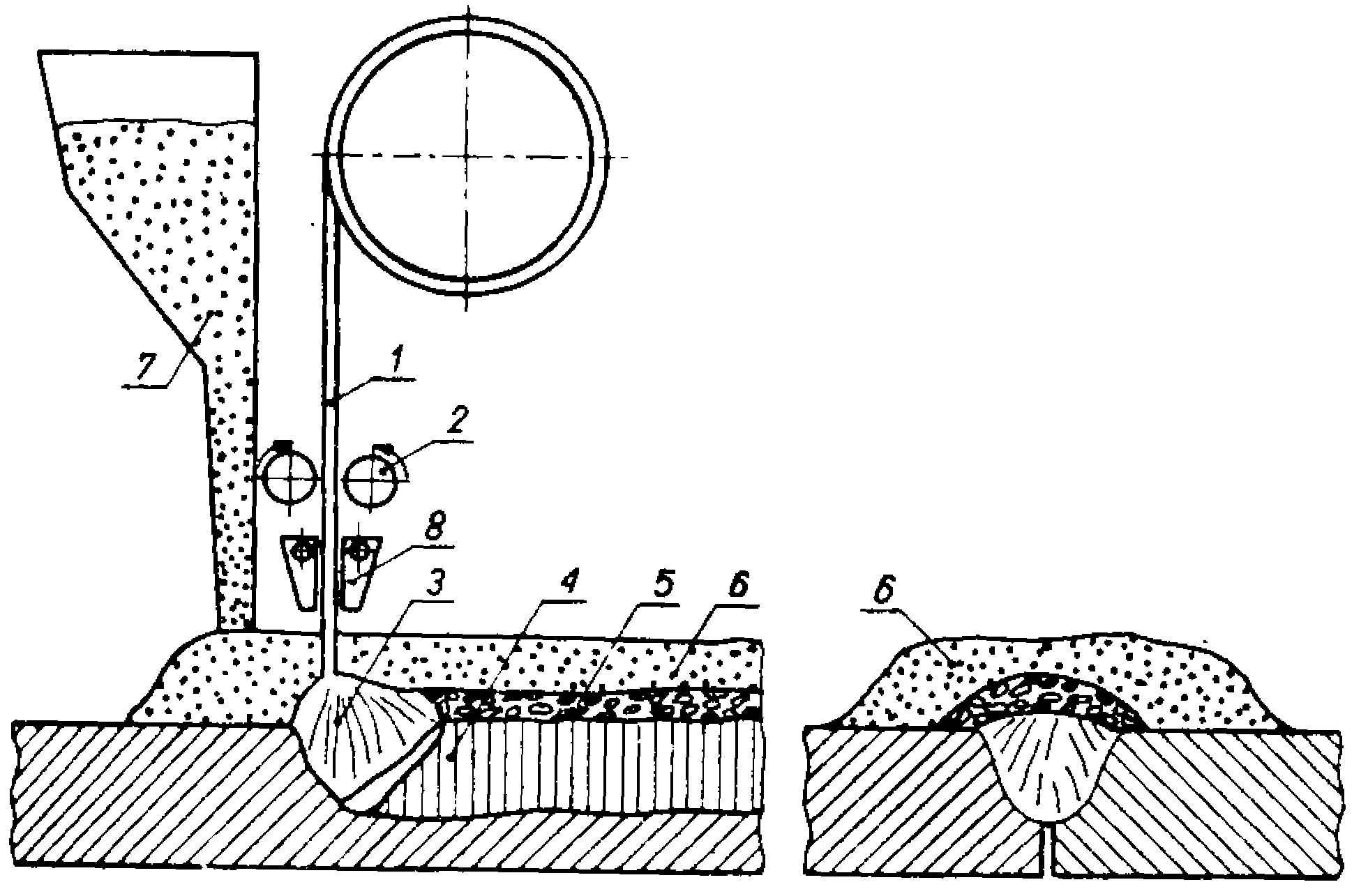
Drut elektrodowy
Napęd posuwu elektrody
Łuk
Spoina
Żużel
Nadmiar topnika
Zbiornik topnika
Styki prądowe
3. Obliczenia parametrów spawania łukiem krytym.
3.1 Przyjmuję t = 0,66*s = 0,66*40 = 26
3.2 Przyjmuję średnicę elektrody d = 5 mm.
3.3 Obliczamy prąd spawania:
![]()
![]()
3.4 Obliczamy napięcie:
![]()
3.5 Obliczamy prędkość spawania:
G - ilość drutu elektrodowego

Vsp - prędkość spawania
![]()
![]()
3.6 Sprawdzam poprawność obliczonych parametrów:

![]()

4. Wyznaczanie czasu spawania.
![]()
![]()

Wyszukiwarka
Podobne podstrony:
SPAWY, SPAWAL~1, POLITECHNIKA
spawy-lab, Studia, ZiIP, SEMESTR V, Spawalnictwo, od pudlo
spawy wodny, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
spawy, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo, Spawalnictwo
spawy-lab, Studia, ZiIP, SEMESTR V, Spawalnictwo, od pudlo
Spawalnictwo wyk2015
AUTOMATYZACJA PROCESÓW SPAWALNICZYCH
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
spajalnictwo 2, Spawalnictwo
ćwiek -kolos spawalność (1), Studia, SEMESTR 5, MIZEISM, Kolokwium Ćwiek
OSC 1, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
Metody oceny spawalnosci stali
spawalnictwo
Spawalnia
spawalnictwo opracowanie
więcej podobnych podstron