Laboratorium Metrologii |
|||
|
|||
|
|
||
Nazwisko i Imię Konrad Kieliszkowski |
Wydział :
|
Grupa
|
|
Data wykonania Ćwiczenia : 28. X. i 18.XI. 1999 |
OCENA
|
||
Prowadzący Ćwiczenie
|
Podpis
|
||
Kontrolę wymiarów wewnętrznych możemy przeprowadzać następującymi metodami:
Pomiar za pomocą macek.
Pomiary przyrządami suwmiarkowymi.
Pomiary narzędziami mikrometrycznymi. Przed przystąpieniem do mierzenia należy sprawdzić prawidłowość wskazań mikrometra. Dokonuje się tego przy pomocy:
wzorca mikrometra
płytek wzorcowych
Macki
Metoda ta należy do najprostszych ponieważ polega na przeniesieniu wymiaru z przedmiotu na wymiar kreskowy. Macki są pomocniczym narzędziem pomiarowym o dwu nastawnych ramionach. Przeznaczone są do przenoszenia wymiarów z przedmiotu na przymiar i odwrotnie.
Do odczytania wymiaru potrzebny jest kątownik ze stopką i przymiar. Przy odpowiedniej wprawie, stosując przymiar o działce elementarnej 0,5 mm, można uzyskać błąd pomiaru nie przekraczający
mm
Suwmiarka.
Powszechnie stosowane suwmiarki posiadają rozdzielczość 0,1 mm, 0,05 mm. Suwmiarka uniwersalna daje możliwość pomiaru wymiarów zewnętrznych, wewnętrznych oraz głębokości. Zasadniczymi elementami suwmiarki są: prowadnica z podziałką główną i przesuwający się po niej suwak z noniuszem.
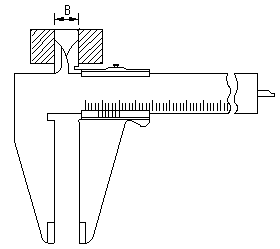
Pomiar średnicy wewnętrznej suwmiarką uniwersalną - rozdzielczość 0,1 mm.
|
Płaszczyzna X |
Płaszczyzna Y |
|
Wartości |
33,95 33,95 33,95 |
33,95 33,95 33,95 |
|
Wartość średnia |
33,95 |
33,95 |
|
Odchylenie standardowe |
|
|
|
Wartość średnia całego pomiaru : 33,95
0,10
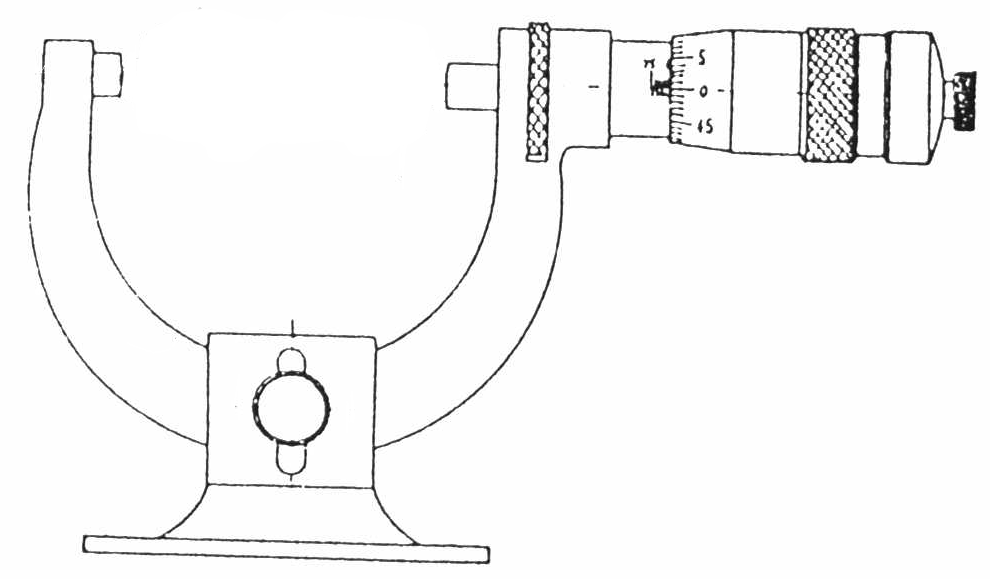
Narzędzia mikrometryczne.
Do mierzenia średnicy wałów mogą być stosowane mikrometry. Na rysunku przedstawiony jest mikrometr.
Przed dokonaniem pomiaru należy pamiętać o skręceniu mikrometru i określeniu błędu wskazania. Aby dokonać pomiaru obracamy śrubę mikrometryczną za pomocą sprzęgiełka, do chwili aż zacznie zapadać się zapadka. Wtedy to blokujemy wrzecionko, zdejmujemy mikrometr z mierzonego wałka i odczytujemy średnicę. Należy pamiętać aby nigdy nie obracać bębna bezpośrednio, bez użycia sprzęgiełka.
Pomiary narzędziami mikrometrycznymi
Mikrometr - rozdzielczość 0,01 mm.
W wynikach uwzględniono błąd pomiarowy przyrządu δ = - 0,02.
|
Płaszczyzna X |
Płaszczyzna Y |
|
Wartości |
33,92 33,92 33,92 |
33,92 33,92 33,92 |
|
Wartość średnia |
33,92 |
33,92 |
|
Odchylenie standardowe |
|
|
|
Wartość średnia całego pomiaru : 33,92
0,01
Pomiary Trasametrem - rozdzielczość 0,001 mm.
Jest to pomiar, w którym oceniana jest odchyłka od założonego wskazania.
Stos płytek wzorcowych - 33,92 mm: 1,42 ; 2,5 ; 30
|
Płaszczyzna X |
Płaszczyzna Y |
||||||
|
A |
B |
C |
A' |
B' |
C' |
||
|
1 |
0,004 |
0,003 |
0,002 |
0,004 |
0,002 |
0,002 |
|
|
2 |
0,004 |
0,006 |
0,005 |
0,004 |
0,004 |
0,006 |
|
|
3 |
0,008 |
0,008 |
0,008 |
0,008 |
0,008 |
0,008 |
|
Wartość średnia |
0,0053 |
0,0056 |
0,0050 |
0,0053 |
0,0046 |
0,0053 |
||
Odchylenie standardowe |
0,0023 |
0,0026 |
0,003 |
0,0023 |
0,0030 |
0,0030 |
||
Wartość średnia całego pomiaru: 33,925
0,00369
Pomiary Mikrometrem z czujnikiem - rozdzielczość 0,001 mm.
Wartość średnicy wałka: 18,99 mm
W wynikach uwzględniono błąd pomiarowy przyrządu δ = - 0,002.
|
Płaszczyzna X |
Płaszczyzna Y |
||||||
|
A |
B |
C |
A' |
B' |
C' |
||
|
1 |
-0,003 |
-0,002 |
-0,004 |
-0,004 |
-0,004 |
-0,004 |
|
|
2 |
-0,004 |
-0,002 |
-0,004 |
-0,003 |
-0,002 |
-0,002 |
|
|
3 |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
0,0 |
|
Wartość średnia |
0,0023 |
0,0013 |
0,0026 |
0,0023 |
0,0020 |
0,0020 |
||
Odchylenie standardowe |
0,025 |
0,0020 |
0,0040 |
0,0025 |
0,0031 |
0,0031 |
||
Wartość średnia całego pomiaru: 18,994
0,00386
Ocena błędu położenia powierzchni.
Pomiaru dokonano przy pomocy uchwytów kłowych, czujników zegarowych, statywu. Dokładność odczytu czujnika 0,001.
Schemat pomiarowy:
|
Bicie osiowe |
Bicie promieniowe |
|||
Wartości |
- 0,010 - 0,030 - 0,010 |
- 0,005 - 0,015 - 0,005 |
+ 0,005 0,000 - 0,010 |
||
Wartość średnia |
- 0,020 |
- 0,008 |
- 0,002 |
||
Odchylenie standardowe |
|
|
|
||
Pomiary optimetrem
Pomiary wałków optimetrem - czujnikiem optycznym.
Dobór stosu płytek, jest to pomiar pośredni.
Dokładność odczytu 0,001 mm.
Stos płytek: 2,0 + 30 = 32 mm
|
Płaszczyzna X |
Płaszczyzna Y |
|
Wartości |
-0,006 -0,005 -0,005 |
-0,003 -0,002 -0,002 |
|
Wartość średnia |
31,994 |
32,000 |
|
Odchylenie standardowe |
|
|
|
Wartość średnia całego pomiaru : 32,00
0,00295
Długościomierz pionowy Abbego.
Długościomierz Abbego jest to przyrząd do pomiarów długości metodą bezwzględną, spełniający postulat Abbego. Wzorcem jest pręt za pomocą którego odczytujemy błąd wskazania. Położenie kresek podziałki odczytuje się za pomocą mikroskopu ze spiralą Archimedesa.
Przedmiot mierzony mocujemy na stoliku przyrządu, następnie opuszczamy głowicę i w momencie styku głowicy z wałkiem odczytujemy na spirali wynik, czyli średnicę wałka.
Na płytce wzorcowej o średnicy 10 mm sprawdziliśmy błąd pomiarowy i wyniósł on 0.
Jest to pomiar bezpośredni.
|
Płaszczyzna X |
Płaszczyzna Y |
|
Wartości |
49,967 49,971 49,962 |
49,971 49,972 49,969 |
|
Wartość średnia |
49,966 |
49,970 |
|
Odchylenie standardowe |
|
|
|
Wartość średnia całego pomiaru : 49,968
0,0031
Wnioski
Ten sam wałek został pomierzony trzema różnymi przyrządami o coraz większej dokładności. W praktyce nie istnieją kształty, a co za tym idzie wymiary idealne. Także każda metoda pomiarowa obarczona jest różnymi błędami, często trudnymi albo wręcz niemożliwymi do wyeliminowania. Dokładność suwmiarki była na tyle mała, że z jej pomocą nie można wykryć błędów kształtu wałka. Na podstawie tylko tych wyników stwierdzić można, że wałek jest idealny, co nie jest prawdą. Zastosowanie dokładniejszego przyrządu pozwala już wykryć błędy kształtu, zarówno przekroju poprzecznego, jak i tworzącej. Zarówno mikrometr jak i pasametr mają taką budowę szczęk, że nie można być jednoznacznie pewnym, że mierzy się dokładnie średnicę. Szczególnie w przypadku najdokładniejszego ze stosowanych przyrządów - pasametr - duży błąd spowodowany może być mierzeniem w płaszczyźnie nie będącej płaszczyzną przekroju poprzecznego, czyli po prostu krzywym przyłożeniem przyrządu - nie równolegle do przekroju poprzecznego. Jednak, podsumowując, obydwoma przyrządami o większej dokładności można wykryć istniejące błędy kształtu przedmiotu.
Wyszukiwarka
Podobne podstrony:
Pomiar Wymiaru Fraktalnego 08 p8
Pomiary wymiarów wewnętrznych, UTP-ATR, Miernictwo dr. B.Wilczyńska
POMIARY WYMIARÓW KĄTOWYCH
METROLOGIA I MIERNICTWO WARSZTATOWE, Pomiar wymiarów zewnętrznych i wewnętrznych, I
Kolokwia pomiary, kolokwium 5, Cw1 z1 Analiza doboru narzędzi pomiarowych i ogólny przebieg pomiaru
KP1 POMIARY WYMIARÓW ZEWNĘTRZNCH, AM Gdynia, Sem. III,IV, Miernictwo i systemy pomiarowe- Daszyk
pomiar wymiarow zewnetrznych teoria cwicz 2
Pomiary wymiarow zew wew sprawozdanie 133
2 Pomiary wymiarów wewnętrznych
Kolokwia pomiary, kolokwium 2, Cw1 z1 Analiza doboru narzędzi pomiarowych i ogólny przebieg pomiaru
statystyczna ocena wynikŕw pomiarŕw. pomiary wymiarŕw liniowych trŕjk¤tŕw.1, MIBM WIP PW, fizyka 2,
POMIARY WYMIARÓW ZEWNĘTRZNYCH I WEWNĘTRZNYCH - ćw1, studia, studia Politechnika Poznańska - BMiZ
Pomiary wymiarów zewnętrznych (wałków), nauka o mat
pomiar wymiarów wewnętrznych sprawko
1 Pomiary wymiarów zewnętrznych
Pomiary wymiarów liniowych trójkątów. Statystyczna ocena wyników pomiarów, ˙wiczenie nr. 3
Ćw 3 Karta Pomiary wymiarów geometrycznych
Cw 1 Pomiar wymiarów linowych
wymiarów zewnętrznych i wewnętrznych, Pomiar wymiarów zewnętrznych i wewnętrznych
więcej podobnych podstron