Politechnika Śląska
Wydział: MT
Kierunek: AiR
Grupa: III
Sem: 5
Obróbka ubytkowa i technologia maszyn
LABORATORIUM
Temat: Frezowanie kół zębatych
1 |
Banot Marek |
2 |
Bańka Marek |
3 |
Dusza Tomasz |
4 |
Florek Paweł |
5 |
Hanus Andrzej |
6 |
Karp Maciej |
7 |
Kauch Tomasz |
8 |
Klepczyński Seweryn |
9 |
Kocurek Piotr |
10 |
Koniński Krzysztof |
11 |
Koń Krzysztof |
12 |
Kruszewski Tomasz |
13 |
Krzyżak Krzysztof |
14 |
Łakomy Łukasz |
15 |
Markiewicz Adam |
WSTĘP.
Frezowaniem nazywa się obróbkę skrawaniem za pomocą narzędzi wieloostrzowych, zwanych frezami. Obrabiarki do tego rodzaju obróbki nazywają się frezarkami.
Ruch główny (roboczy) obrotowy wykonuje frez, a ruch posuwowy przedmiot zamocowany na stole. Frez ma kształt bryły obrotowej (walcowej, stożkowej lub innej). Ostrza są nacięte na jego powierzchni bocznej (frez walcowy), a często także na powierzchni czołowej (frez czołowy).
1. Frezarki
Frezarki dzielą się na poziome i pionowe zależnie od położenia osi freza w czasie pracy. Stół frezarki poziomej może być przesuwany mechanicznie i ręcznie w trzech prostopadłych kierunkach:
- wzdłużnym
- poprzecznym
- pionowym.
Taka obrabiarka nazywa się frezarką poziomą zwykłą. Jeżeli stół frezarki poziomej zwykłej jest zaopatrzony w obrotnicę umożliwiającą skręcenie stołu wokół osi pionowej o pewien kąt, to frezarka taka nosi nazwę frezarki uniwersalnej. Na frezarce uniwersalnej można nacinać rowki śrubowe, co ma duże zastosowanie w obróbce narzędzi o ostrzach skośnych i kół o uzębieniu skośnym.
W frezarkach pionowych oś obrotu freza ma w czasie pracy położenie pionowe, a wiec prostopadłe do powierzchnie stołu. Niektóre z frezarek pionowych mają mechanizm umożliwiający ustawienie i prace wrzeciona i freza w położeniu pochyłym.
Stół frezarki pionowej ma posuw wzdłużny mechaniczny i ręczny, zaś ruch pionowy stołu stosowany jest tylko do ustawienia stołu w pozycji umożliwiającej frezowanie.
2. Frezy
Zależnie od kształtu ostrzy freza dzielą się na frezy:
- ścinowe
- zataczane
- kątowe
Frezy ścinowe ostrzy się na powierzchni przyłożenia, a frezy zataczane za powierzchni natarcia. Ostrza frezów mogą być:
Proste zgodne z tworzącą walca,
Śrubowe.
Zwojowość freza określa się tak jak zwojowość śruby:
Frez jest prawozwojny wtedy, gdy ustawiony osią pionowo ma zwoje wznoszące się od lewej ręki w prawo, lewozwojny - w lewo.
Jeżeli frez walcowy ma nacięte ostrza również na jednaj z powierzchni czołowych, to nazywa się frezem walcowo - czołowym i skrawa nie tylko ostrzami naciętymi na powierzchni walcowej, ale również ostrzami na czole.
Frezy walcowo - czołowe o średnicach małych są wykonywane razem z uchwytem, nazywają się one frezami palcowymi.
Służą do frezowanie krzywek, rowków.
Frezy tarczowe mogą mieć ostrza tylko na powierzchni walcowej.
Są to frezy jednostronne.
1.1 Rysunek frezów:
palcowy
i c) tarczowe
3. Frezowanie.
Powierzchnie płaskie mogą być obrabiane:
Za pomocą frezowania obwodowego frezem walcowym;
Za pomocą frezowania czołowego frezem czołowym lub głowica czołową;
Podziału frezów można dokonać także pod względem narzędzia, frezy:
Walcowe
Walcowo - czołowe
Piłkowe
Trzpieniowe
Kształtowe
Frezowanie może być:
- przeciwbieżne;
- współbieżne.
Frezowanie jest przeciwbieżne (rysunek poniżej), jeżeli frez obraca się w kierunku strzałki Przedmiot zaś przesuwa się w kierunku strzałki II.
Ostrze freza 1 w pewnym miejscu zajmuje pozycje A. W momencie dojścia ostrza do pozycji A opór skrawania wynosi 0, ale przy dalszym ruchu freza i przedmiotu opór skrawania, a więc i siła skrawania, wzrastają od zera do swej największej wartości w punkcie B, który jest punktem wyjścia ostrza z materiału.
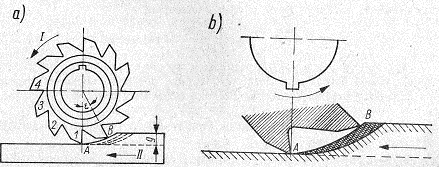
1.2 Rysunek pracy ostrza freza walcowego przy frezowaniu przeciwbieżnym:
a) schemat, b) kształt wióra.
Frezowanie jest współbieżne, jeżeli kierunek ruchu głównego
(roboczego) jest zgodny z kierunkiem ruchu posuwowego.
Parametry frezowania.
We frezowaniu, jak w każdej obróbce mechanicznej charakterystycznymi wielkościami są:
Szybkość skrawania;
Posuw skrawania
Głębokość skrawania
5. Podzielnica.
Często trzeba stosować dokładny podział na obwodzie kołowym przedmiotu, np. przy wykonaniu frezów, wierteł, kół zębatych. Do tego służą podzielnice (rysunek).
Dzielimy je na:
Zwykłe
Zwykłe z przekładnią
Uniwersalne
Podzielnica z przekładnią ma wrzeciono wydrążone i nagwintowane na roboczym końcu do nakręcenia uchwytu lub tarczy zabierakowej oraz zaopatrzone w gniazdo stożkowe na kieł.
1.3 Rysunek podzielnicy:
KLASYFIKACJA METOD OBRÓBKI KÓŁ ZĘBATYCH
Obróbka kół zębatych może być przeprowadzona według metod:
a) kształtowej
b) kopiowej
c) obwiedniowej.
W metodzie kształtowej narzędzie ma kształt wrębu.
W metodzie kopiowej prowadnice suportu narzędziowego są wodzone wzdłuż kopiału (wzornika).
W metodzie obwiedniowej narządzie obwodzi zarys zęba przez kolejne położenia ostrzy skrawających.
Przy omawianiu metod obróbki kół zębatych należy mieć na uwadze:
Sposób obróbki, który może odbywać się:
- struganiem,
- dłutowaniem,
- frezowaniem
- szlifowaniem
b) Kształt narzędzia i geometrię jago ostrzy,
c) Cykl roboczy, który może odbywać się w sposób:
- ciągły - bez przerw, tj. obróbka wszystkich zębów w kole jest
przeprowadzona jednocześnie, stopniowo,
- przerywany - charakteryzujący się tym, że po obróbce jednego wrębu następuje podział i cykl obróbki powtarza się dla następnego wrębu,
Z kinematycznego punktu widzenia należy stwierdzić, że obrabiarki
pracujące z cyklem ciągłym - nieprzerwanym mają prostszy układ kinematyczny niż obrabiarki z cyklem przerywanym, do cyklu ciągłego natomiast stosuje się bardziej złożone narzędzia, trudniejsze do ostrzenia i ustawienia aniżeli narzędzia do obróbki przerywanej.
Poza tym należy odróżnić obróbkę:
zgrubną (zdzieranie) mająca na celu usunięcie nadmiernego materiału z wrębu; powinna ona odbywać się na obrabiarkach do obróbki zgrubnej, o mniejszej dokładności, sztywnej i znacznie tańszej, narzędziami narzędziami uproszczonych kształtach, mniej dokładnych, a przez to tańszych;
kształtującą, której celem jest nadanie ostatecznego kształtu zarysowi zęba za pomocą narzędzi bardzo dokładnych, o złożonych kształtach, a tym samym bardzo drogich.
DŁUTOWANIE WEDŁUG METODY MAAGA
3.1 Obróbka uzębienia w walcowym kole na dłutownicy Maaga.
Zasadę nacinania uzębienia wg metody Maaga pokazuje powyższy rysunek. Jest to dłutowanie metodą Maaga.
I - położenie odpowiada momentowi, gdy narzędzie zaczyna nacinać ząb pierwszy, przy czym nacinanie koło jak gdyby przetacza się po zębatce, wykonując jednocześnie przesuniecie w kierunku strzałki B oraz obrót w kierunku A;
II - położenie odpowiada końcowemu stanowi, tj., gdy koło przesunęło się dokładnie o jedną podziałkę, a jednocześnie obróciło o kąt odpowiadający tej jednej podziałce, podziałce wiec ząb został w części obrobiony.
III - położenie, gdy narzędzie zatrzymało się u góry (nad nacinanym kołem), samo zaś koło tylko przesuwa się (bez obrotu) wstecz jedną podziałkę w kierunku strzałki C i w ten sposób następuje podział.
Po dokonaniu podziału następuje drugi cykl ruchów, a więc narzędzie rozpoczyna ruch roboczy, a nacinane koło ruchy toczne i w ten sposób zostanie obrobiony drugi ząb itd.
Ruchy przy obróbce.
- ruch roboczy (dłutujący) narzędzia,
- ruch odtaczania składa się z części przesuwnej i obrotowej.
Zamocowanie narzędzia.
Ustawienia narzędzia-zębatki dokonujemy w płaszczyźnie czołowej, pionowej dłutownicy. Do podsuwania noża przeznaczone są nagwintowane czopki przesuwane przez przekręcanie sworzni, na których znajduje się koło zębate.
Podczas jałowego suwu suwaka narzędzie jest odchylane w celu uniknięcia tarcia narzędzia o obrabiany przedmiot.
Geometria ostrza narzędzia-zębatki Maaga.
Ponieważ narzędzie wykonuje ruch roboczy prostopadle do powierzchni czołowej obrabianego koła, przeto krawędź zęba zębatki zrzutowana na powierzchnię czołową musi dać odpowiednie wymiary liniowe i kątowe nominalne obrabianego koła (rysunek poniżej).
Obróbka walcowych kół zębatych o uzębieniu śrubowym.
Obróbka zębów śrubowych, narzędziem-zębatka według metody Maaga odbywa się w sposób podobny jak nacinanie zębów prostych. Różnica polega jedynie na tym, że narzędzie wykonuje ruch roboczy (strugający) wzdłuż linii zęba. W tym celu skręca się obrotnicę z prowadnicami suwaka narzędziowego narzędziowego o kąt pochylenia linii zęba β0.
Zamocowanie narzędzia.
Gdy do obróbki śrubowych zębów zostanie użyte takie samo narzędzie jak do obróbki zębów prostych, wówczas sposób zamocowania narzędzia jest taki sam jak przedstawiono na rysunku. W tym przypadku jednak wybieg narzędzia musi być stosunkowo duży. W celu uniknięcia tego zwiększonego wybiegu stosuje się specjalne narzędzia-zębatki z zębami skośnymi, a wówczas musi być zastosowany specjalny imak narzędziowy umożliwiający ustawienie narzędzia równolegle do czoła obrabianego koła.
DŁUTOWANIE WEDŁUG METODY FELLOWSA.
Zasadę nacinania uzębienia według metody Fellowsa pokazano na rysunku poniżej.
Podczas obróbki kół zębatych według metody Fellowsa występują, więc następujące ruchy zasadnicze:
Ruch roboczy narzędzia posuwisto-zwrotny wzdłuż linii zęba,
Obrotowy ruch narzędzia (noża Fellowsa),
Obrotowy ruch nacinanego koła.
Obroty obrabianego koła oraz narzędzia odbywają się w ten sposób, jak gdyby współpracowały ze sobą dwa koła zębate tworzące przekładnię zębatą. Zarys zęba obrabianego koła jest obwiednią kolejnych położeń zarysu zęba noża Fellowsa.
Oprócz wyżej wymienionych ruchów występują podczas obróbki ruchy pomocnicze:
Promieniowy ruch dosuwowy wgłębny mający na celu zbliżenie narzędzia ku kołu, aby wprowadzić narzędzia na odpowiednią głębokość w materiał nacinanego koła. Ruch ten występuje w początkowym okresie oraz w momencie, gdy po dokonaniu obróbki zgrubnej należy dalej wgłębić narzędzie, aby wykończyć zęby koła nacinanego,
Ruch odsuwający narzędzie od przedmiotu lub przedmiot od narzędzia w czasie powrotnego skoku narzędzia. Ruch ten jest bezwzględnie potrzebny, gdyż umożliwia uniknięcie tarcia zębów narzędzia o zęby nacinanego koła.
Należy wreszcie nadmienić, że nowoczesne dłutownice Fellowsa są
zaopatrzone w urządzenie do samoczynnego wyłączania ruchów obrabiarki po zakończonej obróbce koła zębatego.
Geometria ostrza noża Fellowsa.
Zależności geometryczne dla ostrzy noża Fellowsa ustalimy na podstawie rysunku. Przyjmujemy przy tym dla uproszczenia, że w rzucie poziomym ząb o zarysie ewolwentowym został zastąpiony przez zębatkę.
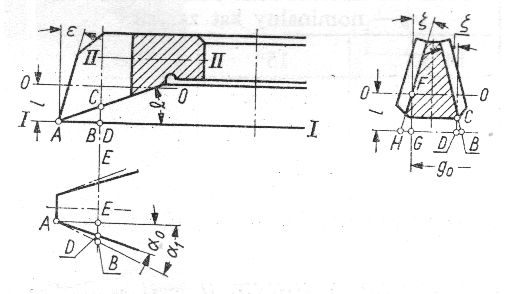
Narzędzie ma kąt przyłożenia ε dla krawędzi wierzchołkowej, zaś dla krawędzi bocznych jest to kąt ζ , ponadto zaś dla krawędzi wierzchołkowej mamy kąt natarcia γ.
Ponieważ narzędzie wykonuje ruch roboczy w kierunku równoległym do osi, przeto nominalny kąt zarysu zęba narzędzia powinien dokładnie odpowiadać nominalnemu kątowi zarysu nacinanego koła w rzucie na powierzchnię czołową nacinanego koła.
Obróbka kół zębatych o uzębieniu śrubowym metodą Fellowsa.
Struganie zębów śrubowych na dłutownicy Fellowsa nastręcza pewne trudności. Wrzeciono robocze dłutownicy pozostaje w tym samym położeniu, jak przy nacinaniu zębów prostych, a więc oś wrzeciona jest równoległa do osi nacinanego koła. Ruch roboczy narzędzia odbywa się również równolegle do osi nacinanego koła. Chcąc więc nacinać zęby śrubowe, musimy podczas ruchu roboczego narzędzia nadać mu dodatkowo ruch obrotowy, aby uzyskać ostatecznie ruch śrubowy. Narzędzie musi mieć zęby śrubowe.
FREZOWANIE OBWIEDNIOWE.
Frezowanie obwiedniowe walcowych kół zębatych polega na zasadzie współpracy ślimaka z kołem ślimakowym (rysunek), z tym że w przypadku frezowania mamy do czynienia zamiast ślimaka z frezem ślimakowym, a zamiast koła ślimakowego występuje obrabiane koło walcowe.
Po jednym obrocie freza ślimakowego koło obrabiane obróci się o kąt odpowiadający jednemu skokowi zwoju zębów freza ślimakowego. Gdy frez jest jednokrotny (jednozwojny), wówczas obrabiane koło obróci się o kąt odpowiadający jednej podziałce, gdy jest k-krotny - krotny kąt odpowiadający k podziałkom.
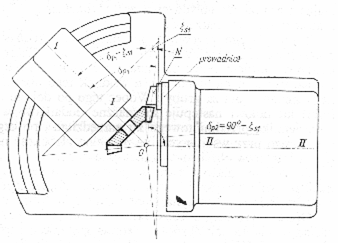
STRUGANIE WEDŁUG METODY GLEASONA.
Struganie metodą Gleasona wykorzystuje się do obróbki stożkowych kół zębatych (rysunek).
Odróżniamy dwa sposoby obróbki kół stożkowych wg tej metody :
Starszy sposób (stosowany do dzisiaj dla małych kół);
Sposób nowoczesny.
Sposób starszy przedstawiono na rysunku powyżej. Na przedłużeniu obrabianego koła 1 jest osadzony na wspólnej osi I-I segment zębaty 2 mający ten sam kąt stożka podziałowego, co nacinane koło. Segment zębaty 2 zazębia się z pierścieniową zębatką 3 mogąca się obracać dookoła własnej osi II-II. Zębatka ta podczas tego obrotu zabiera za sobą prowadnice suwaka narzędzia nacinającego zęby koła 1. Ruch obrotowy dookoła osi I-I otrzymuje nacinane koło 1 i segment zębaty 2od pałąka 4, który otrzymuje ruch wahający od krzywki (niewidocznej na rysunku) poprzez cięgło 5.
LITERATURA.
Ochęduszko K. - „Koła zębate” tom II;
Rutkowski A. - „Części maszyn”;
Lipski R. - „Obróbka mechaniczna”;
Darlewski J. - wykłady z „Obróbki skrawaniem” dla semestru drugiego wydziału MT kierunku AiR
Wyszukiwarka
Podobne podstrony:
Frezowanie 2 id 181007 Nieznany
Korloy Frezowanie Informacje techniczne 2011
frezowanie
frezowanie
frezowanie protokol szyszka
Układ sił podczas frezowania
frezowanie1
2 frezowanie i struganieid!126
Frezowanie
frezowanie Leśniacki
87 Nw 06 Reczne frezowanie
frezowanie 0 8 mm
obróbka ubytkowa Frezowanie
Frezowanie
Frezowanie kod programu
cichosz,technika wytwarzania obróbka ubytkowa,frezowanie
14 Frezowanie uzebienia
frezowanie
FREZOWANIE
więcej podobnych podstron