WYŁOŻENIE PIECA ŁUKOWEGO:
- zasadowe
- kwaśne (rzadko stosowane): pojemność do 150Mg, moc elektryczna do 42MW
WYTAPIANIE STALI W PIECU ŁUKOWYM MOŻE BYĆ:
- z pełnym świeżeniem i ściąganiem żużla, tj. utlenianie C i P oraz Cr, Mn, V i in.
Produkcja głównie stali niestopowych i stopowych z pierwiastkami nie utleniającymi się podczas świeżenia, np. Ni, Mo
- odzyskowe, tj. bez j.w. (przetapianie złomu).
Produkcja stali stopowej ze składnikami łatwo utleniającymi się, np. Cr, Ti, V
ŚWIEŻENIE STALI
Wypalanie-utlenianie C do żądanej il. %; tlen pochodzi z rudy Fe; powstaje CO wg reakcji
[C]+[O]={CO}Ⴍ
Świeżenie stali nazywa się też gotowaniem !
Świeżenie to też utlenianie Si, Mn, P, S
PROCES WYTAPIANIA STALI W PIECU ŁUKOWYM METODĄ ŚWIEŻENIA
ładowanie wsadu stałego
roztapianie wsadu
świeżenie w celu usunięcia - wypalania - obniżenia zawartości C, P, Si, Mn, V i in. przez dodanie (rudy Fe, zendry, tlenu); czas = 10 - 15 min
gdy P<0,02%, usunięcie żużla po świeżeniu i podanie nowego żużla (CaO+CaF2)
odtlenianie dyfuzyjne żużlem białym lub karbidycznym** i odsiarczenie przez żużel
usunięcie żużla po odtlenianiu
wprowadzenie dodatków stopowych, jeśli stal jest stopowa; jeśli nie, to nie ma tej operacji
spust stali (staliwa) do kadzi
dodatkowe odtlenianie w kadzi tzw. odtlenianie osadowe
** ODTLENIANIE DYFUZYJNE (ad.5)
- dokładne odtlenianie żużlem białym lub karbidycznym,
- przebiegałoby bardzo wolno ok. 1,5 - 2h w warunkach równowagi:
ale jeśli zmniejszymy stęż. w żużlu (FeO), to [FeO] z metalu będzie przechodzić do żużla,
- zmniejszenie (FeO) odbywa się przez łączenie FeO z mieszankami odtleniającymi, np. C lub Si z Fe-Si
A) pod białym żużlem,
żużel biały - CaO : CaF2 : C = 12 : 2 : 1 (dużo wapna CaO)
C - zmielony koks lub grafit
Reakcje odtleniania dyfuzyjnego:
(C) + (FeO) Ⴎ [Fe] + {CO} żużel bieleje przez redukcję
(C) + (MnO) Ⴎ [Mn] + {CO} (FeO) i (MnO)
B) pod żużlem karbidycznym (węglowym)
CaO : CaF2 : C = 3 : 1 : 1 więcej węgla
(CaO) + 3(C) Ⴎ (CaC2) + {CO}
(CaC2) + 3(FeO) Ⴎ 3[Fe] + (CaO) + 2{CO}
ODSIARCZANIE TYM SAMYM ŻUŻLEM:
[FeS] + 2(CaO) + (CaC2) Ⴎ 3(CaS) + 3[Fe] + 2{CO}
unoszący się do góry {CO} sprawia wrażenie, że metal się gotuje i miesza bardzo intensywnie! (CaC2) - karbid
ODTLENIANIE OSADOWE
za pomocą pierwiastków o dużym powinowactwie do tlenu:
Si, Mn i Al stosowanymi jako tzw.
ŻELAZOSTOPY ODTLENIAJĄCE
Fe-Si, Fe-Mn, Fe-Mn-Si lub czyste Al
[Mn]+[O]Ⴎ(MnO) Tt=1778oC Ⴏ
[Si]+2[O]Ⴎ(SiO2) Tt=1710oC Ⴏ
2[Al]+3[O]Ⴎ(Al2O3) Tt=2051oC Ⴏ
TEMP. STALI ၾ 1650OC ; zatem tlenki są prawie w stanie stałym (duża gęstość) i w części osiadają na dnie kadzi Ⴏ
WYTOP STALI W PIECU INDUKCYJNYM
ELEKTRYCZNE PIECE INDUKCYJNE:
BEZRDZENIOWE (TYGLOWE)
RDZENIOWE
NAPIĘCIE ZASILAJĄCE:
NISKIEJ (sieciowej) CZĘSTOTLIWOŚCI
ŚREDNIEJ CZĘSTOTLIWOŚCI: 150 - 3000 Hz
WYSOKIEJ CZĘSTOTLIWOŚCI: do 25000 Hz
BARDZO PRECYZYJNA REGULACJA PRZEBIEGU PROCESU WYTOPU!!!
PRZEBIEG WYTOPU STALI (proces kwaśny)
Załadunek wsadu (złom, surówka do 15%)
Żelazostopy i metale stopowe (FeSi, FeCaSi, SiAlMn)
Materiały żużlotwórcze (głównie ruda Fe, wapno, piasek kwarcowy, fluoryt)
Materiały nawęglające
EPS = ELEKTOŻUŻLOWE PRZETAPIANIE STALI
(metoda otrzymywania stali o bardzo wysokiej czystości)
Schemat urządzenia
Przetapiana elektroda
Krystalizator chłodzony wodą
Ciekły żużel
Ciekły metal
Zakrzepła powłoka żużlowa
Szczelina powietrzna
Wlewek
Izolacja
Podstawa krystalizatora
Woda chłodząca
Rozdrabnianie wtrąceń niemetalicznych:
1- wtrącenia niemetaliczne w elektrodzie,
2- elektroda stalowa, 3- błonka stopionego metalu, 4- wtrącenia w stopionym metalu, 5- stopiony żużel
Kształty tlenkowych wtrąceń niemetalicznych występujące w zależności od stosunku miejscowych stężeń tlenu i odtleniacza Me
ETAPY PROCESU
Zainicjowanie przepływu prądu przez żużel (procesu) i ustabilizowanie parametrów prądowych
Roztapianie żużla (3): 30% CaO, 60% CaF2, 10 Al2O3
Przetapianie elektrody (1)
Ciepło potrzebne do topienia elektrody pochodzi z przepływu prądu przez żużel, który topiąc się nagrzewa się do ok. 2000oC. Od ciepła wytworzonego w żużlu topi się elektroda. Topiąca się elektroda przepływa przez żużel i oczyszcza się (zmniejsza się zawartość S i wtrąceń niemetalicznych).
Elektrożużlowe przetapiania stosuje się do stali stopowych: łożyskowych, kwasoodpornych, żaroodpornych, konstrukcyjnych chromowo-niklowych, np. na łopatki turbin, narzędziowych (np. szybkotnących).
Schemat piec indukcyjnego tyglowego
Tygiel
Cewka
Pokrywa
Rynna wylewowa
siłownik
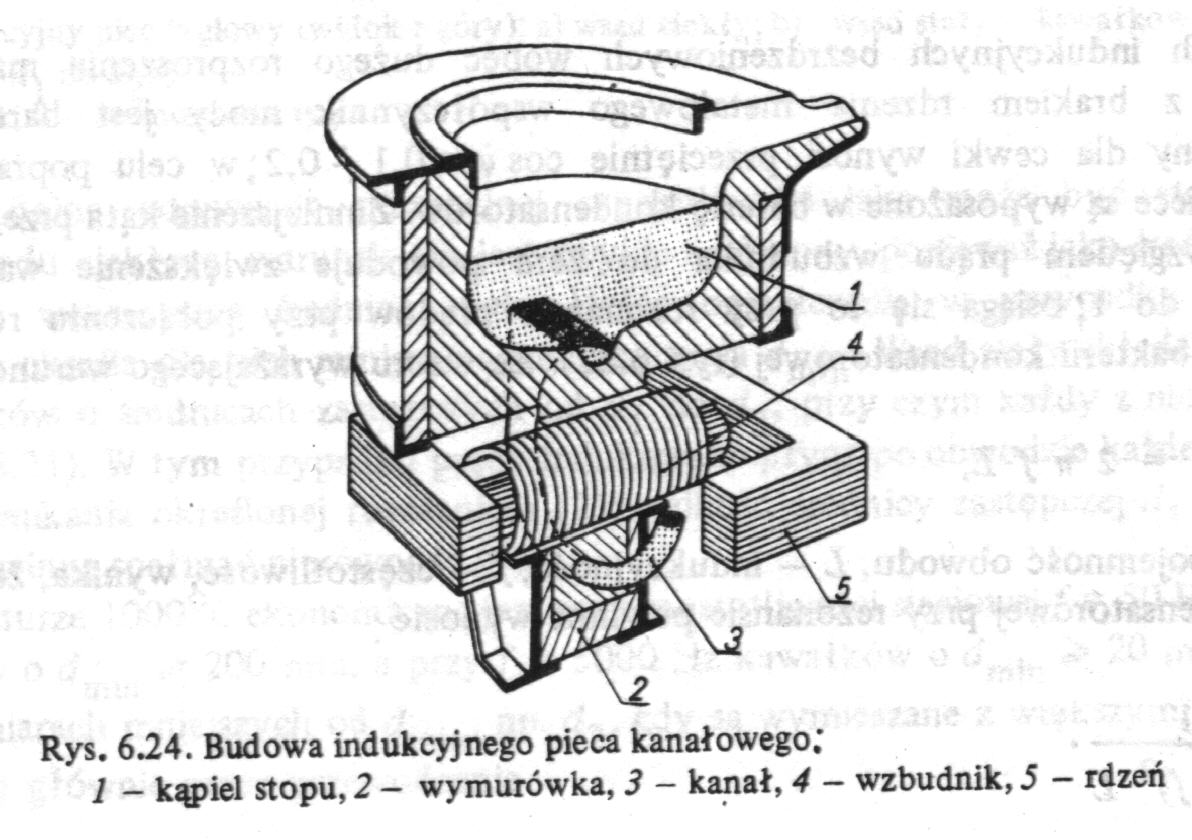
Budowa indukcyjnego pieca kanałowego
Ciekły metal
Wymurówka
Kanał
Wzbudnik
Linie sił pola magnetycznego
WYTAPIANIE STALI W ELEKTRYCZNYM PIECU ŁUKOWYM
3
2
1
6
4
5
ŁUK ELEKTRYCZ.
ELETRODY
GRAFITOWE
POŁOŻENIE ELEKTROD
(widok z góry)
Wyszukiwarka
Podobne podstrony:
przemyslowe kolos 1 id 405455 Nieznany
kolos 1
bezp kolos id 83333 Nieznany (2)
Kolos ekonimika zloz II 2 id 24 Nieznany
BOF kolos 2
Kolos Nano id 242184 Nieznany
Mathcad TW kolos 2
pytania na kolos z klinicznej, psychiatria i psychologia kliniczna
salicylany, V ROK, TOKSYKOLOGIA, notatki, kolos 1
Maszynoznawstwo ogolne, Automatyka i Robotyka, Semestr 1, Maszynoznastwo, kolos, ściągi
ćwiek -kolos spawalność (1), Studia, SEMESTR 5, MIZEISM, Kolokwium Ćwiek
Pytania ze sprawdzianow z satki, gik VI sem, GiK VI, SAT, kolos 1GS
Immunologia kolokwium 2 termin I, biologia, 3 semestr, immunologia, immuno kolos 2
stata kolos, statystyka matematyczna(1)
Materiały Kolowium Nauka o Państwie Kolos, Stosunki Międzynarodowe Rok 1, Semestr 1, Nauka o Państwi
hodowla kolos - wyklady, sem. 4, Hodowla roślin
automat tokarski, Automatyka i Robotyka, Semestr 5, ZMiSW, kolos lab
Gepdezja II kolos, geodezja
Kolos- sciaga, MOJE STUDIA Toksykologia i Mikrobiologia środowiska (Ochrona Środowiska - dzienne), G
kolos ogon, Uczelnia, Semestr V, V Semestr, 5 semestr, surowce org, ogon, downloadpart3
więcej podobnych podstron