Inżynieria wytwarzania: Spawalnictwo |
||||||
Nazwisko i imię:
Jędrzej Kozerawski |
Semestr: 2 |
Wydział: BMiZ |
Kierunek: Mechatronika |
Grupa dziek./lab: 6/2 |
||
Temat ćwiczenia: Spawanie gazowe, cięcie tlenowe i cięcie plazmowe.
|
||||||
Data wykonania ćwiczenia: 04.05.2011r. |
Data i podpis prowadzącego: |
Ocena: |
||||
Spawanie gazowe
Spawanie gazowe polega na stopieniu brzegów łączonych metali za pomocą źródła ciepła w postaci płomienia gazowego, najczęściej acetylenowo-tlenowego. Spoina powstaje z nadtopionych brzegów łączonego materiału oraz dodatkowego spoiwa (pręta metalowego) stapianego w płomieniu.
Charakterystyka płomienia acetylenowo-tlenowego wraz z występującymi reakcjami
Płomień spawalniczy powstaje w wyniku spalania gazu palnego z tlenem.
Płomień składa się z trzech stref: jądra (1), strefy odtleniającej (2) oraz kity płomienia (3). Wewnątrz jądra panuje temperatura około 600°C, w odległości 2-5 mm od jądra (w strefie odtleniającej) występuje temperatura maksymalna dochodząca do 3100°C. Wraz z oddalaniem się od strefy odtleniającej temperatura systematycznie maleje co widać na załączonym wykresie.
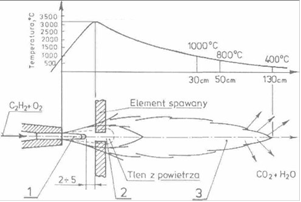
Strefa odtleniająca działa na stopiony metal dodatnio: odtlenia, tj. odbiera tlen od powstałych już tlenków i chroni metal przed działaniem tlenu z powietrza (przed powstawaniem nowych tlenków). Kita płomienia działa natomiast ujemnie, gdyż ma własności utleniające na skutek obecności wolnego tlenu, a znajdujące się w tej strefie cząsteczki pary wodnej wpływają na powstawanie porów i pęcherzy w spoinie.
W jądrze zachodzi reakcja dysocjacji i powstaje C2H2. Wewnątrz jądra nie ma spalania. Zaczyna się ono dopiero na powierzchni jądra i rozprzestrzenia w kierunku strefy odtleniającej i kity płomienia.
W strefie odtleniającej zachodzi niecałkowite spalanie acetylenu i powstaje CO + H2. Spalanie acetylenu na tym etapie odbywa się w stosunku 1:1. Znajdujący się w strefie odtleniającej CO zwiększa rzadkopłynność żelaza.
W kicie płomienia nie ma już acetylenu i pozostaje CO2 + H2O. Tlen niezbędny do tworzenia tych związków chemicznych pobierany jest z powietrza. Do pełnego spalania 1 części acetylenu są potrzebne 2,5 części tlenu (1 część z palnika i 1,5 części z powietrza). Konieczność poboru dodatkowej ilości tlenu z powietrza powoduje, że podczas spawania w zamkniętym pomieszczeniu należy zapewnić stały dopływ świeżego powietrza.
W zależności od stosunku objętościowego tlenu do acetylenu dostarczanych do palnika, rozróżnia się następujące rodzaje płomienia:
- normalny O2/C2H2 = 1 - 1,2
- utleniający O2/C2H2 >1,2
- nawęglający O2/C2H2 <1
Zastosowanie innych niż acetylen gazów palnych wymaga dostarczenia do palnika większej ilości tlenu. Ponadto płomienie innych gazów palnych mają węższy zakres temperatur maksymalnych oraz wydziela się w nich mniejsza ilość ciepła, niż przy spalaniu acetylenu. Płomienie innych gazów nie mają również wyraźnie zarysowanych stref spalania, co znacznie utrudnia ich regulację.
Cięcie tlenowe
Cięcie tlenem jest to sposób dzielenia metali polegający na jego miejscowym spaleniu (utlenianiu) w strumieniu czystego tlenu i wydmuchaniu powstałych tlenków. Aby mogło nastąpić spalanie, miejsce, w którym rozpoczyna działanie strumień tlenu, powinno być podgrzane do odpowiedniej temperatury zwanej temperaturą zapłonu.
Temperatura zapłonu dla żelaza wynosi około 920-980°C.
Czynniki mające wpływ na wydajność cięcia to:
- czystość tlenu tnącego
- sposób prowadzenia palnika
- rodzaj gazu palnego
- skład chemiczny ciętego materiału
- temperatura ciętego materiału
- pokrycie ciętego materiału
Parametry cięcia tlenowego:
- rodzaj materiału
- grubość
- szybkość cięcia (czas)
- cena urządzenia i koszty procesu
- wymagana jakość i dokładność cięcia
- obróbka na gotowo
Warunki cięcia tlenowego:
- temperatura inicjacji zapłonu materiału w tlenie musi być niższa niż jego temperatura topnienia
- temperatura topnienia stałych produktów spalania (tlenków) powinna być niższa niż temperatura topnienia ciętego materiału, a po stopieniu powinny one mieć charakter rzadkopłynnego żużla, łatwego do wydmuchania ze szczeliny cięcia
- ilość lotnych produktów reakcji, pochodzących ze spalania składników stopowych i zanieczyszczeń materiału ciętego, powinna być na tyle niewielka, aby nie powodowała nadmiernego pogorszenia czystości strumienia tlenu
- ilość ciepła wydzielonego w procesie spalania oraz w płomieniu podgrzewającym powinna na tyle przewyższać straty ciepła do otoczenia i do materiału ciętego, aby było możliwe ciągłe utrzymywanie w szczelinie cięcia temperatury wyższej niż temperatura inicjacji zapłonu
Cięcie plazmowe
Polega na topieniu i wyrzucaniu metalu ze szczeliny cięcia silnie skoncentrowanym plazmowym łukiem elektrycznym o dużej energii kinetycznej, jarzącym się między elektrodą nietopliwą, a ciętym przedmiotem. Plazma tworzona jest za pomocą palnika do cięcia plazmą. Koncentracje łuku uzyskuje się za pomocą odpowiedniej dyszy, zwanej dyszą plazmową. Ogranicza ona strefę wyładowania łukowego, koncentruje ciepło na niewielkiej powierzchni materiału, co powoduje znaczny wzrost stopnia jonizacji przepływającego gazu plazmowego. W wyniku tego uzyskuje się wzrost temperatury nawet do kilkudziesięciu tysięcy stopni.
Parametry cięcia plazmowego:
- natężenie prądu
- napięcie łuku plazmowego
- prędkość cięcia
- odległość uchwytu od ciętego materiału
- rodzaj, ciśnienie, natężenie przepływu gazu plazmowego
- rodzaj i konstrukcja elektrody
- średnica dyszy plazmowej
Gazami używanymi przy cięciu plazmą mogą być:
- powietrze
- azot
- argon
Wnioski
Spawanie gazowe jest jednym z popularniejszych sposobów spawania materiału. Umożliwia ono spawanie na świeżym powietrzu, gdyż nie wymaga ono energii elektrycznej do pracy. Cięcie tlenowe wykorzystuje ten sam proces i oprzyrządowanie co spawanie gazowe, wystarczy tylko wymienić odpowiednią końcówkę. Powoduje to duże udogodnienie dla osoby zainteresowanej zarówno spawaniem jak i cięciem materiałów. Zwłaszcza gdy cenią sobie mobilność. Cięcie plazmowe jest bardzo dokładne i precyzyjne, ale możliwe jest tylko cięcie materiałów przewodzących prąd elektryczny co nieco zawęża pole manewru dla osób tnących różne materiały.
Wyszukiwarka
Podobne podstrony:
Sprawko spawalnictwo 2, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Sprawko spawalnictwo 3, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Sprawko spawalnictwo 3, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Spawalnictwo lab 1) 28.04.2011, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
OSC 1, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
ćwiczenie 3 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
oc2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna, oc2
OBRÓBKA CIEPLNA I SPAWALNICTWO
MIG, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna, Obrobka cieplna, OCS
sciaga - spawalnictwo, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo
ćwiczenie 2 SPRAWOZDANIE, ZiIP Politechnika Poznańska, Obróbka cieplna i spawalnictwo, LABORATORIA
ściąga - spawalnictwo, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo, Spawalnictwo
więcej podobnych podstron