ANALIZA CYKLU PRODUKCYJNEGO NA PRZYKŁADZIE ZAKŁADU CUKIERNICZEGO
W temacie projektu uwzględniono cykl produkcyjny, w firmie cukierniczej, produkującej słodycze.
Elementami takiego cyklu będą marszruty. Jako I marszrutę przyjęto wyprodukowanie cukierków , natomiast jako marszrutę II - produkcję czekolady.
Urządzenia potrzebne do produkcji słodyczy to:
M1- maszyna mieszająca składniki
M2- maszyna do formowania
M3- krajalnica
M4- taśmociąg
Roboty potrzebne do transportu
R1- robot dostarczający składniki do produkcji cukierków
R2- robot odwożący gotowy produkt
R3- robot dowożący składniki do produkcji czekolady.
Ustalone zostały następujące marszruty:
produkcja cukierków
R1 M1 R1 M2 R1 M3 R1 M4 R2
produkcja czekolady
R3 M1 R3 M2 R2
Projekt oparty jest na priorytecie FIFO.
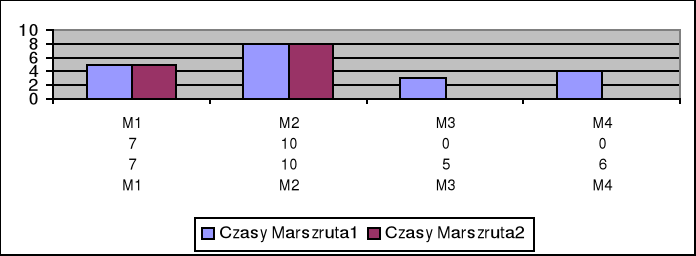
CZASY
Czas wykonywania operacji technologicznych na poszczególnych
urządzeniach
- w I cyklu ustalono większe czasy, natomiast w cyklu II - mniejsze czasy
|
Marszruta1 |
Marszruta2 |
|
|
Marszruta1 |
Marszruta2 |
M1 |
7 |
7 |
|
M1 |
5 |
5 |
M2 |
10 |
10 |
|
M2 |
8 |
8 |
M3 |
5 |
0 |
|
M3 |
3 |
0 |
M4 |
6 |
0 |
|
M4 |
4 |
0 |
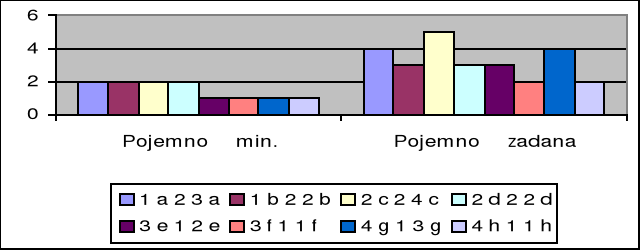
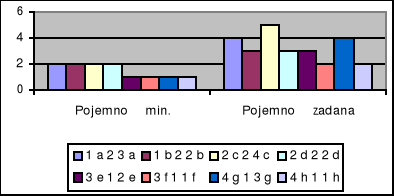
BUFORY
pojemność magazynów buforowych
Kolejny etap to ustalenie pojemności buforów. Dla I cyklu pojemność ta jest mniejsza niż dla cyklu II.
Maszyna |
Bufor |
Pojemność min. |
Pojemność zadana |
1 |
a |
2 |
3 |
1 |
b |
2 |
2 |
2 |
c |
2 |
4 |
2 |
d |
2 |
2 |
3 |
e |
1 |
2 |
3 |
f |
1 |
1 |
4 |
g |
1 |
3 |
4 |
h |
1 |
1 |
Maszyna |
Bufor |
Pojemność min. |
Pojemność zadana |
1 |
a |
2 |
4 |
1 |
b |
2 |
3 |
2 |
c |
2 |
5 |
2 |
d |
2 |
3 |
3 |
e |
1 |
3 |
3 |
f |
1 |
2 |
4 |
g |
1 |
4 |
4 |
h |
1 |
2 |
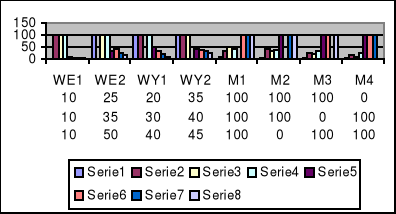
ODLEGŁOŚC
pomiędzy podajnikami, maszynami i odbiornikami
Aby współpraca między maszynami była możliwa potrzebne jest ustalenie odległości pomiędzy poszczególnymi maszynami, czyli odległości na jaką dany robot ma dostarczyć składniki lub półprodukt.
|
WE1 |
WE2 |
WY1 |
WY2 |
M1 |
M2 |
M3 |
M4 |
WE1 |
0 |
100 |
100 |
100 |
20 |
10 |
10 |
10 |
WE2 |
100 |
0 |
100 |
100 |
40 |
50 |
35 |
25 |
WY1 |
100 |
100 |
0 |
100 |
60 |
40 |
30 |
20 |
WY2 |
100 |
100 |
100 |
0 |
50 |
45 |
40 |
35 |
M1 |
20 |
40 |
60 |
50 |
0 |
100 |
100 |
100 |
M2 |
10 |
50 |
40 |
45 |
100 |
0 |
100 |
100 |
M3 |
10 |
35 |
30 |
40 |
100 |
100 |
0 |
100 |
M4 |
10 |
25 |
20 |
35 |
100 |
100 |
100 |
0 |
|
WE1 |
WE2 |
WY1 |
WY2 |
M1 |
M2 |
M3 |
M4 |
WE1 |
0 |
100 |
100 |
100 |
10 |
5 |
5 |
5 |
WE2 |
100 |
0 |
100 |
100 |
30 |
40 |
25 |
15 |
WY1 |
100 |
100 |
0 |
100 |
50 |
30 |
20 |
10 |
WY2 |
100 |
100 |
100 |
0 |
40 |
35 |
30 |
25 |
M1 |
10 |
30 |
50 |
40 |
0 |
100 |
100 |
100 |
M2 |
5 |
40 |
30 |
35 |
100 |
0 |
100 |
100 |
M3 |
5 |
25 |
20 |
30 |
100 |
100 |
0 |
100 |
M4 |
5 |
15 |
10 |
25 |
100 |
100 |
100 |
0 |

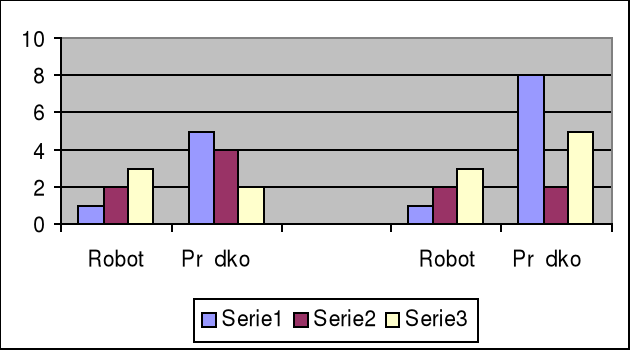
PRĘDKOŚCI
prędkość ruchu robotów
Ażeby tę odległość pokonywać jak w jak najszybszym czasie, trzeba ustalić prędkości, z jakimi będą poruszały się roboty. Dla I cyklu prędkości te są mniejsze niż dla II cyklu.
Robot |
Prędkość |
|
Robot |
Prędkość |
1 |
5 |
|
1 |
8 |
2 |
4 |
|
2 |
2 |
3 |
2 |
|
3 |
5 |
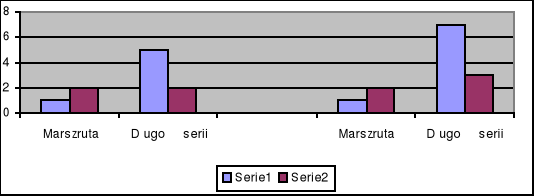
DŁUGOŚĆ SERII
Możemy otrzymać wiarygodne wyniki takiego cyklu produkcyjnego. Aby to osiągnąć, należałoby ustalić długość trwania cyklu wyprodukowania cukierków i czekolady .
Długość I cyklu jest większa niż cyklu II.
Marszruta |
Długość serii |
|
Marszruta |
Długość serii |
1 |
5 |
|
1 |
7 |
2 |
2 |
|
2 |
3 |

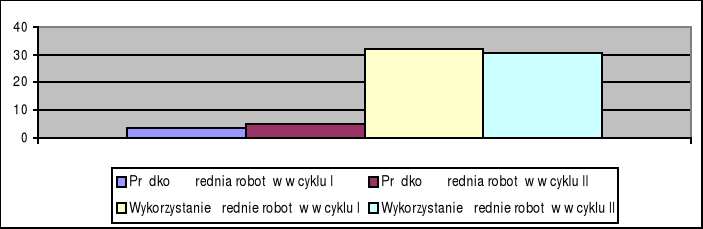
WYKORZYSTANIE MASZYN
|
M1 |
M2 |
M3 |
M4 |
Marszruta1 |
5,32 |
7,6 |
3,8 |
4,56 |
Marszruta2 |
2,13 |
3,04 |
0 |
0 |
Globalnie |
7,45 |
10,64 |
3,8 |
4,56 |
|
M1 |
M2 |
M3 |
M4 |
Marszruta1 |
5,78 |
9,24 |
3,47 |
4,62 |
Marszruta2 |
2,48 |
3,96 |
0 |
0 |
Globalnie |
8,25 |
13,2 |
3,47 |
4,62 |
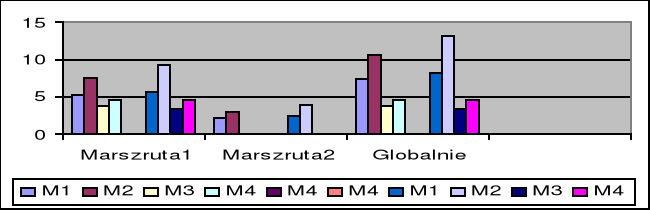
Tabele i wykresy pozwalają uzyskać wyniki, uwidaczniające wykorzystanie poszczególnych maszyn dla danego cyklu produkcyjnego. Przy czasie większym w cyklu I i prędkości robotów mniejszej, maszyny w cyklu I wykorzystywane są w mniejszym stopniu niż maszyny w cyklu II o czasie krótszym i prędkości robotów większej.
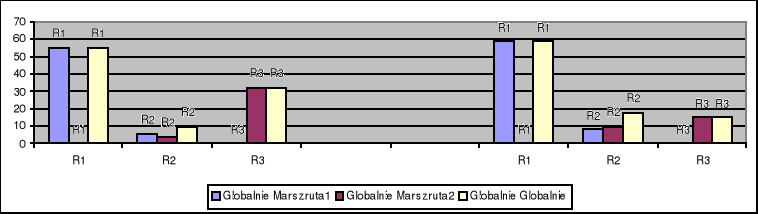
WYKORZYSTANIE ROBOTÓW
|
R1 |
R2 |
R3 |
|
|
R1 |
R2 |
R3 |
Marszruta1 |
54,71 |
5,32 |
0 |
|
Marszruta1 |
58,91 |
8,09 |
0 |
Marszruta2 |
0 |
3,95 |
31,61 |
|
Marszruta2 |
0 |
9,41 |
14,85 |
Globalnie |
54,71 |
9,27 |
31,61 |
|
Globalnie |
58,91 |
17,49 |
14,85 |
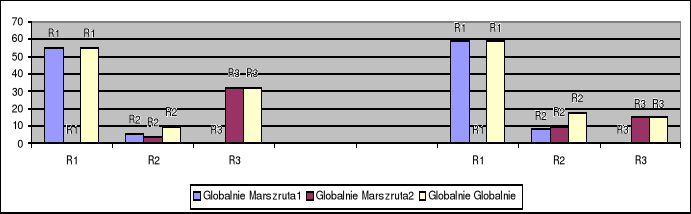
Wykorzystanie jest mniejsze, jeśli prędkość robota jest wysoka. Będziemy mieli do czynienia z odwrotną sytuacją, gdy prędkość jest niska - wtedy wykorzystanie robota jest większe.
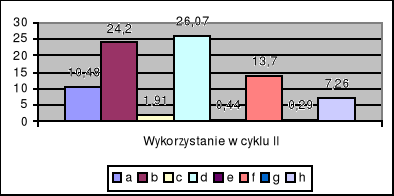
WYKORZYSTANIE BUFORÓW
Bufor |
Wykorzystanie w cyklu I |
|
Bufor |
Wykorzystanie w cyklu II |
A |
17,22 |
|
A |
10,5 |
B |
13,6 |
|
B |
24,2 |
C |
0,27 |
|
C |
1,91 |
D |
2,05 |
|
D |
26,1 |
E |
0,38 |
|
E |
0,44 |
F |
0,76 |
|
F |
13,7 |
G |
0,25 |
|
G |
0,29 |
H |
11,55 |
|
H |
7,26 |
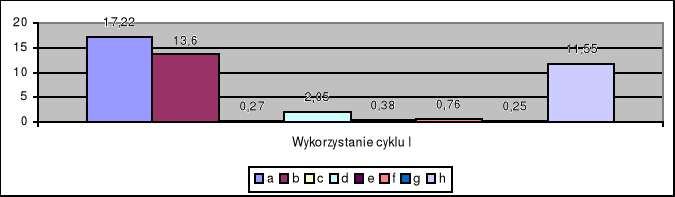
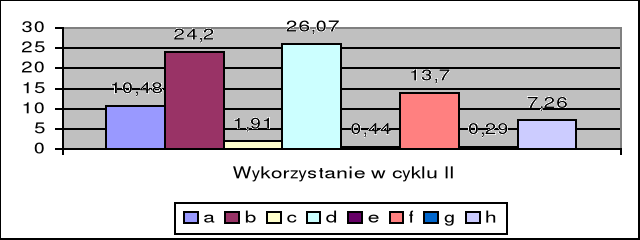
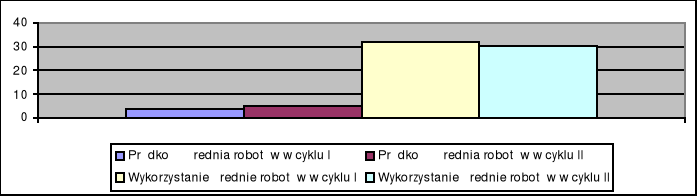
Przy pojemności zadanej buforów o jeden punkt większej w I cyklu, wykorzystanie robotów jest dwa razy większe (10,55%), niż gdy pojemność zadana jest mniejsza (5,76%).
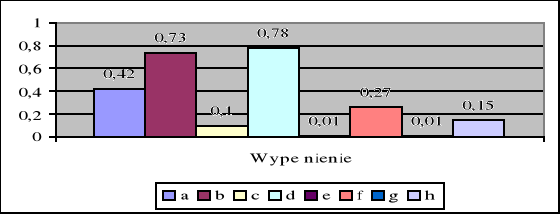
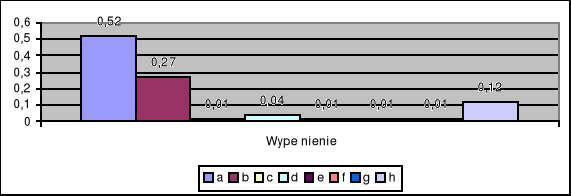
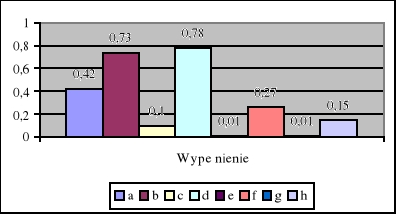
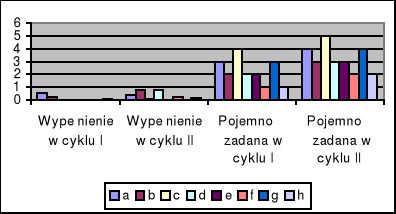
WYPEŁNIENIE BUFORÓW
Bufor |
Wypełnienie |
|
Bufor |
Wypełnienie |
A |
0,52 |
|
A |
0,42 |
B |
0,27 |
|
B |
0,73 |
C |
0,01 |
|
C |
0,1 |
D |
0,04 |
|
D |
0,78 |
E |
0,01 |
|
E |
0,01 |
F |
0,01 |
|
F |
0,27 |
G |
0,01 |
|
G |
0,01 |
H |
0,12 |
|
H |
0,15 |

Bufory |
Wypełnienie w cyklu I |
Wypełnienie w cyklu II |
Pojemność zadana w cyklu I |
Pojemność zadana w cyklu II |
a |
0,52 |
0,42 |
3 |
4 |
b |
0,27 |
0,73 |
2 |
3 |
c |
0,01 |
0,1 |
4 |
5 |
d |
0,04 |
0,78 |
2 |
3 |
e |
0,01 |
0,01 |
2 |
3 |
f |
0,01 |
0,27 |
1 |
2 |
g |
0,01 |
0,01 |
3 |
4 |
h |
0,12 |
0,15 |
1 |
2 |
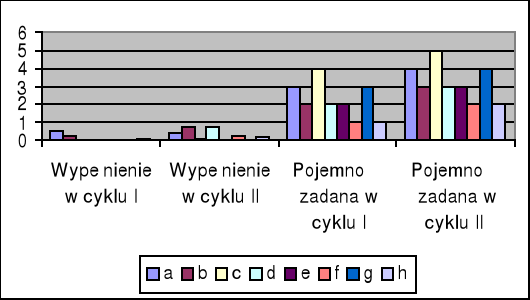
Średnie wypełnienie buforów przy pojemności zadanej większej o jeden punkt w cyklu II jest 2,5-krotnie większe (0,30) niż w sytuacji odwrotnej (0,12).
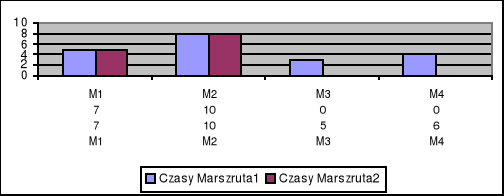
ŚREDNI CZAS CYKLU
średni czas produkcji detalu w danym procesie
|
Czas cyklu |
|
|
Czas cyklu |
Marszruta1 |
182,4 |
|
Marszruta1 |
269 |
Marszruta 2 |
264 |
|
Marszruta 2 |
112 |
Globalnie |
223,2 |
|
Globalnie |
190 |
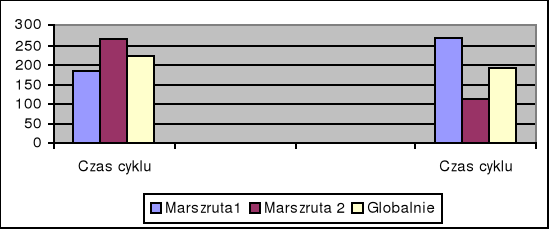
Średni czas cyklu produkcyjnego, przy czasie dłuższym dla marszruty 1
w cyklu I, jest niższy od czasu krótszego także dla marszruty 1, ale
w cyklu II. Natomiast dla marszruty 2 ten średni czas w cyklu I, dla czasu niższego, jest wyższy niż dla czasu dłuższego w cyklu II.
Natomiast porównując długość trwania serii, to dla długości krótszej czas ten jest dłuższy, niż dla długości dłuższej.
Biorąc pod uwagę powyższe, bardziej opłacalnym rozwiązaniem, jest wydłużenie długości trwania serii, ale wtedy czas należałoby skrócić.
WARTOŚĆ PRODUKCJI
|
Wartość produkcji |
|
|
Wartość produkcji |
Marszruta 1 |
1,39 |
|
Marszruta 1 |
3,1 |
Marszruta 2 |
0,8 |
|
Marszruta 2 |
0,55 |
Globalnie |
2,19 |
|
Globalnie |
3,66 |
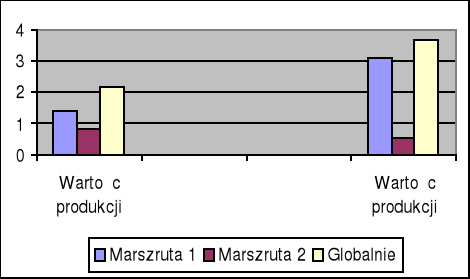
Wartość produkcji przy wykorzystaniu maszyn i robotów większym w cyklu II oraz przy średnim czasie w cyklu II - mniejszym, jest większa
niż wartość produkcji w toku dla parametrów przeciwnych.
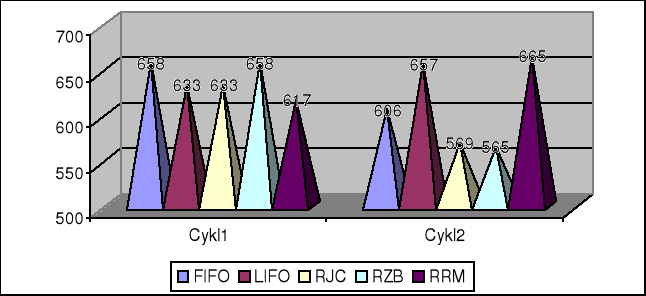
CZASY SYMULACJI
Czas symulacji dla cyklu I jest najkrótszy przy priorytecie RRM a tym samym najdłuższy dla cyklu II.
Natomiast czas dla cyklu II jest najkrótszy przy priorytecie RZB, a najdłuższy dla cyklu I.
Priorytety |
Cykl I |
Cykl II |
FIFO |
658 |
606 |
LIFO |
633 |
657 |
RJC |
633 |
569 |
RZB |
658 |
565 |
RRM |
617 |
665 |





Wyszukiwarka
Podobne podstrony:
20030819 Ściany1
20030813 Pokrycie dachu
20030825205256 YMQAXQGUIZYEWZNWWU7CBQQ6TJSNEOW7TGSRPCI
20030827184036 MLNLRD7ELVZPVYMT27K6IKRXK4QPCIUVHDGM2LI
20030826113512id#234
20030829113221, SPIS TREŚCI
20030827125418, Urlopy pracownicze w świetle obowiązującego prawa
20030831161014, ____________________________________________________________________________________
20030829113558, Wykład nr 6
20030831154107, EURO
20030825200402
20030830235613, Internet
20030829130238, 7
20030826224954, SZCZYT ZIEMI W RIO DE JANEIRO (1992) I JOHANNESBURGU (2002) - GŁÓWNE DOKUMENTY, DYSK
20030825211402, Joanna Machnica, rok II zaoczny
20030826224205
20030827124821, Definicja ubóstwa
20030826223651, „SPORTSTAR” S
20030829134515, ARKUSZ OCENY WYSIŁKU FIZYCZNEGO NA STANOWISKU ROBOCZYM
więcej podobnych podstron