Programowanie robotów Irp
1.Wstęp teoretyczny:
Roboty przemysłowe Irp-6 są uniwersalnymi środkami automatyzacji procesów przemysłowych, przede wszystkim procesów uciążliwych lub trudnych do wykonania przez człowieka. Roboty mogą być stosowane do automatyzacji prac wykonywanych przez maszyny lub mogą same wykonywać pewne prace przy użyciu narzędzi, jak np. spawanie łukowe, szlifowanie, stępianie krawędzi.
System sterowania robota jest oparty na technice komputerowej co umożliwia robotowi wykonanie skomplikowanych funkcji, jak: układanie lub pobieranie przedmiotów według wzoru, realizację bardzo długich programów, ruch prostoliniowy - pionowy lub poziomy, poszukiwanie przedmiotów o nieznanym z góry położeniu. Możliwe jest również dokonywanie poprawek w programach, wykonywanie skoków
warunkowych itp. Funkcje te umożliwiają użytkownikowi stosowanie robotów do różnych skomplikowanych zadań bez konieczności stosowania specjalnych urządzeń współpracujących z robotami.
Roboty składają się z części manipulacyjnej i oddzielonej konstrukcyjnie szafy sterowniczej. W szafie sterowniczej są umieszczone moduły układu sterowania łącznie ze sterownikami mocy silników, dzięki czemu część manipulacyjna jest nieduża i lekka, szafa sterownicza z elektronicznymi elementami układu sterowania może być umieszczona oddzielnie z dala od części manipulacyjnej, co stosuje się w przypadku pracy robota w szczególnie ciężkich warunkach otoczenia.
2.Cel ćwiczenia:
Celem ćwiczenia było zaprogramowanie robota Irp-6 w ten sposób, aby wkładał swoją końcówkę w odpowiednie otwory w metalowym pudełku.
Kolejność wkładania końcówki w odpowiednie otwory mogliśmy ustalać
naciskając odpowiednie przyciski (od 1 do 5) na pulpicie sterującym.
3.Dane techniczne robota Irp-6:
Liczba stopni swobody 5
Dopuszczalne obciążenie 6 kg
Powtarzalność pozycjonowania ± 0,2 mm
Ruch obrotowy:
- zakres obrotu 340o
- max. prędkość 95o/s
Ruch ramienia dolnego:
- zakres ruchu wokół pozycji pionowej ± 40o
- max. prędkość 90o/s
Ruch ramienia górnego:
- zakres ruchu wokół pozycji poziomej +25o, -40o
Ruch przegubu (skręcanie):
- zakres ruchu ±180o
- max. prędkość 195o/s
Ruch przegubu (pochylenie):
- zakres ruchu ±90o
- max. prędkość 115o/s
Przestrzeń robocza 1,4 m3
Masa części manipulacyjnej 125 kg
Odległość między szafą sterowniczą
a częścią manipulacyjną standard 6 m
Funkcje panelu programowania i panelu operacyjnego
Panel programowania i panel operacyjny są urządzeniami umozliwiaiacymi komunikację między człowiekiem - operatorem a robotem. Za ich pośrednictwem możliwe jest programowanie robota przez "uczenie" oraz sterowanie wykonywaniem wyuczonych czynności. Przy opisie procesu wykonywania jakiejś operacji na panelu programowania przyjęto następującą konwencje:
• W ramach opisu realizacji jednej funkcji wybranej z menu głównego wprowadzono numerację stanów wyświetlaczy, tzn. każdy stan wyświetlacza, z którym operator może się spotkać w trakcie realizacji tej funkcji, ma swój numer.
• Dla stanów wyświetlacza, w których mogłyby się pojawić wątpliwości co do sposobu dalszego operowania, dołączono odpowiedni komentarz
• Stan wyuświetlacza ilustrowany jest następującym rysunkiem :
Tekst w górnej linii Tekst w dolnej linii |
A |
B |
C |
D |
E |
gdzie;
• "tekst w linii górnej" i "tekst w linii dolnej" symbolizują tekst maksymalnie 40 znakowy, wyświetlany w linii górnej/dolnej
• a. b, c. d. e oznaczają numery stanów, do których nastąpi przejście po naciśnięciu przycisku funkcyjnego oznaczonego tym numerem. Jeżeli przycisk nie jest oznaczony żadnym numerem, to iest on nieaktywny. Jeżeli na przycisku jest litera "X". to oznacza przejście do realizacji innej funkcji menu głównego.
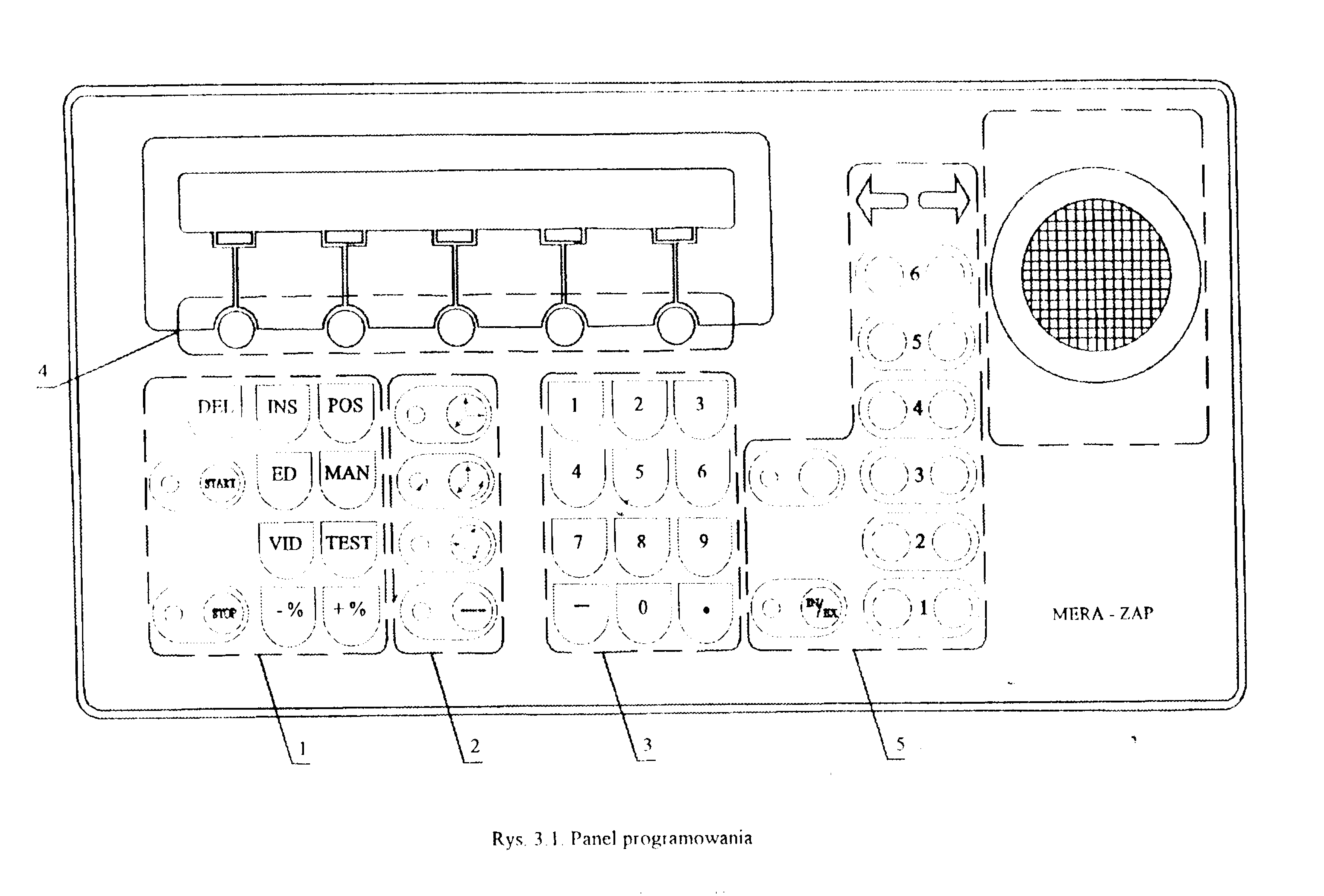
W skład panelu programowania (rys. 3. l,ł wcnodzą następujące elementy
- klawiatura. wyświetlacze alfanumeryczne,
- przycisk stopu awaryjnego.
Ze względu na specjalne funkcje można wyróżnić kilka grup przycisków, oznaczenia piktogramowe w obwódce wraz z krótkim opisem spełnianych funkcji zestawiono poniżej. Jeżeli przy przycisku znajduje się dioda świecąca, to w opisie umieszczono znak (D),
Grupa 1 Przyciski wyboru menu;
INS (instrukcje pomocnicze) - programowanie innych instrukcji niż instrukcja pozycjonowania.
POS (instrukcja pozycjonowania) - programowanie instrukcji pozycjonowania.
START (start programu) - zainicjowanie wykonania programu użytkowego.
ED (edycja) - przeglądanie i modyfikowanie programów użytkowych
MAN (ręczne operowanie systemem) - odczytywanie, deklarowanie.
modyfikowanie parametrów robota.
TEST (testy panelu) - testowanie klawiatury i wyświetlacza.
VTD - przycisk niewykorzystywany, przeznaczony do wprowadzania
nowych funkcji robota.
Przyciski pomocnicze:
STOP (stop) - zatrzymanie wykonania programu użytkowego (D).
-% (zmniejsz prędkość) - zmniejszenie prędkości ruchu punktu roboczego narzędzia przy pracy automatycznej lub przesunięcie tekstu górnej linii w prawo w trybie programowania i edycji.
+% (zwiększ prędkość) - zwiększenie prędkości ruchu punktu roboczego narzędzia przy pracy automatycznej lub przesunięcie tekstu górnej linii w lewo w trybie programowania i edycji.
DEL (kasuj) - skasowanie omyłkowo wpisanego znaku numeryczne-
— go lub skasowanie komunikatu o błędzie,
Grupa 2
Przyciski trybu poruszania robotem
(układ kartezjański) - operowanie robotem w kartezjańskim układzie współrzędnych (D).
(układ cylindryczny) - operowanie robotem w cylindrycznym układzie współrzędnych (D)
(układ współrzędnych wewnętrznych) - operowanie robotem we
współrzędnych wewnętrznych robota (D)
(redukcja prędkości) - operowanie robotem we współrzędnych z redukcją prędkości ruchu robota.
Grupa 3
1 - cyfra 1.
9-cyfra9,
0 - cyfra 0.
--minus.
. - kropka dziesiętna.
Grupa 4
Przyciski funkcyjne
F1 - przycisk funkcyjny 1.
F5 - przycisk funkcyjny 5.
Grupa 5
Przyciski ręcznego manipulowania robotem
ZEZW (zezwolenie na ręczne manipulowanie robotem)
- uaktywnia przyciski ruchu poszczególnymi osiami, 'naciśnięcie Jakiegokolwiek innego przycisku spoza tej grupy oraz spoza grupy 2 ponownie blokuje przyciski manipulacji. FN/EXT (osie zewnętrzne)
- zmienia zestaw sterowanych osi z osi robota na zewnętrzne lub na odwrót. O tym. jakie osie są aktualnie dostępne, informuje dioda, która zapala się w momencie wyboru osi zewnętrznych ( D ).
AIR-AIL ręczne sterowanie ruchem osi pierwsze) w kierunku dodatnim i ujemnym.
A2R - A2L ręczne sterowanie ruchem osi drugiej w kierunku dodatnim i ujemnym.
A3R - A3L ręczne sterowanie ruchem osi trzeciej w kierunku dodatnim i ujemnym.
A4R - A4L ręczne sterowanie ruchem osi czwartej w kierunku dodatnim i ujemnym.
A5R - A5I_ ręczne sterowanie ruchem osi piątej w kierunku dodatnim i ujemnym.
A6R - A6L ręczne sterowanie ruchem osi szóstej w kierunku dodatnim i ujemnym.
Przyciski manipulowania osiami pozwalała przemieszczać manipulowane osie odpowiednio w przeciwstawnych kierunkach,
Przyciski wyboru menu z grupy 1 i przyciski funkcyjne - grupa 4 wraz z wyświetlaczami alfanumerycznymi wykorzystywane są do komunikowania się z robotem na zasadzie dialogu Wciśnięcie jednego z przycisków wyboru menu powoduje ukazanie się na dolnym wyświetlaczu menu funkcji związanych z tym przyciskiem. Wybór funkcji dokonywany jest przyciskami grupy 4 znajdującymi się pod wyświetlaczem. Górny wyświetlacz służy do eksponowania instrukcji i komunikatów o błędach. Przyciski w grupie 2 oraz przyciski ruchu osiami są wykorzystywane' do ręcznego operowania manipulatorem. Przyciski z grupy 3 stanowią klawiaturę numeryczną i są wykorzystywane podczas dialogu do wprowadzania wartości liczbowych, Przycisk zezwolenia (ZEZW) oraz przycisk stopu awaryjnego zwiększają bezpieczeństwo w operowaniu robotem.
Panel operacyjny jest integralną częścią szafy sterownicze] robota wyposażoną w szereg przycisków i lampek pozwalających operatorowi na wykonanie podstawowych czynności związanych z obsługą robota. Piktogramy, jakimi oznaczone są przyciski i lampki, i ich oznaczenia stosowane w tekście (zawarte między znakami " ")oraz krótki opis realizowanych przez nie funkcji zamieszczono poniżej:
ZAŚ (zasilanie) - lampka sygnalizująca podłączenie zasilania do szafy sterowniczej znajduje się na drzwiach szafy pod panelem operacyjnym
AWA (stop awaryjny - lampka-przycisk ) - świecenie się sygnalizuje wystąpienie stopu awaryjnego lub przeciążenia (półstopu awaryjnego) a naciśnięcie likwiduje stop awaryjny (o ile została usunięta przyczyna jego wystąpienia), lampka-przvcisk znajduje się na drzwiach szafy pod panelem operacyjnym.
SYN (synchronizacja - lampka-przycisk) - świecenie się światłem migającym sygnalizuje, że robot jest niezsynchronizowany, świecenie się światłem ciągłym oznacza, że synchronizacja jest w toku. naciśnięcie w czasie migania inicjuje synchronizację.
GOT (gotowość - lampka - przycisk) - świecenie się sygnalizuje, że tylko część cyfrowa sterownika jest podłączona do zasilania, wciśnięcie powoduje podłączenie do zasilania tylko części cyfrowej układu sterowania.
STOP (stop - przycisk) - wciśnięcie przycisku powoduje zatrzymanie synchronizacji, automatycznego wykonania programu lub zapisu/odczytu pamięci masowej
PK (ładowanie programu z pamięci — lampka - przycisk) - świecenie sygnalizuje, że trwa przepisywanie programu z pamięci PK do pamięci programów użytkowych lub odwrotnie, wciśnięcie inicjuje przepisywanie z pamięci masowej do pamięci programów użytkowych.
PRA (praca - lampka - przycisk) - świecenie się sygnalizuje, że cały układ sterowania podłączony jest do zasilania, wciśnięcie (jeśli świeci się lampka GOT) powoduje podłączenie do zasilania napędów.
(start - lampka - przycisk) - świecenie się światłem migającym sygnalizuje, że robot jest w trakcie wykonywania instrukcji czekania, świecenie się światłem ciągłym oznacza, że robot wykonuje instrukcję mną niż instrukcja czekania, wciśnięcie przy zgaszonej lampce powoduje wystartowanie wykonania programu od aktualnej instrukcji programu głównego, tj. pierwszej bezpośrednio po przepisaniu programu z pamięci masowej lub ostatnio przerwanej przyciskiem stop (kontynuacja) lub wyświetlanej na panelu programowania.
UTR (utrata programu - lampka) - świecenie sygnalizuje, ze na skutek zaniku zasilania w pamięci programów użytkowych nie ma żadnego sygnału.
BŁĄD (błąd - lampka) - świecenie się światłem migającym sygnalizuje
wykrycie przez system sytuacji błędnej.
TEMP (przegrzanie - lampka) - świecenie się oznacza, że nadmiernie
wzrosła temperatura w szafie sterowniczej.
Przy użyciu panelu operacyjnego, oprócz czynności związanych ze stanem
systemu i synchronizacją, można wykonać następujące operacje:
• przepisywanie programu z pamięci masowej do pamięci użytkowej.
• start automatycznego wykonywania programu.
• zatrzymanie automatycznego wykonywania programu.
• zatrzymanie zapisu / odczytu pamięci masowej.
• potwierdzenie przyjęcia informacji o błędzie („skasowanie" błędu)
Przepisanie programu z pamięci masowej (PK tub RAM - CARD) do pamięci użytkowej uzyskuje się po naciśnięciu żółtego przycisku - lampki PK. Podczas trwania całego procesu przepisywania lampka ta jest zapalona. Prawidłowe zakończenie przepisywania sygnalizowane jest zgaśnięciem lampki PK. Ewentualne błędy, które wystąpiły w trakcie przepisywania, będą sygnalizowane „mruganiem" lampki BŁĄD (numer błędu wyświetla się na panelu programowania).
Przycisk PK może być użyty tylko wtedy, gdy panel programowania znajduje się w stanie od l do 5 oraz w stanie 9. Gdy tak się stanie, panel programowania przechodzi w stan 5 „ręczne operowanie systemem" i zachowuje się tak, jakby to za jego pomocą uruchomiono przepisywanie. Lampka PK zostaje zapalona również przy zapisywaniu programu użytkowego do pamięci masowej zainicjowanym z panelu programowania.
Start automatycznego wykonania programu uzyskuje się przez naciśnięcie zielonego przycisku - lampki START. Lampka zaczyna się świecić światłem ciągłym Wykonanie programu rozpoczynane jest od bieżącej instrukcji programu. Program wykonywany jest cyklicznie, tzn. po wykonaniu ostatniej instrukcji programu wykonywana jest instrukcja pierwsza itd. Po naciśnięciu przycisku następuje automatyczne przełączenie się panelu programowania w stan 6 „praca automatyczna". Świecenie lampki START światłem pulsującym („mruganie") oznacza wykonanie instrukcji CZEKAJ.
Zatrzymanie automatycznego wykonywania programu można uzyskać przez naciśnięcie przycisku STOP (gaśnie lampka START). Panel programowania automatycznie przechodzi w stan 4. tzn. start programu. Naciśnięcie przycisku STOP (stop) nie zapewnia natychmiastowego zatrzymania ruchu manipulatora Natychmiastowe zatrzymanie można uzyskać za pomocą przycisku AWA (stop awaryjny).
Zatrzymanie zapisu / odczytu pamięci masowej można uzyskać przez naciśnięcie przycisku STOP (gaśnie lampka PK). Panel programowania przechodzi w stan 5, tzn. ręczne operowanie systemem.
Potwierdzenie przyjęcia informacji o błędzie („skasowanie błędu") można uzyskać przez naciśnięcie przycisku STOP (gaśnie lampka BŁĄD (błąd). Panel programowania przechodzi w stan poprzedzający wystąpienie błędu.
Rvs. 3.2. Panel operacyjny
Obsługa panelu programowania
W trakcie komunikacji operatora z układem sterowalna robota często się poławia konieczność wprowadzania do systemu parametrów numerycznych. Sytuacja taka może mieć miejsce np. w trakcie tworzenia programu użytkowego, przy edycji programów użytkowych, podczas definiowania lub zmieniania parametrów pracy robota itp. Wprowadzanie parametrów numerycznych może być:
obligatoryjne
opcjonalne
Obligatoryjne wprowadzanie wartości numerycznej oznacza, ze jedynie poprawne wykonanie tej czynności pozwala na przejście do dalszych operacji. Konieczność obligatoryjnego wprowadzania wartości numervcznej sygnalizowana jest operatorowi wyświetlaniem na dolnym wyświetlaczu pewnego tekstu zakończonego znakiem " = " np. :
Dowolny tekst Tekst = TAK |
W tym momencie wykorzystując przyciski numeryczne (.grupa 3) należy wpisać do dolnej linii wyświetlacza żądaną wartość. Jeżeli w trakcie wpisywania operator uzna. że ostatnio wprowadzony znak lub cała liczba jest biedna, może wymazać kolejno wprowadzone przez niego znaki przez naciskanie przycisku DEL (kasuj). Po skasowaniu ziej liczby operator może przystąpić do wprowadzenia nowej wartości parametru. Koniec wprowadzania następuje po wciśnięciu przycisku TAK. Podczas wprowadzania parametru numerycznego obowiązują następujące zasady:
• znak minus " . jeżeli ma wvstąpić musi być pierwszym znakiem wprowadzonej liczby,
• znak minus " , " lub kropka " . " mogą być wprowadzone do liczby tylko raz.
• znak kropka " . " nie może być pierwszym znakiem wprowadzonej liczby.
Próby przekroczenia powyższych zasad są ignorowane przez panel. Ponadto panel ignoruje następujące sytuacje związane z konkretnym parametrem numerycznym:
• wprowadzenie większej niż dopuszczalna liczby znaków,
• próba wprowadzenia zbyt dużej liczby cyfr po kropce dziesiętnej,
• próba wprowadzenia kropki " . " lub minusa " - " dla liczby, która takich znaków nie może zawierać,
• próba wprowadzenia zbyt małej lub zbyt dużej wartości.
Opcjonalne wprowadzenie wartości numerycznej oznacza pozostawienie operatorowi wyboru co do konieczności wprowadzania wartości numerycznej. Sytuacja taka sygnalizowana jest wyświetlaniem następującego tekstu:
TEKST liczba TEKST ZMIANA DALEJ TAK |
"TEKST" oznacza tekst wynikający z danej sytuacji, "liczba'' jest domniemaną wartością numeryczną, np. wprowadzoną uprzednio. Jeśli wyświetlona wartość numeryczna Jest odpowiednia, to naciska on przycisk DALEJ, co powoduje przejście do realizacji kolejnych operacji. Jeśli operator chce zmienić tę wartość, naciska przycisk ZMIANA, co powoduje ''mruganie'' zmienianej wartości numerycznej i wyświetlanie następującego tekstu:
TEKST liczba TEKST NOWA WARTOŚĆ TAK TAK |
Dalsze wprowadzanie wartości numerycznej odbywa się na takich samych zasadach jak dla wprowadzania obligatoryjnego.
Panel programowania wyposażony jest w dwa alfanumeryczne wyświetlacze o długości 40 znaków każdy. Wyświetlacz górny przeznaczony jest głównie do wyświetlania tekstów instrukcji i komunikatów dla operatora. Teksty instrukcji różnią się między sobą długością i zawierała od kilku do max 72 znaków. Oznacza to. ze teksty niektórych instrukcji nie mieszczą się w okienku wyświetlacza. Istnieje jednak możliwość przesuwania okienka po tekście instrukcji. Przesunięcia okienka w prawo (tekstu w lewo) dokonujemy przyciskiem +% (grupa l); a w lewo (tekst w prawo) przyciskiem -% (grupa l).
Przyciskanie i puszczanie przycisku powoduje przesunięcie okienka o jeden znak w lewo/prawo. Przy ciągłym naciskaniu przycisku okienko przesuwa się po jednym znaku w lewo/prawo, dopóki przycisk nie zostanie zwolniony lub okienko nie osiągnie prawego/lewego końca tekstu.
Dolny wyświetlacz panelu programowania przeznaczony jest między innymi do wyświetlania opisów znajdujących się pod nim przycisków funkcyjnych Opisy te tworzą tak zwane menu. Menu może zawierać więcej niż pięć elementów, natomiast na wyświetlaczu może być pokazanych jedynie pięć. W tej sytuacji przejście do dalszej części menu następuje po naciśnięciu przycisku funkcyjnego F5 oznaczonego jako " —> ". Za pomocą tego przycisku można cyklicznie przeglądać całe menu. Po znalezieniu odpowiedniego opisu operator dla zrealizowania funkcji związanej z tym opisem powinien nacisnąć znajdujący się pod nim przycisk funkcyjny.
Przyciski ruchu osiami przeznaczone są do „ręcznego" operowania manipulatorem. Jednocześnie mogą być zmienione trzy współrzędne położenia. Są one aktywne tylko wtedy, gdy naciśnięty został przycisk zezwolenia. Ma to na celu zabezpieczenie przed niekontrolowanym poruszeniem manipulatora przy przypadkowym naciśnięciu któregokolwiek przycisku grupy 5, Naciśnięcie przycisku zezwolenia uaktywnia również przyciski znajdujące się w grupie 2 na panelu programowania. Są to przyciski trybu poruszania robotem (wybór układu współrzędnych). Taki sposób uaktywniania przycisków wybrano w celu zwiększenia bezpieczeństwa w pracy z robotem. Świecąca przy przycisku dioda informuje w jakim układzie współrzędnych będzie się poruszał robot.
Rys 3.3. Układ współrzędnych zewnętrznych robota
Sterowanie robota dopuszcza wybór jednego z następujących układów współrzędnych :
układu kartezjańskiego
układu wewnętrznego
układu cylindrycznego
Przyporządkowanie układu współrzędnych odpowiednim przyciskom
Dioda paląca się przy przycisku wyboru układu współrzędnych |
Wybór osi robota |
Przyporządkowanie położeniom przycisków wielkości fizycznych |
układ kartezjański |
Osie 1-3 |
A1 = X A2 = Y A3 = Z |
układ kartezjański |
Osie 4-6 |
A4 = nutacja A5 = niewykorzystanie A6 = precesja |
układ wewnętrzny |
Osie 1-3 |
A1 = fi(obrót wokół osi prostopadłej do podstawy) A2 = teta(zgięcie ramienia dolnego) A3 = alfa(zgięcie ramienia górnego) |
układ wewnętrzny |
Osie 4-6 |
A4 = t(zgięcie przegubu) A5 = v(obrót kołnierza) A6 = niewykorzystanie |
układ cylindryczny |
Osie 1-3 |
A1 = ruch po promieniu A2 = fi(obrót wokół osi prostopadłej do podstawy) A3 = Z |
układ cylindryczny |
Osie 4-6 |
A4 = nutacja A5 = niewykorzystanie A6 = precesja |
Umownym współrzędnym A1,A2,A3 mogą być przyporządkowane różne fizyczne wielkości. Przyporządkowania dokonuje się za pomocą przycisków wyboru układu współrzędnych. Na przykład, dla kartezjańskiego układu współrzędnych i przy sterowaniu położeniem punktu roboczego narzędzia (zapalona dioda).
Przyporządkowanie jest następujące:
A l - współrzędna X,
A2 - współrzędna Y,
A3 - współrzędna Z
W przypadku układu współrzędnych wewnętrznych ujemny kierunek ruchu jest to kierunek, w którym odbywa się synchronizacja poszczególnych osi. Pełny zestaw możliwości przyporządkowania iest zestawiony w tabeli 1,
Nie jest możliwe wykonywanie jednocześnie ruchu osiami z dwóch różnych grup, tzn. możemy uzyskać wypadkową ruchu osi Al, A2 i A3 lub A4, A5 i A6, Modyfikacja prędkości ruchu przy sterowaniu ręcznym realizowana jest jedną z funkcji menu MAN (ręczne sterowanie systemem).
Przy włączeniu zezwolenia wszystkie inne przyciski oprócz wyżej opisanych są nieaktywne, naciśnięcie jakiegokolwiek powoduje zablokowanie możliwości ruchu robotem.
Panel programowania może się znajdować w dziesięciu stanach pracy:
l. Programowanie instrukcji pomocniczych.
2. Programowanie instrukcji pozycjonowania.
3. Stan programu.
4. Edycja programu.
5. Ręczne operowanie systemem,
6. Praca automatyczna.
7. Błąd.
8. Operowanie przy włączonym zezwoleniu ruchu.
9. Test panelu.
Przejście do stanu (l) po skasowaniu błędu następuje tylko wtedy, gdy przed wystąpieniem błędu panel programowania był w tym stanie i błąd me był spowodowany błędami w komunikacji. Gdy błąd był spowodowany błędami komunikacyjnymi następuje przejście do stanu 4. W trakcie operowania robotem istnieje konieczność przechodzenia z jednego stanu pracy do drugiego. Nie każde przejście jest jednak dozwolone. Wszystkie możliwe przejścia zestawiono w tabeli 3.3. W tabeli znak - oznacza przejście możliwe do zrealizowania, znak - oznacza przejście niemożliwie do realizacji. Cyfry w pierwszym wierszu od góry oznaczają stany po przełączeniu, natomiast cyfry w pierwszej kolumnie od lewej oznaczają stan przed przełączeniem.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
+ |
+ |
+ |
+ |
+ |
+(3) |
+ |
+ |
+ |
2 |
+ |
+ |
+ |
+ |
+ |
+(3) |
+ |
+ |
+ |
3 |
+ |
+ |
+ |
+ |
+ |
+(3) |
+ |
+ |
+ |
4 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
5 |
+ |
+ |
+ |
+ |
+ |
+(3) |
+ |
+ |
+ |
6 |
- |
- |
- |
+ |
- |
- |
+ |
- |
- |
7 |
+(1) |
+(1) |
+(1) |
+(1) |
+(1) |
- |
+ |
- |
+(1) |
8 |
+(2) |
+(2) |
+(2) |
+(2) |
+(2) |
- |
+ |
+ |
+(2) |
9 |
+ |
+ |
+ |
+ |
+ |
+(3) |
+ |
- |
+ |
Uwagi:
l. przejście do tego stanu jest możliwe tylko wtedy, gdy panel znajdował się w nim przed wystąpieniem błędu (przejście w stan 7} i jeśli błąd nie był spowodowany błędami w komunikacji między panelem a sterownikiem.
2. przejście do tego stanu jest możliwe tylko po skasowaniu zezwolenia, o ile przed włączeniem panel był w tym stanie.
3. przejście możliwe jedynie przez naciśnięcie przycisku STR na panelu operacyjnym.
Przejście do jednego ze stanów o numerze od 1-5 może nastąpić przy wykorzystaniu panelu programowania na trzy sposoby:
po naciśnięciu odpowiedniego przycisku z grupy I.
2. po skasowaniu błędu, o ile przed jego wystąpieniem panel się w rym stanie znajdował, a błąd nie był spowodowany błędami w komunikacji.
3. po skasowaniu zezwolenia ruch, o ile poprzednio panel się w tym stanie znajdować Sposób pierwszy jest pierwotny, tzn. aby można było skorzystać z pozostałych dwóch sposobów, trzeba chociaż raz wykorzystać sposób pierwszy
Po wejściu do któregoś z ww. stanów w dolnym wyświetlaczu pojawia się pierwszy lub uprzednio wybrany fragment menu. Zawartość górnego wyświetlacza zależna jest od numeru stanu. Teraz operator przez naciśnięcie wybranego przycisku funkcyjnego, zgodnie z opisem znajdującym się nad tym przyciskiem, może zainicjować jakąś akcję,
Włączenie zasilania następuje po wciśnięciu i przekręceniu w prawo kluczyka w stacyjce znajdującej się po prawej stronie wnęki na panelu programowania. Podłączenie szafy do źródła zasilania zasygnalizowane będzie zaświeceniem się żółtej lampki ZAŚ nad stacyjką. Zasilanie układów elektrycznych system sterowania uzyskuje się po włączeniu przycisku-lampki GOT na panelu operacyjnym. Zaświecenie się lampki GOT świadczy o przejściu robota w stan GOTOWOŚĆ Wtedy też zostaje zasilony panel programowania. Na wyświetlaczu panelu programowania ukaże się tekst:
ROBOT PRZEMYSŁÓWY MERA-ZAP OSTRÓW WLKP. |
Po około 3 sekundach zostanie wyświetlony komunikat:
START PANELU |
Po około 2 sekundach nastąpi przejście do stanu 4 - start programu. Jeżeli w pamięci użytkowej jest program, to zostanie wyświetlona jego pierwsza instrukcja. W przeciwnym przypadku w polu numeru instrukcji wyświetli się liczba 10.
Kolejną czynnością operatora jest wprowadzenie robota w stan PRACA- w którym zasilane zostają silniki robota Przejście do stanu PRACA następuje przez naciśnięcie przycisku-lampki PRĄ na panelu operacyjnym po uprzednim skasowaniu stanu STOP AWARYJNY (zapalona lampka AWA pod stacyjką) przyciskiem-lampką GOT lub AWA (gaśnie lampka AWA). Stan PRACA robota sygnalizowany jest zapaleniem się lampki PRA i zgaśnięciem lampki GOT. Teraz można przystąpić już do synchronizacji robota. Po naciśnięciu przycisku-lampki PRA (praca) na panelu operacyjnym. przed automatycznym wykonaniem programu lub poruszaniem robota we współrzędnych innych niż wewnętrzne, konieczne jest zsynchronizowanie robota. Synchronizacja Jest to proces, po którym robot uzyskuje „orientację" w przestrzeni O tym, ze robot nie Jest zsynchronizowany, przypomina mrugająca lampka-przvcisk SYN (synchronizacja) na panelu operacyjnym.
Pierwszym krokiem synchronizacji jest doprowadzenie manipulatora (poprzez sterowanie za pomocą przycisków ruchu osiami) do położenia wyjściowego. Położenie wyjściowe jest następujące.
• korpus robota (obrót wokół osi FI): ok. 30 stopni w lewo od położenia środkowego patrząc od przodu,
• dolne ramię (obrót wokół osi TETA): pochylenie w przód pod kątem 15 stopni od pionu,
• górne ramię (obrót wokół osi ALFA): pochylone w dół pod kątem ok.30 stopni od poziomu,
• przegub - pochylenie (obrót wokół osi T): na przedłużeniu ramienia górnego,
• przegub - obrót (obrót wokół osi V), otwór do pozycjonowania narzędzia w kołnierzu przegubu powinien być skierowany do góry.
Przed synchronizacją możliwy jest ruch tylko we współrzędnych wewnętrznych. Podczas ruchu we współrzędnych wewnętrznych przed dokonaniem synchronizacji wskazana jest szczególna ostrożność w manipulowaniu robotem, gdyż system me kontroluje przekroczenia ograniczeń. Przekroczenie ograniczeń mechanicznych robota może spowodować przejście w stan PRZECIĄŻENIE (półstop awaryjny) sygnalizowany zapaleniem lampki AWA na panelu operacyjnym, w przypadku robota IRp-6 lub przejściem w stan STOP AWARYJNY w przypadku robota lrp-60. Po ustawieniu manipulatora w położeniu wyjściowym należy wcisnąć mrugający przycisk-lampkę SYN. O tym, że synchronizacja jest w toku, świadczy ruch manipulatora, świecenie się światłem ciągłym przycisku-lampki SYN oraz napis na panelu programowania:
SYNCHRONIZACJA
|
Proces synchronizowania może być w dowolnej chwili zatrzymany przez naciśnięcie przycisku STOP umieszczonego na panelu operacyjnym (przycisk-lampka SYN znów zacznie się palić światłem migającym). Kontynuacja synchronizacji nastąpi po ponownym naciśnięciu przycisku-lampki SYN
Zgaśniecie przycisku-lampki SYN oraz powrót pańciu do stanu sprzed synchronizacji oznacza, że synchronizacja zakończyła się prawidłowo Można teraz przvstąpic do programowania robota lub wykonywania programu wcześnie] zapisanego przy użyciu zewnętrznej pamięci masowej (PK lub RAM-CARD).
Ogólne zasady tworzenia programu
Program użytkowy tworzony jest z instrukcji, każda instrukcja ma swój numer, typ oraz parametry. Instrukcje w-prowadza się korzystając z menu INS (stan l) i POS (stan 2). Każda instrukcja ma swój numer. Numerem instrukcji może być dowolna liczba całkowita z przedziału od l do 9999. Dowolny numer możemy nadać instrukcji przez wpisanie go przy użyciu klawiatury numerycznej.
W stanach związanych z programowaniem instrukcji (stany l i 2) obowiązują następujące zasady automatycznej zmiany numeru aktualnie programowanej instrukcji. przy przejściu do programowania nowej instrukcji:
• numer instrukcji nie ulega zmianie, tzn. jest taki jak przed realizacją funkcji wybranej z menu głównego, gdy instrukcja opatrzona tym numerem me jest instrukcją „świeżo" zaprogramowaną.
• numer instrukcji ulega zmianie na następny, jeśli wyświetlona w górnym rzędzie instrukcja jest „świeżo"' zaprogramowana, tzn. bezpośrednio po jej zaprogramowaniu zaczęto programować następną instrukcję (nie było przejścia do innego stanu niż l i 2 lub 8); zmiana numeru na następny oznacza wpisanie numeru instrukcji o numerze większym od wyświetlonego, jeśli taka instrukcja w programie się znajduje.
Za numerem instrukcji znajduje się mnemonik określający typ instrukcji. Za mnemonikiem instrukcji znajdują się parametry instrukcji. Nie wszystkie instrukcje mają parametry, a decyduje o tym typ instrukcji. Parametry mogą być numeryczne i me numeryczne.
Programowanie rozpoczyna się od wybrania typu instrukcji. W przypadku programowania instrukcji pozycjonowania następuje to przez naciśnięcie przycisku POS. a w przypadku innych instrukcji przez wybranie odpowiedniego typu z menu związanego z przyciskiem INS. Wybranie typu powoduje wpisanie na pierwszej pozycji numeru instrukcji. a następnie jej typu. Jeśli poprzednio wyświetlony numer instrukcji był numerem "świeżo'' zaprogramowanej instrukcji, to numer aktualnie programowanej instrukcji będzie najbliższym, większym numerem podzielnym przez 10. Jeśli programowanie instrukcji rozpoczęło się po przejściu z innych stanów niż l lub 2. to instrukcja będzie miała numer taki, jak był wyświetlony przed wybraniem typu instrukcji. Wprowadzenie parametrów instrukcji, o ile występuje odbywa się w trybie dialogu z operatorem. Przy programowaniu należy przestrzegać następujących zasad:
• przed przystąpieniem do programowania zaleca się zdefiniowanie narzędzia, którym będzie operował robot i uaktywnienie go.
• zaleca się. aby pierwszymi instrukcjami programu były: instrukcja wyboru definicji narzędzia ('NARZĘDZIE) oraz instrukcja zmiany prędkości podstawowej i maksymalnej ('PRĘDKOŚĆ).
• przy programowaniu instrukcji pozycjonowania zaleca się w pierwszej kolejności doprowadzenie robota do właściwego punktu w przestrzeni, a dopiero potem wprowadzania właściwej instrukcji pozycjonowania.
• w przypadku kiedy zachodzi konieczność usunięcia błędnie wyprowadzonej instrukcji (Jeszcze me zaakceptowanej), można wykorzystać wyjście przez naciśnięcie dowolnego przycisku wyboru menu.
PROGRAM
10 NARZĘDZIE 1
20 PRĘDKOŚĆ = 500 mm/s, PRĘDKOŚĆ MAX. = 1000mm/s
30 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
40 USTAW WYJŚCIE [8] = 1
50 CZEKAJ AŻ WEJŚCIE [8] = 1
60 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
70 USTAW WYJŚCIE [1] = WEJŚCIE [1]
80 USTAW WYJŚCIE [2] = WEJŚCIE [2]
90 USTAW WYJŚCIE [3] = WEJŚCIE [3]
100 USTAW WYJŚCIE [4] = WEJŚCIE [4]
110 USTAW WYJŚCIE [5] = WEJŚCIE [5]
120 SKOK DO 170, GDY WEJŚCIE [1] = 0
130 USTAW WYJŚCIE [1] = 0
140 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
150 CZEKAJ 2s
160 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
170 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
180 SKOK DO 230, GDY WEJŚCIE [2] = 0
190 USTAW WYJŚCIE [2] = 0
200 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
210 CZEKAJ 2s
220 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
230 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
240 SKOK DO 290, GDY WEJŚCIE [3] = 0
250 USTAW WYJŚCIE [3] = 0
260 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
270 CZEKAJ 2s
280 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
290 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
300 SKOK DO 350, GDY WEJŚCIE [4] = 0
310 USTAW WYJŚCIE [4] = 0
320 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
330 CZEKAJ 2s
340 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
350 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
360 SKOK DO 410, GDY WEJŚCIE [5] = 0
370 USTAW WYJŚCIE [5] = 0
380 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
390 CZEKAJ 2s
400 POZYCJA QLIN T = 2s, ZGRUBN, BWZG
410 SKOK DO 30
\
LISTA BŁĘDÓW
Spis błędów sygnalizowanych przez panel programowania:
1 - nie włączone napędy
2 - robot niezsynchronizowany
3 - stop awaryjny
4 - sprzęt sygnalizuje błąd
5 - zbył wysoka temperatura
6 - robot był zsynchronizowany
7 - włączenie pracy poza obszarem roboczym
8 - przekroczenie prądowe 20 - time-out przy odbiorze 21-time-out przy nadawaniu
22 - niewłaściwy kod przesyłki
23 - w przesyłce niewłaściwy znak
24 - niedozwolony przycisk
25 - liczba poza przedziałem
40 - błąd odczytu pozycji
41 -błąd odczytu pozycji
42 - błąd odczytu pozycji
43 - błąd odczytu pozycji
44 - błąd odczytu pozycji
45 - błąd odczytu pozycji
50 - wystąpienie błędu pozycjonowania
51 - wystąpienie błędu pozycjonowania
52-wystąpienie błędu pozycjonowania
53 - wystąpienie błędu pozycjonowania
54 - wystąpienie błędu pozycjonowania
55 - wystąpienie błędu pozycjonowania
60 - utrata synchronizacji
61 -utrata synchronizacji
62 - utrata synchronizacji
63 - utrata synchronizacji
64 - utrata synchronizacji
65 - utrata synchronizacji
70 - błąd pozycji
71 - błąd pozycji
72 - błąd pozycji
73 - błąd pozycji
74 - błąd pozycji
75 - błąd pozycji
80 - brak sygnału dojścia do pozycji
81 -brak sygnału dojścia do pozycji
82 - brak sygnału dojścia do pozycji
83 - brak sygnału dojścia do pozycji
84 - brak sygnału dojścia do pozycji
85 - brak sygnału dojścia do pozycji
90 - brak zezwolenia zadania ruchu
91 -brak zezwolenia zadania ruchu
92 - brak zezwolenia zadania ruchu
93 - brak zezwolenia zadania ruchu
94 - brak zezwolenia zadania ruchu
95 - brak zezwolenia zadania ruchu
100 - instrukcja niezaimplementowania
10l - skok do nieistniejącej instrukcji
102 - zbyt wiele otwartych pętli
103 - koniec nie otwartej pętli
120 - program główny pusty
121- brak miejsca w pamięci programów
122-nie da się wstawić instrukcji
140 - niezdefiniowana prędkość
141 - niedozwolona zmiana konfiguracji
142 - przekroczenie obszaru roboczego
143 - przekroczenie prędkości maksymalnej
144-zmiana orientacji o 180°
145 - za wolny ruch
150 - brak definicji narzędzia
151-za krótki czas pozycjonowania
152 - nieokreślony kierunek oscylacji
153 - zła prędkość oscylacji
154-nie wolno usunąć definicji narzędzia
230 - time-out przy nadawaniu
231 - tune-out przy odbieraniu
232 - przekłamanie w echu
233 - zły kod przesyłki
234 - błąd sumy kontrolnej
235-błąd sumy kontrolnej
236 - uszkodzenie sterownika ram - karty
237 - uszkodzenie ram - kart}'
238 - błąd zapisu ram - karty
239- błąd odczytu ram - karty
240 - brak ram - karty
241 -brak miejsca na ram - karcie
242 - program już istnieje
243 - program me istnieje
244 - inny błąd ram - karty
245 - program jest zbyt długi
246 - zakaz zapisu na ram - kartę
251 -brak drukarki
252 - drukarka zgłasza błąd
255-pozycja została poprawiona
Wyszukiwarka