Wiercenie, Rozwiercanie i Wytaczanie
Komenda Otwory (menu Cykle) zawiera różne funkcje do ich obróbki.
W dalszym opisie, pojęcie „wiercenia” będzie używane jako ogólne określenie na metody wykonywania otworów.
Wybór strategii do wykonywania otworów zależy od zastosowanych parametrów głębokości. Szczegóły w Określeniu Parametrów Głębokości dla Wiercenia.
Można używać również kombinacji komend zgrupowanych w operacji Otwory (menu Operacje)
. Szczegóły w Programowaniu operacji w Frezowaniu.
Wybór Strategii Wiercenia
W cyklu Otwory do wyboru są następujące Strategie wiercenia:
Wiercenie - narzędzie po każdym zagłębieniu wycofuje się ruchem szybkim.
Pogłębianie - to samo co w cyklu Wiercenia z tym, że po każdym zagłębieniu wycofuje się o 1mm lub .05”.
Rozwiercanie - narzędzie schodzi do Głębokości i wycofuje się na Poziom bezpieczny.
Wytaczanie - narzędzie po każdym zagłębieniu wycofuje się ruchem szybkim. Po osiągnięciu parametru Głębokość wrzeciono jest zatrzymywane, następuje odjazd narzędzia od materiału celem uniknięcia uszkodzenia obrobionej powierzchni wyjazd do góry.
Gwintowanie - narzędzie po osiągnięciu parametru Głębokość jest zatrzymywane (programowana przerwa), następuje zmiana obrotów wrzeciona i wyjazd do góry.
Określenie Parametrów Głębokości dla Wiercenia
W każdym cyklu wiercenia występuje więcej parametrów pionowych ruchów posuwowych narzędzia, występujących w czasie całej obróbki, niż w innych cyklach.
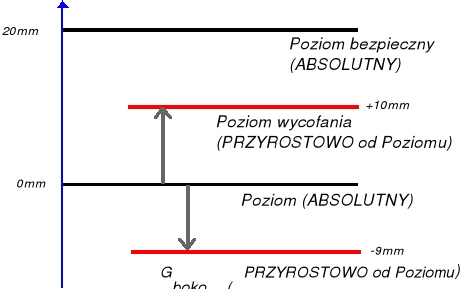
Na karcie Głębokość znajdują się następujące parametry:
Poziom bezpieczny - określa na jaką wysokość ma wyjechać narzędzie po obróbce do następnego otworu, lub na końcu cyklu.
Poziom wycofania - określa wysokość wyjazdu narzędzie pomiędzy poszczególnymi zagłębieniami.
Poziom - określa wartość absolutną określająca poziom rozpoczęcia obróbki.
Głębokość - określa głębokość wierconego otworu.
Wielopoziomowe - tego parametru, używa się w przypadku obróbki w jednym cyklu, otworów znajdujących się na rożnych wysokościach względem siebie. Parametry Głębokości i Poziomu wycofania są wartościami względnymi do wskazanego elementu. Wprowadzona wartość Poziomu nie jest uwzględniana.
Zagłębianie się Narzędzia w Cyklu Otworów
Ruchy Narzędzia bez Przybierania
Przy normalnym wierceniu ( bez Przybierania ) narzędzie wykonuje następujące ruchy:
1. Ruch szybki na Poziomie bezpiecznym nad pierwszy otwór.
2. Ruch szybki na Poziom wycofania.
3. Ruch roboczy na poziom Głębokości.
4. Ruch szybki na Poziom bezpieczny.
5. Ruch szybki na Poziomie bezpiecznym do następnego otworu itd.
6. Po zakończeniu cyklu narzędzie jest wycofywane na Poziom bezpieczny.
Ruchy Narzędzia z Przybieraniem
Przy normalnym wierceniu z przybieraniem narzędzie wykonuje następujące ruchy:
1. Ruch szybki na Poziomie bezpiecznym, aż znajdzie się nad pierwszym otworem.
2. Ruch szybki na Poziom wycofania.
3. Ruch roboczy na pierwszą Głębokość skrawania.
4. Ruch szybki na Poziom wycofania.
5. Ruch szybki na Odległość bezpieczną (parametr określony w danym cyklu) do materiału.
6. Ruch roboczy na drugą Głębokość skrawania, itd. aż do osiągnięcia parametru Głębokość.
7. Ruch szybki na Poziom bezpieczny i ruch do następnego otworu itd.
Po zakończeniu cyklu narzędzie jest wycofywane na Poziom bezpieczny.
Wiercenie Wielopoziomowe
Wiercenie z Różnymi Poziomami Obróbki
1. Wybierz komendę Otwory (menu Cykle)
Pokaże się okno dialogowe dla tego cyklu.
2. Wprowadź standardowe parametry cyklu. Zaznacz parametr Wielopoziomowe, który znajduje się na karcie Głębokość.
3. Wskaż umiejscowienie środków otworów. Jest to jednocześnie informacja o położeniu tych otworów na poziome Z.
4. ENTER.
Generowana będzie ścieżka narzędzia.
Wiercenie z Parametrami Poziomu
Wiercenie ze wskazaniem parametrów Głębokości
1. Wybierz komendę Otwory (menu Cykle).
Pokaże się okno dialogowe dla tego cyklu.
2. Wprowadź standardowe parametry cyklu.
3. Wskaż element, który definiuje Poziom cyklu.
4. Wskaż element, który definiuje Poziom bezpieczny cyklu.
5. Wskaż element, który definiuje Głębokość cyklu
6. Wskaż umiejscowienie środków otworów
7. ENTER.
Generowana będzie ścieżka narzędzia
Kontrola Posuwu Wgłębnego Narzędzia
Przy wierceniu twardych materiałów, zalecane jest powolne zagłębienie się ostrza narzędzia w materiał, do momentu zetknięcia się pełnej średnicy narzędzia z przedmiotem obrabianym lub osiągnięciu określonej głębokości.
Należy wprowadzić parametry karty Wejścia dla danego cyklu. Parametry te nie są dostępne w przypadku strategii Gwintowania, ponieważ tam posuw jest ściśle powiązany z Prędkością obrotową. Poza ten parametry te są dostępne tylko w przypadku używania parametru Podprogramy z opcją Pathtrace.
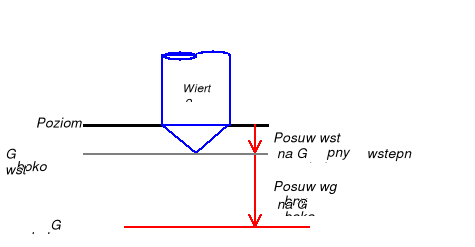
Parametry Wejścia:
Średnica narzędzia - po zaznaczeniu tego parametru, narzędzie porusza się z wartością Posuwu wstępnego, aż do momentu zetknięcia się pełnej średnicy narzędzia z przedmiotem obrabianym. Parametr ten nie może być stosowany razem z parametrem Głębokość wstępna. Parametr ten nie jest aktywny również w przypadku używania narzędzia bez szpica.
Głębokość wstępna - określa głębokość na jaką ma się zagłębić narzędzie Posuwem wstępnym. Następnie stosowany jest Posuw wgłębny.
Posuw wstępny - określa wartość posuwu wstępnego aż do momentu Narzędzie gdy:
• zetknie się pełną średnica z materiałem, lub
• osiągnie parametr Głębokości wstępnej.
Zależy to od zastosowanych parametrów zagłębiania.
Wykorzystanie powyższych parametrów uwarunkowane jest od tego, czy są one zdefiniowane w makrach Postprocesora.
Sterowanie Krokiem Narzędzia w Wierceniu
Na karcie Krok występują trzy parametry określające sposób zagłębiania się narzędzia w materiał.
Głębokość skrawania - określa wartość jednorazowego zagłębienia się narzędzia w materiał. Parametr ten może być zmniejszony poprzez parametr Degresja
Degresja - określa wartość zmniejszenia parametru Przybieranie.
Pierwsze wejście narzędzia jest do pełnego parametru Przybierania, a następne są zmniejszane. Jeżeli parametr Przybierania osiągnie wartość mniejsza lub równa parametrowi Degresji, wówczas stosowany jest ten ostatni.
Odległość bezpieczna - określa wysokość względem aktualnej głębokości na którą wyjeżdża narzędzie
Podprogramy dla Wiercenia na Centrach Frezarskich
Przy cyklach frezowania możliwe jest wykorzystanie Podprogramów występujących na maszynie.
Wybór pomiędzy opcjami:
Sterowanie - umożliwia wykorzystania podprogramów sterowania
(np. wzorów prostokątnych).
Pathtrace - wykorzystanie podprogramów sterowania nie jest możliwe.
Podprogramy dla Wiercenia na Centrach Tokarskich
Przy cyklach toczenia również możliwe jest wykorzystanie Podprogramów występujących na maszynie.
Wybór pomiędzy opcjami:
Tak- stosowane są maszynowe cykle wiercenia.
Nie - kod NC generowany jest przez EdgeCAM.
Wybór elementów poprzez Filtr
Przy stosowaniu cykli Wiercenia program potrafi inteligentnie rozpoznać średnice otworów. W przypadku detali bryłowych, cecha typu otwór zawiera w sobie informacje geometryczne (średnice, głębokości) jak i technologiczne (rodzaju zakończenia, pogłębienia przelotowości) i na tej podstawie sam dobiera średnice i głębokości obróbki. W detalach narysowanych na płasko lub wczytanych jako drutowe modele przestrzenne elementy do wiercenia reprezentowane są jako punkty, okręgi lub pionowe linie (zwykle osie symetrii otworów).
Jako filtr przy przeszukiwaniu tego typu detali możne służyć:
średnica wiertła - obrabiane są tylko okręgi o wielkości wiertła,
średnica min i max - obrabiane są okręgi w określonych granicach,
pionowe linie - ich końce reprezentują środki obrabianych otworów
punkty.
Zakres wskazania można zaznaczyć okienkiem oraz określić tolerancje wyszukiwanych okręgów, które jeżeli zachodzi taka potrzeba mogą być niepełne.
Optymalizacja ścieżki
W przypadku obróbki dużej ilości otworów rozmieszczonych np. daleko od siebie, program umożliwia optymalizacje (dwa kryteria) ścieżki celem minimalizacji ruchów przejazdowych miedzy nimi. Przy obróbce otworów skupionych (np. wzór prostokątny) można stosować optymalizacje ścieżki poprzez cztery kryteria tj. wiersz w X, od X, wiersz w Y i od Y.
W przypadku obróbki otworów leżących na różnych poziomach system rozpoznaje ich poziom początkowy i wiertło obrabia otwór do zadanej głębokości w stosunku do bieżącego położenia otworu, a poziom wycofania może być ustawiony jako globalny bądź zależny od poziomu otworu. Kod NC może być generowany w formie cykli wiercenia odpowiadających danemu rodzajowi sterowania lub zwykłego ciągu współrzędnych
72 • Wiercenie... Styczeń 2000 • EdgeCAM Frezowanie
EdgeCAM Frezowanie• Styczeń 2000 Wiercenie... • 67
Wyszukiwarka