Laboratorium metrologii |
|||
Leszek Kierzek Tomasz Bartkowski
|
Temat:
Pomiary gwintów metodami stykowymi. |
Nr ćw. 3 |
|
WBMiZ MiBM semestr VII |
Prowadzący: mgr inż. M. Grzelka |
Data: 3.12.2003 |
|
1. Cel ćwiczenia
Celem ćwiczenia było zapoznanie się z podstawowymi metodami pomiaru skoku gwintów oraz ich średnicy podziałowej. W poniższym ćwiczeniu użyto do tego celu metody pomiaru skoku przez porównanie z wzorcem zarysu gwintu, natomiast do pomiaru średnicy podziałowej użyto metod : trójwałeczkowej, jednowałeczkowej i mikrometru do gwintu
2. Pomiary średnicy zewnętrznej i średnicy podziałowej mikrometrem
Pomiar skoku gwintu za pomocą wzorca zarysu gwintu. Pomiaru dokonano przez porównanie z wzorcem do pomiaru gwintów metrycznych MWGa.
P= 2,0 mm
M16x2
Pomiar średnicy zewnętrznej d gwintu za pomocą mikromierza uniwersalnego.
d I = 15,58 mm
dII = 15,72 mm
dIII= 15,60 mm
dIV = 15,50 mm
dV = 15,69 mm
Pomiar średnicy podziałowej d2 gwintu za pomocą mikromierza uniwersalnego.
d2I = 14,15 mm
d2II = 14,13 mm
d2III = 14,20mm
d2IV = 14,23 mm
d2V = 14,19 mm
d2max = 14,23 mm d2min = 14,13 mm
dmax = 15,72 mm dmin = 15,50 mm
d2teor= d-0,64952P=16,00-0,64952*2=14,701mm
Zmierzone odchyłki dla średnicy podziałowej wynoszą:
-górna eszm= d2max - d2teor= 14,23-14,701=-0,471mm=-471μm
-dolna eizm= d2min - d2teor= 14,13-14,701=-0,571mm=-571μm
Rzeczywista tolerancja wykonania średnicy podziałowej:
Td2rzecz= eszm - eizm =-471+571= 100μm
Zmierzone odchyłki dla średnicy zewnętrznej wynoszą:
-górna eszm= dmax - dteor= 15,72-16,00=-0,28mm=-280μm
-dolna eizm= dmin - dteor= 15,50-16,00=-0,50mm=-500μm
Rzeczywista tolerancja wykonania średnicy zewnętrznej:
Tdrzecz= eszm - eizm =-280+500= 220μm
Z norm PN-EN 20286-1:1996 dobieram szereg tolerancji oraz położenie pola tlerancji dla M16x2
-dla średnicy podziałowej:
Dobrano 4 szereg tolerancji, dla którego Td2= 100μm
Na podstawie odchyłki podstawowej eszm=-471μm, dla P=2 dobrano położenie
Pola tolerancji d, dla którego es=-100μm
-dla średnicy zewnętrznej:
Dobrano 6 szereg tolerancji, dla którego Td= 280μm
Na podstawie odchyłki podstawowej eszm=-280μm, dla P=2 dobrano położenie
Pola tolerancji d, dla którego es=-100μm
Pełne oznaczenie mierzonej śruby:M16x2-d4d6
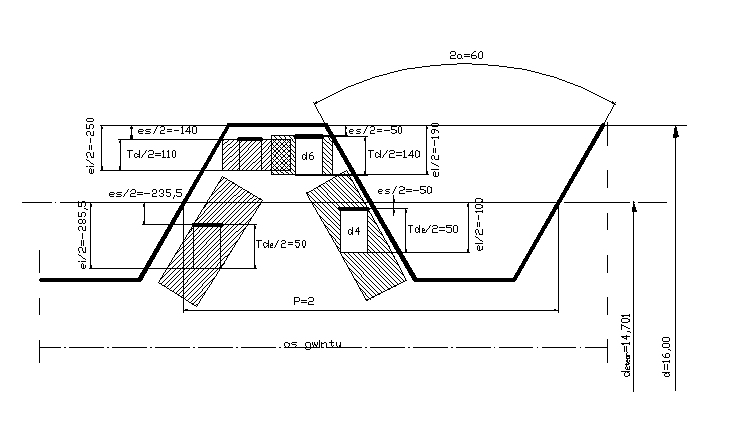
4. Pomiary średnicy podziałowej metodą 3 wałeczków:
Średnica wałeczków do pomiaru została dobrana na podstawie skoku gwintu i kąta gwintu zgodnie z PN-70/M-53088.
dw= 1,35 mm
Średnicę podziałową mierzonego gwintu obliczono ze wzoru:
![]()
Gdzie:
d2 - średnica podziałowa
M - zmierzone rozstawienie wałeczków
dw - średnica wałeczków
P - skok gwintu
α - kąt boku zarysu
Σp- poprawki na skręcenie wałeczków i na sprężyste odkształcenie powierzchniowe pod wpływem nacisku pomiarowego
![]()
Nacisk powierzchniowy przyjęto S = 2 kG, natomiast średnica zewnętrzna gwintu d =16 mm Wyniki obliczeń uzyskane z metody trójwałeczkowej:
MpI = 16,60 mm MpIV = 16,55mm
MpII = 16,50 mm MpV = 16,63mm MpIII = 16,55 mm
Wartości średnic podziałowych:
d2I = 14,29 mm
d2II = 14,19 mm
d2III = 14,24mm
d2IV = 14,24 mm
d2V = 14,32 mm
d2max = 14,32 mm d2min = 14,19 mm
Zmierzone odchyłki dla średnicy podziałowej wynoszą:
-górna eszm= d2max - d2teor= 14,32-14,701=-0,381mm=-381μm
-dolna eizm= d2min - d2teor= 14,19-14,701=-0,511mm=-511μm
Rzeczywista tolerancja wykonania średnicy podziałowej:
Td2rzecz= eszm - eizm =-381+511= 130μm
Dobrano 6szereg tolerancji, dla którego Td2= 160μm
Na podstawie odchyłki podstawowej eszm=-381μm, dla P=2 dobrano położenie
Pola tolerancji d, dla którego es=-100μm
Pełne oznaczenie mierzonej śruby:M16x2-d6d6
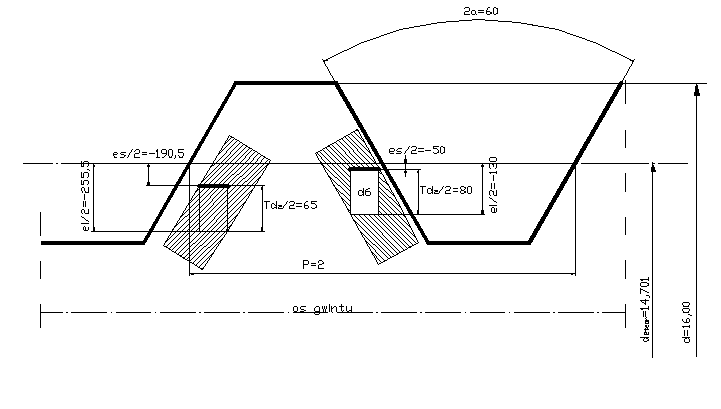
5. Pomiary średnicy podziałowej metodą 1 wałeczka:
Wzór na średnicę podziałową
![]()
MpI = 15,91 mm MpIV = 16,09mm
MpII = 16,02 mm MpV = 15,98mm MpIII = 16,06 mm
Wartości średnic podziałowych:
d2I = 13,902 mm
d2II = 14,122 mm
d2III = 14,202mm
d2IV = 14,262 mm
d2V = 14,042 mm
d2max = 14,262 mm d2min = 13,902 mm
Zmierzone odchyłki dla średnicy podziałowej wynoszą:
-górna eszm= d2max - d2teor= 14,262-14,701=-0,439mm=-439μm
-dolna eizm= d2min - d2teor= 13,902-14,701=-0,779mm=-799μm
Rzeczywista tolerancja wykonania średnicy podziałowej:
Td2rzecz= eszm - eizm =-439+799= 360μm
Dobrano 9szereg tolerancji, dla którego Td2= 315μm
Na podstawie odchyłki podstawowej eszm=-439μm, dla P=2 dobrano położenie
Pola tolerancji d, dla którego es=-100μm
Pełne oznaczenie mierzonej śruby:M16x2-d9d6
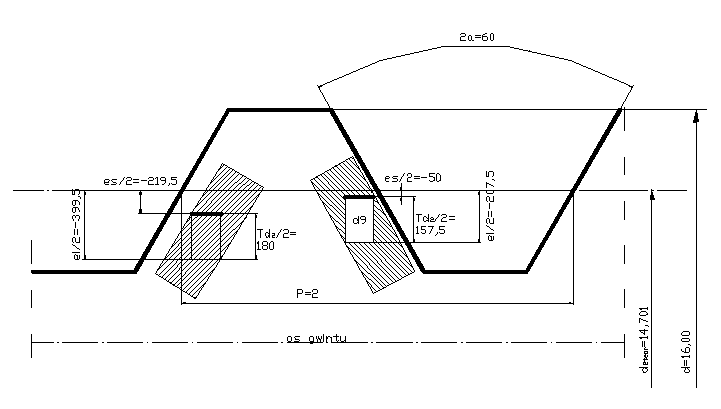
6. Wnioski:
Aby wykonać pomiary średnic podziałowych gwintów należy najpierw zmierzyć skok na przykład przy pomocy porównania go z wzorcem zarysu, tak jak w ćwiczeniu. Pomiar skoku i informacja o wartości kąta boku zarysu gwintu są potrzebne do doboru przyrządów służących do pomiarów średnic podziałowych. Dokonując pomiaru średnicy gwintu trzema metodami okazało się, że metoda trójwałeczkowa i pomiar za pomocą mikromierza pozwala uzyskać wymiar dokładny. Pomiar za pomocą metody jednowałeczkowej był mniej dokładny i podał nieco przesadzone wartości pomiaru. Dlatego też pomiar średnicy podziałowej za pomocą metody trójwałeczkowej należy wykonywać dla gwintów dokładnych ,a tam gdzie wymagany jest jedynie zgrubny pomiar lub mniej dokładny mikromierza do gwintu lub metody jednowałeczkowej.
![]()
![]()
Wyszukiwarka